Evaluation of measurement uncertainty in a static tensile test
-
Marcin Graba


Abstract
This article presents a scheme of the procedure for assessing the measurement uncertainty of material constants determined in the static tensile test. The key analysis was preceded by a discussion of the concept of uncertainty of measurement, equated with absolute error, the concept of relative error and methods of assessment of these errors, depending on the type of mutual dependence of the analyzed quantity and the measured quantities. The next step in this article shows examples of stress–strain curves, which were used to calculate errors, as well as specific material constants. By importing the spreadsheets of the Mathcad package, which was used in the analysis, the procedure for assessing the measurement uncertainty was specified.
1 Introduction
The basic test in assessing the strength of construction materials is a static tensile test [1,2], which provides basic information about the material constants required to describe the properties of the material or structural elements during strength analyzes, carried out either by analytical or numerical method. These parameters include Young’s modulus E, Poisson’s ratio ν, yield strength σ 0, tensile strength σ m , breaking stress σ u , strain hardening constant α and strain hardening exponent n in Ramberg–Osgood (RO) or other power law used to describe the stress–strain curve in its actual approach, in the range from the yield strength from refs. [1,2]. The previous studies [3,4,5] give various aspects of the use of material constants determined during a static tensile test. Having the yield point and tensile strength specified in the right way and with accurate accuracy, we can determine the power exponent in the R–O law and for materials with a clear yield point (i.e., the yield point elongation or discontinues the yield point) the length of the plasticity stop (i.e., lower yield or Luder’s strain) [3,4,5]. Procedures [3,4,5] allow estimating almost the entire stress–strain curve, based only on the yield strength, using the empirical formulas given in these procedures.
However, none of these documents recommended for use during static tensile tests [1,2] or used for assessing the strength of various structural elements [3,4,5] that mention about the measurement uncertainty. As we know, each measurement is made with certain accuracy. In the first definition, measurement inaccuracy is resulting from a specific measuring scale of a measuring tool, and it can be considered as measurement uncertainty. This uncertainty is reduced by using more accurate methods of measuring specific quantities, but it can never be eliminated completely. Therefore, in the first approximation, referring to direct measurements, the measurement uncertainty ΔW of the measured value denoted by W can be understood as the accuracy of the measuring tool. In many previous studies refs. [6,7,8], the measurement uncertainty is referred to as the absolute error. While in the case of measuring a single quantity, there is no problem with the interpretation of the absolute error, in the case of measuring the size W, which is the algebraic sum of other approximate quantities W n :
Absolute error is the sum of the absolute errors of its individual components:
However, this method may exaggerate the importance of individual measurement errors. Therefore, when calculating the absolute error, partial error compensation of different signs should be taken into account:
The basic science of measurement introduces the concept of relative uncertainty δW, which is the quotient of the measurement uncertainty ΔW and the value of the measured value W:
From the previous studies refs. [6,7,8], one can introduce the concept of the relative error of the approximate value of W, which is the ratio of the absolute error ΔW to the absolute value of W:
It should be noted that the relative error of the difference in positive numbers is greater than the relative errors of these numbers, especially when these numbers differ very little from each other [6,7,8].
There is often a situation in the laboratory where the measurement result is a function of independent variables that are multiplied or divided. Then, the relative errors of these numbers should be added up. If we are dealing with an expression that allows calculating the quantity f,
and the relative error of the expression should be estimated as follows:
In the case of such a large number of variables, we must also compensate for errors with different signs, using the relationship:
The absolute error of the functions of the variables f(W i ) is calculated a little differently, i = 1,2,…, n, which is differentiable in some area, assuming that this error is caused by small argument errors. Then, the total differential method should be used, according to the scheme (9):
However, the aforementioned method exaggerates the importance of individual measurement errors. Ref. [7] proposes a method of considering compensation of individual errors. Based on the relationships given earlier, the value of the absolute error should be calculated as follows [6,7,8]:
The introduction of error calculus to engineering issues requires an appropriate record of the measured quantities, which should be given taking into account the absolute error value ΔW and a commentary on the relative error made (given in percentage).
2 Experimental data used in the paper, determination of material constants in a static tensile test
Returning to the first paragraph of this article in Section 1, this article will familiarize the reader with the subject of estimating measurement errors for quantities determined in a static tensile test. The study will use research material collected and presented in refs. [9,10,11,12], which will concern the five different stress–strain curves. Figure 1 presents curves recorded during the experimental tests, illustrating the change of force acting on the specimen as a function of extensometer displacement, and Figure 2 presents determined engineering tensile curves in the stress system as a function of deformation. The same measurement base l 0 = 50 mm was used for all tests carried out. Table 1 presents the selected quantities necessary to determine selected material constants measured during experimental tests [9,10,11,12], and Table 2 presents the selected mechanical quantities determined in accordance with applicable standards.

Experimental “force–displacement of the extensometer” curves recorded in the laboratory – P = f(u eks ).
