Properties of Laser Additive Deposited Metallic Powder of Inconel 625
-
Hubert Danielewski
 and
Bogdan Antoszewski
and
Bogdan Antoszewski

Abstract
Paper presents results of laser additive manufacturing. Deposition of nickel based super alloy Inconel 625 was performed. Laser metal deposition is advanced manufacturing process dedicated for prototyping and low scale series production. Inconel 625 is nickel based super alloy, with high heat resistance properties. Therefore due material properties and chemical composition is characterized as a difficult to machining [1, 2]. Additive manufacturing process using focused photons beam for selective deposition of metallic powder in laser engineered net shaping (LENS) method can be used as alternative technology. High energy density of controllable laser beam combining with coaxial delivery system allow to precise deposited metallic powder. Manufacturing process are based on selective melting of additional material using laser radiation and crystallization process. An additional material in form of filler wire as well as metallic powder can be used. Advantages of using metallic powder are higher level of process control, nevertheless adequate selection of process parameters are required. High energy density of laser beam and rapid crystallization process affect on metallographic structure of deposited material. Thermal energy absorbed in material affect on phase transformation.Molten powder mixing with base material changing metallographic structure. Chemical composition of obtained overlay weld are combination of base and additive material. Therefore to achieve stable crystallization process chemical composition of additive material wassimilar to base material. Additional alloying elements could affect on mechanical properties. Deposition process using TruLaserCell 1005 laser machine was performed. To determine properties of manufactured material metallographic analysis and destructive tests were performed.
1 Introduction
Inconel is an advanced nickel based alloy with wide application potential, mostly used in welding and coating applications. High content of nickel and chromium combining with other chemical elements affect on material properties. High temperature resistance and good mechanical properties determine of use Inconel 625 in the aviation, energetic, chemical and automotive industries.
Chemical composition of Inconel 625 (in wt-%)
| Material | Crmax | Mnmax | Momax | Femax | Nbmax | Nimax |
|---|---|---|---|---|---|---|
| Inconel | 20.0- | 0.5 | 8.0- | 5.0 | 3.2-4.1 | 58.0 |
| 625 | 23.0 | 10.0 |
Laser additive deposition is modern technology using for cladding and rapid prototyping of metals. Deposition process using laser radiation are high controllable, precise energy control, process repeatability, small deformations and narrow heat affected zone (HAZ) affect in use this technology in advanced applications. Due to using metallic powders or filler wire as an additional material and laser beam as a heat source precision deposition process can be carried out. Nickel based alloys use for modification and prototyping processes are extensively studied by many researchers. Numerous publication of rapid prototyping, padding welding, cladding are related to modification of surface properties and elements manufacturing using SLM method [3, 4, 5, 6, 7]. Problems with thermal treatment of high alloys such as Inconel 625 are caused by process instability and multiple thermal cycles. Porosity, spatters and oxidation in fusion zone affect on strength characteristic of obtained additively structure.
Deposition process efficiency are depend on additive material feed ratio and quantity of input energy. Equivalent of heat used for deposition process are related to output power, speed ratio and thermal properties of material. Absorptivity of laser beam are depend on laser wavelength,surface reflectivity and process parameters. Prototyping process are based on selective deposition of additional material.
Mechanical properties of Inconel 625 (nominal room temperature)
| Material | Tensile strength [MPa] | Yield strength [MPa] | Elongation [%] |
|---|---|---|---|
| Inconel | 827-1034 | 414-621 | 55-30 |
| 625 |
Multiple layer deposition change metallographic structure, deposition of upper layers affect on lower layers structure. Uniform properties of prototyped material are effect of thermo-mechanical history. Selective hardening and tempering may caused nonuniformity of material structure and properties. Therefore in order to define properties of prototyped material mechanical and metallographic tests are required [8, 9, 10, 11].
Due to various difficulties in manufacturing Inconel 625 components, alternative technology using LENS method can be carried out. Inconel have high anti-corrosion properties, both in normal and supercritical conditions, low thermal expansion and creep resistance. That results in determining Inconel 625 in using as an anti-corrosive protective coatings, and for components working at high temperatures. Numerous publications have been reported in this research area [12, 13, 14]. However only few are related to prototyping of three-dimensional structures using CO2 laser and Inconel alloy in form of powder. In this article, basic mechanical properties and microstructure analysis of three-dimensional specimen are presented. Paper present possibility of use Inconel 625 and LENS deposition technology for prototyping of cuboids shape solid specimen and studied properties of deposited material using destructive tests and metallographic analysis.
2 Experimental procedure
Prototyping process of Inconel 625 was performed using CO2 laser integrated with TruLaserCell 1005 machine system. Deposition process was performed using metallic powder Inconel 625 with particle size of −90 +45μm and laser cladding head with focal length of 270 mm integrated with coaxial powder feeder GTV M-PF 2/2. Metallic powder was conveyed to laser focal point by helium gas and three nozzle transport system. Substrate material in form of Inconel 625 sheet plate was cladded using multiple layers prototyping process (Figure 1). Deposition parameters selection was carried out in a separate study using the procedure to achieve high efficiency coefficient (similar width and high dimensions of single layer, with heat source energy for obtaining complete melting of deposited material with small amount of spatters). Finally, the following parameters were used to developed cuboid sample; laser power = 2.2kW, scanning speed Vs=800mm/min, powder feed ratio 15g/min. Subsequenting layers method was used for developing cuboid specimen with the dimensions of d=16mm, h=16mm and l=45mm (Figure 2), where inter-spaces between layers was equal to 5mm. Multiple overlay layers were made to obtained assumed sample geometry. Interlayer temperature were controlled (not exceed 300 Celsius degree) to avoid high laser radiation absorption factor which may disrupt deposition process and affect on material properties.

