Study on the basic properties of iron tailings powder-desulfurization ash mine filling cementitious material
-
Feng Yu
 ,
Yue Cao
,
Yue Cao

Abstract
To realize the recycling of iron tailings powder (IP) and desulfurization ash (DA) and reduce the high preparation cost of mine filling cementitious materials (MCs), this article adopts sodium carbonate (SC) as an activator to prepare iron tailings powder-desulfurization ash mine filling cementitious materials (IDMC). The effects of IP content, DA content, SC content, and mirabilite content on the mechanical properties and setting time are experimentally investigated. The micromorphology and phase compositions of the hydration products of IDMC are analyzed and characterized by scanning electron microscopy and X-ray diffraction. The results show that the initial setting time of the IDMC is reduced by 0.87 and 21.83% when the mirabilite content is increased from 0 to 1% and 2%, respectively, and the compressive and flexural strengths of the IDMC are increased by 24.01 and 86.25% when the IP content is increased from 0 to 20%, respectively. The IP not only participates in the hydration reaction but also plays an aggregate filling effect, significantly improving the mechanical properties of the IDMC. The pozzolanic effect is gradually enhanced with the increase of the DA content, and the hydration degree of the IDMC increases. The SC as an activator can moderately reduce the shrinkage rate of the IDMC. Based on the multi-index optimization analysis, the optimal mix proportion of the IDMC is obtained, which provides an effective reference for the preparation of the novel MC.
Abbreviations
- IP
-
Iron tailings powder
- DA
-
Desulfurization ash
- MC
-
Mine filling cementitious materials
- SC
-
Sodium carbonate
- IDMC
-
Iron tailings powder-desulfurization ash mine filling cementitious materials
- SEM
-
Scanning electron microscopy
- XRD
-
X-ray diffraction
- C–S–H
-
Calcium silicate hydrated
- AFt
-
Ettringite
- C3S
-
Tricalcium silicate
- C3A
-
Tricalcium aluminate
1 Introduction
Iron tailings are solid waste produced by mineral processing. Continuous exploitation of mineral resources has led to the accumulation of a large amount of iron tailings, and the current global available iron tailings output is approximately 2.5 billion tons [1]. Waste iron tailings occupy a lot of land, pollute the surrounding ecological environment, and require expensive processing and maintenance costs. Similarly, another type of industrial solid waste, desulfurization ash (DA), which also has a massive accumulation, is produced in dry or dry flue gas desulphurization of coal-fired boilers [2,3]. Due to the significant amount of unstable calcium sulfite in its composition, its application in engineering fields is greatly limited [4]. Therefore, how to reasonably and effectively use these two solid waste resources has become a widespread concern and an urgent problem to be solved.
Iron tailing sand has a similar physical morphology and mechanical properties to natural sand. The existing studies confirmed that it was feasible to substitute iron tailing sand for natural sand as fine aggregate in mortar and concrete [5,6,7,8,9,10,11,12,13]. Meanwhile, iron tailings powder (IP) with a small particle size could be used to prepare cementitious materials [14,15,16,17]. Deng et al. [18] mixed ultra-fine tailings and cement at a ratio of 1:3–1:8 to prepare underground filling cementing materials that met mining technique requirements. To protect the mining environment and maximize the recovery of waste tailings, Lu et al. [19] backfilled abandoned tailings as cement slurry in underground mines and open pit mines. The solid content of the cemented paste backfill was 72%, and the cement-tailings ratios were 1:8, 1:10, and 1:20. Shirengou Iron Mine has achieved 100% abandoned tailings recovery rate by adopting the new procedure. Chu et al. [20] prepared mine filling cementitious materials (MC) by mixing river sediment, IP, and calcium carbide slag. The results showed that the slump value was 160 mm and the 7 days unconfined compressive strength was 2.8 MPa, which met the requirements of mine filling. These existing studies confirmed the feasibility of preparing MC with iron tailings; however, the defects of the prepared MC with a large shrinkage rate and high preparation cost greatly limited its wide application and development in engineering [21,22].
Under the action of activator, the DA underwent hydration reaction to generate calcium silicate hydrated (C–S–H) and ettringite (AFt), which could effectively improve the early strength of the cementitious materials and reduce the water absorption and porosity of the materials [23,24,25,26,27]. Li et al. [28] modified the DA by the chemical activation method, and the particle size distribution of the modified DA was effectively optimized, and its water requirement was significantly reduced. The 28 days strength of mortar was equal to that of Portland cement when the content of the DA was not less than 10%. Wang et al. [29] used the activator to activate the pozzolanic activity of the DA to prepare DA mortar and demonstrated that the 7 and 28 days compressive strengths of cementitious materials could reach 20 and 22.3 MPa, respectively. These investigations confirmed that the DA cementitious materials prepared with appropriate activators could obtain favorable mechanical properties. However, the use of alkaline activator would increase the shrinkage of the cementitious material [30].
In recent years, scholars prepared cementitious materials by reasonably mixing discarded IP and DA, carried out the corresponding research on mechanical properties [31,32,33], and found that IP and DA could be used as cementing components and reasonable mixing could improve the mechanical properties of cementitious materials. However, these limited investigations did not consider the effects of activators but only produced cementing materials by partially substituting cement with mixed solid waste materials. In view of the positive effect of the activator, Frasson and Rocha [34] studied the performance of sodium carbonate (SC)-activated slag materials and demonstrated that SC as an activator could efficiently improve the mechanical properties and moderately reduce the shrinkage rate of cementitious material.
To realize the reuse of industrial waste recourse and reduce the preparation cost of the MC, the IDMC was prepared with SC as an activator. The effects of IP content, DA content, SC content, and mirabilite content on the mechanical properties and setting time of the IDMC were experimentally analyzed. The micro morphology and phase compositions of hydration products were investigated. This study attempts to address the recycling and utilization of the IP and DA solid wastes. The cementitious properties and early strength of IP mortar can be improved by the incorporation of the DA, and the increased activator will accelerate the early hydration reaction rate of the cementitious materials, improve the early mechanical strength, and simultaneously reduce the preparation costs, which provides a new method for the preparation of MC. An overview of the different sections of this study is shown in Figure 1.

