The Microstructure and Property of the Heat Affected zone in C-Mn Steel Treated by Rare Earth
-
Ming-ming Song
 ,
Yu-min Xie
,
Yu-min Xie

Abstract
The microstructures and impact properties of the heat affected zone (HAZ) in steel treated by rare earth (RE) under different welding processes were discussed. The effect of Al on the impact properties of the HAZ in RE treated steel was analyzed. It finds that when the welding t8/5 is smaller than 111 s, the main microstructure in steels is bainite/widmanstatten. The impact toughness of the HAZ is lower than that of the steel matrix. When t8/5 is more than 250 s, the microstructure is mainly acicular ferrite (AF) in the steel treated by RE, and the impact toughness of HAZ is obviously improved. Even under the welding processing with t8/5 about 600 s in RE treated steel can still obtain a lot of AF. While in the steel killed by Al and treated by RE, the main microstructure is parallel cluster of bainite/widmanstatten, and the impact toughness of HAZ is significantly lower than that of low-Al RE treated steel. Al can deteriorate the optimizing of RE treatment on HAZ.
Introduction
During the welding, the heat affected zone (HAZ) experienced a terrible thermal process, which is very different from ordinary heat treatment [1, 2]. The microstructure and grain of the HAZ can be obviously roughened after the welding process, especially in the process of large heat input welding [3]. Acicular ferrite (AF) nucleated on tiny dispersed nonmetallic inclusion within the austenite grain can optimize the microstructure of the HAZ to a large extent [4, 5]. The laths of AF have a chaotic nature which can result in retardation for crack propagation in steel. It can meliorate the toughness of HAZ obviously without reducing the strength. Therefore, the steel toughness increases with the increasing of AF [6, 7, 8].
It is well-known that rare earth (RE) inclusion can promote the formation of AF in the HAZ, which is very beneficial to the toughness of the steel [9, 10]. However, the application and research about the AF have been widely carried out in the field of the steel containing Ti, Mg and Zr, etc. An appropriate deoxidation of molten steel is often required before the addition of RE [11]. Aluminum is one of the most frequently used deoxidizing elements in steelmaking. However, there is little research on the effect of aluminum deoxidation on the formation of AF in the steel treated by RE. In order to determine the effect of aluminum deoxidation on the microstructure of the HAZ after the welding process in the steel treated by RE, the impact property and microstructure of welding HAZ in different C-Mn steels under different welding processes were studied. The present study has a great reference meaning for RE application in the welding process.
Experimental
About 25 kg raw materials were melted in a vacuum induction furnace. The contents of C, Si, Mn, P, S, Al and RE in the molten steel were adjusted when the raw materials melted completely. After insulated for some time at 1600 °C, the melt was cast into a steel mold and cooled to room temperature by air. Then the obtained ingots were held for 90 min at 1200 °C to make the composition homogenized. After that the ingots were forged into rods, size of Ø15 mm. The forging process started at 1200 °C and finished when the temperature decreased to 900 °C. The rods were air-cooled from 900 °C to room temperature after the forging. Table 1 shows the chemical compositions of the obtained steels. Steel No.1 is an untreated reference sample. Steel No.2 was treated by a certain amount of RE La and Ce. Steel No.3 was deoxidized by a little of Al before the addition of RE Ce. T.O means the total content of oxygen in the experimental steels, which was obtained by middle infrared spectroscopy.
The chemical composition of the experimental steels/mass%.
| Steel | C | Si | Mn | P | S | Al | T.O | RE | Fe |
|---|---|---|---|---|---|---|---|---|---|
| No.1 | 0.13 | 0.31 | 1.30 | 0.015 | 0.008 | <0.005 | 0.0025 | — | Bal. |
| No.2 | 0.12 | 0.28 | 1.27 | 0.017 | 0.002 | <0.005 | 0.0015 | 0.021 | Bal. |
| No.3 | 0.12 | 0.29 | 1.27 | 0.016 | 0.002 | 0.028 | 0.0015 | 0.018 | Bal. |
*Steel No.2 and No.3 are treated by La-Ce and Ce, respectively.
Samples were picked up from the forged rods. They were mechanically ground and polished to make the standard metallographic samples. Scanning electron microscope (SEM) and energy dispersive spectrometer were used to investigate the morphology and composition of the inclusions in three steels. After that samples were etched for a few seconds in 4 vol% nital to observe the microstructures in steels using an optical microscope (OM).
Samples are processed into size of 10.5 mm×10.5 mm×70 mm. Then they were used to implement the thermal cycles, which happened in the HAZ of the steel plate under different welding processes, using a Gleeble 1500D thermal simulator. The detailed experimental welding thermal cycle parameters are obtained by the two dimensional Rykalin mathematical model to simulate the thermal cycle process of plates with 15 mm thickness [2, 12]. The specimens were heated to 1350 °C at 100 °C/s, and then held for 1 s. The cooling times from 800 °C to 500 °C (t8/5) were 28 s, 111 s, 250 s and 445 s, to simulate the different welding heat inputs. The welding thermal cycle curves are shown in Figure 1.

The temperature variation during the simulating thermal cycle in steel.
After the simulated welding processes, specimens were machined into size of 10 mm×10 mm×55 mm for the standard Charpy “V” notch test, and then subjected to impact tests at room temperature on a drop weight impact tester (JB-30B series).
The metallographic observation and “V” notch for Charpy test of HAZ were fixed near the monitoring thermocouple in order to reduce the error resulting from uneven cooling rate, relatively.
Results and discussions
Microstructures
The forged microstructures in the matrix of three steels are fine granular ferrite and dispersed pearlite. There is little difference among the three steels. The main microstructure is granular ferrite and a small amount of pearlite. And the pearlite is dotted in granular ferrites, as shown in Figure 2. The size of granular ferrite in three steels is very small.

The forged microstructures in three steels, (a) steel No.1; (b) steel No.2; (c) steel No.3.

Effect of t8/5 on the variation of microstructure in the heat affected zone of three steels, (a, e and i) t8/5=28 s; (b, f and j) t8/5=111 s; (c, g and k) t8/5=250 s; (d, h and l) t8/5=445 s.
