Spark plasma extrusion of binder free hydroxyapatite powder
-
Sebastián Díaz-de-la-Torre
 ,
Isaac Muñoz-Juárez
,
Isaac Muñoz-Juárez

Abstract
This work explores the possibility of manufacturing dense and nanocrystalline hydroxyapatite (HA) large monoliths by spark plasma extrusion (SPE). This method combines uniaxial mechanical compression, high temperature, and electromagnetic field to promote the extrusion and sintering of HA powder in one single step. The results show that the binder-free extrusion of pre-compacted HA powder is feasible at a temperature similar to the temperature at which nanocrystalline HA shows superplastic behavior. The extrusion continues throughout the sliding and rotation of the particles, and also due to the grain boundary sliding, up to the point where no more material is available, thus producing monoliths of nearly 30 mm in length and 10 mm in diameter. The dehydration and smooth surface of the powder appear as paramount factors to facilitate the HA extrusion without additives. The extruded HA preserved the stoichiometry and nanometric grain size and exhibited preferential microstructural alignment in the direction of extrusion. The material experiences local thermal and pressure gradients during extrusion, producing different densification and hardness along its length. The SPE of HA will benefit the healthcare field by offering new processing approaches of bone substitutes and osteosynthesis devices.
1 Introduction
Hydroxyapatite (HA) is a calcium phosphate ceramic widely known for its clinical applications as bone substitute in orthopedic medicine [1]. A great number of commercially available products based on HA, either pure or combined with other compounds, are clinically used today [2]. Most of these products are porous monoliths since pores promote osteoconductivity [3]. Moreover, HA exhibits a wide range of in vivo degradation rates, ranging from being almost stable (like large grain and pore-free monoliths [4]), to total resorbable, when used as granules or in the porous form [5]. Even when purely synthetic HA powder can be processed in the laboratory either using soft chemistry routes [3,6], or high-temperature synthesis [7], the obtained powder cannot be directly used as an implant, rather the powder requires to be shaped and consolidated into a specific geometry. It is well known that in contrast to metals, ceramics cannot undergo plastic deformation near room temperature due to the chemical nature of their high directional atomic bonding. Therefore, ceramics are unable to accommodate deformations via slip dislocations, piling up stresses, particularly near the microstructural defects such as pores, leading to brittle failure, thus, excluding the production of ceramic objects through plastic deformation. Nonetheless, both dislocation movement and partial stress relaxation in pore-free ceramics with nanometric grain size are possible at high temperatures, as reported for HA [8]. The plastic deformation of polycrystalline ceramic materials has been reported at elevated temperatures and this property is called superplasticity. Since the discovery of superplastic yttria-stabilized tetragonal zirconia [9], superplasticity has been observed to occur in other ceramics, including HA, undergoing 150–486% elongation when heated between 1,000 and 1,050oC at a strain rate between 1.0 × 10−4 and 1.4 × 10−4 s−1 [10–13], concluding that grain boundary sliding (GBS) is the dominant mode of deformation [10]. The following excellent book is recommended to get more details on superplasticity in ceramics [14].
Currently, the extrusion of ceramic powders or powder injection molding is a widespread and successful method for shaping near-net shape products [15]. However, the extrusion of ceramic powders at room temperature requires a binder to convert the powder into a moldable material. Otherwise, the powder requires very high pressure to overcome the frictional forces between particles and flow. Moreover, the green body requires both the elimination of the binder after shaping and high-temperature sintering to convert the powder into a polycrystalline monolith. Although the extrusion of ceramic powders is not a particular case of ceramic superplasticity, it is expected that the combination of high temperature and axial pressure enables the powder extrusion without additives, by promoting particle sliding and probably through simultaneous GBS of the sintered particles. The possibility to shape and sintering ceramic materials in a single step without the need to remove additives is desirable to reduce processing time and cost. In particular, the extrusion of HA will benefit the healthcare field by offering new processing approaches of bone substitutes and osteosynthesis devices in the form of screws.
One way to trigger ion mobility in ceramics, like HA, is through the usage of high electromagnetic field assistance procedures, such as the pulsed electric current sintering (PECS) [16] or spark plasma sintering (SPS) [17]. These methods promote densification of difficult to sinter and/or metastable materials [18]. Although the number of investigations on SPS of HA-based ceramics substantially increased [8,16,17,19–23], the majority of those publications deal with the preparation of coin-like specimens, with a thickness of less than 5 mm and diameters from 5 to 20 mm, which limits their practical applications. A recent adaptation of the SPS process, so-called spark plasma extrusion (SPE), is convenient to produce enlarged materials (bars >60 mm long), such as aluminum, copper, and aluminum–carbon nanotube composites [24–27]. SPE is therefore a straightforward method for the extrusion of HA at high temperature without the use of additives. This study aimed to produce and sinter, for the first time in one single step long monoliths of HA using SPE, around the temperature that HA shows superplastic behavior.
2 Materials and methods
2.1 Synthesis of HA
Stoichiometric HA (Ca10(PO4)6(OH)2) powder was prepared by the chemical precipitation method. Commercially pure-grade calcium hydroxide and phosphoric acid (JT-Baker, USA) were separately dissolved in pure and deionized water at a concentration of 1 M. The phosphoric acid solution was slowly added (10 mL/min) into the calcium hydroxide solution and thoroughly mixed using magnetic stirring (300 rpm) until a stable pH of 8 was reached. Steady agitation was practiced for 12 h at room temperature for maturation. The precipitate was subsequently washed using distilled water and centrifuged at 6,000 rpm for 20 min. Later, it was resuspended in 2 L of distilled water and was kept in constant agitation, while being heated up to 110°C till water evaporated. The obtained nanoparticle HA powder was pulverized and calcined in air at a heating rate of 5oC/min till 700oC, keeping it for 2 h and then allowed to cool down inside the stove. Powder The powder was then kept in a desiccator to avoid hydration. Differential thermal analysis (DTA) and thermal gravimetric analysis (TGA) were conducted on a DTA-SDT apparatus of TA-Instruments, USA, model Q-600, at a heating rate of 10oC/min to determine the chemical and physical changes in the powder during calcination up to 1,200oC.
2.2 SPE
To conduct the HA powder extrusion, a graphite die-set consisting of two end-punches and an extrusion cylinder, as shown in Figure 1, was used. The length of the die-set was limited to the working distance available between the processing electrodes of the commercial Dr. Sinter SPS-device 1050 Sumitomo Co., Japan, used for this investigation. Just before the extrusion, 8 g of HA powder were pre-compacted at 9.5 MPa at room temperature. The obtained green body had the form of a cylinder (20 mm in diameter) with a truncated conical tip (10 mm in the smallest diameter and 5 mm of length) with a total length of 30 mm and fitted perfectly in the extrusion die as shown in Figure 1. The green body was sandwiched between graphite paper sheets for easy removal of the product. As already stated, no additives were used for the extrusion.
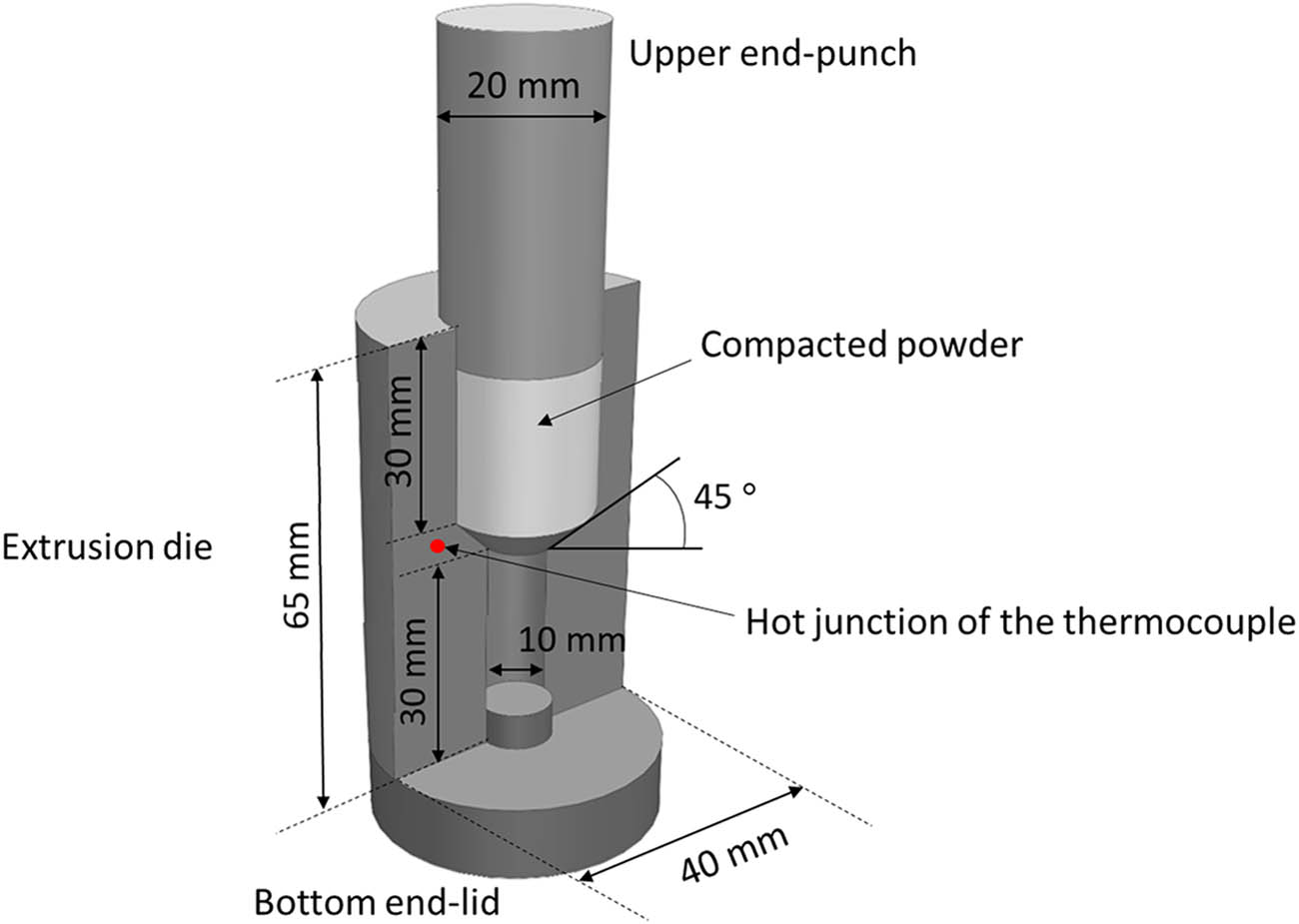
Scheme of the graphite die-set used to conduct the SPE of HA powder.
Once the whole die-set was assembled and covered with graphite cloth to minimize heat losses, it was placed inside the SPS chamber and degassed until an air pressure of 8 Pa was achieved. Figure 2 shows the thermomechanical treatment conducted to extrude the HA powder. The treatment parameters were selected according to previous experience on SPE of copper [27] and considering the compressive strength of the graphite used to fabricate the extrusion die (30 MPa). First, an axial preload of 6.5 MPa was applied to the die-set to close the electrical circuit. Then, a heating rate of 100oC/min was continued up to 1,150°C, and then the die-set was allowed to cool down until 800°C. The temperature was kept constant until completing 25 min of treatment. The axial load was increased at a rate of 0.063 MPa/°C from 6.5 MPa to the extrusion load (28.5 MPa) starting when the temperature reached 800oC, i.e., after 8 min of heating. The load was kept constant to complete the thermomechanical treatment. In the last step, the current was cut off and the load was released to allow the extrudate to cool down for 2 h under a vacuum condition before being removed from the die. The temperature was monitored using a K-type thermocouple (maximum operating temperature of 1,200°C) inserted into the half-thickness of the wall at the middle-length of the die (Figure 1). The pulsed electrical current was set to 12/2 ms on/off cycles to match the conventional operational settings of SPS.
