Effects of nano-SiO2 modification on rubberised mortar and concrete with recycled coarse aggregates
-
Jianbai Zhao
 ,
Yanhai Wu
,
Yanhai Wu

Abstract
With the recent acceleration of industrialisation and urbanisation, increasing quantities of demolished construction waste and waste tyres are being produced. The production of recycled coarse aggregate (RCA) and rubber particles from this waste, for use as partial or full replacements of normal aggregate in cement concrete, is attracting attention as a solution to the problem of solid waste management. However, the greater incidence of defects in RCA and rubber particles than in normal aggregate limits their application in construction industries. This study evaluated an economic and environmental approach to optimise the performance of rubberised concrete with RCA. Two types of nanomaterials, nano-SiO2 (NS) solution and NS sol–gel, were used to pretreat RCA and rubber. The effect of the treatment time on the physical properties of the RCA was tested, and the mechanical properties of the rubberised mortar prepared with pretreated rubber were investigated. In addition, a compression test for the rubberised recycled aggregate concrete (RRAC) was designed using the Taguchi method. The effects of four factors (water–cement ratio, rubber content, rubber size, and aggregate treatment) on the stress–strain curve, compressive strength, elastic modulus, specific toughness, and failure patterns of RRAC were also analysed. The results showed that the NS-treated RCA exhibited lower water absorption rate and better mechanical properties. Moreover, the NS-modified rubber enhanced the compressive and flexural strengths of the rubberised mortar by 35 and 17%, respectively. Interestingly, it was found that simultaneous treatment of both RCA and rubber could negatively affect RRAC. Scanning electron microscopy indicated that NS improved the interfacial transition zone separating RCA and rubber from the cement matrix, whereas the pretreated RCA tended to bond with the pretreated rubber in RRAC.
Graphical abstract
1 Introduction
With the recent acceleration of urbanisation, more buildings are being demolished, producing large amounts of demolished construction waste (DCW). It is reported that DCW will reach 27 billion tonnes per year worldwide by 2050 [1]. China produces 2.4 billion tonnes of DCW annually [2]. However, the utilisation rate of DCW is less than 10% in China, implying that the country needs to improve its recycling and reutilisation of DCW. In addition, it is reported that more than one billion tyres are scrapped every year around the world, which further increases the quantity of solid waste [3]. Landfills and burning remain the main methods of dealing with waste tyres [4]. DCW and waste tyres are serious ecological threats as they cause soil and water pollution. It is vital to recycle DCW and waste rubber, not only to protect the environment but also to conserve resources.
On the other hand, the consumption of raw materials for concrete production has increased rapidly with the rapid development of construction projects in developing countries, and the demand for more natural aggregates has resulted in a heavy burden on the environment [5]. Using crushed DCW as recycled coarse aggregate (RCA) to produce new environmentally friendly recycled concrete composites and members is of particular interest to maintain natural aggregate and realize waste resources recycling [6,7,8]. However, due to RCA’s high porosity and the presence of aged mortar on its surface, RCA addition degrades the mechanical properties of the concrete [9]. As for waste tyres, they can be crushed into rubber particles and added to concrete as fine aggregates [4,10]. Researchers have suggested that the addition of rubber to concrete improves its energy absorption capacity [11], sound absorption performance [12], and freeze–thaw durability [13]. However, the compressive strength, splitting tensile strength, and bending strength of rubberised concrete decrease, which is attributed to the low strength and high hydrophobicity of the rubber particles [14,15,16]. To investigate the synergistic effect of RCA and rubber particles in concrete materials and improve the utilisation rate of recycled materials in concrete, rubberised recycled aggregate concrete (RRAC) was developed [17,18]. RRAC is produced by replacing normal coarse aggregates with RCA and partly replacing fine aggregates with rubber. However, RRAC, which contains RCA and rubber, has been reported to exhibit poor static mechanical performance [17,18], which needs to be improved.
It is believed that pretreatment of aggregates plays an important role in improving the properties of RRAC. Many researchers have reported that the presence of aged mortar on the surface of RCA significantly influences the bonding between the RCA and new mortar [19,20]. Some methods, such as heating [21], acid treatment [22], and water washing [23], have been used to remove the attached aged mortar, whereas other methods, such as cement slurry coating [24], carbonation [25], and chemical solution soaking [26], have focused on strengthening the attached mortar. Moreover, chemical treatment has been shown to modify the surface of rubber to improve the interfacial adhesion between the rubber particles and the cement matrix. The most commonly used chemical agents are NaOH [27], silane coupling agent [28], and acid [29]. Although the abovementioned methods improve RCA and rubber, they suffer from some disadvantages. For instance, some methods involve complicated procedures [30], some introduce harmful ions (Cl− and
As green and efficient materials, nanomaterials are widely used in various fields, and their application to cement-based materials has become a popular research topic [33,34]. A number of investigations have been conducted on concrete treated with nanomaterials, among which nano-SiO2 (NS) is considered the most effective additive [35,36]. Due to its high specific surface area and high reactivity, NS can decrease the porosity of concrete and promote the hydration reaction [37,38]. It has been established that NS addition is also suitable for concrete containing RCA or rubber, as it strengthens the interfacial transition zone (ITZ) between the paste and the aggregates [39,40]. In previous studies, researchers had tended to focus on the effect of NS on the cement matrix, and NS was added to concrete as an additive. It has been reported that RCA and rubber are the weakest parts of RRAC [41]. Effective pretreatment of the aggregates is critical for improving the properties of RRAC, which points to the need for further investigation on direct modification of the aggregates by NS.
The aim of this study is to develop a better understanding of the role of NS in aggregate modification. First, RCA and rubber particles were pretreated with two types of nanomaterial, NS solution and NS sol–gel. The effect of the treatment time on the physical properties of the RCA was tested, and the mechanical properties of the rubberised mortar prepared with the pretreated rubber were investigated using flexural and compression tests. In addition, a cylinder axial compression test for RRAC was designed using the Taguchi method with four factors and three levels. The stress–strain curve, compressive strength, elastic modulus, specific toughness and failure modes of RRAC were analysed. Finally, the microstructures of RCA and the rubber particles were observed using scanning electron microscopy (SEM), and the NS-strengthening mechanism was revealed.
2 Materials
2.1 Cementitious material
Ordinary Portland cement (OPC; P.O.42.5) with a fineness modulus of 1.1 was used as the cementitious material. Its physical properties and chemical composition are shown in Table 1.
Properties and chemical composition of OPC
| Content | Fineness | Loss on ignition | |||||
|---|---|---|---|---|---|---|---|
| CaO (%) | SiO2 (%) | Fe2O3 (%) | Al2O3 (%) | SO3 (%) | MgO (%) | ||
| 62–67 | 20–24 | 5–6 | 4–7 | 2.12 | 0.9 | 1.1 | 1.7 |
2.2 Aggregates
The RCA used was produced by crushed waste concrete, which was obtained from demolished concrete pavement with a compressive strength of 20–30 MPa. It was washed with water to remove impurities and improve its properties. The physical properties of the RCA were tested using the Chinese standard GB/T 14685-2011 [42], and the results are tabulated in Table 2. River sand and rubber particles were used as fine aggregates. Well-graded river sand with a fineness modulus of 2.74 was dried before use. Rubber particles were produced from waste tyres by a factory in Foshan, China. Three rubber sizes – 6 mesh, 60 mesh, and a mixed size ranging from 6 mesh to 60 mesh – similar to the size of river sand were used. The particle size distribution of the aggregates is shown in Figure 1. Figure 2 shows the fine aggregates and their micromorphology.
Physical properties of aggregates
| Aggregates | Size (mm) | Apparent density (kg/m3) | Bulk density (kg/m3) | Water absorption rate (%) | Crushing index (%) |
|---|---|---|---|---|---|
| RCA | 5–20 | 2,596 | 1,354 | 4.82 | 10.47 |
| River sand | 0.075–4.75 | 2,500 | 1,780 | 0.61 | — |
| Rubber | 0.25–3.35 | 1,050 | 608 | — | — |
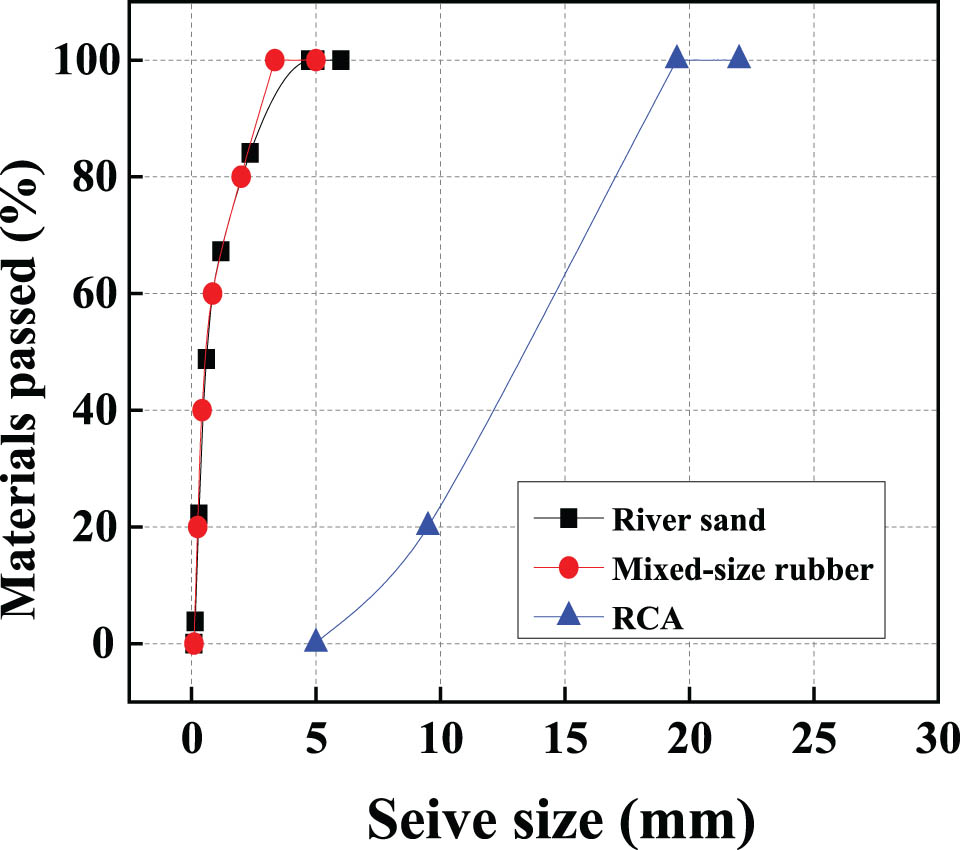
Sieve analysis results of aggregates.
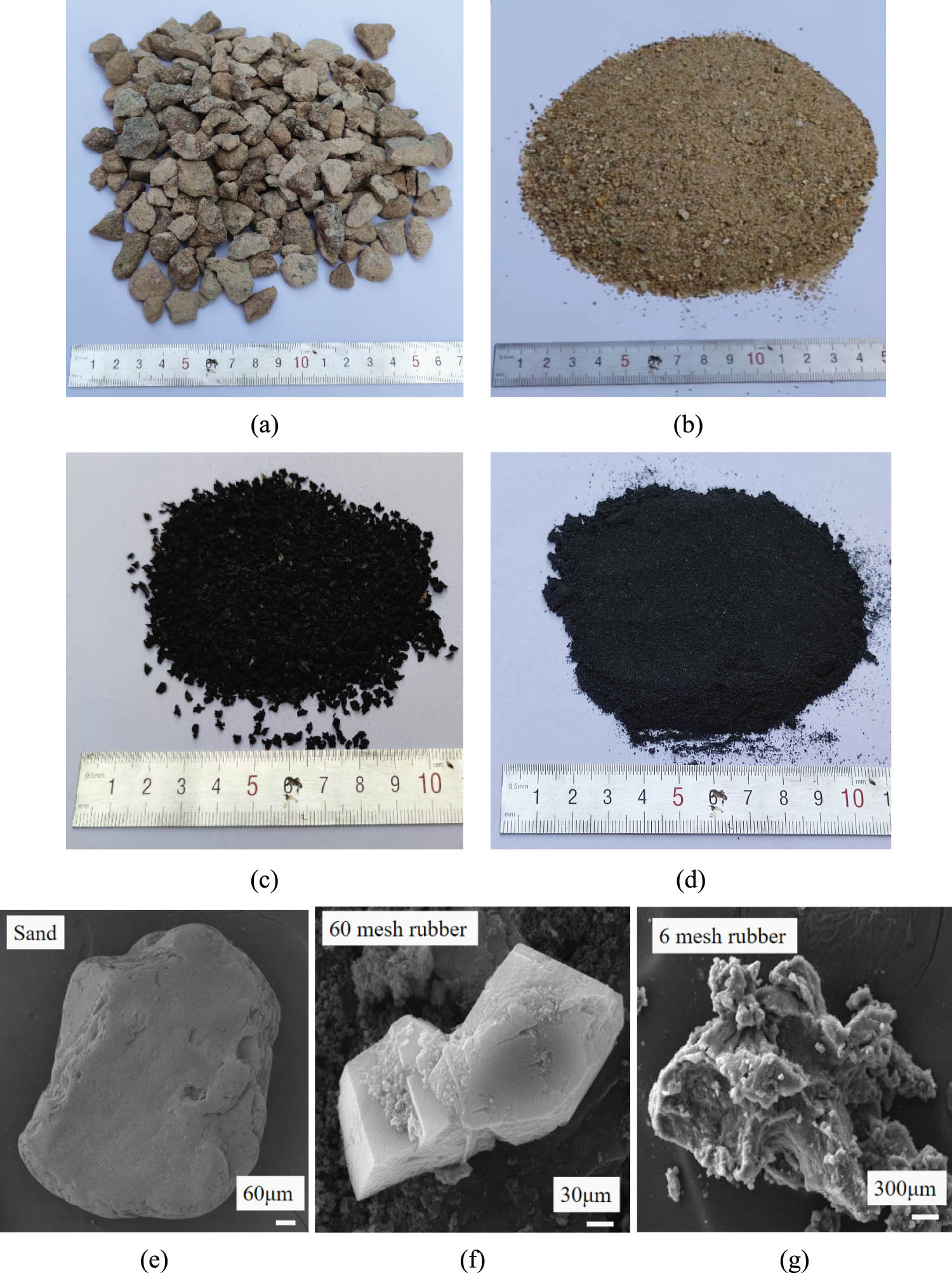
Aggregates used and their micromorphology as revealed by SEM. (a) RCA, (b) river sand (c) 6 mesh rubber, (d) 60 mesh rubber, (e) SEM of sand, (f) SEM of 60 mesh rubber, and (g) SEM of 6 mesh rubber.
2.3 Additives
A polycarboxylate superplasticiser (SP) solution was used to adjust the workability of the mixes. The SP solution was diluted to a concentration of 20% from the mother liquor, which had a solid content of 30.1%. The volume percentage of air in the SP solution was 5%. The properties of the SP solution are shown in Table 3.
Properties of the superplasticiser provided by the manufacturer
| Colour | Concentration (%) | Water reduction (%) | Air content (%) | Solid content (%) | Contraction ratio (%) |
|---|---|---|---|---|---|
| Light yellow | 20 | 20 | 3.2 | 30.1 | ≥97 |
2.4 Nanomaterials for modifying aggregates
Two types of nanomaterials, NS solution and NS sol–gel, were used to modify the rubber and RCA. NS solution with 1% NS powder (Nanjing Tansail Co., China) by weight was prepared. The mother liquor of the commercial NS sol–gel (Nanjing Tansail Co., China) had 20% NS by weight. The nanomaterials used are shown in Figure 3, and their properties are shown in Tables 4 and 5.
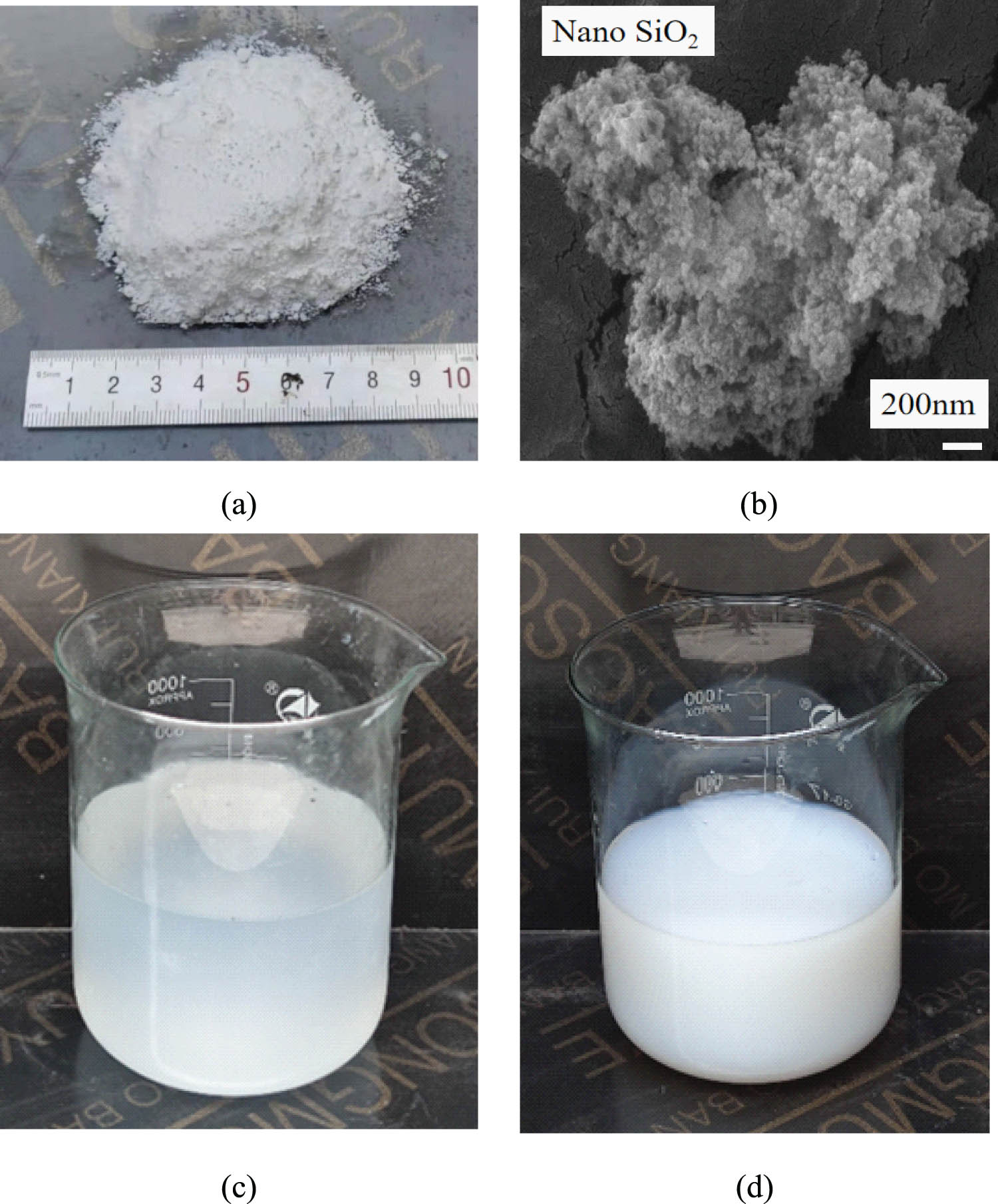
Nanomaterials used and SEM of NS powder. (a) NS powder, (b) SEM of NS powder, (c) NS solution, and (d) NS sol–gel.
Properties of NS powder
| Size (nm) | Purity (%) | Specific surface area (m2/g) | Bulk density (g/cm3) |
|---|---|---|---|
| 20 | 99 | 200 | 0.1 |
Properties of NS sol–gel
| SiO2 (wt%) | Size (nm) | pH | Viscosity (mPa⋅s) | Density (g/cm3) |
|---|---|---|---|---|
| 20 | 100 | 6–9 | <100 | 1.21 |
3 Experimental regime
3.1 Aggregate treatment
Owing to the low solubility and easy agglomeration of NS powder, NS solution with a low concentration of 1% NS powder was manually prepared in this study. In addition, considering the particle size of NS in sol–gel is 5 times bigger than that in the NS powder solution (Tables 4 and 5), the well-dispersed NS sol–gel with a concentration of 20% NS was diluted to a concentration of 5% prior to use.
Figure 4 shows the treatment processes of RCA and rubber particles. Both the RCA and rubber particles were first immersed in NS solution or NS sol–gel, respectively, for 24, 48, and 72 h. Then, they were dried at room temperature before using.