The influence of welding t8/5 on the microstructure of HAZ in three steels is shown in Figure 3. When t8/5 is 28 s, the difference of the microstructures in the HAZ of three steels is little. The main microstructure is bainite/widmanstatten (B/W) as shown in Figure 3(a), (e) and (i). With the increase of the welding t8/5, the microstructure of the HAZ in three steels changes obviously. When t8/5 is 111 s, 250 s and 445 s, the microstructure in steel No.1 is mainly grain boundary ferrite (GBF) and parallel bundles of bainite/widmanstatten, and a small amount of pearlite. The longer the welding t8/5, the greater the size of the GBF and bainite/widmanstatten in the HAZ, as shown in Figure 3(b), (c) and (d). There is little AF in steel No.1 obviously under four welding processes. In steel No.2 treated by RE, the main microstructure is GBF and AF. Unlike the steel No.1, the content of AF in the HAZ of steel No.2 is obviously increased. Especially when t8/5 increase to 250 s and 445 s, as shown in Figure 3(f), (g) and (h). When the welding t8/5 is larger relatively, the treatment of RE can produce more AF in steel No.2. It means that the addition of RE in C-Mn steel can promote the formation of AF in HAZ. In steel No.3 killed by Al, the microstructure is more or less the same as steel No.1. There is only a small amount of AF within the grain. The content of AF in the HAZ of steel No.3 is significantly less than that in steel No.2 under the corresponding sample, as shown in Figure 3(j), (k) and (l).
Inclusion
Composition, size and quantity of the inclusions have an important influence on the formation of AF [13, 14]. The morphology and composition of the typical inclusions in three steels are obtained using the SEM and energy disperse spectrometer, as shown in Figure 4. Figure 4(a) shows the main inclusion is MnS in steel No.1 without the addition of RE. After RE (La and Ce) added, the inclusion changed into (La,Ce)-O-S in steel No.2, the morphology and energy spectra were shown in Figure 4(b). While in steel No.3, which first killed by Al then treated by RE Ce, the main inclusion are Ce-S and Ce-Al-O, as shown in Figure 4(c). In steel No.2 and No.3 the RE containing inclusion is not deformed or broken, the RE is still spherical after the forging process.

The morphology and composition of the inclusions in the experimental steels, (a) steel No.1; (b) steel No.2; (c) steel No.3.
The stable nonmetallic inclusion presented in steel was analyzed by the calculation of phase diagram method and the actual Scheil-Gulliver model calculation was fulfilled by computer software FactSage 7.0 (FactSage(TM) - Copyright (c) 1976-2015 Thermfact and GTT-Technologies), based on the principle of minimum free energy [15, 16]. The result was shown in Figure 5. It can be seen that the main inclusion in steel No.1 is MnS and small amount of Mn-Si-Al-O inclusion. In steel No.2 the main inclusion is (La,Ce)2O2S and some MnS. For steel No.3 CeAlO3 and MnS are the main inclusions, in addition there is a little of Ce2S3. So, it can be concluded that aluminum deoxidization has a great influence on the composition of inclusion in RE treated steel. It can change the inclusion from RE2O2S to REAlO3 and RE2S3.

Calculated chemical composition of inclusions in steels, (a) steel No.1; (b) steel No.2; (c) steel No.3.
The nucleation site of ferrite includes grain boundary and intragranular inclusions. The amount of inclusion and the ability of the inclusion to induce the nucleation of ferrite directly affect the number of the final content of AF nucleated within the austenite grain. To find out the quantity and size distribution of inclusions in three steels, the samples were mechanically ground and polished to take 60 photos randomly by an OM with a magnification of×1000. The inclusion quantity and size distributions were analyzed in three steels statistically using the image processing software Image J (Image J 4.7v, Wayne Rasband, National Institutes of Health, USA.). The statistical result shows that the difference of the number densities of inclusion is not very much between steel No.2 and No.3, about 203 and 210 per square millimeter, respectively. The inclusion size distribution is shown in Figure 6. It can be found that the mean size of inclusion changed from 2.97 μm to 2.75 μm after 0.021 mass% RE added. And the number percent of inclusion smaller than 2 μm increased distinctly. When the molten is killed by Al and treated by RE in steel No.3, the mean size of the inclusions in the steel is further reduced to 2.43 μm. The number percentage of the inclusions smaller than 1 μm increased, and the percentage of inclusions greater than 7 μm was further reduced compared to that of steel No.2. In general Al deoxidization has a great influence on the size of inclusions in RE treated steel. The size of effective inclusion which can induce the nucleation of AF are mainly 1 ~ 4 μm, which has been widely recognized [17]. From Figure 6 it can be easily found that the number percent of inclusion size of 1 ~ 4 μm in steel No.3 is less than that in steel No.2, which is adverted to the formation of AF.

Inclusion size distribution of three steels.
The impact toughness
The impact toughness of HAZ is a weak control link of the toughness of large welded steel structures. Optimizing the microstructure is one of the most effective methods to improve the impact toughness of the HAZ [18]. It is well-known that widmanstatten and bainite can provide preferential crack-propagation path within a grain, since the widmanstatten and bainite have parallel-like plate structure [19]. Therefore, the impact toughness of steel decreased with the increase of these microstructures. Alternatively, the AF laths nucleate on some inclusions within the grain [20]. The AF laths have a chaotic orientation, which can result in retardation for crack propagation in steel [21]. Thus, the steel impact toughness increases with the increase of AF.
Figure 7 shows the Charpy impact absorbed energy of the HAZs in three steels. It can be seen that in the steel matrix the absorbed energy (Akv) increased from 193.2 J to 218.2 J after the addition of RE. While for the steel killed by aluminum, the effect of RE on the impact toughness of the steel matrix is not obvious. In welding HAZ, the absorbed energy of steels first decreased then increased as the increase of welding t8/5. For steel No.1 and No.2 the worst impact toughness appears when t8/5 is 111 s, while that come up when t8/5 is 250 s in steel No.3. What's more, RE addition has a great influence on the impact toughness of HAZ at ambient temperature. The impact energy of HAZ in steel No.2 is higher than that in steel No.1 and No.3 under every welding process correspondingly. When t8/5 is 445 s, the impact toughness in the HAZ of steel No.2 is more or less the same with the matrix of steel No.1. The impact toughness of steel No.3 after Al deoxidation is lower than that of steel No.1, which is obviously weakened the optimization effect of RE treatment on the impact toughness of HAZ.