An overview of the different sections.
2 Experimental scheme
2.1 Raw materials
Raw materials include IP, DA, slag powder, SC, mirabilite, and water, as depicted in Figure 2. The chemical compositions of IP, DA, and slag powder are listed in Tables 1–3, respectively. For IP and DA, the high proportions of SiO2 and Al2O3 in the chemical composition indicate the cementitious activity. The chemical composition of slag powder is mainly SiO2, Al2O3, CaO, and MgO, which provides the feasibility as cementitious components. Table 4 lists the morphology and performance indexes of raw materials.

Raw materials of the IDMC: (a) IP, (b) DA, (c) slag powder, (d) SC, and (e) mirabilite.
The chemical compositions of the IP (%)
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | P2O5 | K2O | Na2O | MnO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| 61.63 | 16.22 | 11.09 | 6.35 | 2.86 | 0.62 | 0.32 | 0.29 | 0.28 | 0.17 |
The chemical compositions of the DA (%)
| SiO2 | Al2O3 | CaO | SO3 | MgO | Fe2O3 | Na2O | Cl | TiO2 | I |
|---|---|---|---|---|---|---|---|---|---|
| 36.23 | 23.36 | 17.56 | 10.24 | 6.86 | 1.62 | 1.32 | 1.29 | 0.98 | 0.54 |
The chemical compositions of slag powder (%)
| CaO | SiO2 | Al2O3 | MgO | S | Na2O | TiO2 | K2O | Fe2O3 | MnO |
|---|---|---|---|---|---|---|---|---|---|
| 38.06 | 35.06 | 17.12 | 6.20 | 1.33 | 1.32 | 1.07 | 0.93 | 0.32 | 0.30 |
Main technical indexes of material
| Material | Main technical feature |
|---|---|
| IP | Appearance: gray powder |
| Density: 2.73 g/cm3 | |
| Bulk density: 1,500 kg/m3 | |
| Specific surface area: 371–466 m2/g | |
| Moisture content: 0.91 | |
| Particle size: 28.0–164.5 μm | |
| Fineness modulus: 2.178 | |
| DA | Appearance: light brown powder |
| Density: 2.76 g/cm3 | |
| Bulk density: 996 kg/m3 | |
| Specific surface area: 536 m2/g | |
| Moisture content: 0.89 | |
| Particle size: 1.2–4.4 μm | |
| Slag powder | Appearance: white powder |
| Density: 2.65 g/cm3 | |
| Bulk density: 982 kg/m3 | |
| Specific surface area: 345–456 m2/g | |
| Moisture content: 0.77 | |
| Particle size: 21.0–60 μm | |
| SC | Appearance: white powder |
| Density: 2.52 g/cm3 | |
| Specific surface area: 268 m2/g | |
| Na2CO3 content: 99.5% | |
| Melting point: 318°C | |
| Water-solubility: 51 g (20°C) | |
| Mirabilite | Appearance: white crystalline powder |
| Density: 2.68 g/cm3 | |
| Specific surface area: 997 m2/g | |
| Na2SO4·10H2O content: 98% | |
| Melting point: 884°C | |
| Water-solubility: 185 g (20°C) |
2.2 Experimental design
To analyze the effects of the IP content, DA content, SC content, and mirabilite content on the mechanical properties and setting time of the IDMC, an orthogonal experiment with four factors and three levels was designed, as shown in Table 5. The IP content, DA content, SC content, and mirabilite content were factors A, B, C, and D, respectively. The K1, K2, and K3 of factor A were 0, 20, and 40%, respectively. The K1, K2, and K3 of factor B were 0, 5, and 10%, respectively. The K1, K2, and K3 of factor C were 0, 1, and 2%, respectively. The K1, K2, and K3 of factor D were 0, 1, and 2%, respectively.
Orthogonal experiment (L9(43))
| Group | A | B | C | D | Slag powder (%) | Initial setting time (min) | 28 days compressive strength (MPa) | 28 days flexural strength (MPa) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 | 100 | 335 | 3.81 | 0.68 |
| 2 | 0 | 5 | 1 | 1 | 93 | 324 | 4.28 | 0.9 |
| 3 | 0 | 10 | 2 | 2 | 86 | 256 | 4.04 | 0.83 |
| 4 | 20 | 0 | 1 | 2 | 77 | 252 | 5.17 | 1.57 |
| 5 | 20 | 5 | 2 | 0 | 73 | 334 | 4.85 | 1.28 |
| 6 | 20 | 10 | 0 | 1 | 69 | 346 | 5.01 | 1.61 |
| 7 | 40 | 0 | 2 | 1 | 57 | 361 | 3.04 | 0.61 |
| 8 | 40 | 5 | 0 | 2 | 53 | 305 | 3.23 | 0.77 |
| 9 | 40 | 10 | 1 | 0 | 49 | 371 | 3.42 | 0.84 |
2.3 Specimen preparation and testing
First, the IP, DA, and slag powder were poured into a mixer and mixed for 1 min at low speed to make the powder uniformly compounded. Then, the appropriate amount of water was poured and mixed at low speed for 2 min. After the slurry was stable and uniform, SC, mirabilite, and the remaining water were added and stirred at high speed for 3 min. Finally, the slurry was poured into a triple steel mold with a size of 40 mm × 40 mm × 160 mm. After marking, the samples were stored in the maintenance room for standard curing at 20 ± 3°C and a relative humidity of not less than 90%. The preparation process of the IDMC is shown in Figure 3.

Preparation flowchart of the IDMC.
The initial setting time of the IDMC was tested following the Chinese standard “Test methods for water requirement of normal consistency, setting time and soundness of the Portland cement” GB/T1346-2011 [35]. The 28 days compressive and flexural tests were conducted according to the Chinese standard GB/T17671-2021 [36]. YAW-200B testing machine and DKZ-5000 testing machine were used to measure the compressive strength and flexural strength of the samples, respectively, as shown in Figure 4. According to the characteristics of the sample material, the flexural testing machine was uniformly loaded at a loading rate of 50 ± 10 N/s until the samples were broken. The compression testing machine was uniformly loaded at a loading rate of 1.5 ± 0.125 MPa/s until the samples failed. The load–displacement curves of the samples for compressive and flexural tests are shown in Figures 5 and 6, respectively. To investigate the hydration mechanism of the IDMC, the D8ADVANCE X-ray diffraction (XRD) and SU8220 scanning electron microscopy (SEM) were employed to analyze the phase composition and micromorphology of the IDMC at 28 days curing. Table 5 lists the results of initial setting time, 28 days compressive strength, and flexural strength of the samples.

