The effect of nozzle hole diameter of 3D printing on porosity and tensile strength parts using polylactic acid material
-
Joko Triyono
 ,
Rizki Mica Saputra
,
Rizki Mica Saputra

Abstract
Nozzle hole diameter of 3D printer (3DP) can be varied to obtain required product quality as well as to reduce manufacturing times. The use of larger diameter may accelerate manufacturing times of products, yet the product quality, including the mechanical properties, still needs to be investigated profoundly. The purpose of this work is to investigate experimentally the effect of nozzle hole diameter of 3DP to the surface quality, accuracy, and the strength of the product. The specimens were manufactured by fused deposition modelling (FDM) 3D printing using polylactic acid (PLA) as the filaments.Bed temperature, extruder temperature and printing speed were set to be 60∘C, 200∘C and 80 mm/s respectively. The thickness of each layer was set at the ratio of 20% to the nozzle hole diameter. Infill pattern was determined by using line type of 100%. Nozzle hole diameter of 0.3, 0.4, 0.5 and 0.6mmwas compared in thiswork. The results show that bigger nozzle hole diameter enhanced the density and tensile strength of the products thought it was not linearly correlation.
1 Introduction
Manufacturing industries are able to increase the economics of many countries. The growth of manufacturing industry in Indonesia reached until 6,1% in last 5 years [1]. Additive manufacturing (AM) or rapid prototyping (RP) is one sector of future manufacturing method that is recently growing very fast. The principle of AM is construction of a part through layer by layer method as piling papers up to become a rim. The types of AM are laser sintering, fused deposition modelling, stereolithography, etc. The form of materials like powder, filament and liquid materials will be referred to determine the type of AM process [2].
3D printing (3DP) is one of the fastest developed of desktop AM. The principle of this process is creation of a product by continuous solidifying of slice by slice molten material (usually a plastic polymer) on a bed after it reach the cooling temperature in each slice or layer [3]. Comparing to conventional process, 3DP have benefits through a material waste less and its capability to make a complex shape product. The weakness of this method is a long elapse time needed to produce a part especially for a large size product [4]. However, contour crafting, concrete printing, and D-shape are 3 methods of advanced mega-scale to 3D-print buildings, which is a basis in building all 3 additive fabrications in layers [5].
The dominant factor influencing the surface quality of the 3DP product is the contact area influenced by track or pattern of printing. This factor usually called as infill or raster pattern. However, by overlapping of infill is able to increase the contact area between layers. The others factor such as layer thickness, printing speed, bed temperature and nozzle affect to product quality as well [6].
The process of creating a product with 3DP begins by building a 3D model using CAD software. The format of 3D model should be in one form of STL, OBJ or 3MF. The design file then has to be exported to slicer software (for example is Cura) to develop a G-code file. An engineer can do every adjusted parameter to fulfill any requirement needed during printing process execution. The last step of 3DP process is releasing product from a bed and removing supports if they are existing [7]. Parts of 3DP machine include filament feeder, heater, nozzle, bed and stepper motors. Filament feeder is used to pull a filament entering to heater. The function of heater is for temperature increasing of filament until its melting temperature. Nozzle, generally attached on the extruder, is exhaust guide port for molten material so that flow out to an exactly point addressing by G-code. Bed is base plate where a molted material laid down. Stepper motors are used to control filament feeding and moving bed or nozzle in three axis direction [8, 9]. Figure 1 shows a schematic of PSU (power supply unit) unit to control an electric supply and PCB (printed circuit board) unit for converting G-code to become movement of extruder and controlling the printing parameter. The horizontal directions are designated by X and Y whereas vertical path is labelled by Z. In some machine the information data of G-code can be read from USB, micro SD or directly from the machine memory [10, 11].
![Figure 1 Schematic of 3DP machine [8].](/document/doi/10.1515/eng-2020-0083/asset/graphic/j_eng-2020-0083_fig_001.jpg)
Schematic of 3DP machine [8].
Considering to filament material, polylactic acid (PLA) is a common selected by product designer. The main component of PLA is lactic acid namely a hydroxyl acid with unsymmetrical carbon group isomers. The kind of isomers in PLA are L-isomer and D-isomer. PLA is classified as a biodegradable material which it is compiled from fermented of cornstarch or cane [12]. Further PLA has more environment friendly property than ABS, PP or PE. PLA can also serve as matrix when combined with other materials such as natural fibers, metal powders or wood dust to create a composite material. Pure PLA has tensile strength and density up to 59 MPa and 1250 kg/m3 respectively [13]. PLA is a thermoplastic polymer which it will able to be decomposed and reshaped by heating process [14].
The application of PLA in medical sector is generally as bone filler that it is combined with hydroxyapatite Ca10(PO4)6(OH)2. PLA also can be used as stent (a micro tube for maintaining a hart capillary always opened), plate and bolt for bone and another biostructure [13]. This opportunity was realized because of the advantage characteristic of PLA [15].
In the other hand of research area, 3DP process and PLA usage have dominated as topics of investigation. Pambudi (2015) examined the influence of infill pattern on 3DP process. The research use PLA with nozzle hole diameter of 0.4mmand layer thickness of 0.1 mm. The examination result showed that infill pattern has a strongly effect on the mechanical properties. The infill pattern creating less hole/void tends to increase the tensile strength and flexural strength [16]. Lubis have studied the effect of printing orientation in 3DP with ABS and PLA materials. The result denoted that the horizontal printing orientation indicate stronger in mechanical properties than vertical one. The other result pointed that PLA have better tensile property than ABS. The highest tensile strength of PLA product was 14.97 MPa whereas the ABS product showed the highest tensile strength at value of 6.63 MPa [17].