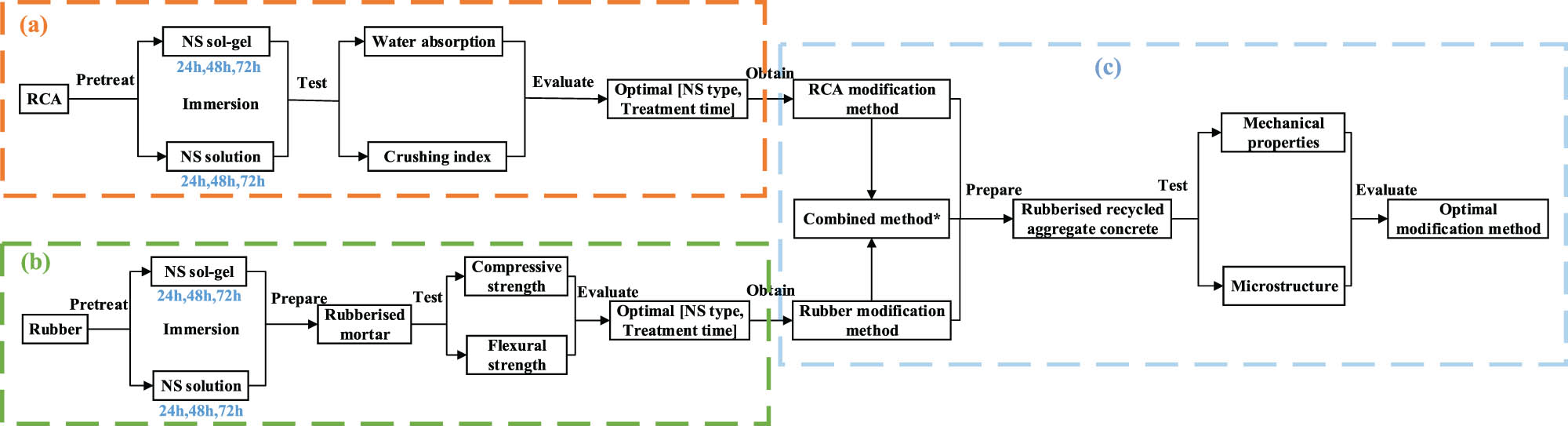
Treatment methods: (a) Treatment methods of RCA; (b) treatment methods of rubber for preparing rubberised mortar; and (c) treatment methods of RCA and rubber for preparing RRAC. *Combined method denotes simultaneous treatment of rubber and RCA.
To investigate the modification effect of RCA by NS treatment, the water absorption rate and crushing index of pretreated RCA were tested and the optimal NS type and treatment time were evaluated, as shown in Figure 4(a).
To investigate the effect of the modified rubber by NS treatment, rubberised mortar was prepared and the mechanical properties of the rubberised mortar were tested, as shown in Figure 4(b).
Based on the above results of the physical properties of the modified RCA and mechanical properties of the mortar with modified rubber, three aggregate treatment methods, including rubber modification (RM), RCA modification (AM), and simultaneous modification of rubber and RCA (RM + AM), were designed for preparing RRAC (Figure 4c).
3.2 Mix proportions
3.2.1 Rubberised mortar
To meet the flowability requirements, seven groups of mortar mixtures with a water–cement (w/c) ratio of 0.5 were designed, as shown in Table 6. The 60 mesh rubber particles were used and treated with the NS solution or NS sol–gel for 24, 48, and 72 h. Following the suggestion of previous study [18], the rubber was used to replace 10% of the river sand by volume.
Mix proportions of the mortar mixtures
| Mix proportions (unit weight: kg/m3) | ||||||
|---|---|---|---|---|---|---|
| Group | Water | Cement | Sand | Rubber | NS type | Treatment time |
| Reference | 225 | 450 | 1,305 | 32 | — | — |
| S24 | 225 | 450 | 1,305 | 32 | NS solution | 24 h |
| S48 | 225 | 450 | 1,305 | 32 | NS solution | 48 h |
| S72 | 225 | 450 | 1,305 | 32 | NS solution | 72 h |
| G24 | 225 | 450 | 1,305 | 32 | NS sol–gel | 24 h |
| G48 | 225 | 450 | 1,305 | 32 | NS sol–gel | 48 h |
| G72 | 225 | 450 | 1,305 | 32 | NS sol–gel | 72 h |
Note: S24 and G24 denote rubber treated by NS solution and NS sol–gel for 24 h, respectively.
3.2.2 RRAC
The Taguchi method was used to design the mix proportions of RRAC. Four factors – the w/c ratio, rubber content, rubber size, and processing method for the aggregates – were considered, and each factor comprised three levels. Therefore, an orthogonal array L9 (34) developed by Taguchi was used to represent a full factorial experiment. The factors and levels used are shown in Table 7. Three w/c ratios were investigated – 0.3, 0.4, and 0.5 – and rubber was used to replace 5, 10, and 15% of the river sand by volume. Three rubber sizes were used: 6 mesh, 60 mesh, and 6–60 mesh (mixed size). As shown in Figure 4, three aggregate treatment methods were used for preparing RRAC, including RM, AM, and RM + AM. Both RCA and rubber were treated by NS sol–gel for 48 h, which was in accordance with the synthetical consideration of the performance improvement and economic cost (immersion time). Nine groups of mix proportions were designed, as shown in Table 8.
Factors and levels used in the experiment
| Levels | Factor A | Factor B | Factor C | Factor D |
|---|---|---|---|---|
| w/c ratio | Rubber content (%) | Rubber size | Aggregate treatment | |
| 1 | 0.3 | 5 | 6 Mesh | RM |
| 2 | 0.4 | 10 | 60 Mesh | AM |
| 3 | 0.5 | 15 | Mix | RM + AM |
Mix proportions of RRAC used in the experiment
| Mix proportions (unit weight: kg/m3) | |||||||
|---|---|---|---|---|---|---|---|
| Group | Orthogonal combination | Water | Cement | Sand | RCA | Rubber | SP |
| 0.3–5%-6-RM | A1B1C1D1 | 185 | 617 | 607.2 | 958.8 | 12.9 | 1.9 |
| 0.3–10%-60-AM | A1B2C2D2 | 185 | 617 | 575.3 | 958.8 | 25.8 | 1.9 |
| 0.3–15%-M-RM + AM | A1B3C3D3 | 185 | 617 | 543.3 | 958.8 | 38.8 | 1.9 |
| 0.4–5%-60-RM + AM | A2B1C2D3 | 185 | 463 | 665.8 | 1051.2 | 14.2 | 1.4 |
| 0.4–10%-M-RM | A2B2C3D1 | 185 | 463 | 630.7 | 1051.2 | 28.4 | 1.4 |
| 0.4–15%-6-AM | A2B3C1D2 | 185 | 463 | 595.7 | 1051.2 | 42.5 | 1.4 |
| 0.5–5%-M-AM | A3B1C3D2 | 185 | 370 | 701.1 | 1,107 | 14.9 | 1.2 |
| 0.5–10%-6-RM + AM | A3B2C1D3 | 185 | 370 | 664.2 | 1,107 | 29.8 | 1.2 |
| 0.5–15%-60-RM | A3B3C2D1 | 185 | 370 | 627.3 | 1,107 | 44.8 | 1.2 |
3.3 Specimen preparation
3.3.1 Rubberised mortar specimen
To examine the compressive and flexural properties of the rubberised mortar, prismatic specimens with length of 40 mm, width of 40 mm, and height of 160 mm were prepared and divided into seven groups. Each group consisted of a set of three specimens. The specimens were prepared using a 5 L cement mortar mixer by following the steps shown in Figure 5(a): first, the rubber particles were pretreated with NS solution or NS sol–gel and dried at room temperature; then, the cement, river sand, and rubber particles were mixed under dry conditions for 5 min, after which water was added and mixed with the powder for 5 min. Next the mixture was moulded and vibrated for 1 min. After 24 h, it was demoulded and cured at room temperature for 28 days.
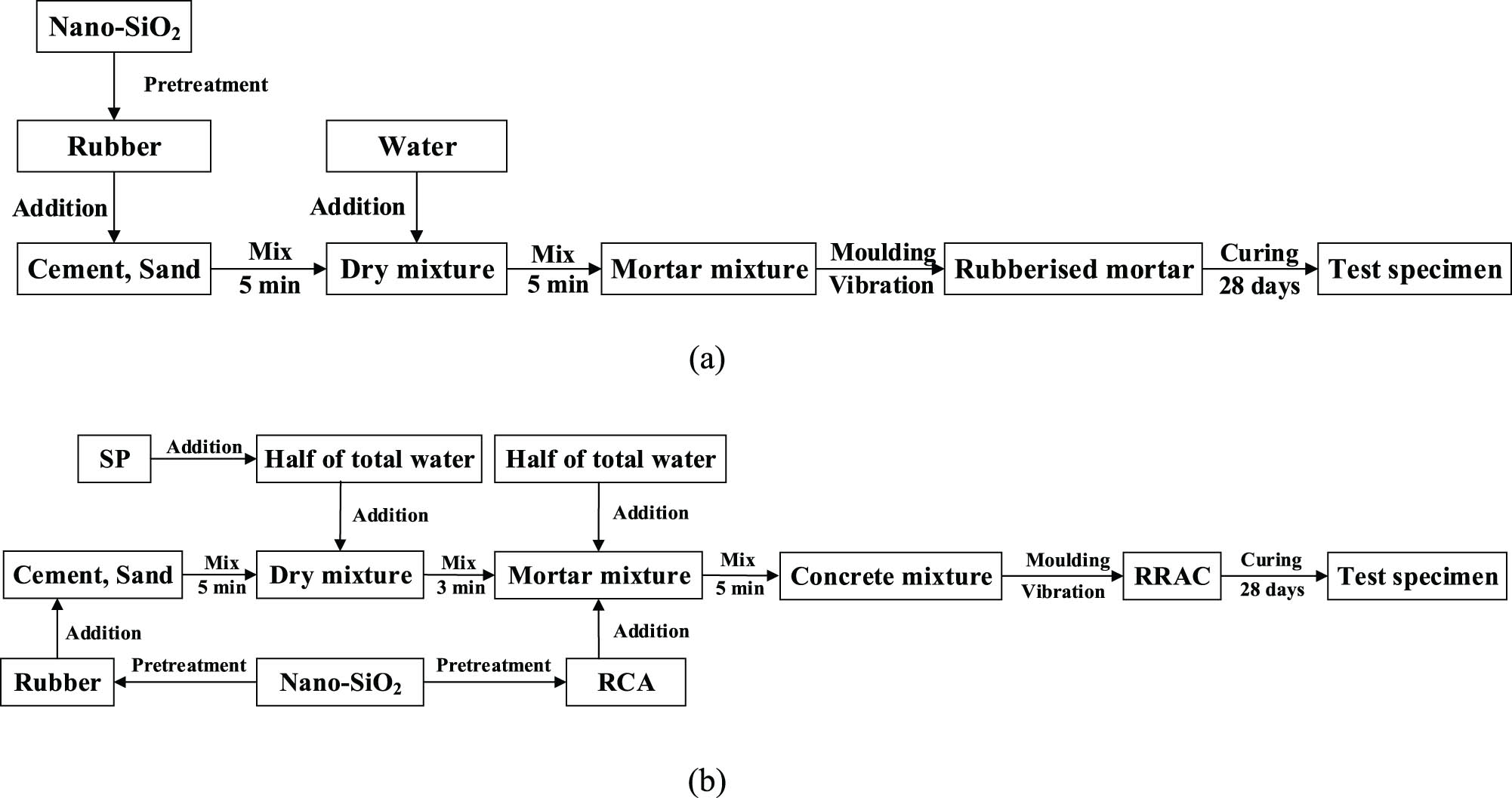
Specimen preparation methods: (a) rubberised mortar and (b) RRAC.
3.3.2 RRAC specimen
A 30 L horizontal mixer was used to prepare 27 RRAC cylinder specimens with diameter of 100 mm and height of 200 mm. Figure 5(b) shows the preparation procedure: first, the rubber particles and RCA were pretreated with NS sol–gel for 48 h, and dried at room temperature. Next cement, river sand, and the rubber particles were mixed under dry conditions for 5 min, after which SP and half of total water were added to the mixture and mixed for 3 min. Finally, RCA and the remaining water were added, and the mixing was continued for 5 min. After mixing, the mixture was moulded and vibrated for 2 min. After 24 h, it was demoulded and cured at room temperature for 28 days.
3.4 Experimental methods
3.4.1 Tests for RCA properties
The water absorption rate and crushing index of RCA after treatment were tested in accordance with the Chinese standard GB/T 14865-2011 [42]. The water absorption rate of RCA was calculated using equation (1):
where W is the water absorption rate of RCA; G 1 is the mass of the aggregate sample under the saturated surface dry condition; and G 2 is the mass of the dried RCA.
The crushing index of RCA was calculated using equation (2):
where Q e is the crushing index of RCA; M 1 is the mass of the aggregate sample; and M 2 is the residual mass of the RCA after crushing.
3.4.2 Prism flexural and compression tests
The prism flexural test of the mortar specimens was conducted in accordance with the Chinese standard GB/T 17671-1999 [43], using a YAW-300C machine with the loading speed set to 50 N/s, as shown in Figure 6. After the flexural test, the compression test was conducted on a lateral section of the broken prism with a compression area of 40 mm × 40 mm. The compression test was also conducted using the YAW-300C machine with the loading speed set to 2,400 N/s.
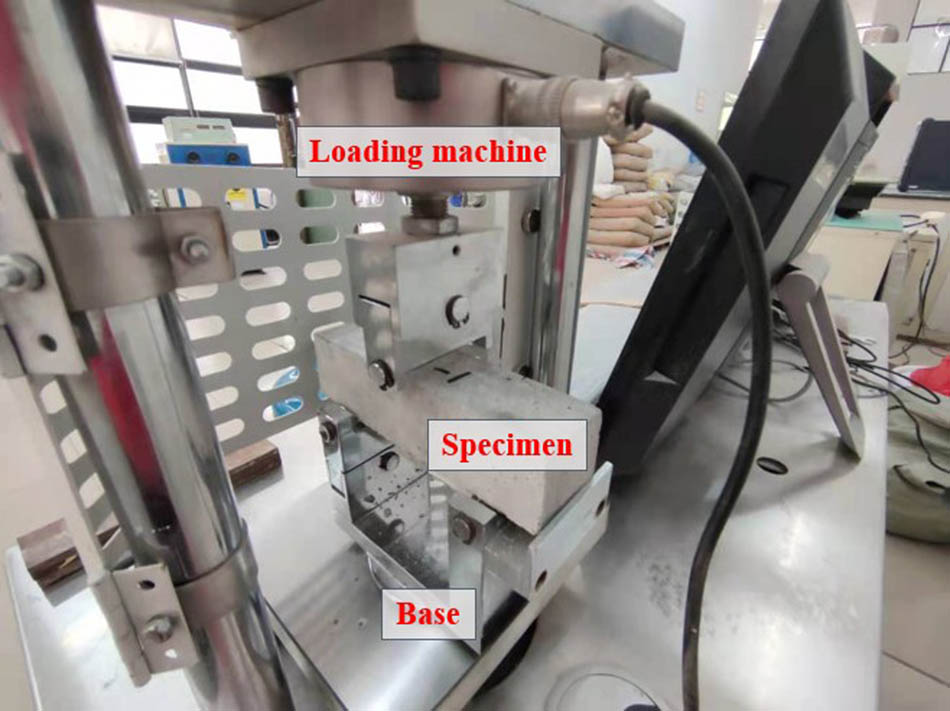
Prism flexural and compression test machine.
3.4.3 Cylinder axial compression test
The cylinder axial compression test was conducted by the Chinese standard GB/T 50081-2019 [44] using a Matest material testing machine, which has a capacity of 4,000 kN. The loading speed was set to 0.12 mm/min. Loading was stopped when the stress decreased to 10% of the peak stress. Two linear variable displacement transducers were used to measure the axial strain of the specimen. In addition, two strain gauges were attached to the middle of the cylinder to measure the hoop strains of the specimen, as shown in Figure 7. Before testing, plaster with a compressive strength of 800 MPa was used to level the surface of the cylinder to eliminate load eccentricity. Both the load data and strain data were collected by a high-speed acquisition system at a frequency of 1 Hz.
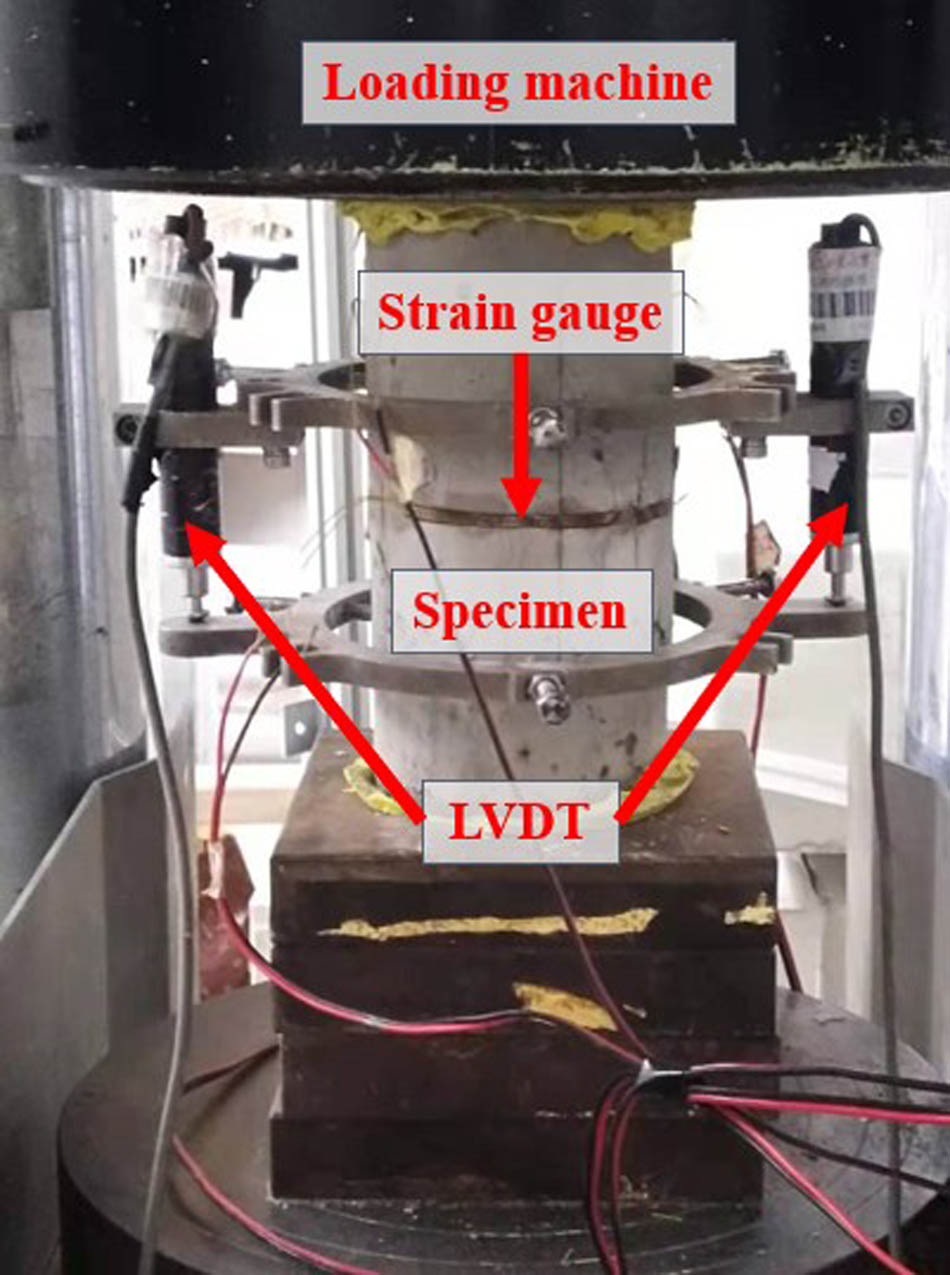
Cylinder compression test machine.
3.4.4 SEM test
To observe the microstructure of the specimen after the compression test, SEM test was performed using an S3400N machine with a working distance of 4 mm and an accelerating voltage of 15 kV. The samples, which were obtained from the fracture surfaces of the specimens, were less than 10 mm × 10 mm × 10 mm in size. The samples were gold coated and tested under high vacuum.
4 Result and discussion
4.1 Effect of treatment on water absorption rate and crushing index of RCA
Figure 8 shows the effect of the treatment time on the water absorption rate of RCA. Increasing the treatment time significantly reduced the water absorption rate of RCA. The water absorption rate of RCA treated with NS solution decreased linearly as the treatment time increased. With a treatment time of 72 h, the water absorption rate of RCA decreased by over 30%. This result can be explained by the pozzolanic reaction between the NS particles and Ca(OH)2 and the filling effect of the NS particles, which densified the microstructure of RCA. The water absorption rate of RCA treated with NS sol–gel was much lower than that treated with NS solution. For instance, when RCA was treated with NS sol–gel for 24, 48 and 72 h, the water absorption rate was decreased by 28, 32, and 56%, respectively. This is because a layer of silica gel from the well-dispersed NS sol–gel was formed homogeneously on the surface of RCA, leading to the attachment of considerable number of agglomerated NS particles [39,45].
