The effect of coated calcium carbonate using stearic acid on the recovered carbon black masterbatch in low-density polyethylene composites
-
 ,
,

Abstract
This research focuses on recycling rubber tire waste through pyrolysis to produce recovered carbon black (rCB). The rCB is combined with recycled low-density polyethylene (rLDPE), calcium carbonate (CaCO3), fatty acid, metallic stearate, and polyethylene (PE) wax to create an rCB masterbatch for household packaging. Surface modification of CaCO3 particles using stearic acid improves the compatibility with LDPE. The study investigates mechanical properties, morphology, melt flow index (MFI), X-ray diffraction, and thermogravimetric analysis in three systems: uncoated, coated, and a hybrid combination of coated and uncoated CaCO3 in LDPE/rCB masterbatch composites. The coated system demonstrates higher mechanical properties and improved compatibility between CaCO3 and LDPE. All three systems exhibit enhanced thermal stability and MFI compared to virgin LDPE, with the coated system showing the most significant improvement. The study showcases the potential of LDPE/rCB masterbatch composites for household packaging, with the coated system displaying the optimum performance across various characteristics.
1 Introduction
Due to its superior mechanical properties, easier processing properties, and excellent chemical stability, polyethylene (PE) has emerged as the most crucial polyolefin plastic in our daily lives. Virgin low-density polyethylene (LDPE), which possesses a more branching structure, exhibits weaker intermolecular forces between the chains (1). Nowadays, the use of recycled polymer has become widespread due to its lower cost in comparison to virgin polymer. Good properties, such as being lightweight, durable, and chemical-resistant, are exhibited by recycled LDPE (2).
A masterbatch is a plastic formulation that contains solid additives. These additives can impart other properties to the plastic or provide the necessary coloring for the final product’s performance or appearance. Nowadays, the use of a filler masterbatch is widespread and has brought numerous economic benefits to the plastic industry (3). This is due to the ability of the masterbatch to replace the expensive virgin polymer in plastic filling applications. This results in reduced production costs, which in turn enhances manufacturing conditions by increasing the product output. Additionally, by increasing the masterbatch loading, various physical and chemical characteristics of the recycled product can be improved.
Carbon black is a versatile ingredient for thermoplastic compounders due to its ability to enhance electrical conductivity, protect from ultraviolet degradation, as well as provide color and opacity to the product (4). However, due to its dusty nature, which can cause harm to human health and the environment, the use of pelletized black color masterbatch is preferred over powder carbon black. Recovered carbon black (rCB) is a material obtained from the pyrolysis of waste tires. The pyrolysis process converts waste tires into pyrolysis gas, pyrolysis oil, and char (rCB). By replacing virgin carbon black with rCB as an alternative, the use of resources can be reduced, as well as the pollutants and toxic compounds produced by virgin carbon black (5).
Calcium carbonates (CaCO3) are a common mineral filler used in the polymer industry. Due to its low cost, CaCO3 is an important reinforcing filler in thermoplastic fields, even in high filler loading. However, the hydrophilic surface of CaCO3 causes incompatibility with hydrophobic polymers. The strong tendency of particle–particle interactions tends to cause agglomeration, leading to inhomogeneous dispersion in the polymer matrix and thereby resulting in low interfacial adhesion interaction. Hence, one of the most effective ways to enhance the properties of polymer composites is using surface treatment or coating method on filler to improve the filler–matrix interaction (6). Surfactants were used in this study and include fatty acids, phosphates, silanes, titanates, etc.; they can improve their compatibility and dispersibility (7).
Stearic acid is one of the most commonly used surface coatings for calcium carbonate-based fillers due to its low cost and effectiveness. It improves the hydrophobic properties of CaCO3 by attaching a layer of its hydrophobic tail to the surface of CaCO3 particles via a chemical reaction. This forms a monolayer between stearic acid and CaCO3, which enhances the particle–matrix interaction and reduces agglomeration of coated CaCO3 particles. Research shows that composite materials with stearic acid-coated CaCO3 have better mechanical properties compared to uncoated CaCO3 (7). However, there is no research reported on the use of coated CaCO3 with stearic acid in an rCB masterbatch system.
In this research, we characterized uncoated, coated, and hybrid CaCO3 with stearic acid in LDPE/rCB masterbatch composites. The mechanical, morphological, X-ray diffraction (XRD), and thermal properties were investigated. The hybrid system was fixed at a high level to reinforce the virgin LDPE and observe the correlation between the uncoated and coated calcium carbonate interacting with the rCB masterbatch and virgin LDPE.
2 Materials and methods
The design experiment is shown in Figure 1. The LDPE used was supplied by Titan Chemical LDPE, while the recycled LDPE (rLDPE), coated CaCO3, uncoated CaCO3, fatty acid, metallic stearate, and PE wax were supplied by Eco Power Synergy Sdn. Bhd. The three types of rCB black masterbatches were compounded using a heated two-roll mill as summarized in Table 1. The rLDPE, rCB, uncoated calcium carbonate, fatty acid, zinc stearate, and PE wax were pre-mixed using the heated two-roll mill in order to form an rCB masterbatch before being fed into the injection molding. All materials were oven-dried at 110°C for 6 h to remove moisture. The compounding was carried out at 180°C, and injection molding was used to compound the masterbatch at a temperature of 200°C, with a cooling time of 30 s. The LDPE was loaded with masterbatches at varying weights of 0, 2, and 4 wt%, according to the formulation provided in Table 2.

Flow chart of the design experiment.
Formulation of the rCB masterbatches
| Materials | Coated system (%) | Uncoated system (%) | Hybrid system (%) |
|---|---|---|---|
| rLDPE resin | 17.86 | 17.86 | 10.86 |
| rCB | 32.14 | 32.14 | 32.14 |
| Coated CaCO3 | 43.00 | — | 7.00 |
| Uncoated CaCO3 | — | 43.00 | 43.00 |
| Fatty acid | 1.43 | 1.43 | 1.43 |
| Metallic stearate | 2.00 | 2.00 | 2.00 |
| PE wax | 3.57 | 3.57 | 3.57 |
| Total | 100% | 100% | 100% |
Formulation of the masterbatch with different masterbatch loadings
| Coated system | Uncoated system | Hybrid system | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Masterbatch (%) | 0 | 2 | 4 | 0 | 2 | 4 | 0 | 2 | 4 |
| LDPE resin (%) | 100 | 98 | 96 | 100 | 98 | 96 | 100 | 98 | 96 |
2.1 Testing and characterization
2.1.1 Tensile testing
The tensile properties were determined by using Instron Universal Testing Machine (Model 5569) according to ASTM D882 using dumbbell-shaped samples with a crosshead speed of 50 mm·min−1. The average values of the tensile strength, elongation at break, and modulus of elasticity were recorded from ten readings.
2.1.2 The melt flow index (MFI) test
A Melt Flow Index (Gotech Model 89005xx) was used to perform MFI analysis, in accordance with ASTM D1238 standards. A standard die with a diameter of 2.09 mm and a length of 8 mm was used. After preheating for 5 min, the pressure was applied to the melt through a 2.16 kg weight-piston pair at 190°C for LDPE/rCB masterbatch composites. The mass of the material extruded from the die was measured at 30 s intervals and calculated according to Eq. 1 based on ten readings:
where W is the weight of extrudates (g) and t is the interval cutting time (s).
2.1.3 Fourier-transform infrared (FTIR) spectroscopy
The filler–matrix reaction was analyzed using an FTIR spectrometer (Perkin Elmer Spectrum Model RX1).
2.1.4 Scanning electron microscope (SEM)
Morphology of the samples was observed using an SEM (JEOL Model: JSM-6460 LA) at activation voltages of 10 and 50 kV. The sample was coated with a thin layer of palladium by using a sputter coater machine (JEOL JFC1600).