Investigation of the effect of 3DP parameter with real scale product was conducted by Zhou in 2009. This research showed that at the appropriate layer thickness would get a minimum of size deviation. The smaller nozzle diameter and layer thickness will give a better printing quality especially in the precision of product [18]. The geometry structure of nozzle also plays significant effects on qualities and properties of parts created by 3D printing. The multi-scheme numerical simulations indicated that the nozzle structure has an important effect on the spray characteristics [19]. It means that the debit and cross section shape of molten polymer come out from nozzle will vary depend on the nozzle geometry. In addition to increase an interlocking force between layers, surface area of molten polymer should be expanded by modifying the shape of cross section but maintaining the unit volume of each layer [20].
Nozzle temperature have also an effect to the quality of 3DP product. The research with TPI (thermoplastic polyimide) material shows that nozzle temperature makes significant change in interlayer bonding. When it was at 335∘C the interlayer bonding force was 334.5 N and if it was adjusted at 340∘C the interlayer bonding force would be 260.5 N. This research suggested that it has to find a suitable temperature for the different materials [21].
Research with regard to the effect of infill angle, infill width and layer height with PLA material has been done by Rajporuhit (2018). The setting of infill percentage was 100%. The research show that in infill angle 45∘ produces a part at the highest tensile strength. Layer thickness of 0.3 mm have a higher tensile strength than 0.1 mm. Furthermore, layer thickness of 0.2 mm with infill width of 0.5 mm indicated a higher tensile strength than 0.4 mm and 0.6 mm layer thicknesses. This occurred because of the infill angle will make a different density of product. If the density of product increases the void is decrease. The decreasing of the void will drive the tensile strength become higher. The infill width variation also has an impact on density. Adjusting infill width at condition of over dimension will tend to generate a worse product because amount of void or overlapping in the product [22].
Perez in 2018 carried out a research about the effect of layer height to the surface roughness of 3DP product. This research use PLA materials with printing temperature of 220∘C and nozzle hole diameter of 0.4 mm. The result depicts the decreasing of layer height make a better quality on surface roughness. The wall thickness also has an effect to the surface roughness that is the thinner wall thickness will make wall surface become smoother [23].
Setiawan have done a researched about the printing parameters of 3DP to the quality of the product. This research use PLA as material to make a size and shape product based on ASTM D638 standard. The study reveals that the best printing speed and nozzle temperature are 80 mm/s and 220∘C respectively. That setting for PLA yields a product tensile strength of 27,96 MPa. However, shrinkage at level of 1.4% appears at that parameter setting [24].
In this paper, the variable of diameter hole size of nozzle was investigated as an important 3DP process parameter influencing the properties of a product. Density and tensile strength were selected for representing the physical and mechanical properties of product. Densities of products were measured as specific gravity by comparing product density to the density of pure water. The tensile strength was obtained by applying axial tensile loading until product fracture occurred.
2 Methodology
The study investigated four variations of the nozzle hole diameter (or just called as nozzle diameter with neglecting the word of hole) which are 0.3 mm, 0.4 mm, 0.5 mm, and 0.6 mm. The 3DP peripheral used was single extruder FDM machine that was Creality Ender 3 by Shenzhen. The material used in this study was polylactic acid (PLA) filament with diameter of 1.75 mm by eSun. Tests carried out in this study were density and tensile tests and also SEM images to observe the surface contour and fracture surface after tensile testing. The printing parameters are shown in the Table 1.
Printing parameters
| Printing parameter | Value |
|---|---|
| Layer thickness | 20% of nozzle hole diameter |
| Nozzle temperature | 220∘C |
| Bed temperature | 60∘C |
| Printing speed | 80 mm/s |
| Infill or raster percentage | 100% |
| Infill or raster pattern | Lines |
2.1 Density Test
Density is determined by scaling the weight of the specimens at the atmosphere and when they are immersed in the pure water. The calculation applies the principle of finding the specific gravity of specimen using the results of two measurement above and the density of pure water referring to ASTM D792 testing standard. This study was performed by measuring of 5 specimens for each parameter investigated. The specimen density (ρs) can be calculatedby formula of [25]:
where:
ρw = pure water density at specific atmosphere, g/mm3
a = weight of specimen in the air, g
b = weight of specimen immersed in pure water, g
2.2 Tensile Test
Tensile strength testing refers to ASTM D368 type 1 standard which is addressed for testing a rigid plastic material.
The specification of specimen is shown in the Figure 2. The result of the test will present commonly in a graph about strain and stress relation. The standard speed rate of loading is 5 mm/minute that it can be adjusted easily with universal testing machine by JTM Technology Corp.Ltd.

The specification of tensile test specimen
Tensile test is performed with universal testing machine from JTM Technology to get the tensile strength of specimens with equation of [26]:
where:
σ = tensile strength, N/mm2
P = maximum tensile force, N
W = width of specimen, mm
T = thickness of specimen, mm
2.3 SEM Images
The main function of SEM images (captured by Hitachi SU3500) is to observe the cross section of specimen fracture or damage after tensile test was done. The images are also able to become important evidences for analyzing the damage or failure mode of specimens. It should be kept in mind that the nature of the damages, which take place on the parts while being produced, could be reduced considerably by presenting a careful quality control system along with an appropriate nozzle design and curing method [27]. Fortunately, the images are also useful for identifying voids or porosities inside specimen. The voids might potentially cause decreasing of density and tensile strength of 3DP specimens thus they also could become a justify tool for validation of the mechanical tests performed.
