Structural and functional enhancement of Ni–Ti–Cu shape memory alloys via combined powder metallurgy techniques
-
Danagul Aubakirova
 ,
Yernat Kozhakhmetov
,
Yernat Kozhakhmetov

Abstract
This research aims to optimizing the synthesis of Ni–Ti–Cu alloys with shape memory effect (SME) through a combination of mechanosynthesis and spark plasma sintering (SPS). It has been established that the rotation speed (650/750 rpm) and the duration of mechanosynthesis (1–8 h) critically affect the phase composition and morphology of the powders. The speed of the formation of the intermetallic phase NiTi is limited at 650 rpm, whereas it intensifies defect accumulation and amorphization at 750 rpm. X-ray phase analysis and scanning electron microscopy confirmed that the optimal mechanosynthesis regime (8 h, 750 rpm) ensures: synthesis of target phases B2-NiTi and B19
1 Introduction
Shape memory alloys (SMAs) represent a class of functional alloys capable of restoring their original shape after plastic deformation due to changes in temperature or under the influence of an external field. This behavior is associated with reversible martensitic phase transformations that occur at the atomic level in the material’s crystalline structure [1–4]. The most studied and commercially sought-after are nickel–titanium (NiTi) alloys, which combine high deformability (up to 8% without residual deformation), good corrosion resistance, low elastic modulus, and biocompatibility [5–7]. These characteristics have ensured the widespread use of NiTi alloys in industries such as aerospace, microelectronics, and robotics, as well as in medicine, particularly in the production of cardiovascular stents, orthodontic arches, and surgical instruments [8–14].
The functional properties of NiTi alloys are directly dependent on the mechanism and parameters of the martensitic phase transformation. Upon cooling, the high-temperature austenitic phase with a cubic crystal lattice (B2) transforms into a low-temperature martensitic phase – monoclinic (B19
One of the ways to enhance the stability and controllability of the shape memory effect (SME) is by alloying the alloys with third elements. Among the numerous additives studied, the most attention is given to copper, which is introduced into the composition in amounts up to 15 at%. The presence of copper in the NiTi system significantly affects phase transformations: as the copper content increases, the crystallography of the martensitic phase changes (B19
One of the key stages in obtaining functional materials with the SME is the compaction of mechanically activated powders. To achieve the reversible martensitic transformation underlying the SME, it is critically important not only to precisely reproduce the chemical composition but also to ensure a controlled microstructure while maintaining the desired phase nature. Among modern densification technologies, the spark plasma sintering (SPS) method deserves special attention, as it ensures the intensification of mass transfer and phase transformation processes due to the synergistic effect of pulsed electric current, pressure, and temperature.
Unlike traditional sintering methods (vacuum, isostatic, hot pressing), SPS ensures sintering at lower temperatures and in shorter timeframes, which is especially important for SMAs that are sensitive to overheating and grain growth. As shown in [21], SPS allows for the preservation of the nanostructured state of alloys and the stabilization of the B2 phase – a high-temperature cubic crystalline phase, the stability, and proportion of which directly affect the expression of the SME. However, the presence of only the B2 phase is insufficient: during cooling, the realization of a martensitic transformation with the formation of the B19
This is critically important when Ni–Ti–Cu alloys are processed, where the addition of copper affects both the kinetics of phase transformations and the morphology of the resulting samples. Copper contributes to lowering the temperature of martensitic transformation, stabilizing the B2 phase, and improving the conditions for the formation of the dispersed B19
Comparative analysis with alternative approaches [3,22–25] confirms that the combination of mechanosynthesis and SPS allows achieving a highly dispersed and homogeneous structure with minimal porosity and optimal phase composition. Unlike materials obtained solely by mechanical alloying, which often exhibit residual amorphous components or unstable intermediate phases, the application of SPS ensures the formation of a stable matrix with a predominance of the B2 phase and dispersed martensitic B19
In addition to high density and uniformity, SPS provides an additional advantage – the ability to form target phases at temperatures below the overheating temperatures, which is particularly important for SMA prone to phase instability. NiTi alloys densified by the SPS method demonstrate improved shape memory characteristics due to stabilization of phase composition and prevention of the formation of undesirable phases that alter the reversibility of transformations [26]. In the case of the Ni–Ti–Cu ternary system, the addition of copper contributes to both the reduction of the martensitic transformation temperature and the suppression of oxide inclusion formation, which further enhances the reliability and reproducibility of SMA properties.
Thus, SPS is not only an effective method for powder compaction but also a critically important stage in the technology of synthesizing SMAs. Its application allows the realization of: stabilization of the B2 phase and control of the formation of the B19
The results obtained in this study confirm the high efficiency of the combination of mechanosynthesis and SPS for forming a microstructure that ensures the manifestation and the stability of the SME in Ni–Ti–Cu system alloys.
2 Materials and methods
The research objects were samples of the 45Ni–45Ti–10Cu SMA system (at%). The alloys were formed by combining mechanosynthesis and SPS from a three-component powder composition of the Ni–Ti–Cu system (the parameters and scheme are shown in Table 1 and Figure 1). The following powders were used as the starting materials for producing SMAs: nickel powder (main impurities: Si
Detailed parameters for obtaining a three-component SMA
| Mill rotation speed, rpm | Materials (balls/container) | Ball-to-powder ratio | Process duration, min | Atmosphere/Chemical agents |
|---|---|---|---|---|
| Mixing/mechanosynthesis | ||||
| 650/750 | Stainless steel, 5 mm balls, 45 mL cup | 10:1 | 60/180/300/480 | Argon/Stearic acid |
| Pressure, MPa | Heating rate,
|
Holding time, min | Max. temperature,
|
Atmosphere |
|---|---|---|---|---|
| SPS | ||||
| 49.2 | 100 | 10 | 850/900 | Vacuum |
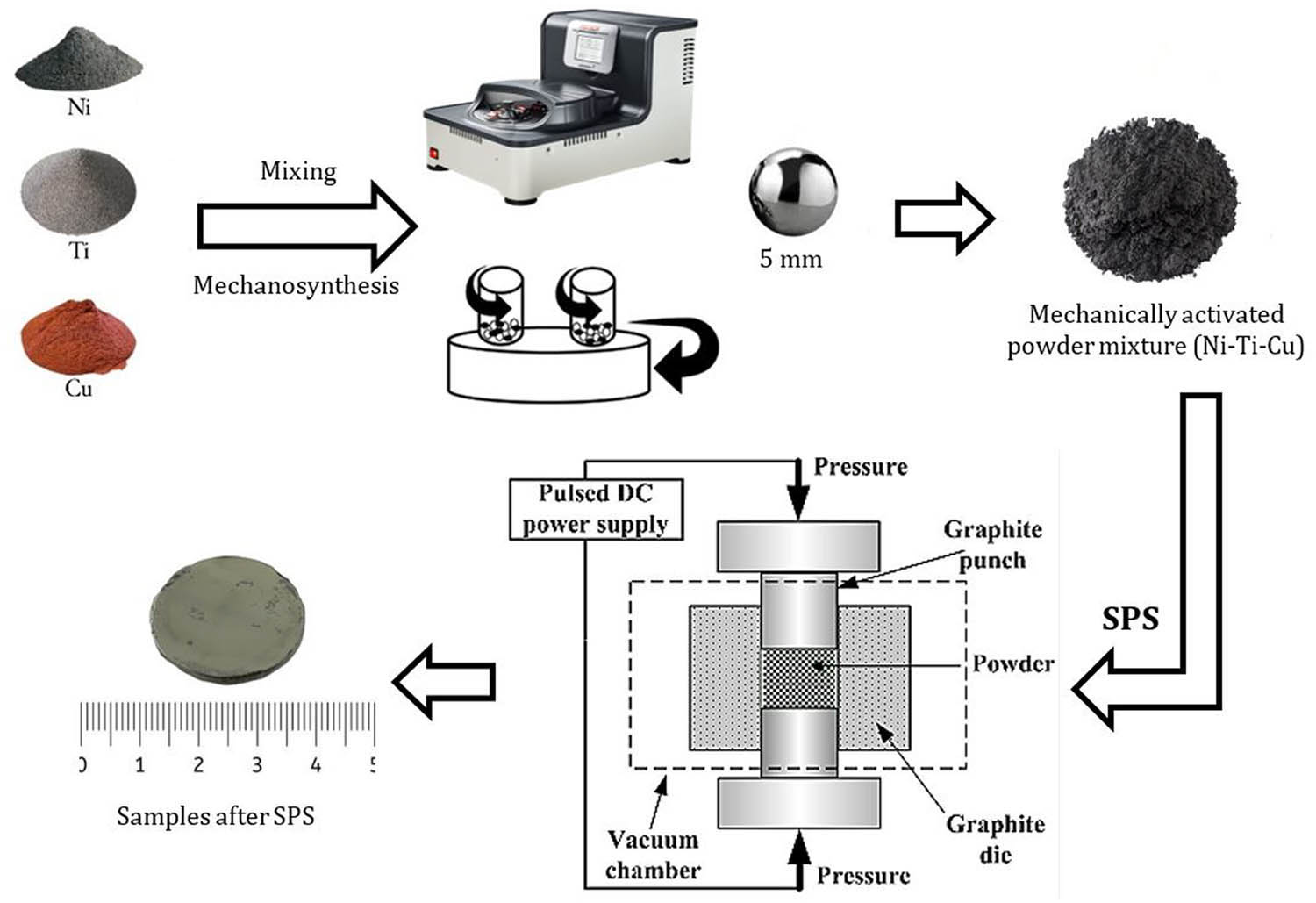
Scheme for obtaining SMAs based on the Ni–Ti–Cu system.