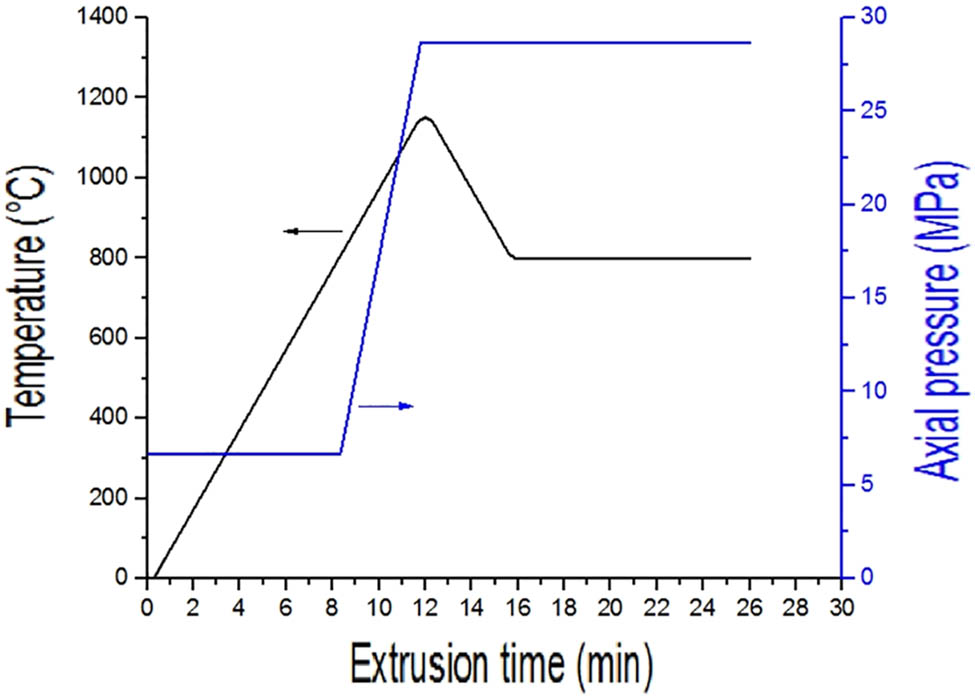
Heating program and loading profile used to conduct the SPE of HA powder.
2.3 Material characterization
The densities of the extruded monoliths were measured according to Archimedes’ principle in distilled water at 25oC. To evaluate the density values at different positions, extrudates were cut into four transversal sections. A theoretical density of 3.16 g/cm3 for HA [6] was used as reference.
X-ray diffraction (XRD) measurements were carried out to analyze powder and extrudates, with a Bruker, USA, apparatus model ECO – AXS Diffract Plus/D8 Advance, using CuKα radiation and wavelength λ = 1.5406 Å, scan step of 0.017o and 0.3 s as counting step. In the case of the extrudates, the transversally cut samples were polished using diamond suspension till 1 μm finish, so that the X-ray analyses were focused in four different positions along the extrusion direction. The crystalline domain size was calculated using the Debye Scherrer equation [28]. The average crystalline domain size was taken from the calculations carried out on the following diffraction peaks: 31.8, 32.9, 39.8, 46.73 and 49.5 degrees in two-theta, typical of HA.
The microstructure of both the extrudates and the HA powder was analyzed by using the scanning electron microscope (SEM, JEOL JCM-6600, Japan), in samples coated with a thin carbon layer to prevent overcharging during observation. In addition, the nanometric size of the HA powder was confirmed by transmission electron microscopy (TEM, JEM-1200EX, JEOL, Japan). Vickers microhardness testing was carried out with a QS Metrology hardness-tester, India, model HMV-G21D, using 980 mN for 10 s. The measurements were performed every 0.5 mm along the extrusion section.
3 Results and discussion
3.1 Characterization of HA powder
The thermal analysis (Figure 3) indicated that the absorbed water was released from 100 to 400oC with a mass loss of around 1.6%. The broad exothermic peak developed from 100 to 700oC suggested partial HA recrystallization, whereas, in agreement with the literature [29], HA decomposition started around 800oC. A total mass loss of 4.4% at 1,200oC was recorded. In agreement with these results, the peak of temperature practiced to aid the extrusion was followed by a moderate reduction of temperature to prevent HA decomposition.
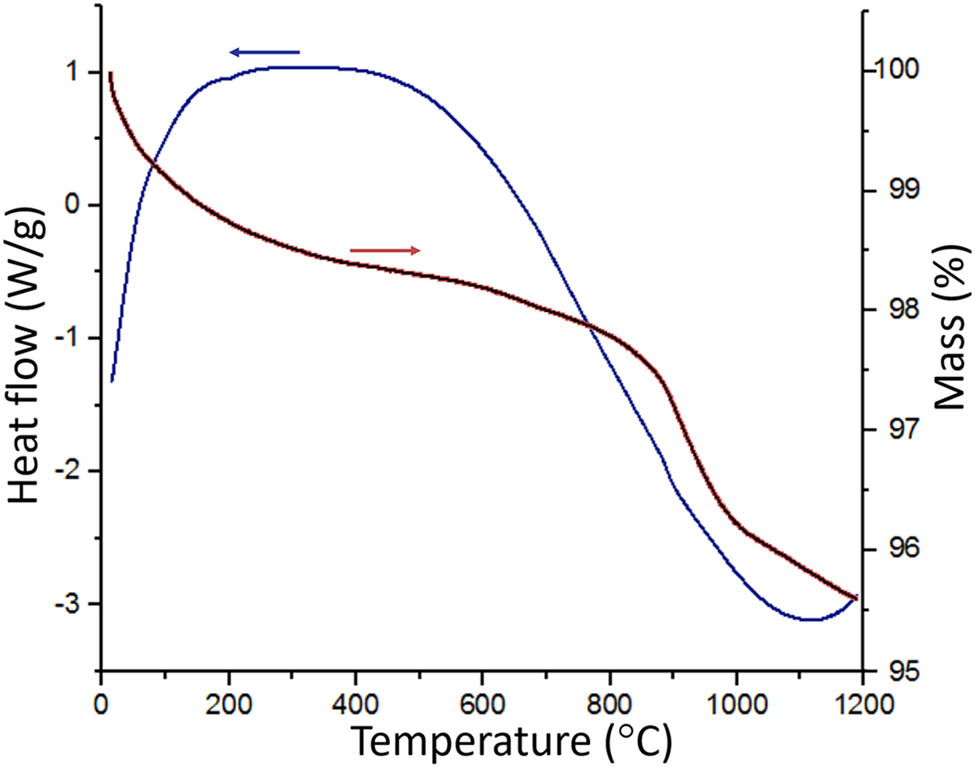
TG and DSC curves of the synthesized HA powder.
Figure 4 shows the XRD patterns of the HA powder before and after being calcined at 700oC for 2 h. In agreement with TGA and DTA observations, sharper and more defined Bragg peaks were formed after calcination due to partial recrystallization, where the crystalline domain size rose from 56 to 65 nm. Furthermore, after calcination, a change in the powder morphology was observed (Figure 5). The as-prepared HA powder consisted of rough surface aggregates formed by nano-sized particles (Figure 5a), clearly observed in TEM (Figure 5c). After calcination, the nano-sized particles within the aggregates were pre-sintered, leading to smoother particles with nano-grains (Figure 5b). This change in particle roughness upon calcination involves a significant reduction of frictional forces between particles, enabling in the past the binder-assisted extrusion of HA at room temperature [30].
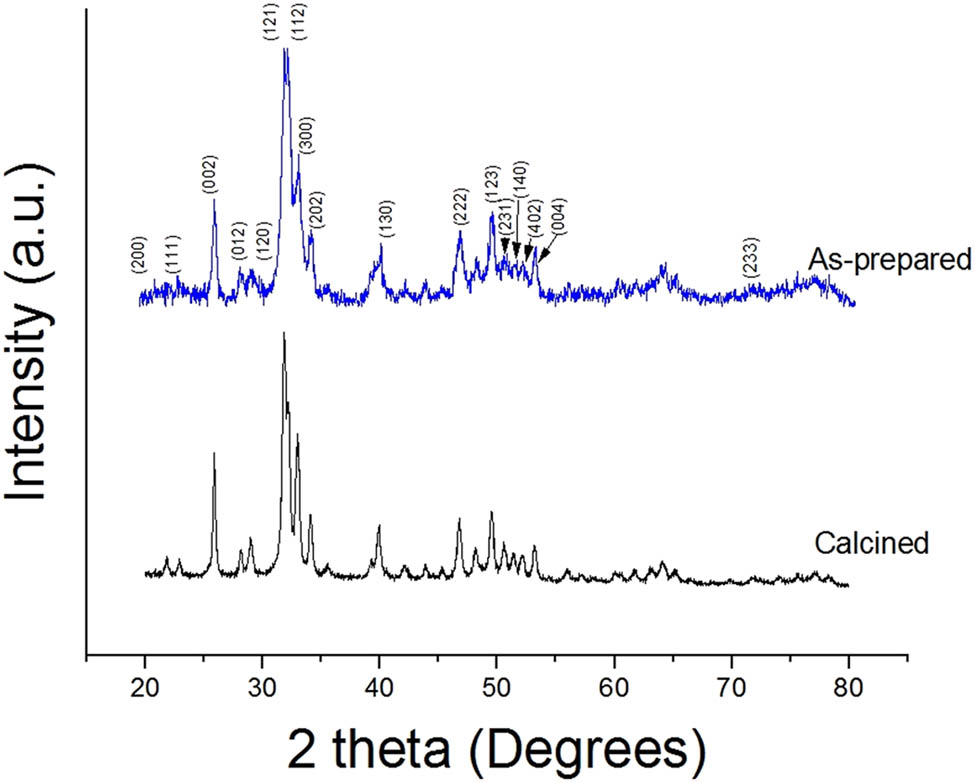
XRD patterns of the synthesized HA powder before and after calcination at 700oC for 2 h.
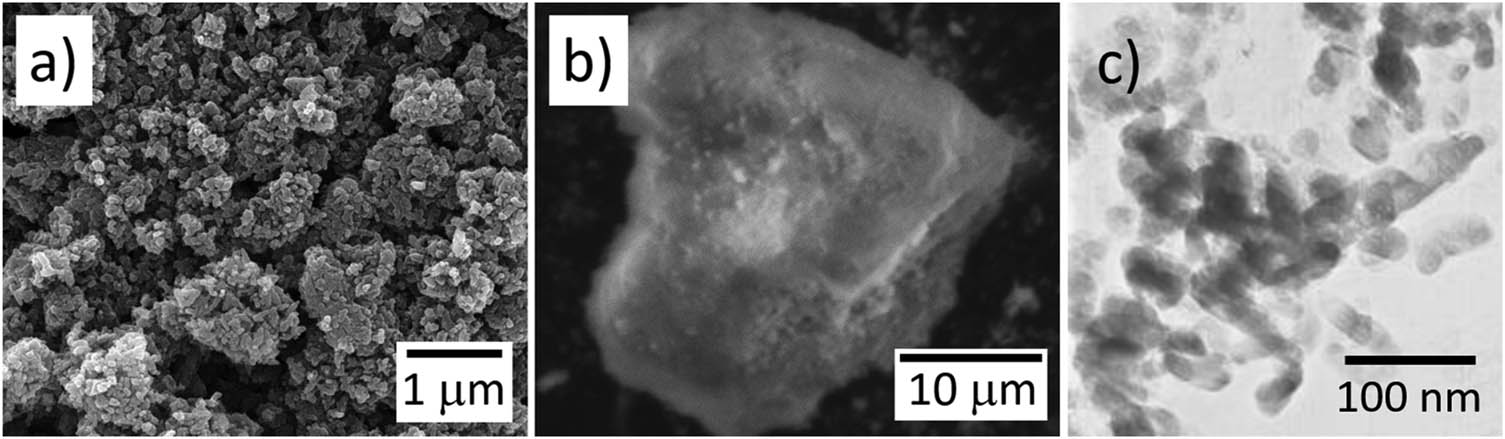
Representative images of the HA powder, SEM images (a) before and (b) after calcination at 700oC for 2 h, and (c) TEM image of the uncalcined powder.