3 Result and discussion
Figure 3 shows the density or specific gravity of specimens that it increases with the addition of the nozzle diameter. The highest density value is 1.214 g/mm3 resulted by using the nozzle hole diameter of 0.6 mm. This value is quite close to the pure PLA density namely 1.252 g/mm3 [13]. The lowest specimen density is 1174.5 kg/m3 achieved using the size of diameter hole nozzle hole of 0.3 mm.

The relation of nozzle diameter and product density
This density trend clarifies that the increasing the size of nozzle hole will tend to create the product or specimen become better in solidity. The bigger size of nozzle hole was able to deposit more molten material for filling the volume space of product during process. It can contribute to add the mass of product or reduce the porous inside product. As a consequence, product density become high and it even can up to 97% of the pure PLA density.
The SEM images emphasize the porous or void facts inside the product, as depicted Figure 4. It shows that the change in the hole size of nozzle will affect to the surface contour of 3D printing within each layer. Figure 4(a) shows the surface product generated by nozzle hole size of 0.3 mm. It reveals that the distance between infill or raster still have wide gap, so that it will generate a lot of voids between layers. In Figure 4(b) with nozzle hole diameter of 0.4 mm, the distance between infill become narrow. Figures 4(c) and 4(d) are the images of the products resulted by using the nozzle hole diameter size of 0.5 mm and 0.6 m respectively. It proves that the gap between infill become disappear. These evidences become a confirmation that the greater of nozzle hole diameter size causes an increasing of product density due to the decreasing of voids inside product created by 3DP process.
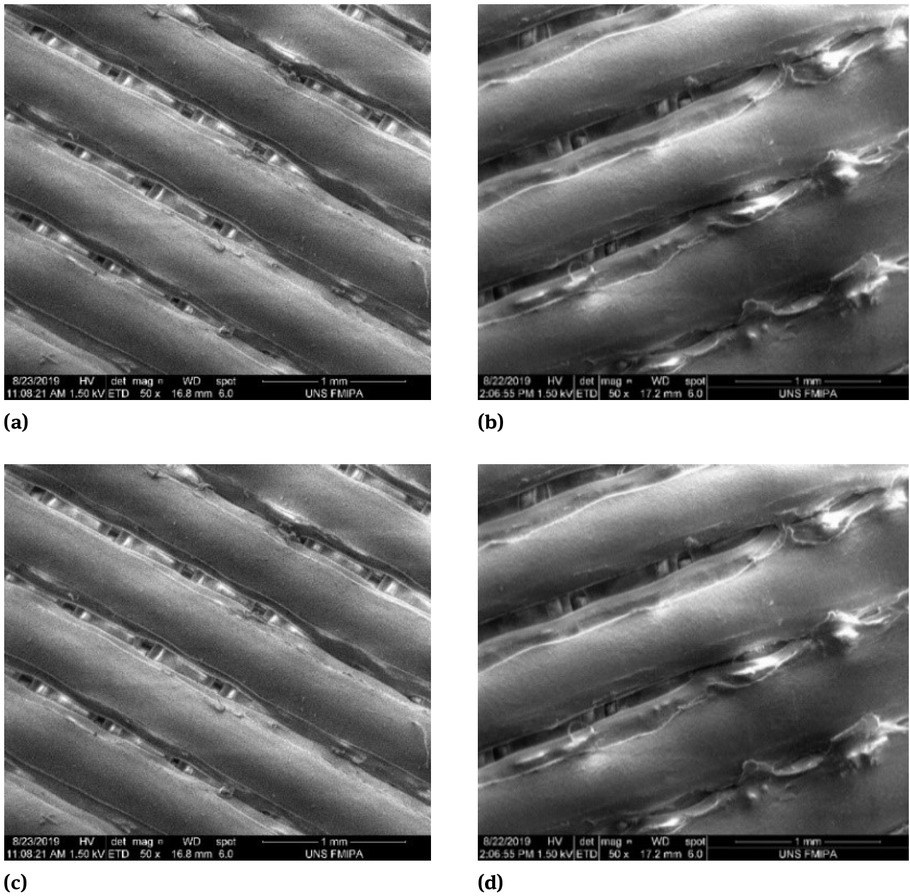
SEM images of the specimen created by nozzle with diameter of (a) 0.3 mm, (b) 0.4 mm, (c) 0.5 mm, (d) 0.6 mm
The tensile strength of the products or specimens exhibit similar tendency to the density. Figure 5 shows the tensile test results of 3D printing products with a various of nozzle holes diameter. It shows the average of tensile strength from three of specimens testing for each nozzle hole diameter size. It depicts that the value of product tensile strength will grow up when the size of nozzle hole diameter is increased. The highest value of tensile strength is obtained within the products created by 0.6 mm of nozzle hole diameter with a value of 45.1 MPa and it means that 76% of pure PLA tensile strength has been obtained [6]. The phenomenon of voids inside the 3DP product contributes on initiation of cavities and micro cracks inducing large deformation and decreasing strength of product [28].

