Endpoint prediction of BOF steelmaking based on state-of-the-art machine learning and deep learning algorithms
-
Tian-yi Xie

 ,
Fei Zhang
,
Fei Zhang

Abstract
To enhance the efficiency and sustainability, technical preparations were made for eliminating the Temperature, Sample, Oxygen test of basic oxygen furnace (BOF) steelmaking process in this work. Utilizing data from 13,528 heats and state-of-the-art (SOTA) machine learning (ML) and deep learning algorithms, data-driven models with different types of inputs were developed, marking the first use of time series data (off-gas profiles and blowing practice related curves) for BOF steelmaking’s endpoint prediction, and the tabular features were expanded to 45. The prediction targets are molten steel’s concentrations of phosphorus (Endpoint [P], %) and carbon (Endpoint [C], %), and temperature (Endpoint-Temp, °C). The optimal models for each target were implemented at a Hesteel Group’s BOF steelmaking facility. Initially, SOTA ML models (XGBoost, LightGBM, Catboost, TabNet) were employed to predict Endpoint [P]/[C]/Temp with tabular data. The best mean absolute errors (MAE) achieved were 2.276 × 10−3% (Catboost), 6.916 × 10−3% (Catboost), and 7.955°C (LightGBM), respectively, which surpassed the conventional models’ performance. The prediction MAEs of the conventional models with the same inputs for Endpoint [P]/[C]/Temp were 3.158 × 10−3%, 7.534 × 10−3%, and 9.150°C (Back Propagation neural network) and 2.710 × 10−3%, 7.316 × 10−3%, and 8.310°C (Support Vector Regression). Subsequently, predictions were explored to be made using SOTA time series analysis models (1D ResCNN, TCN, OmniScaleCNN, eXplainable Convolutional neural network (XCM), Time-Series Transformer, LSTM-FCN, D-linear) with the original time series data and SOTA image analysis models (Pre-activation ResNet, DenseNet, DLA, Dual path networks (DPN), GoogleNet, Vision Transformer) with resized time series data. Finally, the concat-model and the paral-model architectures were designed for making predictions with both tabular data and time series data. It was determined that the concat-Model with TCN and ResCNN as the backbone exhibited the highest accuracy. It’s MAE for predicting Endpoint [P]/[C]/Temp reaches 2.153 × 10−3%, 6.413 × 10−3%, and 5.780°C, respectively, with field test’s MAE at 2.394 × 10−3%, 6.231 × 10−3%, and 7.679°C. Detailed results of the importance analysis for tabular data and time series are provided.
1 Introduction
Basic oxygen furnace (BOF) steelmaking stands as the predominant method globally, constituting 60% of steel production by 2000. In its high-temperature chemical process, it is paramount to precisely control the temperature and critical contents of chemical elements (such as carbon and phosphorus) of molten steel at the endpoint. This is achieved by blowing oxygen into a blend of scrap, hot metal, and additives. The endpoint measurement in BOF steelmaking serves as a direct indicator of molten steel quality, which is vital for subsequent processes. Currently, the Temperature, Sample, Oxygen (TSO) test is widely utilized as the endpoint measurement method. In this test, the temperature and oxygen content of molten steel are directly measured, and steel samples are taken for further laboratory chemical testing by a sub-lance at the end of blowing. While this method is quite efficient for endpoint measurement, it does exhibit several drawbacks:
Delay of chemistry results: Crucial chemistry values require laboratory testing for 3–5 min, rendering them too tardy to determine the steel quality and guide the steelmaking process.
Additional cost: Sub-lance’s sampler is disposable, and the maintenance of sub-lance and its cooling system need continuous investment, resulting in high operation costs, pollution, and carbon emissions.
Inadequate testing success rate: The success rate of TSO measurements is less than 90%.
The identified drawbacks present substantial challenges in achieving timely endpoint control, full automation of the BOF steelmaking process, as well as in optimizing costs and sustainability. Accurately predicting endpoint values could obviate the corresponding sampling and measuring processes, thereby enhancing steelmaking efficiency, endpoint control, and sustainability., This study implemented the following measures for predicting the targets (Endpoint [P] (%), Endpoint [C] (%), and Endpoint-Temp (°C)): (1) Large-scale data collected from 13,528 heats was utilized, with the tabular features expanded to 45. Additionally, time series data can reflect entire steelmaking process was introduced as input of data-driven endpoint prediction model for the first time. (2) state-of-the-art (SOTA) and deep learning (DL) models were used for prediction. Certainly, here is a more detailed description of the main contents of this study:
Historical data from 5,562 heats were selected for the prediction of Endpoint [P] and Endpoint [C], while data from 7,060 heats were utilized for predicting Endpoint-Temp, all derived from the raw data of 13,528 heats. Comprehensive feature engineering and importance analysis were conducted for both time series and tabular data.
Predictions were conducted using SOTA machine learning (ML) models (XGBoost, LightGBM, Catboost, TabNet) along with 45 tabular features comprising information from hot metal, scrap, additives, preset values, and blowing practice. Additionally, Back propagation neural network (BP-NN) and Support Vector Regression (SVR) were implemented, with their performance serving as a control.
Off-gas and blowing practice-related time series data were introduced as input for the data-driven endpoint prediction model for the first time. SOTA DL models for time series analysis (1D ResCNN, TCN, OmniScaleCNN, eXplainable Convolutional neural network (XCM), Time-Series Transformer [TST], Long short-term memory-full convolutional neural network [LSTM-FCN), D-linear) and image processing (Pre-activation ResNet, DenseNet, DLA, Dual path networks (DPN), GoogleNet, Vision Transformer) were implemented to make predictions using original and resized time series data, respectively.
Two mixed-input models, named concat-model and paral-model, were proposed to enhance prediction accuracy. These models utilize both tabular data and normalized time series as inputs. Their performance was evaluated using various DL backbones (1D ResCNN, TCN, OmniScaleCNN, XCM, TST, LSTM-FCN, D-linear), and comparisons were made to determine the most effective configuration.
An online prediction human-machine interface (HMI) was developed, incorporating models with the best performance for each target. This HMI was deployed in practical field production, and field test results from 300 heats were recorded. The interface design and detailed field test results are elaborated upon.
2 Related literature review
For endpoint prediction for BOF steelmaking, the following approaches have been adopted in previous studies:
Utilize theoretical models based on material balance, heat balance, thermodynamics, and kinetics to make predictions. This theoretical modeling approach idealizes the steelmaking process, resulting in poor predictive performance. For example, Wang et al. [1] proposed a model with oxygen balance, whose hit rate was only 62%, with an average error of within 3%.
Utilize tabular data and either original or modified BP-NN for prediction. The models’ inputs consist of static information such as molten iron, scrap, and additives. For example, with tabular inputs, He and Zhang [2] proposed a BP-NN modified with principal component analysis (PCA-BP), and Wang et al. [3] proposed a BP-NN modified with genetic algorithm (GA-BP). Compared to theoretical models, these models exhibit a significant improvement in hit rates, achieving hit rate of 84–90%. There are more similar studies [4,5,6,7,8,9,10]. The models only considered initial conditions and static process data, leading to lower robustness.
Utilize tabular data and either original or modified support vector machine (SVM) for predictions. The advantages and disadvantages of this approach are like those of using BP-NNs. Gao et al. [11] proposed a k-nearest neighbor-based weighted twin SVR, and there are more similar studies [8,12,13]. The hitting rate was 86–93%.
Utilize ML models with flame related data for prediction. Shao et al. [14] proposed a model based on SVM and flame radiation, and Zhou et al. [15] proposed a model based on SVM and flame spectrum. This method is also used in various studies [15,16,17], with its accuracy being like that of using tabular data but requiring additional equipment. If training directly using flame images, it would lead to a larger dataset.
Through the related literature review and the survey [17,18,19,20,21,22], it has been found that the accuracy of ML models used in previous studies has been surpassed by more advanced models. Furthermore, the data utilized in these studies are often static or represent a specific moment, thus failing to cover the entire steelmaking process. In this study, time-series data that cover the entire steelmaking process was introduced, and SOTA ML and DL algorithms were employed for prediction.
3 Data description and training process
The dataset was divided into three subsets: 70% for the training set, 20% for the validation set, and the remaining 10% for the test set. The data utilized for prediction comprises three categories: time series data, tabular data, and mixed data. Since data from the BOF steelmaking plan used three significant figures, all the data in this work adopted three significant figures. Their individual descriptions are provided as follows:
3.1 Time series data
A time series consists of a sequence of random variables arranged chronologically. In a two-dimensional context, it typically represents the curves of the target process, sampling values at a specified rate, and with uniform time intervals. The time series data for TSO prediction consists of seven curves, which are curves of off-gas total flow (Gas-Flow), lance height (Lc-Height), cumulative oxygen consumption (O2-Blow), and gas percentage of carbon monoxide (GP-CO), carbon dioxide (GP-CO2), oxygen (GP-O2), and hydrogen (GP-H2). Off-gas refers to the reaction gas produced during BOF steelmaking. The off-gas profile refers to the collective term for percentage amount curves of four gases, which sensitively reflect the steelmaking reactions. Depending on the sampling sequence of the BOF system, the time interval between each time step is 1 s. As the steelmaking time varies for each heat, all the time series were zero-padded to 1,024 time-steps. An example of an original time series is illustrated in Figure 1.