2.1.5 XRD
XRD was carried out using a Bruker X-Ray diffractometer (Model: D2 Phaser) with Cu-Kα radiation. The 2θ range was measured from 3° to 50° at a scan rate of 2°·min−1. The wavelength and voltage acceleration were set at 0.15406 mm and 30 kV, respectively. The interlayer spacing of the scattered electrons related to the 2θ peak position is calculated using Bragg’s law (Eq. 2), and the percentage of crystallinity is obtained via the crystallinity index (Eq. 3):
where n is the number of peaks, λ is the wavelength of X-ray radiation used in diffraction experiments, d is interlayer spacing, and θ is the diffraction angle.
2.1.6 Thermogravimetric analysis (TGA)
A Perkin Elmer Diamond TG/DTA (model 30991990) was used to study the thermal stability properties. The sample was heated in the temperature range from 50°C to 700°C at a scanning rate of 10°C·min−1 under a nitrogen atmosphere.
3 Results and discussion
3.1 FTIR analysis
The FTIR spectra of the LDPE/rCB masterbatch composites at a 4 wt% masterbatch loading were obtained for the virgin LDPE, coated, uncoated, and hybrid systems, and are presented in Table 3 and Figure 2. A small shift in the asymmetric and symmetric stretching vibration bands of the –CH2– group from 2,917.26 and 2,849.88 cm−1 in virgin LDPE to 2,917.84 and 2,849.57 cm−1, respectively, was observed in the coated composite systems. This shift indicates a favorable physical interaction between the LDPE and coated masterbatch. Additionally, only the ester functional group was present in the coated LDPE/rCB masterbatch composites at a wavenumber of 1,214.44 cm−1. The presence of a peak at 1,463.86 and 719.57 cm−1 indicated C–H bending in the –CH2– group and in-plane bending vibration of –C═O inorganic carbonate, respectively. This can be explained by the physical interaction between the –C–H group of virgin LDPE and the coated masterbatch, which is expected to result in the broadening, shift, or split in the frequency of –C–H stretching and bending vibration of the polymer (7). It can be stated that stearic acid-coated calcium carbonate improves the interaction between the filler and matrix but it does not aid in binding the filler with the LDPE matrix (8).
Functional group of different LDPE/rCB masterbatch composites at 4 wt% masterbatch loadings
| Functional group | Wavenumber (cm−1) | |||
|---|---|---|---|---|
| Virgin LDPE | Coated system | Uncoated system | Hybrid system | |
| Stretching vibration of the –OH group | — | — | 3,395 | 3,395 |
| Asymmetric stretching vibration bands of the –CH2– group | 2,911 | 2,917 | 2,918 | 2,918 |
| Symmetric stretching vibration bands of the –CH2– group | 2,844 | 2,849 | 2,849 | 2,849 |
| C–H bending in the –CH2– group | 1,465 | 1,463 | 1,469 | 1,469 |
| Asymmetric stretching of –C═O inorganic carbonate | — | — | 1,419 | 1,419 |
| C═O ester group | — | 1,214 | — | — |
| In-plane bending vibration of –C═O inorganic carbonate | 719 | 719 | 719 | 719 |

Effect of virgin LDPE, coated, uncoated, and hybrid systems on the FTIR spectra of the LDPE/rCB masterbatch composites.
The uncoated calcium carbonate LDPE/rCB masterbatch composite displays absorption bands at 2,918.57, 2,849.23, 1,469.19, and 719.93 cm−1, corresponding to asymmetric and symmetric stretching vibrations bands of the –CH2– group, C–H bending in the –CH2– group, and in-plane bending vibration of –C═O inorganic carbonate, respectively. Additionally, the presence of the stretching vibration of the –OH group and asymmetric stretching of –C═O inorganic carbonate with absorption bands at 3,395.90 and 1,419.11 cm−1, respectively, may be attributed to the absence of stearic acid on the surface of calcium carbonate, which results in the presence of the –OH group due to the hydrophilic nature of the calcium carbonate surface (8). Despite the presence of a small amount of stearic acid-coated calcium carbonate in the hybrid LDPE/rCB masterbatch composites, the FTIR analysis reveals that the composite’s characteristics are nearly identical to those of the uncoated calcium carbonate composite.
3.2 XRD
The effect of the filler on the crystallinity of the polymer composites was determined using XRD analysis. The crystallinity index of the composites was calculated by dividing the total area of the LDPE crystalline peaks by the total area of the diffraction curve (9). Figure 3 displays the XRD diffractograms of the virgin LDPE, coated, uncoated, and hybrid systems in LDPE/rCB masterbatch composites, while Table 4 shows the crystallinity index and d-spacing.

XRD spectra of different LDPE/rCB masterbatch composites at 4 wt% masterbatch loadings.
Crystallinity index of different LDPE/rCB masterbatch composites at 4 wt% masterbatch loadings
| Samples | Diffraction peak (°) |
d-spacing (
|
Crystallinity index (%) |
|---|---|---|---|
| Virgin LDPE | 21.83 | 4.071 | 85.07 |
| Coated system | 22.07 | 4.028 | 39.51 |
| Uncoated system | 21.71 | 4.094 | 84.37 |
| Hybrid system | 21.75 | 4.086 | 68.25 |
The results demonstrate that both the virgin LDPE and the LDPE/rCB masterbatch composites have a crystalline and amorphous region. The LDPE and its composites have a partly crystalline and amorphous structure, as evidenced by the sharp, narrow diffraction peaks and the broad peak (10,11). The diffractogram for the virgin LDPE exhibited characteristic peaks at 21.83° with a d-spacing value and a crystalline index of 4.071 Å and 85.07%, respectively. The virgin LDPE had the highest crystallinity index compared to the uncoated and hybrid uncoated–SA-coated calcium carbonate masterbatch. LDPE has a linear and long hydrocarbon chain that can align itself to form a highly crystalline structure. However, the introduction of the masterbatch materials into the LDPE matrix made it more difficult for the hydrocarbon chains to align themselves into an ordered structure, thus resulting in a lower crystallinity percentage for all LDPE/rCB masterbatch composites compared to virgin LDPE. When comparing the three different types of LDPE/rCB masterbatch composites, the SA-coated LDPE/rCB masterbatch composite exhibited the lowest crystallinity index. This is because the hydrophilic tail of stearic acid has formed an interaction with the hydrophilic surface of calcium carbonate, forming good interaction with each other, which highly disrupts the ordered structure of LDPE. The hybrid and uncoated LDPE/rCB masterbatch composites followed in order of decreasing crystallinity index.
Table 4 shows that the coated system in the LDPE/rCB masterbatch composites exhibits the highest diffraction peak at 22.09° and the lowest crystalline index of 39.51%. The reduction in the surface energy of calcium carbonate particles due to surface treatment with stearic acid hinders its ability to act as a strong nucleating species (12). However, stearic acid-coated calcium carbonate enhances the uniform dispersion of the filler in the LDPE matrix, thereby improving the interfacial adhesion between the filler and matrix. This, in turn, strengthens the interfacial bonding between the chains. The strong interfacial bonding between the polymer and filler leads to a decrease in the distance of d-spacing, which is 4.028 Å (13).
Other than that, the uncoated system in the LDPE/rCB masterbatch composites exhibits the lowest diffraction peak which is 21.71° with a d-spacing value of 4.086
3.3 MFI
The MFI measures the viscosity of composite materials in a molten state and plays an important role in ensuring good flow properties, leading to the ease of processing and higher production rates. Figure 4 depicts the flow properties of uncoated, coated, and hybrid calcium carbonate in LDPE/rCB masterbatch composites at various weight percentages. As indicated in Figure 4, LDPE/rCB masterbatch composites exhibited lower MFI values than virgin LDPE. The presence of the rCB masterbatch as a filler in the LDPE matrix provided greater filler–filler interaction, restricting the flow properties of the LDPE matrix and resulting in higher composite viscosities. Higher composite viscosities led to more restrictive molecular motion in the matrix and lower MFI values (15).