The graph of relation between tensile strength and nozzle diameter
In addition, from the perspective of geometric potential theory, the bond between layers in the 3DP specimen can be analogous to the gecko effect in making micro yarn or membrane from nano fibers by electrospinning. Each nano fibers that fall down will overlap and stick to fibers that have previously been settled on the layer below or on the base. Manufacturing products with same thickness, the product that requires a large number of layers will have a low bond strength due to gecko effect or smart adhesion decreased [29, 30, 31].
In this 3DP process, the molten filament of PLA was deposited on warm bed maintained at 60∘C where it was then left to atmosphere cooling, a condition which favor an amorphous, and thus less strong polymer structure [32]. Comparing tensile strength of products created with different nozzle holes size, the bigger hole is able to allow the raster or infill become slightly overlap attributing in stronger interfacial bonding between adjacent infill [33]. In contrast, the small hole of nozzle leads to the formation of in-plane neighboring infill that barely touch, resulting to weak horizontal bonds. Thus, product integrity is primarily achieved through bonding to subsequent layer and not within the same layer [34]. The SEM images in Figure 4 shows these conditions.
4 Conclusion
The experimental study demonstrates that the increasing of nozzle hole diameter of 3D printing process tends to increase the product density and tensile strength. It should be kept in mind that the layer thickness was adjusted according to ratio to nozzle hole diameter. It is able to guarantee that 3D printing must not be conducted at slow rate in order to get mechanically a strong product. However, inconsistency of products is still as a big problem in 3D printing that it must be solved by setting all of both software (Cura) and hardware (Creality Ender 3) parameters correctly.
Acknowledgement
This research was founded by PNBP Universitas Sebelas Maret 2019
References
[1] Lestari EP, Isnina W. [Manufactur Industries Performanca Analysis in Indonesia]. JREM. 2016, 17(1), 183-198p. Indonesian. 10.17970/jrem.17.1701013.IDSearch in Google Scholar
[2] European Powder Metallurgy Association (EPMA). Introduction to Additive Manufacturing Technology. Shrewsbury: EPMA, 2015. Available from: www.epma.com/additive-manufacturingSearch in Google Scholar
[3] Hager I, Golonka A, Putanowicz R. 3D printing of buildings and building components as the future of sustainable construction. Proceeding ICEBMP. 2016, Cracow. 10.1016/j.proeng.2016.07.357Search in Google Scholar
[4] Engkvist E. Investigation of microstructure and mechanical properties of 3D printed nylon. Lulea University of Technology, Lulea, 2017. Available from: https://www.diva-portal.org/smash/get/diva2:1153278/FULLTEXT01.pdfSearch in Google Scholar
[5] Khorramshahi MR, Mokhtari A. Automatic Construction by Contour Crafting Technology. IJSE, 2017, 1(1), 28 – 33p. 10.28991/esj-2017-01113Search in Google Scholar
[6] Block L, Longana M, Wood K. An Investigation into 3D Printing of Fibre Reinforced Thermoplastic. Addit Manuf. 2018, 22, 176-186p. 10.1016/j.addma.2018.04.039Search in Google Scholar
[7] Rangevic A. Analisys of Printing Parameters for Production of Component with Easy3DMaker printer. IJoST 2016, 10(32), 1-8p. 10.12913/22998624/65114Search in Google Scholar
[8] Muller B. Additive Manufacturing: Rapid Prototyping to Direct Digital Manufacturing. Assembly Autom. 2012, 32(2). 10.1108/aa.2012.03332baa.010.Search in Google Scholar
[9] Shedge PR, More AD, Chachar SN, Kamble AK, Kirve DD, Huddedar SM, et al. Design and Fabrication of Low Cost Additive Manufacturing. Int J Adv Res. 2018, 487 – 495p. Available from: http://www.pdfs.semanticscholar.org/a832/%20e2b3714bbe0cef0947Search in Google Scholar
[10] Jackson RJ, A. Wojcik A, Miodownik M. 3D printing of asphalt and its effect on mechanical properties. Mater Des. 2018, 160, 468-474p. 10.1016/j.matdes. 2018.09.030Search in Google Scholar
[11] Ecker JV, Kracalik M, Hild S, Haider A. 3D Material Extrusion Printing with Biopolymers: A review. Chem Mater Eng. 2017, 5(4), 83-96p. 10.13189/cme.2017.050402Search in Google Scholar
[12] Bankole OI, Zahedi S, Adeoye A. 3D Printing of Bone Scafolds With Hybrid Biomaterials. Compo Part B. 2019, 158, 428-436p. 10.1016/j.compositesb.2018.09.065Search in Google Scholar
[13] Farah S, Anderson DG, Langer R. Physical and mechanical properties of PLA, and their functions in widespread applications - A comprehensive review. Adv Drug Deliv Rev. 2016, 107, 367-392p. 10.1016/j.addr.2016.06.012Search in Google Scholar PubMed
[14] Qi X, Ren Y, Wang X. New advances in the biodegradation of Poly(lactic) acid. Int Biodeter Biodegr. 2017, 117, 215-223p. 10.1016/j.ibiod.2017.01.010Search in Google Scholar
[15] Lopes MS, Jardini AL, Filho RM. Synthesis and Characterizations of Poly (Lactic Acid) by Ring-Opening Polymerization for Biomedical Applications. Chem Eng Trans. 2014, Proceeding, Campnias. 10.3303/CET1438056Search in Google Scholar
[16] Pambudi AI. [Analysis of Internal Geometry Effects on Mechanical Properties of PLA Product Manufactured by 3D Printing]. ITS. 2015, Surabaya. Indonesian. Available from: http://repository.its.ac.id/42748/1/2713100032_Undergraduate%20Theses.pdfSearch in Google Scholar
[17] Lubis S, Sutanto D. [The Object Orientation Effect of 3D Printing Process on Polymer Tensile Strength]. SINERGI, 2016, 20(3), Idonesian. 10.22441/sinergi.2016.3.009Search in Google Scholar
