
Fatigue behaviour of Kevlar/carbon/basalt fibre-reinforced SiC nanofiller particulate hybrid epoxy composite
-
Thandavamoorthy Raja
 ,
Vinayagam Mohanavel
,
Vinayagam Mohanavel

Abstract
It is vital to conduct research on the behaviour of natural fibre composites under cyclic loading in order to have confidence in the mechanical durability. During this study, the fabrication of composite laminates will be carried out by the hybridization effect of natural and synthetic fibres. Quantifying the impact that the SiC filler (10, 20, and 30 g) has when combined with the fibre reinforcement and epoxy matrix (275 g) under cyclic loading circumstances and determining the significant sequence of hybrid composites are the goals of this research. The results of the tensile mode were used to determine the input parameters, and based on the tensile strength of the hybrid composite, 70% of the tensile strength was fixed at 3 Hz frequency as the input for fatigue analysis. The life span was then determined for the hybrid composite. The results of this fatigue test showed that increasing the amount of SiC nanofillers produced a very high potential output for the fatigue test. As a result of increasing the amount of silicon carbide fillers from 10 to 30 g, sample S3 was able to significantly tolerate 65% more life. Failure mode can be identified from scanning electron microscope analysis revealing the major porosity, matrix crack, and laminate bonding strength that causes the failure during fatigue analysis.
1 Introduction
Polymer composites can be created by mixing polymers with a variety of continuous and noncontiguous reinforcements/fillers. In addition to their widespread use in industries such as aviation, automotive, the military, and sports, polymer-based composites are increasingly being used in biomedicine, particularly in fields like tissue engineering, wound dressings, drug release, regenerative medicine, dental resin composites, and surgical procedures (1). Fatigue behaviour of numerous chopped-glass- and carbon-fibre-reinforced thermoplastics was investigated. The authors demonstrated that the fatigue behaviour of the composite was determined by the ductility of the matrix, the type of fibre used, and the quality of the interface between the fibre and the matrix. Carbon fibre composites showed a more matrix and interface-dominated reactivity than glass fibre composites (2). In spite of the structural benefits provided by synthetic composites such as carbon fibre composites and glass fibre composites, these materials have several limitations, such as high cost of the raw materials, and they create an end-of-life negative effect on the environment, as the synthetic composites cannot be recycled and do not degrade (3). The fatigue behaviour of thermoplastic composites reinforced with natural fibres was experimentally investigated, and a novel semi-analytical model was constructed to account for this phenomenon. Based on the loading situation, fibre fraction, and moisture absorption, this model may estimate the fatigue life of various materials. Natural fibre composites’ fatigue behaviour was investigated and modelled using fatigue stress-life (S–N) curves (4). As an alternative to high-strength aluminium alloys, hybrid composite laminates known as glass aluminium-reinforced epoxy have been used, particularly for aircraft structures. These laminates consist of different layers of unidirectional glass-fibre reinforced plastic laminate and thin aluminium alloy sheets (5). It was observed that the fatigue behaviours of the hybrid composites were greatly enhanced with the addition of alumina nanoparticles, rubber micro-particles, and silica nanoparticles. When subjected to tension–tension, compression–tension, and tension–compression fatigue loading, the fraction of carbon fibres present in hybrid glass/carbon composites has a considerable impact on the fatigue lifetime of the composites (6). The fatigue behaviour and damage mechanism of composites based on high-performance carbon fibres or graphite fibres for reinforcement, and carbon or graphite for matrix, were related to many parameters, such as experimental conditions. These conditions included a variety of load types, loading frequencies, and stress ratios. An experimental study on the fatigue behaviour of woven flax fibre hybridized with woven glass fibre, with the epoxy matrix serving as the substrate was carried out (7). The findings of the study indicated that there is a possibility of increasing the fatigue strength and fatigue life of laminate structures using materials that contain natural fibres. The fatigue behaviour of carbon, Kevlar-49, and epoxy hybrid composites was investigated. Under repeated tension–tension and compression–tension loads, and with various stress ratios, S–N graphs were plotted for both unidirectional and hybrid laminates (8). The term endurance limit or fatigue limit refers to a limit that most engineering materials have, which is a safe zone for the stress level below which failure can never occur, even after being subjected to an infinitely high number of loading cycles. This level of stress can be precisely determined with regard to metals. On the contrary, fibre-reinforced polymer matrix composites typically do not have a fatigue limit. This is due to the fact that the complex damage patterns that are observed in composite materials consist of matrix cracks, fibre fractures, fibre/matrix interface debonding, inter-ply delamination cracks, and the various interactions between these damage patterns (9). As a result, the majority of research efforts are concentrated on establishing a connection between the observed damage or a damage parameter and the mechanical properties of the laminates (10). When contrasted with the large number of static tests on composite materials clearly specified, the fatigue testing of laminates is much less restrictive. In order to prevent failures in the vicinity of the grip jaws, it is essential to have accurate alignment and proper grasping (11). Additionally, in order to prevent buckling during tests that involve compressive loads, high lateral stiffness is absolutely necessary. Because of the effects of friction, using some of the anti-buckling guides that are designed for static testing in cyclic testing can be troublesome. This fact should be brought to your attention (12). Now fatigue testing software is available that can monitor the temperature of the test specimen and intelligently modify the test frequency in order to shorten the test length while simultaneously ensuring that the specimen does not become too hot. When a composite material has failed a fatigue test, monitoring any damage that occurs throughout the test is not a simple task. Monitoring the change in specimen stiffness as the test progresses is a standard method for tracking damage, although de-lamination damage has very little impact on tensile stiffness (13). Poly-para-phenylene terephthalamide is the name of the chemical component used in the production of the man-made material known as Kevlar. Kevlar, also known as para-aramid, is a type of synthetic fibre that is both strong and resistant to heat. It is a synthetic fibre that can withstand high temperatures and is quite robust (14). Compared to other synthetic and natural fibres, Kevlar possesses more desirable properties, which places it in an advantageous position for use in a variety of load-bearing applications. It has a high tensile strength-to-weight ratio, which indicates that, in comparison to a typical material, it possesses a higher tensile strength at a lower weight (15). This is the most essential characteristic it possesses. Although Kevlar is resistant to most chemical conditions, it is still subject to degradation. When subjected to the action of certain aqueous acids, bases, or sodium hypochlorite. A carbon fibre is made up of a chain of carbon atoms that are linked to one another (16). The fibres are utilized in various processes to produce high-quality building materials due to their exceptional rigidity, strength, and lightweight. Carbon fibre material is available in a wide variety of raw building blocks, such as yarns, unidirectional, weaves, and braids. These raw building blocks are then utilized in the process of fabricating carbon fibre composite parts (17). There are a great number of specialized sub-categories contained within each of these larger categories. The strength of carbon fibre is unmatched. In the field of engineering, it is a common practice to evaluate the usefulness of a material in terms of its strength-to-weight ratio and its stiffness-to-weight ratio. This practice is especially common in structural design, where an increase in weight may result in increased lifecycle cost or less-than-satisfactory performance (18). The modulus of elasticity is a measurement used to determine the rigidity of a material. Basalt is a naturally occurring substance that can be found in rocks generated by the solidification of lava. Basalt fibre is made from broken-up pieces of basalt rock, which are then placed in a furnace and heated to temperatures between 1,500°C and 17,000°C before being melted into a silk-like consistency using a platinum-iridium alloy leaky plate (19). Since its discovery in 1923, basalt fibre has also been put to use in a variety of military applications. In the field of armour protection, basalt fibre outperforms typical bullet-proof fibres such as glass fibre, aramid fibre, and ultra-high molecular weight polyethylene fibre (20). The chemical composition of basalt fibre is identical to that of glass fibre; it consists of SiO2, Al2O3, CaO, MgO, Fe2O3, and FeO. However, basalt fibre is more resistant to the effects of strong alkalis than glass fibre. On the basis of the results of the mechanical testing, the percentage of weight that is composed of sisal fibre in the Sisal/polypropylene (PP) composites has been optimized to be 42 wt%. In order to improve the tribological and mechanical performance of sisal fibre-reinforced polypropylene composites for use in automobile and construction applications, sisal fibres were hybridized with recycled glass and carbon fibres (21). This was done in order to improve the tribological and mechanical properties of the composites. Despite this, much effort and progress have been made to improve the mechanical properties of natural fiber polymer composites, such as through the hybridization process or the addition of nanofillers in order to achieve performance that is comparable to that of synthetic polymer composites (22). The fatigue behaviour of hemp-reinforced high-density polyethylene (HDPE) was studied. Hemp fibre inclusion increased the overall fatigue strength of the polymer matrix but had no effect on the sensitivity of the generated fatigue life curves. Although the unreinforced HDPE showed ductile-brittle fatigue failures, the composites consistently showed brittle failures (23).