![Figure 2
Engineering tensile diagrams σ = f(ε) for materials used in the analysis (based on refs. [9,10,11,12]).](/document/doi/10.1515/eng-2021-0069/asset/graphic/j_eng-2021-0069_fig_002.jpg)
The quantities necessary to determine selected material constants measured during experimental tests [9,10,11,12] (selected results)
| Measured value | Steel symbol | ||
|---|---|---|---|
| 145Cr6 | S355J2 | 41Cr4 | |
| Type of specimen | Round, fivefold | Rectangular, fivefold | Rectangular, fivefold |
| Characteristic dimension | d 0 = 10 mm | a 0 = 2 mm | a 0 = 2 mm |
| b 0 = 10 mm | b 0 = 10 mm | ||
| l 0 (mm) | 50 | 50 | 50 |
| S 0 (mm2) | 78.50 | 20.00 | 20.00 |
| F 0 (kN) | 73.32494 | 8.00000 | 9.46000 |
| l F0 (mm) | 50.22549 | 50.78600 | 50.11200 |
| F m (kN) | 81.97068 | 10.96660 | 14.06660 |
| l Fm (mm) | 54.79412 | 56.90400 | 55.23200 |
| F u (kN) | 78.71286 | 8.12860 | 11.80160 |
| l Fu (mm) | 55.31373 | 60.37424 | 57.65000 |
The quantities necessary to determine selected material constants measured during experimental tests [9–12] (selected results)
| Measured value | Steel symbol | ||
|---|---|---|---|
| 145Cr6 | S355J2 | 41Cr4 | |
| E (GPa) | 207.12 | 219.00 | 208.00 |
| ν | 0.3 | 0.3 | 0.3 |
| σ 0 (MPa) | 934.08 | 400.18 | 473.06 |
| ε 0 | 0.00451 | 0.01572 | 0.00224 |
| σ m (MPa) | 1044.21 | 548.31 | 703.33 |
| ε m | 0.09588 | 0.13808 | 0.10464 |
| σ u (MPa) | 1002.71 | 406.00 | 590.08 |
| ε u | 0.10628 | 0.20748 | 0.15300 |
| α | 1 | 1 | 1 |
| n | 27.43 | 6.90 | 9.69 |
| A u (mm) | 5.31373 | 10.37424 | 7.65000 |
Determination of Young’s modulus E, Poisson’s ratio ν, yield stress σ 0 and corresponding strains ε 0, tensile strength σ m and corresponding strains ε m , breaking stress σ u and corresponding strains ε u , or elongation at break A u raises no doubts, and it is described in detail in the standards [1,2]. Due to the simplicity of these analyzes, this will not be discussed in this article. However, due to the fact that the stress–strain curve sometimes requires that it be described by appropriate constitutive relationships, which is required in the case of analysis of strength of materials based on appropriate hypotheses, here the method of estimation of the strain hardening exponent n in the Ramberg–Osgood law will be indicated. In a general form, Ramberg–Osgood law is expressed as follows:
where σ 0 is the yield point (R e or R 0,2); ε 0 is the strain corresponding to the yield point (ε 0 = σ 0/E); E is Young’s module; α is a constant, referred to as the strain hardening constant; n is the power exponent, referred to as the strain hardening factor (i.e., strengthening factor) or strain hardening exponent (strengthening exponent).
The full analysis of stress distribution and strains near the front of crack in a nonlinear material, carried out by Hutchinson [13], was based on the constitutive relationship, which is a three-dimensional generalization of equation (11). However, in a number of articles on fracture mechanics and analysis of stress and strain fields near the crack tip [14,15,16,17,18], the elastic–plastic material is described by another version of equation (11):
In the aforementioned power laws (11) and (12), often in engineering calculations, the strain hardening constant α is taken as equal to unity. The degree of material hardening is then determined only on the basis of the strain hardening exponent n. Figure 3 shows the differences in model curves described by equations (11) and (12) [19].
![Figure 3
Model stress–strain curves based on formulas (11) and (12) (based on ref. [19]).](/document/doi/10.1515/eng-2021-0069/asset/graphic/j_eng-2021-0069_fig_003.jpg)
If the R–O law described by the formula (11) or power law (12) is used to describe the stress–strain curve, then using any computer program, we can use the least squares method to adjust the parameters α and n in obtaining the best possible convergence of the presented equation and experimental results according to the proper criterion. This adjustment of the measured points can be done for “reasonably selected” points from the beginning of the recorded experimental curve until the maximum on the experimental curve is reached. Simple methods of analytical determination of parameters α and n are also possible, which was presented in ref. [19].
It turns out that the “reasonable choice” of points used for approximation is becoming crucial. It may depend on several factors, among which following are the most important [19]:
The purpose and scope of the analysis (small or large deformations, the advantage of elastic or plastic deformations)
The nature of the stress–strain curve (explicit or arbitrary yield point).
Analyzes carried out years ago ref. [19] showed that the method of selecting points used for approximation significantly changes the obtained values of α and n. Therefore, it is important to determine the criterion for choosing this “proper” pair α and n. By testing several different options for selecting points for approximation, suggestions were made as to the selection of the best option based on comparing the results of numerical calculations using the real uniaxial stress–strain curve and the model curve for different pairs, considering the J = J(P/P 0) curves, stresses in front of the crack at a distance r equal to r = 2.0·J/σ 0, averaged stresses in front of the crack after a distance from od 1.0·J/σ 0 to 6.0·J/σ 0 and the comparison of the real σ = f(ε) curve with the model curve [19] (Figure 4).

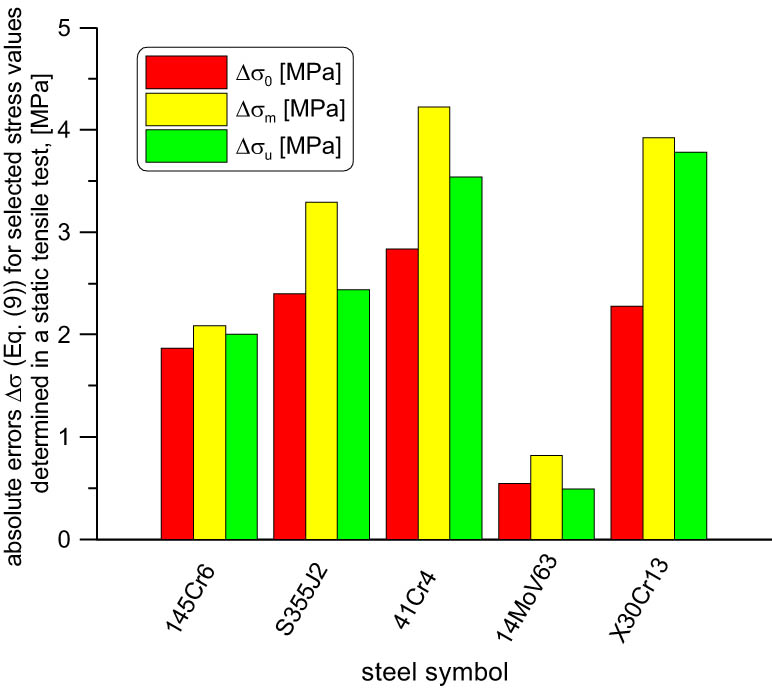
Comparison of the selected stress values determined in static tensile test.
As a result, the basic conclusion of ref. [19] is the recommendation according to which material constants for the use of power law (12) should be determined when the strain hardening constant α = 1, looking for the strain hardening exponent n based on the point corresponding to the tensile strength σ m [19]. Thus, assuming α = 1 and then transforming the relationship (12), we obtain the formula that allows us to estimate the strain hardening exponent n, which was used for this article:
Section 3 presents a method of assessing relative and absolute errors for material constants and characteristic points determined in a static tensile test (Figure 5).

Comparison of the selected strain values determined in the static tensile test and elongation A u for all steels used in the analysis.