3.2 SPE of HA
An important observation derived from this study is the fact that under the same extrusion conditions, the non-calcined HA powder did not flow, whereas the calcined powder produced in average 25 mm length extrudates (Figure 6). Note that the length of the extrudate was similar to the length of the pre-compacted powder evidencing the flow and densification in parallel of the powder. Moreover, the length of the extrudates was limited in this study by the size of the SPS chamber, although the results suggest that it is possible to produce larger monoliths. Possible factors that influence the powder flow are as follows: (1) a smoother surface of the calcined powder favoring particle slipping and rotation [31], (2) a hydrated layer on HA crystals [32] that can generate steric attractions or even promote early sintering, consequently increasing the load needed for extrusion, and (3) part of the energy may be used for physicochemical modifications of the non-calcined powder leaving less energy for extrusion [33].
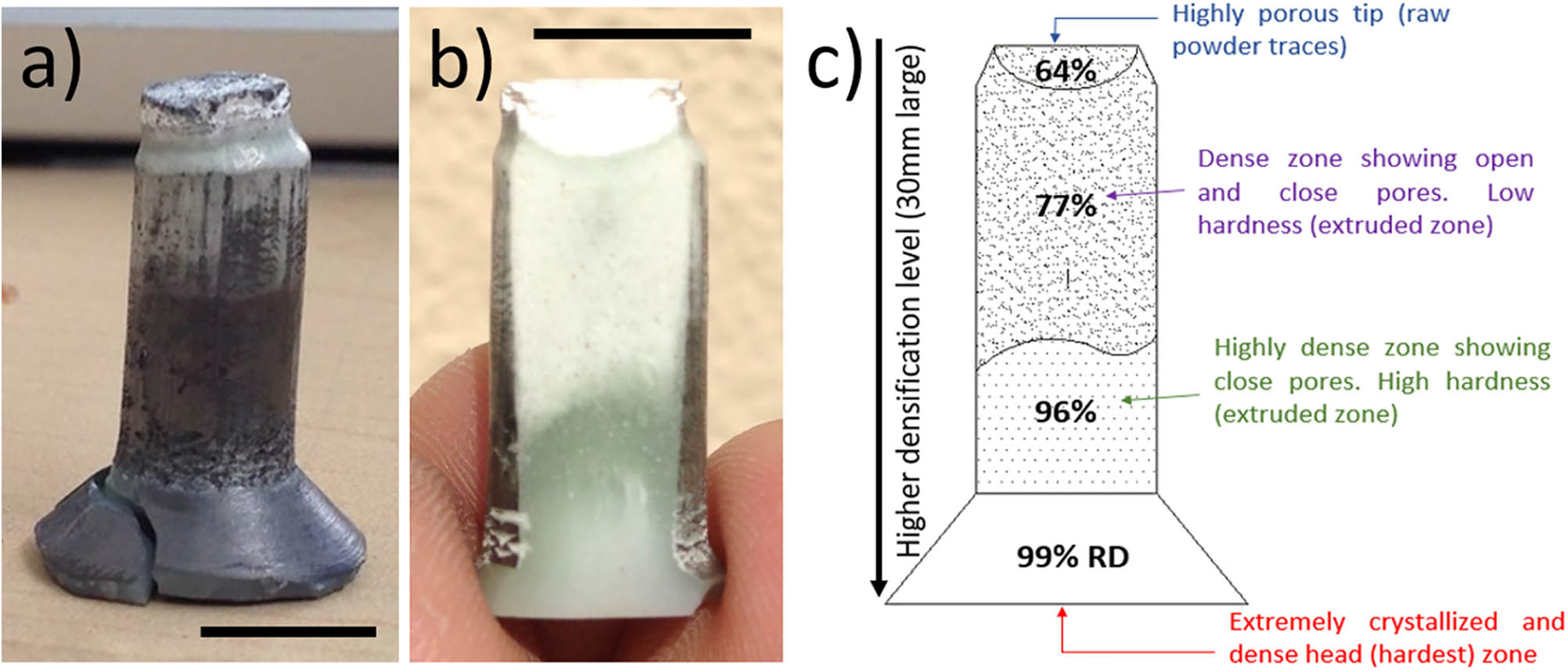
Physical aspect of the HA extrudates obtained by SPE: (a) representative image of an extruded sample showing a fracture at the head generated upon its release from die, (b) the same specimen after polishing demonstrating the variety of colors developed due to the different densification levels attained. The samples were white-bright at the tip (highly porous) and translucent at the head (high dense). (c) Sketch with the RD attained at different zones of the monolith. The scale bars in (a) and (b) correspond to 10 mm.
Figure 7 shows a typical SPE curve. A negative displacement was observed between 25 and 650°C due to the thermal expansion of the material. The onset of extrusion was at 650°C, i.e., before the rise of the axial pressure and at a temperature significantly below the temperature that HA has been reported to be superplastic (1,000–1,050°C) [10–13]. The extrusion proceeded at an almost constant rate with the increment of temperature and pressure up to 950°C (16 MPa). Then, the extrusion rate decreased, and the extrusion continued at a constant pressure even during the cooling segment from 1,150 to 800°C. The extrusion reached the maximum displacement approximately after 15 min.
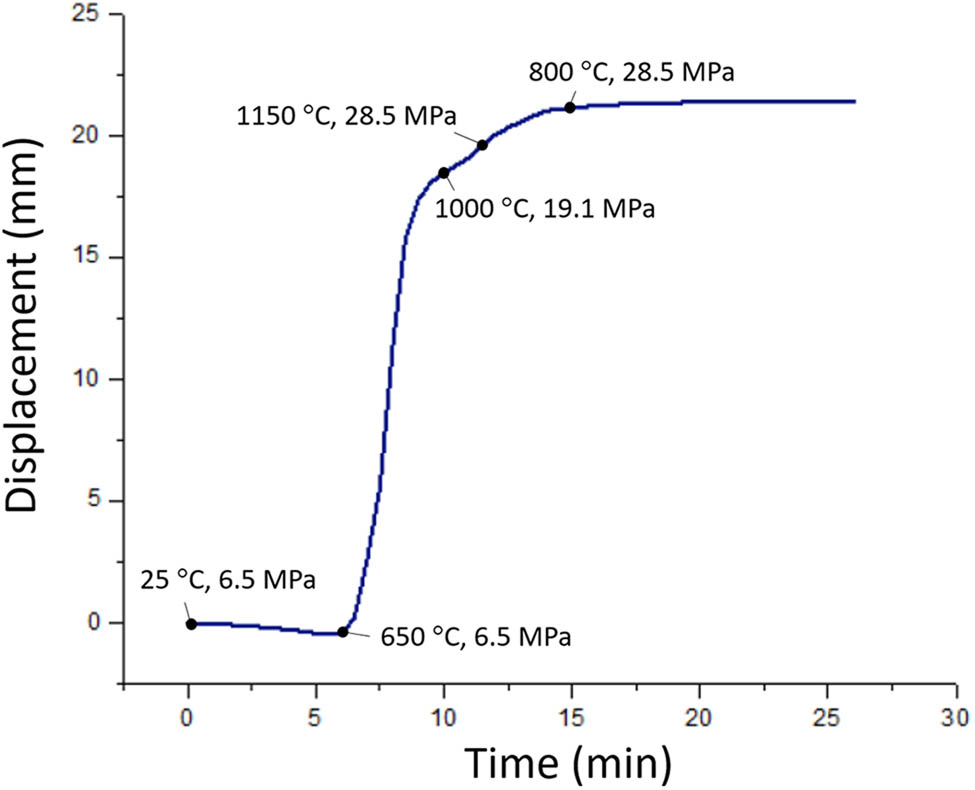
Displacement vs time SPE curve of calcined HA. Relevant temperatures and axial pressures are indicated. Please refer to the text for an explanation.
The physical aspect of obtained extrudates is shown in Figure 6, together with a schematic representation of the relative density (RD) attained at different zones of the monolith. The average RD measured for the whole monolith was 85%. The cross-section of the extrudate displayed different colors and brightness, which were the function of the degree of densification [34]. A translucent zone was observed at the head of the specimen. This zone was exposed to a higher temperature along the process due to the thinner cross-section of the upper end-punch favoring heating, and consequently, both recrystallization and sintering took place in this zone, reaching an RD of 99%. In agreement with Morsi et al. [24], this zone corresponds to the SPS zone, in which the powder only experienced compaction and sintering without extrusion. In contrast, since no opposition force existed at the extrusion aperture, a significant lower densification (RD of 64%) was observed at the tip of the monoliths, apart from the fact that this area was the colder zone during SPE. The extrusion zone (which concentrates the major deformation of the material) is between the head and the tip of the extrudate. The extrusion zone exhibited two parts, a dark zone closer to the SPS head with an average RD of 96%, and a white zone close to the tip with a RD of 77%. Unlike SPE of metals [24], the extrusion zone developed lower densification than the head of the specimen, probably because of gradients of temperature due to the lower thermal conductivity of the ceramic and limited powder densification induced by plastic deformation [35,36].
Figure 8 shows the microstructure of the extrusion zone with an RD of 96%. The images were acquired by analyzing the interior of a pore revealed after polishing the monolith; therefore, the lines indicate the flow of the material, aligning the microstructural features nearly parallel to the extrusion direction. Microstructural texturizing induced by the extrusion was confirmed by XRD (Figure 9).
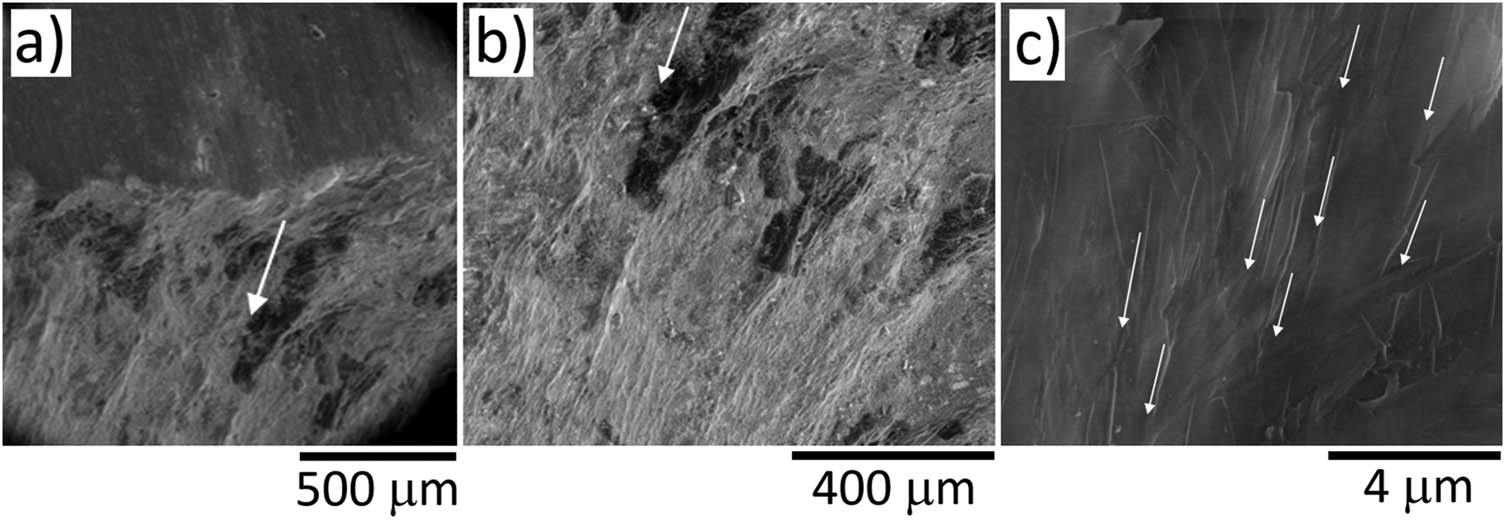
Representative SEM images of the extruded HA monolith at different magnifications (a), (b) and (c). The images were acquired inside a pore in the extrusion zone with an RD of 96%. Arrows indicate the direction of HA flow during extrusion.