The previous research served as the foundation for the present work, which focuses on the fabrication of hybrid composites using carbon, Kevlar, and basalt fibre reinforcement with silicon carbide used as a filler blended with epoxy resin as the matrix material. Furthermore, the fatigue behaviour of this composite is investigated, and the impact of fibre sequence and filler material on this composite is identified.
2 Materials and experimental method of hybrid composite
In this study, three different fibres were used to reinforce Kevlar. The carbon fibres were supplied by SM Composites, Chennai, India and Go Green Pvt Ltd, Chennai, India. Polyepoxides LY1564 epoxy resin, Araldite (HY951), and silicon carbide filler materials were provided by Zhengzhou Xinli Wear-Resistant Materials Co., Chennai, India.
2.1 Experimental process
The standard hand layup process was used to fabricate hybrid composite laminates because it was the most cost-efficient method, and a diverse range of materials were utilized in the fabrication of this composite (24). In this process, the resin is applied with brushes and rollers in order to minimize the formation of air bubbles. The chemical reaction that occurs during the mixing process can either involve the hardener as a reactant or as a catalyst, depending on the ratio of the hardener to an epoxy resin used. The hybridization of reinforcement, filler, and matrix was utilized in the composite fabrication process. The hybridization of the composite was done through the use of the traditional hand layup procedure, and the mild stainless-steel mould was used for the fabrication process (25). The first step was to apply liquid wax as a mould releasing agent on a 25 cm × 25 cm steel mould. Next, a predefined 40% epoxy resin was blended with hardener at a 10:1 ratio using a hand electric stirrer for 5 min continuously (25). After that, 10% SiC filler was applied to the matrix, and the hand layup process commenced (26). Fabrication of a hybrid composite by reinforcing natural and synthetic fibres and varying the weight fraction of three separate samples of carbon, Kevlar, and basalt fibres was carried out. The ratios of 45% filler, 5% filler, and 50% epoxy matrix were used to quantify the effect of hybrid composites. Following the completion of the fabrication process, the mould is subjected to room temperature compression with 15 kg of weight for up to 48 h in order to complete the curing process of the hybrid composite. Following that, the press consolidation method was utilized to prepare hybrid composite laminates without air bubbles. For better curing, the hybrid composite laminates were placed in a hot furnace at 175°C for 1 h, after which the laminates were removed from the mould without defects and the composite plate for the fatigue test samples was cut to have dimensions of 150 mm × 200 mm × 5 mm, as specified by the ASTM standards (27). The weight ratios of composite laminates are given in Table 1.
Weight ratio of composite laminates
| Sample | Weight of matrix (g) | Weight of filler (g) | Weight of Kevlar (g) | Weight of carbon (g) | Weight of basalt (g) | Weight of composite laminates (g) |
|---|---|---|---|---|---|---|
| S1 | 275 | 10 | 78 | 64 | 78 | 505 |
| S2 | 275 | 20 | 78 | 64 | 78 | 515 |
| S3 | 275 | 30 | 78 | 64 | 78 | 525 |
2.2 Fatigue test and scanning electron microscope (SEM) analysis of hybrid composite
The ability of a material to withstand cyclic fatigue loading conditions can be determined using a fatigue test. A material is chosen specifically to meet or surpass the service loads expected in fatigue testing applications. This decision is made during the design phase. The fatigue test is used to estimate the remaining useful life of a material after it has been subjected to cyclic loading. In addition, the fatigue strength and crack resistance of the material are frequently sought for values. The fatigue life of a material is defined as the total number of cycles that it can withstand while still maintaining its integrity under a particular loading scheme. A fatigue test is also used to determine the maximum load that a sample is capable of withstanding for a predetermined number of cycles. This is done by repeatedly subjecting the sample to the same load. Any sector of the economy in which the substance in question is subjected to variable rather than continuous influences necessitates the existence of all these qualities. This particular experiment used strain-controlled low cycle fatigue tests, which typically entail plastic deformations in accordance with the ASTM standard. The ASTM 3479 standard for fatigue testing was followed, and the tests were carried out in load control mode while subjected to a tension–tension sinusoidal cycle. Each type was evaluated using three different samples. During the fatigue test, the highest load applied was equal to 70% of the load of the material’s ultimate tensile strength (UTS), and the minimum load applied was equal to 10% of the maximum load applied. Since this was the case, the loading ratio was 0.1. During cyclic loading, the minimum applied load was used to define the loading ratio, and the highest applied load was used to define the loading ratio (fatigue test). The term “loading frequency” refers to the number of fatigue cycles that are completed each second. The loading frequency was kept at 3 Hz throughout the fatigue tests. Because composite materials have a tendency to generate heat when subjected to cyclic loading, particularly in tension–tension mode, the frequency was kept low (less than 5 Hz) in order to decrease the influence of self-heat generated by the material (28). SEM testing includes sweeping an electron beam over a sample in order to generate a magnified image that can then be analysed. Microanalysis and failure analysis of solid inorganic materials are two of the most common applications for this technique, which is also known as SEM analysis and SEM microscopy. Both terms refer to the same entity. High magnifications are used in the electron microscopy technique, resulting in high-resolution images and accurate assessment of very small features and objects. The resolution is 0.6 nm at 15 kV, 0.7 nm at 1 kV, 1.0 nm at 0.5 kV, and 3.0 nm at 5 kV. The probe current is 5 nA, the working distance is 10 mm, and the electron gun is a lens Schottky combined with a field emission (FE) gun (29). The JSM-7900F is a flagship model in the present SEM region of an FE-SEM that aims to assist research and technological advances for future generations. These developments are intended to benefit future generations. The JSM-700F successfully combines ultrahigh-resolution analysis with increased usability. Figure 1 shows fatigue testing, sample analysis, and SEM analysis of the hybrid composite.

Testing of the hybrid composite.