Mechanical properties testing apparatus: (a) cement consistency setting tester, (b) compression testing machine, and (c) flexural strength tester.

Load–displacement curves of the samples for compression tests.

Load–displacement curves of the samples for flexural tests.
3 Experimental result analysis
3.1 Initial setting time
The impact of various factors on the initial setting time is analyzed in this section. Figure 7 presents the initial setting time of the IDMC at different influencing levels. Figure 8 analyzes the range and variance of the IDMC initial setting time. Clearly, the influence degree of each factor on initial setting time is as follows: D > A > C > B.

The initial setting time at different levels.
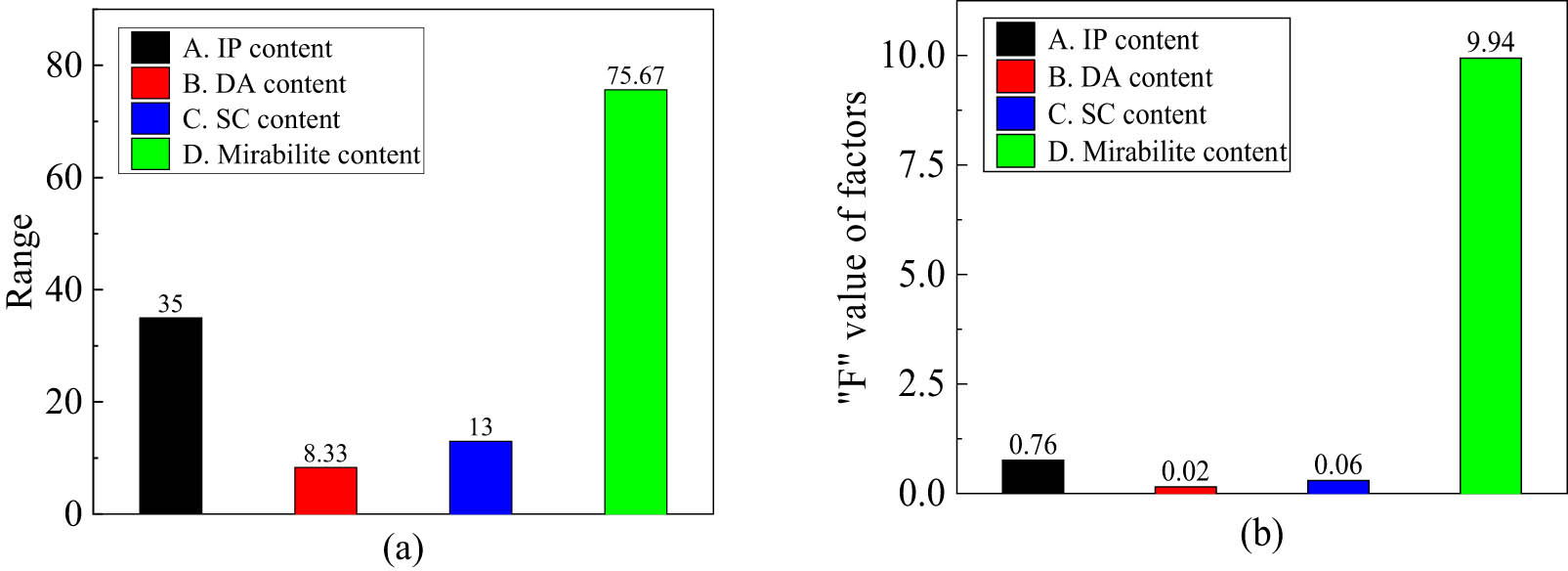
Range and variance analysis of initial setting time: (a) range analysis and (b) variance anlysis.
Mirabilite content D exerts the greatest influence on the initial setting time. The initial setting time of the IDMC decreased as the mirabilite content increased. This is because the dissolution rate of the mirabilite is faster, and the depolymerized Ca2+ in the IDMC reacts with
3.2 Compressive strength
Figure 9 illustrates the 28 days compressive strength of the IDMC at different influencing levels. Figure 10 analyzes the variance and range of the 28 days compressive strength of the IDMC. As can be seen from the figure, the influences of various factors on 28 days compressive strength are different from those of the aforementioned setting time, as follows: A > C > B > D. The IP content shows the greatest influence on the 28 days compressive strength of the IDMC. Apparently, with the increase of the IP content, the 28 days compressive strength of the IDMC increases and then decreases. When the content of IP is 20%, the 28 days compressive strength reaches the maximum. The IP plays the role of aggregate filling, reducing porosity, and improving compressive strength. However, the cementitious activity of IP is much smaller than that of slag micro powder. With the increase of the IP content, the C–S–H gels generated by the hydration of slag powder are reduced. The IP particles cannot be completely wrapped by C–S–H gels, and the internal compactness of samples reduces, thereby decreasing 28 days compressive strength. However, the 28 days compressive strength of the IDMC is almost not affected by the B, C, and D. When the contents of DA, SC, and mirabilite is 10, 1, and 2%, respectively, the 28 days compressive strength is the largest. The optimum mixing ratio for the samples to achieve maximum compressive strength is AK2BK3CK2DK3.

The 28 days compressive strength at different levels.

Range and variance analysis of 28 days compressive strength: (a) range analysis and (b) variance anlysis.
3.3 Flexural strength
The 28 days flexural strength of the IDMC at different influencing levels is shown in Figure 11. The range and variance analysis of the 28 days flexural strength of the IDMC are shown in Figure 12. The influence degree of various factors on the 28 days flexural strength of the IDMC is as follows: A > C > B > D. Similarly, with the increase of the IP content, the 28 days flexural strength of the IDMC increases and then decreases. When the content of the IP is 20%, the pozzolanic activity and aggregate filling effect of the IP are fully developed. With the continuous increase of the IP content, the free water content in the samples decreases, the bond strength gradually reduces, and cracks occur in the samples prematurely, resulting in a lower flexural strength. In contrast, the B, C, and D have little influence. According to the analysis, the maximum 28 days flexural strength of the IDMC is obtained when the content of DA is 10%, SC is 1%, and mirabilite is 2%. The optimum mixing ratio for the sample to reach maximum flexural strength is AK2BK3CK2DK3.

The 28 days flexural strength at different levels.