Deposition of Inconel 625 using laser machine
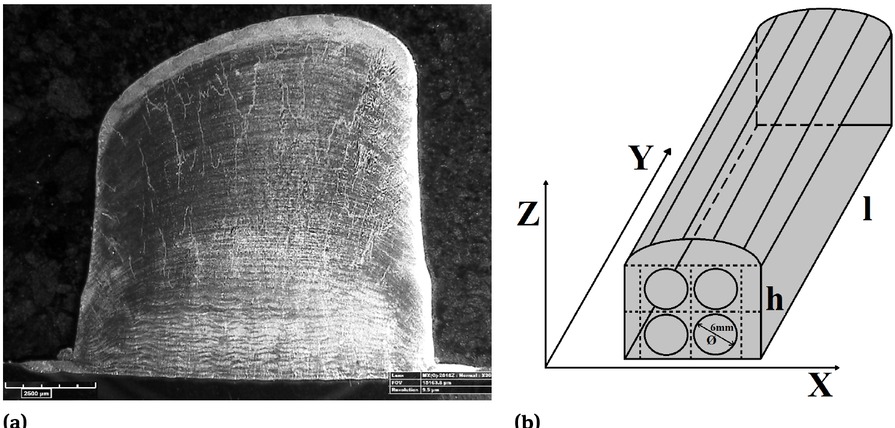
Manufactured multilayer cuboid sample in cross section
Multilayer cuboid specimen using laser deposition technology was manufactured. Layers was cladded alternately alongside X and Y axis until assumed geometry was attained (Figure 2). Process head was oriented perpendicular to surface of substrate material, with no inclination at upper layers. No additional preheat, neither post process heat treatment was used, therefore properties of prototyped material are exclusively related to additive process. Initial conditions in prototyping process are differ, laser beam absorption increasing during depositions of subsequent layers, this phenomena are related to volume of heat accumulated in material. The dominant mechanism of heat transfer is conduction. From upper layers, heat transfer occurs only by thermal conductivity to the lower layers. Nevertheless material such as Inconel 625 have very low thermal conduction coefficient and thermal exchange are relatively slow. Due to multilayer process and low substrate and deposited materials conductivity, heat accumulation factor are high, and affect on process conditions and material uniformity [15, 16, 17, 18]. Prototyped solid material has been machined, and cylindrical specimens for strength analysis was developed (cylindrical samples was gather from material where sample was cut on 4 pieces according to dashed line presented on Figure 2, and upper layers vertex was cut off). Moreover due to determine properties of deposited material mechanical tests and metallographic analysis were carried out.
Developed cuboid sample have irregular shape, no process head inclination for upper layers was used, therefore forefoot in face of padding weld can be observed (Figure 2). Comparing to prototyping by CO2 gas laser and filler wire as an additional material, no keyhole effect is require in LENS method. Moreover in selective melting of metallic powders heat source are use only for melting additional material, does not penetrate substrate, and fusion between layers are based on conduction effect of molten and solid materials. Whereby considerably small fusion depth into substrate material was obtained.
3 Properties analysis and results discussion
Properties of deposited material depend on crystallographic structure and are related to chemical composition and prototyping parameters. In order to define properties of obtained material destructive tests was performed. Therefore to determine strength and elongation of deposited material tensile test according to PN-EN ISO 4136 standard was carried out (Figure 3). In addition, the test was carried out under normal conditions (two samples) and at elevated temperature (one sample), where the sample was heated to 700 Celsius degrees with furnace.

Manufactured cylindrical sample mounted in tensile test stand
Manufactured specimens were stretched by increasing load force until failure (Figure 4) using Instron 4500 testing machine. Sample internal diameter was 3mm with measuring length equal to 18mm. The rupture of a specimen was obtained at loading force equal approximately to 4.9 and 4.85 kN in normal conditions (Figure 5a), and 4.3 kN at elevated temperature (Figure 5b).
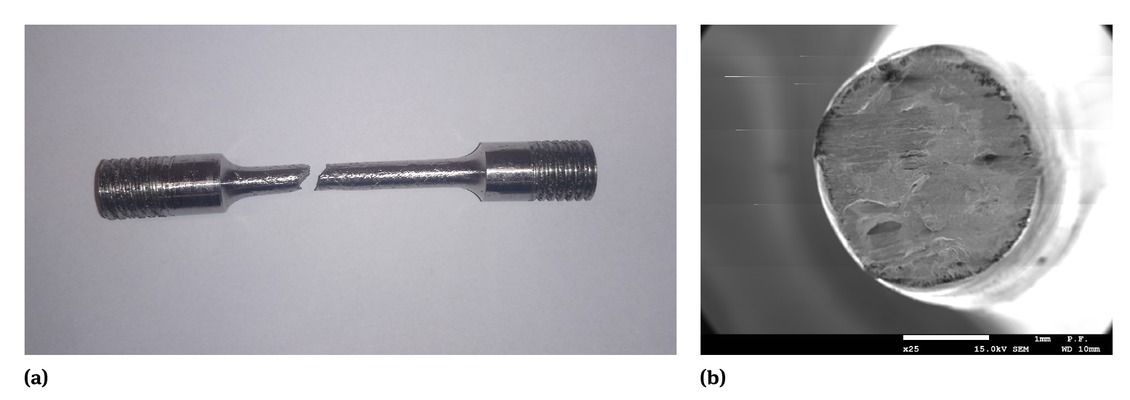
Results of tensile test and fracture results of material stretched in normal conditions
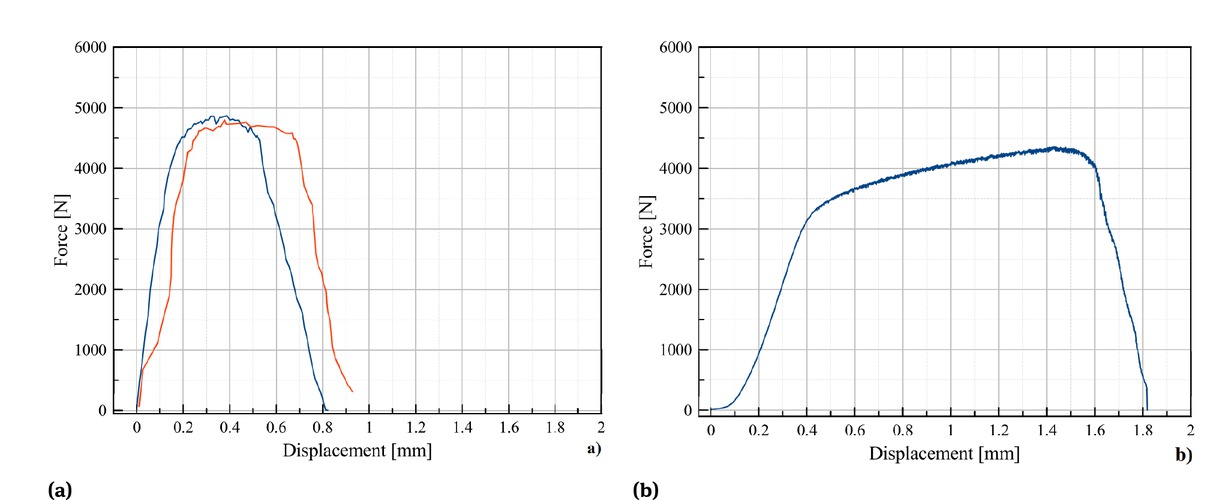
Tensile test force-displacement chart results: a) in normal conditions, b) at elevated temeprature
Failure of sample in normal conditions is typical for nickel based alloy, break was occurred along Luders band. Therefore, for sample stretched in normal conditions fracture was identified as an brittle failure, however at elevated temperature fracture characteristic changes from brittle to ductile. Strength of manufactured material based of performed tensile test is 700 and 687 MPa in normal conditions (second sample - orange line, in first stage sample was leap on thread, however maximum load force wassimilar) and 617 MPa at elevated temperature (there was only one sample tested at elevated temperature).