3 Results and discussion
3.1 Fatigue behaviour
The ability of a material to withstand cyclic fatigue loading conditions can be determined using a fatigue test. This approach has a manufacturing limit as well, which is determined based on the level of complexity of the aircraft (30). This technique can be applied to any material, such as carbon or basalt fibre, and in any shape (continuous fibre, chopped fibre, woven, etc.). A material is chosen specifically to meet or surpass the anticipated service loads in fatigue testing applications. This decision is made during the design phase. The tensile properties of the S1, S2, and S3 specimens are 63, 90, and 128 MPa, respectively, which match to the testing conditions for the frequency of 3 Hz with three tensile properties. During composite testing, load cycles are divided into measurements for the half, stable, and final loads. The findings of the tests show that specimen S3 has a higher score than the other two specimens, each of which has a lower score than the previous level. The results of fatigue tests (fatigue life, high cycles to failure) at a loading frequency of 3 Hz to a mean fatigue life for Kevlar, carbon, and basalt within the three samples S1, S2, and S3 in different sequences of hybrid composite materials were found to be 0 cycle to 30,900 cycles, respectively. These results were found for a series of hybrid composite materials. Standard deviation in fatigue life for and hybrid composites was found to be that the S1 sample began with 3 Hz of frequency and reached values of 10,801 cycles, the S2 sample began with the same 3 Hz of frequency and reached values of 21,060 cycles, and the S3 sample began with the same 3 Hz of frequency and reached values of 30,900 cycles, which is the sample considered to be high performed among the other samples S1 and S2, respectively. The standard deviation in fatigue life for and hybrid composites were found to be S3. According to the findings, sample S2 hybrid composites displayed a fatigue life comparable to sample S1 and sample S3 hybrid composites. The addition of 30 g of silicon carbide nanofillers in S3 composites increased fatigue life, which was greater than in the other two samples. In another work, the fatigue limit of a Ramie fibre composite was tested at a loading frequency of 3 Hz in order to select fatigue limits close to 45% of UTS. The purpose of this experiment was to determine the impact of loading frequency on fatigue life, and it was carried out at three distinct loading frequencies (3, 5, and 10 Hz). With more frequent loading, the fatigue threshold was observed to gradually decrease. In addition, an experimental method was used to separate two types of damage energy during cyclic loading and determine the primary damage energy responsible for the decrease in fatigue limit with increasing loading frequency (31). Additionally, in the previous test, the tensile test, sample S3 with the highest output value among other samples as the given lower frequency that in our composite materials are also attained. While the tensile modes of sample composites S1 and S2 were almost similar in fatigue at different frequency levels, the flexural modes of the samples were relatively different. Because of the presence of a high quantity of nanofiller, the fatigue life of S3 was very long (in terms of the number of cycles necessary to fail). Therefore, the bonding between the fibre laminates is greater when the addition of filler material has a significant response while subjected to cyclic loading. Because the bonding between the fibres and matrix is robust and filler materials are used to stabilize the load transfer between the fibre laminates, hybrid composites have a significant material life. This is due to the fact that the hybrid composites allow for significant load transfer between the fibre’s laminates (32). The value of fatigue analysis is shown in Figure 2.
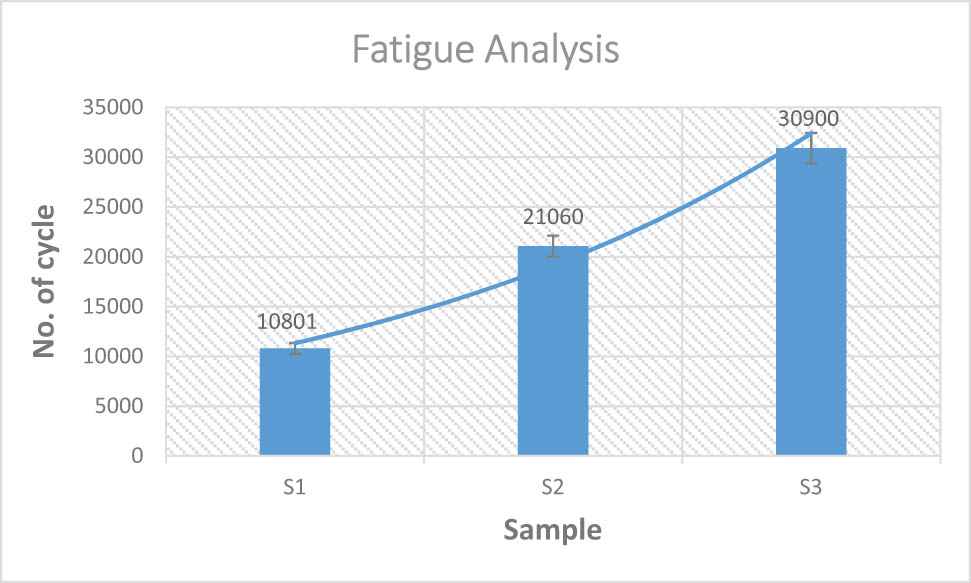
Fatigue behaviour chart.
In a separate piece of research, it was found that the fatigue behaviour of an interaction carbon/Kevlar-reinforced epoxy hybrid composite subjected to static and cyclic stress (6,000 cycles) at a frequency of 10 Hz was shown to be significantly dependent on the fibre characteristics (33). When compared to these composites, we used a lower frequency of 3 Hz, resulting in the highest cyclic loading (30,900 cycles). This was made possible by including 30 g of filler particles in the sample. These particles contributed significantly to the stiffness of the gaps between the fibres. Table 2 represents the parametric fatigue analysis in the hybrid composite specimens. Figure 3 depicts the output values of fatigue behaviour as represented by SN plots.
Parametric analysis of fatigue in hybrid composite specimen
| Parameter | Specimen | |||||
|---|---|---|---|---|---|---|
| S1 | S2 | S3 | ||||
| Test cycles | ||||||
| I | II | I | II | I | II | |
| Peak stress (MPa) | 90.2 | 90.4 | 128.3 | 128.1 | 183.7 | 183.8 |
| Stress valley (MPa) | 38.7 | 38.5 | 65.16 | 65.10 | 84.46 | 84.37 |
| Stress range (MPa) | 40.6 | 40.6 | 67.55 | 67.60 | 87.49 | 87.43 |
| Calculated peak strain (mm·mm−1) | 342.8 | 339.5 | 287.51 | 291.54 | 272.15 | 273.25 |
| Calculated strain valley (mm·mm−1) | 178.04 | 177.2 | 134.62 | 138.85 | 111.898 | 111.77 |
| Calculated strain range (mm·mm−1) | 164.78 | 162.2 | 152.88 | 152.68 | 160.25 | 161.47 |
| Unloading modulus load control (MPa) | 0.051 | 0.058 | 0.0483 | 0.0425 | 0.045 | 0.039 |
| Loading modulus load control (MPa) | 0.0409 | 0.059 | 0.0384 | 0.044 | 0.0386 | 0.0486 |
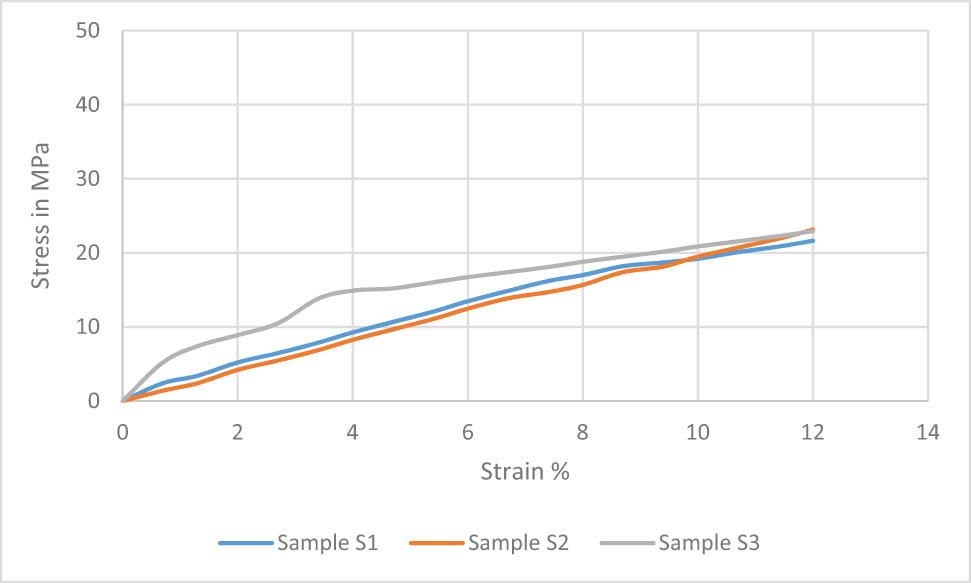
SN curves of fatigue analysis.