Range and variance analysis of 28 days flexural strength: (a) range analysis and (b) variance anlysis.
3.4 Multi-index optimization analysis
Based on the results of the orthogonal tests, a multi-index optimization analysis is performed to optimize the indexes of the IDMC. According to the orthogonal test results of the IDMC initial setting time, 28 days compressive strength, and flexural strength, a three-layer structural model consisting of indexes, factors, and levels is established, as shown in Table 6. The influence weight of each factor level on the test results is calculated by this model, and then the optimal scheme of orthogonal test and the primary and secondary order of influencing factors are determined. In this study, m factors are assumed to be considered in the orthogonal tests, each factor has n levels, and the average value of the orthogonal test indexes at the jth level of factor A i is K ij .
Three-layer structure model
| Index | Initial setting time | 28 days compressive strength | 28 days flexural strength | |
|---|---|---|---|---|
| Factor | A | B | C | D |
| Level | 0, 20, 40% | 0, 5, 10% | 0, 1, 2% | 0, 1, 2% |
If the test indexes are the smaller, the mechanical properties are better, then let
Let the index layer matrix of the initial setting time of the IDMC be
Establishing the above similar matrix, M 2, T 2, and S 2 for 28 days compressive strength and M 3, T 3, and S 3 for 28 days flexural strength of the IDMC, and the weight matrices of the 28 days compressive strength and flexural strength of the IDMC are obtained as L 2 and L 3, as follows:
From the aforementioned matrix calculations, it is clear that the main order of the factors affecting the index values of the orthogonal tests is A > D > C > B. The factors AK2, BK3, CK2, and DK3 have the greatest weights; thus, the optimal proportion of the IDMC is determined as AK2BK3CK2DK3. The contents of IP, DA, SC, mirabilite, and slag powder are 20, 10, 1, 2, and 67%, respectively. According to the proportions of the IDMC, the initial setting time is 270 min, and the 28 days compressive strength and flexural strength of the IDMC are 5.97 and 1.87 MPa, which meets the mine filling requirements.
4 Micro structure analysis of the IDMC
4.1 XRD analysis
Figure 13 shows the XRD diagram of the IDMC at different influencing levels. As shown in Figure 13(a), when the content of the IP is 20%, the intensity of characteristic peak of Ca(OH)2 and AFt are the highest. The IP contains a lot of active SiO2 and Al2O3. In the alkaline environment, Ca(OH)2 reacts with the active material to produce C–S–H gels and AFt. According to the XRD semi-quantitative analysis, when the IP content is 20%, the mass fraction of SiO2 in the matrix of the IDMC is the smallest. Compared with the sample with 40% content of the IP, the mass fraction of SiO2 in the sample with 20% IP content is decreased by 5.8%, and the cementitious activity of the IP is fully stimulated.

XRD analysis under the influence of various factors: (a) IP content, (b) DA content, (c) SC content, and (d) mirabilite content.
As shown in Figure 13(b), as the DA content increases, the intensity of AFt characteristic peak gradually increases, and the intensity of Ca(OH)2 characteristic peak gradually decreases. In the alkaline solution, the chemical bonds of Si–O and Al–O break to form Ca2+, [SiO4]4−, and [AlO4]5− ionic groups. [SiO4]4− and [AlO4]5− further hydrate to form C–S–H gels and hydrated calcium silicoaluminate. Meanwhile, the diffusion rate of
Figure 13(c) shows that with the increase in the SC content, the intensity of CaCO3 and Ca(OH)2 characteristic peaks increases gradually, and the intensity of the AFt characteristic peak increases and then decreases. The SC is easily soluble in water and hydrolyzes in the aqueous solution to produce HCO3− and OH−, increasing the PH value of the solution. In the alkaline environment, the vitreous depolymerization of the IP and DA is accelerated, and AFt and C–S–H gels are further generated. Ca2+ generated during vitreous depolymerization reacts with
According to Figure 13(d), with the increase of the mirabilite content, the intensity of the AFt characteristic peak gradually increases, and the intensity of Ca(OH)2 characteristic peak gradually decreases. In the early stages of hydration, mirabilite can effectively improve the ionic strength in the liquid phase.
4.2 SEM analysis
The micro morphology of the IDMC under different IP contents is shown in Figure 14. Compared with the 0% content of IP, the cementite matrix is mainly occupied by C–S–H gels, and the interface structure is denser when the IP content is 20%. When the content of IP is 40%, the slurry structure is relatively loose, the size of the interface hole is large and the distribution is uneven. The interfacial bond strength of the slurry is 20% > 0% > 40%.
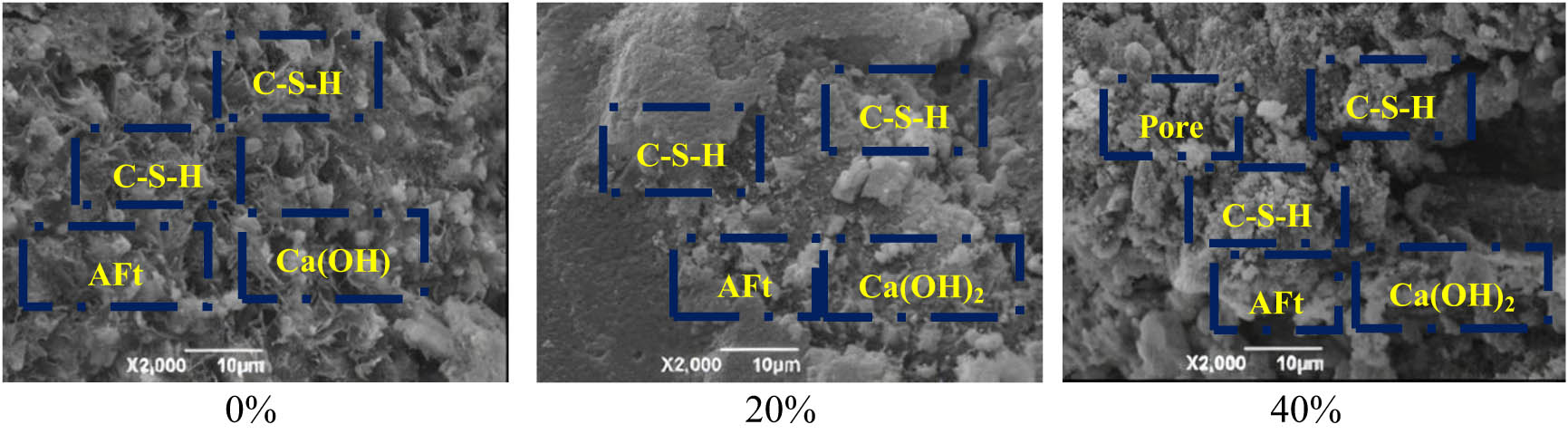
SEM analysis of the IP content.
Figure 15 depicts the micro morphology of the IDMC under different DA contents. When the content of DA is 0%, the interface structure is uneven, and the unhydrated slag particles are closely embedded in the hydration products. When the content of DA is 10%, the interface structure is relatively smooth without obvious protrusion, and a large amount of C–S–H gels and AFt are generated. The interfacial bond strength of the slurry is 10% > 5% > 0%.