The melt flow index of different LDPE/rCB masterbatch composites at different masterbatch loadings by the mean and standard deviation (error bars).
Figure 4 depicts a gradual decrease in the MFI values of LDPE/rCB masterbatch composites from 0 to 4 wt% masterbatch loading. The reduction is likely due to the agglomeration of the rCB masterbatch, which acts as a rigid particulate filler. The addition of masterbatch loading to an LDPE matrix restricts molecular motion in the matrix, increasing viscosity and imposing flow resistance (16). Moreover, the decrease in MFI may also be caused by the more viscous properties of the masterbatch particles compared to virgin LDPE. As the masterbatch is partially crystalline and has a higher molecular weight than virgin LDPE (17), an increase in the masterbatch content leads to greater interaction among the granules, resulting in high viscosity.
From Figure 4, it can be observed that the MFI values of LDPE/rCB masterbatch composites gradually decrease with increasing masterbatch loading, possibly due to the agglomeration of rCB masterbatch acting as a rigid particulate filler. The addition of masterbatch to the LDPE matrix restricts molecular motion, increases viscosity, and imposes flow resistance (16). Furthermore, the MFI reduction may be attributed to the more viscous properties of the masterbatch particles, which are partially crystalline and have a higher molecular weight than virgin LDPE (17). Interestingly, the coated system shows a higher MFI value than the uncoated calcium carbonates in LDPE/rCB masterbatch composites. This is because stearic acid treatment of calcium carbonate improves filler dispersion and dispersion forces between the polymer matrix and filler. At similar filler loading, the coated system exhibits a higher MFI value, followed by uncoated, and then the hybrid system. The stearic acid-coated calcium carbonates interact well with the matrix, which improves the compatibility between the hydrophilic filler and hydrophobic matrix by adding more aliphatic carbon bonds to increase the hydrophobicity of the filler. Hence, the interaction through dispersion forces between the matrix and masterbatches is enhanced, resulting in better flowability (1). This indicates that the presence of stearic acid decreases the viscosity of the composites and improves their flowability.
The hybrid system in LDPE/rCB masterbatch composites exhibits lowest MFI values compared to the other two formulations, as shown in Figure 3. This could be attributed to the lower amount of rLDPE in the masterbatch content, which results in a higher filler content in the composites. As a result, the filler–filler interaction may cause agglomeration of the filler, hindering the mobility of the molecules and leading to an increase in melt viscosity. This, in turn, makes the composites difficult to melt (18). Therefore, the hybrid system’s poor compatibility between the phases may explain its low MFI value.
3.4 Tensile properties
The effect of different types of calcium carbonates on the tensile properties of LDPE/rCB masterbatch composites is shown in Figure 5a–c, respectively. The LDPE/rCB masterbatch composites contain rCB and calcium carbonate as the major components of filler in this study. The amount of rCB was fixed at 32 wt% in all formulations; therefore, the discussion will focus on different types of calcium carbonate.

The (a) tensile strength, (b) elastic modulus, and (c) elongation at break of different LDPE/rCB masterbatch composites at different masterbatch loadings.
The results demonstrate a moderate reduction in the overall tensile strength in LDPE/rCB masterbatch composites, including uncoated, coated, and hybrid systems when compared to virgin LDPE. This can be attributed to a decrease in the crystallinity percentage, as discussed in Section 4.2. LDPE’s long linear hydrocarbon chain can easily form a crystalline structure, which is disrupted by the addition of a masterbatch composite. Moreover, the addition of a filler also could inhibit plastic deformation by limiting the deformability of the composites (19). As a result, the tensile strength decreased by an average of 10% compared to virgin LDPE. However, the tensile strength of LDPE/rCB masterbatch composites increased as the masterbatch content increased from 2 to 4 wt%. This is because an increase in masterbatch content enables the LDPE matrix to bear partial deformation of force, transferring the deformation force to the masterbatch, which can act as a filler and enhance the composite’s tensile strength (13).
Three distinct observations were made regarding the tensile strength results of uncoated, coated, and hybrid systems in LDPE/rCB masterbatch composites. It was observed that stearic acid-coated calcium carbonate had a higher tensile strength than those of uncoated and hybrid uncoated–SA coated calcium carbonate for all masterbatch wt% in LDPE/rCB masterbatch composites. This is because the stearic acid coating hinders the agglomeration of calcium carbonate particles and increases their dispersion in the LDPE matrix. This indicates that the higher tensile strength of coated calcium carbonate LDPE/rCB masterbatch composites results from better physical interaction and entanglement between the matrix and the filler. As a result, stearic acid imparts hydrophobic characteristics to the surface of calcium carbonate, promoting adhesion between masterbatch and virgin LDPE resin (as shown in Figure 6), thereby improving the compatibility between the two phases (14).
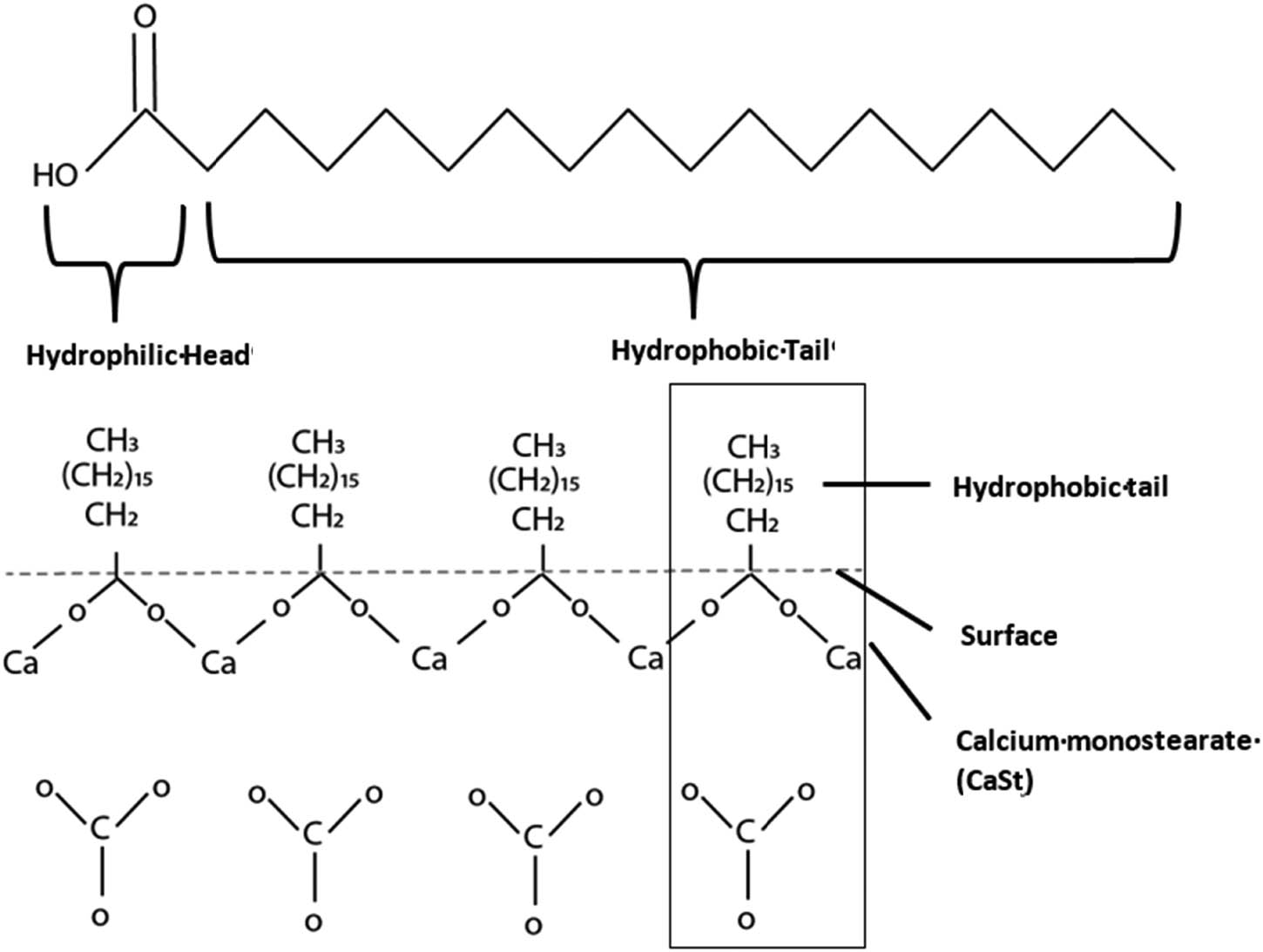
The surface chemistry of coated stearic acid calcium carbonate.