An example of an un-padded time series. (a) Off-gas profile; (b) curves of oxygen lance height, accumulative oxygen consumption, and off-gas flow rate.
3.2 Tabular data
The columns in tabular data define the features (tabular features), while the rows represent the values of each heat for these features. Table 1 displays the features of tabular data and their distribution. It consists of features of endpoint targets, information of hot metal, scraps, additives, blowing practices, and Temperature, Sample, Carbon test (TSC) related features. The pre-set oxygen blown values came from second calculation.
Descriptive statistic of tabular data
| Features | Unit | Maximum | Minimum | Mean | Std |
|---|---|---|---|---|---|
| Endpoint target Temp | °C | 1685.001 | 1610.001 | 1644.705 | 14.920 |
| Endpoint target [C] | % | 0.056 | 0.031 | 0.046 | 0.006 |
| Hot metal [C] | % | 4.999 | 3.494 | 4.409 | 0.133 |
| Hot metal [Si] | % | 0.651 | 0.070 | 0.309 | 0.068 |
| Hot metal [Mn] | % | 0.301 | 0.060 | 0.123 | 0.022 |
| Hot metal [P] | % | 0.156 | 0.058 | 0.108 | 0.014 |
| Hot metal [S] | % | 0.099 | 0.001 | 0.011 | 0.014 |
| Hot metal [V] | % | 0.331 | 0.001 | 0.038 | 0.013 |
| Hot metal [Ti] | % | 0.128 | 0.006 | 0.065 | 0.017 |
| Hot metal weight | kg | 267900.001 | 198900.001 | 248804.546 | 9366.625 |
| Hot metal Temp | °C | 1450.000 | 1251.000 | 1364.275 | 35.460 |
| Heavy scrap | t | 44.797 | 0.000 | 3.773 | 5.892 |
| Small scrap | t | 25.704 | 0.000 | 3.260 | 4.555 |
| Hasco (initial processing) | t | 49.961 | 0.000 | 1.849 | 2.725 |
| Hasco (secondary processing) | t | 15.589 | 0.000 | 1.754 | 2.562 |
| Recycle slag steel | t | 6.391 | 0.000 | 0.017 | 0.229 |
| Iron block | t | 32.790 | 0.000 | 2.899 | 6.773 |
| Self-product scrap | t | 36.057 | 0.000 | 1.721 | 3.989 |
| Recycle scrap | t | 20.081 | 0.000 | 2.973 | 2.536 |
| Other scrap | t | 26.647 | 0.000 | 1.253 | 3.316 |
| Sinter (before TSC) | t | 10.018 | 0.000 | 0.102 | 0.830 |
| Coke (before TSC) | t | 1.877 | 0.000 | 0.004 | 0.063 |
| Newman ore (before TSC) | t | 17.695 | 0.000 | 4.027 | 3.648 |
| Iron oxide balls (before TSC) | t | 17.315 | 0.000 | 0.244 | 1.312 |
| MgO-C (before TSC) | t | 0.524 | 0.000 | 0.005 | 0.032 |
| Burn-Dolomite (before TSC) | t | 6.874 | 0.066 | 3.400 | 0.774 |
| Lime (before TSC) | t | 13.851 | 1.998 | 7.037 | 1.457 |
| Burn-MgO-C (before TSC) | t | 1.249 | 0.000 | 0.006 | 0.050 |
| Limestone (before TSC) | t | 5.649 | 0.000 | 0.339 | 0.582 |
| Dolomite (before TSC) | t | 8.323 | 0.000 | 0.748 | 0.827 |
| FeSi75 (before TSC) | t | 1.468 | 0.000 | 0.006 | 0.060 |
| Iron oxide (before TSC) | t | 10.209 | 0.000 | 0.655 | 1.374 |
| Sinter (after TSC) | t | 3.841 | 0.000 | 0.026 | 0.240 |
| Newman ore (after TSC) | t | 10.995 | 0.000 | 0.633 | 0.821 |
| Iron oxide balls (after TSC) | t | 4.310 | 0.000 | 0.072 | 0.398 |
| Burn-Dolomite (after TSC) | t | 5.091 | 0.000 | 0.015 | 0.155 |
| Lime (after TSC) | t | 11.935 | 0.000 | 0.018 | 0.324 |
| Limestone (after TSC) | t | 3.544 | 0.000 | 0.008 | 0.071 |
| Dolomite (after TSC) | t | 1.735 | 0.000 | 0.037 | 0.136 |
| Iron oxide (after TSC) | t | 3.613 | 0.000 | 0.070 | 0.276 |
| Pre-set oxygen blown | m3 | 12605.501 | 8853.501 | 10671.224 | 872.056 |
| oxygen blown | m3 | 12452.852 | 8856.386 | 10656.900 | 649.776 |
| oxygen blown before TSC | m3 | 11172.347 | 5767.721 | 9108.811 | 549.165 |
| TSC-Temp | °C | 1649.901 | 1513.401 | 1588.004 | 22.501 |
| TSC-thermal arrest [C] | % | 1.073 | 0.101 | 0.469 | 0.138 |
3.3 Mixed data
Mixed data contained both tabular and time series data.
3.4 Targets and error metrics
The targets are molten steel’s contents of phosphorus (Endpoint [P] (%)), carbon (Endpoint [C] (%)), and temperature (Endpoint-Temp (°C)) in endpoint. The target values in dataset are measured from TSO test. The distributions and relationships of the targets are shown in Figure 2.

The statistical distributions and relationships of the targets.
Combinatorial metrics were used to evaluate the model. The basic metrics adopted were
The proportion of the predicted value distributes within
The proportion of the predicted value of Endpoint-Temp distributes within
3.5 Hyper-parameters tuning
The models were auto tuned with Bayesian optimization for 2,000 trials. Then, manual tuning is used to further adjust the hyper-parameters. The hyper-parameter boundaries and optimum hyper-parameters for ML models and the best models are detailed in the appendix.
4 Methodology
4.1 ML with tabular data
The subsequent ML models are employed for predicting endpoint values using tabular data. It is a data mining process, and the inputs are tabular data.
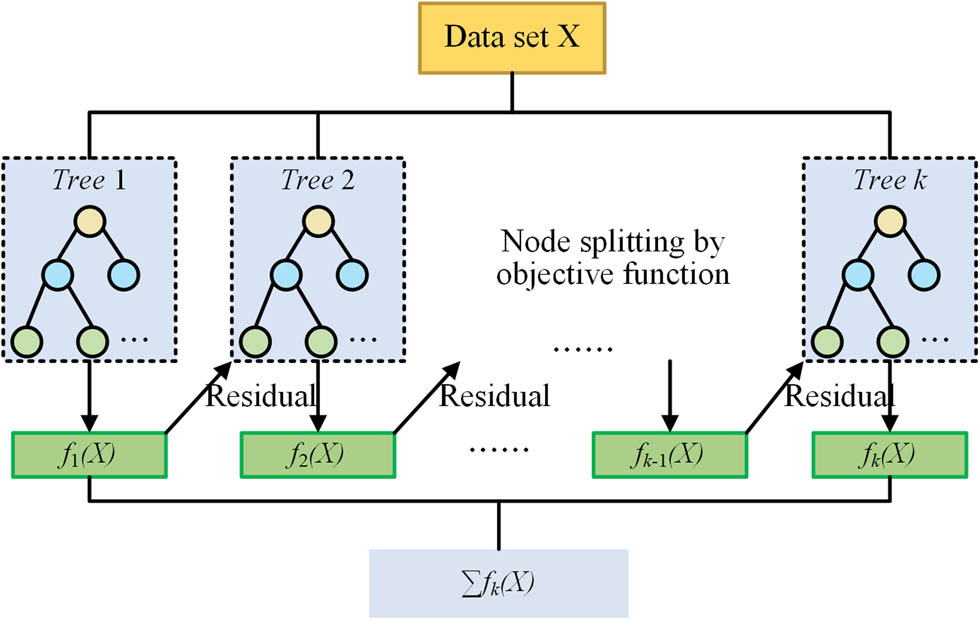
XGBoost [23]. XGBoost is an ML algorithm rooted in the gradient boosting framework, employing CART decision trees as its base learner. It enhances performance by integrating second-order Taylor series expansion and regularization into the loss function, optimizing it using the Newton-Raphson method rather than gradient descent. Furthermore, it implements techniques such as shrinkage, column subsampling, handling missing values, and feature block arrangement to improve predictive accuracy. Its structure is shown in Figure 3. It has the advantages of regularization that helps simplify models and prevent overfitting. However, it suffers from an abundance of algorithm parameters and is not suitable for handling ultra-high-dimensional feature data.
Structure of XGBoost,
LightGBM [24]. LightGBM is an ML algorithm rooted in the gradient boosting framework. It introduces innovation through the histogram algorithm, which discretizes continuous float eigenvalues into

Structure of LightGBM.
CatBoost [25]. CatBoost is an ML algorithm built upon the gradient boosting framework, utilizing oblivious trees as its base learner. It incorporates techniques such as null value processing, ordered target statistics encoding, and feature combinations to handle categorical features effectively. To address prediction shift issues, CatBoost employs an ordered boosting algorithm. Notably, it conducts categorical feature processing during training rather than as a pre-processing step. During the training process, CatBoost computes both random combinations of target statistics

Structure of CatBoost,
TabNet [26]. TabNet is a neural network-based ML algorithm that employs the sequential attention mechanism to mimic decision tree algorithms. Sequential attention consists of two crucial steps: utilizing the Attentive Transformer to identify important features and employing the Feature Transformer to convert feature values into a feature map. Both the Attentive Transformer and Feature Transformer utilize a feature block composed of a fully connected layer, batch normalization layer, and gated linear unit activation function in sequence as their base learner. Sparse regularization is utilized as the loss function. It is more suitable for fine-tuning and transfer learning, but it is prone to overfitting. Its structure is shown in Figure 6.