3 Analysis of error calculus of quantities determined in a static tensile test
Among the quantities that were analyzed and for which it was decided to estimate the absolute error and the relative error include:
Yield stress: σ 0 = F 0/S 0.
Ultimate strength: σ m = F m /S 0.
Breaking stress: σ u = F u /S 0.
Strain corresponding to: yield stress ε 0, ultimate strength ε m and breaking stress ε u (the general deformation formula will be used ε = (l − l 0)/l 0, where the actual value of the specimen length will be used, denoted by l).
Strain hardening exponent n in the R–O law, which will be calculated using equation (13).
Elongation at break denoted by A u , using the general formula for elongation A = l − l 0.
The calculation of errors was carried out both in the assessment of the absolute error level ΔW and in the assessment of the relative error of the measured values δW. Hence, in this study, in the first approximation, it was decided to estimate the absolute error ΔW according to formula (9) and the relative error δW according to formula (5) based on the complete differential method. In the second approximation, the absolute error ΔW was estimated according to the relationship (10), taking into account the compensation of individual errors.
When analyzing the material presented in paragraph 1 in Section 1 of this article, it may seem that the error calculation is not a complicated process, but it requires an appropriate level of mathematical knowledge that guarantees correct conduct in the field of differential calculus, which is a rather time-consuming process. However, by using the right tools to support the work of the engineer – the Mathematica package or the Mathcad package, the analysis time is significantly reduced. In this article, the error calculation was carried out using the Mathcad package. The calculation scheme will be presented later for the selected parameters – only for quantities that are stress. All results of the calculation are presented in the following section in a graphic form.
3.1 The scheme for evaluating the measurement uncertainty for a quantity being stress
Estimation of the measurement uncertainty (absolute and relative error) of the stress value – a rectangular specimen (a part of the Mathcad spreadsheet):
Basic equations:
Absolute error Δσ using equation (9):
Relative error δσ using equation (5):
Absolute error Δσ including compensation of individual errors of component quantities according to the formula (10):
Relative error δσ using equation (5) on taking into account the compensation of individual component errors (based on equation (10)):
3.2 Results of the measurement errors analysis
Uncertainty of the performed measurements (see data given in Tables 1 and 2) – estimated according to the aforementioned scheme of absolute and relative error values, was obtained by conducting a comprehensive analysis using the Mathcad package.
For calculations, the following values of measurement accuracy – direct measurement uncertainty – were adopted: Δa = 0.01 mm, Δb = 0.01 mm, Δa 0 = 0.01 mm, Δb 0 = 0.01 mm, Δd = 0.01 mm, Δd 0 = 0.01 mm, Δl 0 = 0.01 mm, Δl = 0.00001 mm, and ΔP = 0.00001 N.
The results of selected calculations are presented in Table 3. All results are presented in a graphic form (Figures 6–13). The analysis of the obtained calculation results is left to the reader of this article. As can be seen, the error values calculated using the compensation method are slightly lower than the error values calculated using the total differential method. The largest relative error was recorded in the case of estimation of deformations corresponding to the yield point – in three cases, its level exceeds 4% of the value. The error in estimating the type of stress in all cases is generally less than 0.6% of the experimentally measured value. Considering the rather low measuring accuracy of the workshop caliper (±0.01 mm), a relatively small value of the measurement error should be noted in the case of specimen elongation. The measurement error generally does not exceed 0.25%.
Determined in accordance with the method presented in paragraph 3 and absolute and relative error values of selected quantities determined during a static tensile test (selected results of the calculations)
| Measured value | Steel symbol | Measured value | Steel symbol | ||||
|---|---|---|---|---|---|---|---|
| 145Cr6 | S355J2 | 41Cr4 | 145Cr6 | S355J2 | 41Cr4 | ||
| σ 0 (MPa) | 934.08 | 400.18 | 473.06 | ε 0 | 0.00451 | 0.01572 | 0.00224 |
| Δσ 0 (MPa) (Equation (9)) | 1.867 | 2.400 | 2.838 | Δε 0 (Equation (9)) | 2.01 × 10−4 | 2.03 × 10−4 | 2.01 × 10−4 |
| δσ 0 (Equations (9) and (5)) | 0.20% | 0.60% | 0.60% | δε 0 (Equations (9) and (5)) | 4.459% | 1.294% | 8.957% |
| Δσ 0 (MPa) (Equation (10)) | 1.867 | 2.040 | 2.412 | Δε 0 (Equation (10)) | 2.01 × 10−4 | 2.03 × 10−4 | 2.00 × 10−4 |
| δσ 0 (Equations (10) and (5)) | 0.20% | 0.51% | 0.51% | δε 0 (Equations (10) and (5)) | 4.455% | 1.292% | 8.949% |
| Measured value | Steel symbol | ||
|---|---|---|---|
| 145Cr6 | S355J2 | 41Cr4 | |
| A u (mm) | 5.31373 | 10.37424 | 7.65000 |
| ΔA u (mm) (Equation (9)) | 1.00 × 10−2 | 1.00 × 10−2 | 1.00 × 10−2 |
| δA u (Equations (9) and (5)) | 0.188% | 0.096% | 0.131% |
| ΔA u (mm) (Equation (10)) | 1.00 × 10−2 | 1.00 × 10−2 | 1.00 × 10−2 |
| δA u (Equations (10) and (5)) | 0.188% | 0.096% | 0.131% |
Comparison of the absolute errors Δσ for selected stress values determined in the static tensile test using equation (9).

Comparison of the absolute errors Δσ including the compensation for individual errors of component quantities, for selected stress values using equation (10).

Comparison of the absolute errors Δε and ΔA for selected strain and elongation values determined in the static tensile test using equation (9).

Comparison of the absolute errors Δε and ΔA including the compensation for individual errors of component quantities, for selected strain and elongation values using equation (10).




4 Discussion
The error values calculated using the compensation method are generally slightly lower than the error values calculated using the total differential method. Despite the low accuracy of the selected measuring tools, the absolute and relative error values obtained can be considered acceptable. Certainly, the introduction of error calculations into engineering practice in the field of laboratory measurements may seem natural; however, as noted at the beginning of this article, this is not shown in scientific papers. Although such analyzes are found in typical papers in the field of metrology of geometrical quantities and angle, they are difficult to find in scientific papers dealing with the subject of determining physical quantities considered as material constants or material characteristics. Perhaps this is due to the fact that the entire analysis scheme is based on painstaking calculations in the field of differential calculus, and this seems to be time consuming and labor intensive.