Elongation of manufactured material stretched in normal conditions was assumed as 4.5 and 4.9%, however at elevated temperature increase to 15.3%, but still is significantly lower than nominal. Strength value equal to 700, 687 and 617MPa, are lower than base material. The demonstrated decrease in strength is related to a characteristic structure resulting from multiple thermal cycles occurred during multilayer manufacturing process. Yield strength of manufactured material are equal to 540 and 527 MPa in normal conditions and 430 MPa at elevated temperature. Obtained value of Yield strength are similar to value of annealed Inconel 625 base material (414 - 621 MPa) [19], according to producer specification. Based on performed tensile tests can be state that higher strength have material working in normal conditions. However, when heated to 700 Celsius degree material become more plastic and increase of formability was observed. Temperature increase reduces stress and normalizes the material. Therefore, for applications where plasticity is important, annealing process are recommended. Phase transformation and post-built thermal cycles affect on microstructure. Therefore properties of obtained material are lower than nominal BM value, nevertheless some differences in material strength and plasticity in normal conditions relative to specimen heated to 700 Celsius was observed. Material strength characteristic can be related to stress relief annealing phenomena, and microstructure segregation (potentially formation of twin structures), however require further investigation.
To determine further properties of manufactured material hardness distribution analysis was performed. For this purpose hardness test according to PN-EN ISO 6507-1 standard using INNOVATEST Nexus 4303 hardness machine and Vickers method wascarried out. Figure 6 shown distribution of test points and Figure 7 shown hardness numbers.
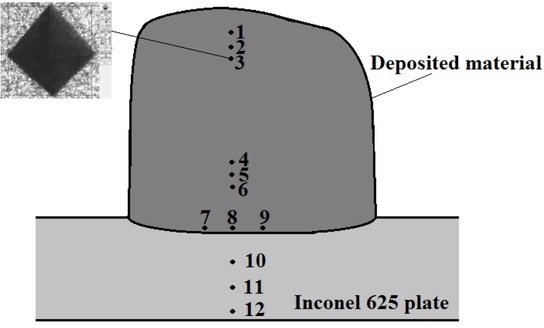
Point distribution of measured hardness test in laser manufactured specimen

Hardness of deposited material test results
Hardness number are related to material structure, and affect on material strength and wearability. Moreover hardness test is one of material uniformity identification method, where hardness distribution in cross section was measured. Therefore, hardness was measured in four characteristic areas of sample: top layers, down layers, fusion zone and substrate material, were selected and hardness test was carried out.
Value of obtained hardness are between 202-287 HV10. Hardness in upper layers are lower, and slightly increase towards the lower layers. Hardness distribution probably are related to partial recrystallization during multilayer deposition and thermal gradient. Hardness value in fusion zone and substrate material are approximately uniform. Heat accumulated in upper layers results in annealing process. Chemical composition of substrate and deposited materials are similar, therefore have no an effect on solidification stability and phase transformation. Moreover no additional elements improving hardenability was transferred, and no hardening process occurred [20, 21, 22].
Structure of obtained deposited cuboid is uniform, nevertheless some differences between upper and bottom layers in grain size are observed. Size of HAZ in substrate material is neglected. Chemical composition is based on equivalent of nickel, chromium and other elements. Obtained mechanical properties are also related to numerous thermal cycles during deposition of prototyped material. Therefore melting and crystallization process during deposition change the crystalline structure affecting on strength characteristic. Moreover metallic crystal lattice direction in multilayer deposition process are complex, and in cross section of manufactured material may have differ characteristic. Grain refining in fusion zone was observed (Figure 8).