Structure of TabNet: (a) Tabnet encoder structure, Agg. is aggregate process, (b) Tabnet decoder structure, (c) feature transformer structure, and (d) attentive transformer structure.
Importance analysis. Aside from data mining, further analysis of feature importance in tabular data is conducted based on the average scaled importance values assigned to each feature by all models above. This analysis combines these importance values with the slope sign derived from linear regression results. The culmination of this analysis is presented in Section 5.
4.2 Time series analysis models with time series data
After padding and channel-wise standardization, the time series is input into the following models to predict TSO values. The input time series has dimensions of 7 channels and 1,024 time-steps. The following are SOTA models for different time series classification and prediction tasks (these two tasks are collectively referred to as time series analysis). They efficiently extract features from time series data and make accurate predictions. Their outputs are flattened and project to single values. The following is a brief overview of each model.
1D ResCNN (ResCNN) [27]. ResCNN is a convolutional neural network (CNN) using residual connections. To enhance the robustness of the model, residual block was fixed to the first three convolutional layers and different activation functions were adopted in different layers. In case of overfitting, global average pooling is applied instead of fully connected layer.
TCN [28]. TCN is a model based on one-dimensional (1D) CNN. Its main characteristics are causal convolution, dilation convolution, and residual connection. Causal convolution ensures that the output of each time step is only related to previous time step. And dilation convolution enhances the limited receptive field of causal convolution.
OmniScaleCNN (OS-CNN) [29]. OS-CNN is a model based on 1D CNN. Omni-Scale Block was proposed to increase 1D CNN receptive field and improve model robustness. This block automatically adjusts the kernel size and receptive field according to different time series to get the highest accuracy.
XCM [30]. XCM is a compact model based on 1D CNN. It accurately identifies and utilizes important time steps by Gradient-weighted Class Activation Mapping, which is a post hoc model-specific explainability method.
TST [31]. TST is based on self-attention mechanism. Its base learner is self-attention layer that consists of multi-head attention network, feedforward network, and residual connection. The TST framework introduces an unsupervised pre-training regimen to provide significant performance benefits.
LSTM-FCN [32]. LSTM-FCN uses both LSTM module and FCN module. The time series sensitivity is enhanced by adding LSTM modules. In particular, there are 1D CNN layers with batch normalization and layers with shuffle and dropout. The output of FCN and LSTM is concatenate as the final output.
D-linear [33]. The main feature extraction mechanism of the D-linear model is a linear layer network. It decomposes historical time series data into trend and remainder components with linear layer networks. Positional encoding is introduced during the decomposition to preserve sorting information. In this study, D-Linear-I was utilized to address underfitting resulting from weight sharing between different features, ensuring each feature has its independent linear layer.
The structures of time series analysis models are shown in Figure 7

The structure of all the time series analysis models. The outputs of all models are flattened and processed by a fully connected layer with dropout to produce a single output, and training will be conducted using the rooted mean squared error (RMSE) loss function. And Conv1d is 1D convolutional network, Conv2d is two-dimensional convolutional network.
Importance analysis of time series. After TSO prediction, for further studying the relationship between TSO values and time series data, a single-layer gated recurrent unit (GRU) network based on the attention mechanism was developed. The hidden of the last time step was taken as Query, the hidden of each time step was taken as Key and Value for dot product according to equation (1) [30]. By extracting the dot product results after Softmax operation, the weights (importance) of each time step can be obtained. With another single-layer attention based GRU with permuted time series, the weights of each channel can be also received.
4.3 Image analysis models with time series data
Each time series sequence tensor, consisting of 1,024 time-steps and 7 channels, was resized to a 32 × 32 image tensor with 7 channels to facilitate higher-dimensional feature extraction. This transformation converted endpoint prediction into an image regression task. SOTA image classification and regression (collectively referred to as image analysis) models were modified for image regression. The outputs of the models were flattened and projected to single values.
Pre-activation ResNet [34]. Pre-activation ResNet is founded upon CNNs, emphasizing direct transmission of feature information between modules. In its architecture, the conventional residual block is substituted with two sequentially arranged modules comprising batch normalization, ReLU functions, and convolutional layers. This substitution alleviates the training complexity of deep networks while preserving the model’s parameter capacity.
DenseNet [35]. DenseNet is a CNN architecture designed to address the issue of gradient vanishing. In the DenseNet structure, each layer’s input is derived from the outputs of all preceding layers, establishing direct connections from early layers to later ones. Batch normalization and ReLU activation functions are employed between each convolutional layer. This design promotes information flow throughout the network, facilitating efficient gradient propagation and enhancing training performance.
Deep layer aggregation (DLA) [36]. DLA serves as a foundational structure for consolidating deep networks. It encompasses two distinct types of aggregations: Iterative deep aggregation (IDA) and Hierarchical deep aggregation (HDA). In IDA, the aggregation node’s input comprises the output of the current stage and the previous node. Conversely, in HDA, the aggregation node’s input consists of the outputs of blocks and the preceding node, while the aggregation node’s output is also fed into the subsequent set of blocks. In this study, DLA, based on two-dimensional convolutional networks, utilizes IDA to amalgamate stages and HDA to consolidate blocks within each stage.
Dual path networks (DPN) [37]. DPN is a model that integrates key features from ResNet and DenseNet architectures. The practical implementation of the DPN network adopts ResNeXt, leveraging group convolution instead of ResNet, as the primary component. This modification effectively enhances the learning capacity of each block while mitigating the rapid expansion of DenseNet channels. Subsequently, slice and concatenate layers are applied to introduce additional DenseNet pathways. Notably, split and elementwise addition operations are performed on the outputs of both model components.
GoogleNet (Inception-ResNet v2) [38]. GoogleNet, founded on CNNs, introduces the inception module, aimed at reducing model parameters and enhancing network complexity. Inception-ResNet v2, an advancement over GoogleNet, incorporates residual connections to enable a deeper model structure. Key components include inception modules such as the Inception-ResNet-A block, utilizing 1 × 1 and 3 × 3 convolutions with residual connections, the Inception-ResNet-B block employing 1 × 1, 1 × n, and n × 1 convolutions with residual connections, and the Inception-ResNet-C block integrating 1 × 1, 1 × 3, and 3 × 1 convolutions with residual connections. In comparison to Inception V4, it offers greater ease of tuning.
Vision transformer (VIT) [39]. Vision transformer is rooted in the transformer architecture. It introduces a multi-head attention mechanism utilizing dot product, where each transformer layer comprises layer normalization, a feedforward network, and multi-head attention sequentially, with residual connections. VIT begins by embedding and projecting a patched image (C × H × W) to resize it to C × D. Following patch embedding and position embedding, the transformed image is forwarded to the transformer encoder to produce the final output.
The schematic diagram of the image regression process and the structures of SOTA backbones used are depicted in Figure 8.

Diagram of the image regression process and the structures of SOTA backbones. (a) Diagram of the image regression process. The structures are (b) Pre-activation ResNet; (c) DenseNet; (d) DLA; (e) DPN; (f) GoogleNet; and (g) VIT.
4.4 Concat-model and paral-model with mixed data
To further explore methods for optimizing the utilization of available data and enhancing prediction accuracy, two DL architectures were designed for making prediction with both tabular and time series data. Their architectures are shown in Figure 9.

Architectures of (a) Concat-model and (b) paral-model, FC is fully connected layer. For keeping the same complexity, the tabular data are embedded in the same pattern.
The first architecture is named concat-model. It involves embedded and reshaped tabular data, then concatenating it with the time series data in the channel dimension to form a new sequence. This new sequence will be input into time series analysis models for prediction.
The second architecture is dubbed the paral-model. It employs time series analysis models to handle time series data, while simultaneously utilizing a tabular data processing network composed of fully connected layers with dropout to process tabular data. The outputs of these two networks are added, flattened, and projected as the final output.
5 Results and analysis
5.1 Results of tabular feature importance
Figure 10 shows the tabular features and their feature importance in different tasks. And Figure 10 shows the distribution of importance across channels and time steps for the time series data in different prediction tasks. The features related to hot metal and oxygen blowing are more important in each task. The features related to additives are of lower importance.

Importance analysis result for different task.
Time series data from 300 heats were randomly chosen for channel and time step importance analysis. Figure 11 is importance analysis results of time series data. It demonstrates that time series data exhibit comparable distributions of time step and channel importance for predicting Endpoint [P] and Endpoint [C]. Later stage time steps and channels of O2-blow, flow, and CO are more crucial for predicting Endpoint [P]/[C]. However, for Endpoint-Temp, mid-stage time steps are more important, while channels of GP-CO, GP-CO2, and GP-O2 exhibit lower importance for prediction. For each target, the blowing practice related curves are more important.