Eight samples were compared under various mechanosynthesis modes. To carry out the mechanosynthesis process, a planetary micro mill (Pulverisette 7 Premium Line, Fritsch GmbH, Idar-Oberstein, Germany) was used. Based on the analysis of the phase composition and morphology of the powders obtained after mechanosynthesis, optimal conditions were selected for subsequent densification using the SPS method. The specified parameters were chosen based on the literature data [1–3,19– 23,26] and initial experiments as the most suitable for the effective densification of powder blanks while preserving and stabilizing the previously formed B2 and B19
To assess the influence of temperature parameters on the densification process, shrinkage kinetics were analyzed for powder compacts prepared under optimal mechanosynthesis conditions and sintered at various temperatures. Both samples exhibit a characteristic three-stage shrinkage curve (Figure 2): I – initial densification during heating (up to
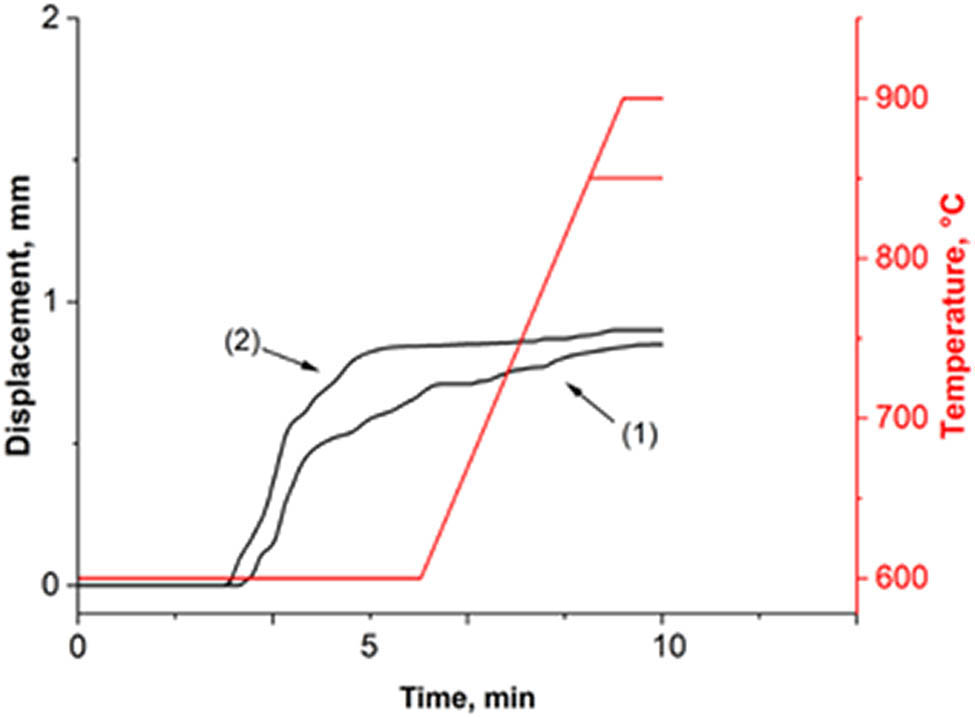
Shrinkage curves of Ni–Ti–Cu powder compacts sintered by SPS at 850 and
The samples obtained after sintering were prepared for examination on a Struers grinding-polishing machine using water cooling. During the surface preparation, the samples were sequentially polished on silicon carbide grinding paper with grit sizes: P400–600–800–1200, and then subjected to polishing on polishing cloths with the addition of diamond suspensions, with particle sizes of 3 and 1
The analysis of the crystalline characteristics and phases of the alloy samples was conducted using an X-ray diffractometer X’Pert PRO (Malvern Panalytical Empyrean, Netherlands) with a copper anode. The measurement was conducted in the angle range of
3 Results and discussion
Figures 3 and 4 show the intermetallic phases B2-NiTi and B19
B2-NiTi – ICSD: 98-016-0482;
B19
Ni – COD: 96-210-0650;
Ti – COD: 96-900-8518;
Cu – COD: 96-901-3015.
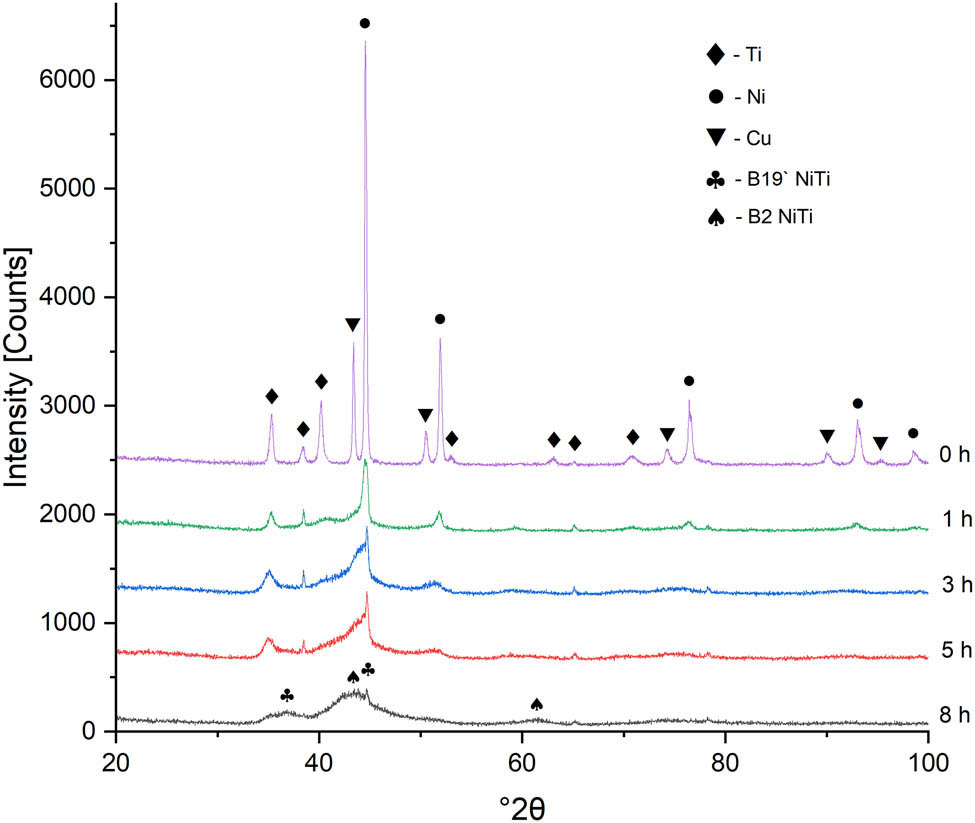
X-ray diffractogram of the Ni–Ti–Cu powder mixture after mechanosynthesis at 650 rpm for different durations.
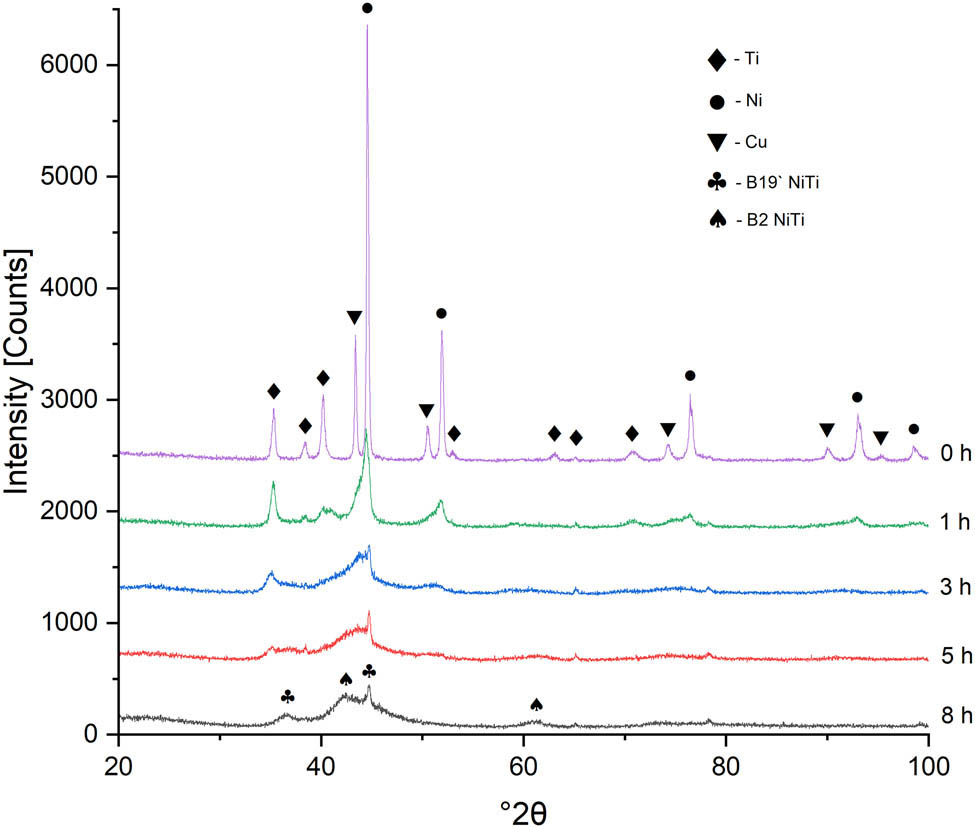
X-ray diffractogram of the Ni–Ti–Cu powder mixture after mechanosynthesis at 750 rpm for different durations.
The X-ray diffractogram (XRD) presented in Figure 3 demonstrates the phase evolution of a multicomponent metallic system subjected to mechanosynthesis at a rotation speed of 650 rpm over various time intervals (from 0 to 8 h). Intense and narrow diffraction peaks corresponding to the phases Ti, Ni, and Cu are clearly observed in the initial mixture (0 h) at the initial stage, indicating a high degree of crystallinity of the initial mixture and the absence of any significant phase transformations. As the processing time increases, a gradual decrease in intensity and broadening of the main reflections is observed, indicating the accumulation of structural defects, a reduction in crystallite size, and an increase in internal stress within the materials. However, even after 8 h of mechanosynthesis, pronounced peaks of Ni and Ti remain, and the formation of the new NiTi phase remains weakly expressed, indicating the limited reactivity of the system at this energy level.
The obtained data indicate the inadequacy of the kinetic conditions created at 650 rpm for intensifying solid-phase chemical interactions between the components of the mixture. Thus, the processes of mechanical dispersion and particle deformation at a relatively low rotation speed, rather than their chemical transformation, exert the main influence. The results emphasize that the mechanical energy introduced into the system at 650 rpm is marginal and insufficient for the effective synthesis of the NiTi phase, which is manifested in the preservation of the initial phase composition and high degree of crystallinity throughout the entire processing. This confirms the need to increase the impact energy (e.g., by increasing the rotation speed) to initiate target reactions and form new phases with a more pronounced chemical nature.
The dynamics of changes in the phase composition and degree of crystallinity of the material, observed in the X-ray diffraction patterns of the samples shown in Figure 4, underwent intensive mechanosynthesis at a rotation speed of 750 rpm over a period of 1–8 h, indicating deep structural-phase transformations occurring under the influence of high-energy plastic deformation. The initial mixture (0 h) also demonstrates well-resolved, narrow, and high-intensity diffraction peaks corresponding to the phases of pure metals Ti, Ni, and Cu, indicating a coarse crystalline structure with a high degree of long-range order.
A progressive broadening and decrease in peak intensity is observed with an increase in time to 1–3 h, reflecting a reduction in crystallite size to the nanometer range (estimated using the Scherrer formula) and the accumulation of microstrains due to dislocation strengthening, which is consistent with the mechanism of deformation-diffusional crystal lattice breakdown. The appearance and the growth of NiTi intensity indicate the development of solid-phase chemical reactions induced by mechanosynthesis, involving active defect centers formed during grain fragmentation.
A qualitative shift in the material’s structure is observed at the 5 h stage of mechanosynthesis: the peaks become broad and poorly defined, and the suppression of the main reflections of the initial phases is recorded, indicating the dominance of amorphization and cooperative diffusion processes at the grain boundaries. The sharp diffraction maxima completely disappear by the 8th hour, and the structure acquires an amorphous or quasi-amorphous character with minor fluctuations in the background (halo-like profile), indicating the achievement of a state of complete loss of long-range order.
These results highlight the key role of the duration and intensity of activation in controlling the phase evolution of the material.
It is noteworthy that after just 1 h of milling, the peaks corresponding to elemental copper completely disappear in both modes. This is likely due to the dissolution of copper in the NiTi-based solid solution or its amorphization as a result of intense plastic deformation and defect accumulation during high-energy milling. This observation indicates the high reactivity and mobility of copper under mechanochemical conditions.
As already noted, with the increase in milling time, a systematic broadening and decrease in the intensity of diffraction peaks is observed, indicating the formation of a nanocrystalline structure and the development of internal microstrains. These changes are more pronounced in samples processed at 750 rpm compared to 650 rpm, indicating more intense structure milling and increased defect accumulation at higher collision energies. Thus, a higher rotation speed contributes to accelerated grain destruction and intensification of plastic deformation.
Crystallite size and lattice strain were calculated using the Scherrer method with the built-in calculator in HighScore Plus software (Malvern Panalytical). For each diffraction peak, the position (2
The calculated values of crystallite sizes and microstrain confirm the aforementioned observations. The crystallite size decreases from 292.8 Å (0 h) to 108.8 Å (8 h) at 750 rpm, while the microstrain of the crystal lattice increases from 0.28 to 1.79%. Meanwhile, the crystallite size reduces to 144.7 Å, and the microstrain reaches 1.61% after 8 h of milling at 650 rpm (Table 2). These data demonstrate that a higher processing intensity contributes to both deeper structural milling and an increase in internal stresses due to the accumulation of defects and dislocations.