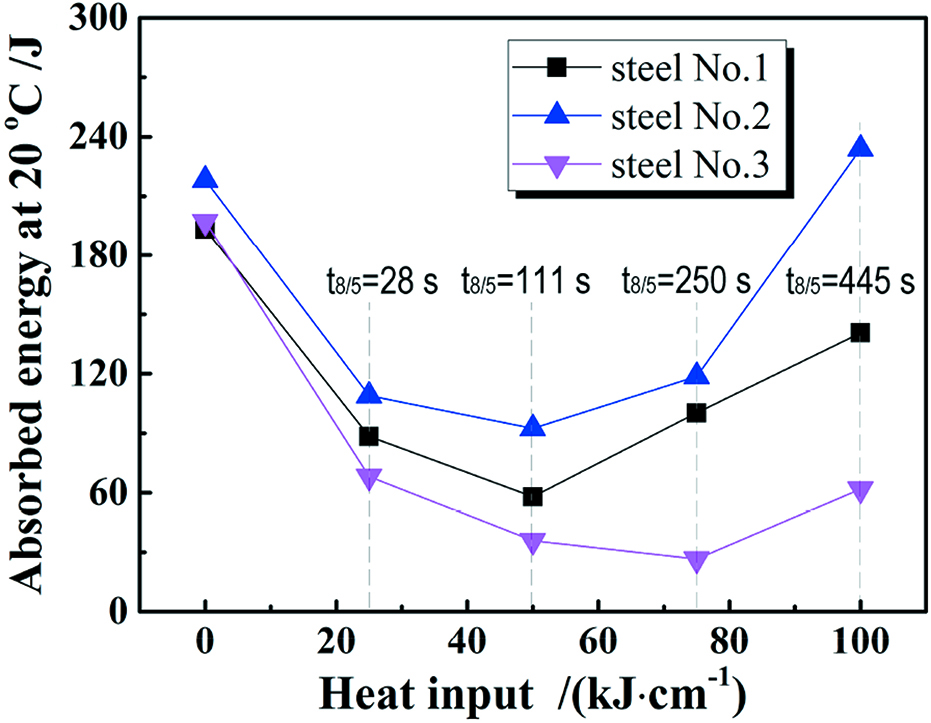
Effects of t8/5 on the impact toughness of steel.
When the welding t8/5 is 28 s and 111 s, the main microstructure of the steels is bainite/widmanstatten, which decreases the impact toughness of HAZ significantly. However, when t8/5 increases to 250 s and 445 s, the impact toughness of HAZ in two steels are enlarged as the appearance of AF and the decrease of bainite/widmanstatten. When t8/5 is long (>250 s), especially when t8/5 is 445 s, the impact toughness of HAZ in steel No.2 is greater than that of the steel No.1 and No.3. This is attributed to the fact that there is more AF in the HAZ of steel No.2.
From above, it can be seen that RE treatment can improved the performance of the welding HAZ via optimizing the microstructure. Further increased the t8/5 to 600 s, there is still a large number of AF formed in the HAZ, as shown in Figure 8. The microstructure of HAZ can be still optimized. It can deduce that RE has a great ability to improved the welding performance of steel.

The microstructure of the heat affected zone in steel No.2 after the welding process with t8/5 is 600 s.
The formation of AF
The high resolution micrograph of the nucleation of AF on the surface of typical effective inclusion in RE treated steel No.2 is shown in Figure 9. It can be seen that the effective inclusion which can induce the formation of AF is the complex inclusion of RE2O2S and MnS.

Acicular ferrite formation on rare earth inclusion in HAZ of steel No.2.
From Figure 5 it can be found that MnS is precipitated in the austenite temperature range. When there are some high melting point fine inclusion particles in the austenitic grain, MnS can precipitate around the particle easily. The diffusion coefficient of Mn atom in austenite is shown in Figure 10. Mn atom has a relatively larger diffusion coefficient within the formation temperature range of MnS. During the continuous cooling process of welding, Mn atomic diffusion ability and diffusion time are not sufficient, which results in the content reduction of Mn atoms near the inclusion [6]. Moreover, the Mn atoms far from the inclusion cannot spread quickly enough to homogenize the concentration of Mn atoms during the continuous cooling process. It can generate a Mn depletion zone adjacent to the inclusion in base metal. This can explain the formation of AF in the welding HAZ of steel No.2 and No.3. But why is there no AF in steel No.1 and the number of AF in steel No.2 is more than that in steel No.3? This is related to the crystal orientation between α-Fe and the inclusions in three experimental steels [10, 22]. According to the two phases’ grain orientation relationship under the heterogeneous nucleation process, Bramfitt proposed the principle of two-dimensional misfit [23]. Table 2 lists the lattice misfit between the main inclusions and α-Fe in three steels. The lattice misfit of RE2O2S and RE2S3 is very small. The misfit between REAlO3 and α-Fe is very big. So RE2O2S and RE2S3 in steel have more validity than REAlO3 to induce the formation of AF. In steel No.3, the main inclusion is REAlO3, there is only a little of RE2S3. The lack of a large number of effective inclusions is the reason for the low content of AF in steel No.3. The calculation result is consistent well with the as-cast microstructure results found in three specimens, correspondingly.

The diffusion coefficient of Mn elements in austenite at different temperatures.
Misfit values between particle constituent phases and ferrite.
| Compound | Crystal system | Lattice parameter, nm | Planar parallelism | Misfit, % |
|---|---|---|---|---|
| LaAlO3 | Cubic | a=0.3807 | (100)α//(100)inclusion, [100]α//[100]inclusion | 32.8† |
| (100)α//(100)inclusion, [110]α//[100]inclusion | 15.3‡ | |||
| CeAlO3 | Tetragonal | a=0.3760, | (100)α//(001) inclusion, [100] α//[110]inclusion | 7.3‡ |
| c=0.3790 | ||||
| La2S3 | Cubic | a=0.8616 | (111)α//(111)inclusion, [110]α//[110]inclusion | 0.2† |
| (100)α//(100)inclusion, [100]α//[110]inclusion | 6.3‡ | |||
| Ce2S3 | Cubic | a=0.8749 | (111)α//(111)inclusion, [110]α//[110]inclusion | 1.7† |
| (100)α//(100)inclusion, [100]α//[110]inclusion | 7.9‡ | |||
| La2O2S | Hcp | a=0.4051, | (111)α//(0001)inclusion, [110]α//[11 | 0.1† |
| c=0.6943 | ||||
| Ce2O2S | Hcp | a=0.3975, | (111)α//(0001)inclusion, [110]α//[11 | 1.9† |
| c=0.6826 | ||||
| MnS | Cubic | a=0.5230 | (100)α//(100)inclusion, [100]α//[100]inclusion | 29.0† |
| (100)α//(100)inclusion, [110]α//[100]inclusion | 8.8‡ |
*Lattice parameter α-Fe=0.28665 nm.