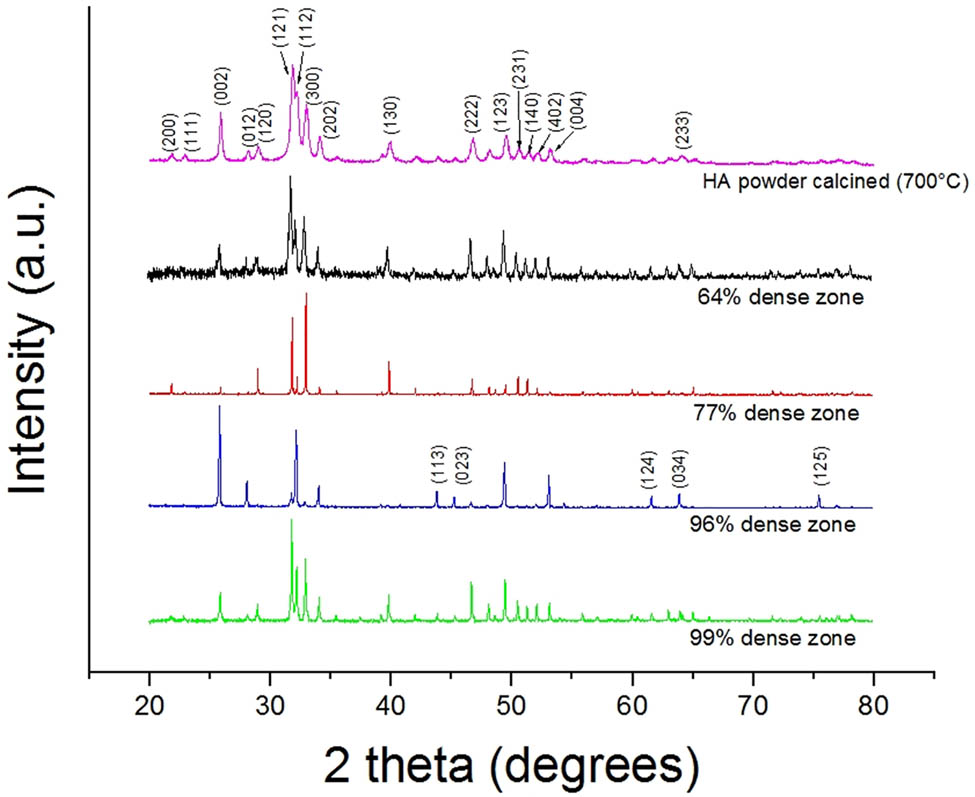
XRD patterns of different zones along the extruded HA monolith. The XRD pattern of the calcined HA powder is included as reference. Preferential crystal orientation is observed in the extruded zone.
3.3 Crystalline features of the extrudates
In general, the XRD patterns obtained from the different zones of the extrudate were indexed solely as HA with no signals of other phosphates, such as tricalcium phosphate or pyrophosphate (Figure 9). This is in agreement with the reported thermal stability data for stoichiometric HA, which in the range of temperature of the present study mostly presents dehydration to form oxyapatite (Ca10(PO4)6O) [29]. However, clear differences in crystal orientation were observed between the zones with different densifications. Particularly, in the extruded part of the monolith, where the deformation is accumulated, the planes (120) and (300) at the 77% of RD zone and the planes (002) and (004) at the 96% of RD zone exhibited a significant increase in their intensity, respectively. This suggests a preferential orientation of the crystalline lattice in the a- and b-axis in the former, and along the c-axis in the latter case [34]. In contrast, both the head and the tip of the extrudate presented a typical XRD pattern of HA without any clear evidence of preferential crystalline orientation. Therefore, instead of associating the crystal orientation with differences in the local sintering temperature, the orientation was related to the alignment of the material when passing through the reduction of the extrusion die. This matches the fact that both the head and the tip of the extrudates did not undergo enough deformation to induce some crystalline orientation. High perpendicular alignment of the c-axis of the HA crystalline lattice concerning the direction of the uniaxial mechanical compaction pressure was observed in transparent HA specimens sintered without extrusion by PECS [16]; nonetheless, the sintering temperature and pressure were higher than in the current conditions.
There was a moderated grain growth in the extruded HA monolith as evidenced by the size of the crystalline domains. The larger crystalline domains (size of 270 nm) were observed at the head of the extrudate (the SPS zone [24]) as a result of higher local temperature, whereas the smaller domains (size of 108 nm) were observed at the tip. Therefore, the extruded HA retained a refined microstructure similar to conventional SPS processing [8], with the advantage that SPE enables the production of significantly larger monoliths. Although the present results are a proof of concept of the feasibility of HA mechanical processing by SPE, the results have not been thoroughly optimized and further improvement and control of the process are needed. This includes numerical simulation of the process to correlate the electric and stress fields with the temperature distribution and densification of the material during the extrusion flow. Furthermore, to fabricate, for example, intramedullary locking nails or screws, HA should have to a develop certain degree of plastic deformation to increase the mechanical strength. Strain hardening was observed during the tension test of HA and was argued to be caused by grain growth [8]. Preventing residual porosity that can compromise the strength of load-bearing implants is also an open task. Nevertheless, the development of open porosity, or even materials with gradient porosity, can be highly valuable to fabricate implants with tuned osteoconductivity and degradation rate. Further work concerning the effects of HA crystal orientation on bioactivity and resorption is yet to be conducted.
3.4 Hardness profile of the extrudates
The Vickers microhardness profile (Figure 10) was performed as a first approach to study the mechanical properties of the HA extrudates. This test was selected due to the heterogeneity in the density of the monoliths, the nanometric grain size, and also due to the restrictions on the sample size. Currently, the preparation of larger and homogeneous extrudates that allow the determination of bulk mechanical properties and fabrication of useful medical implants are sought. The hardness values range from 6.7 GPa at the head with 99% of RD to 0.5 GPa at the tip which only developed sintering adhesions at the contact points between the particles. The hardness of the densest zone is within the range reported for HA sintered by SPS [19] and conventionally sintered up to an RD of 92.5% [37]. The hardness profile demonstrates the differences in densification of the material, preventing the discernment of an effect of the crystal orientation. Furthermore, the four zones previously described developed different local densification, since the hardness did not present a plateau in any of them. Therefore, the densities in Figure 6 correspond to the average density of the respective zone.
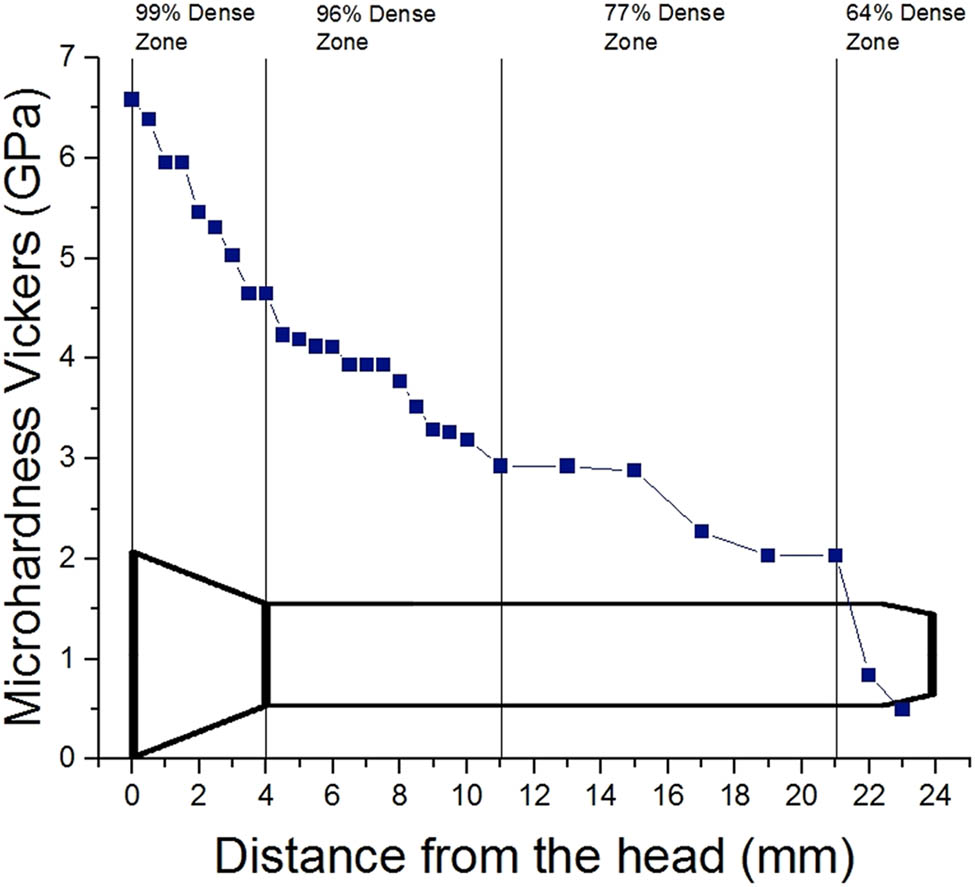
Vickers microhardness profile along the longitudinal section of the HA extrudate.
Figure 11a shows a typical hardness indentation in the 99% RD zone disclosing radial cracks running out from the four corners of the footprint impression and delamination. The cracks present slight deflected profile, few branches, and have a length greater than 25 µm as a signal of quasi-brittle fracture mode. Meanwhile, Figure 11b shows an indentation in the 77% RD zone. In this case, the footprint impression has edge cracks with no visible radial cracking, presumably due to the presence of the higher amount of large pores that arrest the crack propagation.
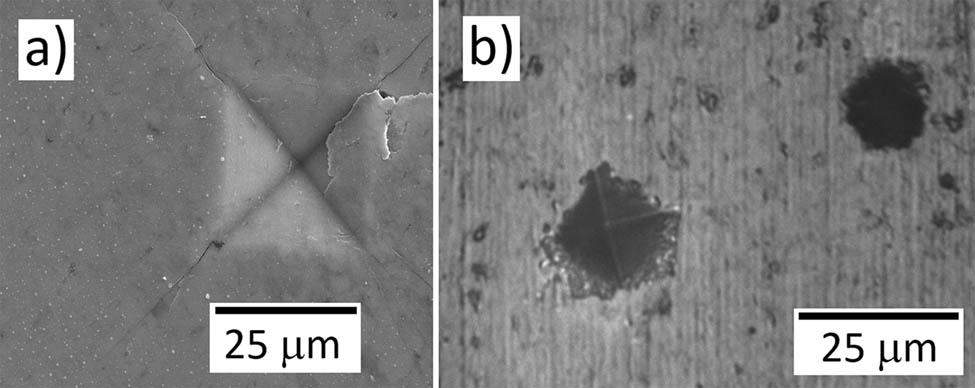
Representative images of residual hardness impressions on the cross-section of the HA extrudate (a) at the head zone (RD of 99%) and (b) at the extruded zone with RD of 77%.
3.5 HA extrusion mechanism
From the results obtained in this work and considering the information reported for the SPE of metallic materials [24], a possible extrusion mechanism for the HA powder is presented herein. The ceramic powder did not undergo plastic deformation at low temperature, consequently, the particles are just aggregated with minor reorganization producing a poorly packaged green body. During SPE the compacted powder experiences shear stresses as a result of the mechanical pressure. With the assistance of high temperature and the electric field, the powder yields throughout the sliding and rotation of the particles and possibly due to GBS as observed in other nanocrystalline oxides [36]. The temperature, the high specific surface area of the powder, and the compaction force activate the powder densification in parallel to the extrusion [35]. The flow of the powder aligns the particles in a preferential direction, which led to an oriented crystal growth during sintering [16], as evidenced by the change of the relative intensities of the diffraction peaks concerning to the XRD pattern of the SPS zone. The plastic deformation of the material by GBS [8] and the material densification assisted by deformation enable extrusion to continue up to the point where no more material is available.