3.2 SEM analysis of hybrid composite
SEM analysis of the composite specimen after the fatigue load applied, which is revealed clearly the matrix was broken, this types of failure is produced by inappropriate bonding between the matrix and the reinforcement (27). This proves that fibre breakage, matrix fracture, fibre debonding, and fibre pull-outs can be observed after a tensile test on either composite. The presence of fibrous material on the fracture surface can be seen quite naturally in the images. Lower fibre content will result in poor mechanical properties because there are fewer fibres available to support the load transferred from the matrix. Another study found that adhesion, abrasive, and adhesive wear mechanisms exist in hybrid fibre-reinforced PP composites using confocal and scanning electron microscopy. It has been observed that increasing the amount of sisal fibre content leads to increased fibrillation as well as larger transfer films on surfaces that have been worn (2). The effect of the SEM image reveals that the fibres, fillers, and epoxy resin bonding are significantly used to withstand the mechanical loading on this hybrid composite. Figure 4 shows the morphological surface of the hybrid composite.
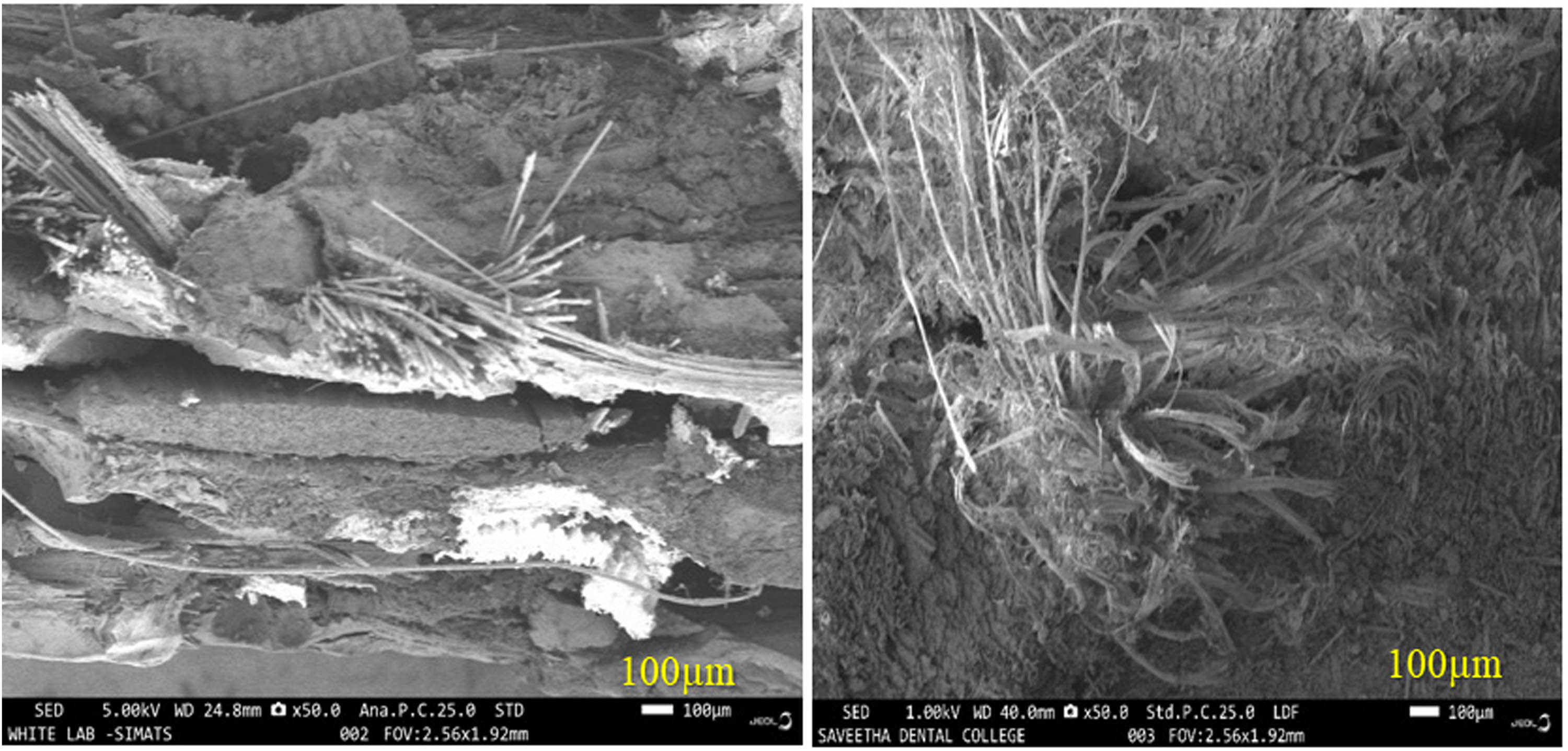
SEM image of hybrid composite.
4 Conclusion
As a result of this study's findings, fatigue can be evaluated under cyclic loading, and the collected data are used to discuss and finalize the significant sample. During this fatigue analysis, the mode of failure of the significant sample was determined. Each sequence comprises three basalt layers, two carbon layers, and three Kevlar layers. The increase in silicon carbide particles has caused the most significant change in all of the test results. Thirty grams of silicon carbide particles were discovered in sample 3. In comparison to the other samples, this shows that increasing the amount of silicon carbide particles used as filler results in an increase in the material’s strength. When adding 2% more SiC filler to this composite S1, the number of cycles it can withstand is 10,801 cycles. Adding 4% and 6% more SiC filler to samples S2 and S3 increases the number of cycles they can withstand to 21,060 and 30,900 cycles, respectively. It demonstrates that there is a 65% difference in output fatigue life between S1 and S3 as a result of the presence of nanofillers, which work to lower the failure rate and increase the material’s resistance to cyclic loading conditions.
Acknowledgments
This project was supported by Researchers Supporting Project no. RSP2023R315, King Saud University, Riyadh, Saudi Arabia.
-
Funding information: This project was supported by Researchers Supporting Project no. RSP2023R315, King Saud University, Riyadh, Saudi Arabia.
-
Author contributions: Thandavamoorthy Raja: project co-supervisor, writing – review and editing, methodology, formal analysis; Vinayagam Mohanavel, Palanivel Velmurugan: writing – original draft, formal analysis, Visualization, Project administration; Kaliappan Seeniappan, Durgesh Pratap Singh, Sinouvassane Djearamane: writing – review and editing, formal analysis; Lai-Hock Tey, Ling Shing Wong, Saminathan Kayarohanam, Sami Al Obaid, Saleh Alfarraj: Resources, synthesis, formal analysis, data procuration, and writing – first draft; Subpiramaniyam Sivakumar: project supervisor, conceptualization, methodology, data procuration, writing – review and editing, and manuscript handling.