†Low index orientation relationship between ferrite and nucleating substrate.
‡Bain orientation relationship between ferrite and nucleating substrate
Apart from the nucleus variation between steel No.2 and No.3, dissolved Al element can decrease the austenite region and increase the A3 temperature, which can raise the transition temperature of γ→α. It is good for the nucleation of GBF and bainite/widmanstatten. This is not conducive to the formation of AF in the HAZ of the Al-killed steel treated by RE.
Conclusions
In this paper, the influences of welding t8/5 on the microstructure and property of the HAZ in the steel treated by RE were discussed. The change of inclusion in steel with different composition was analyzed. The conclusions are as follows:
The main inclusions in C-Mn steel were changed from MnS+Mn-Si-Al-O in steel No.1 to La2O2S+MnS after La addition in steel No.2 and then transformed into LaAlO3+La2S3+MnS when the content of Al increased in steel No.3.
The t8/5 has a great influence on the microstructure in C-Mn steel treated by RE. When t8/5 is 28 s, the mainly microstructure in the HAZ is bainite/widmanstatten. When t8/5 is 250 s and 445 s, there is a lot of AF in the HAZ.
As the t8/5 increases, the impact toughness at room temperature of the HAZ first decreases and then increases in C-Mn steel treated by RE. When the t8/5 is 111 s, the HAZ has the worst impact toughness at room temperature. When t8/5 increase to 445 s, the impact toughness of the HAZ in RE treated steel is more or less the same with that of the steel matrix without RE treatment.
RE treatment has a great influence on the microstructure of the HAZ in C-Mn steel. After the RE treatment, the HAZ can obtain a lot of AF even under the higher welding t8/5 as long as 600 s in C-Mn steel. Al deoxidation is not conducive to obtain AF in the HAZ of the steel treated by RE.
Funding statement: The work is financially supported by National Natural Science Foundations of China, Grant Number: 51804229, Hubei Province Natural Science Foundations, Grant Number: 2018CFB306, Open Fund of Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education, Grant Number: FMRUlab17-6, Wuhan University of Science and Technology (WUST) Backbone Training Project of Scientific and Technological, Grant Number: 2017xz001.
Acknowledgements
The authors are grateful for the support of the National Natural Science Foundations of China (NSFC) (grant nos. 51604198, 51474163 and 51274269), the Wuhan University of Science and Technology (WUST) Backbone Training Project of Scientific and Technological (grant no. 2017xz001) and the Open Fund of Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education (grant no. FMRUlab17-6).
References
[1] S.H. Zheng, Q.S. Wu, Q.Y. Huang, S.J. Liu and Y.Y. Han, Fusion Eng. Des., 86 (2011) 2616–2619.10.1016/j.fusengdes.2011.02.072Search in Google Scholar
[2] J. Hu, L.X. Du, J.J. Wang and C.R. Gao, Mater. Sci. Eng., 577 (2013) 161–168.10.1016/j.msea.2013.04.044Search in Google Scholar
[3] G. Spanos, R.W. Fonda, R.A. Vandermeer and A. Matuszrski, Metall. Mater. Trans., 26 (1995) 3277–3293.10.1007/BF02669455Search in Google Scholar
[4] Y. Li, X.L. Wan, W.Y. Lu, A.A. Shirzadi, O. Isayev, O. Hress and K.M. Wu, Mater. Sci. Eng., 659 (2016) 179–187.10.1016/j.msea.2016.02.035Search in Google Scholar
[5] X.L. Wan, K.M. Wu, G. Huang, K.C. Nune and Y. Li, Sci. Technol. Weld. Joining, 21 (2016) 295–302.10.1080/13621718.2015.1104098Search in Google Scholar
[6] Y.H. Hou, W. Zheng, Z.H. Wu, G.Q. Li, N. Moelans, M.X. Guo and B.S. Khan, Acta Mater., 118 (2016) 8–16.10.1016/j.actamat.2016.07.027Search in Google Scholar
[7] L.Y. Xu, J. Yang, R.Z. Wang, Y.N. Wang and W.L. Wang, Metall. Mater. Trans., 47 (2016) 3354–3364.10.1007/s11661-016-3535-2Search in Google Scholar
[8] X.B. Li, Y. Min, C.J. Liu and M.F. Jiang, Mater. Sci. Technol., 32 (2016) 454–462.10.1179/1743284715Y.0000000110Search in Google Scholar
[9] B. Wen and B. Song, Steel Res. Int., 83 (2012) 487–495.10.1002/srin.201100266Search in Google Scholar
[10] M.M. Song, B. Song, S.H. Zhang, Z.L. Xue, Z.B. Yang and R.S. Xu, ISIJ Int., 57 (2017) 1261–1267.10.2355/isijinternational.ISIJINT-2017-037Search in Google Scholar
[11] L.M. Wang, Q. Lin, L.J. Yue, L. Liu, F. Guo and F.M. Wang, J. Alloys Compd., 451 (2008) 534–537.10.1016/j.jallcom.2007.04.234Search in Google Scholar
[12] M.H. Shi, P. Zhang, C. Wang and F.X. Zhu, ISIJ Int., 54 (2014) 932–937.10.2355/isijinternational.54.932Search in Google Scholar
[13] Y. Kang, S. Jeong, J.H. Kang and C. Lee, Metall. Mater. Trans., 47 (2016) 2842–2854.10.1007/s11661-016-3456-0Search in Google Scholar
[14] J.H. Shim, Y.J. Oh, J.Y. Suh, Y.W. Cho, J.D. Shim, J.S. Byun and D.N. Lee, Acta Mater., 49 (2001) 2115–2122.10.1016/S1359-6454(01)00134-3Search in Google Scholar
[15] C.H. Chang, I.H. Jung, S.C. Park, H.S. Kim and H.G. Lee, Ironmaking Steelmaking., 32 (2005) 251–257.10.1179/174328105X23932Search in Google Scholar
[16] H.S. Kim, H.G. Lee and K.S. Oh, Metall. Mater. Trans., 32 (2001) 1519–1525.10.1007/s11661-001-0239-ySearch in Google Scholar
[17] M. Lee, N. Kang, S. Liu and K. Cho, Sci. Technol. Weld. Joining, 21 (2016) 711–719.10.1080/13621718.2016.1178833Search in Google Scholar
[18] W.L. Costin, O. Lavigne and A. Kotousov, Mater. Sci. Eng., 663 (2016) 193–203.10.1016/j.msea.2016.03.103Search in Google Scholar
[19] D.S. Sarma, A.V. Karasev and P.G. Jӧnsson, ISIJ Int., 49 (2009) 1063–1074.10.2355/isijinternational.49.1063Search in Google Scholar
[20] D. Loder and S.K. Michelic, Mater. Sci. Technol., 33 (2017) 162–171.10.1080/02670836.2016.1165902Search in Google Scholar
[21] B. Zhou, G. Li, X. Wan, Y. Li and K. Wu, Met. Mater. Int., 22 (2016) 267–275.10.1007/s12540-016-5301-9Search in Google Scholar
[22] M.M. Song, B. Song, W.B. Xin, G.L. Sun, G.Y. Song and C.L. Hu, Ironmaking Steelmaking, 42 (2015) 594–599.10.1179/1743281215Y.0000000006Search in Google Scholar
[23] B.L. Bramfitt, Metall. Trans., 1 (1970) 1987–1995.10.1007/BF02642799Search in Google Scholar
© 2019 Walter de Gruyter GmbH, Berlin/Boston
This work is licensed under the Creative Commons Attribution 4.0 Public License.