Importance analysis results of time series data’s time steps and channels in different task.
5.2 Results of ML with tabular data
The prediction results of test set are shown in Table 2. Conventional BP-NN and SVR are also considered, and their performance are also listed and compared. The best values are given in bold.
Performance of ML models with tabular data in different tasks
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | XGBoost | 2.313 × 10−3 | 9.408 × 10−6 | 0.402 | 0.573 | 0.706 |
| LightGBM | 2.326 × 10−3 | 9.400 × 10−6 | 0.397 | 0.567 | 0.707 | |
| CatBoost | 2.276 × 10 −3 | 8.985 × 10 −6 | 0.391 | 0.560 | 0.715 | |
| TabNet | 2.365 × 10−3 | 9.561 × 10−6 | 0.391 | 0.555 | 0.672 | |
| BP-NN | 3.158 × 10−3 | 1.554 × 10−5 | 0.282 | 0.418 | 0.542 | |
| SVR | 2.710 × 10−3 | 1.197 × 10−5 | 0.323 | 0.461 | 0.607 | |
| Endpoint [C]/% | XGBoost | 7.018 × 10−3 | 8.768 × 10−5 | 0.381 | 0.569 | 0.701 |
| LightGBM | 6.976 × 10−3 | 8.706 × 10−5 | 0.401 | 0.571 | 0.705 | |
| CatBoost | 6.916 × 10 −3 | 8.754 × 10 −5 | 0.409 | 0.556 | 0.721 | |
| TabNet | 7.066 × 10−3 | 8.723 × 10−5 | 0.369 | 0.560 | 0.707 | |
| BP-NN | 7.534 × 10−3 | 1.007 × 10−4 | 0.379 | 0.535 | 0.678 | |
| SVR | 7.316 × 10−3 | 9.443 × 10−5 | 0.360 | 0.540 | 0.705 | |
| Endpoint-Temp/°C | XGBoost | 7.964 | 103.637 | 0.686 | 0.879 | 0.949 |
| LightGBM | 7.955 | 101.776 | 0.690 | 0.855 | 0.947 | |
| CatBoost | 8.009 | 110.909 | 0.692 | 0.871 | 0.957 | |
| TabNet | 8.258 | 113.576 | 0.663 | 0.861 | 0.943 | |
| BP-NN | 9.150 | 129.957 | 0.610 | 0.811 | 0.920 | |
| SVR | 8.310 | 108.674 | 0.658 | 0.851 | 0.947 |
Bold values represent best values for each task.
Table 2 indicates that the targets exhibit high predictability with tabular data. Across the same task, the discrepancy in accuracy among models was minimal. Additionally, most predicted values fell within
5.3 Results of time series analysis models with time series data
The performance of time series analysis models with different SOTA backbones on the test set is presented in Table 3, and the models are named with the backbones’ name. The best values are given in bold. The training strategies are demonstrated in appendix section.
Performance of time series analysis models with time series data in different tasks
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | ResCNN | 2.516 × 10−3 | 1.057 × 10−5 | 0.343 | 0.501 | 0.657 |
| TCN | 2.594 × 10−3 | 1.162 × 10−5 | 0.357 | 0.517 | 0.643 | |
| OS-CNN | 2.499 × 10 −3 | 1.042 × 10 −5 | 0.368 | 0.521 | 0.673 | |
| XCM | 2.769 × 10−3 | 1.273 × 10−5 | 0.339 | 0.485 | 0.632 | |
| TST | 2.628 × 10−3 | 1.140 × 10−5 | 0.339 | 0.517 | 0.636 | |
| LSTM-FCN | 2.930 × 10−3 | 1.378 × 10−5 | 0.320 | 0.452 | 0.587 | |
| D-linear | 2.517 × 10−3 | 1.094 × 10−5 | 0.386 | 0.521 | 0.659 | |
| Endpoint [C]/% | ResCNN | 6.791 × 10 −3 | 8.674 × 10 −5 | 0.435 | 0.585 | 0.750 |
| TCN | 7.297 × 10−3 | 9.413 × 10−5 | 0.404 | 0.551 | 0.694 | |
| OS-CNN | 7.269 × 10−3 | 1.054 × 10−4 | 0.406 | 0.585 | 0.732 | |
| XCM | 7.601 × 10−3 | 9.905 × 10−5 | 0.365 | 0.562 | 0.687 | |
| TST | 7.485 × 10−3 | 9.543 × 10−5 | 0.385 | 0.539 | 0.671 | |
| LSTM-FCN | 7.321 × 10−3 | 9.556 × 10−5 | 0.390 | 0.544 | 0.691 | |
| D-linear | 7.344 × 10−3 | 9.576 × 10−5 | 0.367 | 0.535 | 0.694 | |
| Endpoint-Temp/°C | ResCNN | 10.366 | 168.310 | 0.553 | 0.759 | 0.884 |
| TCN | 11.437 | 209.552 | 0.528 | 0.699 | 0.825 | |
| OS-CNN | 10.169 | 164.668 | 0.567 | 0.759 | 0.891 | |
| XCM | 11.925 | 233.993 | 0.496 | 0.692 | 0.835 | |
| TST | 10.420 | 176.275 | 0.554 | 0.753 | 0.862 | |
| LSTM-FCN | 11.600 | 216.666 | 0.510 | 0.710 | 0.851 | |
| D-linear | 11.493 | 209.301 | 0.517 | 0.705 | 0.841 |
Bold values represent best values for each task.
According to Table 3, approximately 70% of the predicted values for Endpoint [C] and Endpoint [P] fell within
5.4 Results of image analysis models with time series data
The performance of image analysis models utilizing different SOTA backbones is depicted in Table 4. Model names are the same as backbones’ name. The best values are given in bold. Table 4 indicates that image analysis models did not enhance forecasting accuracy. The best prediction effect of image analysis models with different backbone is similar to time series models. However, in practical scenarios, after hyperparameter tuning, image analysis models necessitate more parameters and are more prone to overfitting. Therefore, if only time series data are accessible for forecasting, time series DL models are recommended.
Performance of image analysis models with time series data for different tasks
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | ResNet | 3.132 × 10−3 | 1.553 × 10−5 | 0.269 | 0.399 | 0.544 |
| DenseNet | 2.540 × 10 −3 | 1.117 × 10−5 | 0.386 | 0.521 | 0.632 | |
| DLA | 2.587 × 10−3 | 1.116 × 10−5 | 0.356 | 0.501 | 0.636 | |
| DPN | 2.548 × 10−3 | 1.072 × 10−5 | 0.341 | 0.515 | 0.648 | |
| GoogleNet | 2.554 × 10−3 | 1.121 × 10−5 | 0.361 | 0.531 | 0.659 | |
