Laser cutting tobacco slice experiment: Effects of cutting power and cutting speed
-
Pengfei Li
 ,
Bin Xiong
,
Bin Xiong

Abstract
Due to their low melting point, low strength, uneven thickness, and sugar and moisture content, tobacco slices are very sensitive to the requirements of cutting parameters. In this article, the CO2 laser is used to study the specific process parameters in the cutting process of tobacco slices with a moisture content of 13%. The cutting powers and cutting speeds are varied to investigate the effects on the cutting quality of tobacco slices. The result reveals that the lower the cutting speed, the more conducive to the cutting of tobacco slices. And cutting speeds less than 2.5 m/s are preferable to the cutting of tobacco slices. But lower cutting speed means lower cutting efficiency. Meanwhile, the larger the cutting power, the more conducive to the cutting of tobacco slices. However, larger cutting power means larger energy consumption and higher requirements for the laser. Therefore, there is a compromise between cutting speed and cutting power. The preferable cutting power and speed parameters are summarized. The results obtained provide practical guidance for cutting high-quality tobacco slices.
1 Introduction
Laser is a kind of light amplified by stimulated emission of radiation, which is another major invention of mankind since the twentieth century, following nuclear energy, computers, and semiconductors [1,2]. The laser is compared to the fastest knife, the most accurate ruler, and the brightest light. Thus, laser processing technology has been widely used in cutting [3,4,5], welding [6,7,8], surface treatment [9,10,11], marking [12,13,14], and precision machining [15,16,17], especially in cutting.
Laser cutting is a technology that uses a focused high-power-density laser beam to irradiate the workpiece to quickly melt, vaporize, ablate, or reach the ignition point of the irradiated material. At the same time, the molten material is blown away by the high-speed airflow coaxial with the beam to realize the cutting of the workpiece [18]. With the small laser spot, high energy density, and fast cutting speed, laser cutting can obtain better cutting quality. Thus, laser cutting is widely used for cutting different kinds of materials [19,20,21]. The three-dimensionally printed acrylonitrile butadiene styrene plates were cut by laser for dimensional and surface roughness optimization [21]. Laser precision cutting of polydimethylsiloxane (PDMS) films was investigated by Wu et al. [22]. The mechanism of ultraviolet (UV) nanosecond laser precision cutting of PDMS films with laser ablation as the core was explored based on an analysis of by-product components. In addition, Vasileska et al. [23] researched the in-line monitoring of focus shift by kerf width detection with coaxial thermal imaging during laser cutting. An algorithm was proposed to monitor the kerf width and yield the estimated focus position in real-time during the cutting process. And the product quality in pulsed laser cutting of silicon steel sheet was predicted using vibration signals and a deep neural network [24]. It can be seen that laser processing and its related technologies are widely used in various fields. Among them, tobacco slice is a kind of slice, and its cutting method is also changed from traditional hob cutting to laser cutting [25,26]. However, there are few studies on the specific process parameters in the laser cutting process of tobacco slices. Tobacco slices have low melting point, low strength, uneven thickness, and contain sugar and moisture, so they are more sensitive to the requirements of cutting parameters. Thus, it is necessary to study the cutting parameters of tobacco slices.
In this article, we use a CO2 laser to study the cutting of tobacco slices. The cutting power and cutting speed are varied to investigate the influence on the cutting quality of tobacco. In addition, the cross-sectional morphology of tobacco slice is analyzed. Furthermore, the optimal conditions for laser cutting of tobacco slices are researched.
2 Experimental system
2.1 Laser cutting optical path system
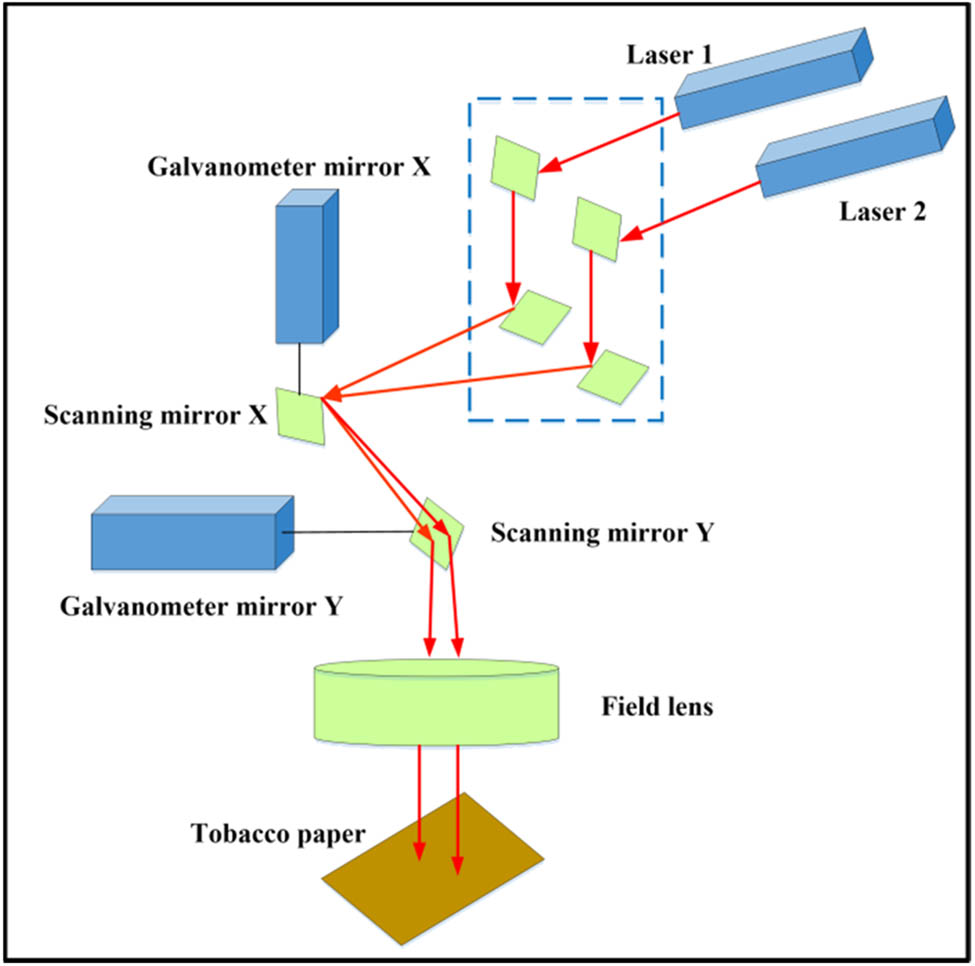
A CO2 laser (DIAMOND J-3-10.6, COHERENT) was used to cut the tobacco slice, and the cutting of tobacco slices was accomplished using galvanometer scanning. The schematic diagram of the double laser beam cutting optical path system is shown in Figure 1, and the optical parameters of laser system are listed in Table 1. According to Eq. (1) [27], the depth of focus of the focal length (DOF) can be calculated based on the optical parameters of the laser system. The double laser beam cutting optical path system had two lasers with the same model and characteristic parameters. The processing light source was converted by the optical path system and was incident on the X-axis galvanometer at a certain angle. After reflection, the included angle remained unchanged. The light was reflected by the Y-axis galvanometer and finally passed through the flat field focusing lens, forming two light spots on the surface of the processed material. When the X- and Y-axis galvanometers rotated, the two beams of light would move at the same time, which could shorten the cutting and scanning time and improve the cutting efficiency.
where M 2, λ, f, D, ω 0, and DOF are the mode quality, wavelength, focal length, beam diameter at lens, beam diameter at focus, and DOF of the focusing system, respectively. Based on the optical parameters of the laser system in Table 1, the DOF can be calculated and is about 99 mm.