Deformation of the powder mixture lattice depending on milling time
| Time (h.) | 650 rpm | 750 rpm | ||
|---|---|---|---|---|
| Size (Å) | Strain (%) | Size (Å) | Strain (%) | |
| 0 |
|
|
|
|
| 1 |
|
|
|
|
| 3 |
|
|
|
|
| 5 |
|
|
|
|
| 8 |
|
|
|
|
Despite the fact that at speeds of 650 and 750 rpm, structural transformation processes – specifically, the reduction of crystallite sizes and the increase in microstrains – occur with significantly greater intensity, and the formation of intermetallic phases – ordered cubic B2-NiTi (lattice parameter
The morphology of the Ni–Ti–Cu alloy powder before the start of mechanosynthesis is clearly visible in Figure 5a. The particles are predominantly spherical in shape, with a smooth surface and weakly expressed signs of deformation, which indicates the preservation of the initial powder morphology after the initial mixing stage. There are individual fragments of various shapes, but large rounded particles with sizes of approximately 31 and 46.8

SEM images of the Ni–Ti–Cu powder mixture subjected to mechanosynthesis at 650 rpm for different durations: (a) initial powder mixture; (b) after 1 h; (c) after 3 h; (d) after 5 h; and (e) after 8 h.
As a result of intensive mechanical impact for 1 h (Figure 5b), morphological changes already begin at 650 rpm. The particles lost their sphericity and took on an irregular, angular shape, which is typical for processes of plastic deformation and fracture during high-energy milling. Large aggregates with pronounced granulation are visible, with sizes ranging from 39.6 to 53.8
There is a sharp decrease in the average grain size to 17.1
In the SEM image after 8 h (Figure 5e), it can be seen that the average particle size has slightly increased compared to 5 h, which is likely due to the dominance of agglomeration processes over fragmentation. The particles acquire a rounded shape, indicating multiple acts of plastic deformation and cold welding. It is evident that the stage of grinding has stopped and that structural stability has started in comparison to the earlier time points.
SEM images obtained at a processing speed of 750 rpm demonstrate pronounced morphological changes occurring even at early stages (Figure 6). After 1 h of processing, the appearance of cracking and active destruction zones is observed, with the average grain size decreasing to 25.9
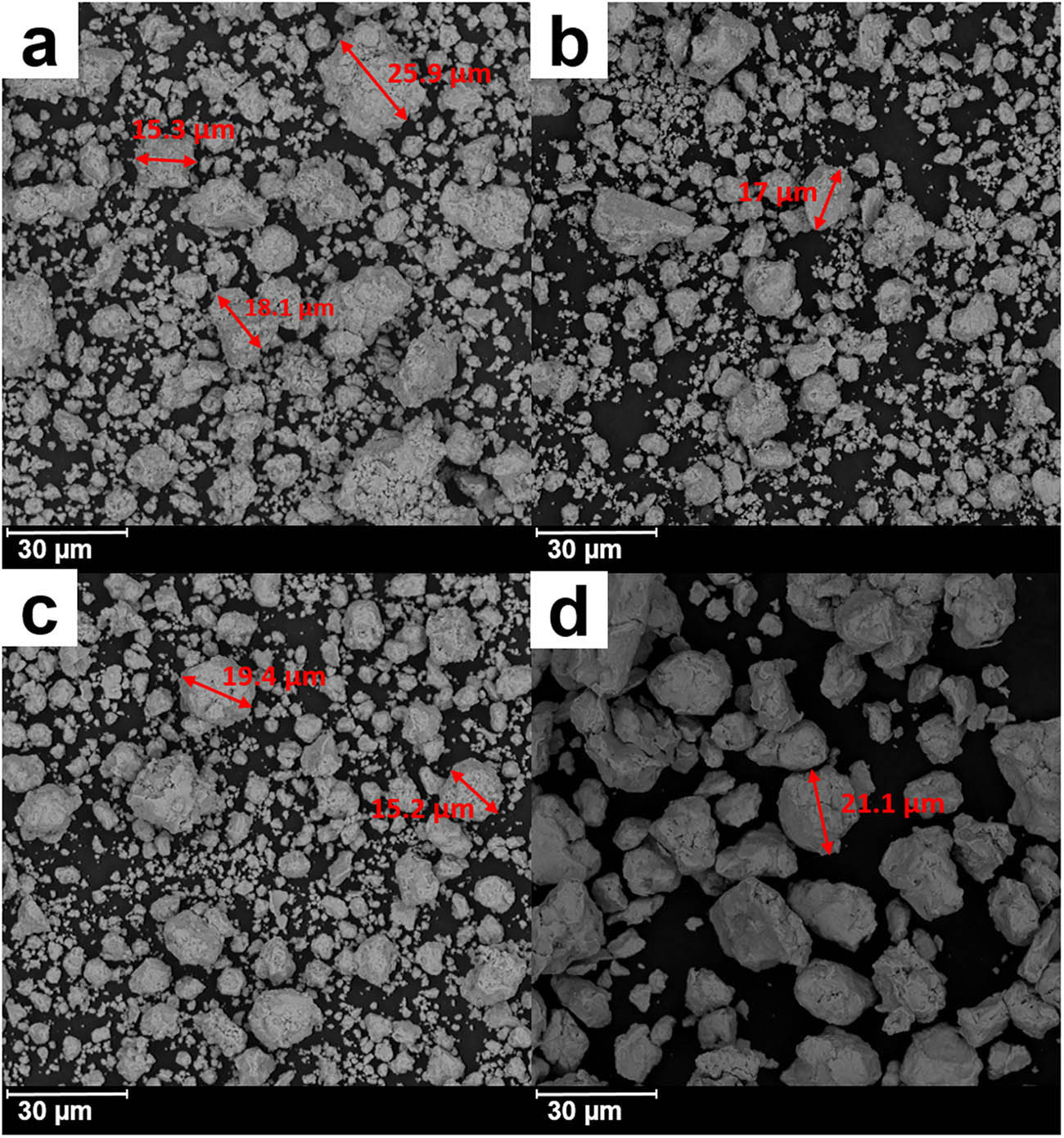
SEM images of the Ni–Ti–Cu powder mixture subjected to mechanosynthesis at 750 rpm for different durations: (a) after 1 h; (b) after 3 h; (c) after 5 h; and (d) after 8 h.
Morphological stabilization is achieved by 5 h and further by 8 h (Figure 6c and d): conglomerates of submicron and nanostructured particles are present, surrounded by residual inclusions. There is a noticeably more intense reduction in grain sizes here, as well as the formation of structures typical of reactive activated systems in comparison with 650 rpm. The presence of fine-dispersed clusters may indicate the emergence of reactivity in the system, especially after 8 h, when the surface becomes distinctly pronounced and heterogeneous.
Thus, a more pronounced effect of mechanosynthesis is achieved at 750 rpm with an enlarged interfacial interaction zone and minimal grain size. Microstructural changes clearly correlate with X-ray phase analysis and confirm the dominance of dispersion processes over reaction transformation under limited energy conditions at 650 and 750 rpm.
The analysis of SEM images demonstrates a clear dependence of particle morphology on rotation speed and processing duration. Fragmentation occurs more slowly at 650 rpm, and agglomeration begins to dominate by 5–8 h, leading to grain coarsening. At the same time, particle milling occurs significantly faster at 750 rpm, reaching maximum dispersion within 3–5 h, with a stable retention of the fine-dispersed phase. The average grain size at 650 rpm stabilizes at around
From the perspective of SMA structure formation, the stage with maximum dispersion is optimal for subsequent sintering, as the reduced grain sizes contribute to accelerated diffusion, the formation of a uniform phase, and the potential improvement of SMA functional properties, such as reversible deformation and phase transition stability. Thus, increasing the rate of mechanochemical processing contributes to the intensification of plastic deformation processes, accelerated particle breakdown, and stabilization of nanostructured morphology, which is crucial for the subsequent phase formation and functional properties of the Ni–Ti–Cu composite.
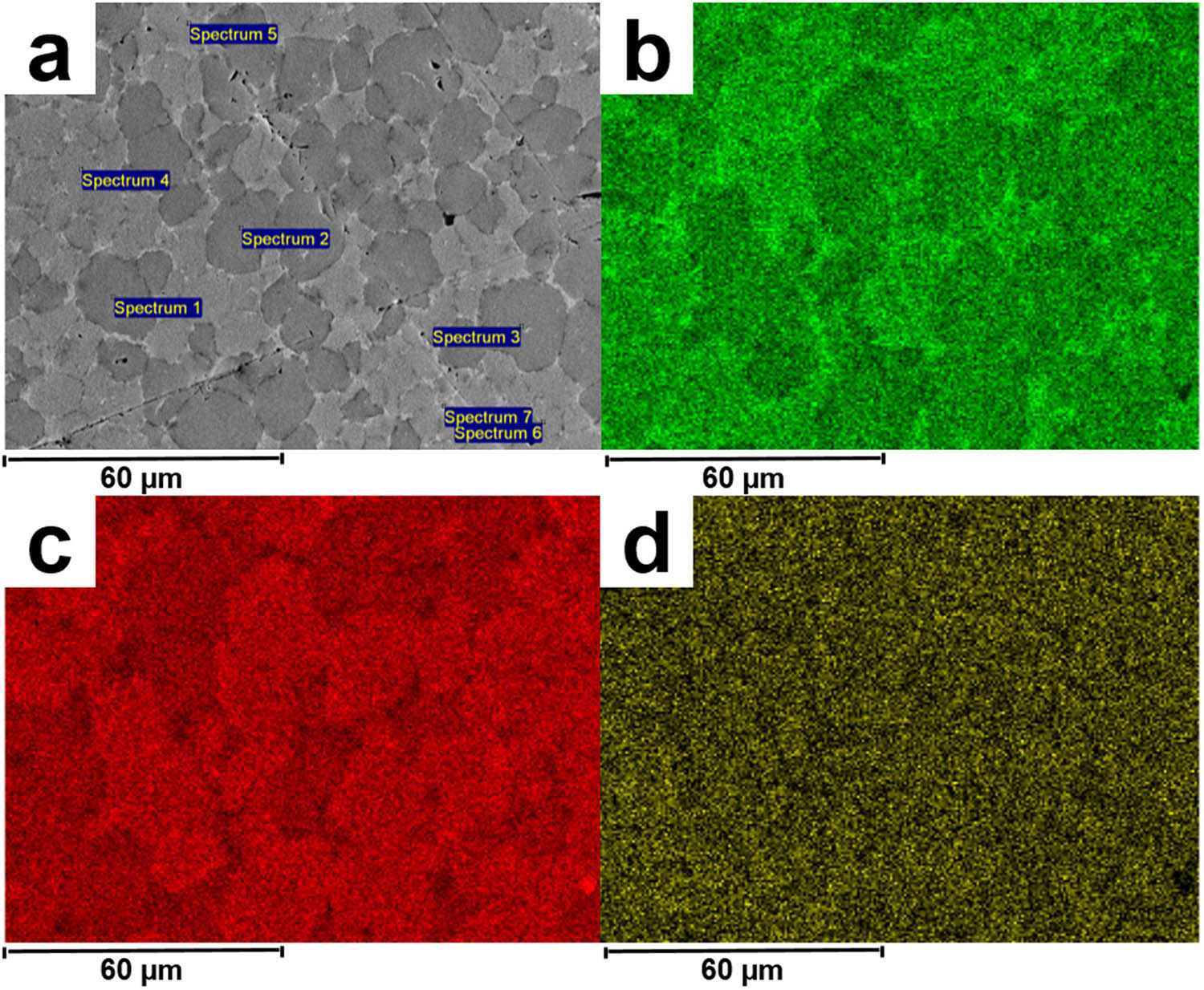
For the quantitative assessment of the chemical composition and confirmation of the homogeneity of Ni–Ti–Cu powders obtained by the mechanosynthesis method, a point energy-dispersive X-ray spectroscopy (EDS) analysis was performed. The study was conducted on eleven different surface areas of the particles, as shown in Figure 7. The results demonstrate the following ranges of element concentrations:
Nickel (Ni): 44.7–46.8 at%;
Titanium (Ti): 40.2–43.7 at%;
Copper (Cu): 11.1–13.2 at%.