The hybrid system in LDPE/rCB masterbatch composites has higher tensile strength than uncoated calcium carbonate but lower than the coated system. This is because as masterbatch content increases, filler agglomeration of uncoated calcium carbonate increases due to the small amount of stearic acid present in the hybrid system (20). Agglomeration of masterbatch particles and poor adhesion of filler–matrix lead to decreased tensile strength of composites. Therefore, the tensile strength of hybrid uncoated–SA calcium carbonate increases as masterbatch content increases.
Elastic modulus refers to a material’s ability to deform elastically when mechanical stress is applied. Figure 5b illustrates the effect of different masterbatch loadings on LDPE/rCB masterbatch composites, where virgin LDPE has the highest elastic modulus compared to LDPE/rCB masterbatch composites. The decrease in elastic modulus is due to increased resistance to deformation. However, according to theory, the addition of filler to virgin LDPE might increase the elastic modulus of composites. This is because the presence of filler particles in composites can provide higher stiffness properties compared to virgin LDPE, enabling the composite to withstand greater loads. Therefore, the presence of PE wax and fatty acid in the rCB masterbatch, which function as plasticizers, decreases the elastic modulus of the composites (21).
Nevertheless, there is a significant increase in the elastic modulus of composites when comparing LDPE/rCB masterbatch at 2 and 4 wt% due to the presence of filler particles in the composite, which restrict chain mobility and result in rigid composite material properties. Additionally, the uncoated calcium carbonate has the highest elastic modulus, compared to the coated and hybrid systems due to lower filler deformation than the LDPE matrix, resulting in greater mechanical restriction on the chain mobility of uncoated calcium carbonates. Thus, the presence of filler reduces composite ductility and increases stiffness.
From Figure 5c, it can be observed that the elongation at break of the uncoated, coated, and hybrid systems in the LDPE/rCB masterbatch composites is higher compared to the virgin LDPE. The higher free volume of the polymer chain in the virgin LDPE results in higher ductility before the break, despite its more branched and loosely packed structure. The elongation at break is usually reduced when a filler was added to the matrix (22). However, it is interesting to note that the content of masterbatch could act as a plasticizer, resulting in improving elongation at break of the composites. However, the addition of masterbatch improves the elongation at break of virgin LDPE, which is preferable for packaging materials. The increase in elongation at break with increasing filler loading indicates that the filler has the ability to support stress transfer from the masterbatch to the matrix (13). According to Mhlabeni et al. (23), the addition of PE wax also promoted chain mobility and thus increased elongation at break.
Based on the results presented in Figure 5c, an increasing trend is observed for the elongation at break of the coated system as the masterbatch content increases. This can be attributed to the improved interfacial adhesion between the LDPE matrix and the masterbatch resulting from the surface treatment of calcium carbonate with stearic acid. However, the uncoated and hybrid systems exhibit a decreasing trend in elongation at break as the masterbatch content increases. This is likely due to the inhomogeneous dispersion of rigid masterbatch particles, which restrict the flow of polymer chains, leading to stress concentration sites in the composites. Consequently, the LDPE matrix is unable to absorb energy through the molecular motion of the composites. The agglomeration of filler at higher masterbatch concentration results in the formation of stress concentration sites in the composites, as the filler–filler interaction dominates over the matrix–filler interaction. Additionally, the lack of interfacial interactions can cause problems such as porosity, internal strains, and environmental degradation in composite materials.
The coated system displays higher elongation at break compared to the uncoated and hybrid systems due to the strong adhesion interaction between the matrix and masterbatch. The coated LDPE/rCB masterbatch composites show less prominent filler agglomeration, resulting in more flexible composites. However, the hybrid system has the lowest elongation at break since it contains a lower amount of rLDPE compared to the other two masterbatches. The presence of a large amount of uncoated and coated calcium carbonate in the composites causes filler aggregation, which decreases the surface contact with the LDPE matrix. Consequently, this results in a more brittle structure of this type of masterbatch than that of the coated composites. Hence, coated LDPE/rCB masterbatch composites are more flexible and ductile materials that can withstand elongation.
3.5 SEM
Figure 7a–c shows the SEM morphology of the virgin LDPE. It can be seen that the fractured surface of the virgin LDPE has a smooth surface morphology in the absence of a masterbatch. This indicates that there are no impurities in the virgin LDPE and the virgin LDPE can withstand plastic deformation as it has high ductile properties (24). Overall, when comparing the unfilled system (Figure 7) to the filled system (Figure 8) at the same magnification, it can be observed that the unfilled virgin LDPE has a smoother surface. In contrast, the filled system exhibits a rougher surface with significant shear deformation and faceted features, indicating that more energy was required to break the samples.

SEM micrographs of virgin LDPE with magnifications of 50× (a), 100× (b), and 300× (c).

SEM micrographs of coated calcium carbonate (a–c), uncoated calcium carbonate (d–f), and hybrid calcium carbonate (g–i) in LDPE/rCB composites with magnifications of 50× (a, d, g), 100× (b, e, h), and 300× (c, f, i).
Figure 8a–c displays the tensile fracture surface micrograph of LDPE/rCB masterbatch composites with coated calcium carbonate. The rougher fracture surface is attributed to the surface treatment of calcium carbonate with stearic acid. The presence of stearic acid as a coupling agent promotes adhesion between the filler particles and virgin LDPE, resulting in better interfacial adhesion between the matrix and the filler. This leads to the absence of fracture lines and voids at the interface and the uniform dispersion of the filler particles in the LDPE matrix, which directly improves the mechanical properties of the composites as can be seen in Figure 8b. In Figure 8c, it is observed that the SA-coated calcium carbonate in the rCB masterbatch was embedded in the LDPE matrix after fracture, showing a filler–matrix interaction. As a result, the SA-coated calcium carbonate composite exhibits the highest tensile properties among all composites. The hydrophilic properties of the calcium carbonate can be removed, which directly improves the compatibility between the two phases, and thus result in homogeneous dispersion of the filler particles in the LDPE matrix.
Figure 8d–f presents the fracture surface of the uncoated calcium carbonate composite with magnifications of 50×, 100×, and 300×. As shown in Figure 8f, a filler is detached in the uncoated LDPE/rCB masterbatch composites, indicating a weak interfacial bonding between the filler and the LDPE matrix. In addition, Figure 8d shows a localized bunch of filler agglomerating to form a large particle, indicating a poor dispersion of the filler within the LDPE matrix with strong particle–particle interaction instead of strong matrix–filler interaction (25). Furthermore, Figure 8e illustrates the presence of river lines and air voids at the borderline of the filler, which might be formed by the detachment of the unembedded particles during the fracture. The poor intimate contact of the masterbatch filler with the LDPE matrix led to debonding, as illustrated in Figure 8f, which occurred between the calcium carbonate and rCB with the matrix due to the strong filler–filler interaction. Therefore, the uncoated calcium carbonate composite exhibits the poorest dispersion of the filler in the LDPE matrix compared to the coated and hybrid calcium carbonate composite.