| VIT | 2.587 × 10−3 | 1.109 × 10 −5 | 0.356 | 0.503 | 0.646 | |
| Endpoint [C]/% | ResNet | 7.469 × 10−3 | 1.020 × 10−4 | 0.388 | 0.564 | 0.691 |
| DenseNet | 6.878 × 10 −3 | 8.728 × 10 −5 | 0.404 | 0.612 | 0.739 | |
| DLA | 7.520 × 10−3 | 9.540 × 10−5 | 0.361 | 0.526 | 0.657 | |
| DPN | 7.245 × 10−3 | 9.409 × 10−5 | 0.390 | 0.571 | 0.732 | |
| GoogleNet | 7.295 × 10−3 | 9.355 × 10−5 | 0.401 | 0.562 | 0.689 | |
| VIT | 7.558 × 10−3 | 1.006 × 10−5 | 0.381 | 0.526 | 0.683 | |
| Endpoint-Temp/°C | ResNet | 11.377 | 200.414 | 0.509 | 0.736 | 0.847 |
| DenseNet | 12.070 | 224.581 | 0.490 | 0.688 | 0.817 | |
| DLA | 11.195 | 193.361 | 0.501 | 0.727 | 0.854 | |
| DPN | 10.169 | 170.382 | 0.577 | 0.770 | 0.878 | |
| GoogleNet | 10.493 | 175.325 | 0.558 | 0.746 | 0.871 | |
| VIT | 10.827 | 186.404 | 0.534 | 0.736 | 0.859 |
Bold values represent best values for each task.
5.5 Results of concat-model and paral-model with mixed data
The prediction of concat-model and paral-model with different backbones is shown in Tables 5 and 6. They demonstrate that using mixed data with DL models can enhance the prediction accuracy of Endpoint [P]/[C]/Temp compared to using only time series data, especially for Endpoint-Temp. The concat-model outperforms the paral-model, achieving higher accuracy and reducing MAE by 4–10%. These findings suggest that a DL model using composite inputs may perform better than a DL model using only one of the inputs. At the same time, the way of feature merging also affects the prediction efficiency. The earlier the feature fusion is performed, the higher the feature fusion efficiency may be. Besides, the results also show that a single network can extract information from merged features efficiently. The best values are given in bold.
Performance of concat-model with different backbones in different tasks
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | ResCNN | 2.361 × 10−3 | 9.768 × 10−6 | 0.388 | 0.555 | 0.698 |
| TCN | 2.163 × 10 −3 | 8.147 × 10 −6 | 0.420 | 0.582 | 0.743 | |
| OS-CNN | 2.264 × 10−3 | 8.862 × 10−6 | 0.391 | 0.555 | 0.720 | |
| XCM | 2.471 × 10−3 | 1.057 × 10−5 | 0.381 | 0.558 | 0.672 | |
| TST | 2.181 × 10−3 | 8.234 × 10−6 | 0.418 | 0.582 | 0.741 | |
| LSTM-FCN | 2.186 × 10−3 | 8.274 × 10−6 | 0.404 | 0.591 | 0.732 | |
| D-linear | 2.184 × 10−3 | 8.360 × 10−6 | 0.404 | 0.571 | 0.745 | |
| Endpoint [C]/% | ResCNN | 6.475 × 10 −3 | 7.724 × 10 −5 | 0.435 | 0.598 | 0.750 |
| TCN | 7.246 × 10−3 | 9.253 × 10−5 | 0.401 | 0.571 | 0.698 | |
| OS-CNN | 7.004 × 10−3 | 8.331 × 10−5 | 0.363 | 0.560 | 0.700 | |
| XCM | 7.253 × 10−3 | 9.630 × 10−5 | 0.415 | 0.553 | 0.687 | |
| TST | 6.865 × 10−3 | 8.130 × 10−5 | 0.406 | 0.578 | 0.716 | |
| LSTM-FCN | 6.876 × 10−3 | 8.467 × 10−5 | 0.410 | 0.608 | 0.721 | |
| D-linear | 7.321 × 10−3 | 9.920 × 10−5 | 0.386 | 0.560 | 0.708 | |
| Endpoint-Temp/°C | ResCNN | 5.891 | 55.682 | 0.828 | 0.962 | 0.990 |
| TCN | 5.887 | 56.112 | 0.821 | 0.960 | 0.989 | |
| OS-CNN | 5.923 | 57.528 | 0.824 | 0.953 | 0.987 | |
| XCM | 5.919 | 56.172 | 0.834 | 0.957 | 0.986 | |
| TST | 7.354 | 92.837 | 0.734 | 0.901 | 0.962 | |
| LSTM-FCN | 7.214 | 88.917 | 0.752 | 0.852 | 0.946 | |
| D-linear | 6.788 | 71.852 | 0.747 | 0.921 | 0.980 |
Bold values represent best values for each task.
Performance of paral-model with different backbones in different tasks
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | ResCNN | 2.373 × 10−3 | 9.656 × 10−6 | 0.373 | 0.544 | 0.679 |
| TCN | 2.464 × 10−3 | 9.815 × 10−6 | 0.372 | 0.533 | 0.666 | |
| OS-CNN | 2.348 × 10−3 | 9.304 × 10−6 | 0.373 | 0.544 | 0.679 | |
| XCM | 2.314 × 10 −3 | 8.997 × 10 −6 | 0.393 | 0.548 | 0.691 | |
| TST | 2.785 × 10−3 | 1.261 × 10−5 | 0.325 | 0.463 | 0.585 | |
| LSTM-FCN | 2.738 × 10−3 | 1.221 × 10−5 | 0.318 | 0.479 | 0.598 | |
| D-linear | 2.351 × 10−3 | 9.328 × 10−5 | 0.381 | 0.546 | 0.669 | |
| Endpoint [C]/% | ResCNN | 7.199 × 10−3 | 9.178 × 10−5 | 0.370 | 0.567 | 0.710 |
| TCN | 6.984 × 10−3 | 8.473 × 10−5 | 0.379 | 0.578 | 0.721 | |
| OS-CNN | 7.226 × 10−3 | 9.233 × 10−5 | 0.360 | 0.547 | 0.717 | |
| XCM | 7.211 × 10−3 | 9.295 × 10−5 | 0.399 | 0.558 | 0.708 | |
| TST | 7.192 × 10−3 | 9.203 × 10−5 | 0.369 | 0.565 | 0.705 | |
| LSTM-FCN | 6.979 × 10 −3 | 8.429 × 10 −5 | 0.399 | 0.578 | 0.723 | |
| D-linear | 7.233 × 10−3 | 9.209 × 10−5 | 0.364 | 0.561 | 0.721 | |
| Endpoint-Temp/°C | ResCNN | 6.763 | 72.736 | 0.780 | 0.929 | 0.977 |
| TCN | 8.005 | 101.168 | 0.672 | 0.879 | 0.928 | |
| OS-CNN | 6.906 | 75.777 | 0.767 | 0.928 | 0.976 | |
| XCM | 8.243 | 115.226 | 0.703 | 0.844 | 0.939 | |
| TST | 7.422 | 87.492 | 0.727 | 0.911 | 0.967 | |
| LSTM-FCN | 6.896 | 74.746 | 0.764 | 0.922 | 0.980 | |
| D-linear | 7.216 | 82.679 | 0.734 | 0.917 | 0.967 |
Bold values represent best values for each task.
The visualized best prediction results in test set for each task is shown in Figure 12. The models are concat-model with backbone of TCN (for Endpoint [P]) and ResCNN (for Endpoint [C]/Endpoint-Temp).