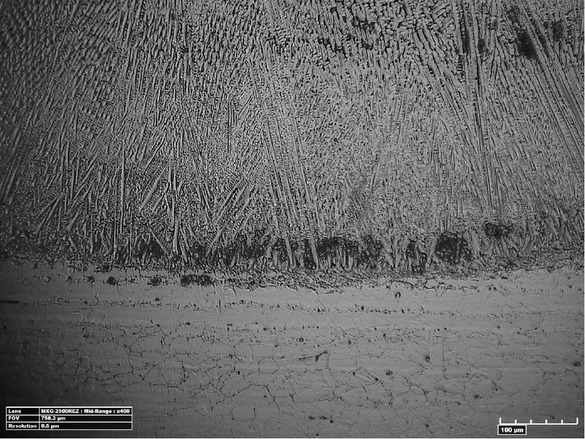
Structure of substrate and deposited Inconel 625
In deposited sample three characteristic zones can be observed: top layers with height equal to approximately 4mm, lower layers (dominant zone) with height equal to 12mm, and fusion zone with depth not exceed 0.5mm.
Fusion zone between deposited and substrate materials are very narrow, therefore material mixing are intensive only in first layers, however for reduce migration of alloying elements substrate material in the same grade as additional material was chosen. Differences in deposition conditions are observe only near fusion line, in higher layers structure have uniform characteristic related to crystallization direction. The microstructure of deposited material is assumed as dendritic (Figure 9) [23, 24]. Deposited materials have fine columnar structure, with characteristic oriented parallel to deposition direction of dendrites.
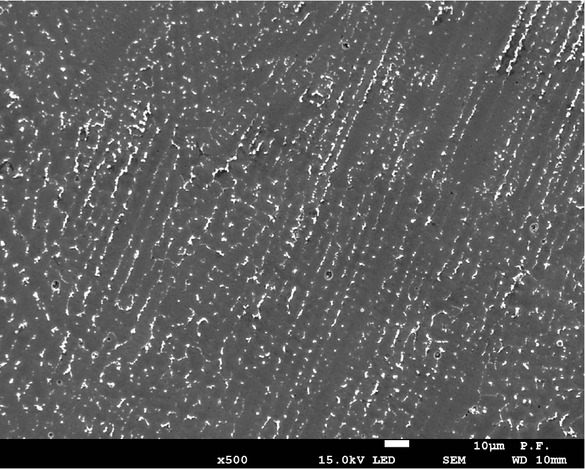
Microstructure of deposited Inconel 625 with magnification x500
No explicit bead fusion line was observed, however particular layers can be identified by dendrites growth directions. Confirmation of uniform material characteristic was performed using quality electron dispersive X-ray spectroscopy analysis method (Figure 10).
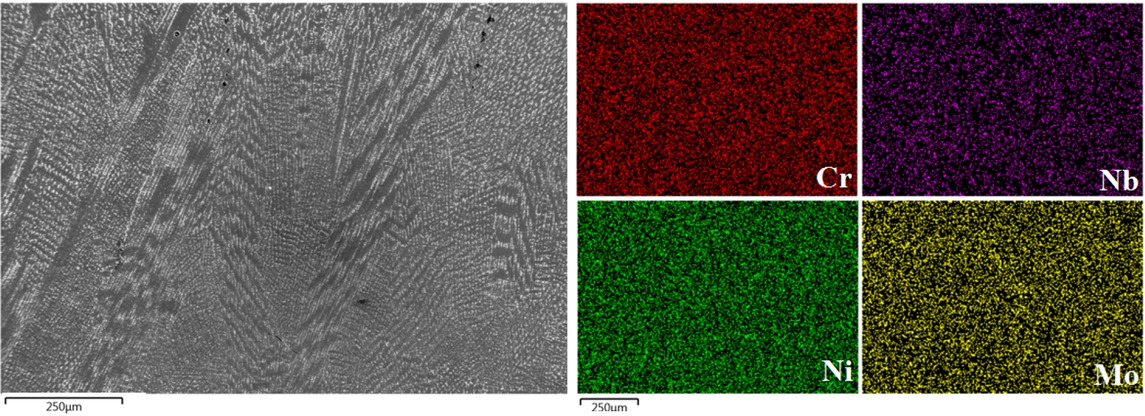
Quality EDS analysis of chromium, nickel, niobium and molybdenum map distribution in lower layers
EDS analysis of Inconel 625 alloy basic chemical elements shown uniform structure, with lack of distribution disturbance. Moreover there are no difference in fusion line of particular layers, therefore obtained previous results of uniform material structure can be assume as reliable.
4 Conclusion
Based on carried out research the following conclusions can be made:
The tensile strength of the manufactured material is 12 to 15% lower than the base material, while the yield strength is within the range of Inconel 625 producer specification, however require additional tests to state obtained properties credibility (particularly at elevated temperature)
The plasticity of the tested material changes with temperature, in normal conditions the yield point is equal to 540-527 MPa (elongation 4.5-4.9%) and at 700 Celsius degree 430 MPa (elongation 15.3%).
Microhardness in deposited material is variable; in the upper layer it is from 240 to 200 HV10, after which it increases and in the lower layer it is 240 HV10, while in the diffusion zone it reaches the value of BM and is equal to 280 HV10.
The microstructure of the prototyped material is columnar dendritic, with dendrite orientation related to the direction of crystallization.
Metallographic and EDS analysis confirm the uniform structure and chemical composition of the material, alloy’s components (Cr, Ni, Mo, Nb) have uniform distributed in material.
Obtained research results shown, that the developed technology has great potential in prototyping, regeneration and surface modification, however, it requires further research to acknowledge and improve the properties of the produced material. Moreover additional research of manufactured material properties such as corrosion resistance at elevated temperatures and strength tests at variable temperatures is planned.
Acknowledgement
Research carried out under NCN project titled: “Multiscale analysis of physical and chemical processes during rapid prototyping using concentrated energy sources in view of formation of microstructure and mechanical properties” contract no. UMO-2016/23/B/ST8/00754 financed by the National Science Center, Poland.