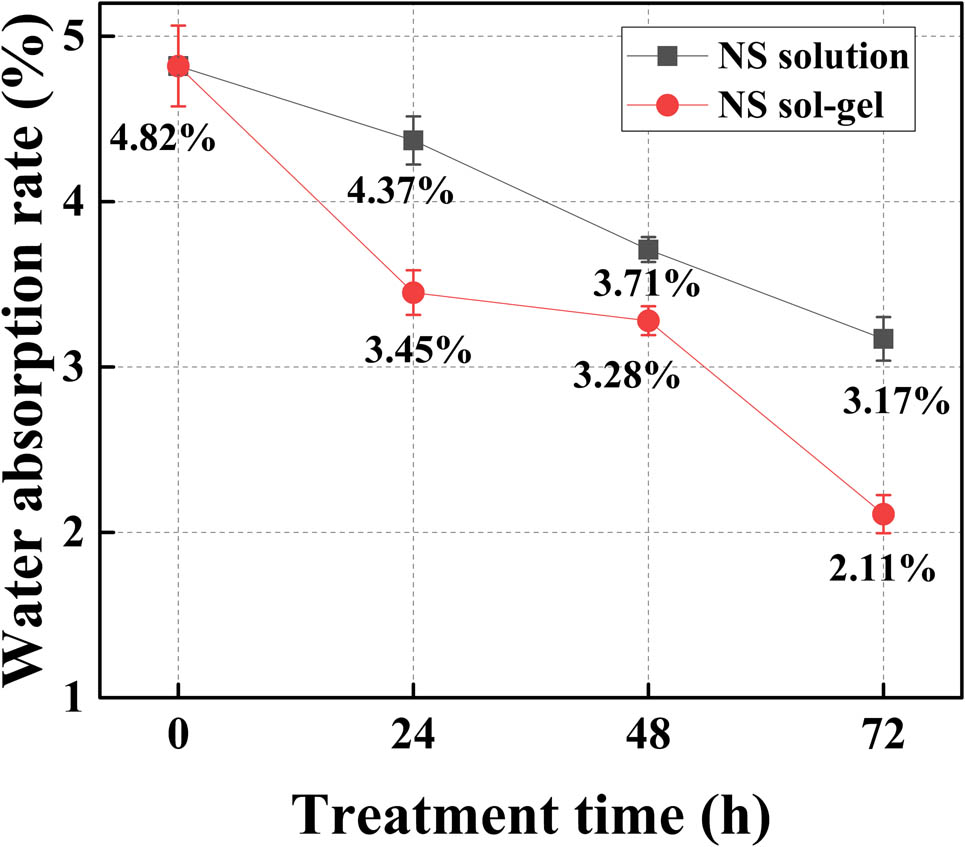
Effect of treatment time on the water absorption rate of RCA.
As shown in Figure 9, NS also greatly influenced the crushing index of RCA. After treatment with either NS solution or NS sol–gel, the crushing index decreased approximately linearly with increasing treatment time. After treatment with NS sol–gel, the crushing index of RCA decreased by approximately 10% more than that after treatment with NS solution at same treatment time on average. The improvement in the crushing index of RCA treated with NS sol–gel is attributed to the reaction of NS particles with aged mortar to form C–S–H gel, which increased the strength of the RCA. Previous studies also reported that the average microhardness of the aged mortar at the surface layer of RCA can be enhanced after NS treatment [39,45].
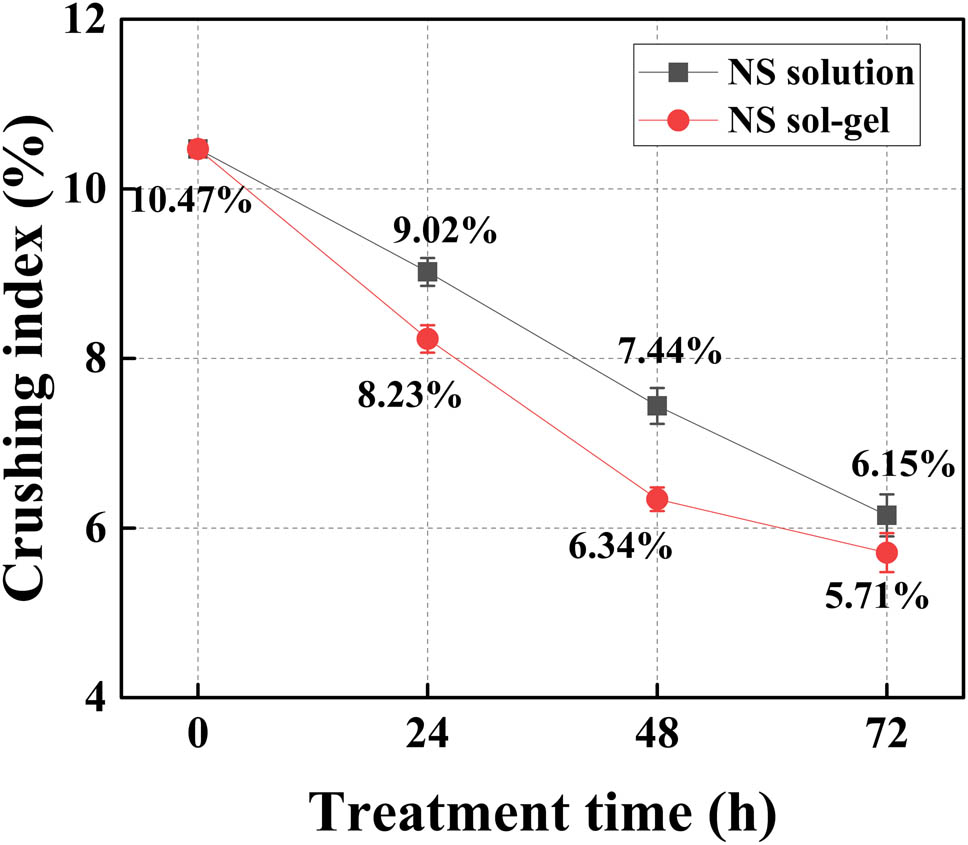
Effect of treatment time on the crushing index of RCA.
4.2 Effect of treatment on compressive and flexural strength of rubberised mortar
The effect of NS treatment on the compressive strength of the rubberised mortar is shown in Figure 10. The compressive strength of the rubberised mortar increased with the treatment time. For instance, after treatment with NS solution for 72 h, the compressive strength of the rubberised mortar was 23.93 MPa, an increase of 35% compared with that of untreated mortar. This can be attributed to the consumption and refinement of Ca(OH)2 crystals by NS, making the rubber particles and cement paste connect closely with the C–S–H crystal to form a more compact concrete structure [46,47].
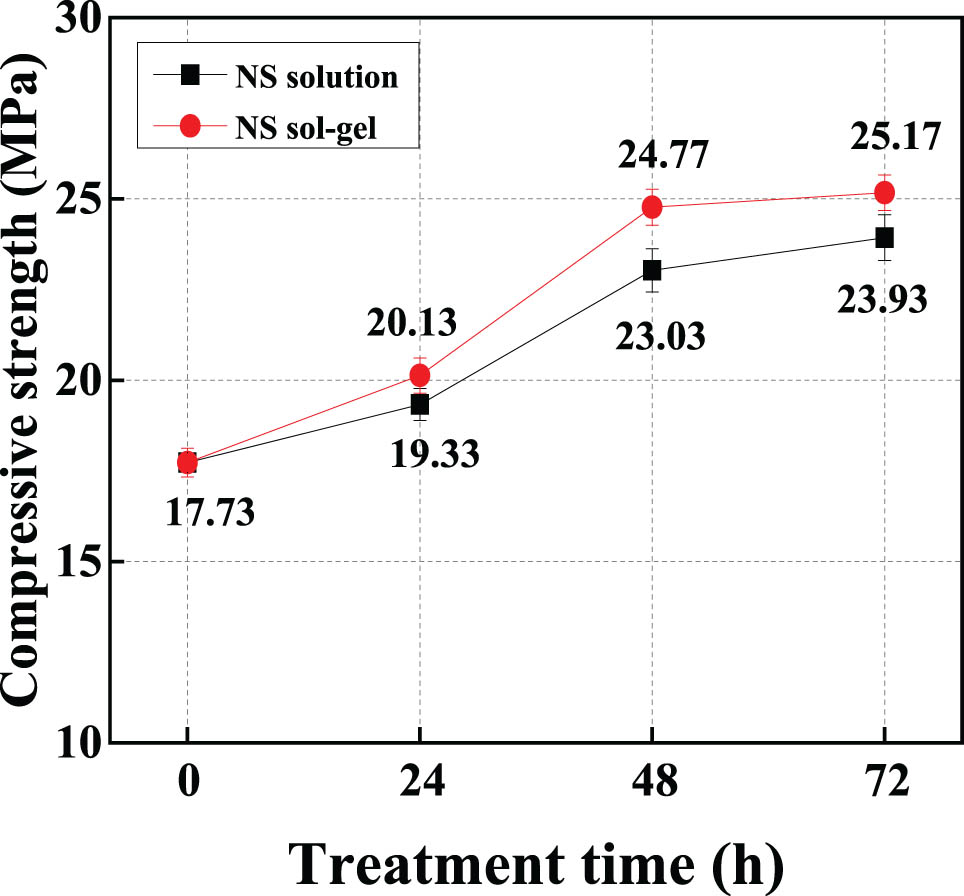
Effect of treatment time on compressive strength of rubberised mortar.
A similar improvement was also found in the rubberised mortar treated with NS sol–gel. Moreover, treatment of rubber with NS sol–gel produced a slight increase in the compressive strength of the rubberised mortar compared with that in the NS solution treatment. A possible reason is that NS sol–gel attaches more evenly on the rubber surface. Another interesting finding is that when the treatment time was changed from 48 to 72 h, the increase in the compressive strength slowed down, demonstrating that 48 h treatment is sufficient to improve its compressive strength if time cost needs to be considered.
Figure 11 demonstrates the effect of NS treatment on the flexural strength of the rubberised mortar. With treatment times of 24, 48, and 72 h, the flexural strength of the rubberised mortar increased by 12, 14, and 17% after treatment with NS solution, respectively. It has been reported that the addition of rubber can improve the toughness of the mortar. However, due to the hydrophobicity of the rubber particles, a substantial amount of air enters the mortar. As a result, the number of pores increases, and the bonding between rubber and the cement matrix is weakened [46,47]. The NS attached to the surface of the rubber significantly improved the hydrophilic property.
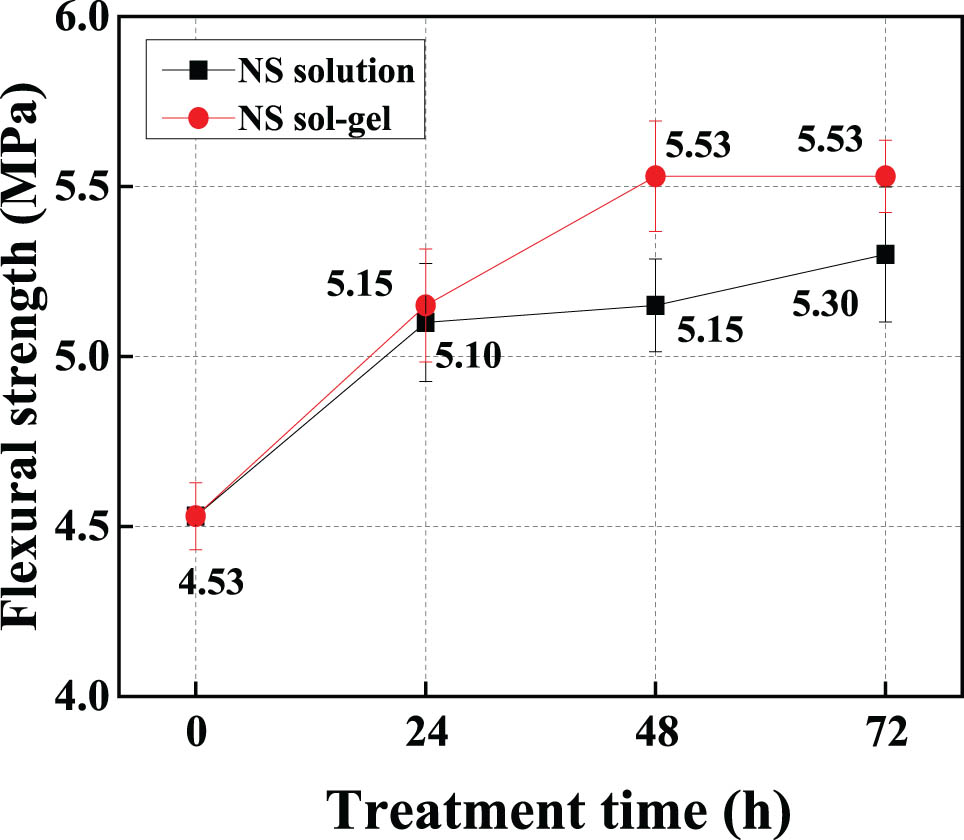
Effect of treatment time on flexural strength of rubberised mortar.
The type of NS material showed only a slight influence on the flexural strength of the rubberised mortar: NS sol–gel performed a little better than NS solution. For instance, with a treatment time of 24 h, there was no difference between the flexural strengths of rubberised mortar treated with NS sol–gel and with NS solution. A possible reason for the indistinguishable effects of the two treatments at 24 h is that treatment time is too short for NS sol–gel to adhere to the rubber particles effectively. In addition, for the treatment time of 48 and 72 h, there is no change in the flexural strength of NS sol–gel-treated rubberized mortar. This could be attributed to the reason that the rubber was covered by a layer of silica gel, which prevented nanoparticles from continuing to adhere to the rubber particles, thus limiting the improvement in flexural strength. In general, the mechanical properties of the rubberised mortar improved dramatically after rubber was treated with NS sol–gel. However, a turning point was reached (48 h for NS sol–gel) beyond which the improvement in the properties of rubberised mortar with increasing treatment time slowed down. Therefore, considering time cost, 48 h was regarded as the optimum time, and it was the treatment time used with RRAC. However, for NS solution, the turning point of the treatment time occurred at 24 h, which is mainly attributed to the lower concentration and poorer dispersion of NS solution compared with NS sol–gel.
4.3 Effect of orthogonal factors on RRAC
The compressive properties of the tested RRAC specimens are listed in Table 9, including compressive strength, elastic modulus, and specific toughness. It is noted that these results in Table 9 are the average values of three same specimens.
Compression test results of RRAC
| Group | w/c ratio | Rubber content (%) | Rubber size (mesh) | Aggregate treatment | Compressive strength (MPa) | Elastic modulus (GPa) | Specific toughness (%) |
|---|---|---|---|---|---|---|---|
| 0.3–5%-6-RM | 0.3 | 5 | 6 | RM | 51.91 | 49.10 | 0.37 |
| 0.3–10%-60-AM | 0.3 | 10 | 60 | AM | 46.76 | 40.03 | 0.45 |
| 0.3–15%-M-RM + AM | 0.3 | 15 | Mix | RM + AM | 32.21 | 30.38 | 0.43 |
| 0.4–5%-60-RM + AM | 0.4 | 5 | 60 | RM + AM | 31.88 | 30.00 | 0.44 |
| 0.4–10%-M-RM | 0.4 | 10 | Mix | RM | 18.68 | 30.42 | 0.70 |
| 0.4–15%-6-AM | 0.4 | 15 | 6 | AM | 31.32 | 46.35 | 0.38 |
| 0.5–5%-M-AM | 0.5 | 5 | Mix | AM | 23.19 | 24.61 | 0.82 |
| 0.5–10%-6-RM + AM | 0.5 | 10 | 6 | RM + AM | 17.75 | 29.06 | 0.68 |
| 0.5–15%-60-RM | 0.5 | 15 | 60 | RM | 18.38 | 20.45 | 0.65 |
4.3.1 Stress–strain curve
The axial compressive stress–strain relations of the RRAC specimens are shown in Figure 12. It is observed that similar to the stress–strain curve of OPC concrete, the curve of RRAC mainly consists of an elastic ascending section and an inelastic descending section. The incorporation of rubber led to a flatter curve in the ascending section compared with the curve of recycled concrete in a previous study [48].
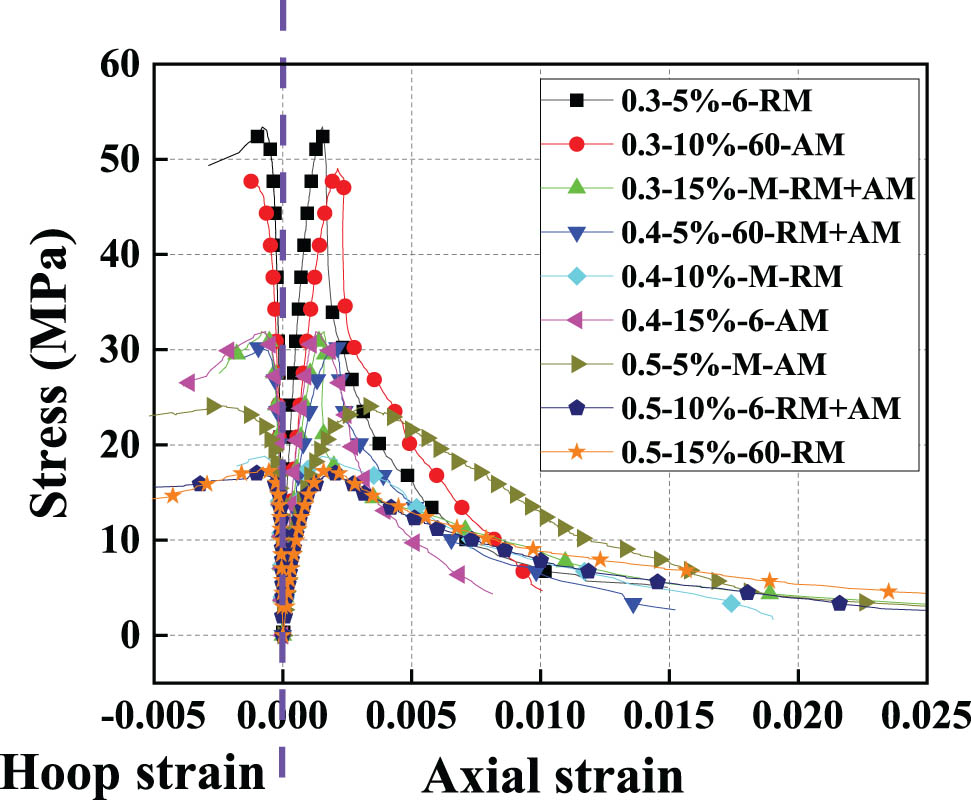
Stress–strain curve of RRAC.
Figure 13 shows that the w/c ratio greatly influences the stress–strain curve of RRAC. Expectedly, as the w/c ratio decreased, the curve of the ascending section became steeper, and the peak stress increased, indicating that a lower w/c ratio can significantly improve the compressive strength and stiffness of RRAC, but at the expense of greater brittleness. The descending section of the curve showed a flatter trend with increasing w/c ratio. A possible explanation for this is that a softer cement matrix makes it easier for the toughness of rubber to manifest itself.
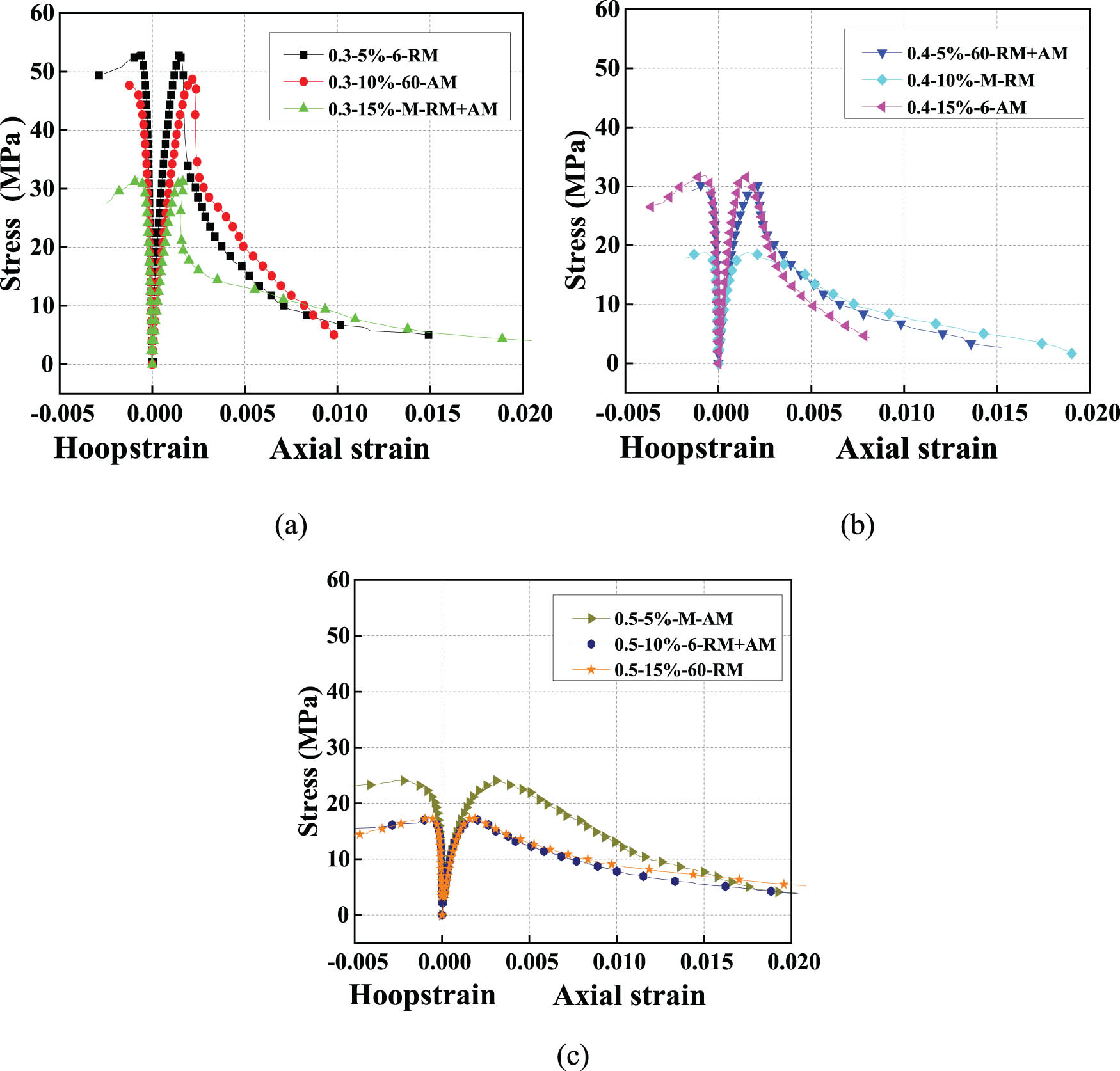
Stress–strain curve of RRAC with different w/c ratios of: (a) 0.3, (b) 0.4, and (c) 0.5.