Schematic diagram of double laser beam cutting optical path system.
Optical parameters of laser system
| Parameter | Wavelength (μm) | Output power (W) | Mode quality (M2) | Beam diameter at lens 1/e 2 (mm) | Focal length (mm) |
|---|---|---|---|---|---|
| Value | 10.6 ± 0.4 | ≥250 | <1.2 | 8.5 ± 1.0 | 470 |
2.2 Experimental methods
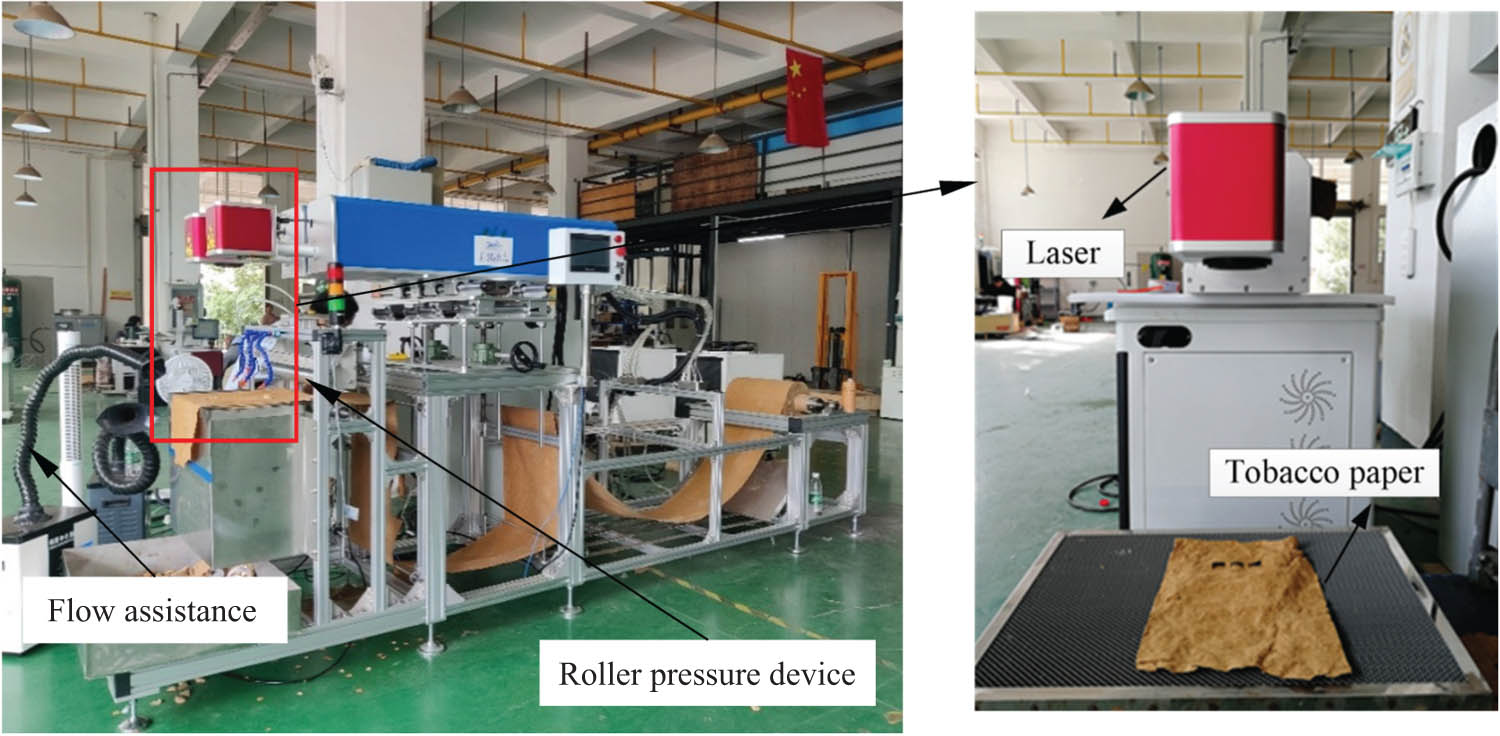
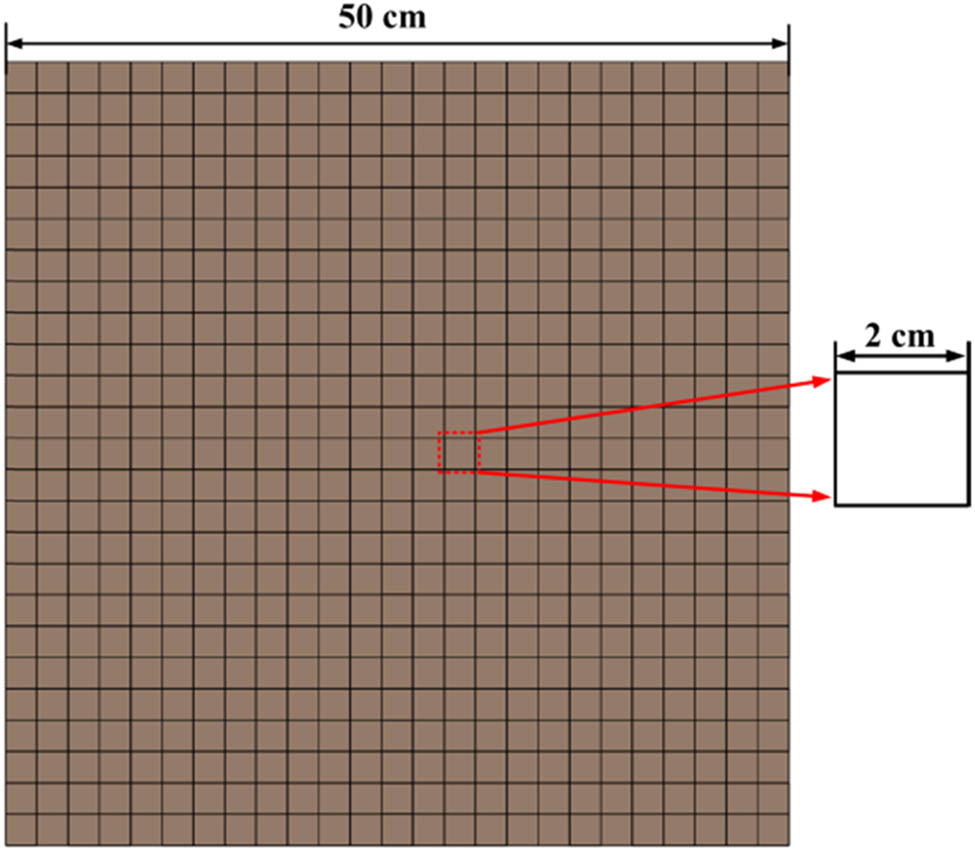
The laser cutting experiment scene diagram is shown in Figure 2. The figure also shows a roller pressure device was developed to guarantee the regularities of the tobacco slices during laser cutting and flow assistance was introduced to absorb the fumes of the burning tobacco slices, which could protect the focusing lens. The moisture content of the tobacco slice was 13%, and the target cutting shape of the tobacco slice was a square with a side length of 2 cm as shown in Figure 3. To ensure the accuracy of the cutting experiments, each cutting condition of the tobacco slice is repeated three times.
Scene diagram of laser cutting tobacco experiment.
Schematic diagram of target cutting shape of tobacco slice.