Articles in the same Issue
- Frontmatter
- Review Article
- Research on the Influence of Furnace Structure on Copper Cooling Stave Life
- Influence of High Temperature Oxidation on Hydrogen Absorption and Degradation of Zircaloy-2 and Zr 700 Alloys
- Correlation between Travel Speed, Microstructure, Mechanical Properties and Wear Characteristics of Ni-Based Hardfaced Deposits over 316LN Austenitic Stainless Steel
- Factors Influencing Gas Generation Behaviours of Lump Coal Used in COREX Gasifier
- Experiment Research on Pulverized Coal Combustion in the Tuyere of Oxygen Blast Furnace
- Phosphate Capacities of CaO–FeO–SiO2–Al2O3/Na2O/TiO2 Slags
- Microstructure and Interface Bonding Strength of WC-10Ni/NiCrBSi Composite Coating by Vacuum Brazing
- Refill Friction Stir Spot Welding of Dissimilar 6061/7075 Aluminum Alloy
- Solvothermal Synthesis and Magnetic Properties of Monodisperse Ni0.5Zn0.5Fe2O4 Hollow Nanospheres
- On the Capability of Logarithmic-Power Model for Prediction of Hot Deformation Behavior of Alloy 800H at High Strain Rates
- 3D Heat Conductivity Model of Mold Based on Node Temperature Inheritance
- 3D Microstructure and Micromechanical Properties of Minerals in Vanadium-Titanium Sinter
- Effect of Martensite Structure and Carbide Precipitates on Mechanical Properties of Cr-Mo Alloy Steel with Different Cooling Rate
- The Interaction between Erosion Particle and Gas Stream in High Temperature Gas Burner Rig for Thermal Barrier Coatings
- Permittivity Study of a CuCl Residue at 13–450 °C and Elucidation of the Microwave Intensification Mechanism for Its Dechlorination
- Study on Carbothermal Reduction of Titania in Molten Iron
- The Sequence of the Phase Growth during Diffusion in Ti-Based Systems
- Growth Kinetics of CoB–Co2B Layers Using the Powder-Pack Boriding Process Assisted by a Direct Current Field
- High-Temperature Flow Behaviour and Constitutive Equations for a TC17 Titanium Alloy
- Research on Three-Roll Screw Rolling Process for Ti6Al4V Titanium Alloy Bar
- Continuous Cooling Transformation of Undeformed and Deformed High Strength Crack-Arrest Steel Plates for Large Container Ships
- Formation Mechanism and Influence Factors of the Sticker between Solidified Shell and Mold in Continuous Casting of Steel
- Casting Defects in Transition Layer of Cu/Al Composite Castings Prepared Using Pouring Aluminum Method and Their Formation Mechanism
- Effect of Current on Segregation and Inclusions Characteristics of Dual Alloy Ingot Processed by Electroslag Remelting
- Investigation of Growth Kinetics of Fe2B Layers on AISI 1518 Steel by the Integral Method
- Microstructural Evolution and Phase Transformation on the X-Y Surface of Inconel 718 Ni-Based Alloys Fabricated by Selective Laser Melting under Different Heat Treatment
- Characterization of Mn-Doped Co3O4 Thin Films Prepared by Sol Gel-Based Dip-Coating Process
- Deposition Characteristics of Multitrack Overlayby Plasma Transferred Arc Welding on SS316Lwith Co-Cr Based Alloy – Influence ofProcess Parameters
- Elastic Moduli and Elastic Constants of Alloy AuCuSi With FCC Structure Under Pressure
- Effect of Cl on Softening and Melting Behaviors of BF Burden
- Effect of MgO Injection on Smelting in a Blast Furnace
- Structural Characteristics and Hydration Kinetics of Oxidized Steel Slag in a CaO-FeO-SiO2-MgO System
- Optimization of Microwave-Assisted Oxidation Roasting of Oxide–Sulphide Zinc Ore with Addition of Manganese Dioxide Using Response Surface Methodology
- Hydraulic Study of Bubble Migration in Liquid Titanium Alloy Melt during Vertical Centrifugal Casting Process
- Investigation on Double Wire Metal Inert Gas Welding of A7N01-T4 Aluminum Alloy in High-Speed Welding
- Oxidation Behaviour of Welded ASTM-SA210 GrA1 Boiler Tube Steels under Cyclic Conditions at 900°C in Air
- Study on the Evolution of Damage Degradation at Different Temperatures and Strain Rates for Ti-6Al-4V Alloy
- Pack-Boriding of Pure Iron with Powder Mixtures Containing ZrB2
- Evolution of Interfacial Features of MnO-SiO2 Type Inclusions/Steel Matrix during Isothermal Heating at Low Temperatures
- Effect of MgO/Al2O3 Ratio on Viscosity of Blast Furnace Primary Slag
- The Microstructure and Property of the Heat Affected zone in C-Mn Steel Treated by Rare Earth
- Microwave-Assisted Molten-Salt Facile Synthesis of Chromium Carbide (Cr3C2) Coatings on the Diamond Particles
- Effects of B on the Hot Ductility of Fe-36Ni Invar Alloy
- Impurity Distribution after Solidification of Hypereutectic Al-Si Melts and Eutectic Al-Si Melt
- Induced Electro-Deposition of High Melting-Point Phases on MgO–C Refractory in CaO–Al2O3–SiO2 – (MgO) Slag at 1773 K
- Microstructure and Mechanical Properties of 14Cr-ODS Steels with Zr Addition
- A Review of Boron-Rich Silicon Borides Basedon Thermodynamic Stability and Transport Properties of High-Temperature Thermoelectric Materials
- Siliceous Manganese Ore from Eastern India:A Potential Resource for Ferrosilicon-Manganese Production
- A Strain-Compensated Constitutive Model for Describing the Hot Compressive Deformation Behaviors of an Aged Inconel 718 Superalloy
- Surface Alloys of 0.45 C Carbon Steel Produced by High Current Pulsed Electron Beam
- Deformation Behavior and Processing Map during Isothermal Hot Compression of 49MnVS3 Non-Quenched and Tempered Steel