Figure 14 shows the effect of the rubber content on the stress–strain response of RRAC. In general, in the ascending section of the curve, which corresponds to greater rubber content, RRAC exhibited a lower peak stress, implying that the addition of rubber decreased the strength of RRAC. Comparing Figure 14(a) and (c), it is clear that with increasing rubber content, the descending section of the stress–strain curve of RRAC became flatter. This result is consistent with the characteristics of rubberised concrete with and without the recycled aggregate [49,50], which are caused by the greater toughness of rubber compared with river sand. The figure also shows that the hoop strain of RRAC increased with higher rubber content, proving that the weaker aggregate tended to produce more ductile concrete than the stronger aggregate.
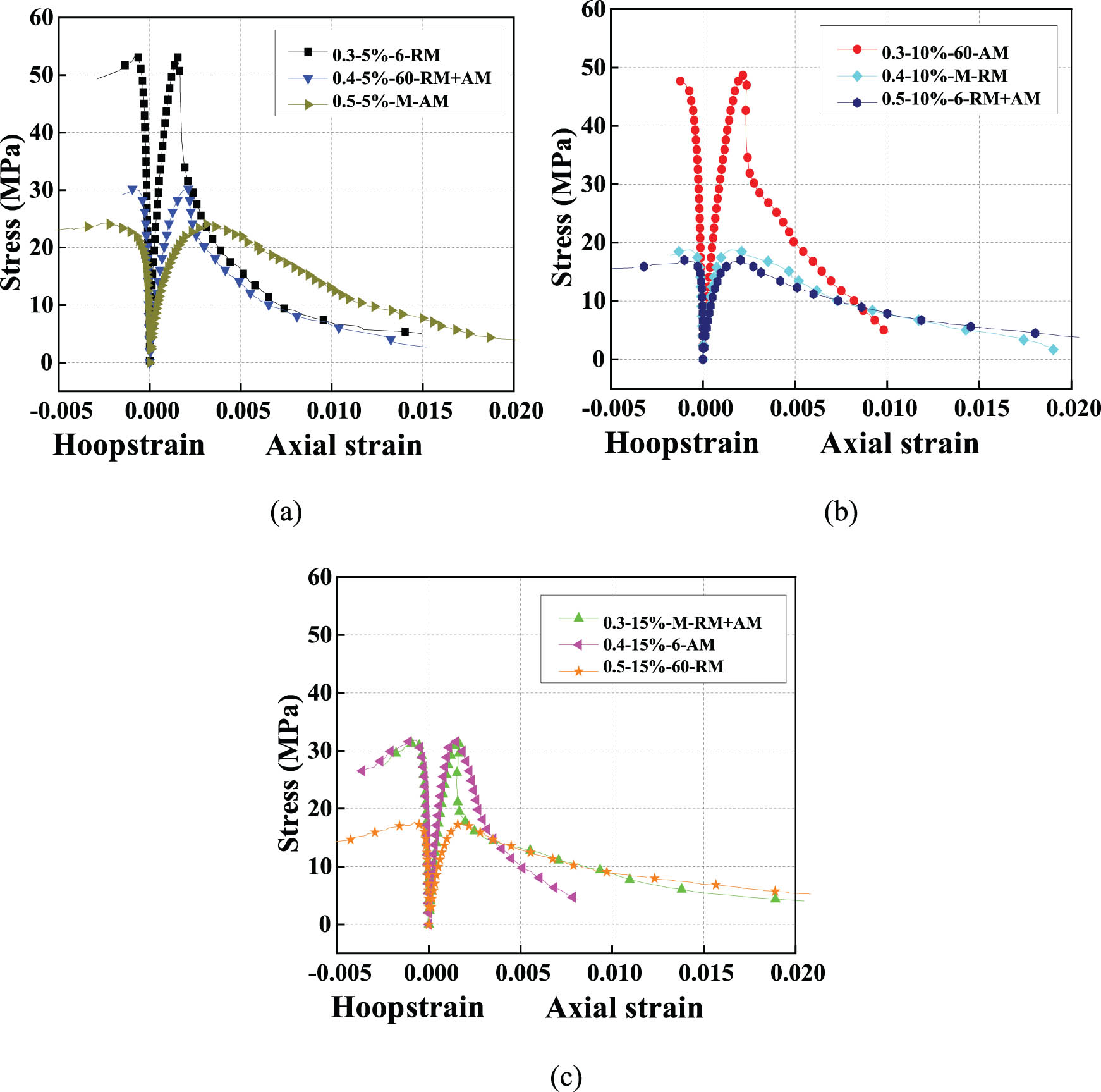
Stress–strain curve of RRAC with different rubber contents of: (a) 5%, (b) 10%, and (c) 15%.
Figure 15 shows the stress–strain curve of RRAC with different rubber sizes. In the ascending part of the curve, with the same unit stress increase, the strain developed in RRAC with 60 mesh rubber was higher than that developed in RRAC with 6 mesh rubber. That is, smaller rubber particles decreased the elastic modulus of RRAC. However, no significant change was found in the descending stage of the stress–strain curves of RRAC with 6 mesh and 60 mesh rubber. In addition, the inclusion of mixed-size rubber particles lowered the peak stress and flattened the descending section of the stress–strain curve. These results indicate that well-graded rubber particles decreased the strength of RRAC, but absorbed energy more effectively after the peak stress.
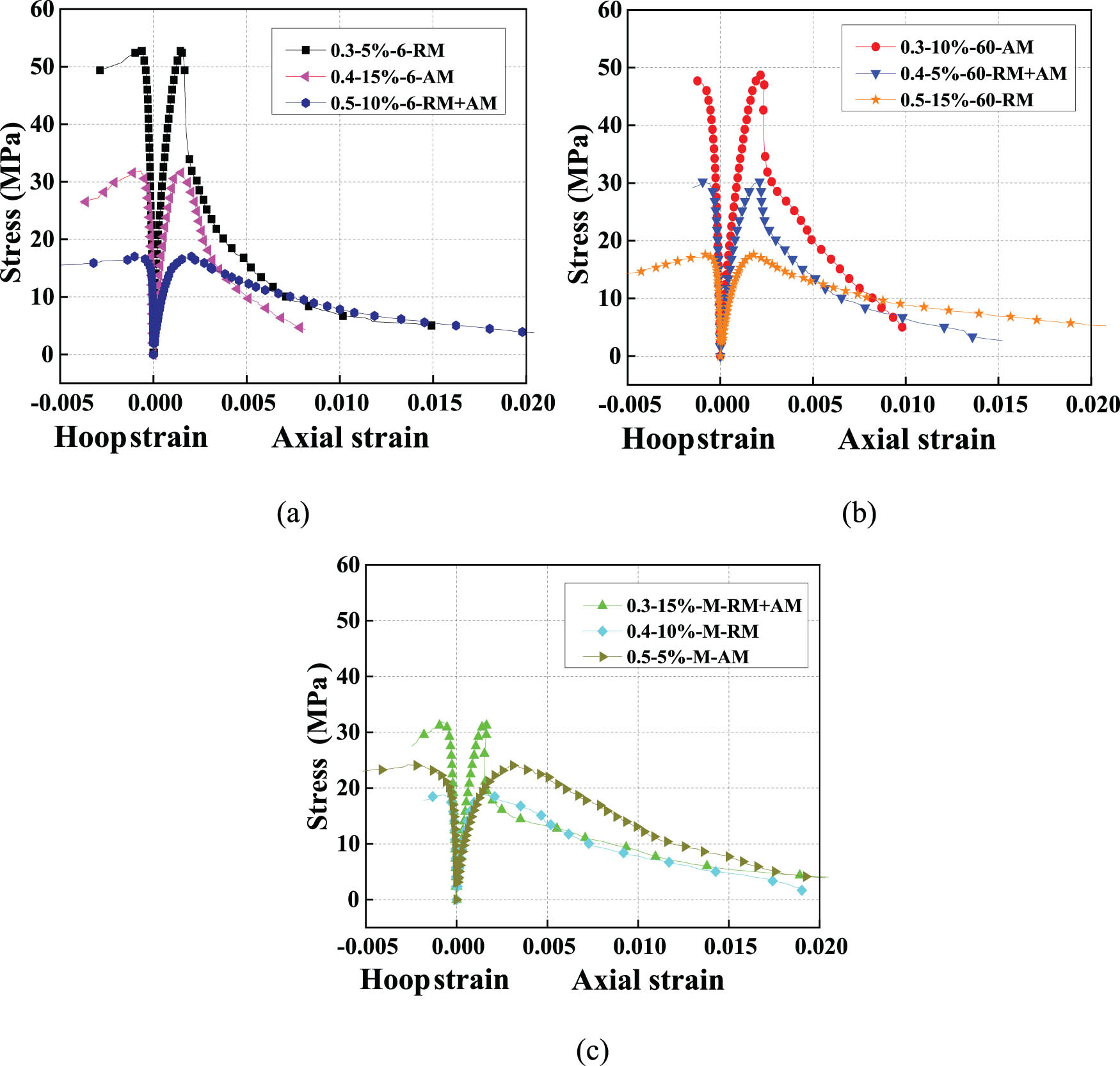
Stress–strain curve of RRAC with different rubber sizes: (a) 6 mesh rubber, (b) 60 mesh rubber, and (c) mixed-size rubber.
The type of aggregate treatment method is also an important factor for the stress–strain curve of RRAC, as shown in Figure 16. A comparison of Figure 16(a) and (b) indicates that RM improved the toughness of RRAC and AM improved its strength, which is consistent with the results of earlier studies on RCA concrete and rubberised concrete [51,52]. However, the curves of RRAC with RM and AM simultaneously display neither of the abovementioned features, as shown in Figure 16(c).
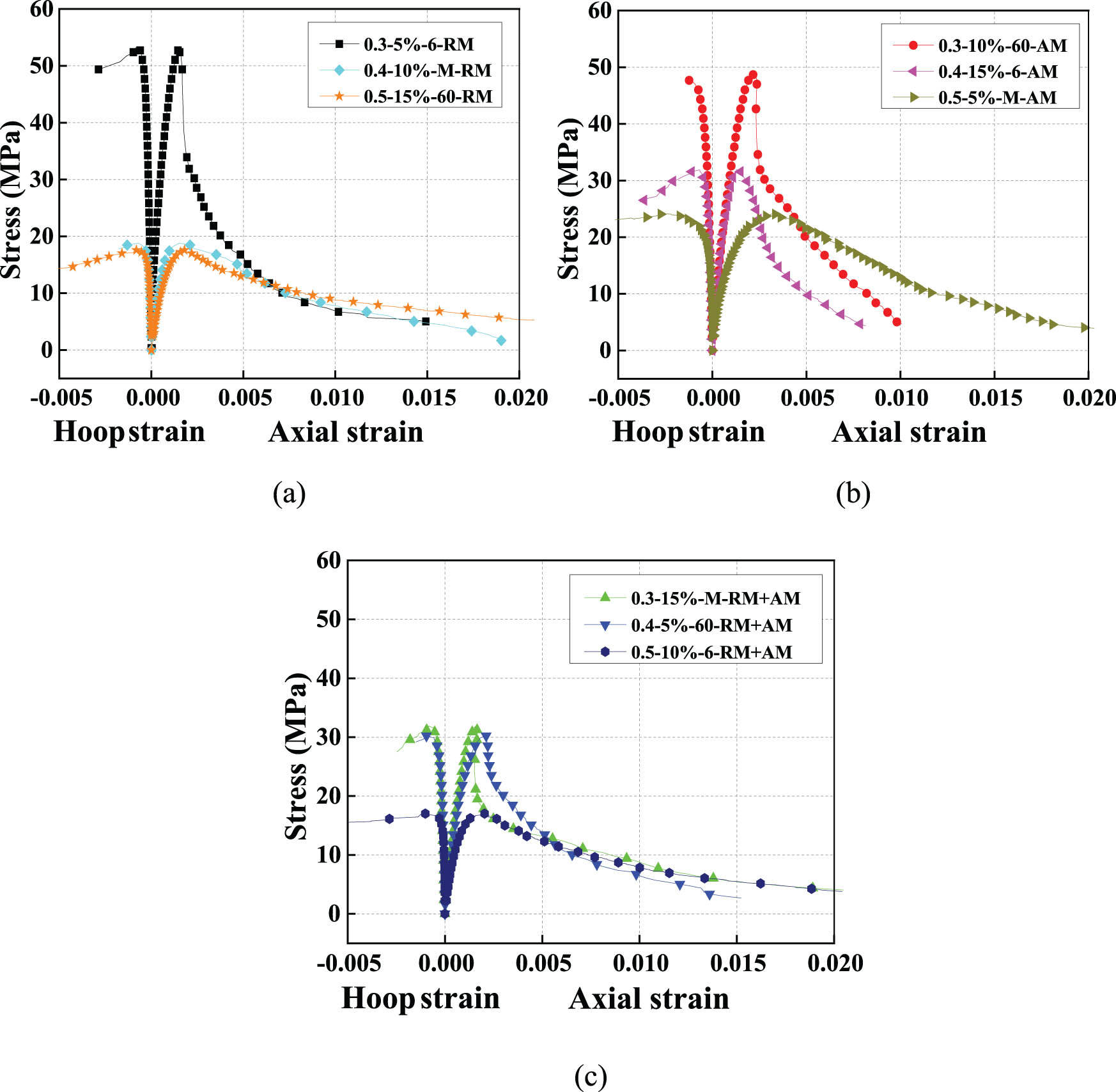
Stress–strain curves of RRAC with different aggregate treatment methods: (a) RM, (b) AM, and (c) RM and AM.
4.3.2 Compressive strength
To investigate the effect of orthogonal factors on the compressive strength of RRAC, Figure 17 presents the average compressive strength of the specimens with the same level of orthogonal factor. Similar analysis is used hereinafter for the elastic modulus and specific toughness of the RRAC.
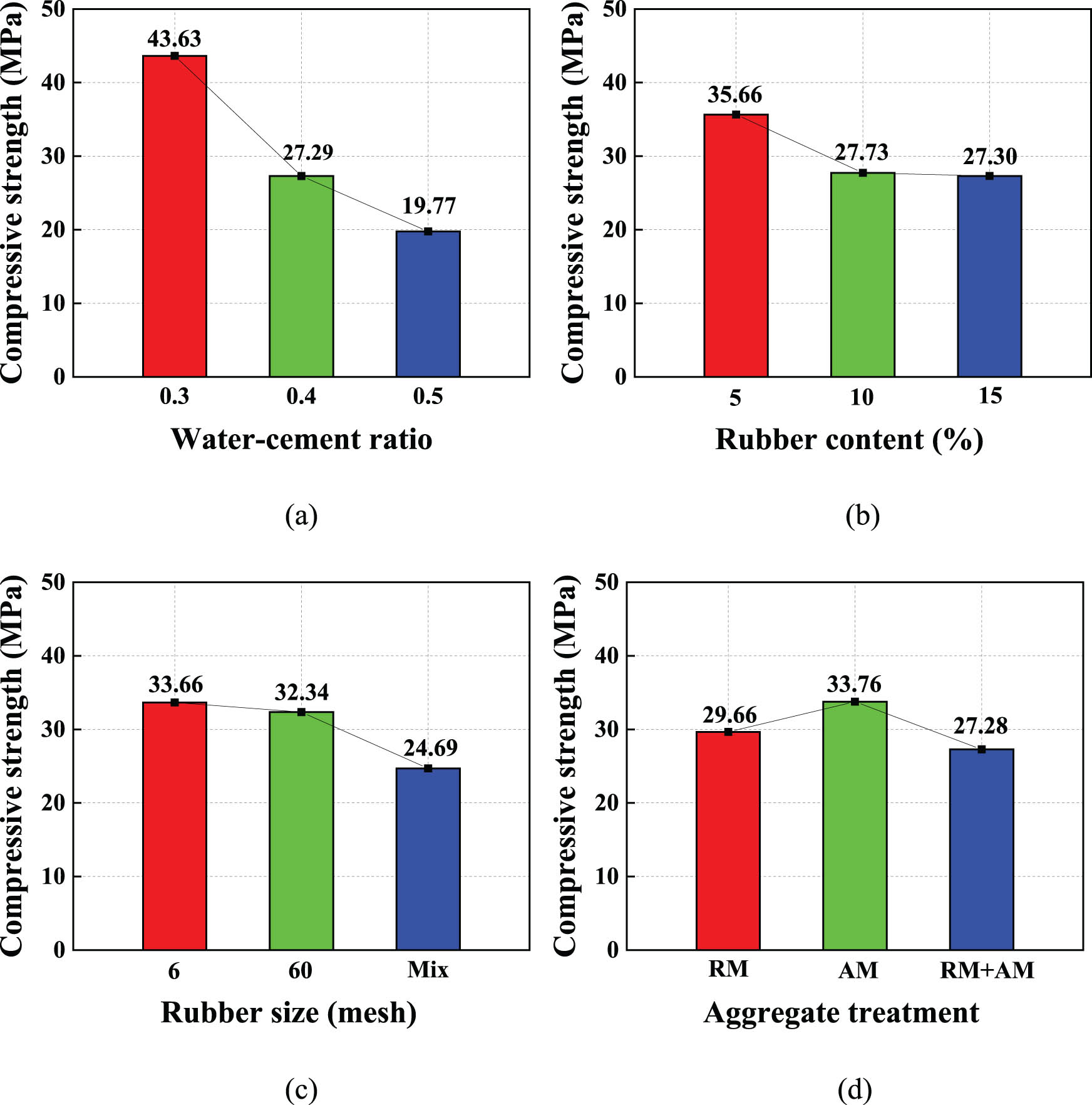
Effects of orthogonal factors on compressive strength of RRAC. (a) Water–cement ratio, (b) rubber content, (c) rubber particle size, and (d) treatment method.
Figure 17(a) shows that the compressive strength of RRAC decreased rapidly as the w/c ratio was increased, which has also been reported for rubberised concrete without RCA [53]. The compressive strength of RRAC decreased by 37 and 55%, respectively, as the w/c ratio was increased from 0.3 to 0.4 and 0.5. It is believed that RRAC is sensitive to the influence of the w/c ratio, which is attributed to the high water absorption rate of RCA [54].
Figure 17(b) shows that the rubber content decreased the compressive strength of RRAC. This reduction was mainly caused by the low strength and stiffness of the rubber particles, and the weak bonding between rubber and the cement paste. However, the compressive strength of RRAC did not decrease linearly with the increasing rubber content. Changing the rubber content from 10% to 15% had little effect on the compressive strength. This is in line with the results obtained from the rubberised concrete without RCA [14,55].
Figure 17(c) shows the influence of the rubber size on the compressive strength of RRAC. For single-size rubber particles, the compressive strength of RRAC decreased slightly as the rubber size was decreased. This is mainly because the rubber particles act as a solid hydrophobic air-entraining agent, and smaller rubber particles with a larger specific surface area have better gas adsorption capacity [56]. However, the compressive strength of RRAC with mixed-size rubber particles was significantly lower than that of RRAC with single-size rubber particles, possibly because well-graded rubber particles tend to aggregate and form defects in concrete.
Figure 17(d) shows that among the three aggregate treatment methods, AM has the best effect on compressive strength. However, simultaneous treatments with RM and AM decreased the compressive strength. This could be because the NS molecules remaining on the surface of the rubber and RCA tended to aggregate, which made it easier for rubber particles to adhere to the surface of RCA. Thus, weak areas were produced, which reduced the bonding between the aggregates and mortar.
4.3.3 Elastic modulus
The effects of the orthogonal factors on the elastic modulus of RRAC are shown in Figure 18. According to the Chinese standard GB/T 50081-2019 [44], the elastic modulus of the tested specimen was defined as the secant modulus of its stress–strain curve at the point of the 1/3 peak stress. As shown in Figure 18(a), expectedly, the elastic modulus of RRAC decreased by 10 and 38% as the w/c ratio was changed from 0.3 to 0.4 and 0.5, respectively, which is consistent with a previous investigation on the rubberised concrete [53]. The mortar matrix became softer because it contained more water, resulting in a relative incompact system.