4 Conclusion
HA SPE was carried out for the first time. The dehydration and smooth surface of the HA powder were identified as paramount factors to enable the extrusion without the addition of any lubricant or binder. The extrusion started at a temperature considerably below the temperature that HA shows superplastic behavior. The length of the extrusion is currently limited by the size of the extrusion chamber. The extruded HA preserved the stoichiometry and nanometric grain size, exhibiting microstructural alignment in the direction of extrusion. The hardness profile developed in the extrudate is a consequence of the degree of densification achieved locally, rather than the influence of the grain size or the strain induced in the HA. SPE is foreseen as a new alternative processing approach useful for the fabrication of elongated HA implants.
Acknowledgments
The authors thank Ricardo Escalona González and Mariana Alvarez Torres (CIITEC), Adriana Tejeda, and Carlos Flores (UNAM) for technical assistance.
-
Funding information: This work was supported by Secretaría de Investigación y Posgrado SIP-IPN through the projects 20211338, 20220438 and 20220898, by Comisión de Operación y Fomento de Actividades Académicas COFAA-IPN, and the Czech Science Foundation through the project 19-22662S. S.D.T. thanks SNI-Conacyt. M.C.P.B. thanks DGAPA-UNAM project IG100114.
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors state no conflict of interest.
References
[1] Park J, Lakes R. Biomaterials an introduction. 3rd edn. New York: Springer; 2007.Search in Google Scholar
[2] Dorozhkin SV. Bioceramics of calcium orthophosphates. Biomaterials. 2010;31(7):1465–85.10.1201/b12312-5Search in Google Scholar
[3] Gshalaev VS, Demirchan AC. Hydroxyapatite, synthesis, properties and applications. New York: Nova Biomedical; 2012.Search in Google Scholar
[4] Vallet-Regí M, González-Calbet JM. Calcium phosphates as substitution of bone tissues. Chemistry. 2004;32(1–2):1–31.10.1016/j.progsolidstchem.2004.07.001Search in Google Scholar
[5] Kumta PN. Ceramic biomaterials. In: Guelcher SA, Hollinger J, editors. An introduction to biomaterials. Boca Raton: CRC Taylor & Francis; 2006. p. 311–40.Search in Google Scholar
[6] Oshida, Y. Hydroxyapatite, synthesis and applications. New York: Momentum Press, New York; 2015.Search in Google Scholar
[7] Jarcho M, Bolen CH, Thomas MB, Bobick J, Kay JF, Doremus RH. Hydroxyapatite synthesis and characterization in dense polycrystalline form. J Mater Sci. 1976;11:2027–35.10.1007/PL00020328Search in Google Scholar
[8] Yoshida H, Kim BN, Son HW, Han YH, Kim S. Superplastic deformation of transparent hydroxyapatite. Scr Mater. 2013;69(2):155–8.10.1016/j.scriptamat.2013.02.044Search in Google Scholar
[9] Wakai F, Sakaguchi S, Matsuno Y. Superplasticity of yttria-stabilized tetragonal ZrO2 polycrystals. Adv Ceram Matter. 1986;1:259–63.10.1111/j.1551-2916.1986.tb00026.xSearch in Google Scholar
[10] Wakai F, Kodama Y, Sakaguchi S, Nonami T. Superplasticity of hot isostatically pressed hydroxyapatite. J Am Ceram Soc. 1990;73(2):457–60.10.1111/j.1151-2916.1990.tb06537.xSearch in Google Scholar
[11] Tago K, Itatani K, Suzuki TS, Sakka Y, Koda S. Densification and superplasticity of hydroxyapatite ceramics. J Ceram Soc Jpn. 2005;113(1322):669–73.10.2109/jcersj.113.669Search in Google Scholar
[12] Itatani K, Tsuchiya K, Sakka Y, Davies IJ, Koda S. Superplastic deformation of hydroxyapatite ceramics with B2O3 or Na2O addition fabricated by pulse current pressure sintering. J Eur Ceram Soc. 2011;31(14):2641–8.10.1016/j.jeurceramsoc.2011.01.014Search in Google Scholar
[13] Yun J, Kim BN, Han YH, Son HW, Kim S, Yoshida H. Mechanism of superplastic deformed transparent hydroxyapatite. Adv Appl Ceram. 2015;114(3):175–7.10.1179/1743676114Y.0000000217Search in Google Scholar
[14] Nieh TG, Wadsworth J, Sherby OD. Superplasticity in ceramics and metals. Cambridge, New York: Cambridge University Press; 1997.10.1017/CBO9780511525230Search in Google Scholar
[15] Handle F. Extrusion in ceramics. New York: Springer; 2007.10.1007/978-3-540-27102-4Search in Google Scholar
[16] Watanabe Y, Ikoma T, Monkawa A, Suetsugu Y, Yamada H, Tanaka J, et al. Fabrication of transparent hydroxyapatite sintered body with high crystal orientation by pulse electric current sintering. J Am Ceram Soc. 2005;88(1):243–5.10.1111/j.1551-2916.2004.00041.xSearch in Google Scholar
[17] Eriksson M, Liu Y, Hu J, Gao L, Nygren M, Shen Z. Transparent hydroxyapatite ceramics with nanograin structure prepared by high pressure spark plasma sintering at the minimized sintering temperature. J Eur Ceram Soc. 2011;31(9):1533–40.10.1016/j.jeurceramsoc.2011.03.021Search in Google Scholar
[18] Munir Z, Ohyanagi M, Tokita M, Khor M, Hirai T, Tamburini UA. Pulse electric current synthesis and processing of materials. Ceramic Transaction Series. 2006. p. 194.10.1002/9780470082751Search in Google Scholar
[19] Gu YW, Loh NH, Khor KA, Tor SB, Cheang P. Spark plasma sintering of hydroxyapatite powders. Biomaterials. 2002;23(1):37–43.10.1016/S0142-9612(01)00076-XSearch in Google Scholar
[20] Li S, Izui H, Okano M. Densification, microstructure and behavior of hydroxyapatite ceramics sintered by using spark plasma sintering. J Eng Mater Tech ASME. 2008;130(3):50–7.10.1115/1.2931153Search in Google Scholar
[21] Nakahira A, Tamai M, Aritani H, Nakamura S, Yamashita K. Biocompatibility of dense hydroxyapatite prepared using an SPS process. J Biomed Mater Res. 2002;62(4):550–7.10.1002/jbm.10344Search in Google Scholar PubMed
[22] Nakahira A, Tamai M, Eguchi K, Nakamura S, Yamashita K. Preparation and evaluation of dense hydroxyapatite by PECS method. Key Eng Mat. 2003;15(240–242):551–4.10.4028/www.scientific.net/KEM.240-242.551Search in Google Scholar
[23] Ioku K, Kawagoe D, Toya H, Fujimori H, Goto S, Ishida K. OH-designed transparent apatite ceramics prepared by spark plasma sintering. Trans Mater Res Soc Jpn. 2002;27(2):447–9.Search in Google Scholar
[24] Morsi K, El-Desouky A, Johnson B, Mar A, Lanka S. Spark plasma extrusion (SPE): prospects and potential. Scr Mater. 2009;61(4):395–8.10.1016/j.scriptamat.2009.04.026Search in Google Scholar
[25] Morsi K, Esawi AMK, Lanka S, Sayed A, Taher M. Spark plasma extrusion SPE of ball-milled aluminum and carbon nanotube reinforced aluminum composite powders. Manufacturing. 2010;41(2):322–6.10.1016/j.compositesa.2009.09.028Search in Google Scholar
[26] Morsi K, Esawi AMK, Borah P, Lanka S, Sayed A, Taher M. Properties of single and dual matrix aluminum-carbon nanotube composites processed via spark plasma extrusion (SPE). Mat Sci Eng A. 2010;527(21–22):5686–90.10.1016/j.msea.2010.05.081Search in Google Scholar
[27] Infante Ortiz JM. Consolidación de partículas de cobre por extrusión y arco eléctrico, [MS dissertation]. Centro de Investigación e Innovación Tecnológica CIITEC-IPN. Mexico: Instituto Politécnico Nacional IPN; 2013.Search in Google Scholar
[28] Cullity B. Elements of x-ray diffraction. Massachusetts: Addison Wesley; 1956.Search in Google Scholar
[29] Elliott JC. Structure and chemistry of the apatites and other calcium orthophosphates. Amsterdam: Elsevier Science; 1994.Search in Google Scholar
[30] Michna S, Wu W, Lewis JA. Concentrated hydroxyapatite inks for direct-write assembly of 3-D periodic scaffolds. Biomaterials. 2005;26(28):5632–9.10.1016/j.biomaterials.2005.02.040Search in Google Scholar
[31] Ishikawa K. Effects of spherical tetracalcium phosphate on injectability and basic properties of apatitic cement. Key Eng Mat. 2003;(240–242):369–72.10.4028/www.scientific.net/KEM.240-242.369Search in Google Scholar
[32] Best S, Bonfield W. Processing behaviour of hydroxyapatite powders with contrasting morphology. J Mater Sci Mat Med. 1994;5:516–21.10.1007/BF00124883Search in Google Scholar
[33] Eichert D, Drouet C, Sfihia H, Rey C, Combes C. Nanocrystalline apatite-based biomaterials: synthesis, processing and characterization. In: Kendall JB, editor. Biomaterials research advances. USA: Nova Science Publishers Inc; 2007. p. 93–143.Search in Google Scholar
[34] Gandhi AA, Gunning RD, Ryan KM, Tofail SAM. The role of texturing and densification on optical transmittance of hydroxyapatite ceramics. J Am Ceram Soc. 2010;93(11):3773–7.10.1111/j.1551-2916.2010.03925.xSearch in Google Scholar
[35] German RM. Powder metallurgy and particulate materials processing: the processes, materials, products, properties and applications. Princeton: Metal powder industries federation; 2005.Search in Google Scholar
[36] Conrad H. Thermally activated plastic flow of metals and ceramics with an electric field or current. Mater Sci Eng A Struct Mater. 2002;322(1–2):100–7.10.1016/S0921-5093(01)01122-4Search in Google Scholar
[37] Denissen HW, de Groot K, Driessen AA, Wolke JGC, Peelen JGJ, van Dijk HJA, et al. Hydroxyapatite implants: preparation, properties and use in alveolar ridge preservation. Sci Ceram. 1980;10:63.Search in Google Scholar
© 2022 Sebastián Díaz-de-la-Torre et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- Theoretical and experimental investigation of MWCNT dispersion effect on the elastic modulus of flexible PDMS/MWCNT nanocomposites
- Mechanical, morphological, and fracture-deformation behavior of MWCNTs-reinforced (Al–Cu–Mg–T351) alloy cast nanocomposites fabricated by optimized mechanical milling and powder metallurgy techniques
- Flammability and physical stability of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch/poly(lactic acid) blend bionanocomposites
- Glutathione-loaded non-ionic surfactant niosomes: A new approach to improve oral bioavailability and hepatoprotective efficacy of glutathione
- Relationship between mechano-bactericidal activity and nanoblades density on chemically strengthened glass
- In situ regulation of microstructure and microwave-absorbing properties of FeSiAl through HNO3 oxidation
- Research on a mechanical model of magnetorheological fluid different diameter particles
- Nanomechanical and dynamic mechanical properties of rubber–wood–plastic composites
- Investigative properties of CeO2 doped with niobium: A combined characterization and DFT studies
- Miniaturized peptidomimetics and nano-vesiculation in endothelin types through probable nano-disk formation and structure property relationships of endothelins’ fragments
- N/S co-doped CoSe/C nanocubes as anode materials for Li-ion batteries
- Synergistic effects of halloysite nanotubes with metal and phosphorus additives on the optimal design of eco-friendly sandwich panels with maximum flame resistance and minimum weight
- Octreotide-conjugated silver nanoparticles for active targeting of somatostatin receptors and their application in a nebulized rat model
- Controllable morphology of Bi2S3 nanostructures formed via hydrothermal vulcanization of Bi2O3 thin-film layer and their photoelectrocatalytic performances
- Development of (−)-epigallocatechin-3-gallate-loaded folate receptor-targeted nanoparticles for prostate cancer treatment
- Enhancement of the mechanical properties of HDPE mineral nanocomposites by filler particles modulation of the matrix plastic/elastic behavior
- Effect of plasticizers on the properties of sugar palm nanocellulose/cinnamon essential oil reinforced starch bionanocomposite films
- Optimization of nano coating to reduce the thermal deformation of ball screws
- Preparation of efficient piezoelectric PVDF–HFP/Ni composite films by high electric field poling
- MHD dissipative Casson nanofluid liquid film flow due to an unsteady stretching sheet with radiation influence and slip velocity phenomenon
- Effects of nano-SiO2 modification on rubberised mortar and concrete with recycled coarse aggregates
- Mechanical and microscopic properties of fiber-reinforced coal gangue-based geopolymer concrete
- Effect of morphology and size on the thermodynamic stability of cerium oxide nanoparticles: Experiment and molecular dynamics calculation
- Mechanical performance of a CFRP composite reinforced via gelatin-CNTs: A study on fiber interfacial enhancement and matrix enhancement
- A practical review over surface modification, nanopatterns, emerging materials, drug delivery systems, and their biophysiochemical properties for dental implants: Recent progresses and advances
- HTR: An ultra-high speed algorithm for cage recognition of clathrate hydrates
- Effects of microalloying elements added by in situ synthesis on the microstructure of WCu composites
- A highly sensitive nanobiosensor based on aptamer-conjugated graphene-decorated rhodium nanoparticles for detection of HER2-positive circulating tumor cells
- Progressive collapse performance of shear strengthened RC frames by nano CFRP
- Core–shell heterostructured composites of carbon nanotubes and imine-linked hyperbranched polymers as metal-free Li-ion anodes
- A Galerkin strategy for tri-hybridized mixture in ethylene glycol comprising variable diffusion and thermal conductivity using non-Fourier’s theory