References
[1] Marchese G, Garmendia X, Calignano F, et. all. Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition. Adv Eng Mat. 2017, 19, 1-9, DOI: 10.1002/adem.20160063510.1002/adem.201600635Search in Google Scholar
[2] Parida AK, Maity K. Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int J. 2018, 21, 364-370, DOI: https://doi.org/10.1016/j.jestch.2018.03.018https://doi.org/10.1016/j.jestch.2018.03.018Search in Google Scholar
[3] Frazier WE. Metal Additive Manufacturing: A Review. JMEPEG. 2014, 23, 1917–1928, DOI: 10.1007/s11665-014-0958-z10.1007/s11665-014-0958-zSearch in Google Scholar
[4] Hong Ch, Gu D, Dai D, Gasser A, Weisheit A, Kelbassa I, Zhong M, Poprawe R. Laser metal deposition of TiC/Inconel 718 composites with tailored interfacial microstructures. Opt Laser Technol. 2013, 54, 98-109, DOI: https://doi.org/10.1016/j.optlastec.2013.05.011https://doi.org/10.1016/j.optlastec.2013.05.011Search in Google Scholar
[5] Janicki D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles. Opt Laser Technol. 2017, 94, 6-14, DOI: 10.1016/j.optlastec.2017.03.00710.1016/j.optlastec.2017.03.007Search in Google Scholar
[6] Chen HC, Pinkerton A, Li L. Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications. Int J Adv Manuf Technol. 2011, 52, 977–987, DOI: https://doi.org/10.1007/s00170-010-2791-3https://doi.org/10.1007/s00170-010-2791-3Search in Google Scholar
[7] Silwal B, Walker J, West D. Hot-wire GTAW cladding: inconel 625 on 347 stainless steel. Int J Adv Manuf Technol. 2019, 102, 3839–3848, DOI: https://doi.org/10.1007/s00170-019-03448-0https://doi.org/10.1007/s00170-019-03448-0Search in Google Scholar
[8] Zhonga Ch, Kittela J, Gassera A, Schleifenbaumab JH. Study of nickel-based super-alloys Inconel 718 and Inconel 625 in high-deposition-rate laser metal deposition. Opt Laser Technol. 2019, 109, 352-360, DOI: https://doi.org/10.1007/s00170-019-03448-0https://doi.org/10.1007/s00170-019-03448-0Search in Google Scholar
[9] Guijun B, Chen-Nan S, et. all. Microstructure and tensile properties of superalloy IN100 fabricated by micro-laser aided additive manufacturing. Mater. Des. 2014, 60, 401-408. DOI: https://doi.org/10.1016/j.matdes.2014.04.020https://doi.org/10.1016/j.matdes.2014.04.020Search in Google Scholar
[10] Donadello S, Motta M, Demir AG, Previtali B. Monitoring of laser metal deposition height by means of coaxial laser triangulation. Opt Lasers Eng. 2019, 112, 136-144, DOI: 10.1016/j.optlaseng.2018.09.01210.1016/j.optlaseng.2018.09.012Search in Google Scholar
[11] Demir GA. Micro laser metal wire deposition for additive manufacturing of thin-walled structures. Opt Lasers Eng. 2018, 100, 9-17, DOI: 10.1016/j.optlaseng.2017.07.00310.1016/j.optlaseng.2017.07.003Search in Google Scholar
[12] Jia Q, Gu D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 2014, 585, 713-721, DOI: 10.1016/j.jallcom.2013.09.17110.1016/j.jallcom.2013.09.171Search in Google Scholar
[13] Dinda GP, Dasgupta AK, Mazumder J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. C. 2009, 509, 98-104, DOI: 10.1016/j.msea.2009.01.00910.1016/j.msea.2009.01.009Search in Google Scholar
[14] Chen Y, Zhang K, Huang J, Hosseini SRE, Li Z. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater. Des. 2016, 90, 586-594. DOI: 10.1016/j.matdes.2015.10.15510.1016/j.matdes.2015.10.155Search in Google Scholar
[15] Moussaoui K, Rubio W, Mousseigne M, Sultan T, Rezai F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A. 2018, 735, 182-190, DOI: 10.1016/j.msea.2018.08.03710.1016/j.msea.2018.08.037Search in Google Scholar
[16] Radek N, Bartkowiak K.: Laser treatment of electro-spark coatings deposited in the carbon steel substrate with using nanostructured WC-Cu electrodes. Phys. Procedia. 2012, 39, 295-301, DOI: https://doi.org/10.1016/j.phpro.2012.10.041https://doi.org/10.1016/j.phpro.2012.10.041Search in Google Scholar
[17] Kumar P, Farah J, Akram J, Teng Ch, Ginn J, Misra M. Influence of laser processing parameters on porosity in Inconel 718 during additivemanufacturing. Int J Adv Manuf Technol. 2019, 103, 1497–1507, DOI: https://doi.org/10.1007/s00170-019-03655-9https://doi.org/10.1007/s00170-019-03655-9Search in Google Scholar
[18] Radek N, Bartkowiak K. Laser treatment of Cu-Mo electro-spark deposited coatings. Phys. Procedia. 2011, 12, 499-505, DOI: https://doi.org/10.1016/j.phpro.2011.03.061https://doi.org/10.1016/j.phpro.2011.03.061Search in Google Scholar
[19] https://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-625.pdfSearch in Google Scholar
[20] Petrzak P, Kowalski K, et. all. Annealing efect on microstructure and chemical composition of Inconel 625 alloy. Metall. Foundry Eng. 2018, 44, 73-80, DOI: 10.7494/mafe.2018.44.2.7310.7494/mafe.2018.44.2.73Search in Google Scholar
[21] Huebner J, Rutkowski P, Kata D, Kusiński J. Microstructural And Mechanical Study Of Inconel 625 – Tungsten Carbide Composite Coatings Obtained By Powder Laser Cladding. Arch Metall Mater. 2017, 62, 531-538, DOI: 10.1515/amm-2017-007810.1515/amm-2017-0078Search in Google Scholar
[22] Scendo M, Trela J, Radek N. Influence of laser power on the corrosive resistance of WC-Cu coating. Surf. Coat. Technol. 2014, 259, 401-407, DOI: https://doi.org/10.1016/j.surfcoat.2014.10.062https://doi.org/10.1016/j.surfcoat.2014.10.062Search in Google Scholar
[23] Rambouts M, Maes G, Mertens M, Hendrix W. Laser metal deposition of Inconel 625: Microstructure and mechanical properties. J Laser Appl. 2012, 24, DOI: 10.2351/1.475771710.2351/1.4757717Search in Google Scholar
[24] Gądek-Moszczak A, Radek N, Wroński S, Tarasiuk J. Application the 3D image analysis techniques for assessment the quality of material surface layer before and after laser treatment. Adv Mat Research. 2014, 874, 133-138, DOI: 10.4028/www.scientific.net/AMR.874.13310.4028/www.scientific.net/AMR.874.133Search in Google Scholar
© 2020 H. Danielewski and B. Antoszewski, published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Regular Articles