- A Constitutive Equation for Predicting Elevated Temperature Flow Behavior of BFe10-1-2 Cupronickel Alloy through Double Multiple Nonlinear Regression
- Oxidation Behavior of Ferritic Steel T22 Exposed to Supercritical Water
- A Multi Scale Strategy for Simulation of Microstructural Evolutions in Friction Stir Welding of Duplex Titanium Alloy
- Partition Behavior of Alloying Elements in Nickel-Based Alloys and Their Activity Interaction Parameters and Infinite Dilution Activity Coefficients
- Influence of Heating on Tensile Physical-Mechanical Properties of Granite
- Comparison of Al-Zn-Mg Alloy P-MIG Welded Joints Filled with Different Wires
- Microstructure and Mechanical Properties of Thick Plate Friction Stir Welds for 6082-T6 Aluminum Alloy
- Research Article
- Kinetics of oxide scale growth on a (Ti, Mo)5Si3 based oxidation resistant Mo-Ti-Si alloy at 900-1300∘C
- Calorimetric study on Bi-Cu-Sn alloys
- Mineralogical Phase of Slag and Its Effect on Dephosphorization during Converter Steelmaking Using Slag-Remaining Technology
- Controllability of joint integrity and mechanical properties of friction stir welded 6061-T6 aluminum and AZ31B magnesium alloys based on stationary shoulder
- Cellular Automaton Modeling of Phase Transformation of U-Nb Alloys during Solidification and Consequent Cooling Process
- The effect of MgTiO3Adding on Inclusion Characteristics
- Cutting performance of a functionally graded cemented carbide tool prepared by microwave heating and nitriding sintering
- Creep behaviour and life assessment of a cast nickel – base superalloy MAR – M247
- Failure mechanism and acoustic emission signal characteristics of coatings under the condition of impact indentation
- Reducing Surface Cracks and Improving Cleanliness of H-Beam Blanks in Continuous Casting — Improving continuous casting of H-beam blanks
- Rhodium influence on the microstructure and oxidation behaviour of aluminide coatings deposited on pure nickel and nickel based superalloy
- The effect of Nb content on precipitates, microstructure and texture of grain oriented silicon steel
- Effect of Arc Power on the Wear and High-temperature Oxidation Resistances of Plasma-Sprayed Fe-based Amorphous Coatings
- Short Communication
- Novel Combined Feeding Approach to Produce Quality Al6061 Composites for Heat Sinks
- Research Article
- Micromorphology change and microstructure of Cu-P based amorphous filler during heating process
- Controlling residual stress and distortion of friction stir welding joint by external stationary shoulder
- Research on the ingot shrinkage in the electroslag remelting withdrawal process for 9Cr3Mo roller
- Production of Mo2NiB2 Based Hard Alloys by Self-Propagating High-Temperature Synthesis
- The Morphology Analysis of Plasma-Sprayed Cast Iron Splats at Different Substrate Temperatures via Fractal Dimension and Circularity Methods
- A Comparative Study on Johnson–Cook, Modified Johnson–Cook, Modified Zerilli–Armstrong and Arrhenius-Type Constitutive Models to Predict Hot Deformation Behavior of TA2
- Dynamic absorption efficiency of paracetamol powder in microwave drying
- Preparation and Properties of Blast Furnace Slag Glass Ceramics Containing Cr2O3
- Influence of unburned pulverized coal on gasification reaction of coke in blast furnace
- Effect of PWHT Conditions on Toughness and Creep Rupture Strength in Modified 9Cr-1Mo Steel Welds
- Role of B2O3 on structure and shear-thinning property in CaO–SiO2–Na2O-based mold fluxes
- Effect of Acid Slag Treatment on the Inclusions in GCr15 Bearing Steel
- Recovery of Iron and Zinc from Blast Furnace Dust Using Iron-Bath Reduction
- Phase Analysis and Microstructural Investigations of Ce2Zr2O7 for High-Temperature Coatings on Ni-Base Superalloy Substrates
- Combustion Characteristics and Kinetics Study of Pulverized Coal and Semi-Coke
- Mechanical and Electrochemical Characterization of Supersolidus Sintered Austenitic Stainless Steel (316 L)
- Synthesis and characterization of Cu doped chromium oxide (Cr2O3) thin films
- Ladle Nozzle Clogging during casting of Silicon-Steel
- Thermodynamics and Industrial Trial on Increasing the Carbon Content at the BOF Endpoint to Produce Ultra-Low Carbon IF Steel by BOF-RH-CSP Process
- Research Article
- Effect of Boundary Conditions on Residual Stresses and Distortion in 316 Stainless Steel Butt Welded Plate
- Numerical Analysis on Effect of Additional Gas Injection on Characteristics around Raceway in Melter Gasifier
- Variation on thermal damage rate of granite specimen with thermal cycle treatment
- Effects of Fluoride and Sulphate Mineralizers on the Properties of Reconstructed Steel Slag
- Effect of Basicity on Precipitation of Spinel Crystals in a CaO-SiO2-MgO-Cr2O3-FeO System
- Review Article
- Exploitation of Mold Flux for the Ti-bearing Welding Wire Steel ER80-G
- Research Article
- Furnace heat prediction and control model and its application to large blast furnace
- Effects of Different Solid Solution Temperatures on Microstructure and Mechanical Properties of the AA7075 Alloy After T6 Heat Treatment
- Study of the Viscosity of a La2O3-SiO2-FeO Slag System
- Tensile Deformation and Work Hardening Behaviour of AISI 431 Martensitic Stainless Steel at Elevated Temperatures
- The Effectiveness of Reinforcement and Processing on Mechanical Properties, Wear Behavior and Damping Response of Aluminum Matrix Composites