- Simple models for tensile modulus of shape memory polymer nanocomposites at ambient temperature
- Preparation and morphological studies of tin sulfide nanoparticles and use as efficient photocatalysts for the degradation of rhodamine B and phenol
- Polyethyleneimine-impregnated activated carbon nanofiber composited graphene-derived rice husk char for efficient post-combustion CO2 capture
- Electrospun nanofibers of Co3O4 nanocrystals encapsulated in cyclized-polyacrylonitrile for lithium storage
- Pitting corrosion induced on high-strength high carbon steel wire in high alkaline deaerated chloride electrolyte
- Formulation of polymeric nanoparticles loaded sorafenib; evaluation of cytotoxicity, molecular evaluation, and gene expression studies in lung and breast cancer cell lines
- Engineered nanocomposites in asphalt binders
- Influence of loading voltage, domain ratio, and additional load on the actuation of dielectric elastomer
- Thermally induced hex-graphene transitions in 2D carbon crystals
- The surface modification effect on the interfacial properties of glass fiber-reinforced epoxy: A molecular dynamics study
- Molecular dynamics study of deformation mechanism of interfacial microzone of Cu/Al2Cu/Al composites under tension
- Nanocolloid simulators of luminescent solar concentrator photovoltaic windows
- Compressive strength and anti-chloride ion penetration assessment of geopolymer mortar merging PVA fiber and nano-SiO2 using RBF–BP composite neural network
- Effect of 3-mercapto-1-propane sulfonate sulfonic acid and polyvinylpyrrolidone on the growth of cobalt pillar by electrodeposition
- Dynamics of convective slippery constraints on hybrid radiative Sutterby nanofluid flow by Galerkin finite element simulation
- Preparation of vanadium by the magnesiothermic self-propagating reduction and process control
- Microstructure-dependent photoelectrocatalytic activity of heterogeneous ZnO–ZnS nanosheets
- Cytotoxic and pro-inflammatory effects of molybdenum and tungsten disulphide on human bronchial cells
- Improving recycled aggregate concrete by compression casting and nano-silica
- Chemically reactive Maxwell nanoliquid flow by a stretching surface in the frames of Newtonian heating, nonlinear convection and radiative flux: Nanopolymer flow processing simulation
- Nonlinear dynamic and crack behaviors of carbon nanotubes-reinforced composites with various geometries
- Biosynthesis of copper oxide nanoparticles and its therapeutic efficacy against colon cancer
- Synthesis and characterization of smart stimuli-responsive herbal drug-encapsulated nanoniosome particles for efficient treatment of breast cancer
- Homotopic simulation for heat transport phenomenon of the Burgers nanofluids flow over a stretching cylinder with thermal convective and zero mass flux conditions
- Incorporation of copper and strontium ions in TiO2 nanotubes via dopamine to enhance hemocompatibility and cytocompatibility
- Mechanical, thermal, and barrier properties of starch films incorporated with chitosan nanoparticles
- Mechanical properties and microstructure of nano-strengthened recycled aggregate concrete
- Glucose-responsive nanogels efficiently maintain the stability and activity of therapeutic enzymes
- Tunning matrix rheology and mechanical performance of ultra-high performance concrete using cellulose nanofibers
- Flexible MXene/copper/cellulose nanofiber heat spreader films with enhanced thermal conductivity
- Promoted charge separation and specific surface area via interlacing of N-doped titanium dioxide nanotubes on carbon nitride nanosheets for photocatalytic degradation of Rhodamine B
- Elucidating the role of silicon dioxide and titanium dioxide nanoparticles in mitigating the disease of the eggplant caused by Phomopsis vexans, Ralstonia solanacearum, and root-knot nematode Meloidogyne incognita
- An implication of magnetic dipole in Carreau Yasuda liquid influenced by engine oil using ternary hybrid nanomaterial
- Robust synthesis of a composite phase of copper vanadium oxide with enhanced performance for durable aqueous Zn-ion batteries
- Tunning self-assembled phases of bovine serum albumin via hydrothermal process to synthesize novel functional hydrogel for skin protection against UVB
- A comparative experimental study on damping properties of epoxy nanocomposite beams reinforced with carbon nanotubes and graphene nanoplatelets
- Lightweight and hydrophobic Ni/GO/PVA composite aerogels for ultrahigh performance electromagnetic interference shielding
- Research on the auxetic behavior and mechanical properties of periodically rotating graphene nanostructures
- Repairing performances of novel cement mortar modified with graphene oxide and polyacrylate polymer
- Closed-loop recycling and fabrication of hydrophilic CNT films with high performance
- Design of thin-film configuration of SnO2–Ag2O composites for NO2 gas-sensing applications
- Study on stress distribution of SiC/Al composites based on microstructure models with microns and nanoparticles
- PVDF green nanofibers as potential carriers for improving self-healing and mechanical properties of carbon fiber/epoxy prepregs
- Osteogenesis capability of three-dimensionally printed poly(lactic acid)-halloysite nanotube scaffolds containing strontium ranelate
- Silver nanoparticles induce mitochondria-dependent apoptosis and late non-canonical autophagy in HT-29 colon cancer cells
- Preparation and bonding mechanisms of polymer/metal hybrid composite by nano molding technology
- Damage self-sensing and strain monitoring of glass-reinforced epoxy composite impregnated with graphene nanoplatelet and multiwalled carbon nanotubes
- Thermal analysis characterisation of solar-powered ship using Oldroyd hybrid nanofluids in parabolic trough solar collector: An optimal thermal application
- Pyrene-functionalized halloysite nanotubes for simultaneously detecting and separating Hg(ii) in aqueous media: A comprehensive comparison on interparticle and intraparticle excimers
- Fabrication of self-assembly CNT flexible film and its piezoresistive sensing behaviors
- Thermal valuation and entropy inspection of second-grade nanoscale fluid flow over a stretching surface by applying Koo–Kleinstreuer–Li relation
- Mechanical properties and microstructure of nano-SiO2 and basalt-fiber-reinforced recycled aggregate concrete
- Characterization and tribology performance of polyaniline-coated nanodiamond lubricant additives
- Combined impact of Marangoni convection and thermophoretic particle deposition on chemically reactive transport of nanofluid flow over a stretching surface
- Spark plasma extrusion of binder free hydroxyapatite powder
- An investigation on thermo-mechanical performance of graphene-oxide-reinforced shape memory polymer
- Effect of nanoadditives on the novel leather fiber/recycled poly(ethylene-vinyl-acetate) polymer composites for multifunctional applications: Fabrication, characterizations, and multiobjective optimization using central composite design
- Design selection for a hemispherical dimple core sandwich panel using hybrid multi-criteria decision-making methods
- Improving tensile strength and impact toughness of plasticized poly(lactic acid) biocomposites by incorporating nanofibrillated cellulose
- Green synthesis of spinel copper ferrite (CuFe2O4) nanoparticles and their toxicity
- The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging
- Excited-state geometry relaxation of pyrene-modified cellulose nanocrystals under UV-light excitation for detecting Fe3+
- Effect of CNTs and MEA on the creep of face-slab concrete at an early age
- Effect of deformation conditions on compression phase transformation of AZ31
- Application of MXene as a new generation of highly conductive coating materials for electromembrane-surrounded solid-phase microextraction
- A comparative study of the elasto-plastic properties for ceramic nanocomposites filled by graphene or graphene oxide nanoplates
- Encapsulation strategies for improving the biological behavior of CdS@ZIF-8 nanocomposites
- Biosynthesis of ZnO NPs from pumpkin seeds’ extract and elucidation of its anticancer potential against breast cancer
- Preliminary trials of the gold nanoparticles conjugated chrysin: An assessment of anti-oxidant, anti-microbial, and in vitro cytotoxic activities of a nanoformulated flavonoid
- Effect of micron-scale pores increased by nano-SiO2 sol modification on the strength of cement mortar
- Fractional simulations for thermal flow of hybrid nanofluid with aluminum oxide and titanium oxide nanoparticles with water and blood base fluids
- The effect of graphene nano-powder on the viscosity of water: An experimental study and artificial neural network modeling
- Development of a novel heat- and shear-resistant nano-silica gelling agent
- Characterization, biocompatibility and in vivo of nominal MnO2-containing wollastonite glass-ceramic
- Entropy production simulation of second-grade magnetic nanomaterials flowing across an expanding surface with viscidness dissipative flux
- Enhancement in structural, morphological, and optical properties of copper oxide for optoelectronic device applications
- Aptamer-functionalized chitosan-coated gold nanoparticle complex as a suitable targeted drug carrier for improved breast cancer treatment
- Performance and overall evaluation of nano-alumina-modified asphalt mixture
- Analysis of pure nanofluid (GO/engine oil) and hybrid nanofluid (GO–Fe3O4/engine oil): Novel thermal and magnetic features
- Synthesis of Ag@AgCl modified anatase/rutile/brookite mixed phase TiO2 and their photocatalytic property
- Mechanisms and influential variables on the abrasion resistance hydraulic concrete
- Synergistic reinforcement mechanism of basalt fiber/cellulose nanocrystals/polypropylene composites
- Achieving excellent oxidation resistance and mechanical properties of TiB2–B4C/carbon aerogel composites by quick-gelation and mechanical mixing
- Microwave-assisted sol–gel template-free synthesis and characterization of silica nanoparticles obtained from South African coal fly ash
- Pulsed laser-assisted synthesis of nano nickel(ii) oxide-anchored graphitic carbon nitride: Characterizations and their potential antibacterial/anti-biofilm applications
- Effects of nano-ZrSi2 on thermal stability of phenolic resin and thermal reusability of quartz–phenolic composites
- Benzaldehyde derivatives on tin electroplating as corrosion resistance for fabricating copper circuit
- Mechanical and heat transfer properties of 4D-printed shape memory graphene oxide/epoxy acrylate composites
- Coupling the vanadium-induced amorphous/crystalline NiFe2O4 with phosphide heterojunction toward active oxygen evolution reaction catalysts
- Graphene-oxide-reinforced cement composites mechanical and microstructural characteristics at elevated temperatures
- Gray correlation analysis of factors influencing compressive strength and durability of nano-SiO2 and PVA fiber reinforced geopolymer mortar
- Preparation of layered gradient Cu–Cr–Ti alloy with excellent mechanical properties, thermal stability, and electrical conductivity
- Recovery of Cr from chrome-containing leather wastes to develop aluminum-based composite material along with Al2O3 ceramic particles: An ingenious approach
- Mechanisms of the improved stiffness of flexible polymers under impact loading
- Anticancer potential of gold nanoparticles (AuNPs) using a battery of in vitro tests
- Review Articles
- Proposed approaches for coronaviruses elimination from wastewater: Membrane techniques and nanotechnology solutions
- Application of Pickering emulsion in oil drilling and production
- The contribution of microfluidics to the fight against tuberculosis
- Graphene-based biosensors for disease theranostics: Development, applications, and recent advancements
- Synthesis and encapsulation of iron oxide nanorods for application in magnetic hyperthermia and photothermal therapy
- Contemporary nano-architectured drugs and leads for ανβ3 integrin-based chemotherapy: Rationale and retrospect
- State-of-the-art review of fabrication, application, and mechanical properties of functionally graded porous nanocomposite materials
- Insights on magnetic spinel ferrites for targeted drug delivery and hyperthermia applications
- A review on heterogeneous oxidation of acetaminophen based on micro and nanoparticles catalyzed by different activators
- Early diagnosis of lung cancer using magnetic nanoparticles-integrated systems
- Advances in ZnO: Manipulation of defects for enhancing their technological potentials
- Efficacious nanomedicine track toward combating COVID-19
- A review of the design, processes, and properties of Mg-based composites
- Green synthesis of nanoparticles for varied applications: Green renewable resources and energy-efficient synthetic routes