- Fabrication of aluminium covetic casts under different voltages and amperages of direct current
- Inhibition effect of the synergistic properties of 4-methyl-norvalin and 2-methoxy-4-formylphenol on the electrochemical deterioration of P4 low carbon mold steel
- Logistic regression in modeling and assessment of transport services
- Design and development of ultra-light front and rear axle of experimental vehicle
- Enhancement of cured cement using environmental waste: particleboards incorporating nano slag
- Evaluating ERP System Merging Success In Chemical Companies: System Quality, Information Quality, And Service Quality
- Accuracy of boundary layer treatments at different Reynolds scales
- Evaluation of stabiliser material using a waste additive mixture
- Optimisation of stress distribution in a highly loaded radial-axial gas microturbine using FEM
- Analysis of modern approaches for the prediction of electric energy consumption
- Surface Hardening of Aluminium Alloy with Addition of Zinc Particles by Friction Stir Processing
- Development and refinement of the Variational Method based on Polynomial Solutions of Schrödinger Equation
- Comparison of two methods for determining Q95 reference flow in the mouth of the surface catchment basin of the Meia Ponte river, state of Goiás, Brazil
- Applying Intelligent Portfolio Management to the Evaluation of Stalled Construction Projects
- Disjoint Sum of Products by Orthogonalizing Difference-Building ⴱ
- The Development of Information System with Strategic Planning for Integrated System in the Indonesian Pharmaceutical Company
- Simulation for Design and Material Selection of a Deep Placement Fertilizer Applicator for Soybean Cultivation
- Modeling transportation routes of the pick-up system using location problem: a case study
- Pinless friction stir spot welding of aluminium alloy with copper interlayer
- Roof Geometry in Building Design
- Review Articles
- Silicon-Germanium Dioxide and Aluminum Indium Gallium Arsenide-Based Acoustic Optic Modulators
- RZ Line Coding Scheme With Direct Laser Modulation for Upgrading Optical Transmission Systems
- LOGI Conference 2019
- Autonomous vans - the planning process of transport tasks
- Drivers ’reaction time research in the conditions in the real traffic
- Design and evaluation of a new intersection model to minimize congestions using VISSIM software
- Mathematical approaches for improving the efficiency of railway transport
- An experimental analysis of the driver’s attention during train driving
- Risks associated with Logistics 4.0 and their minimization using Blockchain
- Service quality of the urban public transport companies and sustainable city logistics
- Charging electric cars as a way to increase the use of energy produced from RES
- The impact of the truck loads on the braking efficiency assessment
- Application of virtual and augmented reality in automotive
- Dispatching policy evaluation for transport of ready mixed concrete
- Use of mathematical models and computer software for analysis of traffic noise
- New developments on EDR (Event Data Recorder) for automated vehicles
- General Application of Multiple Criteria Decision Making Methods for Finding the Optimal Solution in City Logistics
- The influence of the cargo weight and its position on the braking characteristics of light commercial vehicles
- Modeling the Delivery Routes Carried out by Automated Guided Vehicles when Using the Specific Mathematical Optimization Method
- Modelling of the system “driver - automation - autonomous vehicle - road”
- Limitations of the effectiveness of Weigh in Motion systems
- Long-term urban traffic monitoring based on wireless multi-sensor network
- The issue of addressing the lack of parking spaces for road freight transport in cities - a case study
- Simulation of the Use of the Material Handling Equipment in the Operation Process
- The use of simulation modelling for determining the capacity of railway lines in the Czech conditions
- Proposals for Using the NFC Technology in Regional Passenger Transport in the Slovak Republic
- Optimisation of Transport Capacity of a Railway Siding Through Construction-Reconstruction Measures
- Proposal of Methodology to Calculate Necessary Number of Autonomous Trucks for Trolleys and Efficiency Evaluation
- Special Issue: Automation in Finland
- 5G Based Machine Remote Operation Development Utilizing Digital Twin
- On-line moisture content estimation of saw dust via machine vision
- Data analysis of a paste thickener
- Programming and control for skill-based robots
- Using Digital Twin Technology in Engineering Education – Course Concept to Explore Benefits and Barriers
- Intelligent methods for root cause analysis behind the center line deviation of the steel strip
- Engaging Building Automation Data Visualisation Using Building Information Modelling and Progressive Web Application
- Real-time measurement system for determining metal concentrations in water-intensive processes
- A tool for finding inclusion clusters in steel SEM specimens
- An overview of current safety requirements for autonomous machines – review of standards
- Expertise and Uncertainty Processing with Nonlinear Scaling and Fuzzy Systems for Automation
- Towards online adaptation of digital twins
- Special Issue: ICE-SEAM 2019
- Fatigue Strength Analysis of S34MnV Steel by Accelerated Staircase Test
- The Effect of Discharge Current and Pulse-On Time on Biocompatible Zr-based BMG Sinking-EDM
- Dynamic characteristic of partially debonded sandwich of ferry ro-ro’s car deck: a numerical modeling
- Vibration-based damage identification for ship sandwich plate using finite element method
- Investigation of post-weld heat treatment (T6) and welding orientation on the strength of TIG-welded AL6061
- The effect of nozzle hole diameter of 3D printing on porosity and tensile strength parts using polylactic acid material
- Investigation of Meshing Strategy on Mechanical Behaviour of Hip Stem Implant Design Using FEA