Based on the SEM study, it should be mentioned that the LDPE with hybrid calcium carbonate exhibits filler agglomeration in the morphology study, as demonstrated in Figure 8g and h. Figure 8h reveals that there are partially attached and partially detached parts on the same masterbatch particles. This indicates that the interfacial bonding between the filler and the LDPE matrix is not too weak, as there is a failure mode of slight debonding and filler breakage instead of complete filler pullout. Consequently, the system demonstrates intermediate tensile strength between the coated and uncoated systems.
3.6 TGA
TGA was performed on LDPE/rCB masterbatch composites containing 4 wt% of rCB masterbatch for coated, uncoated, and hybrid systems, as higher tensile properties were observed compared to 2 wt% of rCB masterbatch content discussed in Section 4.4. Table 5 presents the thermal decomposition of different composites, while Figure 9a and b shows the TGA and differential thermogravimetry (DTG) thermographs of different composites. Figure 9a and Table 5 indicate that the T max of virgin LDPE is observed at 445.05°C, whereas for LDPE/rCB masterbatch composites, the T max values are observed at 467.47°C, 465.78°C, and 465.01°C. Table 5 also shows that the LDPE/rCB masterbatch composites have a higher decomposition temperature compared to virgin LDPE. This suggests that incorporating rCB masterbatch into the LDPE matrix increases the dimensional stability of the composites (25).
Thermal decomposition of different LDPE/rCB masterbatch composites at 4 wt% masterbatch loadings
| Temperature (°C) at 5%, 50%, 90%, and maximum decomposition of weight loss | ||||
|---|---|---|---|---|
|
|
|
|
T Max | |
| Virgin LDPE | 362 | 429 | 456 | 445 |
| Coated system | 416 | 456 | 470 | 467 |
| Uncoated system | 415 | 455 | 469 | 466 |
| Hybrid system | 414 | 454 | 469 | 465 |

(a) TGA thermograms and (b) DTG thermograms of different LDPE/rCB masterbatch composites at 4 wt% masterbatch loadings.
Based on Table 5, the highest decomposition temperatures at 5%, 50%, and 90% weight losses by the coated LDPE/rCB masterbatch composites are exhibited at 416.12°C, 455.56°C, and 470.20°C, respectively, followed by the uncoated and then the hybrid LDPE/rCB masterbatch composites. It is indicated that the strength of the coated calcium carbonate composite is higher than that of other types of LDPE/rCB masterbatch composites because the presence of stearic acid enhances the interfacial bonding between the calcium carbonate and rCB masterbatch. The entanglement between the hydrophobic chains of SA present on the surface of calcium carbonate and the hydrophobic LDPE at the filler–matrix interface increases the thermal stability of the LDPE/rCB masterbatch composites (14). However, the inhomogeneous dispersion of uncoated calcium carbonate causes the agglomeration of the filler in the LDPE matrix, which weakens the mechanical properties of the uncoated LDPE/rCB masterbatch composites. Meanwhile, the hybrid system falls in between the coated and uncoated systems.
4 Conclusions
The economic feasibility of the work is supported by the improved interaction observed between the coated LDPE/rCB masterbatch composites, which positively impacts their application potential in the packaging industry. The uncoated and hybrid systems remained unchanged, while the agglomeration of calcium carbonate particles in the uncoated system resulted in the highest crystalline index and d-spacing. The filled masterbatch composites exhibited higher MFI due to their higher molecular weights. Notably, the LDPE/rCB masterbatch composites with coated calcium carbonate at 4 wt% loadings demonstrated optimal tensile properties, further highlighting their practical viability. Moreover, the addition of stearic acid as a coating on the surface of calcium carbonate imparted hydrophobic characteristics, which significantly improved the adhesion between the masterbatch and virgin LDPE. This enhancement was confirmed by SEM images, which revealed the uniform dispersibility and strong adhesion interaction of the coated LDPE/rCB masterbatch composites within the LDPE matrix, effectively preventing particle agglomeration. Additionally, when compared to other composites, the coated calcium carbonate LDPE/rCB masterbatch composites demonstrated the highest thermal stability, further bolstering their suitability for various applications. These findings collectively demonstrate the economic feasibility and practical benefits of incorporating coated LDPE/rCB masterbatch composites in relevant industries.
-
Funding information: The author would like to acknowledge the support from the Fundamental Research Grant Scheme (FRGS) under the grant number FRGS/1/2018/TK05/UNIMAP/02/13 from the Ministry of Higher Education Malaysia.
-
Author contributions: Voon Jou Leow: writing – original draft; Pei Leng Teh: review and editing the content and format; Cheow Keat Yeoh, Nor Azura Abdul Rahim and Bee Ying Lim: review and checking of the overall manuscript; Wee Chun Wong, Chun Hong Voon, and Mohamad Syahmie Mohamed Rasidi: review and checking of content and grammar.
-
Conflict of interest: The authors state no conflict of interest.
References
(1) Salmah H, Lim BY, Teh PL. Rheological and thermal properties of palm kernel shell-filled low-density polyethylene composites with acrylic acid. J Thermoplast Compos Mater. 2013;26(9):1155–67. 10.1177/0892705711434193.Search in Google Scholar
(2) Zhang J, Hirschberg V, Rodrigue D. Mechanical fatigue of recycled and virgin high-/low-density polyethylene. J Appl Polym. 2023;140(2):e53312. 10.1002/app.53312.Search in Google Scholar
(3) Yıldızhan FS. Engineering plastics: Market analysis and recycling methods. SciOpen Prepr. 2021. 10.14293/S2199-1006.1.SOR-.PPOYUPU.v1.Search in Google Scholar
(4) Phua JL, Teh PL, Ghani SA, Yeoh CK. Comparison study of carbon black (CB) used as conductive filler in epoxy and polymethylmethacrylate (PMMA). J Polym Eng. 2016;36(4):391–8. 10.1515/polyeng-2015-0026.Search in Google Scholar
(5) Uribe NC, Betancur M, Martínez JD. Towards the chemical upgrading of the recovered carbon black derived from pyrolysis of end-of-life tires. Sustain Mater Technol. 2021;28:e00287. 10.1016/j.susmat.2021.e00287.Search in Google Scholar
(6) Aw YY, Yeoh CK, Idris MA, Teh PL, Elyne WN, Hamzah KA, et al. Influence of filler precoating and printing parameter on mechanical properties of 3D printed acrylonitrile butadiene styrene/zinc oxide composite. Polym Plast Technol Eng. 2018;58(1):1–13. 10.1080/03602559.2018.1455861.Search in Google Scholar
(7) Lucky R, James WS, Walter WF, Shatish R. Formulating calcium carbonate masterbatches. J Polym Eng. 2022;43(1):80–8. 10.1515/polyeng-2022-0133.Search in Google Scholar
(8) Deshmukh GS, Pathak SU, Peshwe DR, Ekhe JD. Effect of uncoated calcium carbonate and stearic acid coated calcium carbonate on mechanical, thermal and structural properties of poly(butylene terephthalate) (PBT)/calcium carbonate composites. Bull Mater Sci. 2010;33(3):277–84. 10.3390/polym13101558.Search in Google Scholar PubMed PubMed Central
(9) Depan D, Chirdon W, Khattab A. Morphological and chemical analysis of low-density polyethylene crystallized on carbon and clay nanofillers. Polymers. 2021;13(10):1558. 10.3390/polym13101558.Search in Google Scholar
(10) Yichen D, Shiyu Z, Zeyu G, Su D, Dongya L. Surface hydroxyl-riched calcium carbonate and copper oxide composites for Fenton-like removal of bisphenol A. Sep Purif Technol. 2023;308(1):122912.10.1016/j.seppur.2022.122912Search in Google Scholar
(11) Martins I, Hamza A, Clifford O. Effect of filler type on crystallinity of low-density polyethylene composites. J Chem Lett. 2020;1:155–9. 10.22034/jchemlett.2021.271721.1018.Search in Google Scholar
(12) Ghani AS, Lim BY. Effect of treated and untreated filler loading on the mechanical, morphological, and water absorption properties of water hyacinth fibers low density polyethylene Composites. Phys Sci. 2016;20(2):1–23.Search in Google Scholar