Articles in the same Issue
- Frontmatter
- Review Article
- Research on the Influence of Furnace Structure on Copper Cooling Stave Life
- Influence of High Temperature Oxidation on Hydrogen Absorption and Degradation of Zircaloy-2 and Zr 700 Alloys
- Correlation between Travel Speed, Microstructure, Mechanical Properties and Wear Characteristics of Ni-Based Hardfaced Deposits over 316LN Austenitic Stainless Steel
- Factors Influencing Gas Generation Behaviours of Lump Coal Used in COREX Gasifier
- Experiment Research on Pulverized Coal Combustion in the Tuyere of Oxygen Blast Furnace
- Phosphate Capacities of CaO–FeO–SiO2–Al2O3/Na2O/TiO2 Slags
- Microstructure and Interface Bonding Strength of WC-10Ni/NiCrBSi Composite Coating by Vacuum Brazing
- Refill Friction Stir Spot Welding of Dissimilar 6061/7075 Aluminum Alloy
- Solvothermal Synthesis and Magnetic Properties of Monodisperse Ni0.5Zn0.5Fe2O4 Hollow Nanospheres
- On the Capability of Logarithmic-Power Model for Prediction of Hot Deformation Behavior of Alloy 800H at High Strain Rates
- 3D Heat Conductivity Model of Mold Based on Node Temperature Inheritance
- 3D Microstructure and Micromechanical Properties of Minerals in Vanadium-Titanium Sinter
- Effect of Martensite Structure and Carbide Precipitates on Mechanical Properties of Cr-Mo Alloy Steel with Different Cooling Rate
- The Interaction between Erosion Particle and Gas Stream in High Temperature Gas Burner Rig for Thermal Barrier Coatings
- Permittivity Study of a CuCl Residue at 13–450 °C and Elucidation of the Microwave Intensification Mechanism for Its Dechlorination
- Study on Carbothermal Reduction of Titania in Molten Iron
- The Sequence of the Phase Growth during Diffusion in Ti-Based Systems
- Growth Kinetics of CoB–Co2B Layers Using the Powder-Pack Boriding Process Assisted by a Direct Current Field
- High-Temperature Flow Behaviour and Constitutive Equations for a TC17 Titanium Alloy
- Research on Three-Roll Screw Rolling Process for Ti6Al4V Titanium Alloy Bar
- Continuous Cooling Transformation of Undeformed and Deformed High Strength Crack-Arrest Steel Plates for Large Container Ships
- Formation Mechanism and Influence Factors of the Sticker between Solidified Shell and Mold in Continuous Casting of Steel
- Casting Defects in Transition Layer of Cu/Al Composite Castings Prepared Using Pouring Aluminum Method and Their Formation Mechanism
- Effect of Current on Segregation and Inclusions Characteristics of Dual Alloy Ingot Processed by Electroslag Remelting
- Investigation of Growth Kinetics of Fe2B Layers on AISI 1518 Steel by the Integral Method
- Microstructural Evolution and Phase Transformation on the X-Y Surface of Inconel 718 Ni-Based Alloys Fabricated by Selective Laser Melting under Different Heat Treatment
- Characterization of Mn-Doped Co3O4 Thin Films Prepared by Sol Gel-Based Dip-Coating Process
- Deposition Characteristics of Multitrack Overlayby Plasma Transferred Arc Welding on SS316Lwith Co-Cr Based Alloy – Influence ofProcess Parameters
- Elastic Moduli and Elastic Constants of Alloy AuCuSi With FCC Structure Under Pressure
- Effect of Cl on Softening and Melting Behaviors of BF Burden
- Effect of MgO Injection on Smelting in a Blast Furnace
- Structural Characteristics and Hydration Kinetics of Oxidized Steel Slag in a CaO-FeO-SiO2-MgO System
- Optimization of Microwave-Assisted Oxidation Roasting of Oxide–Sulphide Zinc Ore with Addition of Manganese Dioxide Using Response Surface Methodology
- Hydraulic Study of Bubble Migration in Liquid Titanium Alloy Melt during Vertical Centrifugal Casting Process
- Investigation on Double Wire Metal Inert Gas Welding of A7N01-T4 Aluminum Alloy in High-Speed Welding
- Oxidation Behaviour of Welded ASTM-SA210 GrA1 Boiler Tube Steels under Cyclic Conditions at 900°C in Air
- Study on the Evolution of Damage Degradation at Different Temperatures and Strain Rates for Ti-6Al-4V Alloy
- Pack-Boriding of Pure Iron with Powder Mixtures Containing ZrB2
- Evolution of Interfacial Features of MnO-SiO2 Type Inclusions/Steel Matrix during Isothermal Heating at Low Temperatures
- Effect of MgO/Al2O3 Ratio on Viscosity of Blast Furnace Primary Slag
- The Microstructure and Property of the Heat Affected zone in C-Mn Steel Treated by Rare Earth
- Microwave-Assisted Molten-Salt Facile Synthesis of Chromium Carbide (Cr3C2) Coatings on the Diamond Particles
- Effects of B on the Hot Ductility of Fe-36Ni Invar Alloy
- Impurity Distribution after Solidification of Hypereutectic Al-Si Melts and Eutectic Al-Si Melt
- Induced Electro-Deposition of High Melting-Point Phases on MgO–C Refractory in CaO–Al2O3–SiO2 – (MgO) Slag at 1773 K
- Microstructure and Mechanical Properties of 14Cr-ODS Steels with Zr Addition
- A Review of Boron-Rich Silicon Borides Basedon Thermodynamic Stability and Transport Properties of High-Temperature Thermoelectric Materials
- Siliceous Manganese Ore from Eastern India:A Potential Resource for Ferrosilicon-Manganese Production
- A Strain-Compensated Constitutive Model for Describing the Hot Compressive Deformation Behaviors of an Aged Inconel 718 Superalloy
- Surface Alloys of 0.45 C Carbon Steel Produced by High Current Pulsed Electron Beam
- Deformation Behavior and Processing Map during Isothermal Hot Compression of 49MnVS3 Non-Quenched and Tempered Steel