However, it is suggested that the research practice be consistent with the canons of science to give results of error calculus, which certainly says a lot about the accuracy of measuring physical quantities. The analysis can be simplified by using the Mathcad package or equivalent to automate calculations, as shown in this article. The authors do not exclude the development of an application that allows estimating the level of uncertainty in a static tensile test after entering the relevant data. The author of this article intends to refer the presented method of estimating measurement errors to other tests in the field of structural strength – for example, fracture mechanics or material fatigue.
That is why, in the Appendix, the author shows the method of determining the measurement uncertainty of the hardening exponent n in the power law (equation (12)). In the future, author plans to include the impact of measurement error of the strain hardening exponent value into account on the results obtained during the FEM calculations in the field of elastic–plastic fracture mechanics.
-
Funding information: This research was funded by the Faculty of Mechatronics and Mechanical Engineering at the Kielce University of Technology under the order number 01.0.09.00/2.01.01.00.0000 SUBB.MKMT.21.003.
-
Author contributions: M. G.: conceptualization, methodology, software, validation, formal analysis, investigation, resources, data curation, writing – original draft preparation, writing – review and editing, visualization, supervision, project administration, funding acquisition.
-
Conflict of interest: The author declares no conflict of interest.
Appendix A: Calculation of the uncertainty of the strain hardening exponent
It seems much more complicated to estimate the uncertainty of measurement of a power exponent in the RO law (equation (11)) or in the power law described by the formula (12), which, taking into account the assumption that the strengthening constant α = 1, is quite often used for approximation stress–strain curve by many researchers, including the author of this publication. Generally, based on two points – the yield strength and tensile strength (as well as the corresponding deformations), the strengthening exponent n assuming that the constant α = 1 is determined using formula (13). The determined value of the strain hardening exponent n determines the tensile curve used in the FEM numerical calculations, which in turn affects, as has already been mentioned, the value of the J-integral calculated numerically, or the level of stress near the crack tip, if you consider issues in the field of fracture mechanics, as shown in ref. [19].
In view of this fact, it was decided to include in the Appendix the calculation scheme carried out in the Mathcad package, which allows estimating the uncertainty of the measurement of the strain hardening exponent n in the power law described by the formula (12).
By using the “solve” function available in Mathcad, we automatically obtain the formula (13), using the second part of the formula (13), applicable for points above the yield point on the real stress–strain curve (below are excerpts of the calculation sheet from the MathCad package):
As we can see, the exponent n is a function of four variables (σ 0, σ m , ε 0, and ε m ). In view of this fact, material constants determined for the steels used in refs. [9,10,11,12] will be used in further analysis, as well as the corresponding errors generally indicated as ΔW, which was shown earlier. In the next step, according to the theory in paragraph 1, the partial derivatives will be estimated:
which can be written as follows:
In the next step, we can save the final formulas for relative and absolute errors made in determining the exponent n, both without and with compensation for component errors:
Relative error (equation (9)):
Relative error, taking into account individual errors of measured quantities (equation (10)):
By using the algorithm shown earlier, for the steels considered in refs. [9,10,11,12], all absolute and relative error values were determined, and then, they were summarized in Table A1 and illustrated in Figure A1.
The absolute and relative error values of strain hardening exponent n for steels used in this article
| Steel | n | Δn | δn (%) | Δn | δn (%) |
|---|---|---|---|---|---|
| (Equations (9) and (5)) | (Equations (10) and (5)) | ||||
| 145Cr6 | 27.43 | 1.404 | 5.119 | 0.803 | 2.926 |
| S355J2 | 6.90 | 0.309 | 4.48 | 0.163 | 2.367 |
| 41Cr4 | 9.69 | 0.525 | 5.415 | 0.286 | 2.950 |
| 14MoV63 | 9.16 | 0.232 | 2.536 | 0.154 | 1.676 |
| X30Cr13 | 4.11 | 0.085 | 2.061 | 0.054 | 1.306 |

Comparison of the absolute and relative errors (denoted as Δn and δn, respectively) for strain hardening exponent n, for all steels used in this article.

Comparison of the real stress–strain curve determined for the estimated value of the strain hardening exponent and the curves drawn based on the strain hardening exponent reduced or increased by the value of absolute (example graph).

Comparison of the real stress–strain curve determined for the estimated value of the strain hardening exponent and the curves drawn based on the strain hardening exponent reduced or increased by the value of absolute (zoom of the graph).
As can be seen, absolute and relative errors, estimated taking into account the compensation of individual errors of measured quantities (formulas (10) and (5)), are almost half smaller than errors determined in accordance with formulas (9) and (5). It can be stated that the higher the value of the strain hardening exponent (i.e., the lower the level of material hardening), the greater the measurement uncertainty value. The more brittle the material – the small value of the strain hardening exponent n, the smaller the uncertainty of measurement of this quantity. It can be arbitrarily stated that for the materials considered in this article, tested in the same laboratory conditions, with the same instruments (testing machine, extensometer, calliper), smaller errors in the determination of the strain hardening exponent n depending on the tensile curve obtained in the laboratory are observed for strongly hardening materials. An increase in the value of the strain hardening exponent results in a decrease in the hardening of the material and generates an increase in measurement uncertainty when determining this quantity.
The analysis of the assessment of measurement uncertainty in determining the strain hardening exponent n, carried out by the author for the purposes of this article, for the materials considered in this article indicates that above the yield point, the stress–strain curve may differ by several percent (Figures A2 and A3). In the summary presented in Figures A2 and A3, the difference between the model real curve determined for the estimated value of the strain hardening exponent and the curves drawn based on the strain hardening exponent reduced or increased by the value of absolute error, corresponding to the tensile strength, is more than 2%.
Appendix B: A list of formulas helpful in assessing the measurement uncertainty
Appendix B presents a list of all formulas derived during the preparation of this article, which may prove helpful in assessing the measurement uncertainty of the quantities determined during the uniaxial tensile test. These formulas were derived with the use of the MathCad package, using the symbolic calculation module.