(13) Kam KW, Teh PL, Osman H, Yeoh CK. Comparison study: Effect of un-vulcanized and vulcanized NR content on the properties of two-matrix filled epoxy/natural rubber/graphene nano-platelets system. J Polym Res. 2017;25:15. 10.1007/s10965-017-1418-x.Search in Google Scholar
(14) Kashyap S, Datta D. Evaluation of stearic acid modified industrial lime sludge waste as a filler in high density polyethylene composites. J Polym Eng. 2018;38(4):333–41. 10.1515/polyeng-2017-0138.Search in Google Scholar
(15) Bhanushali S, Sai Srivats D, Mishra P, Aarti P. Silica/coconut shell charcoal/high-density polyethylene/linear low-density polyethylene composites. Iran Polym J. 2023;32:571–84. 10.1007/s13726-023-01146-z.Search in Google Scholar
(16) Altay L, Sarikanat M, Salam M, Uysalman T, Seki Y. The effect of various mineral fillers on thermal, mechanical, and rheological properties of polypropylene. RESM. 2021;7(3):361–73. 10.17515/resm2021.258ma0213.Search in Google Scholar
(17) Kormin S, Kormin F, Beg MDH, Piah MBM. Physical and mechanical properties of LDPE incorporated with different starch sources. IOP Conf Ser: Mater Sci Eng. 2017;226(1):012157. 10.1088/1757-899X/226/1/012157.Search in Google Scholar
(18) Khanam PN, AlMaadeed MA, Ouederni M, Harkin-Jones E, Mayoral B, Hamilton A, et al. Melt processing and properties of linear low-density polyethylene-graphene nanoplatelet composites. Vacuum. 2016;130:63–71. 10.1016/j.vacuum.2016.04.022.Search in Google Scholar
(19) Li Y, Li D, Cheng H, Han C, Xiao L. Morphology and physical properties of composites based on high-density polyethylene/propylene-ethylene random copolymers blends and carbon black. Polym Test. 2023;123:108050. 10.1016/j.polymertesting.2023.108050.Search in Google Scholar
(20) Salmah H, Romisuhani A, Akmal H. Properties of low-density polyethylene/palm kernel shell composites: Effect of polyethylene co-acrylic acid. J Thermoplast Compos Mater. 2013;26(1):3–15. 10.1177/0892705711417028.Search in Google Scholar
(21) Al-Gunaid T, Sobolčiak P, Chriaa I, Karkri M, Mrlik M, Ilčíková M, et al. Phase change materials designed from Tetra Pak waste and paraffin wax as unique thermal energy storage systems. J Energy Storage. 2023;64(1):107173. 10.1016/j.est.2023.107173.Search in Google Scholar
(22) Mousavi-Fakhrabadi SH, Ahmadi S, Arabi H. Mixing of hindered amine-grafted polyolefin elastomers with LDPE to enhance its long-term weathering and photo-stability. Polym Degrad Stabil. 2022;198:109882. 10.1016/j.polymdegradstab.2022.109882.Search in Google Scholar
(23) Mhlabeni T, Ngobese C, Ramjee S, Focke W. Rheological characterization of linear low-density polyethylene–Fischer–Tropsch wax blends. J Vinyl Addit. 2023. 10.1002/vnl.21984.Search in Google Scholar
(24) Supri AG, Tan SJ, Ismail H, Teh PL. Properties of (Low-density polyethylene)/(natural rubber)/(water hyacinth fiber) composites: The effect of polyaniline. J Vinyl Addit Technol. 2014;20(2):122–30. 10.1002/vnl.21332.Search in Google Scholar
(25) Santos JDC, Brites P, Martins C, Nunes C, Coimbra MA, Ferreira P, et al. Starch consolidation of calcium carbonate as a tool to develop lightweight fillers for LDPE-based plastics. Int J Biol Macromol. 2023;226:1021–30. 10.1016/j.ijbiomac.2022.11.219.Search in Google Scholar PubMed
© 2023 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- Chitosan nanocomposite film incorporating Nigella sativa oil, Azadirachta indica leaves’ extract, and silver nanoparticles
- Effect of Zr-doped CaCu3Ti3.95Zr0.05O12 ceramic on the microstructure, dielectric properties, and electric field distribution of the LDPE composites
- Effects of dry heating, acetylation, and acid pre-treatments on modification of potato starch with octenyl succinic anhydride (OSA)
- Loading conditions impact on the compression fatigue behavior of filled styrene butadiene rubber
- Characterization and compatibility of bio-based PA56/PET
- Study on the aging of three typical rubber materials under high- and low-temperature cyclic environment
- Numerical simulation and experimental research of electrospun polyacrylonitrile Taylor cone based on multiphysics coupling
- Experimental investigation of properties and aging behavior of pineapple and sisal leaf hybrid fiber-reinforced polymer composites
- Influence of temperature distribution on the foaming quality of foamed polypropylene composites
- Enzyme-catalyzed synthesis of 4-methylcatechol oligomer and preliminary evaluations as stabilizing agent in polypropylene
- Molecular dynamics simulation of the effect of the thermal and mechanical properties of addition liquid silicone rubber modified by carbon nanotubes with different radii
- Incorporation of poly(3-acrylamidopropyl trimethylammonium chloride-co-acrylic acid) branches for good sizing properties and easy desizing from sized cotton warps
- Effect of matrix composition on properties of polyamide 66/polyamide 6I-6T composites with high content of continuous glass fiber for optimizing surface performance
- Preparation and properties of epoxy-modified thermosetting phenolic fiber
- Thermal decomposition reaction kinetics and storage life prediction of polyacrylate pressure-sensitive adhesive
- Effect of different proportions of CNTs/Fe3O4 hybrid filler on the morphological, electrical and electromagnetic interference shielding properties of poly(lactic acid) nanocomposites
- Doping silver nanoparticles into reverse osmosis membranes for antibacterial properties
- Melt-blended PLA/curcumin-cross-linked polyurethane film for enhanced UV-shielding ability
- The affinity of bentonite and WO3 nanoparticles toward epoxy resin polymer for radiation shielding
- Prolonged action fertilizer encapsulated by CMC/humic acid
- Preparation and experimental estimation of radiation shielding properties of novel epoxy reinforced with Sb2O3 and PbO
- Fabrication of polylactic acid nanofibrous yarns for piezoelectric fabrics
- Copper phenyl phosphonate for epoxy resin and cyanate ester copolymer with improved flame retardancy and thermal properties
- Synergistic effect of thermal oxygen and UV aging on natural rubber
- Effect of zinc oxide suspension on the overall filler content of the PLA/ZnO composites and cPLA/ZnO composites
- The role of natural hybrid nanobentonite/nanocellulose in enhancing the water resistance properties of the biodegradable thermoplastic starch
- Performance optimization of geopolymer mortar blending in nano-SiO2 and PVA fiber based on set pair analysis
- Preparation of (La + Nb)-co-doped TiO2 and its polyvinylidene difluoride composites with high dielectric constants
- Effect of matrix composition on the performance of calcium carbonate filled poly(lactic acid)/poly(butylene adipate-co-terephthalate) composites
- Low-temperature self-healing polyurethane adhesives via dual synergetic crosslinking strategy
- Leucaena leucocephala oil-based poly malate-amide nanocomposite coating material for anticorrosive applications
- Preparation and properties of modified ammonium polyphosphate synergistic with tris(2-hydroxyethyl) isocynurate for flame-retardant LDPE
- Thermal response of double network hydrogels with varied composition
- The effect of coated calcium carbonate using stearic acid on the recovered carbon black masterbatch in low-density polyethylene composites
- Investigation of MXene-modified agar/polyurethane hydrogel elastomeric repair materials with tunable water absorption
- Damping performance analysis of carbon black/lead magnesium niobite/epoxy resin composites
- Molecular dynamics simulations of dihydroxylammonium 5,5′-bistetrazole-1,1′-diolate (TKX-50) and TKX-50-based PBXs with four energetic binders
- Preparation and characterization of sisal fibre reinforced sodium alginate gum composites for non-structural engineering applications
- Study on by-products synthesis of powder coating polyester resin catalyzed by organotin
- Ab initio molecular dynamics of insulating paper: Mechanism of insulating paper cellobiose cracking at transient high temperature
- Effect of different tin neodecanoate and calcium–zinc heat stabilizers on the thermal stability of PVC