- Two-dimensional nanomaterial-based polymer composites: Fundamentals and applications
- Recent progress and challenges in plasmonic nanomaterials
- Apoptotic cell-derived micro/nanosized extracellular vesicles in tissue regeneration
- Electronic noses based on metal oxide nanowires: A review
- Framework materials for supercapacitors
- An overview on the reproductive toxicity of graphene derivatives: Highlighting the importance
- Antibacterial nanomaterials: Upcoming hope to overcome antibiotic resistance crisis
- Research progress of carbon materials in the field of three-dimensional printing polymer nanocomposites
- A review of atomic layer deposition modelling and simulation methodologies: Density functional theory and molecular dynamics
- Recent advances in the preparation of PVDF-based piezoelectric materials
- Recent developments in tensile properties of friction welding of carbon fiber-reinforced composite: A review
- Comprehensive review of the properties of fly ash-based geopolymer with additive of nano-SiO2
- Perspectives in biopolymer/graphene-based composite application: Advances, challenges, and recommendations
- Graphene-based nanocomposite using new modeling molecular dynamic simulations for proposed neutralizing mechanism and real-time sensing of COVID-19
- Nanotechnology application on bamboo materials: A review
- Recent developments and future perspectives of biorenewable nanocomposites for advanced applications
- Nanostructured lipid carrier system: A compendium of their formulation development approaches, optimization strategies by quality by design, and recent applications in drug delivery
- 3D printing customized design of human bone tissue implant and its application
- Design, preparation, and functionalization of nanobiomaterials for enhanced efficacy in current and future biomedical applications
- A brief review of nanoparticles-doped PEDOT:PSS nanocomposite for OLED and OPV
- Nanotechnology interventions as a putative tool for the treatment of dental afflictions
- Recent advancements in metal–organic frameworks integrating quantum dots (QDs@MOF) and their potential applications
- A focused review of short electrospun nanofiber preparation techniques for composite reinforcement
- Microstructural characteristics and nano-modification of interfacial transition zone in concrete: A review
- Latest developments in the upconversion nanotechnology for the rapid detection of food safety: A review
- Strategic applications of nano-fertilizers for sustainable agriculture: Benefits and bottlenecks
- Molecular dynamics application of cocrystal energetic materials: A review
- Synthesis and application of nanometer hydroxyapatite in biomedicine
- Cutting-edge development in waste-recycled nanomaterials for energy storage and conversion applications
- Biological applications of ternary quantum dots: A review
- Nanotherapeutics for hydrogen sulfide-involved treatment: An emerging approach for cancer therapy
- Application of antibacterial nanoparticles in orthodontic materials
- Effect of natural-based biological hydrogels combined with growth factors on skin wound healing
- Nanozymes – A route to overcome microbial resistance: A viewpoint
- Recent developments and applications of smart nanoparticles in biomedicine
- Contemporary review on carbon nanotube (CNT) composites and their impact on multifarious applications
- Interfacial interactions and reinforcing mechanisms of cellulose and chitin nanomaterials and starch derivatives for cement and concrete strength and durability enhancement: A review
- Diamond-like carbon films for tribological modification of rubber
- Layered double hydroxides (LDHs) modified cement-based materials: A systematic review
- Recent research progress and advanced applications of silica/polymer nanocomposites
- Modeling of supramolecular biopolymers: Leading the in silico revolution of tissue engineering and nanomedicine
- Recent advances in perovskites-based optoelectronics
- Biogenic synthesis of palladium nanoparticles: New production methods and applications
- A comprehensive review of nanofluids with fractional derivatives: Modeling and application
- Electrospinning of marine polysaccharides: Processing and chemical aspects, challenges, and future prospects
- Electrohydrodynamic printing for demanding devices: A review of processing and applications
- Rapid Communications
- Structural material with designed thermal twist for a simple actuation
- Recent advances in photothermal materials for solar-driven crude oil adsorption
Articles in the same Issue
- Research Articles
- Theoretical and experimental investigation of MWCNT dispersion effect on the elastic modulus of flexible PDMS/MWCNT nanocomposites
- Mechanical, morphological, and fracture-deformation behavior of MWCNTs-reinforced (Al–Cu–Mg–T351) alloy cast nanocomposites fabricated by optimized mechanical milling and powder metallurgy techniques
- Flammability and physical stability of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch/poly(lactic acid) blend bionanocomposites
- Glutathione-loaded non-ionic surfactant niosomes: A new approach to improve oral bioavailability and hepatoprotective efficacy of glutathione
- Relationship between mechano-bactericidal activity and nanoblades density on chemically strengthened glass
- In situ regulation of microstructure and microwave-absorbing properties of FeSiAl through HNO3 oxidation
- Research on a mechanical model of magnetorheological fluid different diameter particles
- Nanomechanical and dynamic mechanical properties of rubber–wood–plastic composites
- Investigative properties of CeO2 doped with niobium: A combined characterization and DFT studies
- Miniaturized peptidomimetics and nano-vesiculation in endothelin types through probable nano-disk formation and structure property relationships of endothelins’ fragments
- N/S co-doped CoSe/C nanocubes as anode materials for Li-ion batteries
- Synergistic effects of halloysite nanotubes with metal and phosphorus additives on the optimal design of eco-friendly sandwich panels with maximum flame resistance and minimum weight
- Octreotide-conjugated silver nanoparticles for active targeting of somatostatin receptors and their application in a nebulized rat model
- Controllable morphology of Bi2S3 nanostructures formed via hydrothermal vulcanization of Bi2O3 thin-film layer and their photoelectrocatalytic performances
- Development of (−)-epigallocatechin-3-gallate-loaded folate receptor-targeted nanoparticles for prostate cancer treatment
- Enhancement of the mechanical properties of HDPE mineral nanocomposites by filler particles modulation of the matrix plastic/elastic behavior
- Effect of plasticizers on the properties of sugar palm nanocellulose/cinnamon essential oil reinforced starch bionanocomposite films
- Optimization of nano coating to reduce the thermal deformation of ball screws
- Preparation of efficient piezoelectric PVDF–HFP/Ni composite films by high electric field poling
- MHD dissipative Casson nanofluid liquid film flow due to an unsteady stretching sheet with radiation influence and slip velocity phenomenon
- Effects of nano-SiO2 modification on rubberised mortar and concrete with recycled coarse aggregates
- Mechanical and microscopic properties of fiber-reinforced coal gangue-based geopolymer concrete
- Effect of morphology and size on the thermodynamic stability of cerium oxide nanoparticles: Experiment and molecular dynamics calculation
- Mechanical performance of a CFRP composite reinforced via gelatin-CNTs: A study on fiber interfacial enhancement and matrix enhancement
- A practical review over surface modification, nanopatterns, emerging materials, drug delivery systems, and their biophysiochemical properties for dental implants: Recent progresses and advances
- HTR: An ultra-high speed algorithm for cage recognition of clathrate hydrates
- Effects of microalloying elements added by in situ synthesis on the microstructure of WCu composites
- A highly sensitive nanobiosensor based on aptamer-conjugated graphene-decorated rhodium nanoparticles for detection of HER2-positive circulating tumor cells
- Progressive collapse performance of shear strengthened RC frames by nano CFRP
- Core–shell heterostructured composites of carbon nanotubes and imine-linked hyperbranched polymers as metal-free Li-ion anodes
- A Galerkin strategy for tri-hybridized mixture in ethylene glycol comprising variable diffusion and thermal conductivity using non-Fourier’s theory
- Simple models for tensile modulus of shape memory polymer nanocomposites at ambient temperature
- Preparation and morphological studies of tin sulfide nanoparticles and use as efficient photocatalysts for the degradation of rhodamine B and phenol
- Polyethyleneimine-impregnated activated carbon nanofiber composited graphene-derived rice husk char for efficient post-combustion CO2 capture
- Electrospun nanofibers of Co3O4 nanocrystals encapsulated in cyclized-polyacrylonitrile for lithium storage
- Pitting corrosion induced on high-strength high carbon steel wire in high alkaline deaerated chloride electrolyte
- Formulation of polymeric nanoparticles loaded sorafenib; evaluation of cytotoxicity, molecular evaluation, and gene expression studies in lung and breast cancer cell lines
- Engineered nanocomposites in asphalt binders
- Influence of loading voltage, domain ratio, and additional load on the actuation of dielectric elastomer
- Thermally induced hex-graphene transitions in 2D carbon crystals
- The surface modification effect on the interfacial properties of glass fiber-reinforced epoxy: A molecular dynamics study
- Molecular dynamics study of deformation mechanism of interfacial microzone of Cu/Al2Cu/Al composites under tension
- Nanocolloid simulators of luminescent solar concentrator photovoltaic windows
- Compressive strength and anti-chloride ion penetration assessment of geopolymer mortar merging PVA fiber and nano-SiO2 using RBF–BP composite neural network
- Effect of 3-mercapto-1-propane sulfonate sulfonic acid and polyvinylpyrrolidone on the growth of cobalt pillar by electrodeposition
- Dynamics of convective slippery constraints on hybrid radiative Sutterby nanofluid flow by Galerkin finite element simulation
- Preparation of vanadium by the magnesiothermic self-propagating reduction and process control
- Microstructure-dependent photoelectrocatalytic activity of heterogeneous ZnO–ZnS nanosheets
- Cytotoxic and pro-inflammatory effects of molybdenum and tungsten disulphide on human bronchial cells
- Improving recycled aggregate concrete by compression casting and nano-silica
- Chemically reactive Maxwell nanoliquid flow by a stretching surface in the frames of Newtonian heating, nonlinear convection and radiative flux: Nanopolymer flow processing simulation
- Nonlinear dynamic and crack behaviors of carbon nanotubes-reinforced composites with various geometries
- Biosynthesis of copper oxide nanoparticles and its therapeutic efficacy against colon cancer
- Synthesis and characterization of smart stimuli-responsive herbal drug-encapsulated nanoniosome particles for efficient treatment of breast cancer
- Homotopic simulation for heat transport phenomenon of the Burgers nanofluids flow over a stretching cylinder with thermal convective and zero mass flux conditions
- Incorporation of copper and strontium ions in TiO2 nanotubes via dopamine to enhance hemocompatibility and cytocompatibility
- Mechanical, thermal, and barrier properties of starch films incorporated with chitosan nanoparticles
- Mechanical properties and microstructure of nano-strengthened recycled aggregate concrete
- Glucose-responsive nanogels efficiently maintain the stability and activity of therapeutic enzymes
- Tunning matrix rheology and mechanical performance of ultra-high performance concrete using cellulose nanofibers
- Flexible MXene/copper/cellulose nanofiber heat spreader films with enhanced thermal conductivity
- Promoted charge separation and specific surface area via interlacing of N-doped titanium dioxide nanotubes on carbon nitride nanosheets for photocatalytic degradation of Rhodamine B
- Elucidating the role of silicon dioxide and titanium dioxide nanoparticles in mitigating the disease of the eggplant caused by Phomopsis vexans, Ralstonia solanacearum, and root-knot nematode Meloidogyne incognita
- An implication of magnetic dipole in Carreau Yasuda liquid influenced by engine oil using ternary hybrid nanomaterial
- Robust synthesis of a composite phase of copper vanadium oxide with enhanced performance for durable aqueous Zn-ion batteries
- Tunning self-assembled phases of bovine serum albumin via hydrothermal process to synthesize novel functional hydrogel for skin protection against UVB
- A comparative experimental study on damping properties of epoxy nanocomposite beams reinforced with carbon nanotubes and graphene nanoplatelets