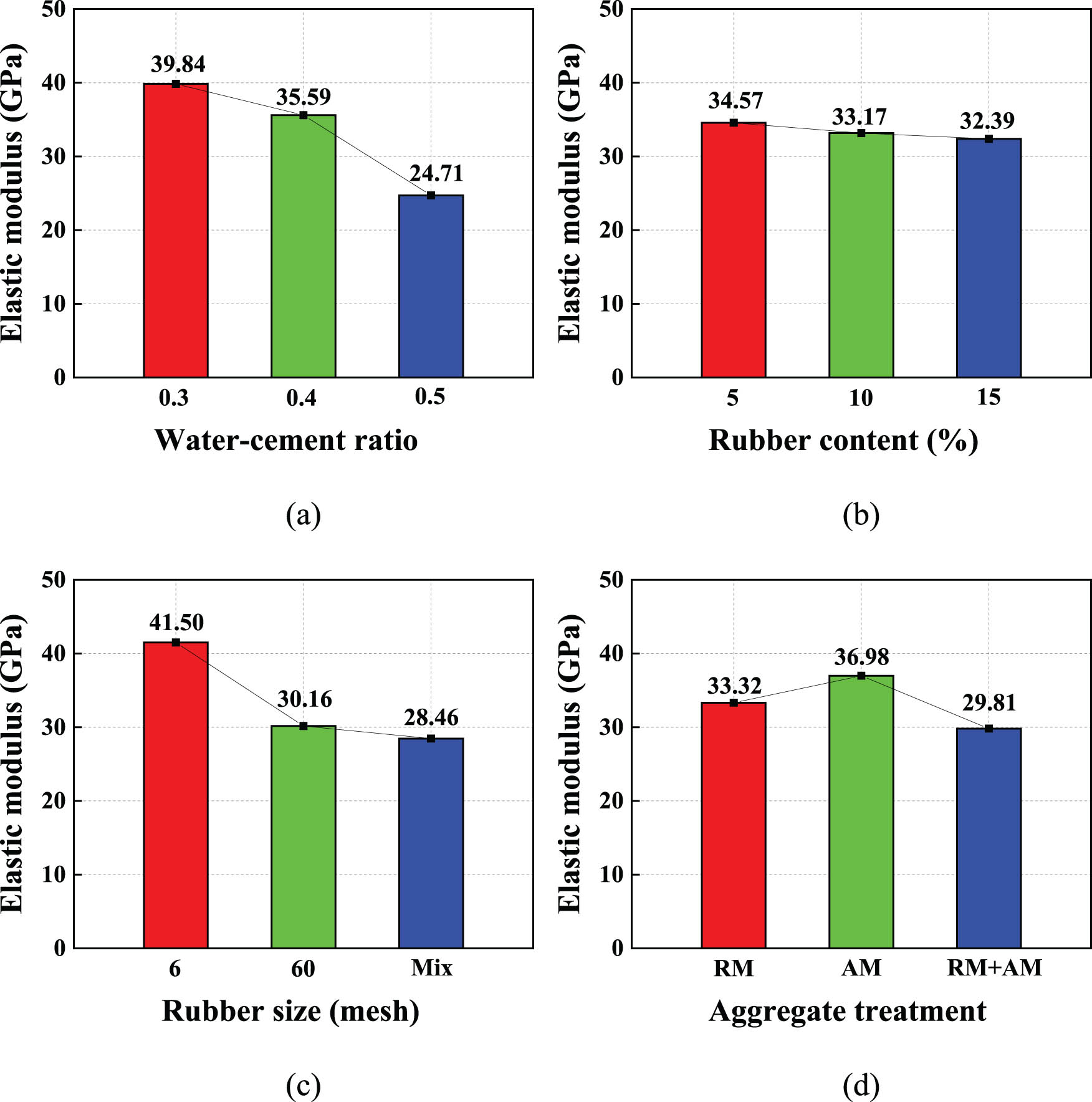
Effect of orthogonal factors on elastic modulus of RRAC. (a) Water–cement ratio, (b) rubber content, (c) rubber size, and (d) aggregate treatment.
Figure 18(b) shows the effect of rubber content on the elastic modulus of RRAC. The addition of rubber slightly decreased the elastic modulus of RRAC, as rubber particles have a lower elastic modulus than sand. This makes the elastic modulus of rubber particles and mortar different, which facilitates crack formation [57].
Figure 18(c) shows that, as with the compressive strength, the elastic modulus of RRAC decreased with smaller rubber size. However, rubber size had a greater influence on the elastic modulus than on the compressive strength. Moreover, as with the compressive strength, the elastic modulus of RRAC with mixed-size rubber particles was lower than that with single-size rubber particles. This can be explained by the aggregation of rubber particles, which was also the main reason for the decreased compressive strength with mixed-size rubber particles described earlier.
Figure 18(d) shows the influence of aggregate treatment methods on the elastic modulus of RRAC. RRAC with AM exhibited the highest elastic modulus, indicating that RCA could play an important role in determining the elastic modulus of RRAC. However, simultaneous treatment of RRAC with RM and AM decreased the elastic modulus. This decrease is attributed to the formation of weak zones, as mentioned earlier when discussing the compressive strength.
4.3.4 Specific toughness
Toughness is generally used to characterise the energy dissipation capacity of concrete under uniaxial compression, which is calculated as the area surrounding the stress–strain curve of a concrete specimen [58]. Furthermore, the specific toughness is defined as the ratio of the area under the stress–strain curve to the compressive strength. Table 9 and Figure 19 show the calculation results for the specific toughness of RRAC.
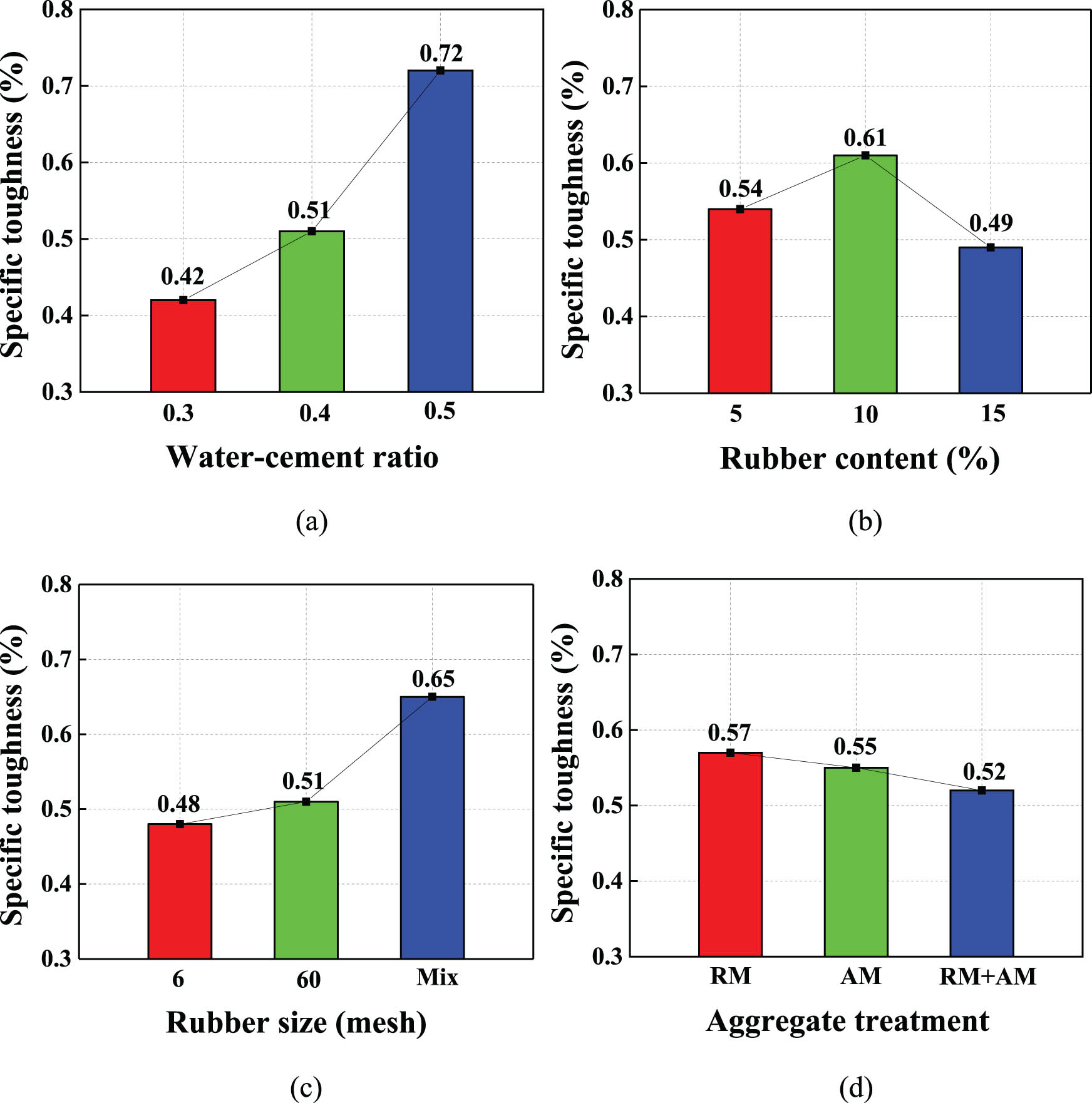
Effect of orthogonal factors on specific toughness of RRAC. (a) Water–cement ratio, (b) rubber content, (c) rubber size, and (d) aggregate treatment.
As shown in Figure 19(a), the w/c ratio clearly influences the specific toughness of RRAC. RRAC specimens with w/c ratios of 0.4 and 0.5 had 21% and 72% higher specific toughness values, respectively, than RRAC with a w/c ratio of 0.3. These observations are explained by the increased brittleness of RRAC at lower w/c ratios, which weakens its deformation capacity.
Figure 19(b) shows that as the rubber content was increased, the specific toughness of RRAC first increased and then decreased, which agrees with results obtained from previous studies [49]. The main reason for the increase in the specific toughness is the excellent energy absorption capacity of the rubber particles. However, high rubber content reduces the density of RRAC and leads to hole formation, which decreases its energy absorption capacity [57].
Figure 19(c) shows the effect of rubber size on the specific toughness of RRAC. Rubber size had only a slight influence on the specific toughness of RRAC. However, RRAC with mixed-size rubber had a higher specific toughness than RRAC with single-size rubber, possibly because mixed-size rubber particles have greater potential to absorb energy.
Figure 19(d) shows that among the three aggregate treatment methods, RM produced the highest specific toughness, indicating that rubber plays an important role in the toughness of RRAC. However, simultaneous treatment of RRAC with RM and AM resulted in a lower specific toughness.
4.3.5 Comparison of orthogonal factors on RRAC
The standard error of three levels was used to characterise the influence of the orthogonal factors on the properties of RRAC. The calculated standard errors of three levels of each factor are shown in Table 10. The w/c ratio is the most influential factor for the mechanical properties of RRAC, followed by rubber size. Rubber content has greater influence on the compressive strength and specific toughness of RRAC than aggregate treatment; however, aggregate treatment has greater influence on the elastic modulus.
Standard error of three levels of each factor
| Factors | w/c ratio | Rubber content | Rubber size | Aggregate treatment |
|---|---|---|---|---|
| Compressive strength | 11.63 | 4.72 | 4.85 | 3.59 |
| Rank | 1 | 3 | 2 | 4 |
| Elastic modulus | 7.80 | 1.10 | 7.09 | 3.59 |
| Rank | 1 | 4 | 2 | 3 |
| Specific toughness | 0.15 | 0.06 | 0.09 | 0.03 |
| Rank | 1 | 3 | 2 | 4 |
The optimal level of the factors is shown in Table 11. It can be seen that the orthogonal combination of 0.3–5%-6-AM is the optimal combination for the compressive strength and elastic modulus of RRAC. In addition, RRAC with a w/c of 0.5 and a rubber content of 10% has the highest specific toughness, and mixed-size rubber particles and RM can also improve the specific toughness of RRAC.
Optimal level of the orthogonal factors
| Factors | w/c ratio | Rubber content (%) | Rubber size | Aggregate treatment |
|---|---|---|---|---|
| Compressive strength | 0.3 | 5 | 6 Mesh | AM |
| Elastic modulus | 0.3 | 5 | 6 Mesh | AM |
| Specific toughness | 0.5 | 10 | Mixed size | RM |
4.3.6 Failure modes
The failure patterns of the specimens are shown in Figure 20. With low w/c ratios, RRAC tended to break into large pieces, whereas under high w/c ratios, a number of small pieces peeled off from RRAC. The greater stiffness of RRAC at lower w/c ratios caused more brittle failures. In addition, it is believed that RCA content is responsible for an important effect on the failure pattern of RRAC. As the rubber content was increased, multiple thin cracks were observed on the surfaces of the specimens, which were mainly caused by the low elastic modulus of rubber. Rubber particles enhance the capacity for deformation before cracking and inhibit the propagation of micro-cracks [49]. No obvious differences in RRAC behaviour were observed with single-size rubber. However, RRAC with mixed-size rubber tended to produce long, wide cracks that penetrated the specimen. Another interesting observation was that some rubber particles connected closely with the matrix on the failure surface of RRAC with RM treatment, whereas rubber particles were found to peel off the failure surface of RRAC without RM treatment. This finding has evidenced that rubber treatment by NS can effectively improve the ITZ zone of rubber and the cement matrix.
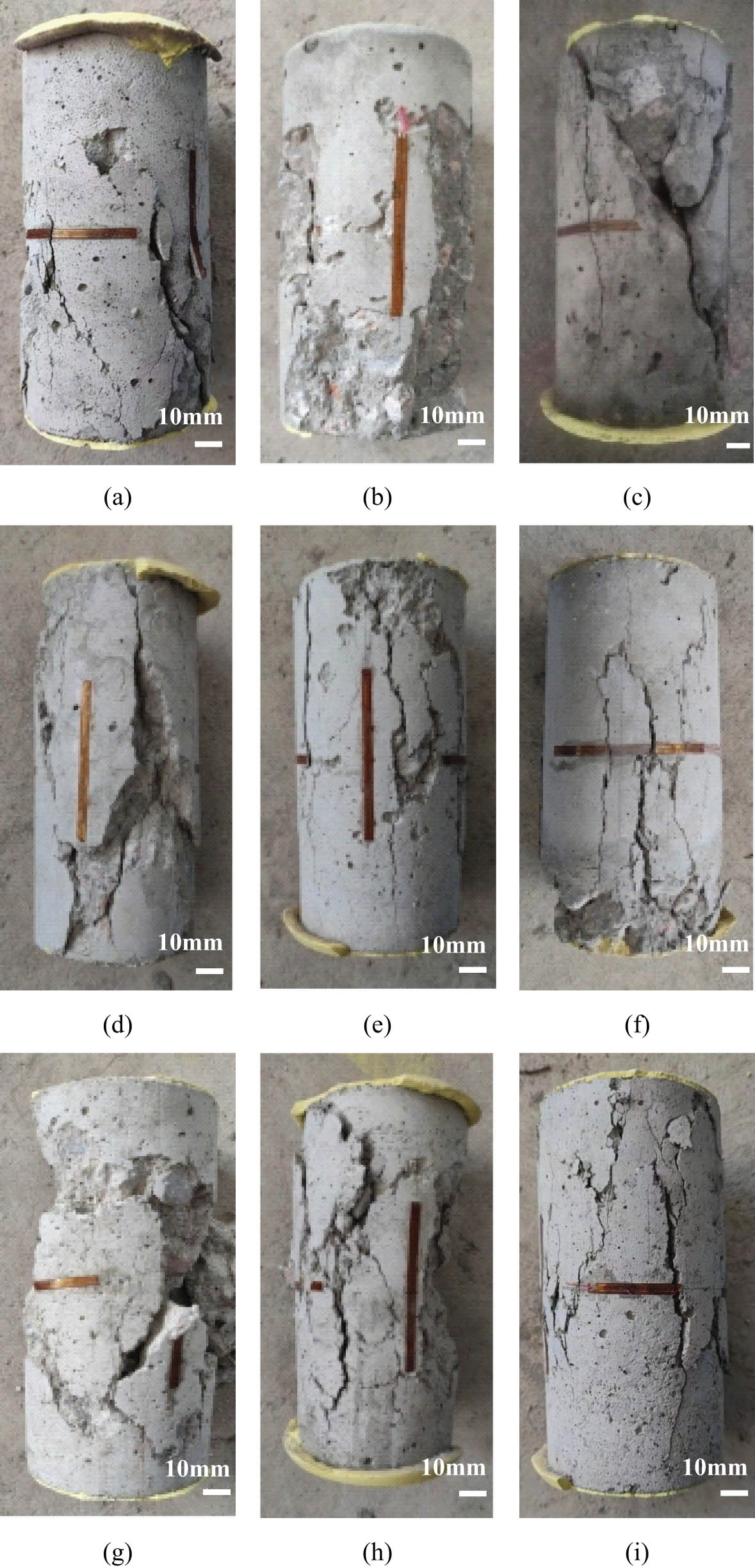
Failure patterns of RRAC. (a) 0.3–5%-6-RM, (b) 0.3–10%-60-AM, (c) 0.3–15%-M-RM + AM, (d) 0.4–5%-60-RM + AM, (e) 0.4–10%-M-RM, (f) 0.4–15%-6-AM, (g) 0.5–5%-M-AM, (h) 0.5–10%-6-RM + AM, and (i) 0.5–15%-60-RM.
4.3.7 SEM test
Figure 21(a)–(d) shows the microstructures of RRAC with and without RM treatment. A comparison of these figures shows that rubber particles without treatment bonded poorly with the cement matrix, and partially or completely peeled off. Cracks extended along the ITZ, which was the main reason for failure of the specimen. After RM treatment, the rubber particles connected closely with the cement matrix, resulting in a denser RRAC structure. The improvement in the ITZ between the rubber and mortar improved the mechanical properties of RRAC.
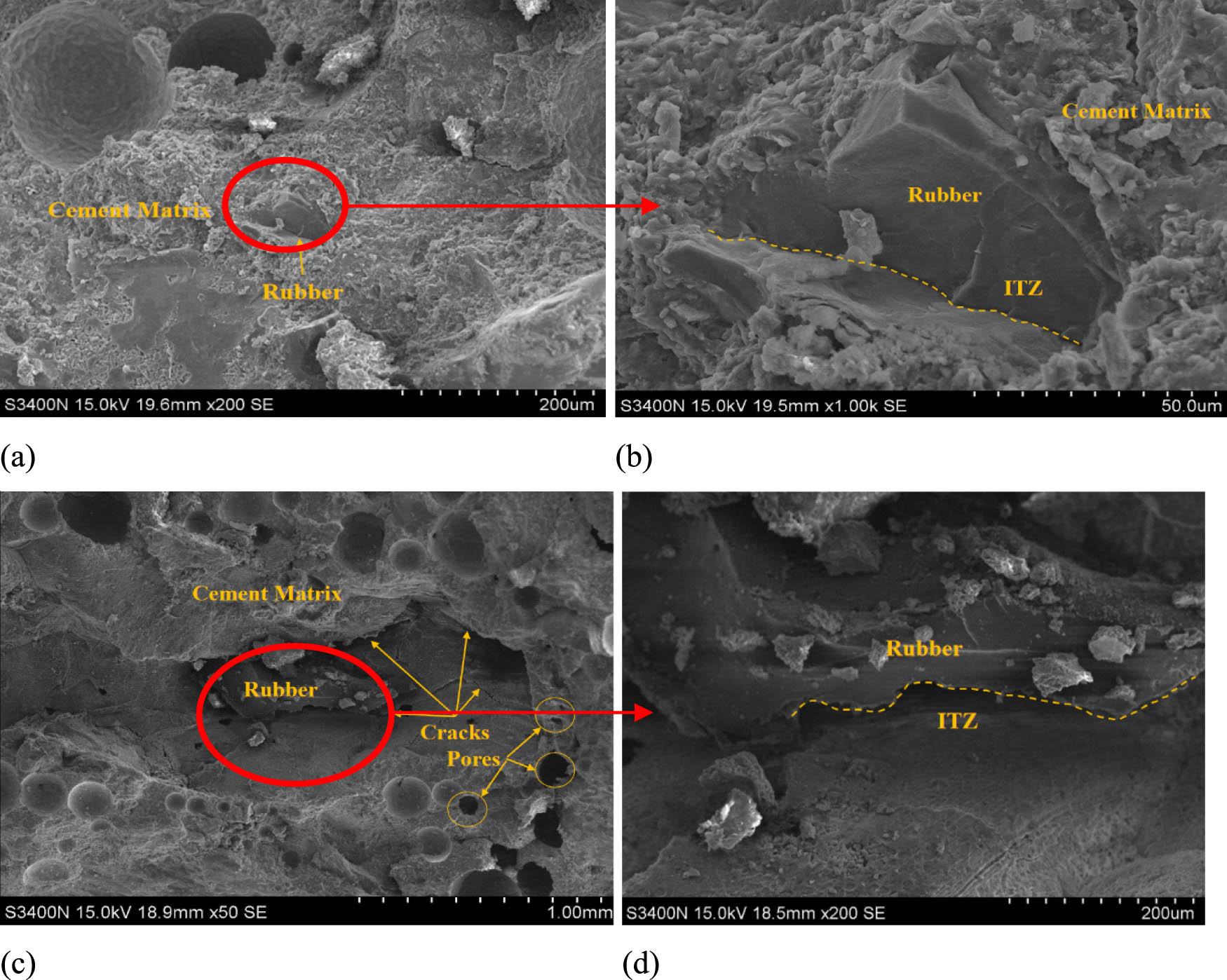
Comparison of microstructures of RRAC with and without rubber modification treatment: (a and b) with treatment and (c and d) without treatment.