- High-strength polyvinyl alcohol-based hydrogel by vermiculite and lignocellulosic nanofibrils for electronic sensing
- Impacts of micro-size PbO on the gamma-ray shielding performance of polyepoxide resin
- Influence of the molecular structure of phenylamine antioxidants on anti-migration and anti-aging behavior of high-performance nitrile rubber composites
- Fiber-reinforced polyvinyl alcohol hydrogel via in situ fiber formation
- Preparation and performance of homogenous braids-reinforced poly (p-phenylene terephthamide) hollow fiber membranes
- Synthesis of cadmium(ii) ion-imprinted composite membrane with a pyridine functional monomer and characterization of its adsorption performance
- Impact of WO3 and BaO nanoparticles on the radiation shielding characteristics of polydimethylsiloxane composites
- Comprehensive study of the radiation shielding feature of polyester polymers impregnated with iron filings
- Preparation and characterization of polymeric cross-linked hydrogel patch for topical delivery of gentamicin
- Mechanical properties of rCB-pigment masterbatch in rLDPE: The effect of processing aids and water absorption test
- Pineapple fruit residue-based nanofibre composites: Preparation and characterizations
- Effect of natural Indocalamus leaf addition on the mechanical properties of epoxy and epoxy-carbon fiber composites
- Utilization of biosilica for energy-saving tire compounds: Enhancing performance and efficiency
- Effect of capillary arrays on the profile of multi-layer micro-capillary films
- A numerical study on thermal bonding with preheating technique for polypropylene microfluidic device
- Development of modified h-BN/UPE resin for insulation varnish applications
- High strength, anti-static, thermal conductive glass fiber/epoxy composites for medical devices: A strategy of modifying fibers with functionalized carbon nanotubes
- Effects of mechanical recycling on the properties of glass fiber–reinforced polyamide 66 composites in automotive components
- Bentonite/hydroxyethylcellulose as eco-dielectrics with potential utilization in energy storage
- Study on wall-slipping mechanism of nano-injection polymer under the constant temperature fields
- Synthesis of low-VOC unsaturated polyester coatings for electrical insulation
- Enhanced apoptotic activity of Pluronic F127 polymer-encapsulated chlorogenic acid nanoparticles through the PI3K/Akt/mTOR signaling pathway in liver cancer cells and in vivo toxicity studies in zebrafish
- Preparation and performance of silicone-modified 3D printing photosensitive materials
- A novel fabrication method of slippery lubricant-infused porous surface by thiol-ene click chemistry reaction for anti-fouling and anti-corrosion applications
- Development of polymeric IPN hydrogels by free radical polymerization technique for extended release of letrozole: Characterization and toxicity evaluation
- Tribological characterization of sponge gourd outer skin fiber-reinforced epoxy composite with Tamarindus indica seed filler addition using the Box–Behnken method
- Stereocomplex PLLA–PBAT copolymer and its composites with multi-walled carbon nanotubes for electrostatic dissipative application
- Enhancing the therapeutic efficacy of Krestin–chitosan nanocomplex for cancer medication via activation of the mitochondrial intrinsic pathway
- Variation in tungsten(vi) oxide particle size for enhancing the radiation shielding ability of silicone rubber composites
- Damage accumulation and failure mechanism of glass/epoxy composite laminates subjected to repeated low velocity impacts
- Gamma-ray shielding analysis using the experimental measurements for copper(ii) sulfate-doped polyepoxide resins
- Numerical simulation into influence of airflow channel quantities on melt-blowing airflow field in processing of polymer fiber
- Cellulose acetate oleate-reinforced poly(butylene adipate-co-terephthalate) composite materials
- Radiation shielding capability and exposure buildup factor of cerium(iv) oxide-reinforced polyester resins
- Recyclable polytriazole resins with high performance based on Diels-Alder dynamic covalent crosslinking
- Adsorption and recovery of Cr(vi) from wastewater by Chitosan–Urushiol composite nanofiber membrane
- Comprehensive performance evaluation based on electromagnetic shielding properties of the weft-knitted fabrics made by stainless steel/cotton blended yarn
- Review Articles
- Preparation and application of natural protein polymer-based Pickering emulsions
- Wood-derived high-performance cellulose structural materials
- Flammability properties of polymers and polymer composites combined with ionic liquids
- Polymer-based nanocarriers for biomedical and environmental applications
- A review on semi-crystalline polymer bead foams from stirring autoclave: Processing and properties
- Rapid Communication
- Preparation and characterization of magnetic microgels with linear thermosensitivity over a wide temperature range
- Special Issue: Biodegradable and bio-based polymers: Green approaches (Guest Editors: Kumaran Subramanian, A. Wilson Santhosh Kumar, and Venkatajothi Ramarao)
- Synthesis and characterization of proton-conducting membranes based on bacterial cellulose and human nail keratin
- Fatigue behaviour of Kevlar/carbon/basalt fibre-reinforced SiC nanofiller particulate hybrid epoxy composite
- Effect of citric acid on thermal, phase morphological, and mechanical properties of poly(l-lactide)-b-poly(ethylene glycol)-b-poly(l-lactide)/thermoplastic starch blends
- Dose-dependent cytotoxicity against lung cancer cells via green synthesized ZnFe2O4/cellulose nanocomposites
Articles in the same Issue
- Research Articles
- Chitosan nanocomposite film incorporating Nigella sativa oil, Azadirachta indica leaves’ extract, and silver nanoparticles
- Effect of Zr-doped CaCu3Ti3.95Zr0.05O12 ceramic on the microstructure, dielectric properties, and electric field distribution of the LDPE composites
- Effects of dry heating, acetylation, and acid pre-treatments on modification of potato starch with octenyl succinic anhydride (OSA)
- Loading conditions impact on the compression fatigue behavior of filled styrene butadiene rubber
- Characterization and compatibility of bio-based PA56/PET
- Study on the aging of three typical rubber materials under high- and low-temperature cyclic environment
- Numerical simulation and experimental research of electrospun polyacrylonitrile Taylor cone based on multiphysics coupling
- Experimental investigation of properties and aging behavior of pineapple and sisal leaf hybrid fiber-reinforced polymer composites
- Influence of temperature distribution on the foaming quality of foamed polypropylene composites
- Enzyme-catalyzed synthesis of 4-methylcatechol oligomer and preliminary evaluations as stabilizing agent in polypropylene
- Molecular dynamics simulation of the effect of the thermal and mechanical properties of addition liquid silicone rubber modified by carbon nanotubes with different radii
- Incorporation of poly(3-acrylamidopropyl trimethylammonium chloride-co-acrylic acid) branches for good sizing properties and easy desizing from sized cotton warps
- Effect of matrix composition on properties of polyamide 66/polyamide 6I-6T composites with high content of continuous glass fiber for optimizing surface performance
- Preparation and properties of epoxy-modified thermosetting phenolic fiber
- Thermal decomposition reaction kinetics and storage life prediction of polyacrylate pressure-sensitive adhesive
- Effect of different proportions of CNTs/Fe3O4 hybrid filler on the morphological, electrical and electromagnetic interference shielding properties of poly(lactic acid) nanocomposites
- Doping silver nanoparticles into reverse osmosis membranes for antibacterial properties
- Melt-blended PLA/curcumin-cross-linked polyurethane film for enhanced UV-shielding ability
- The affinity of bentonite and WO3 nanoparticles toward epoxy resin polymer for radiation shielding
- Prolonged action fertilizer encapsulated by CMC/humic acid