[18] Zhang X, Li M, Lim JH, Weng Y, Tay YWD, Pham H. Large scale 3D printing by a team of mobile robots. Automat Constr. 2018, 95, 98-106p. https://doi.org/10.1016/j.autcon.2018.08.004https://doi.org/10.1016/j.autcon.2018.08.004Search in Google Scholar
[19] Guo GM, He ZX,Wang Q, Jiang ZC, Zhang L. Investigation of effect of nozzle geometry on spray with 3D eulerian-lagrangian spray model coupled with the nozzle cavitating flow. Therm Sci. 2018, 22(3), 1239-1248p. doi.org/10.2298/TSCI160904297Gorg/10.2298/TSCI160904297GSearch in Google Scholar
[20] Yang ZP, Dou F, Yua T, Songa M, Shia H, Yaob X, et al. On the cross-section of shaped fibers in the dry spinning process: Physical explanation by the geometric potential theory. Results Phys. 2019, 14(102347). doi.org/10.1016/j.rinp.2019.10234710.1016/j.rinp.2019.102347Search in Google Scholar
[21] Wu W, Ye W, Geng P,Wang Y, Giuwei L, Hu X, Zhao J. 3D printing of thermoplastic PI and interlayer bonding evaluation. Mater Lett. 2018, 229, 206-209p. 10.1016/j.matlet.2018.07.020Search in Google Scholar
[22] Rajpurohit SR, Dave HK. Impact of Process Parameters on Tensile Strength of Fused Deposition Modeling Printed Crisscross Polylactic Acid. Int J Min Met Mater 2018, 12(2), 52-58p. Avialable from: https://pdfs.semanticscholar.org/c8a9/309f40b551bd507b36254a4d9ac28823a5b4.pdfSearch in Google Scholar
[23] Perez M, Sánchez GM, Collado AG, Gupta M. Surface Quality Enhancement of Fused Deposition Modeling (FDM) Printed Samples Based on the Selection of Critical Printing Parameters. Materials, 2018, 11(8), 1-13p. 10.3390/ma11081382Search in Google Scholar PubMed PubMed Central
[24] Setiawan A. [The Effect of 3D Printing Extrution Parameters on Mechanical Properties of Product with PLA Material]. J. Teknika STTKD. 2017, 4(2). 20-28p. Avialable from: http://jurnal.sttkd.ac.id/index.php/ts/article/view/50.Search in Google Scholar
[25] ASTM D 792: Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics, ASTM International, 2007.Search in Google Scholar
[26] ASTM D 638: Standard Test Method for Tensile Properties of Plastics, ASTM International, 2015.Search in Google Scholar
[27] Shayanfar MA, Mahyar P, Jafari A, Mohtadinia M. Classification of Precast Concrete Segments Damages during Production and Transportation in Mechanized Shield Tunnels of Iran. J Civil Eng. 2017, 3(6), 412 – 426p. Available from: www.academia.edu/download/53816832/4.pdf10.28991/cej-2017-00000101Search in Google Scholar
[28] El Amri A, Haddou MY, Khamlichi A. Thermal-Mechanical Coupled Manufacturing Simulation in Heterogeneous Materials. J Civil Eng, 2016, 2(11), 600 – 606p. Available from: www.academia.edu/download/50720507/5.pdf10.28991/cej-2016-00000062Search in Google Scholar
[29] Li XX, He JH. Nanoscale adhesion and attachment oscillation under the geometric potential. Part 1: The formation mechanism of nanofiber membrane in the electrospinning. Results Phys, 2019, 12, 1405-10p. 10.1016/j.rinp.2019.01.043Search in Google Scholar
[30] He CH, Shen Y, Ji FY, He JH. Taylor series solution for fractal Bratu-type equation arising in electrospinning process. Fract. 2019, 28(1). 10.1142/S0218348X20500115Search in Google Scholar
[31] Li XX, Li YY, Li Y, He J. Gecko-like adhesion in the electrospinning process. Results Phys. 2020, 16. 10.1016/j.rinp.2019. 102899Search in Google Scholar
[32] Ahn S-H, Montero M, Odell D, Roundy S, Wright PK. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J, 2002;8:248–57p. 10.1108/13552540210441166.Search in Google Scholar
[33] Agarwala MK, Jamalabad VR, Langrana NA, Ahmad S, Whalen PJ, Danforth SC. Structural quality of parts processed by fused deposition. Rapid Prototyp. J. 1996, 2, 4–19p. 10.1108/1355 2549610732034Search in Google Scholar
[34] Dawoud M, Taha I, Samy JE. Mechanical behavior of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45p. 10.1016/j.jmapro.2015. 11.002Search in Google Scholar
© 2020 J. Triyono et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Regular Articles
- Fabrication of aluminium covetic casts under different voltages and amperages of direct current
- Inhibition effect of the synergistic properties of 4-methyl-norvalin and 2-methoxy-4-formylphenol on the electrochemical deterioration of P4 low carbon mold steel
- Logistic regression in modeling and assessment of transport services
- Design and development of ultra-light front and rear axle of experimental vehicle
- Enhancement of cured cement using environmental waste: particleboards incorporating nano slag
- Evaluating ERP System Merging Success In Chemical Companies: System Quality, Information Quality, And Service Quality
- Accuracy of boundary layer treatments at different Reynolds scales
- Evaluation of stabiliser material using a waste additive mixture
- Optimisation of stress distribution in a highly loaded radial-axial gas microturbine using FEM
- Analysis of modern approaches for the prediction of electric energy consumption
- Surface Hardening of Aluminium Alloy with Addition of Zinc Particles by Friction Stir Processing
- Development and refinement of the Variational Method based on Polynomial Solutions of Schrödinger Equation
- Comparison of two methods for determining Q95 reference flow in the mouth of the surface catchment basin of the Meia Ponte river, state of Goiás, Brazil
- Applying Intelligent Portfolio Management to the Evaluation of Stalled Construction Projects
- Disjoint Sum of Products by Orthogonalizing Difference-Building ⴱ