The microstructures of RRAC with and without AM treatment are shown in Figure 22(a)–(d). The images show that without AM treatment, the structure of RRAC is loose. In addition, numerous wide cracks appeared around the ITZ. NS treatment improved the ITZ of RCA, and the cracks tended to occur in the cement matrix. Further, the surface of RCA became smoother with fewer pores, indicating that NS filled the holes of RCA effectively.
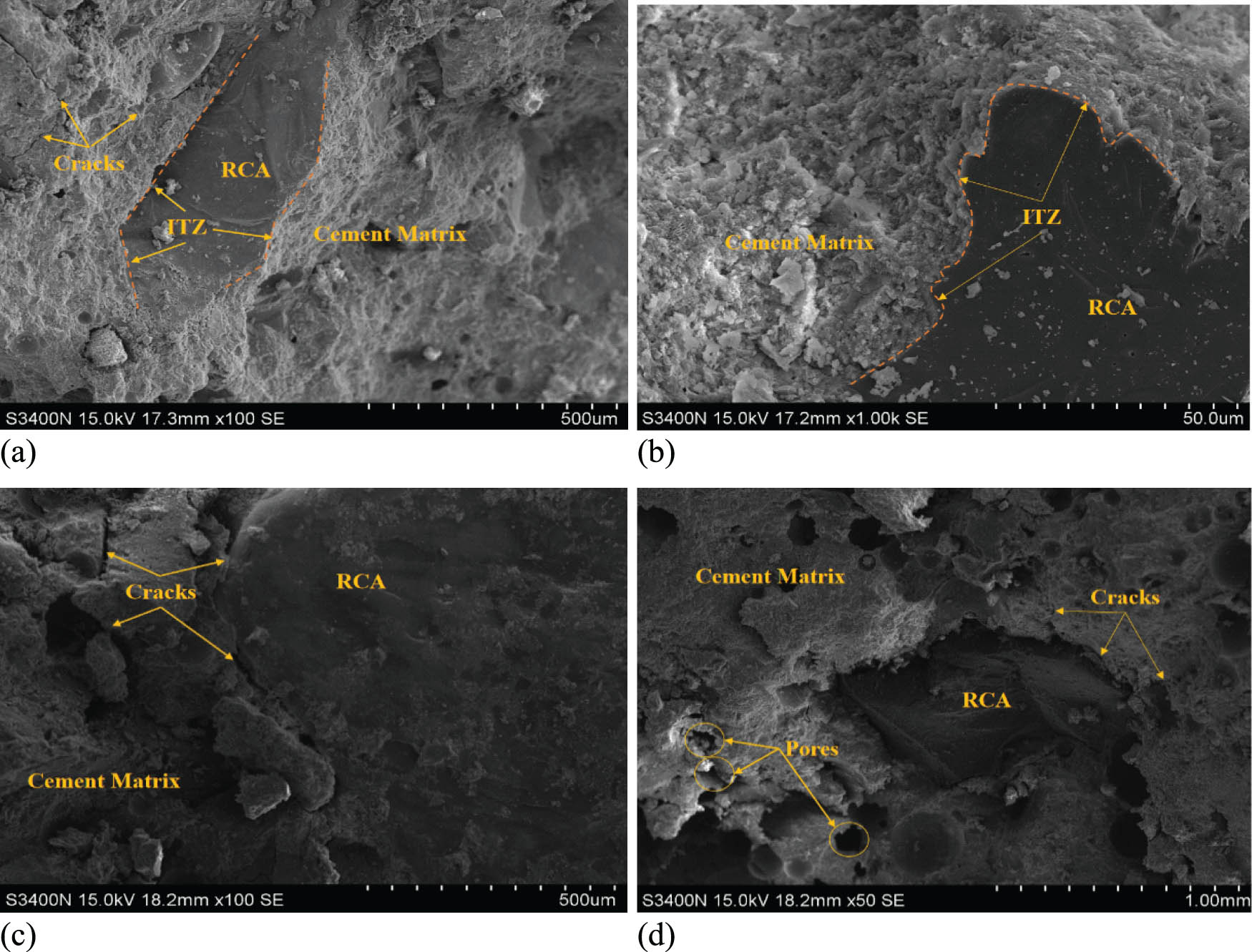
Comparison of microstructures of RRAC with and without RCA modification treatment: (a and b) with AM treatment and (c and d) without AM treatment.
Figure 23(a) and (b) shows the microstructures of RRAC treated simultaneously with AM and RM. Rubber particles and RCA tended to aggregate, which significantly reduced the strength of RRAC. Cracks extended along the interface between RCA and rubber, finally penetrating the cement matrix and connecting them, which is attributed to the degraded mechanical properties of RRAC due to the simultaneous AM and RM.
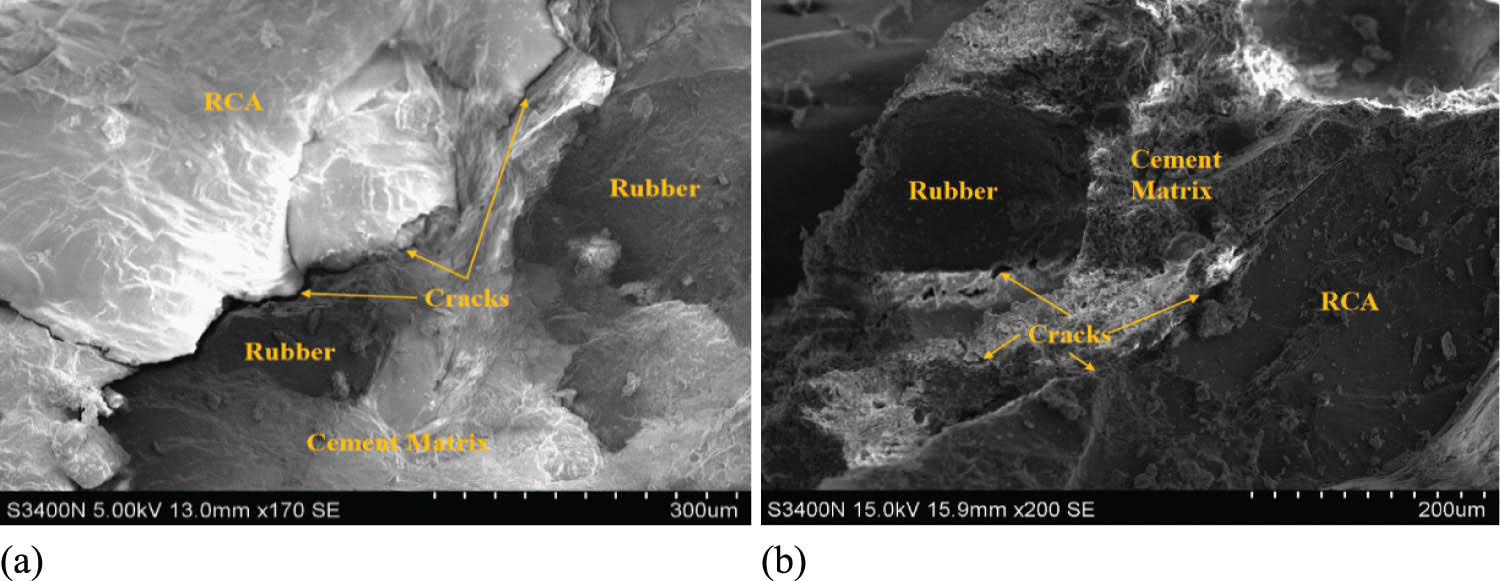
Microstructures of RRAC with simultaneous RCA modification and rubber modification treatments (a and b).
5 Conclusion
An experimental study was conducted to investigate the effects of nano-SiO2 modification on RCA and rubber, aiming to improve the performance of the rubberised concrete with RCA. Two types of nanomaterials, NS solution and NS sol–gel, were used to pretreat RCA and rubber by immersion. The physical properties of RCA were tested. Mechanical and microstructural tests were conducted on rubberised mortar and RRAC modified with three methods, and the following are the conclusions from the test results:
NS treatment significantly improved the physical properties of RCA. The water absorption rate and crushing index of RCA decreased after treatment with NS solution and NS sol–gel, with NS sol–gel exhibiting a stronger effect than NS solution. With 48 h treatment, water absorption rate decreased by 32 and 23%, and the crushing index decreased by 39 and 29% for NS sol–gel and NS solution, respectively.
NS treatment of rubber improved the compressive strength and flexural strength of the rubberised mortar. This is attributed to the consumption and refinement of Ca(OH)2 crystals by NS attached to the surface of the rubber, leading to a close connection between the rubber and the matrix. The NS treatment time of rubber did not linearly contribute to the mechanical properties of the rubberised mortar. It is suggested that based on a synthetical consideration of the performance improvement and economic cost, rubber treated with NS sol–gel for 48 h is the optimal method for improving the compressive strength and flexural strength of the rubberised mortar.
Treatment with NS modified the ITZ between RCA, rubber, and the matrix effectively. The rubber particles and RCA combined closely with the cement matrix, leading to a compact RRAC microstructure. However, simultaneous treatment of rubber and RCA created a weak zone, where rubber and RCA tended to aggregate. Cracks extended along the interface of RCA and rubber, penetrating the cement matrix.
The addition of rubber might significantly reduce the mechanical properties of RRAC. The results indicate that RRAC with a modified rubber content no more than 10% could display good compressive behaviour. In addition, single-size rubber particles rather than mixed-size rubber particles are suggested to be used for maintaining the compressive strength of RRAC, and bigger rubber size is beneficial to the mechanical properties of RRAC.
Among the three aggregate treatment methods of RRAC, RM increased the toughness of RRAC, whereas AM increased its compressive strength and elastic modulus. However, simultaneous application of RM and AM treatments degraded the mechanical properties of RRAC, mainly because the NS molecules remaining on the surface of rubber and RCA tended to aggregate. Thus, NS modification with simultaneous application of RM and AM cannot be recommended.
It is suggested that for the rubberised concrete without RCA, rubber modification with NS sol–gel can effectively improve the mechanical properties of the concrete. As for the rubberised concrete with RCA, only RCA modification with NS sol–gel was the recommended treatment method for increasing the mechanical properties of the concrete.
As the cost of nanomaterials continue to drop with the progress of nanotechnology, NS modification has great potential for use in aggregate modification, as it is an efficient and environment-friendly method. However, the effect on the aggregate depends on the type of nanomaterial used, and more investigations on various nanomaterials and aggregate modification methods will be conducted in the future.
Acknowledgements
The authors gratefully acknowledge the financial support provided by the National Natural Science Foundation of China and the Guangdong Basic and Applied Basic Research Foundation.
-
Funding information: This study was funded by the National Natural Science Foundation of China (Nos. 12072078 and 11672076) and the Guangdong Basic and Applied Basic Research Foundation (No. 2019B151502004).
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors state no conflict of interest.
References
[1] Sun C, Chen LL, Xiao JZ, Singh A, Zeng JH. Compound utilization of construction and industrial waste as cementitious recycled powder in mortar. Resour Conserv Recy. 2021;170:105561.10.1016/j.resconrec.2021.105561Search in Google Scholar
[2] Shi Y, Xu JP. BIM-based information system for econo-enviro-friendly end-of-life disposal of construction and demolition waste. Autom Constr. 2021;125:103611.10.1016/j.autcon.2021.103611Search in Google Scholar
[3] Xu J, Niu XL, Yao ZY. Mechanical properties and acoustic emission data analyses of crumb rubber concrete under biaxial compression stress states. Constr Build Mater. 2021;298:123778.10.1016/j.conbuildmat.2021.123778Search in Google Scholar
[4] Abbassi F, Ahmad F. Behavior analysis of concrete with recycled tire rubber as aggregate using 3D-digital image correlation. J Clean Prod. 2020;274:123074.10.1016/j.jclepro.2020.123074Search in Google Scholar
[5] Wang JJ, Xie JH, Wang YL, Liu YL, Ding YH. Rheological properties, compressive strength, hydration products and microstructure of seawater-mixed cement pastes. Cem Concr Compos. 2020;114:103770.10.1016/j.cemconcomp.2020.103770Search in Google Scholar
[6] Wang JJ, Xie JH, Wang CH, Zhao JB, Liu F, Fang C. Study on the optimum initial curing condition for fly ash and GGBS based geopolymer recycled aggregate concrete. Constr Build Mater. 2020;247:118540.10.1016/j.conbuildmat.2020.118540Search in Google Scholar
[7] Xie JH, Wang JJ, Rao R, Wang CH, Fang C. Effects of combined usage of GGBS and fly ash on workability and mechanical properties of alkali activated geopolymer concrete with recycled aggregate. Compos Part B-Eng. 2019;164:179–90.10.1016/j.compositesb.2018.11.067Search in Google Scholar
[8] Wei MW, Xie JH, Liu WC. Buckling-restrained steel plate shear walls using recycled aggregate concrete: experimental and analytical study. Steel Compos Struct. 2021;41(2):249–65.Search in Google Scholar
[9] Xie JH, Huang L, Guo YC, Li ZJ, Fang C, Li LJ, et al. Experimental study on the compressive and flexural behaviour of recycled aggregate concrete modified with silica fume and fibres. Constr Build Mater. 2018;178:612–23.10.1016/j.conbuildmat.2018.05.136Search in Google Scholar
[10] Xie JH, Zheng YW, Guo YC. Effects of crumb rubber on the static and fatigue behaviour of reinforced concrete slabs. Compos Struct. 2019;228:111371.10.1016/j.compstruct.2019.111371Search in Google Scholar
[11] Feng WH, Liu F, Yang F, Jing L, Li LJ, Li HZ, et al. Compressive behaviour and fragment size distribution model for failure mode prediction of rubber concrete under impact loads. Constr Build Mater. 2021;273:121767.10.1016/j.conbuildmat.2020.121767Search in Google Scholar
[12] Ghizdăveț Z, Ștefan B-M, Nastac D, Vasile O, Bratu M. Sound absorbing materials made by embedding crumb rubber waste in a concrete matrix. Constr Build Mater. 2016;124:755–63.10.1016/j.conbuildmat.2016.07.145Search in Google Scholar
[13] Zhang BF, Feng Y, Xie JH, Lai DM, Yu T, Huang DC. Rubberized geopolymer concrete: Dependence of mechanical properties and freeze-thaw resistance on replacement ratio of crumb rubber. Constr Build Mater. 2021;310:125248.10.1016/j.conbuildmat.2021.125248Search in Google Scholar
[14] Abdelmonem A, El-Feky MS, Nasr E-SAR, Kohail M. Performance of high strength concrete containing recycled rubber. Constr Build Mater. 2019;227:116660.10.1016/j.conbuildmat.2019.08.041Search in Google Scholar
[15] Tang YC, Feng WH, Feng WX, Chen JM, Bao DJ, Li LJ. Compressive properties of rubber-modified recycled aggregate concrete subjected to elevated temperatures. Constr Build Mater. 2021;268:121181.10.1016/j.conbuildmat.2020.121181Search in Google Scholar
[16] Shahjalal M, Islam K, Rahman J, Ahmed KS, Karim MR, Billah AHMM. Flexural response of fiber reinforced concrete beams with waste tires rubber and recycled aggregate. J Clean Prod. 2021;278:123842.10.1016/j.jclepro.2020.123842Search in Google Scholar
[17] Xie JH, Fang C, Lu ZY, Li ZY, Li LJ. Effects of the addition of silica fume and rubber particles on the compressive behaviour of recycled aggregate concrete with steel fibres. J Clean Prod. 2018;197:201–14.10.1016/j.jclepro.2018.06.237Search in Google Scholar
[18] Xie JH, Guo YC, Liu LS, Xie ZH. Compressive and flexural behaviours of a new steel-fibre-reinforced recycled aggregate concrete with crumb rubber. Constr Build Mater. 2015;79:263–72.10.1016/j.conbuildmat.2015.01.036Search in Google Scholar
[19] Shahan WM, Wafaa M, Yang J, Su HL, Mo KH, Li LJ, et al. Quality improvement techniques for recycled concrete aggregate: A review. J Adv Concr Technol. 2019;40:553–67.Search in Google Scholar
[20] Meng T, Zhang JL, Wei HD, Shen JJ. Effect of nano-strengthening on the properties and microstructure of recycled concrete. Nanotechnol Rev. 2020;9(1):79–92.10.1515/ntrev-2020-0008Search in Google Scholar
[21] Al-Bayati HKA, Das PK, Tighe SL, Baaj H. Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr Build Mater. 2016;112:284–98.10.1016/j.conbuildmat.2016.02.176Search in Google Scholar
[22] Kim Y, Hanif A, Kazmi SMS, Munir MJ, Park C. Properties enhancement of recycled aggregate concrete through pretreatment of coarse aggregates – Comparative assessment of assorted techniques. J Clean Prod. 2018;191:339–49.10.1016/j.jclepro.2018.04.192Search in Google Scholar
[23] Katz A. Treatments for the improvement of recycled aggregate. J Mater Civ Eng. 2004;16(6):597–603.10.1061/(ASCE)0899-1561(2004)16:6(597)Search in Google Scholar
[24] Yang J, Shaban WM, Elbaz K, Thomas BS, Xie JH, Li LJ. Properties of concrete containing strengthened crushed brick aggregate by pozzolan slurry. Constr Build Mater. 2020;247:118612.10.1016/j.conbuildmat.2020.118612Search in Google Scholar
[25] Hosseini ZA, Mamirov M, Kim S, Hu J. CO2-treatment of recycled concrete aggregates to improve mechanical and environmental properties for unbound applications. Constr Build Mater. 2021;275:122180.10.1016/j.conbuildmat.2020.122180Search in Google Scholar
[26] Alqarni AS, Abbas H, Al-Shwikh KM, Al-Salloum YA. Treatment of recycled concrete aggregate to enhance concrete performance. Constr Build Mater. 2021;307:124960.10.1016/j.conbuildmat.2021.124960Search in Google Scholar
[27] Li Y, Yang XB, Lou P, Wang RJ, Li YL, Si Z. Sulfate attack resistance of recycled aggregate concrete with NaOH-solution-treated crumb rubber. Constr Build Mater. 2021;287:123044.10.1016/j.conbuildmat.2021.123044Search in Google Scholar
[28] Li GY, Wang ZK, Leung CKY, Tang SW, Pan J, Huang WS, et al. Properties of rubberized concrete modified by using silane coupling agent and carboxylated SBR. J Clean Prod. 2016;112:797–807.10.1016/j.jclepro.2015.06.099Search in Google Scholar
[29] Kashani A, Ngo TD, Hemachandra P, Hajimohammadi A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr Build Mater. 2018;171:467–73.10.1016/j.conbuildmat.2018.03.163Search in Google Scholar
[30] Huang BS, Shu X, Cao JY. A two-staged surface treatment to improve properties of rubber modified cement composites. Constr Build Mater. 2013;40:270–4.10.1016/j.conbuildmat.2012.11.014Search in Google Scholar
[31] Kim HS, Kim B, Kim KS, Kim JM. Quality improvement of recycled aggregates using the acid treatment method and the strength characteristics of the resulting mortar. J Mater Cycles Waste. 2017;19(2):968–76.10.1007/s10163-016-0497-9Search in Google Scholar
[32] Guo SC, Dai QL, Si RZ, Sun X, Lu C. Evaluation of properties and performance of rubber-modified concrete for recycling of waste scrap tire. J Clean Prod. 2017;148:681–9.10.1016/j.jclepro.2017.02.046Search in Google Scholar
[33] Mendes TM, Hotza D, Repette WL. Nanopartcles in cement-based materials: a review. Rev Adv Mater Sci. 2015;40(1):89–96.Search in Google Scholar
[34] Zhao ZF, Qi TQ, Zhou W, Hui D, Xiao C, Qi JY, et al. A review on the properties, reinforcing effects, and commercialization of nanomaterials for cement-based materials. Nanotechnol Rev. 2020;9(1):303–22.10.1515/ntrev-2020-0023Search in Google Scholar
[35] Zhang P, Zhang HS, Cui G, Yue XD, Guo JJ, Hui D. Effect of steel fiber on impact resistance and durability of concrete containing nano-SiO2. Nanotechnol Rev. 2021;10(1):504–17.10.1515/ntrev-2021-0040Search in Google Scholar
[36] He R, Yang Z, Gan VJL, Chen HX, Cao DW. Mechanism of nano-silica to enhance the robustness and durability of concrete in low air pressure for sustainable civil infrastructures. J Clean Prod. 2021;321:128783.10.1016/j.jclepro.2021.128783Search in Google Scholar
[37] Meng T, Ying KJ, Yang XF, Hong YP. Comparative study on mechanisms for improving mechanical properties and microstructure of cement paste modified by different types of nanomaterials. Nanotechnol Rev. 2021;10(1):370–84.10.1515/ntrev-2021-0027Search in Google Scholar
[38] Huang KH, Xie JH, Wang RH, Feng Y, Rao R. Effects of the combined usage of nanomaterials and steel fibres on the workability, compressive strength, and microstructure of ultra-high performance concrete. Nanotechnol Rev. 2021;10(1):304–17.10.1515/ntrev-2021-0029Search in Google Scholar
[39] Li L, Xuan DX, Sojobi AO, Liu SH, Chu S, Poon CS. Development of nano-silica treatment methods to enhance recycled aggregate concrete. Cem Concr Compos. 2021;118:103963.10.1016/j.cemconcomp.2021.103963Search in Google Scholar
[40] Tang YC, Chen Z, Feng WH, Nong YM, Cong L, Chen JM. Combined effects of nano-silica and silica fume on the mechanical behavior of recycled aggregate concrete. Nanotechnol Rev. 2021;10(1):819–38.10.1515/ntrev-2021-0058Search in Google Scholar
[41] Kazmi SMS, Munir MJ, Wu YF. Application of waste tire rubber and recycled aggregates in concrete products: a new compression casting approach. Resour Conserv Recy. 2021;167:105353.10.1016/j.resconrec.2020.105353Search in Google Scholar
[42] Standardization Administration of China. GB/T 14685-2011: pebble and crushed stone for construction. Beijing: China Architecture & Building Press; 2011.Search in Google Scholar
[43] Standardization Administration of China. GB/T 17671-1999: method of testing cement-Determination of strength. Beijing: China Architecture & Building Press; 1999.Search in Google Scholar
[44] Ministry of Housing and Urban-Rural Devepment of the People’s Republic of China. GB/T 50081-2019: standard for test methods of concrete physical and mechanical properties. Beijing: China Architecture & Building Press; 2019.Search in Google Scholar
[45] Li L, Xuan D, Chu S, Lu JX, Poon CS. Efficiency and mechanism of nano-silica pre-spraying treatment in performance enhancement of recycled aggregate concrete. Constr Build Mater. 2021;301:124093.10.1016/j.conbuildmat.2021.124093Search in Google Scholar
[46] Feng X. Modification of waste rubber powder and rubberized cementitious composites. Wuhan, China: Huazhong University of Science & Technology; 2009.Search in Google Scholar
[47] Yu LG. Hybrid modified rubber powder and its influence on the structure and properties of cement-based materials. Guangzhou, China: South China University of Technology; 2010.Search in Google Scholar
[48] Xiao JZ, Li L, Shen LM, Poon CS. Compressive behaviour of recycled aggregate concrete under impact loading. Cem Concr Res. 2015;71:46–55.10.1016/j.cemconres.2015.01.014Search in Google Scholar
[49] Guo YC, Zhang JH, Chen GM, Xie ZH. Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J Clean Prod. 2014;72:193–203.10.1016/j.jclepro.2014.02.036Search in Google Scholar
[50] Fernández-Ruiz M, Gil-Martín L, Carbonell-Márquez J, Hernández-Montes E. Epoxy resin and ground tyre rubber replacement for cement in concrete: compressive behaviour and durability properties. Constr Build Mater. 2018;173:49–57.10.1016/j.conbuildmat.2018.04.004Search in Google Scholar
[51] Tam VW, Wattage H, Le KN, Buteraa A, Soomro M. Methods to improve microstructural properties of recycled concrete aggregate: a critical review. Constr Build Mater. 2021;270:121490.10.1016/j.conbuildmat.2020.121490Search in Google Scholar
[52] Dong Q, Huang BS, Shu X. Rubber modified concrete improved by chemically active coating and silane coupling agent. Constr Build Mater. 2013;48:116–23.10.1016/j.conbuildmat.2013.06.072Search in Google Scholar
[53] Gupta T, Chaudhary S, Sharma RK. Mechanical and durability properties of waste rubber fiber concrete with and without silica fume. J Clean Prod. 2016;112:702–11.10.1016/j.jclepro.2015.07.081Search in Google Scholar
[54] Xie TY, Gholampour A, Ozbakkaloglu T. Toward the development of sustainable concretes with recycled concrete aggregates: comprehensive review of studies on mechanical properties. J Mater Civ Eng. 2018;30(9):04018211.10.1061/(ASCE)MT.1943-5533.0002304Search in Google Scholar
[55] Mohammed BS, Adamu M. Mechanical performance of roller compacted concrete pavement containing crumb rubber and nano silica. Constr Build Mater. 2018;159:234–51.10.1016/j.conbuildmat.2017.10.098Search in Google Scholar
[56] Li LJ, Ruan SH, Zeng L. Mechanical properties and constitutive equations of concrete containing a low volume of tire rubber particles. Constr Build Mater. 2014;70:291–308.10.1016/j.conbuildmat.2014.07.105Search in Google Scholar
[57] Xie JH, Fang C, Lu ZY, Li ZJ, Li LJ. Effects of the addition of silica fume and rubber particles on the compressive behaviour of recycled aggregate concrete with steel fibres. J Clean Prod. 2018;197:656–67.10.1016/j.jclepro.2018.06.237Search in Google Scholar
[58] Zhang BF, Xie JH, Feng Y, He JH, Yu T, Cai CJ, et al. Compressive behaviors, splitting properties, workability, and microstructure of ultra-lightweight cement composite (ULCC): The role of fibres. Constr Build Mater. 2022;320:126237.10.1016/j.conbuildmat.2021.126237Search in Google Scholar
© 2022 Jianbai Zhao et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- Theoretical and experimental investigation of MWCNT dispersion effect on the elastic modulus of flexible PDMS/MWCNT nanocomposites
- Mechanical, morphological, and fracture-deformation behavior of MWCNTs-reinforced (Al–Cu–Mg–T351) alloy cast nanocomposites fabricated by optimized mechanical milling and powder metallurgy techniques
- Flammability and physical stability of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch/poly(lactic acid) blend bionanocomposites
- Glutathione-loaded non-ionic surfactant niosomes: A new approach to improve oral bioavailability and hepatoprotective efficacy of glutathione
- Relationship between mechano-bactericidal activity and nanoblades density on chemically strengthened glass
- In situ regulation of microstructure and microwave-absorbing properties of FeSiAl through HNO3 oxidation
- Research on a mechanical model of magnetorheological fluid different diameter particles
- Nanomechanical and dynamic mechanical properties of rubber–wood–plastic composites
- Investigative properties of CeO2 doped with niobium: A combined characterization and DFT studies
- Miniaturized peptidomimetics and nano-vesiculation in endothelin types through probable nano-disk formation and structure property relationships of endothelins’ fragments
- N/S co-doped CoSe/C nanocubes as anode materials for Li-ion batteries
- Synergistic effects of halloysite nanotubes with metal and phosphorus additives on the optimal design of eco-friendly sandwich panels with maximum flame resistance and minimum weight