Determination of the absolute and relative error values of strain hardening exponent n for steels used in this article
| Estimation of the measurement uncertainty of the stress quantity σ for a specimen with a rectangular cross-section | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the stress quantity σ for a specimen with a circular cross-section | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the quantity being a contraction Z for a specimen with a rectangular cross-section | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the quantity being a contraction Z for a specimen with a circular cross-section | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the quantity which is the strain ε | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the quantity, which is the elongation A | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
| Estimation of the measurement uncertainty of the strain hardening exponent n in the power law – formula (12) for the power constant α = 1 | |
| Equations (9) and (5) |
|
|
|
|
| Equations (10) and (5) |
|
|
|
|
σ – stress; σ 0 – yield stress; σ m – ultimate strength; ε – strain; ε 0 – strain corresponding to the yield stress; ε m – strain corresponding to the ultimate strength; α – strain hardening constant in power law equation (12) – in this calculation α = 1; n – strain hardening exponent in power law equation (12); F – force; a 0, b 0 – initial dimensions of the specimen with rectangular cross-section (a 0 and b 0); a, b – final dimensions of the specimen with rectangular cross-section (a and b); d 0 – initial diameter of the specimen with circular cross-section (π·d 0 2/4); d – final diameter of the specimen with circular cross-section (π·d 2/4); A – elongation of the specimen; Z – contraction of the specimen.
References
1 PN-EN ISO 6892-1:2016-09. Metals – Tensile test – Part 1: test method at room temperature; 2016 (Polish).Search in Google Scholar
2 ASTM E8/E8M − 13a. Standard test methods for tension testing of metallic materials; 2013.Search in Google Scholar
3 SINTAP – Structural Integrity Assessment Procedures for European Industry. Final procedure. Brite-Euram project no. BE95-1426. Rotherham: British Steel; 1999.Search in Google Scholar
4 Kocak M, Webster S, Janosch JJ, Ainsworth RA, Koers R. FITNET report – European fitness-for-service network. Edited by contract no. G1RT-CT-2001-05071; 2006.Search in Google Scholar
5 Neimitz A, Dzioba I, Graba M, Okrajni J. The assessment of the strength and safety of the operation high temperature components containing crack. Kielce: Kielce University of Technology Publishing House; 2008 (Polish).Search in Google Scholar
6 Rumszyski LZ. Mathematical preparation of the results of the experiment. Warsaw: WNT; 1973 (Polish).Search in Google Scholar
7 Greń J. Mathematical statistics. Warsaw: PWN; 1987 (Polish).Search in Google Scholar
8 Klonecka W. Statistics for engineers. Warsaw: PWN; 1999. (in Polish).Search in Google Scholar
9 Graba M. Experimental and numerical assessment of elasto-plastic parameters of fracture mechanics for 145Cr6 steel. Part I. Mech Rev. 2013;4:31–8 (Polish).Search in Google Scholar
10 Graba M. About problems in determining selected mechanical properties of 41Cr4 steel. Mechanik. 2016;8–9:974–53 (Polish).10.17814/mechanik.2016.8-9.331Search in Google Scholar
11 Graba M. Maximum crack opening stresses as a parameter controlling the fracture process. Proceedings of the XXIII Symposium of Fatigue and Fracture Mechanics. Bydgoszcz – Pieczyska. 1; 2010. p. 1–13 (Polish).Search in Google Scholar
12 Neimitz A, Dzioba I, Molasy R, Graba M. The influence of constarints on the fracture toughness of brittle materials. Proceedings of the XX Symposium of Fatigue and Fracture Mechanics. Bydgoszcz-Pieczyska. 1; 2004. p. 265–72 (Polish).Search in Google Scholar
13 Hutchinson JW. Singular behaviour at the end of a tensile crack in a hardening material. J Mech Phys Solids. 1968;16:13–31.10.1016/0022-5096(68)90014-8Search in Google Scholar
14 Graba M. Proposal of the hybrid solution to determining the selected fracture parameters for SEN(B) specimens dominated by plane strain. Bull Pol Acad Sci Technical Sci. 2017;65(4):523–32.10.1515/bpasts-2017-0057Search in Google Scholar
15 Graba M. The influence of material properties on the Q-stress value near the crack tip for elastic-plastic materials. J Theor Appl Mech. 2008;46(2):269–90.Search in Google Scholar
16 Graba M. Catalogue of the numerical solutions for SEN(B) specimen assuming the large strain formulation and plane strain condition. Arch Civ Mech Eng. 2012;12(1):29–40.10.1016/j.acme.2012.03.005Search in Google Scholar
17 Neimitz A, Graba M. Analytical-numerical hybrid method to determine the stress field in front of the crack in 3D elastic-plastic structural elements. Proceedings of XVII ECF. Brno – Czech Republic. Article in the electronic form, abstract – book of abstracts; 2008. p. 85.Search in Google Scholar
18 Graba M. Numerical analysis of the influence of in-plane constraints on the crack tip opening displacement for SEN(B) specimens under predominantly plane strain conditions. Int J Appl Mech Eng. 2016;21(4):849–66.10.1515/ijame-2016-0050Search in Google Scholar
19 Graba M, Neimitz A. On methods of determining material parameters in the Ramberg-Osgood law. Proceedings of the X Polish Conference of Fracture Mechanics. Opole – Wisła. 1; 2005. p. 323–32 (Polish).Search in Google Scholar
© 2021 Marcin Graba, published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Regular Articles
- Electrochemical studies of the synergistic combination effect of thymus mastichina and illicium verum essential oil extracts on the corrosion inhibition of low carbon steel in dilute acid solution
- Adoption of Business Intelligence to Support Cost Accounting Based Financial Systems — Case Study of XYZ Company
- Techno-Economic Feasibility Analysis of a Hybrid Renewable Energy Supply Options for University Buildings in Saudi Arabia
- Optimized design of a semimetal gasket operating in flange-bolted joints
- Behavior of non-reinforced and reinforced green mortar with fibers
- Field measurement of contact forces on rollers for a large diameter pipe conveyor
- Development of Smartphone-Controlled Hand and Arm Exoskeleton for Persons with Disability
- Investigation of saturation flow rate using video camera at signalized intersections in Jordan
- The features of Ni2MnIn polycrystalline Heusler alloy thin films formation by pulsed laser deposition
- Selection of a workpiece clamping system for computer-aided subtractive manufacturing of geometrically complex medical models
- Development of Solar-Powered Water Pump with 3D Printed Impeller
- Identifying Innovative Reliable Criteria Governing the Selection of Infrastructures Construction Project Delivery Systems
- Kinetics of Carbothermal Reduction Process of Different Size Phosphate Rocks
- Plastic forming processes of transverse non-homogeneous composite metallic sheets
- Accelerated aging of WPCs Based on Polypropylene and Birch plywood Sanding Dust
- Effect of water flow and depth on fatigue crack growth rate of underwater wet welded low carbon steel SS400