- The Development of Information System with Strategic Planning for Integrated System in the Indonesian Pharmaceutical Company
- Simulation for Design and Material Selection of a Deep Placement Fertilizer Applicator for Soybean Cultivation
- Modeling transportation routes of the pick-up system using location problem: a case study
- Pinless friction stir spot welding of aluminium alloy with copper interlayer
- Roof Geometry in Building Design
- Review Articles
- Silicon-Germanium Dioxide and Aluminum Indium Gallium Arsenide-Based Acoustic Optic Modulators
- RZ Line Coding Scheme With Direct Laser Modulation for Upgrading Optical Transmission Systems
- LOGI Conference 2019
- Autonomous vans - the planning process of transport tasks
- Drivers ’reaction time research in the conditions in the real traffic
- Design and evaluation of a new intersection model to minimize congestions using VISSIM software
- Mathematical approaches for improving the efficiency of railway transport
- An experimental analysis of the driver’s attention during train driving
- Risks associated with Logistics 4.0 and their minimization using Blockchain
- Service quality of the urban public transport companies and sustainable city logistics
- Charging electric cars as a way to increase the use of energy produced from RES
- The impact of the truck loads on the braking efficiency assessment
- Application of virtual and augmented reality in automotive
- Dispatching policy evaluation for transport of ready mixed concrete
- Use of mathematical models and computer software for analysis of traffic noise
- New developments on EDR (Event Data Recorder) for automated vehicles
- General Application of Multiple Criteria Decision Making Methods for Finding the Optimal Solution in City Logistics
- The influence of the cargo weight and its position on the braking characteristics of light commercial vehicles
- Modeling the Delivery Routes Carried out by Automated Guided Vehicles when Using the Specific Mathematical Optimization Method
- Modelling of the system “driver - automation - autonomous vehicle - road”
- Limitations of the effectiveness of Weigh in Motion systems
- Long-term urban traffic monitoring based on wireless multi-sensor network
- The issue of addressing the lack of parking spaces for road freight transport in cities - a case study
- Simulation of the Use of the Material Handling Equipment in the Operation Process
- The use of simulation modelling for determining the capacity of railway lines in the Czech conditions
- Proposals for Using the NFC Technology in Regional Passenger Transport in the Slovak Republic
- Optimisation of Transport Capacity of a Railway Siding Through Construction-Reconstruction Measures
- Proposal of Methodology to Calculate Necessary Number of Autonomous Trucks for Trolleys and Efficiency Evaluation
- Special Issue: Automation in Finland
- 5G Based Machine Remote Operation Development Utilizing Digital Twin
- On-line moisture content estimation of saw dust via machine vision
- Data analysis of a paste thickener
- Programming and control for skill-based robots
- Using Digital Twin Technology in Engineering Education – Course Concept to Explore Benefits and Barriers
- Intelligent methods for root cause analysis behind the center line deviation of the steel strip
- Engaging Building Automation Data Visualisation Using Building Information Modelling and Progressive Web Application
- Real-time measurement system for determining metal concentrations in water-intensive processes
- A tool for finding inclusion clusters in steel SEM specimens
- An overview of current safety requirements for autonomous machines – review of standards
- Expertise and Uncertainty Processing with Nonlinear Scaling and Fuzzy Systems for Automation
- Towards online adaptation of digital twins
- Special Issue: ICE-SEAM 2019
- Fatigue Strength Analysis of S34MnV Steel by Accelerated Staircase Test
- The Effect of Discharge Current and Pulse-On Time on Biocompatible Zr-based BMG Sinking-EDM
- Dynamic characteristic of partially debonded sandwich of ferry ro-ro’s car deck: a numerical modeling
- Vibration-based damage identification for ship sandwich plate using finite element method
- Investigation of post-weld heat treatment (T6) and welding orientation on the strength of TIG-welded AL6061
- The effect of nozzle hole diameter of 3D printing on porosity and tensile strength parts using polylactic acid material
- Investigation of Meshing Strategy on Mechanical Behaviour of Hip Stem Implant Design Using FEA
- The effect of multi-stage modification on the performance of Savonius water turbines under the horizontal axis condition
- Special Issue: Recent Advances in Civil Engineering
- The effects of various parameters on the strengths of adhesives layer in a lightweight floor system
- Analysis of reliability of compressed masonry structures
- Estimation of Sport Facilities by Means of Technical-Economic Indicator
- Integral bridge and culvert design, Designer’s experience
- A FEM analysis of the settlement of a tall building situated on loess subsoil
- Behaviour of steel sheeting connections with self-drilling screws under variable loading
- Resistance of plug & play N type RHS truss connections
- Comparison of strength and stiffness parameters of purlins with different cross-sections of profiles
- Bearing capacity of floating geosynthetic encased columns (GEC) determined on the basis of CPTU penetration tests
- The effect of the stress distribution of anchorage and stress in the textured layer on the durability of new anchorages