In order to evaluate the laser cutting quality, an optical microscope (Leica Microsystems RH-2000) was used to examine the cross-section of the cutting surface of the tobacco slice.
3 Results and discussion
3.1 Effect of cutting powers and speeds
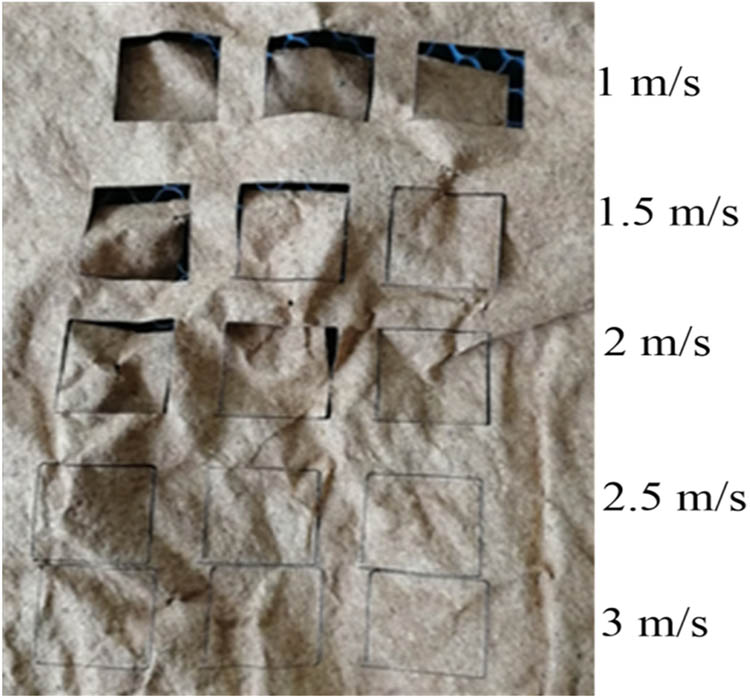
The laser cutting process of tobacco slices is a process of thermal and chemical decomposition of materials. The tobacco slices are instantly vaporized under the action of high-energy-density lasers to achieve the purpose of cutting. When the laser power is relatively low, the irradiation time increases, and the heat-affected zone increases, causing the tobacco slice to be uneven and difficult to cut. When the laser power is high, the incident laser beam can easily make the material instantly vaporize, resulting in the heat-affected zone being significantly reduced. Finally, the tobacco sheet is cut and smoothed to meet the quality requirements. Thus, it is necessary to study the optimal cutting power for tobacco slices. Cutting speed is another factor that affects cutting efficiency and cutting quality. Figures 4–8 show the cutting morphology of tobacco slices under different cutting powers and speeds. The cutting power is varied from 150 to 350 W with an increment of 50 W while the cutting speed is varied from 1 to 3 m/s with an increment of 0.5 m/s. Figure 4 shows that the cutting marks on the edge of the tobacco slice are getting shallower and shallower as the cutting speed increases from 1 to 3 m/s at a cutting power of 150 W, which means that the lower cutting speed is more conducive to cutting of tobacco slice. The edges of the tobacco slice are not completely cut through at the cutting speed of 2–3 m/s. The lower the cutting speed, the more fully the tobacco slice can be cut. This is because the decrease in cutting speed increases the interaction time between laser and tobacco slice. And similar phenomenon can be found in Figures 5–8. However, the corresponding work efficiency is also reduced while the cutting speed decreases. Therefore, it is necessary to optimize other process parameters such as cutting power to ensure the cutting efficiency as well as cutting quality of tobacco slices.
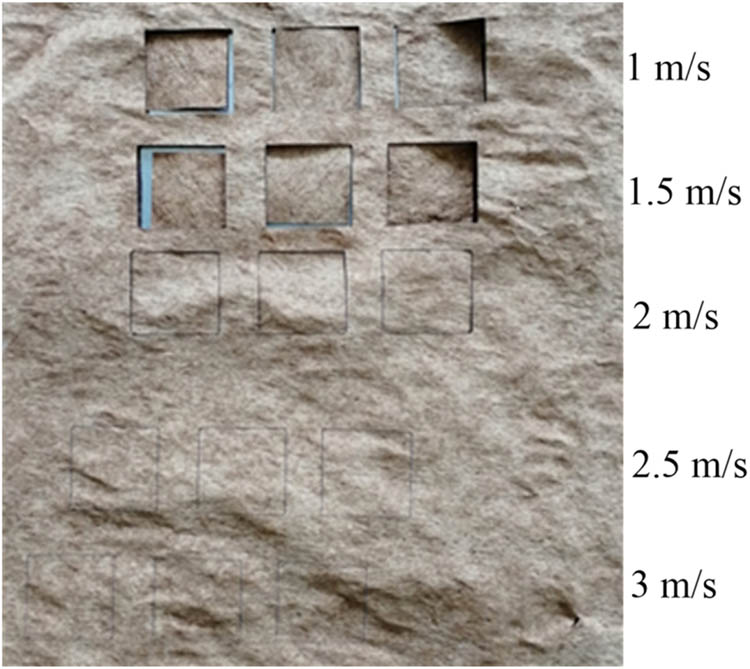
Cutting morphology of tobacco slices under different cutting speeds at a cutting power of 150 W.

Cutting morphology of tobacco slices under different cutting speeds at a cutting power of 200 W.

Cutting morphology of tobacco slices under different cutting speeds at a cutting power of 250 W.
Cutting morphology of tobacco slices under different cutting speeds at a cutting power of 300 W.
Cutting morphology of tobacco slices under different cutting speeds at a cutting power of 350 W.
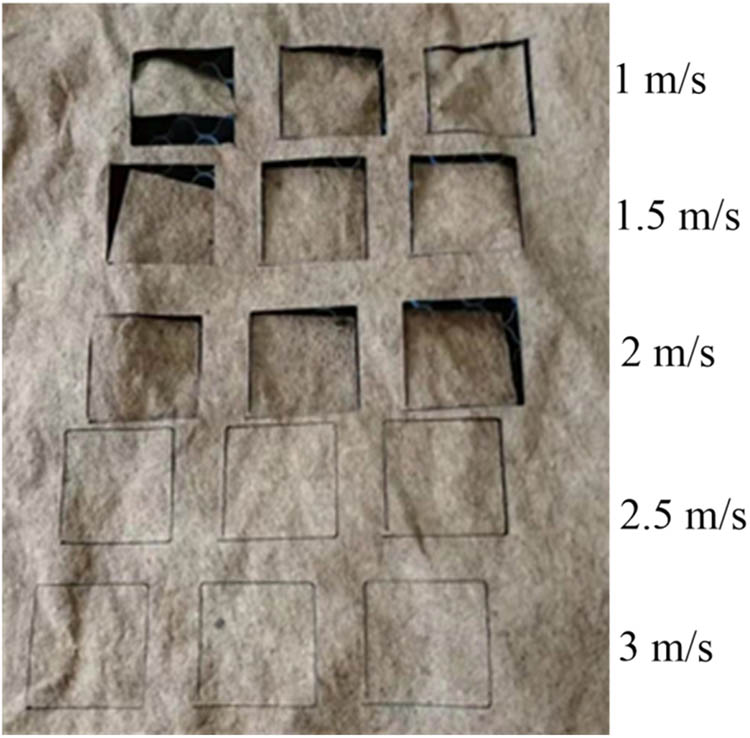
Upon comparing Figures 5–8, it shows that the cutting marks on the edge of the tobacco slice are getting deeper and deeper as the cutting power increases from 150 to 350 W at a cutting speed of 2 m/s, which means that higher cutting power is more conducive to cutting of tobacco slice. And similar phenomenon can be found at other cutting speeds as the cutting power varies. In addition, Figures 5–8 show that the tobacco sheet is basically not cut through when the cutting speed is greater than 2.5 m/s, and the cutting quality is poor under all cutting powers. Thus, cutting speeds less than 2.5 m/s are preferable to the cutting of tobacco slices.