- The effect of multi-stage modification on the performance of Savonius water turbines under the horizontal axis condition
- Special Issue: Recent Advances in Civil Engineering
- The effects of various parameters on the strengths of adhesives layer in a lightweight floor system
- Analysis of reliability of compressed masonry structures
- Estimation of Sport Facilities by Means of Technical-Economic Indicator
- Integral bridge and culvert design, Designer’s experience
- A FEM analysis of the settlement of a tall building situated on loess subsoil
- Behaviour of steel sheeting connections with self-drilling screws under variable loading
- Resistance of plug & play N type RHS truss connections
- Comparison of strength and stiffness parameters of purlins with different cross-sections of profiles
- Bearing capacity of floating geosynthetic encased columns (GEC) determined on the basis of CPTU penetration tests
- The effect of the stress distribution of anchorage and stress in the textured layer on the durability of new anchorages
- Analysis of tender procedure phases parameters for railroad construction works
- Special Issue: Terotechnology 2019
- The Use of Statistical Functions for the Selection of Laser Texturing Parameters
- Properties of Laser Additive Deposited Metallic Powder of Inconel 625
- Numerical Simulation of Laser Welding Dissimilar Low Carbon and Austenitic Steel Joint
- Assessment of Mechanical and Tribological Properties of Diamond-Like Carbon Coatings on the Ti13Nb13Zr Alloy
- Characteristics of selected measures of stress triaxiality near the crack tip for 145Cr6 steel - 3D issues for stationary cracks
- Assessment of technical risk in maintenance and improvement of a manufacturing process
- Experimental studies on the possibility of using a pulsed laser for spot welding of thin metallic foils
- Angular position control system of pneumatic artificial muscles
- The properties of lubricated friction pairs with diamond-like carbon coatings
- Effect of laser beam trajectory on pocket geometry in laser micromachining
- Special Issue: Annual Engineering and Vocational Education Conference
- The Employability Skills Needed To Face the Demands of Work in the Future: Systematic Literature Reviews
- Enhancing Higher-Order Thinking Skills in Vocational Education through Scaffolding-Problem Based Learning
- Technology-Integrated Project-Based Learning for Pre-Service Teacher Education: A Systematic Literature Review
- A Study on Water Absorption and Mechanical Properties in Epoxy-Bamboo Laminate Composite with Varying Immersion Temperatures
- Enhancing Students’ Ability in Learning Process of Programming Language using Adaptive Learning Systems: A Literature Review
- Topical Issue on Mathematical Modelling in Applied Sciences, III
- An innovative learning approach for solar power forecasting using genetic algorithm and artificial neural network
- Hands-on Learning In STEM: Revisiting Educational Robotics as a Learning Style Precursor
Articles in the same Issue
- Regular Articles
- Fabrication of aluminium covetic casts under different voltages and amperages of direct current
- Inhibition effect of the synergistic properties of 4-methyl-norvalin and 2-methoxy-4-formylphenol on the electrochemical deterioration of P4 low carbon mold steel
- Logistic regression in modeling and assessment of transport services
- Design and development of ultra-light front and rear axle of experimental vehicle
- Enhancement of cured cement using environmental waste: particleboards incorporating nano slag
- Evaluating ERP System Merging Success In Chemical Companies: System Quality, Information Quality, And Service Quality
- Accuracy of boundary layer treatments at different Reynolds scales
- Evaluation of stabiliser material using a waste additive mixture
- Optimisation of stress distribution in a highly loaded radial-axial gas microturbine using FEM
- Analysis of modern approaches for the prediction of electric energy consumption
- Surface Hardening of Aluminium Alloy with Addition of Zinc Particles by Friction Stir Processing
- Development and refinement of the Variational Method based on Polynomial Solutions of Schrödinger Equation
- Comparison of two methods for determining Q95 reference flow in the mouth of the surface catchment basin of the Meia Ponte river, state of Goiás, Brazil
- Applying Intelligent Portfolio Management to the Evaluation of Stalled Construction Projects
- Disjoint Sum of Products by Orthogonalizing Difference-Building ⴱ
- The Development of Information System with Strategic Planning for Integrated System in the Indonesian Pharmaceutical Company
- Simulation for Design and Material Selection of a Deep Placement Fertilizer Applicator for Soybean Cultivation
- Modeling transportation routes of the pick-up system using location problem: a case study
- Pinless friction stir spot welding of aluminium alloy with copper interlayer
- Roof Geometry in Building Design
- Review Articles
- Silicon-Germanium Dioxide and Aluminum Indium Gallium Arsenide-Based Acoustic Optic Modulators
- RZ Line Coding Scheme With Direct Laser Modulation for Upgrading Optical Transmission Systems
- LOGI Conference 2019
- Autonomous vans - the planning process of transport tasks
- Drivers ’reaction time research in the conditions in the real traffic
- Design and evaluation of a new intersection model to minimize congestions using VISSIM software
- Mathematical approaches for improving the efficiency of railway transport
- An experimental analysis of the driver’s attention during train driving
- Risks associated with Logistics 4.0 and their minimization using Blockchain
- Service quality of the urban public transport companies and sustainable city logistics
- Charging electric cars as a way to increase the use of energy produced from RES
- The impact of the truck loads on the braking efficiency assessment
- Application of virtual and augmented reality in automotive
- Dispatching policy evaluation for transport of ready mixed concrete