- A Constitutive Equation for Predicting Elevated Temperature Flow Behavior of BFe10-1-2 Cupronickel Alloy through Double Multiple Nonlinear Regression
- Oxidation Behavior of Ferritic Steel T22 Exposed to Supercritical Water
- A Multi Scale Strategy for Simulation of Microstructural Evolutions in Friction Stir Welding of Duplex Titanium Alloy
- Partition Behavior of Alloying Elements in Nickel-Based Alloys and Their Activity Interaction Parameters and Infinite Dilution Activity Coefficients
- Influence of Heating on Tensile Physical-Mechanical Properties of Granite
- Comparison of Al-Zn-Mg Alloy P-MIG Welded Joints Filled with Different Wires
- Microstructure and Mechanical Properties of Thick Plate Friction Stir Welds for 6082-T6 Aluminum Alloy
- Research Article
- Kinetics of oxide scale growth on a (Ti, Mo)5Si3 based oxidation resistant Mo-Ti-Si alloy at 900-1300∘C
- Calorimetric study on Bi-Cu-Sn alloys
- Mineralogical Phase of Slag and Its Effect on Dephosphorization during Converter Steelmaking Using Slag-Remaining Technology
- Controllability of joint integrity and mechanical properties of friction stir welded 6061-T6 aluminum and AZ31B magnesium alloys based on stationary shoulder
- Cellular Automaton Modeling of Phase Transformation of U-Nb Alloys during Solidification and Consequent Cooling Process
- The effect of MgTiO3Adding on Inclusion Characteristics
- Cutting performance of a functionally graded cemented carbide tool prepared by microwave heating and nitriding sintering
- Creep behaviour and life assessment of a cast nickel – base superalloy MAR – M247
- Failure mechanism and acoustic emission signal characteristics of coatings under the condition of impact indentation
- Reducing Surface Cracks and Improving Cleanliness of H-Beam Blanks in Continuous Casting — Improving continuous casting of H-beam blanks
- Rhodium influence on the microstructure and oxidation behaviour of aluminide coatings deposited on pure nickel and nickel based superalloy
- The effect of Nb content on precipitates, microstructure and texture of grain oriented silicon steel
- Effect of Arc Power on the Wear and High-temperature Oxidation Resistances of Plasma-Sprayed Fe-based Amorphous Coatings
- Short Communication
- Novel Combined Feeding Approach to Produce Quality Al6061 Composites for Heat Sinks
- Research Article
- Micromorphology change and microstructure of Cu-P based amorphous filler during heating process
- Controlling residual stress and distortion of friction stir welding joint by external stationary shoulder
- Research on the ingot shrinkage in the electroslag remelting withdrawal process for 9Cr3Mo roller
- Production of Mo2NiB2 Based Hard Alloys by Self-Propagating High-Temperature Synthesis
- The Morphology Analysis of Plasma-Sprayed Cast Iron Splats at Different Substrate Temperatures via Fractal Dimension and Circularity Methods
- A Comparative Study on Johnson–Cook, Modified Johnson–Cook, Modified Zerilli–Armstrong and Arrhenius-Type Constitutive Models to Predict Hot Deformation Behavior of TA2
- Dynamic absorption efficiency of paracetamol powder in microwave drying
- Preparation and Properties of Blast Furnace Slag Glass Ceramics Containing Cr2O3
- Influence of unburned pulverized coal on gasification reaction of coke in blast furnace
- Effect of PWHT Conditions on Toughness and Creep Rupture Strength in Modified 9Cr-1Mo Steel Welds
- Role of B2O3 on structure and shear-thinning property in CaO–SiO2–Na2O-based mold fluxes
- Effect of Acid Slag Treatment on the Inclusions in GCr15 Bearing Steel
- Recovery of Iron and Zinc from Blast Furnace Dust Using Iron-Bath Reduction
- Phase Analysis and Microstructural Investigations of Ce2Zr2O7 for High-Temperature Coatings on Ni-Base Superalloy Substrates
- Combustion Characteristics and Kinetics Study of Pulverized Coal and Semi-Coke
- Mechanical and Electrochemical Characterization of Supersolidus Sintered Austenitic Stainless Steel (316 L)
- Synthesis and characterization of Cu doped chromium oxide (Cr2O3) thin films
- Ladle Nozzle Clogging during casting of Silicon-Steel
- Thermodynamics and Industrial Trial on Increasing the Carbon Content at the BOF Endpoint to Produce Ultra-Low Carbon IF Steel by BOF-RH-CSP Process
- Research Article
- Effect of Boundary Conditions on Residual Stresses and Distortion in 316 Stainless Steel Butt Welded Plate
- Numerical Analysis on Effect of Additional Gas Injection on Characteristics around Raceway in Melter Gasifier
- Variation on thermal damage rate of granite specimen with thermal cycle treatment
- Effects of Fluoride and Sulphate Mineralizers on the Properties of Reconstructed Steel Slag
- Effect of Basicity on Precipitation of Spinel Crystals in a CaO-SiO2-MgO-Cr2O3-FeO System
- Review Article
- Exploitation of Mold Flux for the Ti-bearing Welding Wire Steel ER80-G
- Research Article
- Furnace heat prediction and control model and its application to large blast furnace
- Effects of Different Solid Solution Temperatures on Microstructure and Mechanical Properties of the AA7075 Alloy After T6 Heat Treatment
- Study of the Viscosity of a La2O3-SiO2-FeO Slag System
- Tensile Deformation and Work Hardening Behaviour of AISI 431 Martensitic Stainless Steel at Elevated Temperatures
- The Effectiveness of Reinforcement and Processing on Mechanical Properties, Wear Behavior and Damping Response of Aluminum Matrix Composites