The cutting qualities of tobacco slices at different cutting powers and speeds are summarized in Table 2. “+” means the tobacco slices are cut through while “−” denotes the tobacco slices are not cut through. It can be clearly seen from Table 1 that the lower the cutting speed, the more conducive to the cutting of tobacco slices. Meanwhile, the larger the cutting power, the more beneficial the cutting of tobacco slices. However, lower cutting speed means lower cutting efficiency while larger cutting power means larger energy consumption and higher requirements for the laser. Therefore, there is a compromise between cutting speed and cutting power. And the “+” area in Table 2 corresponds to the range of cutting power and speed parameters that can be selected. From Table 2, it can be found that the lowest energy level of completed cutting of tobacco slices ranges from 100 to 150 J/m, when the cutting power increases from 150 to 350 W. Compared with the studies of Stepanov et al. [19] and Happonen et al. [20], the lowest energy level of completed cutting of tobacco slices is larger than that of common paper materials because of the higher fiber content of tobacco slices.
Laser cutting quality tobacco slices at different powers and speeds
| Cutting speed (m/s) | Cutting power (W) | ||||
|---|---|---|---|---|---|
| 150 | 200 | 250 | 300 | 350 | |
| 1 | + | + | + | + | + |
| 1.5 | + | + | + | + | + |
| 2 | − | − | + | + | + |
| 2.5 | − | − | − | − | + |
| 3 | − | − | − | − | − |
Note: + means the tobacco slice through while − denotes the tobacco slice is not cut through.
In order to further explore the critical burning state of tobacco slices when being cut, Figure 9 shows the cutting morphology of tobacco slices with the cutting power of 350 W at cutting speeds of 0.3 and 0.5 m/s. The tobacco slice is slightly burnt during the cutting process at the cutting speed of 0.5 m/s as shown in Figure 9(a). As the cutting speed is further decreased to 0.3 m/s, the tobacco slice is burned more severely as shown in Figure 9(b). This means that the tobacco slice may be scorched when the cutting speed is slow enough, which should be avoided in the actual process.

Cutting morphology of tobacco slices with a cutting power of 350 w at cutting speeds of 0.3 and 0.5 m/s.
3.2 Characteristics of cutting surface of tobacco slice
In order to further evaluate the laser cutting quality, the cross-sectional micrographs of cutting surface of tobacco slice are investigated and presented in Figures 10 and 11. As shown in Figure 10, all the cutting surfaces of tobacco slices are relatively smooth and no burnt edge can be found on the cutting surface. Only a little number of sticking out fibers are observed on the cutting surface, because of the large fiber content and uneven fiber distribution of tobacco slices. It indicates that the tobacco slices can directly evaporate when cutting speed of 1.5 m/s and cutting power ranging from 150 to 350 W (cutting energy level ranging from 100 to 233 J/m), resulting in good cutting quality. For studying the largest cutting energy level, the cross-sectional micrographs of the cutting surface of tobacco slices at the high cutting power of 350 W with different cutting speeds are investigated and presented in Figure 11. Obviously, the burning degree of tobacco slice increases with the decrease in the cutting speed, corresponding to the increase in cutting energy level. At the cutting speed of 1.5 m/s (cutting energy level of 233 J/m), a good cutting edge of tobacco slice can be found, without any burning zone. When the cutting speed decreases to 0.5 m/s (cutting energy level of 700 J/m), slightly black tissue appears on the cutting surface. When the cutting speed further decreases to 0.3 m/s (cutting energy level of 1,166 J/m), clearly black tissue is presented on the cutting surface, indicating the serious burning of the cutting edge. All in all, the excellent laser cutting quality of tobacco slice can be obtained, when choosing appropriate cutting parameters.
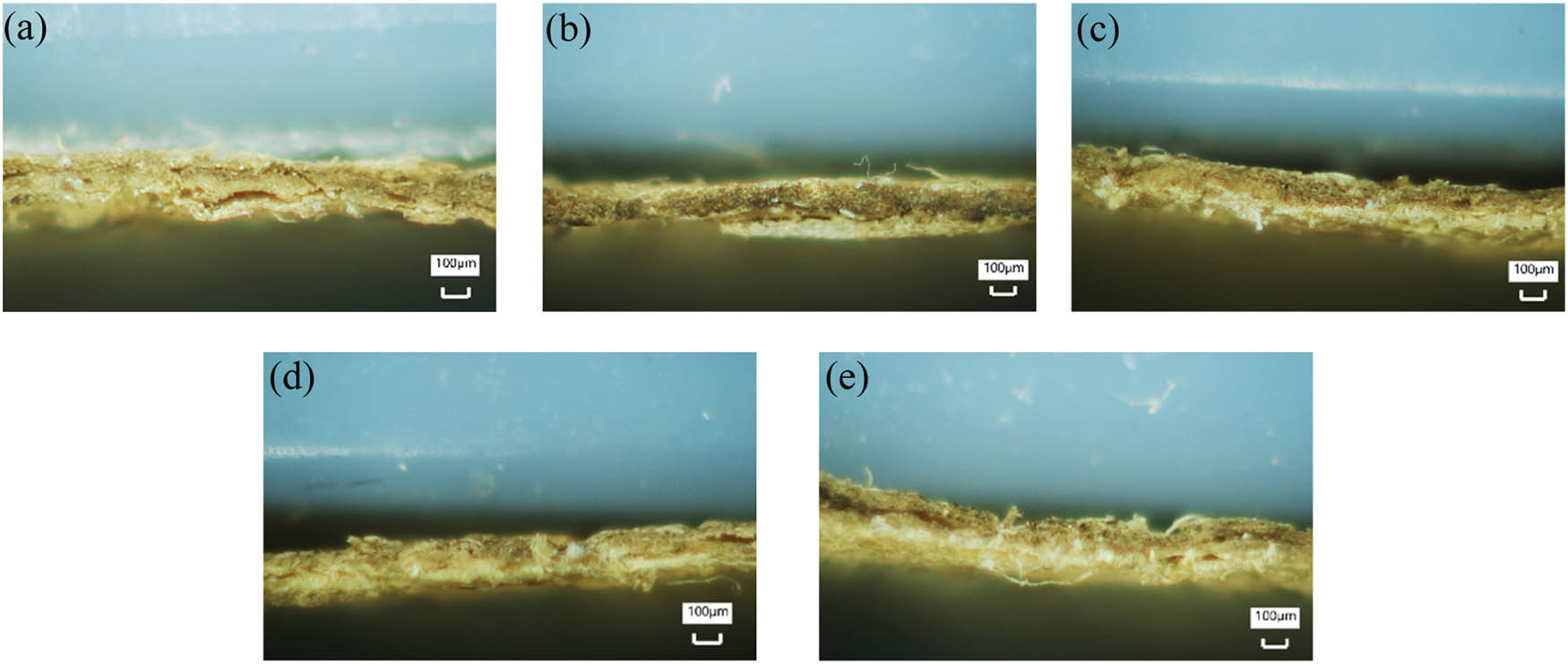
Cross-sectional micrographs of the laser cutting surface of tobacco slice at a cutting speed of 1.5 m/s with different cutting powers: (a) 150 W, (b) 200 W, (c) 250 W, (d) 300 W, and (e) 350 W.