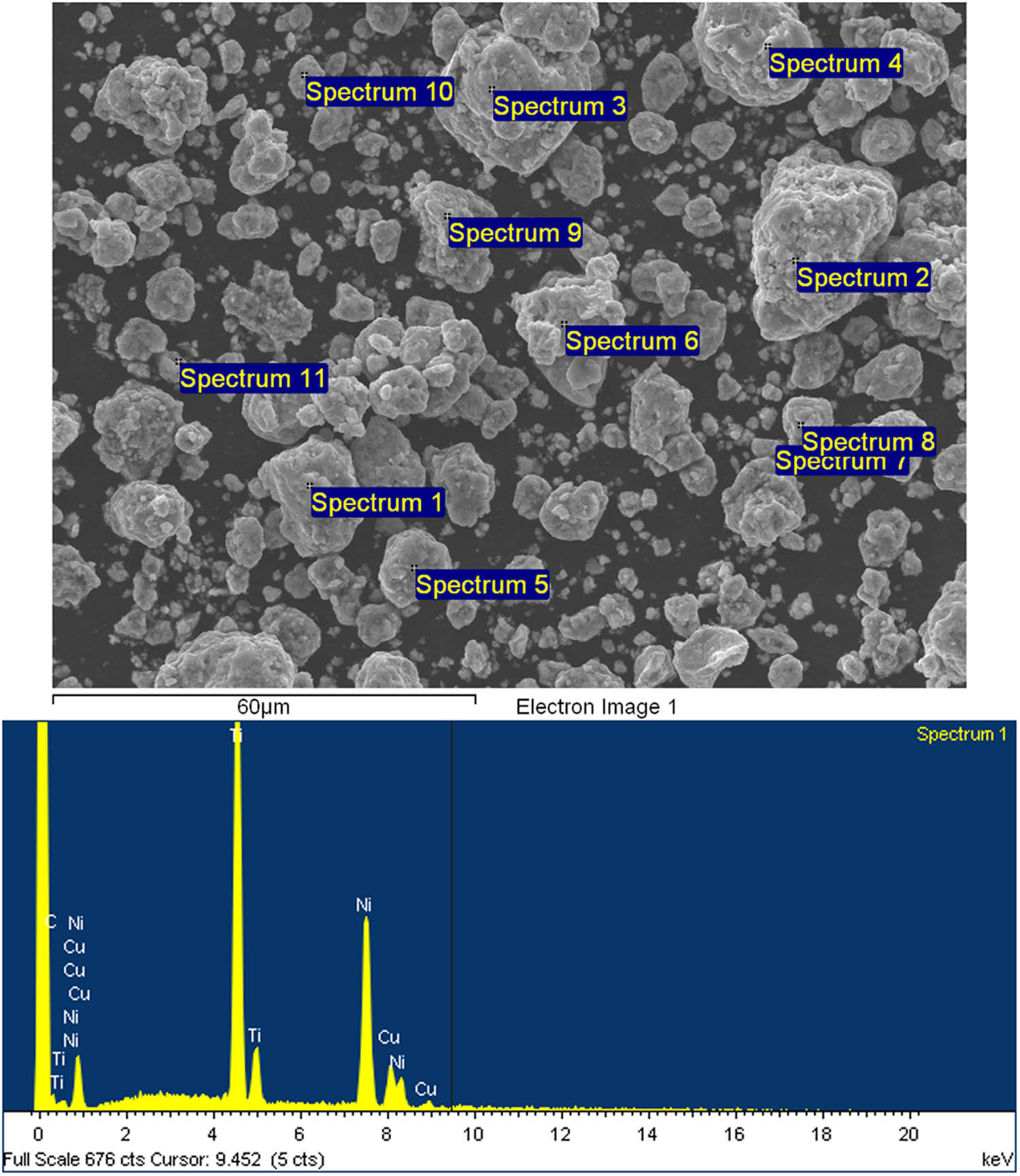
Results of point energy-dispersive X-ray spectroscopy using SEM.
The analysis results confirm a high degree of chemical homogeneity of the powders obtained through mechanosynthesis. Minor deviations, for example, in copper content (Spectrum 6 and Spectrum 10), are likely related to local fluctuations at the early stages of the diffusion interaction of the components. However, the deviations do not exceed 2 at%, which falls within the acceptable technological limits.
EDS spectra show clearly defined peaks of the corresponding elements (Ni, Ti, Cu), with no impurities, confirming the high purity of the system and the effectiveness of the mechanical synthesis parameters used (650–750 rpm, 8 h of processing). The quantitative composition data are consistent with the reference on mechanically alloyed Ni–Ti–Cu system alloys [27,28] and demonstrate the potential of the obtained powders for further densification by SPS to produce shape memory materials.
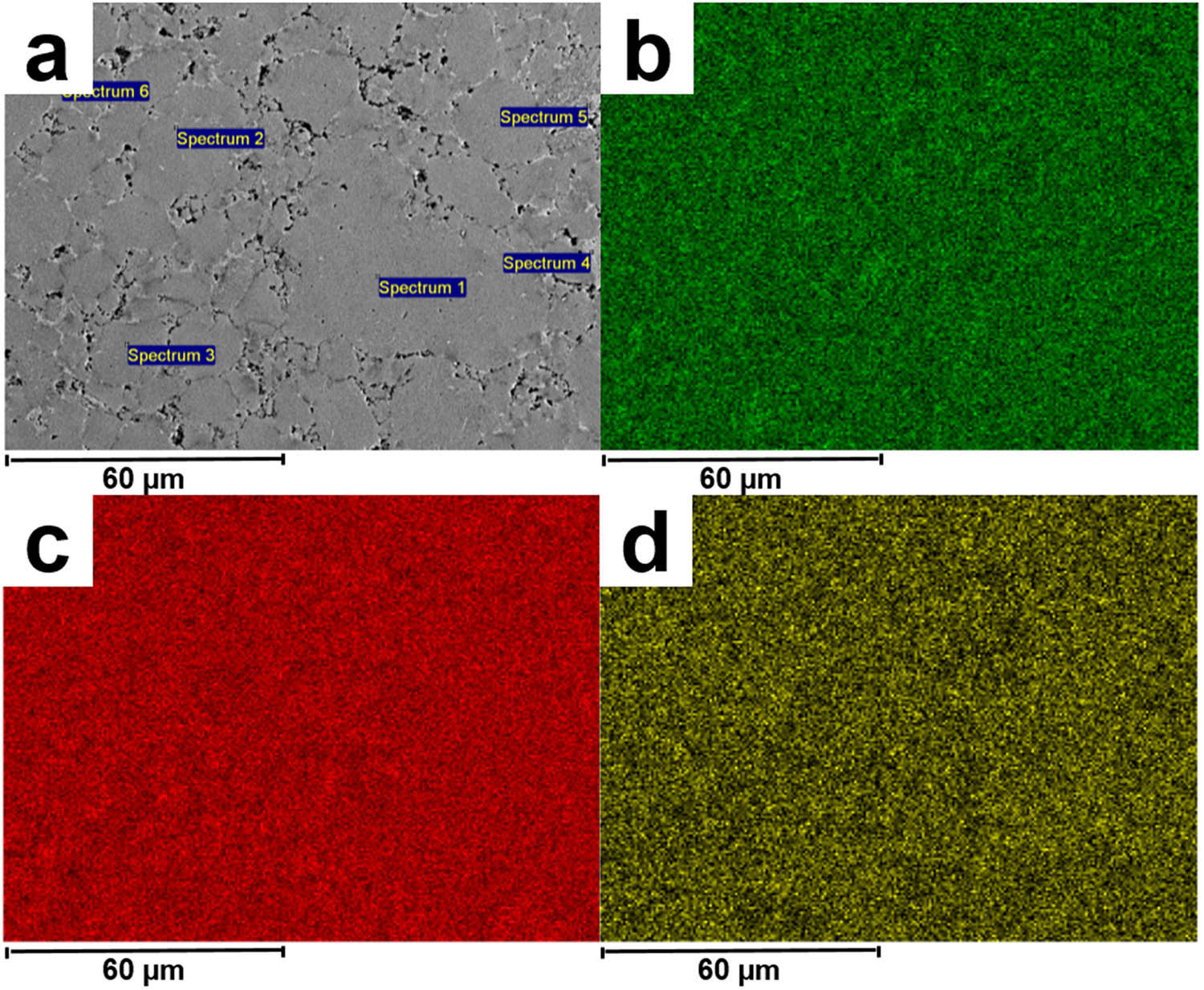
Additionally, microstructural visualization using SEM and energy-dispersive element mapping were conducted to assess the morphology and spatial distribution of Ni, Ti, and Cu in the powders. In the SEM image (Figure 8a), agglomerates of irregularly shaped particles are clearly visible, formed as a result of processes such as plastic deformation, cold welding, and brittle fracture during high-energy milling.