-
Conflict of interest: The authors state no conflict of interest.
-
Data availability statement: The data used to support the findings of this study are included within the article. Further data or information is available from the corresponding author upon request.
References
(1) Rauf H, Ahsenkhattak M, Khan HS, Jalal M, Qazi S-U-D, Gul RM. Development of an Indigenous Flexural Fatigue Testing Machine for Composite Laminates. 2020 17th International Bhurban Conference on Applied Sciences and Technology (IBCAST). Islamabad, Pakistan; 2020. p. 137–40. 10.1109/IBCAST47879.2020.9044589.Suche in Google Scholar
(2) Deeban B, Maniraj J, Ramesh M. Experimental investigation of properties and aging behavior of pineapple and sisal leaf hybrid fiber-reinforced polymer composites. e-Polymers. 2023;23(1):20228104. 10.1515/epoly-2022-8104.Suche in Google Scholar
(3) Szuchy P, Molnár T, Bíró I, Csikós S, Gogolák L, Sárosi J. Developing fatigue test machine for composite material. Analecta Technica Szegedinensia. 2022;16(1):83–9. 10.14232/analecta.2022.1.83-89.Suche in Google Scholar
(4) Arpatappeh FA, Azghan MA, Eslami-Farsani R. The effect of stacking sequence of basalt and Kevlar fibers on the Charpy impact behaviour of hybrid composites and fiber metal laminates. J Mech Eng Sci. 2020;234:16–3279. 10.1177/0954406220914325.Suche in Google Scholar
(5) Ramesh M, Deepa C, Tamil Selvan M, Rajeshkumar L, Balaji D, Bhuvaneswari V. Mechanical and water absorption properties of Calotropis gigantea plant fibers reinforced polymer composites. Mater Today Proc. 2021;46(9):3367–72. 10.1016/j.matpr.2020.11.480.Suche in Google Scholar
(6) Raja T, Munuswamy DB, Francis RR, Vaidya G, Sundararaman S, Devarajan Y. Experimental investigations on the effect of palm oil in kenaf fibre–reinforced basalt particulate hybrid biocomposite. Biomass Conv Bioref. 2022. 10.1007/s13399-022-02714-8.Suche in Google Scholar
(7) Abhishek S, Sanjay MR, George R, Siengchin S, Parameswaranpillai J, Pruncu CI. Development of new hybrid Phoenix, pusilla/carbon/fish bone filler reinforced polymer composites. J Chin Adv Mater Soc. 2018;6:1522599. 10.1080/22243682.2018.1522599.Suche in Google Scholar
(8) Kumaran P, Mohanamurugan S, Madhu S, Vijay R, Lenin Singaravelu D, Vinod A, et al. Investigation on thermo-mechanical characteristics of treated/untreated Portunus sanguinolentus shell powder-based jute fabrics reinforced epoxy composites. J Ind Text. 2019;50:1–33. 10.1177/1528083719832851.Suche in Google Scholar
(9) Madhu P, Sanjay MR, Senthamaraikannan P, Pradeep S, Saravanakumar SS, Yogesha B. A review on synthesis and characterization of commercially available natural fibers: Part-I. J Nat Fibers. 2018;16:1453433–44. 10.1080/15440478.2018.1453433.Suche in Google Scholar
(10) Mohanavel V, Raja T, Yadav A, Ravichandran M, Winczek J. Evaluation of mechanical and thermal properties of jute and ramie reinforced epoxy-based hybrid composites. J Nat Fibers. 2022;19:8022–32. 10.1080/15440478.2021.1958432.Suche in Google Scholar
(11) Sathish T, Mohanavel V, Arunkumar T, Raja T, Rashedi A, Alarifi IM, et al. Investigation of mechanical properties and salt spray corrosion test parameters optimization for AA8079 with reinforcement of TiN + ZrO2. Materials. 2021;14(18):5260. 10.3390/ma14185260.Suche in Google Scholar PubMed PubMed Central
(12) Subbiah R, Kumar BK, Sathish T, Ravichandran M, Mohanavel V, Raja T. Wear properties of waste silk fibre reinforced PLA bio composites using taguchi technique. J Phys Conf Ser. 2021;2027:012012.10.1088/1742-6596/2027/1/012012Suche in Google Scholar
(13) Sathish T, Mohanavel V, Raja T, Djearamane S, Velmurugan P, Nasif O, et al. Influence of compression molding process parameters in mechanical and tribological behavior of hybrid polymer matrix composites. Polymers. 2021;13:4195. 10.3390/polym13234195.Suche in Google Scholar PubMed PubMed Central
(14) Cheng P, Peng Y, Wang K, Le Duigou A, Yao S, Chen C. Quasi-static penetration property of 3D printed woven-like ramie fiber reinforced biocomposites. Compos Struct. 2023;303(1):116313. 10.1016/j.compstruct.2022.116313.Suche in Google Scholar
(15) Cheng P, Wang K, Chen X, Wang J, Peng Y, Ahzi S, et al. Interfacial and mechanical properties of continuous ramie fiber reinforced biocomposites fabricated by in-situ impregnated 3D printing. Ind Crop Prod. Oct 2021;170(15):113760. 10.1016/j.indcrop.2021.113760.Suche in Google Scholar
(16) Venkatasudhahar M, Kishorekumar P, Dilipraja N. Influence of stacking sequence and fiber treatment on mechanical properties of carbon-jute-banana reinforced epoxy hybrid composites. Int J Poly Analy Charact. 2020;25(4):238–51. 10.1080/1023666X.2020.1781481.Suche in Google Scholar
(17) Bello CB, Cecchi A. Experiments on natural fibers: durability and mechanical properties. Adv Mater Process Technol. 2017;3(4):632–9.10.1080/2374068X.2017.1364880Suche in Google Scholar
(18) Zafar MF, Siddiqui MA. Effect of filler loading and size on the mechanical and morphological behaviour of natural fibre-reinforced polystyrene composites. Adv Mater Process Technol. 2020;7:1793261.10.1080/2374068X.2020.1793261Suche in Google Scholar
(19) Huo S, Thapa A, Ulven CA. Effect of surface treatments on interfacial properties of flax fiber-reinforced composites. Adv Compos Mater. 2013;22(2):109–21.10.1080/09243046.2013.777996Suche in Google Scholar
(20) Hristozov D, Wroblewski L, Sadeghian P. Long-term tensile properties of natural fibre-reinforced polymer composites: comparison of flax and glass fibres. Compos Part B: Eng. 2016;95:82–95.10.1016/j.compositesb.2016.03.079Suche in Google Scholar
(21) Zafar MF, Siddiqui MA. Preparation and characterization of natural fiber filled polystyrene composite using in situ polymerisation technique. Adv Mater Process Technol. 2020;8:1798087.10.1080/2374068X.2020.1798087Suche in Google Scholar
(22) Zhou X, Liu D, Bu H, Deng L, Liu H, Yuan P, et al. XRD-based quantitative analysis of clay minerals using reference intensity ratios, mineral intensity factors, Rietveld, and full pattern summation methods: A critical review. Solid Earth Sci. 2017;21(4):1–14.10.1016/j.sesci.2017.12.002Suche in Google Scholar
(23) Ramesh M, Rajeshkumar LN, Srinivasan N, Kumar DV, Balaji D. Influence of filler material on properties of fiber-reinforced polymer composites: A review. e-Polymers. 2022;22(1):898–916. 10.1515/epoly-2022-0080.Suche in Google Scholar
(24) Jawaid M, Khalil HA. Effect of layering pattern on the dynamic mechanical properties and thermal degradation of oil palm-jute fibers reinforced epoxy hybrid composite. BioResources. 2011;6:2309–22.10.15376/biores.6.3.2309-2322Suche in Google Scholar
(25) Chang PY, Yeh PC, Yang JM. Fatigue crack initiation in hybrid boron/glass/aluminum fiber metal laminates. Mater Sci Eng A. 2008;496(1–2):273–80.10.1016/j.msea.2008.07.041Suche in Google Scholar
(26) Santhosh MS, Sasikumar R, Thangavel T, Pradeep A, Poovarasan K, Periyasamy S, et al. Fabrication and characterization of Basalt/Kevlar/Aluminium fiber metal laminates for automobile applications. Int J Mater Sci. 2019;14(1):1–9.Suche in Google Scholar
(27) Nassar MMA, Arunachalam R, Alzebdeh KI. Machinability of Natural Fiber Reinforced Composites: A Review. Int J Adv Manuf Technol. 2017;88(9–12):2985–3004. 10.1007/s00170-016-9010-9.Suche in Google Scholar