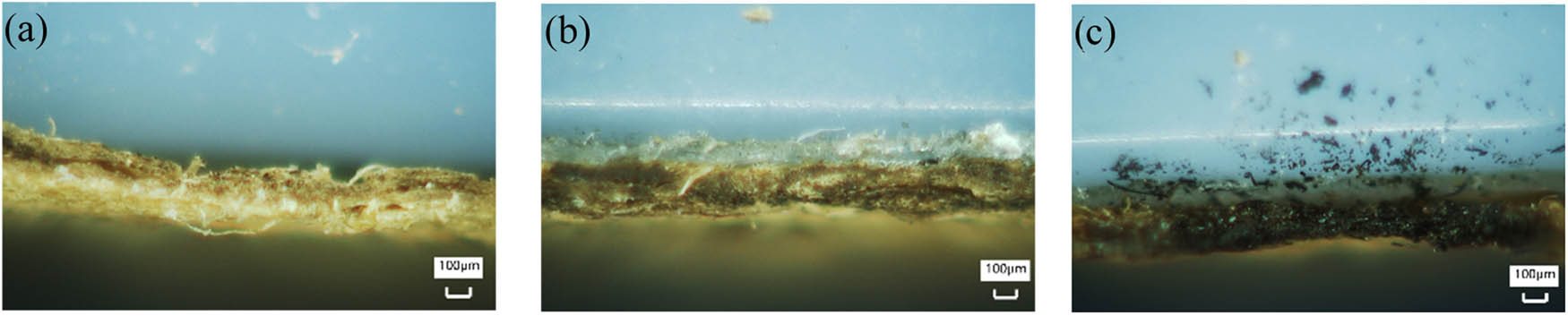
Cross-sectional micrographs of the laser cutting surface of tobacco slice at a cutting power of 350 W with different cutting speeds: (a) 1.5 m/s, (b) 0.5 m/s, and (c) 0.3 m/s.
4 Conclusion
A CO2 laser is used to study the cutting of tobacco slices. The effects of cutting power and cutting speed on the cutting quality of tobacco slices are investigated. We find that the lower the cutting speed, the more the conducive to the cutting of tobacco slices. And cutting speeds less than 2.5 m/s are preferable to the cutting of tobacco slices. Meanwhile, the larger the cutting power, the more the conducive to the cutting of tobacco slices. However, lower cutting speed means lower cutting efficiency while larger cutting power means larger energy consumption and higher requirements for the laser. To search for the compromise between cutting speed and cutting power, the preferable cutting power and speed parameters are summarized. The results obtained provide practical guidance for cutting high-quality tobacco slices.
-
Funding information: This study was supported by the enterprise project of China Tobacco Hubei Industrial Co., Ltd. (No. 2020420114340098).
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors state no conflict of interest.
References
[1] Hitz CB, Ewing JJ, Hecht J. Introduction to laser technology. New York: Wiley Press; 2005.Search in Google Scholar
[2] Webb CE, Julian JDC. Handbook of laser technology and applications: laser design and laser systems. Boca Raton: CRC Press; 2004.10.1887/0750306076Search in Google Scholar
[3] Choudhury IA, Shirley S. Laser cutting of polymeric materials: an experimental investigation. Opt Laser Technol. 2010;42(3):503–8.10.1016/j.optlastec.2009.09.006Search in Google Scholar
[4] Mahrle A, Beyer E. Theoretical aspects of fibre laser cutting. J Phys D Appl Phys. 2009;42(17):175507.10.1088/0022-3727/42/17/175507Search in Google Scholar
[5] Goeke A, Emmelmann C. Influence of laser cutting parameters on CFRP part quality. Phys Proc. 2010;5:253–8.10.1016/j.phpro.2010.08.051Search in Google Scholar
[6] Lai WJ, Ganguly S, Suder W. Study of the effect of inter-pass temperature on weld overlap start-stop defects and mitigation by application of laser defocusing. Int J Adv Manuf Tech. 2021;114:117–30.10.1007/s00170-021-06851-8Search in Google Scholar
[7] Liu BW, Jin WT, Lu AJ, Liu K, Wang CM, Mi GY. Optimal design for dual laser beam butt welding process parameter using artificial neural networks and genetic algorithm for SUS316L austenitic stainless steel. Opt Laser Tech. 2020;125:106027.10.1016/j.optlastec.2019.106027Search in Google Scholar
[8] Chen L, Mi GY, Zhang X, Wang CM. Comparative investigation on single laser beam and dual laser beam for lap welding of aluminum alloy. J Laser Appl. 2020;32(4):042012.10.2351/7.0000141Search in Google Scholar
[9] Shen H, Liao CH, Zhou J, Zhao K. Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. J Manuf Process Tech. 2021;64:239–52.10.1016/j.jmapro.2021.01.028Search in Google Scholar
[10] Hamedi MJ, Torkamany MJ, Sabbaghzadeh J. Effect of pulsed laser parameters on in-situ TiC synthesis in laser surface treatment. Opt Laser Eng. 2011;49(4):557–63.10.1016/j.optlaseng.2010.12.002Search in Google Scholar
[11] Mondal AK, Kumar S, Blawert C, Dahotre NB. Effect of laser surface treatment on corrosion and wear resistance of ACM720 Mg alloy. Surf Coat Tech. 2008;202(14):3187–98.10.1016/j.surfcoat.2007.11.030Search in Google Scholar
[12] Dusser B, Sagan Z, Soder H, Faure N, Audouard E. Controlled nanostructrures formation by ultra fast laser pulses for color marking. Opt Exp. 2010;18(3):2913–24.10.1364/OE.18.002913Search in Google Scholar PubMed
[13] Zelenska KS, Zelensky SE, Poperenko LV, Kanev K, Mizeikis, Gnatyuk VA. Thermal mechanisms of laser marking in transparent polymers with light-absorbing microparticles. Opt Laser Technol. 2016;76:96–100.10.1016/j.optlastec.2015.07.011Search in Google Scholar
[14] Kuera M, Martan J, Franc A. Time-resolved temperature measurement during laser marking of stainless steel. Int J Heat Mass Tran. 2018;125:1061–8.10.1016/j.ijheatmasstransfer.2018.04.137Search in Google Scholar
[15] Cao XW, Chen QD, Hua F, Saulius J, Sun HB. Liquid-assisted femtosecond laser precision-machining of silica. Nanomater-Basel. 2018;8(5):287.10.3390/nano8050287Search in Google Scholar PubMed PubMed Central
[16] Hrubiak R, Sinogeikin S, Rod E, Shen GY. The laser micro-machining system for diamond anvil cell experiments and general precision machining applications at the high pressure collaborative access team. Rev Sci Instrum. 2015;86(7):072202.10.1063/1.4926889Search in Google Scholar PubMed
[17] Bordatchev EV, Nikumb SK. An experimental study and statistical analysis of the effect of laser pulse energy on the geometric quality during laser precision machining. Mach Sci Technol. 2003;7(1):83–104.10.1081/MST-120018956Search in Google Scholar
[18] Olsen FO. Theoretical investigations in the fundamental mechanisms of high intensity laser light reflectivity. Proc of SPIE. 1989;1020:114–22.10.1117/12.950055Search in Google Scholar
[19] Stepanov A, Saukkonen E, Piili H, Salminen A. Effect of moisture content of paper material on laser cutting. Phys Proc. 2015;78:120–7.10.1016/j.phpro.2015.11.024Search in Google Scholar
[20] Happonen A, Stepanov A, Piili H. Feasible application area study for linear laser cutting in paper making processes. Phys Proc. 2015;78:174–81.10.1016/j.phpro.2015.11.030Search in Google Scholar
[21] Kechagias JD, Ninikas K, Petousis M, Vidakis N. Laser cutting of 3D printed acrylonitrile butadiene styrene plates for dimensional and surface roughness optimization. Int J Adv Manuf Tech. 2021;119:2301–15.10.1007/s00170-021-08350-2Search in Google Scholar
[22] Wu CY, Xu J, Zhang T, Xin GQ, Li M, Rong YM, et al. Precision cutting of PDMS film with UV-nanosecond laser based on heat generation-diffusion regulation. Opt Laser Tech. 2022;145:107462.10.1016/j.optlastec.2021.107462Search in Google Scholar
[23] Vasileska E, Pacher M, Previtali B. In-line monitoring of focus shift by kerf width detection with coaxial thermal imaging during laser cutting. Int J Adv Manuf Tech. 2022;118:2587–600.10.1007/s00170-021-07893-8Search in Google Scholar
[24] Kusuma AI, Huang YM. Product quality prediction in pulsed laser cutting of silicon steel sheet using vibration signals and deep neural network. J Intell Manurf. 2022. 10.1007/s10845-021-01881-1.Search in Google Scholar
[25] Ponce L, Flores T, Pena JL, Hernandez M. Laser modification of tobacco leaves. IEEE Conf Lasers and Electro-Optics Europe. 2003;596:1313658.10.1109/CLEOE.2003.1313658Search in Google Scholar
[26] Hou J, Wang DD, Wang D. Research on adjusting size proportion of cut tobacco. IOP Conf Ser Mater Sci Eng. 2020;892(1):012116.10.1088/1757-899X/892/1/012116Search in Google Scholar
[27] Siegman AE. Lasers. New York: Oxford University Press; 1986.Search in Google Scholar
© 2022 Pengfei Li et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Regular Articles
- Test influence of screen thickness on double-N six-light-screen sky screen target
- Analysis on the speed properties of the shock wave in light curtain
- Abundant accurate analytical and semi-analytical solutions of the positive Gardner–Kadomtsev–Petviashvili equation
- Measured distribution of cloud chamber tracks from radioactive decay: A new empirical approach to investigating the quantum measurement problem
- Nuclear radiation detection based on the convolutional neural network under public surveillance scenarios
- Effect of process parameters on density and mechanical behaviour of a selective laser melted 17-4PH stainless steel alloy