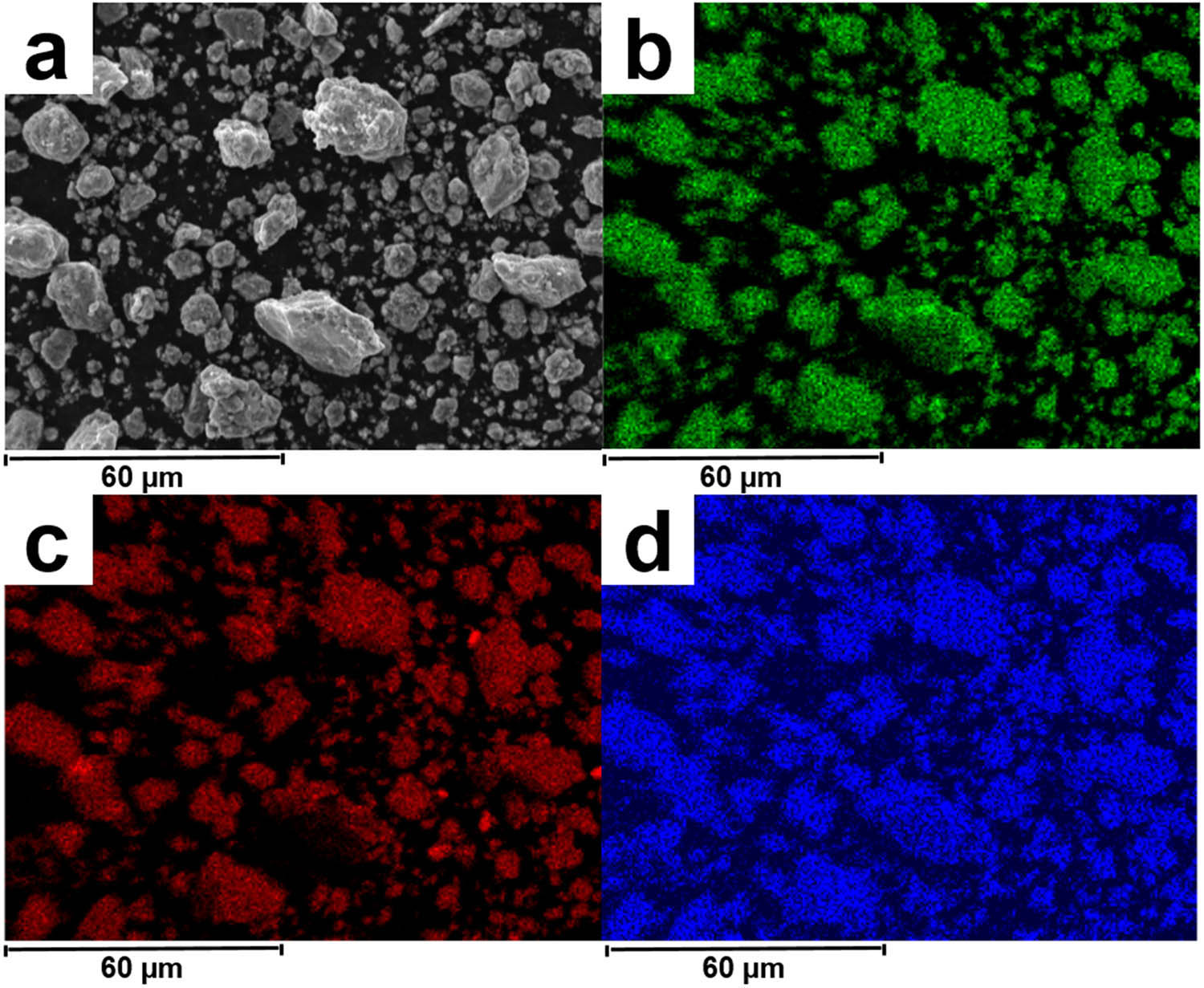
Mapping the microstructure of Ni–Ti–Cu powders after mechanosynthesis.
Mapping of element distribution shows an even distribution of nickel (Figure 8b), titanium (Figure 8c), and copper (Figure 8d) throughout the studied area. This indicates the formation of a homogeneous solid-phase during the mechanosynthesis process, which is critically important for SMAs, where the NiTi phase must be as pure and uniform as possible.
The obtained images confirm the initial stage of intermetallic compound formation and are consistent with previously published studies, where mechanical alloying led to effective mixing of components and activation of diffusion processes [29]. The visual and quantitative homogeneity of the composition makes these powders suitable for subsequent densification by the SPS method, which will ensure the production of functional alloys with reproducible thermomechanical properties.
A cross-sectional analysis of the powder mixture of the Ni–Ti–Cu system was conducted for a more detailed study of the microstructure and element distribution within the volume of the material after mechanosynthesis. This allowed us to assess the degree of homogenization within the depth of the particles and identify possible impurities related to sample preparation. Figure 9 presents the results of the cross-sectional analysis of the Ni–Ti–Cu powder mixture obtained by the mechanosynthesis method. The SEM image (Figure 9(a)) demonstrates a high degree of agglomeration and contact between particles, indicating intense interfacial interactions during the mechanosynthesis process. The results of elemental mapping confirm the uniform distribution of the main elements – Ni (Figure 9(b)), Ti (Figure 9(c)), and Cu (Figure 9(d)) – throughout the volume of the analyzed area. The absence of signs of pronounced segregation indicates effective homogenization of the mixture and the formation of a multicomponent composition.
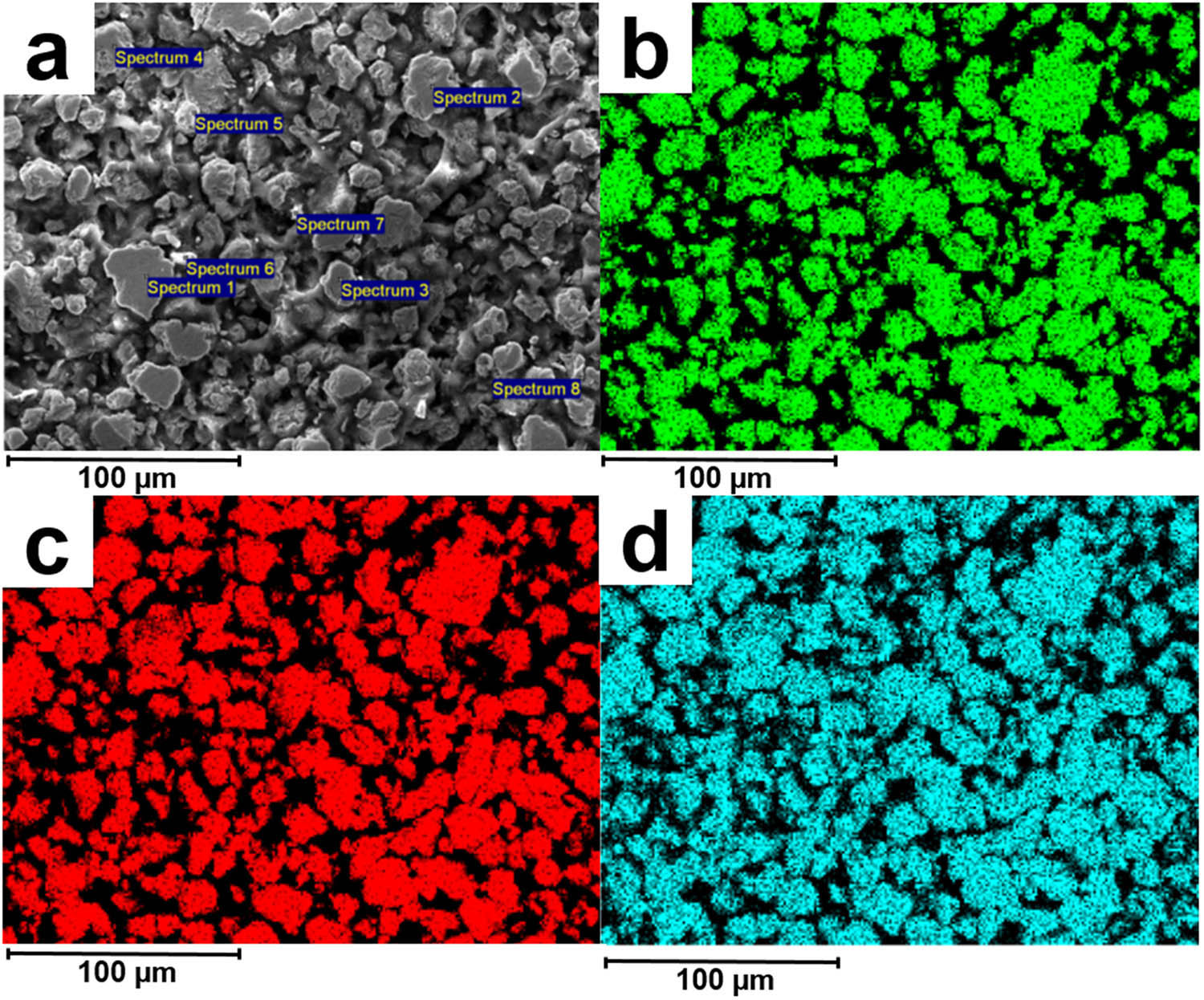
SEM image and elemental mapping of the cross-section of the Ni–Ti–Cu powder mixture after mechanosynthesis.
The results of the local energy dispersive analysis show that the ratio of the main elements is approximately
It should be noted that the behavior of powders during machining is largely determined by the crystalline structure and physicochemical characteristics of the constituent elements. Thus, titanium possesses a hexagonally close-packed lattice with a limited number of slip systems, a high melting point, and pronounced deformation hardening, which contributes to the accumulation of dislocations and the active destruction of its structure in the early stages of machining [27]. In contrast, nickel, which has a face-centered cubic (FCC) structure with a greater number of slip systems and a lower level of deformation hardening, deforms more plastically, which limits the level of defect accumulation in the initial period of milling [30,31].
The addition of copper, which also has an FCC structure, has a dual effect on the milling and activation process. On one hand, copper can act as a soft phase, facilitating lubrication and redistribution of mechanical energy in the system, reducing the likelihood of cold welding [32]. On the other hand, it increases the number of potential diffusion interaction sites with titanium and nickel due to the higher mobility of the ionic lattice, which under prolonged mechanical processing conditions can contribute to the earlier onset of solid-phase reactions [33,34]. In the SEM images, rounded agglomerates and areas with a homogeneous microstructure are observed, indicating the redistribution of material and interphase diffusion between particles. Such morphological features confirm the occurrence of solid-phase reactions during mechanical processing [31,33]. Moreover, the lower melting point of copper compared to Ti and Ni expands the temperature window for the onset of recrystallization processes, which affects the morphological evolution and the formation of nanostructured phases [33,34].
Results of EDS analysis (SEM) of Ni–Ti–Cu powder
| Milling time (h) | Average particle size at 650 rpm (
|
Average particle size at 750 rpm (
|
|---|---|---|
| 0 |
|
|
| 1 |
|
|
| 3 |
|
|
| 5 |
|
|
| 8 |
|
|
An analysis of the average particle sizes was conducted using an analyzer for a quantitative assessment of morphological changes (Figures 10 and 11). The obtained data demonstrate a clear dependence of particle size on the duration and speed of processing. The initial size was approximately
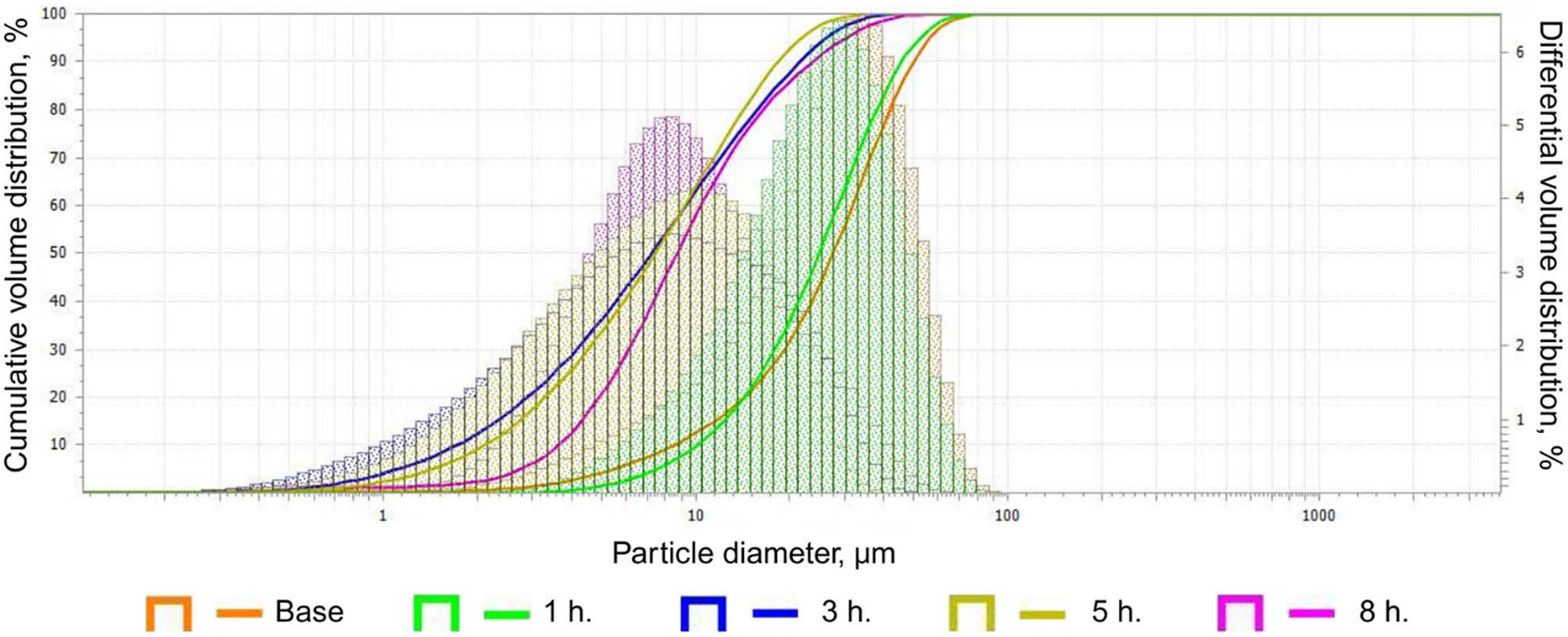
Particle size distribution after mechanosynthesis at 650 rpm.