- Lightweight and hydrophobic Ni/GO/PVA composite aerogels for ultrahigh performance electromagnetic interference shielding
- Research on the auxetic behavior and mechanical properties of periodically rotating graphene nanostructures
- Repairing performances of novel cement mortar modified with graphene oxide and polyacrylate polymer
- Closed-loop recycling and fabrication of hydrophilic CNT films with high performance
- Design of thin-film configuration of SnO2–Ag2O composites for NO2 gas-sensing applications
- Study on stress distribution of SiC/Al composites based on microstructure models with microns and nanoparticles
- PVDF green nanofibers as potential carriers for improving self-healing and mechanical properties of carbon fiber/epoxy prepregs
- Osteogenesis capability of three-dimensionally printed poly(lactic acid)-halloysite nanotube scaffolds containing strontium ranelate
- Silver nanoparticles induce mitochondria-dependent apoptosis and late non-canonical autophagy in HT-29 colon cancer cells
- Preparation and bonding mechanisms of polymer/metal hybrid composite by nano molding technology
- Damage self-sensing and strain monitoring of glass-reinforced epoxy composite impregnated with graphene nanoplatelet and multiwalled carbon nanotubes
- Thermal analysis characterisation of solar-powered ship using Oldroyd hybrid nanofluids in parabolic trough solar collector: An optimal thermal application
- Pyrene-functionalized halloysite nanotubes for simultaneously detecting and separating Hg(ii) in aqueous media: A comprehensive comparison on interparticle and intraparticle excimers
- Fabrication of self-assembly CNT flexible film and its piezoresistive sensing behaviors
- Thermal valuation and entropy inspection of second-grade nanoscale fluid flow over a stretching surface by applying Koo–Kleinstreuer–Li relation
- Mechanical properties and microstructure of nano-SiO2 and basalt-fiber-reinforced recycled aggregate concrete
- Characterization and tribology performance of polyaniline-coated nanodiamond lubricant additives
- Combined impact of Marangoni convection and thermophoretic particle deposition on chemically reactive transport of nanofluid flow over a stretching surface
- Spark plasma extrusion of binder free hydroxyapatite powder
- An investigation on thermo-mechanical performance of graphene-oxide-reinforced shape memory polymer
- Effect of nanoadditives on the novel leather fiber/recycled poly(ethylene-vinyl-acetate) polymer composites for multifunctional applications: Fabrication, characterizations, and multiobjective optimization using central composite design
- Design selection for a hemispherical dimple core sandwich panel using hybrid multi-criteria decision-making methods
- Improving tensile strength and impact toughness of plasticized poly(lactic acid) biocomposites by incorporating nanofibrillated cellulose
- Green synthesis of spinel copper ferrite (CuFe2O4) nanoparticles and their toxicity
- The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging
- Excited-state geometry relaxation of pyrene-modified cellulose nanocrystals under UV-light excitation for detecting Fe3+
- Effect of CNTs and MEA on the creep of face-slab concrete at an early age
- Effect of deformation conditions on compression phase transformation of AZ31
- Application of MXene as a new generation of highly conductive coating materials for electromembrane-surrounded solid-phase microextraction
- A comparative study of the elasto-plastic properties for ceramic nanocomposites filled by graphene or graphene oxide nanoplates
- Encapsulation strategies for improving the biological behavior of CdS@ZIF-8 nanocomposites
- Biosynthesis of ZnO NPs from pumpkin seeds’ extract and elucidation of its anticancer potential against breast cancer
- Preliminary trials of the gold nanoparticles conjugated chrysin: An assessment of anti-oxidant, anti-microbial, and in vitro cytotoxic activities of a nanoformulated flavonoid
- Effect of micron-scale pores increased by nano-SiO2 sol modification on the strength of cement mortar
- Fractional simulations for thermal flow of hybrid nanofluid with aluminum oxide and titanium oxide nanoparticles with water and blood base fluids
- The effect of graphene nano-powder on the viscosity of water: An experimental study and artificial neural network modeling
- Development of a novel heat- and shear-resistant nano-silica gelling agent
- Characterization, biocompatibility and in vivo of nominal MnO2-containing wollastonite glass-ceramic
- Entropy production simulation of second-grade magnetic nanomaterials flowing across an expanding surface with viscidness dissipative flux
- Enhancement in structural, morphological, and optical properties of copper oxide for optoelectronic device applications
- Aptamer-functionalized chitosan-coated gold nanoparticle complex as a suitable targeted drug carrier for improved breast cancer treatment
- Performance and overall evaluation of nano-alumina-modified asphalt mixture
- Analysis of pure nanofluid (GO/engine oil) and hybrid nanofluid (GO–Fe3O4/engine oil): Novel thermal and magnetic features
- Synthesis of Ag@AgCl modified anatase/rutile/brookite mixed phase TiO2 and their photocatalytic property
- Mechanisms and influential variables on the abrasion resistance hydraulic concrete
- Synergistic reinforcement mechanism of basalt fiber/cellulose nanocrystals/polypropylene composites
- Achieving excellent oxidation resistance and mechanical properties of TiB2–B4C/carbon aerogel composites by quick-gelation and mechanical mixing
- Microwave-assisted sol–gel template-free synthesis and characterization of silica nanoparticles obtained from South African coal fly ash
- Pulsed laser-assisted synthesis of nano nickel(ii) oxide-anchored graphitic carbon nitride: Characterizations and their potential antibacterial/anti-biofilm applications
- Effects of nano-ZrSi2 on thermal stability of phenolic resin and thermal reusability of quartz–phenolic composites
- Benzaldehyde derivatives on tin electroplating as corrosion resistance for fabricating copper circuit
- Mechanical and heat transfer properties of 4D-printed shape memory graphene oxide/epoxy acrylate composites
- Coupling the vanadium-induced amorphous/crystalline NiFe2O4 with phosphide heterojunction toward active oxygen evolution reaction catalysts
- Graphene-oxide-reinforced cement composites mechanical and microstructural characteristics at elevated temperatures
- Gray correlation analysis of factors influencing compressive strength and durability of nano-SiO2 and PVA fiber reinforced geopolymer mortar
- Preparation of layered gradient Cu–Cr–Ti alloy with excellent mechanical properties, thermal stability, and electrical conductivity
- Recovery of Cr from chrome-containing leather wastes to develop aluminum-based composite material along with Al2O3 ceramic particles: An ingenious approach
- Mechanisms of the improved stiffness of flexible polymers under impact loading
- Anticancer potential of gold nanoparticles (AuNPs) using a battery of in vitro tests
- Review Articles
- Proposed approaches for coronaviruses elimination from wastewater: Membrane techniques and nanotechnology solutions
- Application of Pickering emulsion in oil drilling and production
- The contribution of microfluidics to the fight against tuberculosis
- Graphene-based biosensors for disease theranostics: Development, applications, and recent advancements
- Synthesis and encapsulation of iron oxide nanorods for application in magnetic hyperthermia and photothermal therapy
- Contemporary nano-architectured drugs and leads for ανβ3 integrin-based chemotherapy: Rationale and retrospect
- State-of-the-art review of fabrication, application, and mechanical properties of functionally graded porous nanocomposite materials
- Insights on magnetic spinel ferrites for targeted drug delivery and hyperthermia applications
- A review on heterogeneous oxidation of acetaminophen based on micro and nanoparticles catalyzed by different activators
- Early diagnosis of lung cancer using magnetic nanoparticles-integrated systems
- Advances in ZnO: Manipulation of defects for enhancing their technological potentials
- Efficacious nanomedicine track toward combating COVID-19
- A review of the design, processes, and properties of Mg-based composites
- Green synthesis of nanoparticles for varied applications: Green renewable resources and energy-efficient synthetic routes
- Two-dimensional nanomaterial-based polymer composites: Fundamentals and applications
- Recent progress and challenges in plasmonic nanomaterials
- Apoptotic cell-derived micro/nanosized extracellular vesicles in tissue regeneration
- Electronic noses based on metal oxide nanowires: A review
- Framework materials for supercapacitors
- An overview on the reproductive toxicity of graphene derivatives: Highlighting the importance
- Antibacterial nanomaterials: Upcoming hope to overcome antibiotic resistance crisis
- Research progress of carbon materials in the field of three-dimensional printing polymer nanocomposites
- A review of atomic layer deposition modelling and simulation methodologies: Density functional theory and molecular dynamics
- Recent advances in the preparation of PVDF-based piezoelectric materials
- Recent developments in tensile properties of friction welding of carbon fiber-reinforced composite: A review
- Comprehensive review of the properties of fly ash-based geopolymer with additive of nano-SiO2
- Perspectives in biopolymer/graphene-based composite application: Advances, challenges, and recommendations
- Graphene-based nanocomposite using new modeling molecular dynamic simulations for proposed neutralizing mechanism and real-time sensing of COVID-19
- Nanotechnology application on bamboo materials: A review
- Recent developments and future perspectives of biorenewable nanocomposites for advanced applications
- Nanostructured lipid carrier system: A compendium of their formulation development approaches, optimization strategies by quality by design, and recent applications in drug delivery
- 3D printing customized design of human bone tissue implant and its application
- Design, preparation, and functionalization of nanobiomaterials for enhanced efficacy in current and future biomedical applications
- A brief review of nanoparticles-doped PEDOT:PSS nanocomposite for OLED and OPV
- Nanotechnology interventions as a putative tool for the treatment of dental afflictions
- Recent advancements in metal–organic frameworks integrating quantum dots (QDs@MOF) and their potential applications
- A focused review of short electrospun nanofiber preparation techniques for composite reinforcement
- Microstructural characteristics and nano-modification of interfacial transition zone in concrete: A review
- Latest developments in the upconversion nanotechnology for the rapid detection of food safety: A review
- Strategic applications of nano-fertilizers for sustainable agriculture: Benefits and bottlenecks
- Molecular dynamics application of cocrystal energetic materials: A review
- Synthesis and application of nanometer hydroxyapatite in biomedicine
- Cutting-edge development in waste-recycled nanomaterials for energy storage and conversion applications
- Biological applications of ternary quantum dots: A review
- Nanotherapeutics for hydrogen sulfide-involved treatment: An emerging approach for cancer therapy
- Application of antibacterial nanoparticles in orthodontic materials
- Effect of natural-based biological hydrogels combined with growth factors on skin wound healing
- Nanozymes – A route to overcome microbial resistance: A viewpoint
- Recent developments and applications of smart nanoparticles in biomedicine
- Contemporary review on carbon nanotube (CNT) composites and their impact on multifarious applications
- Interfacial interactions and reinforcing mechanisms of cellulose and chitin nanomaterials and starch derivatives for cement and concrete strength and durability enhancement: A review
- Diamond-like carbon films for tribological modification of rubber
- Layered double hydroxides (LDHs) modified cement-based materials: A systematic review
- Recent research progress and advanced applications of silica/polymer nanocomposites
- Modeling of supramolecular biopolymers: Leading the in silico revolution of tissue engineering and nanomedicine
- Recent advances in perovskites-based optoelectronics
- Biogenic synthesis of palladium nanoparticles: New production methods and applications
- A comprehensive review of nanofluids with fractional derivatives: Modeling and application
- Electrospinning of marine polysaccharides: Processing and chemical aspects, challenges, and future prospects
- Electrohydrodynamic printing for demanding devices: A review of processing and applications
- Rapid Communications
- Structural material with designed thermal twist for a simple actuation
- Recent advances in photothermal materials for solar-driven crude oil adsorption