- Performance evaluation of self-mixing interferometer with the ceramic type piezoelectric accelerometers
- Effect of geometry error on the non-Newtonian flow in the ceramic microchannel molded by SLA
- Numerical investigation of ozone decomposition by self-excited oscillation cavitation jet
- Modeling electrostatic potential in FDSOI MOSFETS: An approach based on homotopy perturbations
- Modeling analysis of microenvironment of 3D cell mechanics based on machine vision
- Numerical solution for two-dimensional partial differential equations using SM’s method
- Multiple velocity composition in the standard synchronization
- Electroosmotic flow for Eyring fluid with Navier slip boundary condition under high zeta potential in a parallel microchannel
- Soliton solutions of Calogero–Degasperis–Fokas dynamical equation via modified mathematical methods
- Performance evaluation of a high-performance offshore cementing wastes accelerating agent
- Sapphire irradiation by phosphorus as an approach to improve its optical properties
- A physical model for calculating cementing quality based on the XGboost algorithm
- Experimental investigation and numerical analysis of stress concentration distribution at the typical slots for stiffeners
- An analytical model for solute transport from blood to tissue
- Finite-size effects in one-dimensional Bose–Einstein condensation of photons
- Drying kinetics of Pleurotus eryngii slices during hot air drying
- Computer-aided measurement technology for Cu2ZnSnS4 thin-film solar cell characteristics
- QCD phase diagram in a finite volume in the PNJL model
- Study on abundant analytical solutions of the new coupled Konno–Oono equation in the magnetic field
- Experimental analysis of a laser beam propagating in angular turbulence
- Numerical investigation of heat transfer in the nanofluids under the impact of length and radius of carbon nanotubes
- Multiple rogue wave solutions of a generalized (3+1)-dimensional variable-coefficient Kadomtsev--Petviashvili equation
- Optical properties and thermal stability of the H+-implanted Dy3+/Tm3+-codoped GeS2–Ga2S3–PbI2 chalcohalide glass waveguide
- Nonlinear dynamics for different nonautonomous wave structure solutions
- Numerical analysis of bioconvection-MHD flow of Williamson nanofluid with gyrotactic microbes and thermal radiation: New iterative method
- Modeling extreme value data with an upside down bathtub-shaped failure rate model
- Abundant optical soliton structures to the Fokas system arising in monomode optical fibers
- Analysis of the partially ionized kerosene oil-based ternary nanofluid flow over a convectively heated rotating surface
- Multiple-scale analysis of the parametric-driven sine-Gordon equation with phase shifts
- Magnetofluid unsteady electroosmotic flow of Jeffrey fluid at high zeta potential in parallel microchannels
- Effect of plasma-activated water on microbial quality and physicochemical properties of fresh beef
- The finite element modeling of the impacting process of hard particles on pump components
- Analysis of respiratory mechanics models with different kernels
- Extended warranty decision model of failure dependence wind turbine system based on cost-effectiveness analysis
- Breather wave and double-periodic soliton solutions for a (2+1)-dimensional generalized Hirota–Satsuma–Ito equation
- First-principle calculation of electronic structure and optical properties of (P, Ga, P–Ga) doped graphene
- Numerical simulation of nanofluid flow between two parallel disks using 3-stage Lobatto III-A formula
- Optimization method for detection a flying bullet
- Angle error control model of laser profilometer contact measurement
- Numerical study on flue gas–liquid flow with side-entering mixing
- Travelling waves solutions of the KP equation in weakly dispersive media
- Characterization of damage morphology of structural SiO2 film induced by nanosecond pulsed laser
- A study of generalized hypergeometric Matrix functions via two-parameter Mittag–Leffler matrix function
- Study of the length and influencing factors of air plasma ignition time
- Analysis of parametric effects in the wave profile of the variant Boussinesq equation through two analytical approaches
- The nonlinear vibration and dispersive wave systems with extended homoclinic breather wave solutions
- Generalized notion of integral inequalities of variables
- The seasonal variation in the polarization (Ex/Ey) of the characteristic wave in ionosphere plasma
- Impact of COVID 19 on the demand for an inventory model under preservation technology and advance payment facility
- Approximate solution of linear integral equations by Taylor ordering method: Applied mathematical approach
- Exploring the new optical solitons to the time-fractional integrable generalized (2+1)-dimensional nonlinear Schrödinger system via three different methods
- Irreversibility analysis in time-dependent Darcy–Forchheimer flow of viscous fluid with diffusion-thermo and thermo-diffusion effects
- Double diffusion in a combined cavity occupied by a nanofluid and heterogeneous porous media
- NTIM solution of the fractional order parabolic partial differential equations
- Jointly Rayleigh lifetime products in the presence of competing risks model
- Abundant exact solutions of higher-order dispersion variable coefficient KdV equation
- Laser cutting tobacco slice experiment: Effects of cutting power and cutting speed
- Performance evaluation of common-aperture visible and long-wave infrared imaging system based on a comprehensive resolution
- Diesel engine small-sample transfer learning fault diagnosis algorithm based on STFT time–frequency image and hyperparameter autonomous optimization deep convolutional network improved by PSO–GWO–BPNN surrogate model
- Analyses of electrokinetic energy conversion for periodic electromagnetohydrodynamic (EMHD) nanofluid through the rectangular microchannel under the Hall effects
- Propagation properties of cosh-Airy beams in an inhomogeneous medium with Gaussian PT-symmetric potentials
- Dynamics investigation on a Kadomtsev–Petviashvili equation with variable coefficients
- Study on fine characterization and reconstruction modeling of porous media based on spatially-resolved nuclear magnetic resonance technology
- Optimal block replacement policy for two-dimensional products considering imperfect maintenance with improved Salp swarm algorithm
- A hybrid forecasting model based on the group method of data handling and wavelet decomposition for monthly rivers streamflow data sets
- Hybrid pencil beam model based on photon characteristic line algorithm for lung radiotherapy in small fields
- Surface waves on a coated incompressible elastic half-space
- Radiation dose measurement on bone scintigraphy and planning clinical management
- Lie symmetry analysis for generalized short pulse equation
- Spectroscopic characteristics and dissociation of nitrogen trifluoride under external electric fields: Theoretical study
- Cross electromagnetic nanofluid flow examination with infinite shear rate viscosity and melting heat through Skan-Falkner wedge
- Convection heat–mass transfer of generalized Maxwell fluid with radiation effect, exponential heating, and chemical reaction using fractional Caputo–Fabrizio derivatives
- Weak nonlinear analysis of nanofluid convection with g-jitter using the Ginzburg--Landau model
- Strip waveguides in Yb3+-doped silicate glass formed by combination of He+ ion implantation and precise ultrashort pulse laser ablation
- Best selected forecasting models for COVID-19 pandemic