- Analysis of tender procedure phases parameters for railroad construction works
- Special Issue: Terotechnology 2019
- The Use of Statistical Functions for the Selection of Laser Texturing Parameters
- Properties of Laser Additive Deposited Metallic Powder of Inconel 625
- Numerical Simulation of Laser Welding Dissimilar Low Carbon and Austenitic Steel Joint
- Assessment of Mechanical and Tribological Properties of Diamond-Like Carbon Coatings on the Ti13Nb13Zr Alloy
- Characteristics of selected measures of stress triaxiality near the crack tip for 145Cr6 steel - 3D issues for stationary cracks
- Assessment of technical risk in maintenance and improvement of a manufacturing process
- Experimental studies on the possibility of using a pulsed laser for spot welding of thin metallic foils
- Angular position control system of pneumatic artificial muscles
- The properties of lubricated friction pairs with diamond-like carbon coatings
- Effect of laser beam trajectory on pocket geometry in laser micromachining
- Special Issue: Annual Engineering and Vocational Education Conference
- The Employability Skills Needed To Face the Demands of Work in the Future: Systematic Literature Reviews
- Enhancing Higher-Order Thinking Skills in Vocational Education through Scaffolding-Problem Based Learning
- Technology-Integrated Project-Based Learning for Pre-Service Teacher Education: A Systematic Literature Review
- A Study on Water Absorption and Mechanical Properties in Epoxy-Bamboo Laminate Composite with Varying Immersion Temperatures
- Enhancing Students’ Ability in Learning Process of Programming Language using Adaptive Learning Systems: A Literature Review
- Topical Issue on Mathematical Modelling in Applied Sciences, III
- An innovative learning approach for solar power forecasting using genetic algorithm and artificial neural network
- Hands-on Learning In STEM: Revisiting Educational Robotics as a Learning Style Precursor
Articles in the same Issue
- Regular Articles
- Fabrication of aluminium covetic casts under different voltages and amperages of direct current
- Inhibition effect of the synergistic properties of 4-methyl-norvalin and 2-methoxy-4-formylphenol on the electrochemical deterioration of P4 low carbon mold steel
- Logistic regression in modeling and assessment of transport services
- Design and development of ultra-light front and rear axle of experimental vehicle
- Enhancement of cured cement using environmental waste: particleboards incorporating nano slag
- Evaluating ERP System Merging Success In Chemical Companies: System Quality, Information Quality, And Service Quality
- Accuracy of boundary layer treatments at different Reynolds scales
- Evaluation of stabiliser material using a waste additive mixture
- Optimisation of stress distribution in a highly loaded radial-axial gas microturbine using FEM
- Analysis of modern approaches for the prediction of electric energy consumption
- Surface Hardening of Aluminium Alloy with Addition of Zinc Particles by Friction Stir Processing
- Development and refinement of the Variational Method based on Polynomial Solutions of Schrödinger Equation
- Comparison of two methods for determining Q95 reference flow in the mouth of the surface catchment basin of the Meia Ponte river, state of Goiás, Brazil
- Applying Intelligent Portfolio Management to the Evaluation of Stalled Construction Projects
- Disjoint Sum of Products by Orthogonalizing Difference-Building ⴱ
- The Development of Information System with Strategic Planning for Integrated System in the Indonesian Pharmaceutical Company
- Simulation for Design and Material Selection of a Deep Placement Fertilizer Applicator for Soybean Cultivation
- Modeling transportation routes of the pick-up system using location problem: a case study
- Pinless friction stir spot welding of aluminium alloy with copper interlayer
- Roof Geometry in Building Design
- Review Articles
- Silicon-Germanium Dioxide and Aluminum Indium Gallium Arsenide-Based Acoustic Optic Modulators
- RZ Line Coding Scheme With Direct Laser Modulation for Upgrading Optical Transmission Systems
- LOGI Conference 2019
- Autonomous vans - the planning process of transport tasks
- Drivers ’reaction time research in the conditions in the real traffic
- Design and evaluation of a new intersection model to minimize congestions using VISSIM software
- Mathematical approaches for improving the efficiency of railway transport
- An experimental analysis of the driver’s attention during train driving
- Risks associated with Logistics 4.0 and their minimization using Blockchain
- Service quality of the urban public transport companies and sustainable city logistics
- Charging electric cars as a way to increase the use of energy produced from RES
- The impact of the truck loads on the braking efficiency assessment
- Application of virtual and augmented reality in automotive
- Dispatching policy evaluation for transport of ready mixed concrete
- Use of mathematical models and computer software for analysis of traffic noise
- New developments on EDR (Event Data Recorder) for automated vehicles
- General Application of Multiple Criteria Decision Making Methods for Finding the Optimal Solution in City Logistics
- The influence of the cargo weight and its position on the braking characteristics of light commercial vehicles
- Modeling the Delivery Routes Carried out by Automated Guided Vehicles when Using the Specific Mathematical Optimization Method