SEM analysis of the DA content.
Figure 16 shows the micro morphology of the IDMC at various SC contents. When the content of SC is 0%, there are a large amount of non-hydrated cementitious components in the interface, fewer hydration products, and a quite loose interface structure. When the content of SC is 1%, a large amount of C–S–H gels and AFt are formed, and the interface structure is relatively tight. When the content of SC is 2%, the hydration products are relatively few, the crystal size of AFt is small, the interface structure is loose, and the number of pores is large. The interfacial bond strength of the slurry is 1% > 2% > 0%.

SEM analysis of the SC content.
The micro morphology of the IDMC under different mirabilite contents is shown in Figure 17. When the content of mirabilite is 0%, C–S–H gels and columnar AFt are the main hydration products. The interface structure is dense, and no obvious cracks are observed. When the content of mirabilite is 1%, needle-like AFt is generated and filled in the pores between cementitious material particles. Meanwhile, a small amount of amorphous C–S–H gels on the surface of slag. When the content of mirabilite is 2%, a large amount of dense C–S–H gels are produced. Needle-like AFt crystals grow further in number and size, cross-filling larger pores and forming a compact mesh structure. The interfacial bond strength of the slurry is 1% > 2% > 0%.

SEM analysis of mirabilite content.
5 Conclusions
This article presents the effects of IP content, DA content, SC content, and mirabilite content on mechanical properties and setting time of the IDMC. The micro morphology and phase composition of the hydration products are revealed. The following conclusions can be drawn.
The mirabilite content exerts the greatest influence on the initial setting time of the IDMC, and the addition of mirabilite can significantly reduce the initial time. As mirabilite content increases from 0 to 1% and 2%, the initial setting time of the IDMC is reduced by 0.87 and 21.83%, respectively. This is due to the fact that the increase of the mirabilite increases the hydration of IP and DA.
The IP content shows the greatest influence on 28 days compressive strength and flexural strength of the IDMC. With the increase of IP content, the 28 days compressive strength and flexural strength increase and then decrease. As the IP content increases from 0 to 20%, the compressive strength and flexural strength of the IDMC are increased by 24.01 and 86.25%, respectively. As the IP content increases from 20 to 40%, the compressive strength and flexural strength of IDMC are decreased by 35.53 and 50.34%, respectively.
According to the microscopic analysis, with the increase of the DA content, the pozzolanic effect is enhanced gradually, and the hydration degree of the IDMC is promoted. The SC hydrolyzes and generates
Based on multi-index optimization analysis, the optimum mix proportion of the IDMC is determined as the content of IP is 20%, DA is 10%, SC is 1%, mirabilite is 2%, and slag powder is 67%.
Acknowledgements
The authors wish to acknowledge the contribution of the National Natural Science Foundation of China and Anhui University of Technology.
-
Funding information: This study was sponsored by the Key Research and Development Project of Anhui Province (No. 2022i01020005), Major Science and Technology Project of Anhui Province (No. 202203a07020005), National Natural Science Foundation of China (No. 52078001), The University Outstanding Research and Innovation Team Program of Anhui Province (No. 2023AH010017), The University Synergy Innovation Program of Anhui Province (Nos. GXXT-2023-061 and GXXT-2022-074), and Wuhu Technology and Innovation Research Institute, Anhui University of Technology (No. 2022jc04).
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and consented to its submission to the journal, reviewed all the results and approved the final version of the manuscript. FY: supervision, writing – review and editing, and funding acquisition. XC: writing – original draft and validation. YC: formal analysis and data curation. YF: methodology, writing – review and editing, and project administration. SB: investigation and formal analysis. SZ: validation and investigation.
-
Conflict of interest: Authors state no conflict of interest.
-
Data availability statement: The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
[1] United States Geological Survey-USGS-USGS. Mineral commodity summaries. Iron Ore; 2020. https://pubs.usgs.gov/periodicals/mcs2020/mcs2020-iron-ore.pdf.Search in Google Scholar
[2] Fang D, Liao X, Zhang X, Teng A, Xue X. A novel resource utilization of the calcium-based semi-dry flue gas desulfurization ash: As a reductant to remove chromium and vanadium from vanadium industrial wastewater. J Hazard Mater. 2017;342(15):436–45. 10.1016/j.jhazmat.2017.08.060.Search in Google Scholar PubMed
[3] Ma K, Deng J, Ma P, Sun C, Zhou Q, Xu J. A novel plant-internal route of recycling sulfur from the flue gas desulfurization (FGD) ash through sintering process: From lab-scale principles to industrial practices. J Environ Chem Eng. 2022;10(1):106957. 10.1016/j.jece.2021.106957.Search in Google Scholar
[4] Zhou D, Wei R, Zhu Y, Wang Y, Huang B, Long H, et al. Calcium sulfate whisker one-step preparation using semi-dry flue gas desulfurization ash and directional growth control. J Clean Prod. 2021;290(25):125754. 10.1016/j.jclepro.2020.125754.Search in Google Scholar
[5] Jawad A, Fadi A, Awad M, Farouk D, Onuralp Ö, Cut R. Durability and microstructure analysis of concrete made with volcanic ash: A review (Part II). Sci Eng Compos Mater. 2023;30(1):2022021. 10.1515/SECM-2022-0211.Search in Google Scholar
[6] Gou M, Zhou L, Then N. Utilization of tailings in cement and concrete: A review. Sci Eng Compos Mater. 2019;26(1):449–64. 10.1515/secm-2019-0029.Search in Google Scholar
[7] Shi J, Pan W, Kang J, Yu Z, Sun G, Li J, et al. Properties of Ultra-High Performance concrete incorporating iron tailings powder and iron tailings sand. J Build Eng. 2024;83(15):108442. 10.1016/j.jobe.2024.108442.Search in Google Scholar
[8] Chen F, Zhang L, Zou C, Zhu X, Fang Q, Xu S. Study on influencing factors of shear characteristics of rock-fill concrete layer of iron tailings as fine aggregate. Constr Build Mater. 2022;345(22):128213. 10.1016/j.conbuildmat.2022.128213.Search in Google Scholar
[9] Chen J, Yuan Y, Zhu Q, Duan J. High-temperature resistance of high-strength concrete with iron tailing sand. J Build Eng. 2023;63(PA):105544. 10.1016/j.jobe.2022.105544.Search in Google Scholar