- Research on attenuation motion test at oblique incidence based on double-N six-light-screen system
- Review Articles
- Progress in epitaxial growth of stanene
- Review and validation of photovoltaic solar simulation tools/software based on case study
- Brief Report
- The Debye–Scherrer technique – rapid detection for applications
- Rapid Communication
- Radial oscillations of an electron in a Coulomb attracting field
- Special Issue on Novel Numerical and Analytical Techniques for Fractional Nonlinear Schrodinger Type - Part II
- The exact solutions of the stochastic fractional-space Allen–Cahn equation
- Propagation of some new traveling wave patterns of the double dispersive equation
- A new modified technique to study the dynamics of fractional hyperbolic-telegraph equations
- An orthotropic thermo-viscoelastic infinite medium with a cylindrical cavity of temperature dependent properties via MGT thermoelasticity
- Modeling of hepatitis B epidemic model with fractional operator
- Special Issue on Transport phenomena and thermal analysis in micro/nano-scale structure surfaces - Part III
- Investigation of effective thermal conductivity of SiC foam ceramics with various pore densities
- Nonlocal magneto-thermoelastic infinite half-space due to a periodically varying heat flow under Caputo–Fabrizio fractional derivative heat equation
- The flow and heat transfer characteristics of DPF porous media with different structures based on LBM
- Homotopy analysis method with application to thin-film flow of couple stress fluid through a vertical cylinder
- Special Issue on Advanced Topics on the Modelling and Assessment of Complicated Physical Phenomena - Part II
- Asymptotic analysis of hepatitis B epidemic model using Caputo Fabrizio fractional operator
- Influence of chemical reaction on MHD Newtonian fluid flow on vertical plate in porous medium in conjunction with thermal radiation
- Structure of analytical ion-acoustic solitary wave solutions for the dynamical system of nonlinear wave propagation
- Evaluation of ESBL resistance dynamics in Escherichia coli isolates by mathematical modeling
- On theoretical analysis of nonlinear fractional order partial Benney equations under nonsingular kernel
- The solutions of nonlinear fractional partial differential equations by using a novel technique
- Modelling and graphing the Wi-Fi wave field using the shape function
- Generalized invexity and duality in multiobjective variational problems involving non-singular fractional derivative
- Impact of the convergent geometric profile on boundary layer separation in the supersonic over-expanded nozzle
- Variable stepsize construction of a two-step optimized hybrid block method with relative stability
- Thermal transport with nanoparticles of fractional Oldroyd-B fluid under the effects of magnetic field, radiations, and viscous dissipation: Entropy generation; via finite difference method
- Special Issue on Advanced Energy Materials - Part I
- Voltage regulation and power-saving method of asynchronous motor based on fuzzy control theory
- The structure design of mobile charging piles
- Analysis and modeling of pitaya slices in a heat pump drying system
- Design of pulse laser high-precision ranging algorithm under low signal-to-noise ratio
- Special Issue on Geological Modeling and Geospatial Data Analysis
- Determination of luminescent characteristics of organometallic complex in land and coal mining
- InSAR terrain mapping error sources based on satellite interferometry
Articles in the same Issue
- Regular Articles
- Test influence of screen thickness on double-N six-light-screen sky screen target
- Analysis on the speed properties of the shock wave in light curtain
- Abundant accurate analytical and semi-analytical solutions of the positive Gardner–Kadomtsev–Petviashvili equation
- Measured distribution of cloud chamber tracks from radioactive decay: A new empirical approach to investigating the quantum measurement problem
- Nuclear radiation detection based on the convolutional neural network under public surveillance scenarios
- Effect of process parameters on density and mechanical behaviour of a selective laser melted 17-4PH stainless steel alloy
- Performance evaluation of self-mixing interferometer with the ceramic type piezoelectric accelerometers
- Effect of geometry error on the non-Newtonian flow in the ceramic microchannel molded by SLA
- Numerical investigation of ozone decomposition by self-excited oscillation cavitation jet
- Modeling electrostatic potential in FDSOI MOSFETS: An approach based on homotopy perturbations
- Modeling analysis of microenvironment of 3D cell mechanics based on machine vision
- Numerical solution for two-dimensional partial differential equations using SM’s method
- Multiple velocity composition in the standard synchronization
- Electroosmotic flow for Eyring fluid with Navier slip boundary condition under high zeta potential in a parallel microchannel
- Soliton solutions of Calogero–Degasperis–Fokas dynamical equation via modified mathematical methods
- Performance evaluation of a high-performance offshore cementing wastes accelerating agent
- Sapphire irradiation by phosphorus as an approach to improve its optical properties
- A physical model for calculating cementing quality based on the XGboost algorithm
- Experimental investigation and numerical analysis of stress concentration distribution at the typical slots for stiffeners
- An analytical model for solute transport from blood to tissue
- Finite-size effects in one-dimensional Bose–Einstein condensation of photons
- Drying kinetics of Pleurotus eryngii slices during hot air drying
- Computer-aided measurement technology for Cu2ZnSnS4 thin-film solar cell characteristics
- QCD phase diagram in a finite volume in the PNJL model
- Study on abundant analytical solutions of the new coupled Konno–Oono equation in the magnetic field
- Experimental analysis of a laser beam propagating in angular turbulence
- Numerical investigation of heat transfer in the nanofluids under the impact of length and radius of carbon nanotubes
- Multiple rogue wave solutions of a generalized (3+1)-dimensional variable-coefficient Kadomtsev--Petviashvili equation
- Optical properties and thermal stability of the H+-implanted Dy3+/Tm3+-codoped GeS2–Ga2S3–PbI2 chalcohalide glass waveguide
- Nonlinear dynamics for different nonautonomous wave structure solutions
- Numerical analysis of bioconvection-MHD flow of Williamson nanofluid with gyrotactic microbes and thermal radiation: New iterative method
- Modeling extreme value data with an upside down bathtub-shaped failure rate model
- Abundant optical soliton structures to the Fokas system arising in monomode optical fibers
- Analysis of the partially ionized kerosene oil-based ternary nanofluid flow over a convectively heated rotating surface
- Multiple-scale analysis of the parametric-driven sine-Gordon equation with phase shifts
- Magnetofluid unsteady electroosmotic flow of Jeffrey fluid at high zeta potential in parallel microchannels
- Effect of plasma-activated water on microbial quality and physicochemical properties of fresh beef
- The finite element modeling of the impacting process of hard particles on pump components
- Analysis of respiratory mechanics models with different kernels
- Extended warranty decision model of failure dependence wind turbine system based on cost-effectiveness analysis
- Breather wave and double-periodic soliton solutions for a (2+1)-dimensional generalized Hirota–Satsuma–Ito equation
- First-principle calculation of electronic structure and optical properties of (P, Ga, P–Ga) doped graphene