(28) Hashim N, Majid DL, Mahdi ES, Zahari R, Yidris N. Effect of fiber loading directions on the low cycle fatigue of intraply carbonKevlar reinforced epoxy hybrid composites. Compos Struct. 2019;212:476–83. 10.1016/j.compstruct.2019.01.036.Suche in Google Scholar
(29) Mudhukrishnan M, Hariharan P, Palanikumar K. Measurement and analysis of thrust force and delamination in drilling glass fiber reinforced polypropylene composites using different drills. Meas J Int Meas Confed. 2020;149:106973. 10.1016/j.measurement.2019.106973.Suche in Google Scholar
(30) Rezghi Maleki H, Hamedi M, Kubouchi M, Arao Y. Experimental investigation ondrilling of natural flax fiber-reinforced composites. Mater Manuf Process. 2019;34:283–92. 10.1080/10426914.2018.1532584.Suche in Google Scholar
(31) Santhanam V, Dhanaraj R, Chandrasekaran M, Venkateshwaran N, Baskar S. Experimental investigation on the mechanical properties of woven hybrid fiber reinforced epoxy composite. Mater Today Proc. 2021;37:1850–3.10.1016/j.matpr.2020.07.456Suche in Google Scholar
(32) Hayajneh MT, Al-Shrida MA, AL-Oqla FM. Mechanical, thermal, and tribological characterization of bio-polymeric composites: A comprehensive review. e-Polymers. 2022;22(1):641–63. 10.1515/epoly-2022-0062.Suche in Google Scholar
(33) Cao W, Li Q, Wu C. The HDPE composites reinforced with waste hybrid PET/cotton fibers modified with the synthesized modifier. e-Polymers. 2022;22(1):30–7. 10.1515/epoly-2022-0008.Suche in Google Scholar
© 2023 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Research Articles
- Chitosan nanocomposite film incorporating Nigella sativa oil, Azadirachta indica leaves’ extract, and silver nanoparticles
- Effect of Zr-doped CaCu3Ti3.95Zr0.05O12 ceramic on the microstructure, dielectric properties, and electric field distribution of the LDPE composites
- Effects of dry heating, acetylation, and acid pre-treatments on modification of potato starch with octenyl succinic anhydride (OSA)
- Loading conditions impact on the compression fatigue behavior of filled styrene butadiene rubber
- Characterization and compatibility of bio-based PA56/PET
- Study on the aging of three typical rubber materials under high- and low-temperature cyclic environment
- Numerical simulation and experimental research of electrospun polyacrylonitrile Taylor cone based on multiphysics coupling
- Experimental investigation of properties and aging behavior of pineapple and sisal leaf hybrid fiber-reinforced polymer composites
- Influence of temperature distribution on the foaming quality of foamed polypropylene composites
- Enzyme-catalyzed synthesis of 4-methylcatechol oligomer and preliminary evaluations as stabilizing agent in polypropylene
- Molecular dynamics simulation of the effect of the thermal and mechanical properties of addition liquid silicone rubber modified by carbon nanotubes with different radii
- Incorporation of poly(3-acrylamidopropyl trimethylammonium chloride-co-acrylic acid) branches for good sizing properties and easy desizing from sized cotton warps
- Effect of matrix composition on properties of polyamide 66/polyamide 6I-6T composites with high content of continuous glass fiber for optimizing surface performance
- Preparation and properties of epoxy-modified thermosetting phenolic fiber
- Thermal decomposition reaction kinetics and storage life prediction of polyacrylate pressure-sensitive adhesive
- Effect of different proportions of CNTs/Fe3O4 hybrid filler on the morphological, electrical and electromagnetic interference shielding properties of poly(lactic acid) nanocomposites
- Doping silver nanoparticles into reverse osmosis membranes for antibacterial properties
- Melt-blended PLA/curcumin-cross-linked polyurethane film for enhanced UV-shielding ability
- The affinity of bentonite and WO3 nanoparticles toward epoxy resin polymer for radiation shielding
- Prolonged action fertilizer encapsulated by CMC/humic acid
- Preparation and experimental estimation of radiation shielding properties of novel epoxy reinforced with Sb2O3 and PbO
- Fabrication of polylactic acid nanofibrous yarns for piezoelectric fabrics
- Copper phenyl phosphonate for epoxy resin and cyanate ester copolymer with improved flame retardancy and thermal properties
- Synergistic effect of thermal oxygen and UV aging on natural rubber
- Effect of zinc oxide suspension on the overall filler content of the PLA/ZnO composites and cPLA/ZnO composites
- The role of natural hybrid nanobentonite/nanocellulose in enhancing the water resistance properties of the biodegradable thermoplastic starch
- Performance optimization of geopolymer mortar blending in nano-SiO2 and PVA fiber based on set pair analysis
- Preparation of (La + Nb)-co-doped TiO2 and its polyvinylidene difluoride composites with high dielectric constants
- Effect of matrix composition on the performance of calcium carbonate filled poly(lactic acid)/poly(butylene adipate-co-terephthalate) composites
- Low-temperature self-healing polyurethane adhesives via dual synergetic crosslinking strategy
- Leucaena leucocephala oil-based poly malate-amide nanocomposite coating material for anticorrosive applications
- Preparation and properties of modified ammonium polyphosphate synergistic with tris(2-hydroxyethyl) isocynurate for flame-retardant LDPE
- Thermal response of double network hydrogels with varied composition
- The effect of coated calcium carbonate using stearic acid on the recovered carbon black masterbatch in low-density polyethylene composites
- Investigation of MXene-modified agar/polyurethane hydrogel elastomeric repair materials with tunable water absorption
- Damping performance analysis of carbon black/lead magnesium niobite/epoxy resin composites
- Molecular dynamics simulations of dihydroxylammonium 5,5′-bistetrazole-1,1′-diolate (TKX-50) and TKX-50-based PBXs with four energetic binders
- Preparation and characterization of sisal fibre reinforced sodium alginate gum composites for non-structural engineering applications
- Study on by-products synthesis of powder coating polyester resin catalyzed by organotin
- Ab initio molecular dynamics of insulating paper: Mechanism of insulating paper cellobiose cracking at transient high temperature
- Effect of different tin neodecanoate and calcium–zinc heat stabilizers on the thermal stability of PVC
- High-strength polyvinyl alcohol-based hydrogel by vermiculite and lignocellulosic nanofibrils for electronic sensing
- Impacts of micro-size PbO on the gamma-ray shielding performance of polyepoxide resin
- Influence of the molecular structure of phenylamine antioxidants on anti-migration and anti-aging behavior of high-performance nitrile rubber composites
- Fiber-reinforced polyvinyl alcohol hydrogel via in situ fiber formation
- Preparation and performance of homogenous braids-reinforced poly (p-phenylene terephthamide) hollow fiber membranes
- Synthesis of cadmium(ii) ion-imprinted composite membrane with a pyridine functional monomer and characterization of its adsorption performance
- Impact of WO3 and BaO nanoparticles on the radiation shielding characteristics of polydimethylsiloxane composites
- Comprehensive study of the radiation shielding feature of polyester polymers impregnated with iron filings
- Preparation and characterization of polymeric cross-linked hydrogel patch for topical delivery of gentamicin
- Mechanical properties of rCB-pigment masterbatch in rLDPE: The effect of processing aids and water absorption test
- Pineapple fruit residue-based nanofibre composites: Preparation and characterizations