- Modelling of the system “driver - automation - autonomous vehicle - road”
- Limitations of the effectiveness of Weigh in Motion systems
- Long-term urban traffic monitoring based on wireless multi-sensor network
- The issue of addressing the lack of parking spaces for road freight transport in cities - a case study
- Simulation of the Use of the Material Handling Equipment in the Operation Process
- The use of simulation modelling for determining the capacity of railway lines in the Czech conditions
- Proposals for Using the NFC Technology in Regional Passenger Transport in the Slovak Republic
- Optimisation of Transport Capacity of a Railway Siding Through Construction-Reconstruction Measures
- Proposal of Methodology to Calculate Necessary Number of Autonomous Trucks for Trolleys and Efficiency Evaluation
- Special Issue: Automation in Finland
- 5G Based Machine Remote Operation Development Utilizing Digital Twin
- On-line moisture content estimation of saw dust via machine vision
- Data analysis of a paste thickener
- Programming and control for skill-based robots
- Using Digital Twin Technology in Engineering Education – Course Concept to Explore Benefits and Barriers
- Intelligent methods for root cause analysis behind the center line deviation of the steel strip
- Engaging Building Automation Data Visualisation Using Building Information Modelling and Progressive Web Application
- Real-time measurement system for determining metal concentrations in water-intensive processes
- A tool for finding inclusion clusters in steel SEM specimens
- An overview of current safety requirements for autonomous machines – review of standards
- Expertise and Uncertainty Processing with Nonlinear Scaling and Fuzzy Systems for Automation
- Towards online adaptation of digital twins
- Special Issue: ICE-SEAM 2019
- Fatigue Strength Analysis of S34MnV Steel by Accelerated Staircase Test
- The Effect of Discharge Current and Pulse-On Time on Biocompatible Zr-based BMG Sinking-EDM
- Dynamic characteristic of partially debonded sandwich of ferry ro-ro’s car deck: a numerical modeling
- Vibration-based damage identification for ship sandwich plate using finite element method
- Investigation of post-weld heat treatment (T6) and welding orientation on the strength of TIG-welded AL6061
- The effect of nozzle hole diameter of 3D printing on porosity and tensile strength parts using polylactic acid material
- Investigation of Meshing Strategy on Mechanical Behaviour of Hip Stem Implant Design Using FEA
- The effect of multi-stage modification on the performance of Savonius water turbines under the horizontal axis condition
- Special Issue: Recent Advances in Civil Engineering
- The effects of various parameters on the strengths of adhesives layer in a lightweight floor system
- Analysis of reliability of compressed masonry structures
- Estimation of Sport Facilities by Means of Technical-Economic Indicator
- Integral bridge and culvert design, Designer’s experience
- A FEM analysis of the settlement of a tall building situated on loess subsoil
- Behaviour of steel sheeting connections with self-drilling screws under variable loading
- Resistance of plug & play N type RHS truss connections
- Comparison of strength and stiffness parameters of purlins with different cross-sections of profiles
- Bearing capacity of floating geosynthetic encased columns (GEC) determined on the basis of CPTU penetration tests
- The effect of the stress distribution of anchorage and stress in the textured layer on the durability of new anchorages
- Analysis of tender procedure phases parameters for railroad construction works
- Special Issue: Terotechnology 2019
- The Use of Statistical Functions for the Selection of Laser Texturing Parameters
- Properties of Laser Additive Deposited Metallic Powder of Inconel 625
- Numerical Simulation of Laser Welding Dissimilar Low Carbon and Austenitic Steel Joint
- Assessment of Mechanical and Tribological Properties of Diamond-Like Carbon Coatings on the Ti13Nb13Zr Alloy
- Characteristics of selected measures of stress triaxiality near the crack tip for 145Cr6 steel - 3D issues for stationary cracks
- Assessment of technical risk in maintenance and improvement of a manufacturing process
- Experimental studies on the possibility of using a pulsed laser for spot welding of thin metallic foils
- Angular position control system of pneumatic artificial muscles
- The properties of lubricated friction pairs with diamond-like carbon coatings
- Effect of laser beam trajectory on pocket geometry in laser micromachining
- Special Issue: Annual Engineering and Vocational Education Conference
- The Employability Skills Needed To Face the Demands of Work in the Future: Systematic Literature Reviews
- Enhancing Higher-Order Thinking Skills in Vocational Education through Scaffolding-Problem Based Learning
- Technology-Integrated Project-Based Learning for Pre-Service Teacher Education: A Systematic Literature Review
- A Study on Water Absorption and Mechanical Properties in Epoxy-Bamboo Laminate Composite with Varying Immersion Temperatures
- Enhancing Students’ Ability in Learning Process of Programming Language using Adaptive Learning Systems: A Literature Review
- Topical Issue on Mathematical Modelling in Applied Sciences, III
- An innovative learning approach for solar power forecasting using genetic algorithm and artificial neural network
- Hands-on Learning In STEM: Revisiting Educational Robotics as a Learning Style Precursor