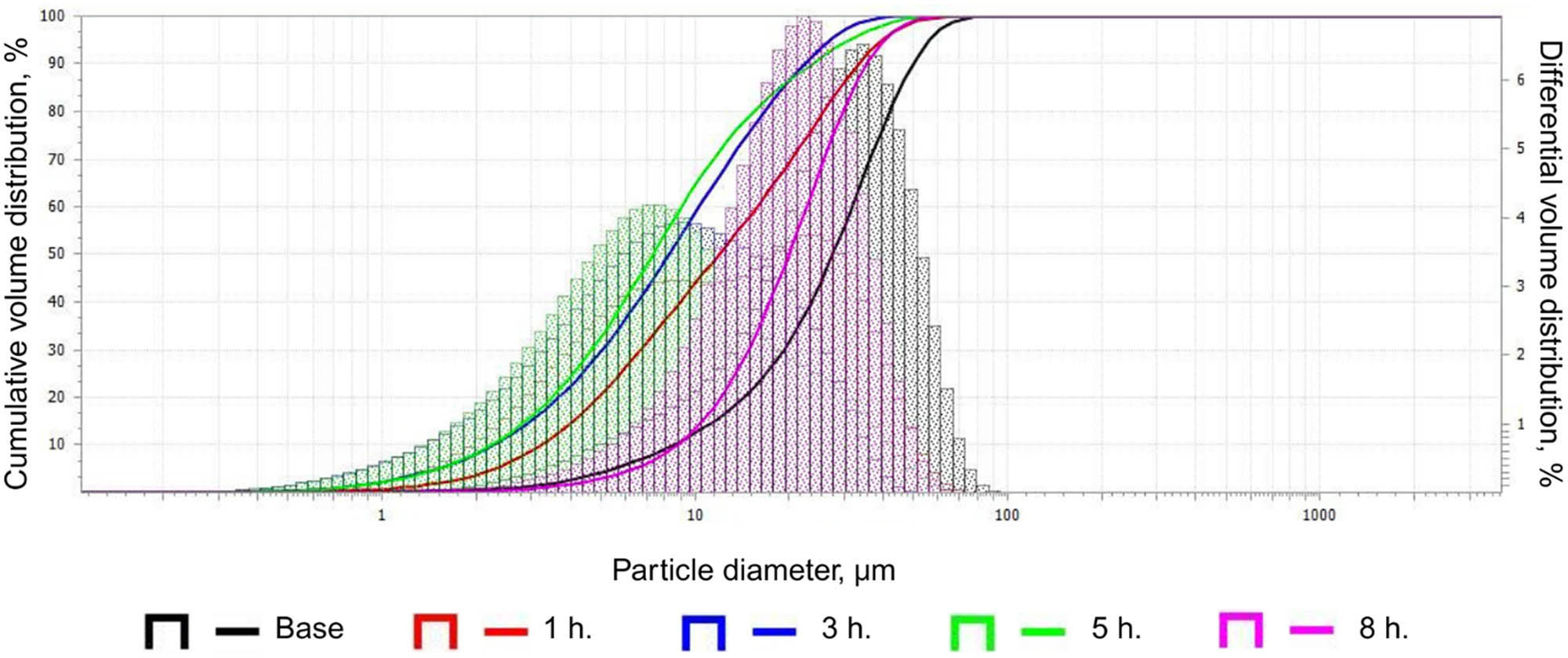
Particle size distribution after mechanosynthesis at 750 rpm.
The grinding dynamics are more pronounced at 750 rpm: the particle size becomes smaller than at 650 rpm after just 1 h, and the minimum dispersion is achieved by 3–5 h. There is a tendency towards agglomeration by the 8th hour of mechanosynthesis at 750 rpm; however, the structure remains coarser compared to the 650 rpm mode, where the powder mixture is more finely dispersed.
The results demonstrate that the optimal mechanosynthesis time to achieve the minimum particle size is 3–5 h in both modes (650 and 750 rpm) (Table 3). However, despite the particle growth by 8 h, it is at this processing duration that the target phases B2 and B19
Considering the identified connection between morphological changes and mechanosynthesis regimes, the next step was to study the phase composition of the obtained alloys after SPS to assess the stability and nature of the formed phases.
Figure 12 shows the X-ray diffraction patterns of NiTiCu alloys obtained by SPS under different temperature regimes. Three main phases were identified in both samples: the austenitic B2 phase (cubic structure,
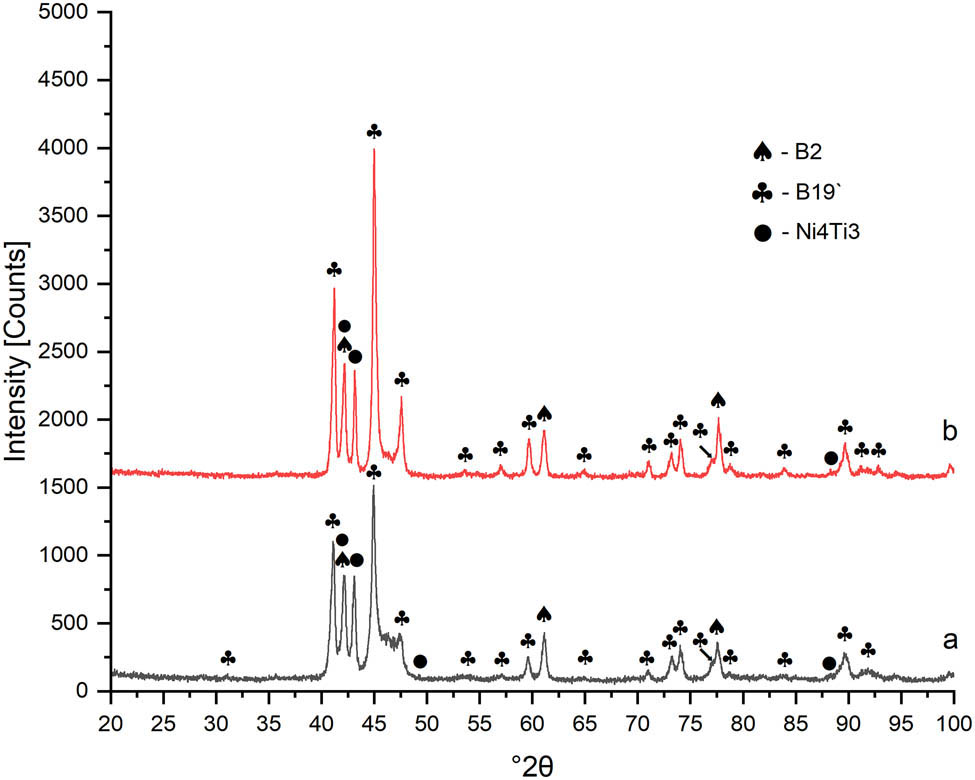
X-ray diffraction patterns of Ni–Ti–Cu alloys after SPS at 850 and
At the sintering temperature of
In contrast, when the sintering temperature is increased to
SEM image and elemental mapping of the Ni–Ti–Cu after SPS
The presence of the Ni
The analysis of the relationship between phase composition and synthesis parameters indicates that increasing the heating rate from
Thus, increasing the SPS temperature from
As a technological recommendation for complete suppression of the B19
The surface morphology and elemental distribution in 45Ni–45Ti–10Cu (at%) alloys after SPS were investigated using SEM and EDS.
Sample 1 (
According to X-ray diffraction data, this sample shows a relatively high content of the martensitic B19
Sample 2 (
SEM image and elemental mapping of the Ni–Ti–Cu after SPS
According to the EDS analysis (Figure 14b–d), a markedly improved chemical homogeneity was achieved, where Figure 14b corresponds to Ni, Figure 14c to Ti, and Figure 14d to Cu. The average composition of the main elements was: Ti –
The variability in copper content significantly decreased (
The X-ray diffraction patterns of this sample show sharp, intense peaks corresponding to the B2 (austenite) phase, indicating the formation of a well-ordered crystalline structure. The reduced intensity of the B19
The density of the samples was measured using the hydrostatic Archimedes method. After SPS at
The primary reason for these observed improvements is the activation of diffusion processes and recrystallization at the elevated temperature, which ensures more complete compositional homogenization and the release of internal stresses. To achieve the highest possible homogeneity and full stabilization of the target B2 phase in Ni–Ti–Cu alloys, further investigation of SPS regimes with extended isothermal holding times appears to be a promising direction.
4 Conclusion
This research presents an integrated method for producing intermetallic Ni–Ti–Cu SMAs, based on the sequential application of mechanosynthesis and SPS. It was established that the mechanical alloying stage leads to the formation of the ordered B2–NiTi phase in the powder state, while subsequent SPS induces the formation of the martensitic B19
Morphological analysis showed that increasing the rotation speed during mechanical alloying and raising the SPS temperature enhance grain formation, improve interparticle contact, and enable high densification with a homogeneous microstructure. EDS confirmed a uniform distribution of nickel, titanium, and copper throughout the material, which is a critical condition for the stable manifestation of functional properties.
The sample produced at a rotation speed of 750 rpm and an SPS temperature of
The obtained results demonstrate the high efficiency of the proposed technological route and its applicability in the development of thermosensitive actuators, sensors, and other functional components based on Ni–Ti–Cu alloys.
-
Funding information: This research was funded by the Science Committee of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. AP22682739).
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and consented to its submission to the journal, reviewed all the results, and approved the final version of the manuscript. D.A.: conceptualization, methodology, formal analysis, writing – original draft preparation; E.S.: conceptualization, methodology, formal analysis, writing – original draft preparation; Y.K.: conceptualization, methodology, formal analysis, writing – original draft preparation, supervision; P.K.: conceptualization, formal analysis, writing – original draft preparation; D.Y.: conceptualization, methodology, writing – original draft preparation; A.U.: conceptualization, formal analysis.
-
Conflict of interest: The authors state no conflict of interest.
-
Data availability statement: The data are contained within the article.