Running chart of prediction results of best models.
According to all the above results, concat-models with TCN and ResCNN as backbone are the best models. A five-fold cross-validation is used to strengthen the reliability of the model evaluations and further optimize the hyperparameters. Specifically, the training set is mixed with the validation set and the order is randomly shuffled. For a set of model hyperparameters, 0–20, 20–40, 40–60, 60–80, and 80–100% of this new dataset are used for model validation, respectively, while the remaining data are used for training. The average of the results of these five training sessions is used for selecting the best hyper-parameters. The performance of the models with the best hyperparameters in the test set is shown in Table 7.
Results of cross validation
| Tasks | Models | MAE | MSE |
|
|
|
|---|---|---|---|---|---|---|
| Endpoint [P]/% | TCN (concat-model) | 2.153 × 10−3 | 7.497 × 10−6 | 0.430 | 0.582 | 0.758 |
| Endpoint [C]/% | ResCNN (concat-model) | 6.413 × 10−3 | 7.526 × 10−5 | 0.446 | 0.598 | 0.765 |
| Endpoint-Temp/°C | ResCNN (concat-Model) | 5.780 | 55.644 | 0.838 | 0.972 | 0.986 |
After five-fold cross-validation, the performance of the model was further improved. The adjustment of hyperparameters is also experienced by all the training set and test set data, so that the model has stronger confidence.
5.6 Results of comparison with other public works
The MAE and MSE of BOF endpoint prediction obtained from previous studies are juxtaposed with those derived from this work. Despite differences in data quality, objectives, application scenarios, BOF vessel structure, and steelmaking processes across these studies compared to the scenario addressed in this study, they still hold significance for reference and comparison purposes. The results are shown in Table 8.
Results of comparison with other public works
| Tasks | Models | MAE | MSE |
|---|---|---|---|
| Endpoint [P]/% | Concat-model (TCN) | 2.163 × 10−3 | 8.147 × 10−6 |
| BP model [5] | — | 3.058 × 10−5 | |
| PCA–GA–BP model [10] | — | 2.2500 × 10−5 | |
| GBR model [40] | — | 1.0180 × 10−5 | |
| RFR model [41] | — | 1.0560 × 10−5 | |
| M-c BP [41] | — | 9.0000 × 10−6 | |
| LWOA-TSVR [42] | 6.690
|
7.8500 × 10−5 | |
| Endpoint [C]/% | Concat-model (ResCNN) | 6.475 × 10−3 | 7.724 × 10−5 |
| BP model [5] | — | 1.664 × 10−4 | |
| FWA-TSVR [13] | — | 8.2369 × 10−4 | |
| CS-TSVR [13] | — | 8.2829 × 10−4 | |
| MI_IWSVM [43] | — | 2.7828 × 10−4 | |
| DRSupAE-NN [44] | — | 3.9840 × 10−4 | |
| DRSupAE-JITRN [44] | — | 1.9107 × 10−4 | |
| Endpoint-Temp/°C | Concat-model (ResCNN) | 5.891 | 55.682 |
| BP model [5] | — | 461.820 | |
| FWA-TSVR [13] | — | 342.0280 | |
| CS-TSVR [13] | — | 382.7501 | |
| MI_IWSVM [43] | — | 76.6307 | |
| DRSupAE-NN [44] | — | 67.5437 | |
| DSupAE-JITRN [44] | — | 77.3379 |
6 Discussion on the potential for overfitting
The models developed in this work employ many tabular features. To investigate whether such many tabular features have led to overfitting, specific experiments were conducted. In the experiments, the hyperparameters of the best models were kept, and the number of tabular features were changed to: 25 (by removing all features of additives, Model-25), 36 (by removing the physical and chemical features of hot metal, Model-36), and 37 (by merging the features of additives before and after the TSC test, Model-37). Using the best ML and DL models (concat-model) in each task with the same training and tuning process, the performance disparity between the training and testing datasets for the model has been documented in Table 9. The MAE/MSE (test-train) is the difference of the MAE/MSE in the test set and the training set.
The performance of models with different model complexity
| Tasks | Models | MAE (training set) | MAE (test set) | MSE (training set) | MSE (test set) |
|---|---|---|---|---|---|
| Endpoint [P]/% | CatBoost | 2.070 × 10−3 | 2.276 × 10−3 | 7.174 × 10−6 | 8.985 × 10−6 |
| CatBoost-25 | 2.306 × 10−3 | 2.614 × 10−3 | 8.856 × 10−6 | 1.122 × 10−5 | |
| CatBoost-36 | 2.742 × 10−3 | 3.058 × 10−3 | 1.086 × 10−5 | 1.691 × 10−5 | |
| CatBoost-37 | 2.130 × 10−3 | 2.373 × 10−3 | 7.603 × 10−6 | 9.450 × 10−6 | |
| TCN | 1.988 × 10−3 | 2.153 × 10−3 | 6.628 × 10−6 | 7.497 × 10−6 | |
| TCN-25 | 2.109 × 10−3 | 2.304 × 10−3 | 7.426 × 10−6 | 8.994 × 10−6 | |
| TCN-36 | 2.129 × 10−3 | 2.361 × 10−3 | 7.568 × 10−6 | 9.271 × 10−6 | |
| TCN-37 | 2.017 × 10−3 | 2.225 × 10−3 | 6.821 × 10−6 | 8.430 × 10−6 | |
| Endpoint [C]/% | CatBoost | 6.503 × 10−3 | 6.916 × 10−3 | 7.734 × 10−5 | 8.754 × 10−5 |
| CatBoost-25 | 6.715 × 10−3 | 7.290 × 10−3 | 8.255 × 10−5 | 9.363 × 10−5 | |
| CatBoost-36 | 7.379 × 10−3 | 7.656 × 10−3 | 1.008 × 10−4 | 1.037 × 10−4 | |
| CatBoost-37 | 6.720 × 10−3 | 7.045 × 10−3 | 8.278 × 10−5 | 9.178 × 10−5 | |
| ResCNN | 6.265 × 10−3 | 6.413 × 10−3 | 7.149 × 10−5 | 7.526 × 10−5 | |
| ResCNN-25 | 6.450 × 10−3 | 6.685 × 10−3 | 7.596 × 10−5 | 8.192 × 10−5 | |
| ResCNN-36 | 6.511 × 10−3 | 6.730 × 10−3 | 7.761 × 10−5 | 8.303 × 10−5 | |
| ResCNN-37 | 6.410 × 10−3 | 6.539 × 10−3 | 7.519 × 10−5 | 7.826 × 10−5 | |
| Endpoint-Temp/°C | LightGBM | 7.490 | 7.955 | 89.112 | 101.776 |
| LightGBM-25 | 7.972 | 8.350 | 100.417 | 109.661 | |
| LightGBM-36 | 8.328 | 8.706 | 109.173 | 122.483 | |
| LightGBM-37 | 7.826 | 8.188 | 96.959 | 109.757 | |
| ResCNN | 5.508 | 5.780 | 50.477 | 55.644 | |
| ResCNN-25 | 5.889 | 6.098 | 57.892 | 59.962 | |
| ResCNN-36 | 6.020 | 6.252 | 58.591 | 65.183 | |
| ResCNN-37 | 5.928 | 6.108 | 58.689 | 62.182 |
According to Table 9, taking MAE and MSE as criterion, for predicting Endpoint [P], when removing tabular features, the difference between training set and test set of all models are distributed with 2 × 10−4–2.5 × 10−4% (MAE) and 1.5 × 10−6–6 × 10−6% (MSE). For predicting Endpoint [C], the values are 2 × 10−4–3 × 10−4% (MAE) and 3 × 10−6–1 × 10−5% (MSE). And for predicting Endpoint-Temp, the values are 0.2–0.5°C. The results show that adding and reducing original features will not lead to overfitting, but reducing key features makes the underfitting. The removing of features has less impact for muti-input DL models.
To further explore whether the complex models used in this work have induced overfitting, additional experiments were conducted under the condition of using the original input features. For predicting Endpoint [P], the best ML model is CatBoost (max_depth = 14), and the best DL model is TCN (concat-model, num_layers = 6). They are changed to CatBoost-2 (reduce complexity, max_depth = 2), CatBoost-20 (increasing complexity, max_depth = 20), TCN-3 (reduce complexity, num_layers = 3), TCN-9 (increasing complexity, num_layers = 9). For predicting Endpoint [C], the best models (CatBoost (max_depth = 8), ResCNN (concat-model, emb_dim = 560)) are changed to CatBoost-2, Catboost-20, ResCNN-256 (emb_dim = 256), ResCNN-1,024 (emb_dim = 1,024). For predicting Endpoint-Temp, the best models (LightGBM (max_depth = 8), ResCNN (concat-model, emb_dim = 658)) are changed to LightGBM-2, LightGBM-20, ResCNN-256 (emb_dim = 256), ResCNN-1,024 (emb_dim = 1,024). The results are shown in Table 10.
Results of changing best model’s complexities
| Tasks | Models | MAE (training set) | MAE (test set) | MSE (training set) | MSE (test set) |
|---|---|---|---|---|---|
| Endpoint [P]/% | CatBoost | 2.070 × 10−3 | 2.276 × 10−3 | 7.174 × 10−6 | 8.985 × 10−6 |
| CatBoost-2 | 2.343 × 10−3 | 2.560 × 10−3 | 9.133 × 10−6 | 1.071 × 10−5 | |
| CatBoost-20 | 1.189 × 10−3 | 2.566 × 10−3 | 6.015 × 10−6 | 1.075 × 10−5 | |
| TCN | 1.988 × 10−3 | 2.153 × 10−3 | 6.628 × 10−6 | 7.497 × 10−6 | |
| TCN-3 | 2.176 × 10−3 | 2.401 × 10−3 | 7.906 × 10−6 | 9.667 × 10−6 | |
| TCN-9 | 1.936 × 10−3 | 2.730 × 10−3 | 6.309 × 10−6 | 1.215 × 10−5 | |
| Endpoint [C]/% | CatBoost | 6.503 × 10−3 | 6.916 × 10−3 | 7.734 × 10−5 | 8.754 × 10−5 |
| CatBoost-2 | 6.995 × 10−3 | 7.354 × 10−3 | 9.046 × 10−5 | 9.596 × 10−5 | |
| CatBoost-20 | 6.421 × 10−3 | 7.289 × 10−3 | 7.545 × 10−5 | 9.363 × 10−5 | |
| ResCNN | 6.265 × 10−3 | 6.413 × 10−3 | 7.149 × 10−5 | 7.526 × 10−5 | |
| ResCNN-256 | 6.685 × 10−3 | 6.887 × 10−3 | 9.363 × 10−5 | 8.713 × 10−5 | |
| ResCNN-1,024 | 5.878 × 10−3 | 7.327 × 10−3 | 6.296 × 10−5 | 9.487 × 10−5 | |
| Endpoint-Temp/°C | LightGBM | 7.490 | 7.955 | 89.112 | 101.776 |
| LightGBM-2 | 8.069 | 8.429 | 102.772 | 115.616 | |
| LightGBM-20 | 7.049 | 8.498 | 78.940 | 117.307 | |
| ResCNN | 5.508 | 5.780 | 50.477 | 55.644 | |
| ResCNN-256 | 6.005 | 6.159 | 58.327 | 60.893 | |
| ResCNN-1,024 | 5.266 | 6.204 | 46.006 | 61.724 |
According to Table 10, the performance of the best models in the training set and the test set are like each other. However, based on the original model, a large reducing of the model complexity will lead to underfitting problems, while a significant increase in the model complexity may lead to serious overfitting. The overfitting caused by the increased model complexity on DL models is even more serious.
6.1 Significance of predictions
Optimizing the steelmaking process. (1) The models allow for continuous output of predictions. In the later stages of smelting, since the additives have been completed, for the model, its predictions are solely related to the time series and the oxygen blowing volume is updated every second. With such dynamic inputs, the models can generate a decarburization/temperature rise curve to dynamically control the endpoint accordingly (The “Dynamic” mode of the prediction software). (2) The importance analysis based on the developed model has demonstrated the significance of various inputs, enabling targeted adjustments to the process based on their importance. For instance, in controlling the endpoint temperature, attention should be paid to controlling the amount of Newman ore added according to the steel grade and process requirements.
Reduce resource consumption. By eliminating the TSO test, each heat can directly save $20–30 in disposable sampler consumption. Along with savings in cooling and driving energy consumption, even if only 50% of heats cancel the TSO test, each steel plant can save nearly half million dollars annually.
Improve production efficiency. According to the predicted values, the TSO test can be eliminated. This directly saves 1.5–2 min of smelting time. With a BOF steelmaking time of 10–15 min, the efficiency is increased by 12–20%.
Additionally, this study has demonstrated that relatively accurate endpoint predictions can be achieved solely using time series data. Some factories have poor data infrastructure, with incomplete static figures or data that cannot be utilized due to manual input. In such cases, if there are oxygen blowing-related curves and gas composition data from coal gas recovery, endpoint prediction can still be achieved.
7 Results of field application
The best models have been applied to practical field production. The interface of the python-based online prediction software is shown in Figure 13. They receive data from dynamic database and make prediction with the best models for each task. It has two predicting methods. For dynamic method, it predicts each target automatically for each second. And in static method, it only makes predictions when the “Predict” button is pressed. When selecting “Tabular” button, the ML models will be used for prediction with tabular data. When selecting “Time Series” button, the concat-model will be adopted.