[10] Shettima A, Hussin M, Ahmad Y, Mirza J. Evaluation of iron ore tailings as replacement for fine aggregate in concrete. Constr Build Mater. 2016;120(1):72–9. 10.1016/j.conbuildmat.2016.05.095.Search in Google Scholar
[11] Han F, Song S, Liu J, Huang S. Properties of steam-cured precast concrete containing iron tailing powder. Powder Technol. 2019;345:292–9. 10.1016/j.powtec.2019.01.007.Search in Google Scholar
[12] Liu K, Wang S, Quan X, Jing W, Xu J, Zhao N, et al. Effect of iron ore tailings industrial by-product as eco-friendly aggregate on mechanical properties, pore structure, and sulfate attack and dry-wet cycles resistance of concrete. Case Stud Constr Mater. 2022;17:e01472. 10.1016/j.cscm.2022.e01472.Search in Google Scholar
[13] Kong L, Xie S, Wang C, Wang L. Effect of iron tailings as fine aggregate and mineral admixture on strength and microstructure of cement mortar. Int J Concr Struct Mater. 2023;17(1):24. 10.1186/s40069-023-00584-6.Search in Google Scholar
[14] Silva B, Henrique M, Souza M, Paulino T, Silva C, Brigolini J, et al. Study of mechanical, durability and microstructural properties of cementitious composite with addition of different iron ore tailings from Brazil. J Mater Res Technol. 2022;18:1947–62. 10.1016/j.jmrt.2022.03.070.Search in Google Scholar
[15] Yao G, Wang Q, Wang Z, Wang J, Lyu X. Activation of hydration properties of iron ore tailings and their application as supplementary cementitious materials in cement. Powder Technol. 2020;360:863–71. 10.1016/j.powtec.2019.11.002.Search in Google Scholar
[16] Cheng Y, Yang S, Zhang J, Sun X. Test research on hydration process of cement-iron tailings powder composite cementitious materials. Powder Technol. 2022;399:117215. 10.1016/j.powtec.2022.117215.Search in Google Scholar
[17] Luo T, Yi Y, Liu F, Sun Q, Pan X, Hua C. Early-age hydration and strength formation mechanism of composite concrete using molybdenum tailings. Case Stud Constr Mater. 2022;16:e01101. 10.1016/j.cscm.2022.e01101.Search in Google Scholar
[18] Deng D, Liu L, Yao Z, Song K, Lao D. A practice of ultra-fine tailings disposal as filling material in a gold mine. J Environ Manag. 2017;196(1):100–9. 10.1016/j.jenvman.2017.02.056.Search in Google Scholar PubMed
[19] Lu H, Qi C, Chen Q, Gan D, Xue Z, Hu Y. A new procedure for recycling waste tailings as cemented paste backfill to underground stopes and open pits. J Clean Prod. 2018;188(1):601–12. 10.1016/j.jclepro.2018.04.041.Search in Google Scholar
[20] Chu C, Deng Y, Zhou A, Feng Q, Ye H, Zha F. Backfilling performance of mixtures of dredged river sediment and iron tailing slag stabilized by calcium carbide slag in mine goaf. Constr Build Mater. 2018;189(20):849–56. 10.1016/j.conbuildmat.2018.09.049.Search in Google Scholar
[21] Li B, Xiao L, Fu Y. Activity evaluation of a tailing in a cementitious system. Key Eng Mater. 2017;726:515–20. 10.4028/www.scientific.net/KEM.726.515.Search in Google Scholar
[22] An S, Liu J, Cheng L, Guo L, Zhou D. Rheological and mechanical properties of full-tailings backfill material prepared by ultrafine-iron-tailings-powder-based consolidation agent. Constr Build Mater. 2024;417(23):135286. 10.1016/j.conbuildmat.2024.135286.Search in Google Scholar
[23] Duan S, Liao H, Cheng F, Song H, Yang H. Investigation into the synergistic effects in hydrated gelling systems containing fly ash, desulfurization gypsum and steel slag. Constr Build Mater. 2018;187(30):113–1120. 10.1016/j.conbuildmat.2018.07.241.Search in Google Scholar
[24] Jiang L, Li C, Wang C, Xu N, Chu H. Utilization of flue gas desulfurization gypsum as an activation agent for high-volume slag concrete. J Clean Prod. 2018;205(20):589–98. 10.1016/j.jclepro.2018.09.145.Search in Google Scholar
[25] Duan S, Liao H, Cheng F, Tao M. Effect of curing condition and carbonization enhancement on mechanical properties of fly ash-desulfurization gypsum-steel slag blocks. J CO2 Utilization. 2020;38:282–90. 10.1016/j.jcou.2020.02.004.Search in Google Scholar
[26] Xu Z, Hu D, An R, Lin L, Xiang Y, Han L, et al. Preparation of superfine and semi-hydrated flue gas desulfurization gypsum powder by a superheated steam powdered jet mill and its application to produce cement pastes. Case Stud Constr Mater. 2022;17:e01549. 10.1016/j.cscm.2022.e01549.Search in Google Scholar
[27] Vashistha P, Park S, Pyo S. A review on sustainable fabrication of futuristic cementitious binders based on application of waste concrete powder, steel slags, and coal bottom ash. Int J Concr Struct Mater. 2022;16(1):51. 10.1186/s40069-022-0054-9.Search in Google Scholar
[28] Li X, Chen Q, Ma B, Huang J, Jian S, Wu B. Utilization of modified CFBC desulfurization ash as an admixture in blended cements: Physico-mechanical and hydration characteristics. Fuel. 2012;102:674–80. 10.1016/j.fuel.2012.07.010.Search in Google Scholar
[29] Wang C, Tan K, Xu X, Wang P. Effect of Activators, Admixtures and temperature on the early hydration performance of desulfurization ash. Constr Build Mater. 2014;70(15):322–31. 10.1016/j.conbuildmat.2014.07.095.Search in Google Scholar
[30] Guo L, Wang H, Zhong L, Zhang J, Lu L. Preparation and characterization of titanium gypsum artificial aggregate. Sci Eng Compos Mater. 2024;31(1):20240004. 10.1515/SECM-2024-0004.Search in Google Scholar
[31] Ignazio B, Antonio D, Veronica V, Luigi V, Michelina C. Metakaolin-based geopolymers filled with volcanic fly ashes: FT-IR, thermal characterization, and antibacterial property. Sci Eng Compos Mater. 2023;30(1):20220192. 10.1515/SECM-2022-0192.Search in Google Scholar
[32] Sun R, Wang D, Fang Z, Wu Y, Zhuang S, Kang L, et al. Study on the steel slag-desulfurized ash based solid waste cementitious materials and its mortars interface transition zone. Met Mine. 2022;547:41–52. 10.19614/j.cnki.jsks.202201006.Search in Google Scholar
[33] Zhang S, Zhao T, Li Y, Li Z, Li H, Zhang B, et al. The effects and solidification characteristics of municipal solid waste incineration fly ash-slag-tailing based backfill blocks in underground mine condition. Constr Build Mater. 2024;420(22):135508. 10.1016/j.conbuildmat.2024.135508.Search in Google Scholar
[34] Frasson B, Rocha J. Drying shrinkage behavior of geopolymer mortar based on kaolinitic coal gangue. Case Stud Constr Mater. 2023;18:e01957. 10.1016/j.cscm.2023.e01957.Search in Google Scholar