References
[1] Noor S, Abdulrazzaq M, Amar A. Effect of ball milling on NiTi powder metallurgy alloy. Al-Qadisiyah J Eng Sci. 2022;15:208–11. 10.30772/qjes.v15i3.840. Suche in Google Scholar
[2] Cirstea CD, Lucaci M, Valeanu M, Sofronie M, Bujoreanu LG, Lungu MV, et al. Studies about structural and thermal investigations on Ti50Ni30Cu20 alloys obtained by different technological processes. Rom J Phys. 2021;66:601. Suche in Google Scholar
[3] Cirstea CD, Povoden-Karadeniz E, Cirstea V, Tolea F, Kozeschnik E. Thermodynamic and kinetic simulations used for the study of the influence of precipitates on thermophysical properties in NiTiCu alloys obtained by spark plasma sintering. Nanomaterials. 2024;14:461. 10.3390/nano14050461. Suche in Google Scholar PubMed PubMed Central
[4] Cirstea CD, Pintea J, Cirstea V, Popa M, Ilie C, Marin M. Thermal and electrical properties of phase change materials obtained by spark plasma sintering. Rom J Phys. 2025;70:601. 10.59277/RomJPhys.2025.70.601. Suche in Google Scholar
[5] Gil FJ, Planell JA. Shape memory alloys for medical applications. Proc Inst Mech Eng H J Eng Med. 1998;212(6):473–88. 10.1243/0954411981534231Suche in Google Scholar PubMed
[6] Bil C, Massey K, Abdullah EJ. Wing morphing control with shape memory alloy actuators. J Intel Material Syst Struct. 2013;24(7):879–98. 10.1177/1045389X12471866Suche in Google Scholar
[7] Hartl DJ, Lagoudas DC. Aerospace applications of shape memory alloys. Proc Inst Mech Eng G J Aerospace Eng. 2007;221(4):535–52. 10.1243/09544100JAERO211Suche in Google Scholar
[8] Stoeckel D. Shape memory actuators for automotive applications. Materials Design. 1990;11(6):302–7. 10.1016/0261-3069(90)90013-ASuche in Google Scholar
[9] Butera F, Coda A, Vergani G. Shape memory actuators for automotive applications. Nanotec IT Newsletter. Roma: AIRI: Nanotec IT; 2007. p. 12–6. Suche in Google Scholar
[10] Kheirikhah MM, Rabiee S, Edalat ME. A review of shape memory alloy actuators in robotics. In: Robot Soccer World Cup. Berlin, Heidelberg: Springer; 2010. p. 206–17. 10.1007/978-3-642-20217-9_18Suche in Google Scholar
[11] Stephen D, Sreekumar M, Nagarajan T, Singaperumal M, Zoppi M, Molfino R. Critical review of current trends in shape memory alloy actuators for intelligent robots. Indust Robot Int J. 2007;34(4):285–94. 10.1108/01439910710749609Suche in Google Scholar
[12] Petrini L, Migliavacca F. Biomedical applications of shape memory alloys. J Metallurgy. 2011;2011:501483. 10.1155/2011/501483. Suche in Google Scholar
[13] Manjaiah M, Narendranath S, Basavarajappa S. Review on non-conventional machining of shape memory alloys. Trans Nonferrous Metals Soc China. 2014;24(1):12–21. 10.1016/S1003-6326(14)63022-3Suche in Google Scholar
[14] Skakov M, Miniyazov A, Batyrbekov E, Baklanov V, Koyanbayev Y, Gradoboev A, et al. Influence of the carbidized tungsten surface on the processes of interaction with helium plasma. Materials. 2022;15:7821. 10.3390/ma15217821. Suche in Google Scholar PubMed PubMed Central
[15] Wilson J, Weselowsky M. Shape memory alloys for seismic response modification: A state-of-the-art review. Earthquake Spectra. 2005;21:569–601. 10.1193/1.1897384Suche in Google Scholar
[16] Dong J, Cai C, Okeil A. Overview of potential and existing applications of shape memory alloys in bridges. J Bridge Eng. 2011;16:305–15. 10.1061/(ASCE)BE.1943-5592.0000145Suche in Google Scholar
[17] Ponhan K, Tassenberg K, Weston D, Nicholls K, Thornton R. Effect of SiC nanoparticle content and milling time on the microstructural characteristics and properties of Mg-SiC nanocomposites synthesized with powder metallurgy incorporating high-energy ball milling. Ceramics Int. 2020;46(17):26956–69. 10.1016/j.ceramint.2020.07.173. Suche in Google Scholar
[18] Auditee MM, Fahmida G, Ehtsham U, Fathima L, Syed AM. Fast sintering of copper-based shape memory alloys for biomedical applications: design, fabrication and characterization. Materials Today. 2024;64:28–37. Suche in Google Scholar
[19] Bor A, Jargalsaikhan B, Uranchimeg H, Lee J, Choi H. Particle morphology control of metal powder with various experimental conditions using ball milling. Powder Tech. 2021;394:181–90. 10.1016/j.powtec.2021.08.053. Suche in Google Scholar
[20] Joy J, Krishnamoorthy A, Tanna A, Kamathe V, Nagar R, Srinivasan S. Recent developments on the synthesis of nanocomposite materials via ball milling approach for energy storage applications. Appl Sci. 2022;12:9312. 10.3390/app12189312. Suche in Google Scholar
[21] Li G, Meng X, Geng C, Wang C, Ren H, Guo X, et al. Microstructure and properties of AlxCr1-xCoFeNi high-entropy alloys prepared by spark plasma sintering. Materials. 2025;18:755. 10.3390/ma18040755. Suche in Google Scholar PubMed PubMed Central
[22] Velmurugan C, Senthilkumar V, Kesavan J, Ramya K. Effects of sintering temperature on grain growth of NiTiCu shape memory alloy. Materials Today Proc. 2020;39:1570–4. 10.1016/j.matpr.2020.05.704. Suche in Google Scholar
[23] Velmurugan C, Senthilkumar V, Biswas K, Yadav S. Densification and microstructural evolution of spark plasma sintered NiTi shape memory alloy. Adv Powder Tech. 2018;29(10):2456–62. 10.1016/j.apt.2018.06.026. Suche in Google Scholar
[24] Mukhamedova N, Kozhakhmetov Y, Skakov M, Kurbanbekov S, Mukhamedov N. Microstructural stability of a two-phase (O + B2) alloy of the Ti-25Al-25Nb system (at%) during thermal cycling in a hydrogen atmosphere. AIMS Materials Sci. 2022;9(2):270–82. 10.3934/matersci.2022016Suche in Google Scholar
[25] Kozhakhmetov YA, Skakov MK, Kurbanbekov SR, Mukhamedov NM, Mukhamedov NY. Powder composition structurization of the Ti-25Al-25Nb (at%) system upon mechanical activation and subsequent spark plasma sintering. Eurasian Chem-Tech J. 2021;23(1):37–44. 10.18321/ectj1032. Suche in Google Scholar
[26] Abdul’menova E, Kul’kov SN. Ti-Ni powder structure after mechanical activation and interaction with hydrogen. Russian Phys J. 2019;61:1360–7. 10.1007/s11182-019-01873-y. Suche in Google Scholar
[27] Scudino S, Surreddi KB, Sordelet DJ, Eckert J. Formation and thermal stability of nanostructured Ni-Ti alloys prepared by mechanical alloying. Acta Mater. 2012;60:682–91. Suche in Google Scholar
[28] Calka A, Wexler D. Mechanical alloying of Ti-Ni intermetallics using controlled milling energies. J Alloys Compounds. 2010;497:132–6. Suche in Google Scholar
[29] Estrin Y, Ivanisenko Y, Valiev R. Grain refinement and phase formation in Cu-containing shape memory alloys synthesized by high-energy milling. Mater Sci Eng A. 2015;640:241–8. Suche in Google Scholar
[30] Shuai Y, Liu Y, Wang Y, Li X, Zhang J, Sun H, et al. Mechanical alloying of immiscible metallic systems: Process, microstructure, and mechanism. Adv Eng Mater. 2021;23(4):2001098. 10.1002/adem.202001098. Suche in Google Scholar
[31] Suryanarayana C. Mechanical alloying: A novel technique to synthesize advanced materials. Research. 2019;2019:4219812. 10.34133/2019/4219812. Suche in Google Scholar PubMed PubMed Central
[32] Chérif A, Bachaga T, Saurina J, Benali Y, Haddad A, Khatir Z, et al. Morphology and structure effect of Ti additive on the solid-state reaction between Ni and Al powders during mechanical alloying. Int J Adv Manufact Tech. 2016;86:2937–43. 10.1007/s00170-016-8407-9. Suche in Google Scholar
[33] Chérif A, Rekik H, Escoda L, Khitouni M, Doghri F, Saurina J, et al. Structural and thermal characterizations of the solid-state reaction between Ni, Al, and Ti powders during mechanical alloying. J Therm Anal Calorimetry. 2016;125:721–7. 10.1007/s10973-016-5355-4. Suche in Google Scholar
[34] Smirnov V, Shalunov E, Yanyushkin A, Danilov P. Formation of the structure and properties of composite materials based on copper powder during its reactionary mechanical alloying with titanium, carbon and oxygen. MATEC Web Confer. 2021;344:01017. 10.1051/matecconf/202134401017. Suche in Google Scholar
[35] Ghadimi M, Shokuhfar A, Zolriasatein A, Rostami HR. Morphological and structural evaluation of nanocrystalline NiTiCu shape memory alloy prepared via mechanical alloying and annealing. Materials Letters. 2013;90:30–3. 10.1016/j.matlet.2012.09.008. Suche in Google Scholar
[36] Zhu J, Wu HH, Wu Y, Wang H, Zhang T, Xiao H, et al. Influence of Ni4Ti3 precipitation on martensitic transformations in NiTi shape memory alloy: R phase transformation. Acta Mater. 2021;207:116665. 10.1016/j.actamat.2021.116665. Suche in Google Scholar
[37] Ryu H, Lee ZF, Kim JY, Choi S, Sim GD. Cyclic stability in NiTi and NiTiCu thin films: Role of precipitates in low- and high-cycle regimes. Scr Mater. 2024;250:116189. 10.1016/j.scriptamat.2024.116189. Suche in Google Scholar
[38] Yuuu H, Qiu Y, Young ML. Influence of Ni4Ti3 precipitate on pseudoelasticity of austenitic NiTi shape memory alloys deformed at high strain rate. Mater Sci Eng A. 2021;804:140753. 10.1016/j.msea.2021.140753. Suche in Google Scholar
© 2025 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Research Articles
- Modification of polymers to synthesize thermo-salt-resistant stabilizers of drilling fluids
- Study of the electronic stopping power of proton in different materials according to the Bohr and Bethe theories
- AI-driven UAV system for autonomous vehicle tracking and license plate recognition
- Enhancement of the output power of a small horizontal axis wind turbine based on the optimization approach
- Design of a vertically stacked double Luneburg lens-based beam-scanning antenna at 60 GHz
- Synergistic effect of nano-silica, steel slag, and waste glass on the microstructure, electrical resistivity, and strength of ultra-high-performance concrete
- Expert evaluation of attachments (caps) for orthopaedic equipment dedicated to pedestrian road users
- Performance and rheological characteristics of hot mix asphalt modified with melamine nanopowder polymer
- Second-order design of GNSS networks with different constraints using particle swarm optimization and genetic algorithms
- Impact of including a slab effect into a 2D RC frame on the seismic fragility assessment: A comparative study
- Analytical and numerical analysis of heat transfer from radial extended surface
- Comprehensive investigation of corrosion resistance of magnesium–titanium, aluminum, and aluminum–vanadium alloys in dilute electrolytes under zero-applied potential conditions
- Performance analysis of a novel design of an engine piston for a single cylinder
- Modeling performance of different sustainable self-compacting concrete pavement types utilizing various sample geometries
- The behavior of minors and road safety – case study of Poland
- The role of universities in efforts to increase the added value of recycled bucket tooth products through product design methods
- Adopting activated carbons on the PET depolymerization for purifying r-TPA
- Urban transportation challenges: Analysis and the mitigation strategies for road accidents, noise pollution and environmental impacts
- Enhancing the wear resistance and coefficient of friction of composite marine journal bearings utilizing nano-WC particles
- Sustainable bio-nanocomposite from lignocellulose nanofibers and HDPE for knee biomechanics: A tribological and mechanical properties study
- Effects of staggered transverse zigzag baffles and Al2O3–Cu hybrid nanofluid flow in a channel on thermofluid flow characteristics
- Mathematical modelling of Darcy–Forchheimer MHD Williamson nanofluid flow above a stretching/shrinking surface with slip conditions
- Energy efficiency and length modification of stilling basins with variable Baffle and chute block designs: A case study of the Fewa hydroelectric project
- Renewable-integrated power conversion architecture for urban heavy rail systems using bidirectional VSC and MPPT-controlled PV arrays as an auxiliary power source
- Exploitation of landfill gas vs refuse-derived fuel with landfill gas for electrical power generation in Basrah City/South of Iraq
- Two-phase numerical simulations of motile microorganisms in a 3D non-Newtonian nanofluid flow induced by chemical processes