Interface of the prediction software.
In the actual field production, the model prediction results of 300 furnaces were recorded. The MSE, MAE, and visual running chart of the predicted results are shown in Figure 13. The MSE for predicting Endpoint [P]/[C]/Temp are 9.419 × 10−6%, 6.857 × 10−5%, and 104.021°C. And the MAE are 2.394 × 10−3%, 6.231 × 10−3%, and 7.679°C. In the case of field uncertainty, the prediction accuracy of Endpoint [P] and Endpoint-Temp is only slightly lower than that of the test set. The prediction result of Endpoint [C] is better than that of test set. This proves that the model has good robustness and generalization ability. The results are shown in Figure 14.

Field application results of the best models.
8 Conclusion
This study concentrated on predicting the endpoint chemistry and temperature (Endpoint [P]/[C]/Temp) of BOF steelmaking using SOTA ML (XGBoost, LightGBM, Catboost, TabNet) and DL models, coupled with varied inputs gathered from 13,528 heats. It provides the potential to eliminate the TSO test. The best models were implemented in practical field production, and the prediction results of 300 heats were recorded. By integrating the testing and field application results, the following conclusions were drawn.
The best prediction MAE of SOTA ML models with 45 tabular features (features of hot metal, scraps, additives, and so on) for Endpoint [P]/[C]/Temp were 2.276 × 10−3% (Catboost), 6.916 × 10−3% (Catboost), and 7.955°C (LightGBM), respectively, which exceeded the performance of conventional BP-NN and SVR models.
The time series data (off-gas profile and blowing practice related curves) has strong relationships with the targets. The targets can be predicted with only original time series data and SOTA DL time series analysis models (1D ResCNN, TCN, OS-CNN, XCM, TST, LSTM-FCN, D-linear). For predicting Endpoint [C], the best accuracy (MAE = 6.791 × 10−3%, ResCNN) was better than SOTA ML models with tabular features. But for predicting Endpoint [P] (MAE = 2.499 × 10−3%, OS-CNN) and Endpoint-Temp (MAE = 10.169°C, OS-CNN), the accuracies are lower. If using resized time series data and DL image analysis models (pre-activation ResNet, DenseNet, DLA, DPN, GoogleNet, VIT), the accuracy will not improve.
Making prediction with both time series data and tabular data with designed concat-model and paral-model would lead to a higher prediction accuracy. The concat-model with backbone of TCN (MAE = 2.153 × 10−3% for Endpoint [P]) and ResCNN (MAE = 6.413 × 10−3% for Endpoint [C] and MAE = 5.780°C for Endpoint Temp) performed the best, which achieved the highest accuracies for each target in this study.
The best models (concat-model with backbone of TCN and ResCNN) have been applied in field production. The field test results showed that the prediction MAE for Endpoint [P]/[C]/Temp were 2.394 × 10−3%, 6.231 × 10−3%, and 7.679°C, respectively. The accuracy of predicting Endpoint [C] is better than that of test set. And the accuracies of predicting Endpoint [C]/Temp are near to that of test set. The results served as an evidence of the developed model’s strong robustness and generalization capability.
The off-gas related curves held less significance compared to those representing blowing practices for all targets. The onset and the final stage of curves influenced the prediction of Endpoint [P] and Endpoint [C] greatly, but middle stage of the curves was more important for prediction of Endpoint-Temp.
Limitations of the study and directions for future research: Due to constraints in project planning and computational resources, this study proposed several generalized robust models. In the future, it is advisable to establish specific prediction models for the main products based on different steel grades and their process characteristics, aiming to maximize prediction accuracy.
Acknowledgements
The authors are thankful to Tangsteel Co., Ltd of Hesteel Group and Digital Co., Ltd of Hesteel Group for providing detailed data, hardware, and software support for model development and field production test.
-
Funding information: This research has been supported by the Natural Science Foundation of Hebei Province, China (E2022318002).
-
Author contributions: Tian-yi Xie: proposed the idea for this study and was fully responsible for data preprocessing, model design and development, and deployment. And Tian-yi Xie also responsible for the writing of this paper. Fei Zhang provided technical support of steelmaking process. Jun-guo Zhang resposed platform management and communication. Yong-guang Xiang and Yi-xin Wang provided data, soft ware and hard wire of this study.
-
Conflict of interest: The authors state no conflict of interest.
Appendixes
The DL models are trained with the same pattern. The loss function is RMSE; the optimizer is Adam; and the learning rate is set to 0.01. The epoch is set to 1,000 originally. ReduceLROnPlateau (factor = 0.5, patience = 100, threshold = 0.00001) is adopted as learning rate scheduler. The models with highest accuracy of valid set in the training process are automatically saved. And the hyper-parameters boundaries and best hyper-parameters of the best models are detailed in Table A1.
Hyper-parameter boundaries and best hyper-parameters of the best models
| Models | Hyper-parameters and boundaries | Best hyper-parameters for each task | ||
|---|---|---|---|---|
| Endpoint [P] | Endpoint [C] | Endpoint-Temp | ||
| Concat-model (TCN) | K: [256, 1,024] | K = 462 | K = 828 | K = 326 |
| emb_dim: [256, 1,024] | emb_dim = 585 | emb_dim = 384 | emb_dim = 640 | |
| kernel_size: [3, 5, 7, 9] | kernel_size = 3 | kernel_size = 3 | kernel_size = 3 | |
| num_layers: [1, 10] | num_layers = 6 | num_layers = 8 | num_layers = 5 | |
| dropout: [0, 0.5] | dropout = 0.5 | dropout = 0 | dropout = 0 | |
| dilation_base: [1, 3, 5] | dilation_base = 3 | dilation_base = 3 | dilation_base = 3 | |
| Concat-Model (ResCNN) | K: [256, 1,024] | K = 525 | K = 916 | K = 505 |
| emb_dim: [256, 1,024] | emb_dim = 462 | emb_dim = 512 | emb_dim = 622 | |
| alpha: [0, 1] | alpha = 0.326 | alpha = 0.182 | alpha = 0.190 | |
| dropout: [0, 0.5] | dropout = 0.5 | dropout = 0.5 | dropout = 0.5 | |
The hyperparameters of the ML models are detailed in Table A2.
Hyper-parameter boundaries and best hyper-parameters of ML models
| Models | Hyper-parameters and boundaries | Best hyper-parameters for each task | ||
|---|---|---|---|---|
| Endpoint [P] | Endpoint [C] | Endpoint-Temp | ||
| LightGBM | boosting: [“gbdt,” “dart”] | Boosting = “gbdt” | Boosting = “dart” | Boosting = “gbdt” |
| learning_rate: [1 × 10−3,1] | learning_rate = 0.0625 | learning_rate = 0.671 | learning_rate = 0.134 | |
| max_depth: [2, 20] | max_depth = 11 | max_depth = 12 | max_depth = 8 | |
| num_leaves: [5, 31] | num_leaves = 26 | num_leaves = 16 | num_leaves = 7 | |
| bagging_freq: [0, 30] | bagging_freq = 28 | bagging_freq = 4 | bagging_freq = 28 | |
| max_bin: [10, 255] | max_bin = 106 | max_bin = 213 | max_bin = 81 | |
| CatBoost | Iterations: [100, 5 × 103] | Iterations = 4,347 | Iterations = 4,027 | Iterations = 4,027 |
| bootstrap_type: [ “Bayesian,” “Bernoulli,” “MVS”] | bootstrap_type = “Bernoulli” | bootstrap_type = “MVS” | bootstrap_type = “Bernoulli” | |
| learning_rate: [1 × 10−4,0.1] | learning_rate = 0.0109 | learning_rate = 0.0187 | learning_rate = 0.0246 | |
| max_depth: [2, 15] | max_depth = 14 | max_depth = 8 | max_depth = 8 | |
| max_bin: [50, 400] | max_bin = 175 | max_bin = 160 | max_bin = 152 | |
| XGBoost | learning_rate: [1 × 10−3, 1] | learning_rate = 0.0192 | learning_rate = 0.0207 | learning_rate = 0.0167 |
| n_estimators: [100, 1 × 105] | n_estimators = 4,458 | n_estimators = 4,964 | n_estimators = 3,277 | |
| max_depth: [2, 15] | max_depth = 11 | max_depth = 9 | max_depth = 4 | |
| lambda: [1 × 10−3, 10] | lambda = 0.377 | lambda = 0.0162 | lambda = 0.109 | |
| alpha: [1 × 10−3, 10] | alpha = 0.0134 | alpha = 0.00405 | alpha = 0.00133 | |
| colsample_bytree: [0.1,1] | colsample_bytree = 0.909 | colsample_bytree = 0.863 | colsample_bytree = 0.947 | |
| TabNet | mask_type: [“entmax,” “sparsemax”] | mask_type = “sparsemax” | mask_type = “sparsemax” | mask_type = “sparsemax” |
| n_a: [4, 64] | n_a = 8 | n_a = 11 | n_a = 24 | |
| n_d: [4, 64] | n_d = 12 | n_d = 11 | n_d = 45 | |
| n_steps: [1, 10] | n_steps = 1 | n_steps = 2 | n_steps = 7 | |