- Non-invasive attempts to extinguish flames with the use of high-power acoustic extinguisher
- Filament wound composite fatigue mechanisms investigated with full field DIC strain monitoring
- Structural Timber In Compartment Fires – The Timber Charring and Heat Storage Model
- Technical and economic aspects of starting a selected power unit at low ambient temperatures
- Car braking effectiveness after adaptation for drivers with motor dysfunctions
- Adaptation to driver-assistance systems depending on experience
- A SIMULINK implementation of a vector shift relay with distributed synchronous generator for engineering classes
- Evaluation of measurement uncertainty in a static tensile test
- Errors in documenting the subsoil and their impact on the investment implementation: Case study
- Comparison between two calculation methods for designing a stand-alone PV system according to Mosul city basemap
- Reduction of transport-related air pollution. A case study based on the impact of the COVID-19 pandemic on the level of NOx emissions in the city of Krakow
- Driver intervention performance assessment as a key aspect of L3–L4 automated vehicles deployment
- A new method for solving quadratic fractional programming problem in neutrosophic environment
- Effect of fish scales on fabrication of polyester composite material reinforcements
- Impact of the operation of LNG trucks on the environment
- The effectiveness of the AEB system in the context of the safety of vulnerable road users
- Errors in controlling cars cause tragic accidents involving motorcyclists
- Deformation of designed steel plates: An optimisation of the side hull structure using the finite element approach
- Thermal-strength analysis of a cross-flow heat exchanger and its design improvement
- Effect of thermal collector configuration on the photovoltaic heat transfer performance with 3D CFD modeling
- Experimental identification of the subjective reception of external stimuli during wheelchair driving
- Failure analysis of motorcycle shock breakers
- Experimental analysis of nonlinear characteristics of absorbers with wire rope isolators
- Experimental tests of the antiresonance vibratory mill of a sectional movement trajectory
- Experimental and theoretical investigation of CVT rubber belt vibrations
- Is the cubic parabola really the best railway transition curve?
- Transport properties of the new vibratory conveyor at operations in the resonance zone
- Assessment of resistance to permanent deformations of asphalt mixes of low air void content
- COVID-19 lockdown impact on CERN seismic station ambient noise levels
- Review Articles
- FMEA method in operational reliability of forest harvesters
- Examination of preferences in the field of mobility of the city of Pila in terms of services provided by the Municipal Transport Company in Pila
- Enhancement stability and color fastness of natural dye: A review
- Special Issue: ICE-SEAM 2019 - Part II
- Lane Departure Warning Estimation Using Yaw Acceleration
- Analysis of EMG Signals during Stance and Swing Phases for Controlling Magnetorheological Brake applications
- Sensor Number Optimization Using Neural Network for Ankle Foot Orthosis Equipped with Magnetorheological Brake
- Special Issue: Recent Advances in Civil Engineering - Part II
- Comparison of STM’s reliability system on the example of selected element
- Technical analysis of the renovation works of the wooden palace floors
- Special Issue: TRANSPORT 2020
- Simulation assessment of the half-power bandwidth method in testing shock absorbers
- Predictive analysis of the impact of the time of day on road accidents in Poland
- User’s determination of a proper method for quantifying fuel consumption of a passenger car with compression ignition engine in specific operation conditions
- Analysis and assessment of defectiveness of regulations for the yellow signal at the intersection
- Streamlining possibility of transport-supply logistics when using chosen Operations Research techniques
- Permissible distance – safety system of vehicles in use
- Study of the population in terms of knowledge about the distance between vehicles in motion
- UAVs in rail damage image diagnostics supported by deep-learning networks
- Exhaust emissions of buses LNG and Diesel in RDE tests
- Measurements of urban traffic parameters before and after road reconstruction
- The use of deep recurrent neural networks to predict performance of photovoltaic system for charging electric vehicles
- Analysis of dangers in the operation of city buses at the intersections
- Psychological factors of the transfer of control in an automated vehicle
- Testing and evaluation of cold-start emissions from a gasoline engine in RDE test at two different ambient temperatures
- Age and experience in driving a vehicle and psychomotor skills in the context of automation
- Consumption of gasoline in vehicles equipped with an LPG retrofit system in real driving conditions
- Laboratory studies of the influence of the working position of the passenger vehicle air suspension on the vibration comfort of children transported in the child restraint system
- Route optimization for city cleaning vehicle
- Efficiency of electric vehicle interior heating systems at low ambient temperatures
- Model-based imputation of sound level data at thoroughfare using computational intelligence
- Research on the combustion process in the Fiat 1.3 Multijet engine fueled with rapeseed methyl esters
- Overview of the method and state of hydrogenization of road transport in the world and the resulting development prospects in Poland
- Tribological characteristics of polymer materials used for slide bearings
- Car reliability analysis based on periodic technical tests
- Special Issue: Terotechnology 2019 - Part II
- DOE Application for Analysis of Tribological Properties of the Al2O3/IF-WS2 Surface Layers
- The effect of the impurities spaces on the quality of structural steel working at variable loads
- Prediction of the parameters and the hot open die elongation forging process on an 80 MN hydraulic press
- Special Issue: AEVEC 2020
- Vocational Student's Attitude and Response Towards Experiential Learning in Mechanical Engineering
- Virtual Laboratory to Support a Practical Learning of Micro Power Generation in Indonesian Vocational High Schools
- The impacts of mediating the work environment on the mode choice in work trips
- Utilization of K-nearest neighbor algorithm for classification of white blood cells in AML M4, M5, and M7
- Car braking effectiveness after adaptation for drivers with motor dysfunctions
- Case study: Vocational student’s knowledge and awareness level toward renewable energy in Indonesia
- Contribution of collaborative skill toward construction drawing skill for developing vocational course
- Special Issue: Annual Engineering and Vocational Education Conference - Part II
- Vocational teachers’ perspective toward Technological Pedagogical Vocational Knowledge
- Special Issue: ICIMECE 2020 - Part I
- Profile of system and product certification as quality infrastructure in Indonesia
- Prediction Model of Magnetorheological (MR) Fluid Damper Hysteresis Loop using Extreme Learning Machine Algorithm
- A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters
- Facile rheological route method for LiFePO4/C cathode material production
- Mosque design strategy for energy and water saving
- Epoxy resins thermosetting for mechanical engineering
- Estimating the potential of wind energy resources using Weibull parameters: A case study of the coastline region of Dar es Salaam, Tanzania
- Special Issue: CIRMARE 2020
- New trends in visual inspection of buildings and structures: Study for the use of drones
- Special Issue: ISERT 2021
- Alleviate the contending issues in network operating system courses: Psychomotor and troubleshooting skill development with Raspberry Pi
- Special Issue: Actual Trends in Logistics and Industrial Engineering - Part II
- The Physical Internet: A means towards achieving global logistics sustainability
- Special Issue: Modern Scientific Problems in Civil Engineering - Part I
- Construction work cost and duration analysis with the use of agent-based modelling and simulation
- Corrosion rate measurement for steel sheets of a fuel tank shell being in service
- The influence of external environment on workers on scaffolding illustrated by UTCI
- Allocation of risk factors for geodetic tasks in construction schedules
- Pedestrian fatality risk as a function of tram impact speed
- Technological and organizational problems in the construction of the radiation shielding concrete and suggestions to solve: A case study
- Finite element analysis of train speed effect on dynamic response of steel bridge
- New approach to analysis of railway track dynamics – Rail head vibrations
- Special Issue: Trends in Logistics and Production for the 21st Century - Part I
- Design of production lines and logistic flows in production
- The planning process of transport tasks for autonomous vans
- Modeling of the two shuttle box system within the internal logistics system using simulation software
- Implementation of the logistics train in the intralogistics system: A case study
- Assessment of investment in electric buses: A case study of a public transport company
- Assessment of a robot base production using CAM programming for the FANUC control system
- Proposal for the flow of material and adjustments to the storage system of an external service provider
- The use of numerical analysis of the injection process to select the material for the injection molding
- Economic aspect of combined transport
- Solution of a production process with the application of simulation: A case study
- Speedometer reliability in regard to road traffic sustainability
- Design and construction of a scanning stand for the PU mini-acoustic sensor
- Utilization of intelligent vehicle units for train set dispatching
- Special Issue: ICRTEEC - 2021 - Part I
- LVRT enhancement of DFIG-driven wind system using feed-forward neuro-sliding mode control
- Special Issue: Automation in Finland 2021 - Part I
- Prediction of future paths of mobile objects using path library
- Model predictive control for a multiple injection combustion model
- Model-based on-board post-injection control development for marine diesel engine
- Intelligent temporal analysis of coronavirus statistical data
Articles in the same Issue
- Regular Articles
- Electrochemical studies of the synergistic combination effect of thymus mastichina and illicium verum essential oil extracts on the corrosion inhibition of low carbon steel in dilute acid solution
- Adoption of Business Intelligence to Support Cost Accounting Based Financial Systems — Case Study of XYZ Company
- Techno-Economic Feasibility Analysis of a Hybrid Renewable Energy Supply Options for University Buildings in Saudi Arabia
- Optimized design of a semimetal gasket operating in flange-bolted joints
- Behavior of non-reinforced and reinforced green mortar with fibers
- Field measurement of contact forces on rollers for a large diameter pipe conveyor
- Development of Smartphone-Controlled Hand and Arm Exoskeleton for Persons with Disability
- Investigation of saturation flow rate using video camera at signalized intersections in Jordan
- The features of Ni2MnIn polycrystalline Heusler alloy thin films formation by pulsed laser deposition
- Selection of a workpiece clamping system for computer-aided subtractive manufacturing of geometrically complex medical models
- Development of Solar-Powered Water Pump with 3D Printed Impeller
- Identifying Innovative Reliable Criteria Governing the Selection of Infrastructures Construction Project Delivery Systems
- Kinetics of Carbothermal Reduction Process of Different Size Phosphate Rocks
- Plastic forming processes of transverse non-homogeneous composite metallic sheets
- Accelerated aging of WPCs Based on Polypropylene and Birch plywood Sanding Dust
- Effect of water flow and depth on fatigue crack growth rate of underwater wet welded low carbon steel SS400
- Non-invasive attempts to extinguish flames with the use of high-power acoustic extinguisher
- Filament wound composite fatigue mechanisms investigated with full field DIC strain monitoring
- Structural Timber In Compartment Fires – The Timber Charring and Heat Storage Model
- Technical and economic aspects of starting a selected power unit at low ambient temperatures
- Car braking effectiveness after adaptation for drivers with motor dysfunctions
- Adaptation to driver-assistance systems depending on experience
- A SIMULINK implementation of a vector shift relay with distributed synchronous generator for engineering classes
- Evaluation of measurement uncertainty in a static tensile test
- Errors in documenting the subsoil and their impact on the investment implementation: Case study
- Comparison between two calculation methods for designing a stand-alone PV system according to Mosul city basemap
- Reduction of transport-related air pollution. A case study based on the impact of the COVID-19 pandemic on the level of NOx emissions in the city of Krakow
- Driver intervention performance assessment as a key aspect of L3–L4 automated vehicles deployment
- A new method for solving quadratic fractional programming problem in neutrosophic environment
- Effect of fish scales on fabrication of polyester composite material reinforcements
- Impact of the operation of LNG trucks on the environment
- The effectiveness of the AEB system in the context of the safety of vulnerable road users
- Errors in controlling cars cause tragic accidents involving motorcyclists
- Deformation of designed steel plates: An optimisation of the side hull structure using the finite element approach
- Thermal-strength analysis of a cross-flow heat exchanger and its design improvement
- Effect of thermal collector configuration on the photovoltaic heat transfer performance with 3D CFD modeling
- Experimental identification of the subjective reception of external stimuli during wheelchair driving
- Failure analysis of motorcycle shock breakers
- Experimental analysis of nonlinear characteristics of absorbers with wire rope isolators
- Experimental tests of the antiresonance vibratory mill of a sectional movement trajectory
- Experimental and theoretical investigation of CVT rubber belt vibrations
- Is the cubic parabola really the best railway transition curve?