- Effect of natural Indocalamus leaf addition on the mechanical properties of epoxy and epoxy-carbon fiber composites
- Utilization of biosilica for energy-saving tire compounds: Enhancing performance and efficiency
- Effect of capillary arrays on the profile of multi-layer micro-capillary films
- A numerical study on thermal bonding with preheating technique for polypropylene microfluidic device
- Development of modified h-BN/UPE resin for insulation varnish applications
- High strength, anti-static, thermal conductive glass fiber/epoxy composites for medical devices: A strategy of modifying fibers with functionalized carbon nanotubes
- Effects of mechanical recycling on the properties of glass fiber–reinforced polyamide 66 composites in automotive components
- Bentonite/hydroxyethylcellulose as eco-dielectrics with potential utilization in energy storage
- Study on wall-slipping mechanism of nano-injection polymer under the constant temperature fields
- Synthesis of low-VOC unsaturated polyester coatings for electrical insulation
- Enhanced apoptotic activity of Pluronic F127 polymer-encapsulated chlorogenic acid nanoparticles through the PI3K/Akt/mTOR signaling pathway in liver cancer cells and in vivo toxicity studies in zebrafish
- Preparation and performance of silicone-modified 3D printing photosensitive materials
- A novel fabrication method of slippery lubricant-infused porous surface by thiol-ene click chemistry reaction for anti-fouling and anti-corrosion applications
- Development of polymeric IPN hydrogels by free radical polymerization technique for extended release of letrozole: Characterization and toxicity evaluation
- Tribological characterization of sponge gourd outer skin fiber-reinforced epoxy composite with Tamarindus indica seed filler addition using the Box–Behnken method
- Stereocomplex PLLA–PBAT copolymer and its composites with multi-walled carbon nanotubes for electrostatic dissipative application
- Enhancing the therapeutic efficacy of Krestin–chitosan nanocomplex for cancer medication via activation of the mitochondrial intrinsic pathway
- Variation in tungsten(vi) oxide particle size for enhancing the radiation shielding ability of silicone rubber composites
- Damage accumulation and failure mechanism of glass/epoxy composite laminates subjected to repeated low velocity impacts
- Gamma-ray shielding analysis using the experimental measurements for copper(ii) sulfate-doped polyepoxide resins
- Numerical simulation into influence of airflow channel quantities on melt-blowing airflow field in processing of polymer fiber
- Cellulose acetate oleate-reinforced poly(butylene adipate-co-terephthalate) composite materials
- Radiation shielding capability and exposure buildup factor of cerium(iv) oxide-reinforced polyester resins
- Recyclable polytriazole resins with high performance based on Diels-Alder dynamic covalent crosslinking
- Adsorption and recovery of Cr(vi) from wastewater by Chitosan–Urushiol composite nanofiber membrane
- Comprehensive performance evaluation based on electromagnetic shielding properties of the weft-knitted fabrics made by stainless steel/cotton blended yarn
- Review Articles
- Preparation and application of natural protein polymer-based Pickering emulsions
- Wood-derived high-performance cellulose structural materials
- Flammability properties of polymers and polymer composites combined with ionic liquids
- Polymer-based nanocarriers for biomedical and environmental applications
- A review on semi-crystalline polymer bead foams from stirring autoclave: Processing and properties
- Rapid Communication
- Preparation and characterization of magnetic microgels with linear thermosensitivity over a wide temperature range
- Special Issue: Biodegradable and bio-based polymers: Green approaches (Guest Editors: Kumaran Subramanian, A. Wilson Santhosh Kumar, and Venkatajothi Ramarao)
- Synthesis and characterization of proton-conducting membranes based on bacterial cellulose and human nail keratin
- Fatigue behaviour of Kevlar/carbon/basalt fibre-reinforced SiC nanofiller particulate hybrid epoxy composite
- Effect of citric acid on thermal, phase morphological, and mechanical properties of poly(l-lactide)-b-poly(ethylene glycol)-b-poly(l-lactide)/thermoplastic starch blends
- Dose-dependent cytotoxicity against lung cancer cells via green synthesized ZnFe2O4/cellulose nanocomposites
Artikel in diesem Heft
- Research Articles
- Chitosan nanocomposite film incorporating Nigella sativa oil, Azadirachta indica leaves’ extract, and silver nanoparticles
- Effect of Zr-doped CaCu3Ti3.95Zr0.05O12 ceramic on the microstructure, dielectric properties, and electric field distribution of the LDPE composites
- Effects of dry heating, acetylation, and acid pre-treatments on modification of potato starch with octenyl succinic anhydride (OSA)
- Loading conditions impact on the compression fatigue behavior of filled styrene butadiene rubber
- Characterization and compatibility of bio-based PA56/PET
- Study on the aging of three typical rubber materials under high- and low-temperature cyclic environment
- Numerical simulation and experimental research of electrospun polyacrylonitrile Taylor cone based on multiphysics coupling
- Experimental investigation of properties and aging behavior of pineapple and sisal leaf hybrid fiber-reinforced polymer composites
- Influence of temperature distribution on the foaming quality of foamed polypropylene composites
- Enzyme-catalyzed synthesis of 4-methylcatechol oligomer and preliminary evaluations as stabilizing agent in polypropylene
- Molecular dynamics simulation of the effect of the thermal and mechanical properties of addition liquid silicone rubber modified by carbon nanotubes with different radii
- Incorporation of poly(3-acrylamidopropyl trimethylammonium chloride-co-acrylic acid) branches for good sizing properties and easy desizing from sized cotton warps
- Effect of matrix composition on properties of polyamide 66/polyamide 6I-6T composites with high content of continuous glass fiber for optimizing surface performance
- Preparation and properties of epoxy-modified thermosetting phenolic fiber
- Thermal decomposition reaction kinetics and storage life prediction of polyacrylate pressure-sensitive adhesive
- Effect of different proportions of CNTs/Fe3O4 hybrid filler on the morphological, electrical and electromagnetic interference shielding properties of poly(lactic acid) nanocomposites
- Doping silver nanoparticles into reverse osmosis membranes for antibacterial properties
- Melt-blended PLA/curcumin-cross-linked polyurethane film for enhanced UV-shielding ability
- The affinity of bentonite and WO3 nanoparticles toward epoxy resin polymer for radiation shielding
- Prolonged action fertilizer encapsulated by CMC/humic acid
- Preparation and experimental estimation of radiation shielding properties of novel epoxy reinforced with Sb2O3 and PbO
- Fabrication of polylactic acid nanofibrous yarns for piezoelectric fabrics
- Copper phenyl phosphonate for epoxy resin and cyanate ester copolymer with improved flame retardancy and thermal properties
- Synergistic effect of thermal oxygen and UV aging on natural rubber
- Effect of zinc oxide suspension on the overall filler content of the PLA/ZnO composites and cPLA/ZnO composites
- The role of natural hybrid nanobentonite/nanocellulose in enhancing the water resistance properties of the biodegradable thermoplastic starch