- Octreotide-conjugated silver nanoparticles for active targeting of somatostatin receptors and their application in a nebulized rat model
- Controllable morphology of Bi2S3 nanostructures formed via hydrothermal vulcanization of Bi2O3 thin-film layer and their photoelectrocatalytic performances
- Development of (−)-epigallocatechin-3-gallate-loaded folate receptor-targeted nanoparticles for prostate cancer treatment
- Enhancement of the mechanical properties of HDPE mineral nanocomposites by filler particles modulation of the matrix plastic/elastic behavior
- Effect of plasticizers on the properties of sugar palm nanocellulose/cinnamon essential oil reinforced starch bionanocomposite films
- Optimization of nano coating to reduce the thermal deformation of ball screws
- Preparation of efficient piezoelectric PVDF–HFP/Ni composite films by high electric field poling
- MHD dissipative Casson nanofluid liquid film flow due to an unsteady stretching sheet with radiation influence and slip velocity phenomenon
- Effects of nano-SiO2 modification on rubberised mortar and concrete with recycled coarse aggregates
- Mechanical and microscopic properties of fiber-reinforced coal gangue-based geopolymer concrete
- Effect of morphology and size on the thermodynamic stability of cerium oxide nanoparticles: Experiment and molecular dynamics calculation
- Mechanical performance of a CFRP composite reinforced via gelatin-CNTs: A study on fiber interfacial enhancement and matrix enhancement
- A practical review over surface modification, nanopatterns, emerging materials, drug delivery systems, and their biophysiochemical properties for dental implants: Recent progresses and advances
- HTR: An ultra-high speed algorithm for cage recognition of clathrate hydrates
- Effects of microalloying elements added by in situ synthesis on the microstructure of WCu composites
- A highly sensitive nanobiosensor based on aptamer-conjugated graphene-decorated rhodium nanoparticles for detection of HER2-positive circulating tumor cells
- Progressive collapse performance of shear strengthened RC frames by nano CFRP
- Core–shell heterostructured composites of carbon nanotubes and imine-linked hyperbranched polymers as metal-free Li-ion anodes
- A Galerkin strategy for tri-hybridized mixture in ethylene glycol comprising variable diffusion and thermal conductivity using non-Fourier’s theory
- Simple models for tensile modulus of shape memory polymer nanocomposites at ambient temperature
- Preparation and morphological studies of tin sulfide nanoparticles and use as efficient photocatalysts for the degradation of rhodamine B and phenol
- Polyethyleneimine-impregnated activated carbon nanofiber composited graphene-derived rice husk char for efficient post-combustion CO2 capture
- Electrospun nanofibers of Co3O4 nanocrystals encapsulated in cyclized-polyacrylonitrile for lithium storage
- Pitting corrosion induced on high-strength high carbon steel wire in high alkaline deaerated chloride electrolyte
- Formulation of polymeric nanoparticles loaded sorafenib; evaluation of cytotoxicity, molecular evaluation, and gene expression studies in lung and breast cancer cell lines
- Engineered nanocomposites in asphalt binders
- Influence of loading voltage, domain ratio, and additional load on the actuation of dielectric elastomer
- Thermally induced hex-graphene transitions in 2D carbon crystals
- The surface modification effect on the interfacial properties of glass fiber-reinforced epoxy: A molecular dynamics study
- Molecular dynamics study of deformation mechanism of interfacial microzone of Cu/Al2Cu/Al composites under tension
- Nanocolloid simulators of luminescent solar concentrator photovoltaic windows
- Compressive strength and anti-chloride ion penetration assessment of geopolymer mortar merging PVA fiber and nano-SiO2 using RBF–BP composite neural network
- Effect of 3-mercapto-1-propane sulfonate sulfonic acid and polyvinylpyrrolidone on the growth of cobalt pillar by electrodeposition
- Dynamics of convective slippery constraints on hybrid radiative Sutterby nanofluid flow by Galerkin finite element simulation
- Preparation of vanadium by the magnesiothermic self-propagating reduction and process control
- Microstructure-dependent photoelectrocatalytic activity of heterogeneous ZnO–ZnS nanosheets
- Cytotoxic and pro-inflammatory effects of molybdenum and tungsten disulphide on human bronchial cells
- Improving recycled aggregate concrete by compression casting and nano-silica
- Chemically reactive Maxwell nanoliquid flow by a stretching surface in the frames of Newtonian heating, nonlinear convection and radiative flux: Nanopolymer flow processing simulation
- Nonlinear dynamic and crack behaviors of carbon nanotubes-reinforced composites with various geometries
- Biosynthesis of copper oxide nanoparticles and its therapeutic efficacy against colon cancer
- Synthesis and characterization of smart stimuli-responsive herbal drug-encapsulated nanoniosome particles for efficient treatment of breast cancer
- Homotopic simulation for heat transport phenomenon of the Burgers nanofluids flow over a stretching cylinder with thermal convective and zero mass flux conditions
- Incorporation of copper and strontium ions in TiO2 nanotubes via dopamine to enhance hemocompatibility and cytocompatibility
- Mechanical, thermal, and barrier properties of starch films incorporated with chitosan nanoparticles
- Mechanical properties and microstructure of nano-strengthened recycled aggregate concrete
- Glucose-responsive nanogels efficiently maintain the stability and activity of therapeutic enzymes
- Tunning matrix rheology and mechanical performance of ultra-high performance concrete using cellulose nanofibers
- Flexible MXene/copper/cellulose nanofiber heat spreader films with enhanced thermal conductivity
- Promoted charge separation and specific surface area via interlacing of N-doped titanium dioxide nanotubes on carbon nitride nanosheets for photocatalytic degradation of Rhodamine B
- Elucidating the role of silicon dioxide and titanium dioxide nanoparticles in mitigating the disease of the eggplant caused by Phomopsis vexans, Ralstonia solanacearum, and root-knot nematode Meloidogyne incognita
- An implication of magnetic dipole in Carreau Yasuda liquid influenced by engine oil using ternary hybrid nanomaterial
- Robust synthesis of a composite phase of copper vanadium oxide with enhanced performance for durable aqueous Zn-ion batteries
- Tunning self-assembled phases of bovine serum albumin via hydrothermal process to synthesize novel functional hydrogel for skin protection against UVB
- A comparative experimental study on damping properties of epoxy nanocomposite beams reinforced with carbon nanotubes and graphene nanoplatelets
- Lightweight and hydrophobic Ni/GO/PVA composite aerogels for ultrahigh performance electromagnetic interference shielding
- Research on the auxetic behavior and mechanical properties of periodically rotating graphene nanostructures
- Repairing performances of novel cement mortar modified with graphene oxide and polyacrylate polymer
- Closed-loop recycling and fabrication of hydrophilic CNT films with high performance
- Design of thin-film configuration of SnO2–Ag2O composites for NO2 gas-sensing applications
- Study on stress distribution of SiC/Al composites based on microstructure models with microns and nanoparticles
- PVDF green nanofibers as potential carriers for improving self-healing and mechanical properties of carbon fiber/epoxy prepregs
- Osteogenesis capability of three-dimensionally printed poly(lactic acid)-halloysite nanotube scaffolds containing strontium ranelate
- Silver nanoparticles induce mitochondria-dependent apoptosis and late non-canonical autophagy in HT-29 colon cancer cells
- Preparation and bonding mechanisms of polymer/metal hybrid composite by nano molding technology
- Damage self-sensing and strain monitoring of glass-reinforced epoxy composite impregnated with graphene nanoplatelet and multiwalled carbon nanotubes
- Thermal analysis characterisation of solar-powered ship using Oldroyd hybrid nanofluids in parabolic trough solar collector: An optimal thermal application
- Pyrene-functionalized halloysite nanotubes for simultaneously detecting and separating Hg(ii) in aqueous media: A comprehensive comparison on interparticle and intraparticle excimers
- Fabrication of self-assembly CNT flexible film and its piezoresistive sensing behaviors
- Thermal valuation and entropy inspection of second-grade nanoscale fluid flow over a stretching surface by applying Koo–Kleinstreuer–Li relation
- Mechanical properties and microstructure of nano-SiO2 and basalt-fiber-reinforced recycled aggregate concrete
- Characterization and tribology performance of polyaniline-coated nanodiamond lubricant additives
- Combined impact of Marangoni convection and thermophoretic particle deposition on chemically reactive transport of nanofluid flow over a stretching surface
- Spark plasma extrusion of binder free hydroxyapatite powder
- An investigation on thermo-mechanical performance of graphene-oxide-reinforced shape memory polymer
- Effect of nanoadditives on the novel leather fiber/recycled poly(ethylene-vinyl-acetate) polymer composites for multifunctional applications: Fabrication, characterizations, and multiobjective optimization using central composite design
- Design selection for a hemispherical dimple core sandwich panel using hybrid multi-criteria decision-making methods
- Improving tensile strength and impact toughness of plasticized poly(lactic acid) biocomposites by incorporating nanofibrillated cellulose
- Green synthesis of spinel copper ferrite (CuFe2O4) nanoparticles and their toxicity
- The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging
- Excited-state geometry relaxation of pyrene-modified cellulose nanocrystals under UV-light excitation for detecting Fe3+
- Effect of CNTs and MEA on the creep of face-slab concrete at an early age
- Effect of deformation conditions on compression phase transformation of AZ31
- Application of MXene as a new generation of highly conductive coating materials for electromembrane-surrounded solid-phase microextraction
- A comparative study of the elasto-plastic properties for ceramic nanocomposites filled by graphene or graphene oxide nanoplates
- Encapsulation strategies for improving the biological behavior of CdS@ZIF-8 nanocomposites
- Biosynthesis of ZnO NPs from pumpkin seeds’ extract and elucidation of its anticancer potential against breast cancer
- Preliminary trials of the gold nanoparticles conjugated chrysin: An assessment of anti-oxidant, anti-microbial, and in vitro cytotoxic activities of a nanoformulated flavonoid
- Effect of micron-scale pores increased by nano-SiO2 sol modification on the strength of cement mortar
- Fractional simulations for thermal flow of hybrid nanofluid with aluminum oxide and titanium oxide nanoparticles with water and blood base fluids
- The effect of graphene nano-powder on the viscosity of water: An experimental study and artificial neural network modeling
- Development of a novel heat- and shear-resistant nano-silica gelling agent
- Characterization, biocompatibility and in vivo of nominal MnO2-containing wollastonite glass-ceramic
- Entropy production simulation of second-grade magnetic nanomaterials flowing across an expanding surface with viscidness dissipative flux
- Enhancement in structural, morphological, and optical properties of copper oxide for optoelectronic device applications
- Aptamer-functionalized chitosan-coated gold nanoparticle complex as a suitable targeted drug carrier for improved breast cancer treatment
- Performance and overall evaluation of nano-alumina-modified asphalt mixture
- Analysis of pure nanofluid (GO/engine oil) and hybrid nanofluid (GO–Fe3O4/engine oil): Novel thermal and magnetic features
- Synthesis of Ag@AgCl modified anatase/rutile/brookite mixed phase TiO2 and their photocatalytic property
- Mechanisms and influential variables on the abrasion resistance hydraulic concrete
- Synergistic reinforcement mechanism of basalt fiber/cellulose nanocrystals/polypropylene composites
- Achieving excellent oxidation resistance and mechanical properties of TiB2–B4C/carbon aerogel composites by quick-gelation and mechanical mixing
- Microwave-assisted sol–gel template-free synthesis and characterization of silica nanoparticles obtained from South African coal fly ash
- Pulsed laser-assisted synthesis of nano nickel(ii) oxide-anchored graphitic carbon nitride: Characterizations and their potential antibacterial/anti-biofilm applications
- Effects of nano-ZrSi2 on thermal stability of phenolic resin and thermal reusability of quartz–phenolic composites
- Benzaldehyde derivatives on tin electroplating as corrosion resistance for fabricating copper circuit
- Mechanical and heat transfer properties of 4D-printed shape memory graphene oxide/epoxy acrylate composites
- Coupling the vanadium-induced amorphous/crystalline NiFe2O4 with phosphide heterojunction toward active oxygen evolution reaction catalysts
- Graphene-oxide-reinforced cement composites mechanical and microstructural characteristics at elevated temperatures
- Gray correlation analysis of factors influencing compressive strength and durability of nano-SiO2 and PVA fiber reinforced geopolymer mortar
- Preparation of layered gradient Cu–Cr–Ti alloy with excellent mechanical properties, thermal stability, and electrical conductivity
- Recovery of Cr from chrome-containing leather wastes to develop aluminum-based composite material along with Al2O3 ceramic particles: An ingenious approach
- Mechanisms of the improved stiffness of flexible polymers under impact loading
- Anticancer potential of gold nanoparticles (AuNPs) using a battery of in vitro tests
- Review Articles
- Proposed approaches for coronaviruses elimination from wastewater: Membrane techniques and nanotechnology solutions
- Application of Pickering emulsion in oil drilling and production
- The contribution of microfluidics to the fight against tuberculosis
- Graphene-based biosensors for disease theranostics: Development, applications, and recent advancements
- Synthesis and encapsulation of iron oxide nanorods for application in magnetic hyperthermia and photothermal therapy
- Contemporary nano-architectured drugs and leads for ανβ3 integrin-based chemotherapy: Rationale and retrospect
- State-of-the-art review of fabrication, application, and mechanical properties of functionally graded porous nanocomposite materials
- Insights on magnetic spinel ferrites for targeted drug delivery and hyperthermia applications
- A review on heterogeneous oxidation of acetaminophen based on micro and nanoparticles catalyzed by different activators
- Early diagnosis of lung cancer using magnetic nanoparticles-integrated systems
- Advances in ZnO: Manipulation of defects for enhancing their technological potentials
- Efficacious nanomedicine track toward combating COVID-19
- A review of the design, processes, and properties of Mg-based composites
- Green synthesis of nanoparticles for varied applications: Green renewable resources and energy-efficient synthetic routes
- Two-dimensional nanomaterial-based polymer composites: Fundamentals and applications
- Recent progress and challenges in plasmonic nanomaterials
- Apoptotic cell-derived micro/nanosized extracellular vesicles in tissue regeneration
- Electronic noses based on metal oxide nanowires: A review
- Framework materials for supercapacitors
- An overview on the reproductive toxicity of graphene derivatives: Highlighting the importance
- Antibacterial nanomaterials: Upcoming hope to overcome antibiotic resistance crisis
- Research progress of carbon materials in the field of three-dimensional printing polymer nanocomposites
- A review of atomic layer deposition modelling and simulation methodologies: Density functional theory and molecular dynamics
- Recent advances in the preparation of PVDF-based piezoelectric materials
- Recent developments in tensile properties of friction welding of carbon fiber-reinforced composite: A review
- Comprehensive review of the properties of fly ash-based geopolymer with additive of nano-SiO2
- Perspectives in biopolymer/graphene-based composite application: Advances, challenges, and recommendations
- Graphene-based nanocomposite using new modeling molecular dynamic simulations for proposed neutralizing mechanism and real-time sensing of COVID-19
- Nanotechnology application on bamboo materials: A review
- Recent developments and future perspectives of biorenewable nanocomposites for advanced applications
- Nanostructured lipid carrier system: A compendium of their formulation development approaches, optimization strategies by quality by design, and recent applications in drug delivery
- 3D printing customized design of human bone tissue implant and its application
- Design, preparation, and functionalization of nanobiomaterials for enhanced efficacy in current and future biomedical applications
- A brief review of nanoparticles-doped PEDOT:PSS nanocomposite for OLED and OPV
- Nanotechnology interventions as a putative tool for the treatment of dental afflictions
- Recent advancements in metal–organic frameworks integrating quantum dots (QDs@MOF) and their potential applications
- A focused review of short electrospun nanofiber preparation techniques for composite reinforcement
- Microstructural characteristics and nano-modification of interfacial transition zone in concrete: A review
- Latest developments in the upconversion nanotechnology for the rapid detection of food safety: A review
- Strategic applications of nano-fertilizers for sustainable agriculture: Benefits and bottlenecks
- Molecular dynamics application of cocrystal energetic materials: A review
- Synthesis and application of nanometer hydroxyapatite in biomedicine
- Cutting-edge development in waste-recycled nanomaterials for energy storage and conversion applications
- Biological applications of ternary quantum dots: A review
- Nanotherapeutics for hydrogen sulfide-involved treatment: An emerging approach for cancer therapy
- Application of antibacterial nanoparticles in orthodontic materials
- Effect of natural-based biological hydrogels combined with growth factors on skin wound healing
- Nanozymes – A route to overcome microbial resistance: A viewpoint
- Recent developments and applications of smart nanoparticles in biomedicine
- Contemporary review on carbon nanotube (CNT) composites and their impact on multifarious applications
- Interfacial interactions and reinforcing mechanisms of cellulose and chitin nanomaterials and starch derivatives for cement and concrete strength and durability enhancement: A review
- Diamond-like carbon films for tribological modification of rubber
- Layered double hydroxides (LDHs) modified cement-based materials: A systematic review
- Recent research progress and advanced applications of silica/polymer nanocomposites
- Modeling of supramolecular biopolymers: Leading the in silico revolution of tissue engineering and nanomedicine
- Recent advances in perovskites-based optoelectronics
- Biogenic synthesis of palladium nanoparticles: New production methods and applications
- A comprehensive review of nanofluids with fractional derivatives: Modeling and application
- Electrospinning of marine polysaccharides: Processing and chemical aspects, challenges, and future prospects
- Electrohydrodynamic printing for demanding devices: A review of processing and applications
- Rapid Communications
- Structural material with designed thermal twist for a simple actuation
- Recent advances in photothermal materials for solar-driven crude oil adsorption
Articles in the same Issue
- Research Articles
- Theoretical and experimental investigation of MWCNT dispersion effect on the elastic modulus of flexible PDMS/MWCNT nanocomposites
- Mechanical, morphological, and fracture-deformation behavior of MWCNTs-reinforced (Al–Cu–Mg–T351) alloy cast nanocomposites fabricated by optimized mechanical milling and powder metallurgy techniques
- Flammability and physical stability of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch/poly(lactic acid) blend bionanocomposites
- Glutathione-loaded non-ionic surfactant niosomes: A new approach to improve oral bioavailability and hepatoprotective efficacy of glutathione
- Relationship between mechano-bactericidal activity and nanoblades density on chemically strengthened glass