- Numerical simulation of nanofluid flow between two parallel disks using 3-stage Lobatto III-A formula
- Optimization method for detection a flying bullet
- Angle error control model of laser profilometer contact measurement
- Numerical study on flue gas–liquid flow with side-entering mixing
- Travelling waves solutions of the KP equation in weakly dispersive media
- Characterization of damage morphology of structural SiO2 film induced by nanosecond pulsed laser
- A study of generalized hypergeometric Matrix functions via two-parameter Mittag–Leffler matrix function
- Study of the length and influencing factors of air plasma ignition time
- Analysis of parametric effects in the wave profile of the variant Boussinesq equation through two analytical approaches
- The nonlinear vibration and dispersive wave systems with extended homoclinic breather wave solutions
- Generalized notion of integral inequalities of variables
- The seasonal variation in the polarization (Ex/Ey) of the characteristic wave in ionosphere plasma
- Impact of COVID 19 on the demand for an inventory model under preservation technology and advance payment facility
- Approximate solution of linear integral equations by Taylor ordering method: Applied mathematical approach
- Exploring the new optical solitons to the time-fractional integrable generalized (2+1)-dimensional nonlinear Schrödinger system via three different methods
- Irreversibility analysis in time-dependent Darcy–Forchheimer flow of viscous fluid with diffusion-thermo and thermo-diffusion effects
- Double diffusion in a combined cavity occupied by a nanofluid and heterogeneous porous media
- NTIM solution of the fractional order parabolic partial differential equations
- Jointly Rayleigh lifetime products in the presence of competing risks model
- Abundant exact solutions of higher-order dispersion variable coefficient KdV equation
- Laser cutting tobacco slice experiment: Effects of cutting power and cutting speed
- Performance evaluation of common-aperture visible and long-wave infrared imaging system based on a comprehensive resolution
- Diesel engine small-sample transfer learning fault diagnosis algorithm based on STFT time–frequency image and hyperparameter autonomous optimization deep convolutional network improved by PSO–GWO–BPNN surrogate model
- Analyses of electrokinetic energy conversion for periodic electromagnetohydrodynamic (EMHD) nanofluid through the rectangular microchannel under the Hall effects
- Propagation properties of cosh-Airy beams in an inhomogeneous medium with Gaussian PT-symmetric potentials
- Dynamics investigation on a Kadomtsev–Petviashvili equation with variable coefficients
- Study on fine characterization and reconstruction modeling of porous media based on spatially-resolved nuclear magnetic resonance technology
- Optimal block replacement policy for two-dimensional products considering imperfect maintenance with improved Salp swarm algorithm
- A hybrid forecasting model based on the group method of data handling and wavelet decomposition for monthly rivers streamflow data sets
- Hybrid pencil beam model based on photon characteristic line algorithm for lung radiotherapy in small fields
- Surface waves on a coated incompressible elastic half-space
- Radiation dose measurement on bone scintigraphy and planning clinical management
- Lie symmetry analysis for generalized short pulse equation
- Spectroscopic characteristics and dissociation of nitrogen trifluoride under external electric fields: Theoretical study
- Cross electromagnetic nanofluid flow examination with infinite shear rate viscosity and melting heat through Skan-Falkner wedge
- Convection heat–mass transfer of generalized Maxwell fluid with radiation effect, exponential heating, and chemical reaction using fractional Caputo–Fabrizio derivatives
- Weak nonlinear analysis of nanofluid convection with g-jitter using the Ginzburg--Landau model
- Strip waveguides in Yb3+-doped silicate glass formed by combination of He+ ion implantation and precise ultrashort pulse laser ablation
- Best selected forecasting models for COVID-19 pandemic
- Research on attenuation motion test at oblique incidence based on double-N six-light-screen system
- Review Articles
- Progress in epitaxial growth of stanene
- Review and validation of photovoltaic solar simulation tools/software based on case study
- Brief Report
- The Debye–Scherrer technique – rapid detection for applications
- Rapid Communication
- Radial oscillations of an electron in a Coulomb attracting field
- Special Issue on Novel Numerical and Analytical Techniques for Fractional Nonlinear Schrodinger Type - Part II
- The exact solutions of the stochastic fractional-space Allen–Cahn equation
- Propagation of some new traveling wave patterns of the double dispersive equation
- A new modified technique to study the dynamics of fractional hyperbolic-telegraph equations
- An orthotropic thermo-viscoelastic infinite medium with a cylindrical cavity of temperature dependent properties via MGT thermoelasticity
- Modeling of hepatitis B epidemic model with fractional operator
- Special Issue on Transport phenomena and thermal analysis in micro/nano-scale structure surfaces - Part III
- Investigation of effective thermal conductivity of SiC foam ceramics with various pore densities
- Nonlocal magneto-thermoelastic infinite half-space due to a periodically varying heat flow under Caputo–Fabrizio fractional derivative heat equation
- The flow and heat transfer characteristics of DPF porous media with different structures based on LBM
- Homotopy analysis method with application to thin-film flow of couple stress fluid through a vertical cylinder
- Special Issue on Advanced Topics on the Modelling and Assessment of Complicated Physical Phenomena - Part II
- Asymptotic analysis of hepatitis B epidemic model using Caputo Fabrizio fractional operator
- Influence of chemical reaction on MHD Newtonian fluid flow on vertical plate in porous medium in conjunction with thermal radiation
- Structure of analytical ion-acoustic solitary wave solutions for the dynamical system of nonlinear wave propagation
- Evaluation of ESBL resistance dynamics in Escherichia coli isolates by mathematical modeling
- On theoretical analysis of nonlinear fractional order partial Benney equations under nonsingular kernel
- The solutions of nonlinear fractional partial differential equations by using a novel technique
- Modelling and graphing the Wi-Fi wave field using the shape function
- Generalized invexity and duality in multiobjective variational problems involving non-singular fractional derivative
- Impact of the convergent geometric profile on boundary layer separation in the supersonic over-expanded nozzle
- Variable stepsize construction of a two-step optimized hybrid block method with relative stability
- Thermal transport with nanoparticles of fractional Oldroyd-B fluid under the effects of magnetic field, radiations, and viscous dissipation: Entropy generation; via finite difference method
- Special Issue on Advanced Energy Materials - Part I
- Voltage regulation and power-saving method of asynchronous motor based on fuzzy control theory
- The structure design of mobile charging piles
- Analysis and modeling of pitaya slices in a heat pump drying system
- Design of pulse laser high-precision ranging algorithm under low signal-to-noise ratio
- Special Issue on Geological Modeling and Geospatial Data Analysis
- Determination of luminescent characteristics of organometallic complex in land and coal mining
- InSAR terrain mapping error sources based on satellite interferometry