- Use of mathematical models and computer software for analysis of traffic noise
- New developments on EDR (Event Data Recorder) for automated vehicles
- General Application of Multiple Criteria Decision Making Methods for Finding the Optimal Solution in City Logistics
- The influence of the cargo weight and its position on the braking characteristics of light commercial vehicles
- Modeling the Delivery Routes Carried out by Automated Guided Vehicles when Using the Specific Mathematical Optimization Method
- Modelling of the system “driver - automation - autonomous vehicle - road”
- Limitations of the effectiveness of Weigh in Motion systems
- Long-term urban traffic monitoring based on wireless multi-sensor network
- The issue of addressing the lack of parking spaces for road freight transport in cities - a case study
- Simulation of the Use of the Material Handling Equipment in the Operation Process
- The use of simulation modelling for determining the capacity of railway lines in the Czech conditions
- Proposals for Using the NFC Technology in Regional Passenger Transport in the Slovak Republic
- Optimisation of Transport Capacity of a Railway Siding Through Construction-Reconstruction Measures
- Proposal of Methodology to Calculate Necessary Number of Autonomous Trucks for Trolleys and Efficiency Evaluation
- Special Issue: Automation in Finland
- 5G Based Machine Remote Operation Development Utilizing Digital Twin
- On-line moisture content estimation of saw dust via machine vision
- Data analysis of a paste thickener
- Programming and control for skill-based robots
- Using Digital Twin Technology in Engineering Education – Course Concept to Explore Benefits and Barriers
- Intelligent methods for root cause analysis behind the center line deviation of the steel strip
- Engaging Building Automation Data Visualisation Using Building Information Modelling and Progressive Web Application
- Real-time measurement system for determining metal concentrations in water-intensive processes
- A tool for finding inclusion clusters in steel SEM specimens
- An overview of current safety requirements for autonomous machines – review of standards
- Expertise and Uncertainty Processing with Nonlinear Scaling and Fuzzy Systems for Automation
- Towards online adaptation of digital twins
- Special Issue: ICE-SEAM 2019
- Fatigue Strength Analysis of S34MnV Steel by Accelerated Staircase Test
- The Effect of Discharge Current and Pulse-On Time on Biocompatible Zr-based BMG Sinking-EDM
- Dynamic characteristic of partially debonded sandwich of ferry ro-ro’s car deck: a numerical modeling
- Vibration-based damage identification for ship sandwich plate using finite element method
- Investigation of post-weld heat treatment (T6) and welding orientation on the strength of TIG-welded AL6061
- The effect of nozzle hole diameter of 3D printing on porosity and tensile strength parts using polylactic acid material
- Investigation of Meshing Strategy on Mechanical Behaviour of Hip Stem Implant Design Using FEA
- The effect of multi-stage modification on the performance of Savonius water turbines under the horizontal axis condition
- Special Issue: Recent Advances in Civil Engineering
- The effects of various parameters on the strengths of adhesives layer in a lightweight floor system
- Analysis of reliability of compressed masonry structures
- Estimation of Sport Facilities by Means of Technical-Economic Indicator
- Integral bridge and culvert design, Designer’s experience
- A FEM analysis of the settlement of a tall building situated on loess subsoil
- Behaviour of steel sheeting connections with self-drilling screws under variable loading
- Resistance of plug & play N type RHS truss connections
- Comparison of strength and stiffness parameters of purlins with different cross-sections of profiles
- Bearing capacity of floating geosynthetic encased columns (GEC) determined on the basis of CPTU penetration tests
- The effect of the stress distribution of anchorage and stress in the textured layer on the durability of new anchorages
- Analysis of tender procedure phases parameters for railroad construction works
- Special Issue: Terotechnology 2019
- The Use of Statistical Functions for the Selection of Laser Texturing Parameters
- Properties of Laser Additive Deposited Metallic Powder of Inconel 625
- Numerical Simulation of Laser Welding Dissimilar Low Carbon and Austenitic Steel Joint
- Assessment of Mechanical and Tribological Properties of Diamond-Like Carbon Coatings on the Ti13Nb13Zr Alloy
- Characteristics of selected measures of stress triaxiality near the crack tip for 145Cr6 steel - 3D issues for stationary cracks
- Assessment of technical risk in maintenance and improvement of a manufacturing process
- Experimental studies on the possibility of using a pulsed laser for spot welding of thin metallic foils
- Angular position control system of pneumatic artificial muscles
- The properties of lubricated friction pairs with diamond-like carbon coatings
- Effect of laser beam trajectory on pocket geometry in laser micromachining
- Special Issue: Annual Engineering and Vocational Education Conference
- The Employability Skills Needed To Face the Demands of Work in the Future: Systematic Literature Reviews
- Enhancing Higher-Order Thinking Skills in Vocational Education through Scaffolding-Problem Based Learning
- Technology-Integrated Project-Based Learning for Pre-Service Teacher Education: A Systematic Literature Review
- A Study on Water Absorption and Mechanical Properties in Epoxy-Bamboo Laminate Composite with Varying Immersion Temperatures
- Enhancing Students’ Ability in Learning Process of Programming Language using Adaptive Learning Systems: A Literature Review
- Topical Issue on Mathematical Modelling in Applied Sciences, III
- An innovative learning approach for solar power forecasting using genetic algorithm and artificial neural network
- Hands-on Learning In STEM: Revisiting Educational Robotics as a Learning Style Precursor