- Sustainable cocoon waste epoxy composite solutions: Novel approach based on the deformation model using finite element analysis to determine Poisson’s ratio
- Impact and abrasion behavior of roller compacted concrete reinforced with different types of fibers
- Architectural design and its impact on daylighting in Gayo highland traditional mosques
- Structural and functional enhancement of Ni–Ti–Cu shape memory alloys via combined powder metallurgy techniques
- Design of an operational matrix method based on Haar wavelets and evolutionary algorithm for time-fractional advection–diffusion equations
- Design and optimization of a modified straight-tapered Vivaldi antenna using ANN for GPR system
- Analysis of operations of the antiresonance vibration mill of a circular trajectory of chamber vibrations
- Functions of changes in the mechanical properties of reinforcing steel under corrosive conditions
- 10.1515/eng-2025-0153
- Review Articles
- A modified adhesion evaluation method between asphalt and aggregate based on a pull off test and image processing
- Architectural practice process and artificial intelligence – an evolving practice
- Enhanced RRT motion planning for autonomous vehicles: a review on safety testing applications
- Special Issue: 51st KKBN - Part II
- The influence of storing mineral wool on its thermal conductivity in an open space
- Use of nondestructive test methods to determine the thickness and compressive strength of unilaterally accessible concrete components of building
- Use of modeling, BIM technology, and virtual reality in nondestructive testing and inventory, using the example of the Trzonolinowiec
- Tunable terahertz metasurface based on a modified Jerusalem cross for thin dielectric film evaluation
- Integration of SEM and acoustic emission methods in non-destructive evaluation of fiber–cement boards exposed to high temperatures
- Non-destructive method of characterizing nitrided layers in the 42CrMo4 steel using the amplitude-frequency technique of eddy currents
- Evaluation of braze welded joints using the ultrasonic method
- Analysis of the potential use of the passive magnetic method for detecting defects in welded joints made of X2CrNiMo17-12-2 steel
- Analysis of the possibility of applying a residual magnetic field for lack of fusion detection in welded joints of S235JR steel
- Eddy current methodology in the non-direct measurement of martensite during plastic deformation of SS316L
- Methodology for diagnosing hydraulic oil in production machines with the additional use of microfiltration
- Special Issue: IETAS 2024 - Part II
- Enhancing communication with elderly and stroke patients based on sign-gesture translation via audio-visual avatars
- Optimizing wireless charging for electric vehicles via a novel coil design and artificial intelligence techniques
- Evaluation of moisture damage for warm mix asphalt (WMA) containing reclaimed asphalt pavement (RAP)
- Comparative CFD case study on forced convection: Analysis of constant vs variable air properties in channel flow
- Evaluating sustainable indicators for urban street network: Al-Najaf network as a case study
- Node failure in self-organized sensor networks
- Comprehensive assessment of side friction impacts on urban traffic flow: A case study of Hilla City, Iraq
- Design a system to transfer alternating electric current using six channels of laser as an embedding and transmitting source
- Security and surveillance application in 3D modeling of a smart city: Kirkuk city as a case study
- Modified biochar derived from sewage sludge for purification of lead-contaminated water
- The future of space colonisation: Architectural considerations
- Design of a Tri-band Reconfigurable Antenna Using Metamaterials for IoT Applications
- Special Issue: AESMT-7 - Part II
- Experimental study on behavior of hybrid columns by using SIFCON under eccentric load
- Special Issue: ICESTA-2024 and ICCEEAS-2024
- A selective recovery of zinc and manganese from the spent primary battery black mass as zinc hydroxide and manganese carbonate
- Special Issue: REMO 2025 and BUDIN 2025
- Predictive modeling coupled with wireless sensor networks for sustainable marine ecosystem management using real-time remote monitoring of water quality
- Management strategies for refurbishment projects: A case study of an industrial heritage building
- Structural evaluation of historical masonry walls utilizing non-destructive techniques – Comprehensive analysis
Artikel in diesem Heft
- Research Articles
- Modification of polymers to synthesize thermo-salt-resistant stabilizers of drilling fluids
- Study of the electronic stopping power of proton in different materials according to the Bohr and Bethe theories
- AI-driven UAV system for autonomous vehicle tracking and license plate recognition
- Enhancement of the output power of a small horizontal axis wind turbine based on the optimization approach
- Design of a vertically stacked double Luneburg lens-based beam-scanning antenna at 60 GHz
- Synergistic effect of nano-silica, steel slag, and waste glass on the microstructure, electrical resistivity, and strength of ultra-high-performance concrete
- Expert evaluation of attachments (caps) for orthopaedic equipment dedicated to pedestrian road users
- Performance and rheological characteristics of hot mix asphalt modified with melamine nanopowder polymer
- Second-order design of GNSS networks with different constraints using particle swarm optimization and genetic algorithms
- Impact of including a slab effect into a 2D RC frame on the seismic fragility assessment: A comparative study
- Analytical and numerical analysis of heat transfer from radial extended surface
- Comprehensive investigation of corrosion resistance of magnesium–titanium, aluminum, and aluminum–vanadium alloys in dilute electrolytes under zero-applied potential conditions
- Performance analysis of a novel design of an engine piston for a single cylinder
- Modeling performance of different sustainable self-compacting concrete pavement types utilizing various sample geometries
- The behavior of minors and road safety – case study of Poland
- The role of universities in efforts to increase the added value of recycled bucket tooth products through product design methods
- Adopting activated carbons on the PET depolymerization for purifying r-TPA
- Urban transportation challenges: Analysis and the mitigation strategies for road accidents, noise pollution and environmental impacts
- Enhancing the wear resistance and coefficient of friction of composite marine journal bearings utilizing nano-WC particles
- Sustainable bio-nanocomposite from lignocellulose nanofibers and HDPE for knee biomechanics: A tribological and mechanical properties study
- Effects of staggered transverse zigzag baffles and Al2O3–Cu hybrid nanofluid flow in a channel on thermofluid flow characteristics
- Mathematical modelling of Darcy–Forchheimer MHD Williamson nanofluid flow above a stretching/shrinking surface with slip conditions
- Energy efficiency and length modification of stilling basins with variable Baffle and chute block designs: A case study of the Fewa hydroelectric project
- Renewable-integrated power conversion architecture for urban heavy rail systems using bidirectional VSC and MPPT-controlled PV arrays as an auxiliary power source
- Exploitation of landfill gas vs refuse-derived fuel with landfill gas for electrical power generation in Basrah City/South of Iraq
- Two-phase numerical simulations of motile microorganisms in a 3D non-Newtonian nanofluid flow induced by chemical processes
- Sustainable cocoon waste epoxy composite solutions: Novel approach based on the deformation model using finite element analysis to determine Poisson’s ratio
- Impact and abrasion behavior of roller compacted concrete reinforced with different types of fibers
- Architectural design and its impact on daylighting in Gayo highland traditional mosques
- Structural and functional enhancement of Ni–Ti–Cu shape memory alloys via combined powder metallurgy techniques
- Design of an operational matrix method based on Haar wavelets and evolutionary algorithm for time-fractional advection–diffusion equations
- Design and optimization of a modified straight-tapered Vivaldi antenna using ANN for GPR system
- Analysis of operations of the antiresonance vibration mill of a circular trajectory of chamber vibrations
- Functions of changes in the mechanical properties of reinforcing steel under corrosive conditions
- 10.1515/eng-2025-0153
- Review Articles
- A modified adhesion evaluation method between asphalt and aggregate based on a pull off test and image processing
- Architectural practice process and artificial intelligence – an evolving practice
- Enhanced RRT motion planning for autonomous vehicles: a review on safety testing applications
- Special Issue: 51st KKBN - Part II
- The influence of storing mineral wool on its thermal conductivity in an open space
- Use of nondestructive test methods to determine the thickness and compressive strength of unilaterally accessible concrete components of building
- Use of modeling, BIM technology, and virtual reality in nondestructive testing and inventory, using the example of the Trzonolinowiec
- Tunable terahertz metasurface based on a modified Jerusalem cross for thin dielectric film evaluation
- Integration of SEM and acoustic emission methods in non-destructive evaluation of fiber–cement boards exposed to high temperatures
- Non-destructive method of characterizing nitrided layers in the 42CrMo4 steel using the amplitude-frequency technique of eddy currents
- Evaluation of braze welded joints using the ultrasonic method
- Analysis of the potential use of the passive magnetic method for detecting defects in welded joints made of X2CrNiMo17-12-2 steel
- Analysis of the possibility of applying a residual magnetic field for lack of fusion detection in welded joints of S235JR steel
- Eddy current methodology in the non-direct measurement of martensite during plastic deformation of SS316L
- Methodology for diagnosing hydraulic oil in production machines with the additional use of microfiltration
- Special Issue: IETAS 2024 - Part II
- Enhancing communication with elderly and stroke patients based on sign-gesture translation via audio-visual avatars
- Optimizing wireless charging for electric vehicles via a novel coil design and artificial intelligence techniques
- Evaluation of moisture damage for warm mix asphalt (WMA) containing reclaimed asphalt pavement (RAP)
- Comparative CFD case study on forced convection: Analysis of constant vs variable air properties in channel flow
- Evaluating sustainable indicators for urban street network: Al-Najaf network as a case study
- Node failure in self-organized sensor networks
- Comprehensive assessment of side friction impacts on urban traffic flow: A case study of Hilla City, Iraq
- Design a system to transfer alternating electric current using six channels of laser as an embedding and transmitting source
- Security and surveillance application in 3D modeling of a smart city: Kirkuk city as a case study
- Modified biochar derived from sewage sludge for purification of lead-contaminated water
- The future of space colonisation: Architectural considerations
- Design of a Tri-band Reconfigurable Antenna Using Metamaterials for IoT Applications
- Special Issue: AESMT-7 - Part II
- Experimental study on behavior of hybrid columns by using SIFCON under eccentric load
- Special Issue: ICESTA-2024 and ICCEEAS-2024
- A selective recovery of zinc and manganese from the spent primary battery black mass as zinc hydroxide and manganese carbonate
- Special Issue: REMO 2025 and BUDIN 2025
- Predictive modeling coupled with wireless sensor networks for sustainable marine ecosystem management using real-time remote monitoring of water quality
- Management strategies for refurbishment projects: A case study of an industrial heritage building
- Structural evaluation of historical masonry walls utilizing non-destructive techniques – Comprehensive analysis