[35] GB/T 1346-2011. Test methods for water requirement of normal consistency, setting time and soundness of the Portland cement. Beijing, China: National Standards of People’s Republic of China; 2011.Search in Google Scholar
[36] GB/T 17671-2021. Test method of cement mortar strength(ISO method). Method of testing cements-Determination of strength. Beijing, China: National Standards of People’s Republic of China; 2021.Search in Google Scholar
© 2024 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Regular Articles
- Research on damage evolution mechanisms under compressive and tensile tests of plain weave SiCf/SiC composites using in situ X-ray CT
- Structural optimization of trays in bolt support systems
- Continuum percolation of the realistic nonuniform ITZs in 3D polyphase concrete systems involving the aggregate shape and size differentiation
- Multiscale water diffusivity prediction of plain woven composites considering void defects
- The application of epoxy resin polymers by laser induction technologies
- Analysis of water absorption on the efficiency of bonded composite repair of aluminum alloy panels
- Experimental research on bonding mechanical performance of the interface between cementitious layers
- A study on the effect of microspheres on the freeze–thaw resistance of EPS concrete
- Influence of Ti2SnC content on arc erosion resistance in Ag–Ti2SnC composites
- Cement-based composites with ZIF-8@TiO2-coated activated carbon fiber for efficient removal of formaldehyde
- Microstructure and chloride transport of aeolian sand concrete under long-term natural immersion
- Simulation study on basic road performance and modification mechanism of red mud modified asphalt mixture
- Extraction and characterization of nano-silica particles to enhance mechanical properties of general-purpose unsaturated polyester resin
- Roles of corn starch and gellan gum in changing of unconfined compressive strength of Shanghai alluvial clay
- A review on innovative approaches to expansive soil stabilization: Focussing on EPS beads, sand, and jute
- Experimental investigation of the performances of thick CFRP, GFRP, and KFRP composite plates under ballistic impact
- Preparation and characterization of titanium gypsum artificial aggregate
- Characteristics of bulletproof plate made from silkworm cocoon waste: Hybrid silkworm cocoon waste-reinforced epoxy/UHMWPE composite
- Experimental research on influence of curing environment on mechanical properties of coal gangue cementation
- Multi-objective optimization of machining variables for wire-EDM of LM6/fly ash composite materials using grey relational analysis
- Synthesis and characterization of Ag@Ni co-axial nanocables and their fluorescent and catalytic properties
- Beneficial effect of 4% Ta addition on the corrosion mitigation of Ti–12% Zr alloy after different immersion times in 3.5% NaCl solutions
- Study on electrical conductive mechanism of mayenite derivative C12A7:C
- Fast prediction of concrete equivalent modulus based on the random aggregate model and image quadtree SBFEM
- Research on uniaxial compression performance and constitutive relationship of RBP-UHPC after high temperature
- Experimental analysis of frost resistance and failure models in engineered cementitious composites with the integration of Yellow River sand
- Influence of tin additions on the corrosion passivation of TiZrTa alloy in sodium chloride solutions
- Microstructure and finite element analysis of Mo2C-diamond/Cu composites by spark plasma sintering
- Low-velocity impact response optimization of the foam-cored sandwich panels with CFRP skins for electric aircraft fuselage skin application
- Research on the carbonation resistance and improvement technology of fully recycled aggregate concrete
- Study on the basic properties of iron tailings powder-desulfurization ash mine filling cementitious material
- Preparation and mechanical properties of the 2.5D carbon glass hybrid woven composite materials
- Improvement on interfacial properties of CuW and CuCr bimetallic materials with high-entropy alloy interlayers via infiltration method
- Investigation properties of ultra-high performance concrete incorporating pond ash
- Effects of binder paste-to-aggregate ratio and polypropylene fiber content on the performance of high-flowability steel fiber-reinforced concrete for slab/deck overlays
- Interfacial bonding characteristics of multi-walled carbon nanotube/ultralight foamed concrete
- Classification of damping properties of fabric-reinforced flat beam-like specimens by a degree of ondulation implying a mesomechanic kinematic
- Influence of mica paper surface modification on the water resistance of mica paper/organic silicone resin composites
- Impact of cooling methods on the corrosion behavior of AA6063 aluminum alloy in a chloride solution
- Wear mechanism analysis of internal chip removal drill for CFRP drilling
- Investigation on acoustic properties of metal hollow sphere A356 aluminum matrix composites
- Uniaxial compression stress–strain relationship of fully aeolian sand concrete at low temperatures
- Experimental study on the influence of aggregate morphology on concrete interfacial properties
- Intelligent sportswear design: Innovative applications based on conjugated nanomaterials
- Research on the equivalent stretching mechanical properties of Nomex honeycomb core considering the effect of resin coating
- Numerical analysis and experimental research on the vibration performance of concrete vibration table in PC components
- Assessment of mechanical and biological properties of Ti–31Nb–7.7Zr alloy for spinal surgery implant
- Theoretical research on load distribution of composite pre-tightened teeth connections embedded with soft layers
- Coupling design features of material surface treatment for ceramic products based on ResNet
- Optimizing superelastic shape-memory alloy fibers for enhancing the pullout performance in engineered cementitious composites
- Multi-scale finite element simulation of needle-punched quartz fiber reinforced composites
- Thermo-mechanical coupling behavior of needle-punched carbon/carbon composites
- Influence of composite material laying parameters on the load-carrying capacity of type IV hydrogen storage vessel
- Review Articles
- Effect of carbon nanotubes on mechanical properties of aluminum matrix composites: A review
- On in-house developed feedstock filament of polymer and polymeric composites and their recycling process – A comprehensive review
- Research progress on freeze–thaw constitutive model of concrete based on damage mechanics