- Preparation and experimental estimation of radiation shielding properties of novel epoxy reinforced with Sb2O3 and PbO
- Fabrication of polylactic acid nanofibrous yarns for piezoelectric fabrics
- Copper phenyl phosphonate for epoxy resin and cyanate ester copolymer with improved flame retardancy and thermal properties
- Synergistic effect of thermal oxygen and UV aging on natural rubber
- Effect of zinc oxide suspension on the overall filler content of the PLA/ZnO composites and cPLA/ZnO composites
- The role of natural hybrid nanobentonite/nanocellulose in enhancing the water resistance properties of the biodegradable thermoplastic starch
- Performance optimization of geopolymer mortar blending in nano-SiO2 and PVA fiber based on set pair analysis
- Preparation of (La + Nb)-co-doped TiO2 and its polyvinylidene difluoride composites with high dielectric constants
- Effect of matrix composition on the performance of calcium carbonate filled poly(lactic acid)/poly(butylene adipate-co-terephthalate) composites
- Low-temperature self-healing polyurethane adhesives via dual synergetic crosslinking strategy
- Leucaena leucocephala oil-based poly malate-amide nanocomposite coating material for anticorrosive applications
- Preparation and properties of modified ammonium polyphosphate synergistic with tris(2-hydroxyethyl) isocynurate for flame-retardant LDPE
- Thermal response of double network hydrogels with varied composition
- The effect of coated calcium carbonate using stearic acid on the recovered carbon black masterbatch in low-density polyethylene composites
- Investigation of MXene-modified agar/polyurethane hydrogel elastomeric repair materials with tunable water absorption
- Damping performance analysis of carbon black/lead magnesium niobite/epoxy resin composites
- Molecular dynamics simulations of dihydroxylammonium 5,5′-bistetrazole-1,1′-diolate (TKX-50) and TKX-50-based PBXs with four energetic binders
- Preparation and characterization of sisal fibre reinforced sodium alginate gum composites for non-structural engineering applications
- Study on by-products synthesis of powder coating polyester resin catalyzed by organotin
- Ab initio molecular dynamics of insulating paper: Mechanism of insulating paper cellobiose cracking at transient high temperature
- Effect of different tin neodecanoate and calcium–zinc heat stabilizers on the thermal stability of PVC
- High-strength polyvinyl alcohol-based hydrogel by vermiculite and lignocellulosic nanofibrils for electronic sensing
- Impacts of micro-size PbO on the gamma-ray shielding performance of polyepoxide resin
- Influence of the molecular structure of phenylamine antioxidants on anti-migration and anti-aging behavior of high-performance nitrile rubber composites
- Fiber-reinforced polyvinyl alcohol hydrogel via in situ fiber formation
- Preparation and performance of homogenous braids-reinforced poly (p-phenylene terephthamide) hollow fiber membranes
- Synthesis of cadmium(ii) ion-imprinted composite membrane with a pyridine functional monomer and characterization of its adsorption performance
- Impact of WO3 and BaO nanoparticles on the radiation shielding characteristics of polydimethylsiloxane composites
- Comprehensive study of the radiation shielding feature of polyester polymers impregnated with iron filings
- Preparation and characterization of polymeric cross-linked hydrogel patch for topical delivery of gentamicin
- Mechanical properties of rCB-pigment masterbatch in rLDPE: The effect of processing aids and water absorption test
- Pineapple fruit residue-based nanofibre composites: Preparation and characterizations
- Effect of natural Indocalamus leaf addition on the mechanical properties of epoxy and epoxy-carbon fiber composites
- Utilization of biosilica for energy-saving tire compounds: Enhancing performance and efficiency
- Effect of capillary arrays on the profile of multi-layer micro-capillary films
- A numerical study on thermal bonding with preheating technique for polypropylene microfluidic device
- Development of modified h-BN/UPE resin for insulation varnish applications
- High strength, anti-static, thermal conductive glass fiber/epoxy composites for medical devices: A strategy of modifying fibers with functionalized carbon nanotubes
- Effects of mechanical recycling on the properties of glass fiber–reinforced polyamide 66 composites in automotive components
- Bentonite/hydroxyethylcellulose as eco-dielectrics with potential utilization in energy storage
- Study on wall-slipping mechanism of nano-injection polymer under the constant temperature fields
- Synthesis of low-VOC unsaturated polyester coatings for electrical insulation
- Enhanced apoptotic activity of Pluronic F127 polymer-encapsulated chlorogenic acid nanoparticles through the PI3K/Akt/mTOR signaling pathway in liver cancer cells and in vivo toxicity studies in zebrafish
- Preparation and performance of silicone-modified 3D printing photosensitive materials
- A novel fabrication method of slippery lubricant-infused porous surface by thiol-ene click chemistry reaction for anti-fouling and anti-corrosion applications
- Development of polymeric IPN hydrogels by free radical polymerization technique for extended release of letrozole: Characterization and toxicity evaluation
- Tribological characterization of sponge gourd outer skin fiber-reinforced epoxy composite with Tamarindus indica seed filler addition using the Box–Behnken method
- Stereocomplex PLLA–PBAT copolymer and its composites with multi-walled carbon nanotubes for electrostatic dissipative application
- Enhancing the therapeutic efficacy of Krestin–chitosan nanocomplex for cancer medication via activation of the mitochondrial intrinsic pathway
- Variation in tungsten(vi) oxide particle size for enhancing the radiation shielding ability of silicone rubber composites
- Damage accumulation and failure mechanism of glass/epoxy composite laminates subjected to repeated low velocity impacts
- Gamma-ray shielding analysis using the experimental measurements for copper(ii) sulfate-doped polyepoxide resins
- Numerical simulation into influence of airflow channel quantities on melt-blowing airflow field in processing of polymer fiber
- Cellulose acetate oleate-reinforced poly(butylene adipate-co-terephthalate) composite materials
- Radiation shielding capability and exposure buildup factor of cerium(iv) oxide-reinforced polyester resins
- Recyclable polytriazole resins with high performance based on Diels-Alder dynamic covalent crosslinking
- Adsorption and recovery of Cr(vi) from wastewater by Chitosan–Urushiol composite nanofiber membrane
- Comprehensive performance evaluation based on electromagnetic shielding properties of the weft-knitted fabrics made by stainless steel/cotton blended yarn
- Review Articles
- Preparation and application of natural protein polymer-based Pickering emulsions
- Wood-derived high-performance cellulose structural materials
- Flammability properties of polymers and polymer composites combined with ionic liquids
- Polymer-based nanocarriers for biomedical and environmental applications
- A review on semi-crystalline polymer bead foams from stirring autoclave: Processing and properties
- Rapid Communication
- Preparation and characterization of magnetic microgels with linear thermosensitivity over a wide temperature range
- Special Issue: Biodegradable and bio-based polymers: Green approaches (Guest Editors: Kumaran Subramanian, A. Wilson Santhosh Kumar, and Venkatajothi Ramarao)
- Synthesis and characterization of proton-conducting membranes based on bacterial cellulose and human nail keratin
- Fatigue behaviour of Kevlar/carbon/basalt fibre-reinforced SiC nanofiller particulate hybrid epoxy composite
- Effect of citric acid on thermal, phase morphological, and mechanical properties of poly(l-lactide)-b-poly(ethylene glycol)-b-poly(l-lactide)/thermoplastic starch blends
- Dose-dependent cytotoxicity against lung cancer cells via green synthesized ZnFe2O4/cellulose nanocomposites