- Performance optimization of geopolymer mortar blending in nano-SiO2 and PVA fiber based on set pair analysis
- Preparation of (La + Nb)-co-doped TiO2 and its polyvinylidene difluoride composites with high dielectric constants
- Effect of matrix composition on the performance of calcium carbonate filled poly(lactic acid)/poly(butylene adipate-co-terephthalate) composites
- Low-temperature self-healing polyurethane adhesives via dual synergetic crosslinking strategy
- Leucaena leucocephala oil-based poly malate-amide nanocomposite coating material for anticorrosive applications
- Preparation and properties of modified ammonium polyphosphate synergistic with tris(2-hydroxyethyl) isocynurate for flame-retardant LDPE
- Thermal response of double network hydrogels with varied composition
- The effect of coated calcium carbonate using stearic acid on the recovered carbon black masterbatch in low-density polyethylene composites
- Investigation of MXene-modified agar/polyurethane hydrogel elastomeric repair materials with tunable water absorption
- Damping performance analysis of carbon black/lead magnesium niobite/epoxy resin composites
- Molecular dynamics simulations of dihydroxylammonium 5,5′-bistetrazole-1,1′-diolate (TKX-50) and TKX-50-based PBXs with four energetic binders
- Preparation and characterization of sisal fibre reinforced sodium alginate gum composites for non-structural engineering applications
- Study on by-products synthesis of powder coating polyester resin catalyzed by organotin
- Ab initio molecular dynamics of insulating paper: Mechanism of insulating paper cellobiose cracking at transient high temperature
- Effect of different tin neodecanoate and calcium–zinc heat stabilizers on the thermal stability of PVC
- High-strength polyvinyl alcohol-based hydrogel by vermiculite and lignocellulosic nanofibrils for electronic sensing
- Impacts of micro-size PbO on the gamma-ray shielding performance of polyepoxide resin
- Influence of the molecular structure of phenylamine antioxidants on anti-migration and anti-aging behavior of high-performance nitrile rubber composites
- Fiber-reinforced polyvinyl alcohol hydrogel via in situ fiber formation
- Preparation and performance of homogenous braids-reinforced poly (p-phenylene terephthamide) hollow fiber membranes
- Synthesis of cadmium(ii) ion-imprinted composite membrane with a pyridine functional monomer and characterization of its adsorption performance
- Impact of WO3 and BaO nanoparticles on the radiation shielding characteristics of polydimethylsiloxane composites
- Comprehensive study of the radiation shielding feature of polyester polymers impregnated with iron filings
- Preparation and characterization of polymeric cross-linked hydrogel patch for topical delivery of gentamicin
- Mechanical properties of rCB-pigment masterbatch in rLDPE: The effect of processing aids and water absorption test
- Pineapple fruit residue-based nanofibre composites: Preparation and characterizations
- Effect of natural Indocalamus leaf addition on the mechanical properties of epoxy and epoxy-carbon fiber composites
- Utilization of biosilica for energy-saving tire compounds: Enhancing performance and efficiency
- Effect of capillary arrays on the profile of multi-layer micro-capillary films
- A numerical study on thermal bonding with preheating technique for polypropylene microfluidic device
- Development of modified h-BN/UPE resin for insulation varnish applications
- High strength, anti-static, thermal conductive glass fiber/epoxy composites for medical devices: A strategy of modifying fibers with functionalized carbon nanotubes
- Effects of mechanical recycling on the properties of glass fiber–reinforced polyamide 66 composites in automotive components
- Bentonite/hydroxyethylcellulose as eco-dielectrics with potential utilization in energy storage
- Study on wall-slipping mechanism of nano-injection polymer under the constant temperature fields
- Synthesis of low-VOC unsaturated polyester coatings for electrical insulation
- Enhanced apoptotic activity of Pluronic F127 polymer-encapsulated chlorogenic acid nanoparticles through the PI3K/Akt/mTOR signaling pathway in liver cancer cells and in vivo toxicity studies in zebrafish
- Preparation and performance of silicone-modified 3D printing photosensitive materials
- A novel fabrication method of slippery lubricant-infused porous surface by thiol-ene click chemistry reaction for anti-fouling and anti-corrosion applications
- Development of polymeric IPN hydrogels by free radical polymerization technique for extended release of letrozole: Characterization and toxicity evaluation
- Tribological characterization of sponge gourd outer skin fiber-reinforced epoxy composite with Tamarindus indica seed filler addition using the Box–Behnken method
- Stereocomplex PLLA–PBAT copolymer and its composites with multi-walled carbon nanotubes for electrostatic dissipative application
- Enhancing the therapeutic efficacy of Krestin–chitosan nanocomplex for cancer medication via activation of the mitochondrial intrinsic pathway
- Variation in tungsten(vi) oxide particle size for enhancing the radiation shielding ability of silicone rubber composites
- Damage accumulation and failure mechanism of glass/epoxy composite laminates subjected to repeated low velocity impacts
- Gamma-ray shielding analysis using the experimental measurements for copper(ii) sulfate-doped polyepoxide resins
- Numerical simulation into influence of airflow channel quantities on melt-blowing airflow field in processing of polymer fiber
- Cellulose acetate oleate-reinforced poly(butylene adipate-co-terephthalate) composite materials
- Radiation shielding capability and exposure buildup factor of cerium(iv) oxide-reinforced polyester resins
- Recyclable polytriazole resins with high performance based on Diels-Alder dynamic covalent crosslinking
- Adsorption and recovery of Cr(vi) from wastewater by Chitosan–Urushiol composite nanofiber membrane
- Comprehensive performance evaluation based on electromagnetic shielding properties of the weft-knitted fabrics made by stainless steel/cotton blended yarn
- Review Articles
- Preparation and application of natural protein polymer-based Pickering emulsions
- Wood-derived high-performance cellulose structural materials
- Flammability properties of polymers and polymer composites combined with ionic liquids
- Polymer-based nanocarriers for biomedical and environmental applications
- A review on semi-crystalline polymer bead foams from stirring autoclave: Processing and properties
- Rapid Communication
- Preparation and characterization of magnetic microgels with linear thermosensitivity over a wide temperature range
- Special Issue: Biodegradable and bio-based polymers: Green approaches (Guest Editors: Kumaran Subramanian, A. Wilson Santhosh Kumar, and Venkatajothi Ramarao)
- Synthesis and characterization of proton-conducting membranes based on bacterial cellulose and human nail keratin
- Fatigue behaviour of Kevlar/carbon/basalt fibre-reinforced SiC nanofiller particulate hybrid epoxy composite
- Effect of citric acid on thermal, phase morphological, and mechanical properties of poly(l-lactide)-b-poly(ethylene glycol)-b-poly(l-lactide)/thermoplastic starch blends
- Dose-dependent cytotoxicity against lung cancer cells via green synthesized ZnFe2O4/cellulose nanocomposites