- A bibliometric and content analysis of research trends in paver blocks: Mapping the scientific landscape
- Bibliometric analysis of stone column research trends: A Web of Science perspective
Articles in the same Issue
- Regular Articles
- Research on damage evolution mechanisms under compressive and tensile tests of plain weave SiCf/SiC composites using in situ X-ray CT
- Structural optimization of trays in bolt support systems
- Continuum percolation of the realistic nonuniform ITZs in 3D polyphase concrete systems involving the aggregate shape and size differentiation
- Multiscale water diffusivity prediction of plain woven composites considering void defects
- The application of epoxy resin polymers by laser induction technologies
- Analysis of water absorption on the efficiency of bonded composite repair of aluminum alloy panels
- Experimental research on bonding mechanical performance of the interface between cementitious layers
- A study on the effect of microspheres on the freeze–thaw resistance of EPS concrete
- Influence of Ti2SnC content on arc erosion resistance in Ag–Ti2SnC composites
- Cement-based composites with ZIF-8@TiO2-coated activated carbon fiber for efficient removal of formaldehyde
- Microstructure and chloride transport of aeolian sand concrete under long-term natural immersion
- Simulation study on basic road performance and modification mechanism of red mud modified asphalt mixture
- Extraction and characterization of nano-silica particles to enhance mechanical properties of general-purpose unsaturated polyester resin
- Roles of corn starch and gellan gum in changing of unconfined compressive strength of Shanghai alluvial clay
- A review on innovative approaches to expansive soil stabilization: Focussing on EPS beads, sand, and jute
- Experimental investigation of the performances of thick CFRP, GFRP, and KFRP composite plates under ballistic impact
- Preparation and characterization of titanium gypsum artificial aggregate
- Characteristics of bulletproof plate made from silkworm cocoon waste: Hybrid silkworm cocoon waste-reinforced epoxy/UHMWPE composite
- Experimental research on influence of curing environment on mechanical properties of coal gangue cementation
- Multi-objective optimization of machining variables for wire-EDM of LM6/fly ash composite materials using grey relational analysis
- Synthesis and characterization of Ag@Ni co-axial nanocables and their fluorescent and catalytic properties
- Beneficial effect of 4% Ta addition on the corrosion mitigation of Ti–12% Zr alloy after different immersion times in 3.5% NaCl solutions
- Study on electrical conductive mechanism of mayenite derivative C12A7:C
- Fast prediction of concrete equivalent modulus based on the random aggregate model and image quadtree SBFEM
- Research on uniaxial compression performance and constitutive relationship of RBP-UHPC after high temperature
- Experimental analysis of frost resistance and failure models in engineered cementitious composites with the integration of Yellow River sand
- Influence of tin additions on the corrosion passivation of TiZrTa alloy in sodium chloride solutions
- Microstructure and finite element analysis of Mo2C-diamond/Cu composites by spark plasma sintering
- Low-velocity impact response optimization of the foam-cored sandwich panels with CFRP skins for electric aircraft fuselage skin application
- Research on the carbonation resistance and improvement technology of fully recycled aggregate concrete
- Study on the basic properties of iron tailings powder-desulfurization ash mine filling cementitious material
- Preparation and mechanical properties of the 2.5D carbon glass hybrid woven composite materials
- Improvement on interfacial properties of CuW and CuCr bimetallic materials with high-entropy alloy interlayers via infiltration method
- Investigation properties of ultra-high performance concrete incorporating pond ash
- Effects of binder paste-to-aggregate ratio and polypropylene fiber content on the performance of high-flowability steel fiber-reinforced concrete for slab/deck overlays
- Interfacial bonding characteristics of multi-walled carbon nanotube/ultralight foamed concrete
- Classification of damping properties of fabric-reinforced flat beam-like specimens by a degree of ondulation implying a mesomechanic kinematic
- Influence of mica paper surface modification on the water resistance of mica paper/organic silicone resin composites
- Impact of cooling methods on the corrosion behavior of AA6063 aluminum alloy in a chloride solution
- Wear mechanism analysis of internal chip removal drill for CFRP drilling
- Investigation on acoustic properties of metal hollow sphere A356 aluminum matrix composites
- Uniaxial compression stress–strain relationship of fully aeolian sand concrete at low temperatures
- Experimental study on the influence of aggregate morphology on concrete interfacial properties
- Intelligent sportswear design: Innovative applications based on conjugated nanomaterials
- Research on the equivalent stretching mechanical properties of Nomex honeycomb core considering the effect of resin coating
- Numerical analysis and experimental research on the vibration performance of concrete vibration table in PC components
- Assessment of mechanical and biological properties of Ti–31Nb–7.7Zr alloy for spinal surgery implant
- Theoretical research on load distribution of composite pre-tightened teeth connections embedded with soft layers
- Coupling design features of material surface treatment for ceramic products based on ResNet
- Optimizing superelastic shape-memory alloy fibers for enhancing the pullout performance in engineered cementitious composites
- Multi-scale finite element simulation of needle-punched quartz fiber reinforced composites
- Thermo-mechanical coupling behavior of needle-punched carbon/carbon composites
- Influence of composite material laying parameters on the load-carrying capacity of type IV hydrogen storage vessel
- Review Articles
- Effect of carbon nanotubes on mechanical properties of aluminum matrix composites: A review
- On in-house developed feedstock filament of polymer and polymeric composites and their recycling process – A comprehensive review
- Research progress on freeze–thaw constitutive model of concrete based on damage mechanics
- A bibliometric and content analysis of research trends in paver blocks: Mapping the scientific landscape
- Bibliometric analysis of stone column research trends: A Web of Science perspective