- In situ regulation of microstructure and microwave-absorbing properties of FeSiAl through HNO3 oxidation
- Research on a mechanical model of magnetorheological fluid different diameter particles
- Nanomechanical and dynamic mechanical properties of rubber–wood–plastic composites
- Investigative properties of CeO2 doped with niobium: A combined characterization and DFT studies
- Miniaturized peptidomimetics and nano-vesiculation in endothelin types through probable nano-disk formation and structure property relationships of endothelins’ fragments
- N/S co-doped CoSe/C nanocubes as anode materials for Li-ion batteries
- Synergistic effects of halloysite nanotubes with metal and phosphorus additives on the optimal design of eco-friendly sandwich panels with maximum flame resistance and minimum weight
- Octreotide-conjugated silver nanoparticles for active targeting of somatostatin receptors and their application in a nebulized rat model
- Controllable morphology of Bi2S3 nanostructures formed via hydrothermal vulcanization of Bi2O3 thin-film layer and their photoelectrocatalytic performances
- Development of (−)-epigallocatechin-3-gallate-loaded folate receptor-targeted nanoparticles for prostate cancer treatment
- Enhancement of the mechanical properties of HDPE mineral nanocomposites by filler particles modulation of the matrix plastic/elastic behavior
- Effect of plasticizers on the properties of sugar palm nanocellulose/cinnamon essential oil reinforced starch bionanocomposite films
- Optimization of nano coating to reduce the thermal deformation of ball screws
- Preparation of efficient piezoelectric PVDF–HFP/Ni composite films by high electric field poling
- MHD dissipative Casson nanofluid liquid film flow due to an unsteady stretching sheet with radiation influence and slip velocity phenomenon
- Effects of nano-SiO2 modification on rubberised mortar and concrete with recycled coarse aggregates
- Mechanical and microscopic properties of fiber-reinforced coal gangue-based geopolymer concrete
- Effect of morphology and size on the thermodynamic stability of cerium oxide nanoparticles: Experiment and molecular dynamics calculation
- Mechanical performance of a CFRP composite reinforced via gelatin-CNTs: A study on fiber interfacial enhancement and matrix enhancement
- A practical review over surface modification, nanopatterns, emerging materials, drug delivery systems, and their biophysiochemical properties for dental implants: Recent progresses and advances
- HTR: An ultra-high speed algorithm for cage recognition of clathrate hydrates
- Effects of microalloying elements added by in situ synthesis on the microstructure of WCu composites
- A highly sensitive nanobiosensor based on aptamer-conjugated graphene-decorated rhodium nanoparticles for detection of HER2-positive circulating tumor cells
- Progressive collapse performance of shear strengthened RC frames by nano CFRP
- Core–shell heterostructured composites of carbon nanotubes and imine-linked hyperbranched polymers as metal-free Li-ion anodes
- A Galerkin strategy for tri-hybridized mixture in ethylene glycol comprising variable diffusion and thermal conductivity using non-Fourier’s theory
- Simple models for tensile modulus of shape memory polymer nanocomposites at ambient temperature
- Preparation and morphological studies of tin sulfide nanoparticles and use as efficient photocatalysts for the degradation of rhodamine B and phenol
- Polyethyleneimine-impregnated activated carbon nanofiber composited graphene-derived rice husk char for efficient post-combustion CO2 capture
- Electrospun nanofibers of Co3O4 nanocrystals encapsulated in cyclized-polyacrylonitrile for lithium storage
- Pitting corrosion induced on high-strength high carbon steel wire in high alkaline deaerated chloride electrolyte
- Formulation of polymeric nanoparticles loaded sorafenib; evaluation of cytotoxicity, molecular evaluation, and gene expression studies in lung and breast cancer cell lines
- Engineered nanocomposites in asphalt binders
- Influence of loading voltage, domain ratio, and additional load on the actuation of dielectric elastomer
- Thermally induced hex-graphene transitions in 2D carbon crystals
- The surface modification effect on the interfacial properties of glass fiber-reinforced epoxy: A molecular dynamics study
- Molecular dynamics study of deformation mechanism of interfacial microzone of Cu/Al2Cu/Al composites under tension
- Nanocolloid simulators of luminescent solar concentrator photovoltaic windows
- Compressive strength and anti-chloride ion penetration assessment of geopolymer mortar merging PVA fiber and nano-SiO2 using RBF–BP composite neural network
- Effect of 3-mercapto-1-propane sulfonate sulfonic acid and polyvinylpyrrolidone on the growth of cobalt pillar by electrodeposition
- Dynamics of convective slippery constraints on hybrid radiative Sutterby nanofluid flow by Galerkin finite element simulation
- Preparation of vanadium by the magnesiothermic self-propagating reduction and process control
- Microstructure-dependent photoelectrocatalytic activity of heterogeneous ZnO–ZnS nanosheets
- Cytotoxic and pro-inflammatory effects of molybdenum and tungsten disulphide on human bronchial cells
- Improving recycled aggregate concrete by compression casting and nano-silica
- Chemically reactive Maxwell nanoliquid flow by a stretching surface in the frames of Newtonian heating, nonlinear convection and radiative flux: Nanopolymer flow processing simulation
- Nonlinear dynamic and crack behaviors of carbon nanotubes-reinforced composites with various geometries
- Biosynthesis of copper oxide nanoparticles and its therapeutic efficacy against colon cancer
- Synthesis and characterization of smart stimuli-responsive herbal drug-encapsulated nanoniosome particles for efficient treatment of breast cancer
- Homotopic simulation for heat transport phenomenon of the Burgers nanofluids flow over a stretching cylinder with thermal convective and zero mass flux conditions
- Incorporation of copper and strontium ions in TiO2 nanotubes via dopamine to enhance hemocompatibility and cytocompatibility
- Mechanical, thermal, and barrier properties of starch films incorporated with chitosan nanoparticles
- Mechanical properties and microstructure of nano-strengthened recycled aggregate concrete
- Glucose-responsive nanogels efficiently maintain the stability and activity of therapeutic enzymes
- Tunning matrix rheology and mechanical performance of ultra-high performance concrete using cellulose nanofibers
- Flexible MXene/copper/cellulose nanofiber heat spreader films with enhanced thermal conductivity
- Promoted charge separation and specific surface area via interlacing of N-doped titanium dioxide nanotubes on carbon nitride nanosheets for photocatalytic degradation of Rhodamine B
- Elucidating the role of silicon dioxide and titanium dioxide nanoparticles in mitigating the disease of the eggplant caused by Phomopsis vexans, Ralstonia solanacearum, and root-knot nematode Meloidogyne incognita
- An implication of magnetic dipole in Carreau Yasuda liquid influenced by engine oil using ternary hybrid nanomaterial
- Robust synthesis of a composite phase of copper vanadium oxide with enhanced performance for durable aqueous Zn-ion batteries
- Tunning self-assembled phases of bovine serum albumin via hydrothermal process to synthesize novel functional hydrogel for skin protection against UVB
- A comparative experimental study on damping properties of epoxy nanocomposite beams reinforced with carbon nanotubes and graphene nanoplatelets
- Lightweight and hydrophobic Ni/GO/PVA composite aerogels for ultrahigh performance electromagnetic interference shielding
- Research on the auxetic behavior and mechanical properties of periodically rotating graphene nanostructures
- Repairing performances of novel cement mortar modified with graphene oxide and polyacrylate polymer
- Closed-loop recycling and fabrication of hydrophilic CNT films with high performance
- Design of thin-film configuration of SnO2–Ag2O composites for NO2 gas-sensing applications
- Study on stress distribution of SiC/Al composites based on microstructure models with microns and nanoparticles
- PVDF green nanofibers as potential carriers for improving self-healing and mechanical properties of carbon fiber/epoxy prepregs
- Osteogenesis capability of three-dimensionally printed poly(lactic acid)-halloysite nanotube scaffolds containing strontium ranelate
- Silver nanoparticles induce mitochondria-dependent apoptosis and late non-canonical autophagy in HT-29 colon cancer cells
- Preparation and bonding mechanisms of polymer/metal hybrid composite by nano molding technology
- Damage self-sensing and strain monitoring of glass-reinforced epoxy composite impregnated with graphene nanoplatelet and multiwalled carbon nanotubes
- Thermal analysis characterisation of solar-powered ship using Oldroyd hybrid nanofluids in parabolic trough solar collector: An optimal thermal application
- Pyrene-functionalized halloysite nanotubes for simultaneously detecting and separating Hg(ii) in aqueous media: A comprehensive comparison on interparticle and intraparticle excimers
- Fabrication of self-assembly CNT flexible film and its piezoresistive sensing behaviors
- Thermal valuation and entropy inspection of second-grade nanoscale fluid flow over a stretching surface by applying Koo–Kleinstreuer–Li relation
- Mechanical properties and microstructure of nano-SiO2 and basalt-fiber-reinforced recycled aggregate concrete
- Characterization and tribology performance of polyaniline-coated nanodiamond lubricant additives
- Combined impact of Marangoni convection and thermophoretic particle deposition on chemically reactive transport of nanofluid flow over a stretching surface
- Spark plasma extrusion of binder free hydroxyapatite powder
- An investigation on thermo-mechanical performance of graphene-oxide-reinforced shape memory polymer
- Effect of nanoadditives on the novel leather fiber/recycled poly(ethylene-vinyl-acetate) polymer composites for multifunctional applications: Fabrication, characterizations, and multiobjective optimization using central composite design
- Design selection for a hemispherical dimple core sandwich panel using hybrid multi-criteria decision-making methods
- Improving tensile strength and impact toughness of plasticized poly(lactic acid) biocomposites by incorporating nanofibrillated cellulose
- Green synthesis of spinel copper ferrite (CuFe2O4) nanoparticles and their toxicity
- The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging
- Excited-state geometry relaxation of pyrene-modified cellulose nanocrystals under UV-light excitation for detecting Fe3+
- Effect of CNTs and MEA on the creep of face-slab concrete at an early age
- Effect of deformation conditions on compression phase transformation of AZ31
- Application of MXene as a new generation of highly conductive coating materials for electromembrane-surrounded solid-phase microextraction
- A comparative study of the elasto-plastic properties for ceramic nanocomposites filled by graphene or graphene oxide nanoplates
- Encapsulation strategies for improving the biological behavior of CdS@ZIF-8 nanocomposites
- Biosynthesis of ZnO NPs from pumpkin seeds’ extract and elucidation of its anticancer potential against breast cancer
- Preliminary trials of the gold nanoparticles conjugated chrysin: An assessment of anti-oxidant, anti-microbial, and in vitro cytotoxic activities of a nanoformulated flavonoid
- Effect of micron-scale pores increased by nano-SiO2 sol modification on the strength of cement mortar
- Fractional simulations for thermal flow of hybrid nanofluid with aluminum oxide and titanium oxide nanoparticles with water and blood base fluids
- The effect of graphene nano-powder on the viscosity of water: An experimental study and artificial neural network modeling
- Development of a novel heat- and shear-resistant nano-silica gelling agent
- Characterization, biocompatibility and in vivo of nominal MnO2-containing wollastonite glass-ceramic
- Entropy production simulation of second-grade magnetic nanomaterials flowing across an expanding surface with viscidness dissipative flux
- Enhancement in structural, morphological, and optical properties of copper oxide for optoelectronic device applications
- Aptamer-functionalized chitosan-coated gold nanoparticle complex as a suitable targeted drug carrier for improved breast cancer treatment
- Performance and overall evaluation of nano-alumina-modified asphalt mixture
- Analysis of pure nanofluid (GO/engine oil) and hybrid nanofluid (GO–Fe3O4/engine oil): Novel thermal and magnetic features
- Synthesis of Ag@AgCl modified anatase/rutile/brookite mixed phase TiO2 and their photocatalytic property
- Mechanisms and influential variables on the abrasion resistance hydraulic concrete
- Synergistic reinforcement mechanism of basalt fiber/cellulose nanocrystals/polypropylene composites
- Achieving excellent oxidation resistance and mechanical properties of TiB2–B4C/carbon aerogel composites by quick-gelation and mechanical mixing
- Microwave-assisted sol–gel template-free synthesis and characterization of silica nanoparticles obtained from South African coal fly ash
- Pulsed laser-assisted synthesis of nano nickel(ii) oxide-anchored graphitic carbon nitride: Characterizations and their potential antibacterial/anti-biofilm applications
- Effects of nano-ZrSi2 on thermal stability of phenolic resin and thermal reusability of quartz–phenolic composites
- Benzaldehyde derivatives on tin electroplating as corrosion resistance for fabricating copper circuit
- Mechanical and heat transfer properties of 4D-printed shape memory graphene oxide/epoxy acrylate composites
- Coupling the vanadium-induced amorphous/crystalline NiFe2O4 with phosphide heterojunction toward active oxygen evolution reaction catalysts
- Graphene-oxide-reinforced cement composites mechanical and microstructural characteristics at elevated temperatures
- Gray correlation analysis of factors influencing compressive strength and durability of nano-SiO2 and PVA fiber reinforced geopolymer mortar
- Preparation of layered gradient Cu–Cr–Ti alloy with excellent mechanical properties, thermal stability, and electrical conductivity
- Recovery of Cr from chrome-containing leather wastes to develop aluminum-based composite material along with Al2O3 ceramic particles: An ingenious approach
- Mechanisms of the improved stiffness of flexible polymers under impact loading
- Anticancer potential of gold nanoparticles (AuNPs) using a battery of in vitro tests
- Review Articles
- Proposed approaches for coronaviruses elimination from wastewater: Membrane techniques and nanotechnology solutions
- Application of Pickering emulsion in oil drilling and production
- The contribution of microfluidics to the fight against tuberculosis
- Graphene-based biosensors for disease theranostics: Development, applications, and recent advancements
- Synthesis and encapsulation of iron oxide nanorods for application in magnetic hyperthermia and photothermal therapy
- Contemporary nano-architectured drugs and leads for ανβ3 integrin-based chemotherapy: Rationale and retrospect
- State-of-the-art review of fabrication, application, and mechanical properties of functionally graded porous nanocomposite materials
- Insights on magnetic spinel ferrites for targeted drug delivery and hyperthermia applications
- A review on heterogeneous oxidation of acetaminophen based on micro and nanoparticles catalyzed by different activators
- Early diagnosis of lung cancer using magnetic nanoparticles-integrated systems
- Advances in ZnO: Manipulation of defects for enhancing their technological potentials
- Efficacious nanomedicine track toward combating COVID-19
- A review of the design, processes, and properties of Mg-based composites
- Green synthesis of nanoparticles for varied applications: Green renewable resources and energy-efficient synthetic routes
- Two-dimensional nanomaterial-based polymer composites: Fundamentals and applications
- Recent progress and challenges in plasmonic nanomaterials
- Apoptotic cell-derived micro/nanosized extracellular vesicles in tissue regeneration
- Electronic noses based on metal oxide nanowires: A review
- Framework materials for supercapacitors
- An overview on the reproductive toxicity of graphene derivatives: Highlighting the importance
- Antibacterial nanomaterials: Upcoming hope to overcome antibiotic resistance crisis
- Research progress of carbon materials in the field of three-dimensional printing polymer nanocomposites
- A review of atomic layer deposition modelling and simulation methodologies: Density functional theory and molecular dynamics
- Recent advances in the preparation of PVDF-based piezoelectric materials
- Recent developments in tensile properties of friction welding of carbon fiber-reinforced composite: A review
- Comprehensive review of the properties of fly ash-based geopolymer with additive of nano-SiO2
- Perspectives in biopolymer/graphene-based composite application: Advances, challenges, and recommendations
- Graphene-based nanocomposite using new modeling molecular dynamic simulations for proposed neutralizing mechanism and real-time sensing of COVID-19
- Nanotechnology application on bamboo materials: A review
- Recent developments and future perspectives of biorenewable nanocomposites for advanced applications
- Nanostructured lipid carrier system: A compendium of their formulation development approaches, optimization strategies by quality by design, and recent applications in drug delivery
- 3D printing customized design of human bone tissue implant and its application
- Design, preparation, and functionalization of nanobiomaterials for enhanced efficacy in current and future biomedical applications
- A brief review of nanoparticles-doped PEDOT:PSS nanocomposite for OLED and OPV
- Nanotechnology interventions as a putative tool for the treatment of dental afflictions
- Recent advancements in metal–organic frameworks integrating quantum dots (QDs@MOF) and their potential applications
- A focused review of short electrospun nanofiber preparation techniques for composite reinforcement
- Microstructural characteristics and nano-modification of interfacial transition zone in concrete: A review
- Latest developments in the upconversion nanotechnology for the rapid detection of food safety: A review
- Strategic applications of nano-fertilizers for sustainable agriculture: Benefits and bottlenecks
- Molecular dynamics application of cocrystal energetic materials: A review
- Synthesis and application of nanometer hydroxyapatite in biomedicine
- Cutting-edge development in waste-recycled nanomaterials for energy storage and conversion applications
- Biological applications of ternary quantum dots: A review
- Nanotherapeutics for hydrogen sulfide-involved treatment: An emerging approach for cancer therapy
- Application of antibacterial nanoparticles in orthodontic materials
- Effect of natural-based biological hydrogels combined with growth factors on skin wound healing
- Nanozymes – A route to overcome microbial resistance: A viewpoint
- Recent developments and applications of smart nanoparticles in biomedicine
- Contemporary review on carbon nanotube (CNT) composites and their impact on multifarious applications
- Interfacial interactions and reinforcing mechanisms of cellulose and chitin nanomaterials and starch derivatives for cement and concrete strength and durability enhancement: A review
- Diamond-like carbon films for tribological modification of rubber
- Layered double hydroxides (LDHs) modified cement-based materials: A systematic review
- Recent research progress and advanced applications of silica/polymer nanocomposites
- Modeling of supramolecular biopolymers: Leading the in silico revolution of tissue engineering and nanomedicine
- Recent advances in perovskites-based optoelectronics
- Biogenic synthesis of palladium nanoparticles: New production methods and applications
- A comprehensive review of nanofluids with fractional derivatives: Modeling and application
- Electrospinning of marine polysaccharides: Processing and chemical aspects, challenges, and future prospects
- Electrohydrodynamic printing for demanding devices: A review of processing and applications
- Rapid Communications
- Structural material with designed thermal twist for a simple actuation
- Recent advances in photothermal materials for solar-driven crude oil adsorption