- Transport properties of the new vibratory conveyor at operations in the resonance zone
- Assessment of resistance to permanent deformations of asphalt mixes of low air void content
- COVID-19 lockdown impact on CERN seismic station ambient noise levels
- Review Articles
- FMEA method in operational reliability of forest harvesters
- Examination of preferences in the field of mobility of the city of Pila in terms of services provided by the Municipal Transport Company in Pila
- Enhancement stability and color fastness of natural dye: A review
- Special Issue: ICE-SEAM 2019 - Part II
- Lane Departure Warning Estimation Using Yaw Acceleration
- Analysis of EMG Signals during Stance and Swing Phases for Controlling Magnetorheological Brake applications
- Sensor Number Optimization Using Neural Network for Ankle Foot Orthosis Equipped with Magnetorheological Brake
- Special Issue: Recent Advances in Civil Engineering - Part II
- Comparison of STM’s reliability system on the example of selected element
- Technical analysis of the renovation works of the wooden palace floors
- Special Issue: TRANSPORT 2020
- Simulation assessment of the half-power bandwidth method in testing shock absorbers
- Predictive analysis of the impact of the time of day on road accidents in Poland
- User’s determination of a proper method for quantifying fuel consumption of a passenger car with compression ignition engine in specific operation conditions
- Analysis and assessment of defectiveness of regulations for the yellow signal at the intersection
- Streamlining possibility of transport-supply logistics when using chosen Operations Research techniques
- Permissible distance – safety system of vehicles in use
- Study of the population in terms of knowledge about the distance between vehicles in motion
- UAVs in rail damage image diagnostics supported by deep-learning networks
- Exhaust emissions of buses LNG and Diesel in RDE tests
- Measurements of urban traffic parameters before and after road reconstruction
- The use of deep recurrent neural networks to predict performance of photovoltaic system for charging electric vehicles
- Analysis of dangers in the operation of city buses at the intersections
- Psychological factors of the transfer of control in an automated vehicle
- Testing and evaluation of cold-start emissions from a gasoline engine in RDE test at two different ambient temperatures
- Age and experience in driving a vehicle and psychomotor skills in the context of automation
- Consumption of gasoline in vehicles equipped with an LPG retrofit system in real driving conditions
- Laboratory studies of the influence of the working position of the passenger vehicle air suspension on the vibration comfort of children transported in the child restraint system
- Route optimization for city cleaning vehicle
- Efficiency of electric vehicle interior heating systems at low ambient temperatures
- Model-based imputation of sound level data at thoroughfare using computational intelligence
- Research on the combustion process in the Fiat 1.3 Multijet engine fueled with rapeseed methyl esters
- Overview of the method and state of hydrogenization of road transport in the world and the resulting development prospects in Poland
- Tribological characteristics of polymer materials used for slide bearings
- Car reliability analysis based on periodic technical tests
- Special Issue: Terotechnology 2019 - Part II
- DOE Application for Analysis of Tribological Properties of the Al2O3/IF-WS2 Surface Layers
- The effect of the impurities spaces on the quality of structural steel working at variable loads
- Prediction of the parameters and the hot open die elongation forging process on an 80 MN hydraulic press
- Special Issue: AEVEC 2020
- Vocational Student's Attitude and Response Towards Experiential Learning in Mechanical Engineering
- Virtual Laboratory to Support a Practical Learning of Micro Power Generation in Indonesian Vocational High Schools
- The impacts of mediating the work environment on the mode choice in work trips
- Utilization of K-nearest neighbor algorithm for classification of white blood cells in AML M4, M5, and M7
- Car braking effectiveness after adaptation for drivers with motor dysfunctions
- Case study: Vocational student’s knowledge and awareness level toward renewable energy in Indonesia
- Contribution of collaborative skill toward construction drawing skill for developing vocational course
- Special Issue: Annual Engineering and Vocational Education Conference - Part II
- Vocational teachers’ perspective toward Technological Pedagogical Vocational Knowledge
- Special Issue: ICIMECE 2020 - Part I
- Profile of system and product certification as quality infrastructure in Indonesia
- Prediction Model of Magnetorheological (MR) Fluid Damper Hysteresis Loop using Extreme Learning Machine Algorithm
- A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters
- Facile rheological route method for LiFePO4/C cathode material production
- Mosque design strategy for energy and water saving
- Epoxy resins thermosetting for mechanical engineering
- Estimating the potential of wind energy resources using Weibull parameters: A case study of the coastline region of Dar es Salaam, Tanzania
- Special Issue: CIRMARE 2020
- New trends in visual inspection of buildings and structures: Study for the use of drones
- Special Issue: ISERT 2021
- Alleviate the contending issues in network operating system courses: Psychomotor and troubleshooting skill development with Raspberry Pi
- Special Issue: Actual Trends in Logistics and Industrial Engineering - Part II
- The Physical Internet: A means towards achieving global logistics sustainability
- Special Issue: Modern Scientific Problems in Civil Engineering - Part I
- Construction work cost and duration analysis with the use of agent-based modelling and simulation
- Corrosion rate measurement for steel sheets of a fuel tank shell being in service
- The influence of external environment on workers on scaffolding illustrated by UTCI
- Allocation of risk factors for geodetic tasks in construction schedules
- Pedestrian fatality risk as a function of tram impact speed
- Technological and organizational problems in the construction of the radiation shielding concrete and suggestions to solve: A case study
- Finite element analysis of train speed effect on dynamic response of steel bridge
- New approach to analysis of railway track dynamics – Rail head vibrations
- Special Issue: Trends in Logistics and Production for the 21st Century - Part I
- Design of production lines and logistic flows in production
- The planning process of transport tasks for autonomous vans
- Modeling of the two shuttle box system within the internal logistics system using simulation software
- Implementation of the logistics train in the intralogistics system: A case study
- Assessment of investment in electric buses: A case study of a public transport company
- Assessment of a robot base production using CAM programming for the FANUC control system
- Proposal for the flow of material and adjustments to the storage system of an external service provider
- The use of numerical analysis of the injection process to select the material for the injection molding
- Economic aspect of combined transport
- Solution of a production process with the application of simulation: A case study
- Speedometer reliability in regard to road traffic sustainability
- Design and construction of a scanning stand for the PU mini-acoustic sensor
- Utilization of intelligent vehicle units for train set dispatching
- Special Issue: ICRTEEC - 2021 - Part I
- LVRT enhancement of DFIG-driven wind system using feed-forward neuro-sliding mode control
- Special Issue: Automation in Finland 2021 - Part I
- Prediction of future paths of mobile objects using path library
- Model predictive control for a multiple injection combustion model
- Model-based on-board post-injection control development for marine diesel engine
- Intelligent temporal analysis of coronavirus statistical data