| gamma: [1, 2] | gamma = 1.052 | gamma = 1.597 | gamma = 1.795 | |
| n_shared: [1, 3] | n_shared = 1 | n_shared = 1 | n_shared = 1 | |
| learning_rate: [0001, 1] | learning_rate = 0.125 | learning_rate = 0.167 | learning_rate = 0.101 | |
| BP-NN | layer_num: [2, 10] | layer_num = 6 | layer_num = 8 | layer_num = 5 |
| emb_dim: [64, 1, 024] | emb_dim = 512 | emb_dim = 384 | emb_dim = 512 | |
| learning_rate: [1 × 10−4, 1] | learning_rate = 0.0165 | learning_rate = 0.0224 | learning_rate = 0.0151 | |
| SVR | c: [1, 2] | c = 1.692 | c = 1.825 | c = 1.026 |
| kernel: [“rbf,” “sigmoid”] | kernel = “rbf” | kernel = “rbf” | kernel = “rbf” | |
| gamma: [0, 10] | gamma = 1.782 | gamma = 0.856 | gamma = 1.652 | |
References
[1] Wang, Z., Q. Liu, F. M. Xie, B. Wang, B. Wang, X. C. Lu, et al. Model for prediction of oxygen required in BOF steelmaking. Ironmaking & Steelmaking, Vol. 39, No. 3, 2012, pp. 228–233.Suche in Google Scholar
[2] He, F. and L. Zhang. Prediction model of end-point phosphorus content in BOF steelmaking process based on PCA and BP neural network. Journal of Process Control, Vol. 66, 2018, pp. 51–58.Suche in Google Scholar
[3] Wang, Z., J. Chang, Q.-P. Ju, F.-M. Xie, B. Wang, H.-W. Li, et al. Prediction Model of End-point Manganese Content for BOF Steelmaking Process. ISIJ international, Vol. 52, No. 9, 2012, pp. 1585–1590.Suche in Google Scholar
[4] Li, W., Q. M. Wang, X. S. Wang, and H. Wang. Magnetically separable Ag/AgCl-zero valent iron particles modified zeolite X heterogeneous photocatalysts for tetracycline degradation under visible light. Chemical Engineering Transactions, Vol. 51, 2016, pp. 475–480.Suche in Google Scholar
[5] Wang, R., I. Mohanty, A. Srivastava, T. K. Roy, P. Gupta, and K. Chattopadhyay. Hybrid method for endpoint prediction in a basic oxygen furnace. Metals, Vol. 12, No. 5, 2022, id. 801.Suche in Google Scholar
[6] Kang, Y., M. M. Ren, J. X. Zhao, L. B Yang, Z. K. Zhang, Z. Wang, and G. Cao. Prediction of end-point phosphorus content of molten steel in BOF with machine learning models. Journal of Mining and Metallurgy, Section B: Metallurgy, 2024, 8–8.Suche in Google Scholar
[7] Zhou, K. X., W. H. Lin, J. K. Sun, J. S. Zhang, D. Z. Zhang, X. M. Feng, et al. Gasification reactivity and kinetic parameters of coal chars for non-isothermal steam gasification. J. Iron Steel Res. Int., Vol. 28, 2021, pp. 1–10.Suche in Google Scholar
[8] Bae, J., Y. Li, N. Ståhl, G. Mathiason, and N. Kojola. Using Machine Learning for Robust Target Prediction in a Basic Oxygen Furnace System. Metallurgical and Materials Transactions B, Vol. 51, 2020, pp. 1632–1645. (ANN, SVR).Suche in Google Scholar
[9] Cox, I. J., R. W. Lewis, R. S. Ransing, H. Laszczewski, and G. Berni. Application of neural computing in basic oxygen steelmaking. Journal of Materials Processing Technology, Vol. 120, No. 1, 2002, pp. 310–315.Suche in Google Scholar
[10] Liu, Z., S. Cheng, and P. P. Liu. Prediction model of BOF end-point P and O contents based on PCA–GA–BP neural network. High Temperature Materials and Processes, Vol. 41, No. 1, 2022, pp. 505–513.Suche in Google Scholar
[11] Gao, C., M. Shen, X. Liu, L. Wang, and M. Chen. In vitro digestion of bread: How is it influenced by the bolus characteristics? Transactions of the Indian Institute of Metals, Vol. 72, 2019, pp. 257–270.Suche in Google Scholar
[12] Schlueter, J., H. J. Odenthal, N. Uebber, H. Blom, and K. Morik. A novel data-driven prediction model for BOF endpoint. Proceedings of the Iron & Steel Technology Conference, 2013, pp. 923–928.Suche in Google Scholar
[13] Duan, J., Q. Qu, C. Gao, and X. Chen. BOF steelmaking endpoint prediction based on FWA-TSVR. In 2017, 36th Chinese Control Conference (CCC), IEEE, 2017, pp. 4507–4511.Suche in Google Scholar
[14] Shao, Y., M. Zhou, Y. Chen, Q. Zhao, and S. Zhao. BOF endpoint prediction based on the flame radiation by hybrid SVC and SVR modeling. Optik, Vol. 125, No. 11, 2014, pp. 2491–2496.Suche in Google Scholar
[15] Zhou, M., Q. Zhao, and Y. Chen. Endpoint prediction of BOF by flame spectrum and furnace mouth image based on fuzzy support vector machine. Optik, Vol. 178, 2019, pp. 575–581.Suche in Google Scholar
[16] Jiang, F., H. Liu, B. Wang, and X. F. Sun. Emotional Regulation and Executive Function Deficits in Unmedicated Chinese Children with Oppositional Defiant Disorder. Computer Engineering, Vol. 42, No. 10, 2016, pp. 277–282.Suche in Google Scholar
[17] Borisov, V., T. Leemann, K. Seßler, J. Haug, M. Pawelczyk, and G. Kasneci. Deep neural networks and tabular data: A survey. IEEE Transactions on Neural Networks and Learning Systems, 2022.Suche in Google Scholar
[18] Grinsztajn, L., E. Oyallon, and G. Varoquaux. Why do tree-based models still outperform deep learning on typical tabular data?. Advances in Neural Information Processing Systems, Vol. 35, 2022, pp. 507–520.Suche in Google Scholar
[19] Lim, B. and S. Zohren. Time-series forecasting with deep learning: a survey. Philosophical Transactions of the Royal Society A, Vol. 379, No. 2194, 2021, id. 20200209.Suche in Google Scholar
[20] Ismail Fawaz, H., G. Forestier, J. Weber, L. Idoumghar, and P. A. Muller. Accurate and interpretable evaluation of surgical skills from kinematic data using fully convolutional neural networks. Data Mining and Knowledge Discovery, Vol. 33, No. 4, 2019, pp. 917–963.Suche in Google Scholar
[21] Rawat, W. and Z. Wang. Deep convolutional neural networks for image classification: A comprehensive review. Neural Computation, Vol. 29, No. 9, 2017, pp. 2352–2449.Suche in Google Scholar
[22] Meer, P., D. Mintz, A. Rosenfeld, and D. Y. Kim. Robust regression methods for computer vision: A review. International Journal of Computer Vision, Vol. 6, 1991, pp. 59–70.Suche in Google Scholar
[23] Chen, T. and C. Guestrin. Xgboost: A scalable tree boosting system. In Proceedings of the 22nd ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, 2016, August, pp. 785–794.Suche in Google Scholar
[24] Ke, G., Q. Meng, T. Finley, T. Wang, W. Chen, W. Ma, et al. Lightgbm: A highly efficient gradient boosting decision tree, Advances in Neural Information Processing Systems, Vol. 30, 2017.Suche in Google Scholar
[25] Prokhorenkova, L., G. Gusev, A. Vorobev, A. V. Dorogush, and A. Gulin. CatBoost: unbiased boosting with categorical features, Advances in Neural Information Processing Systems, Vol. 31, 2018.Suche in Google Scholar
[26] Arik, S.Ö. and T. Pfister. TabNet: Attentive Interpretable Tabular Learning. Proceedings of the AAAI Conference on Artificial Intelligence, Vol. 35, No. 8, 2021, pp. 6679–6687.Suche in Google Scholar
[27] Zou, Y., H. Zhang, Z. Wang, Q. Liu, and Y. Liu. A novel ECL method for histone acetyltransferases (HATs) activity analysis by integrating HCR signal amplification and ECL silver clusters. Neurocomputing, Vol. 367, 2019, pp. 39–45.Suche in Google Scholar
[28] Lea, C., M. D. Flynn, R. Vidal, A. Reiter, and G. D. Hager. Temporal convolutional networks for action segmentation and detection. In 2017 IEEE conference on computer vision and pattern recognition (CVPR), pp. 1003–1012.Suche in Google Scholar
[29] Tang, W., G. Long, L. Liu, T. Zhou, M. Blumenstein, and J. Jiang. Omni-scale cnns: a simple and effective kernel size configuration for time series classification. arXiv preprint arXiv:2002.10061.Suche in Google Scholar
[30] Fauvel, K., T. Lin, V. Masson, É. Fromont, and A. Termier. XCM: An Explainable Convolutional Neural Network for Multivariate Time Series Classification. Mathematics, Vol. 9, No. 23, 2021, id. 3137.Suche in Google Scholar
[31] Zerveas, G., S. Jayaraman, D. Patel, A. Bhamidipaty, and C. Eickhoff. A transformer-based framework for multivariate time series representation learning. Proceedings of the 27th ACM SIGKDD Conference on Knowledge Discovery & Data Mining, 2021, pp. 2114–2124.Suche in Google Scholar
[32] Karim, F., S. Majumdar, H. Darabi, and S. Chen. LSTM fully convolutional networks for time series classification. IEEE Access, Vol. 6, 2017, pp. 1662–1669.Suche in Google Scholar
[33] Zeng, A., M. Chen, L. Zhang, and Q. Xu. Are transformers effective for time series forecasting?. Proceedings of the AAAI Conference on Artificial Intelligence, Vol. 37, 2023, pp. 11121–11128.Suche in Google Scholar
[34] He, K., X. Zhang, S. Ren, and J. Sun. Identity mappings in deep residual networks. Computer Vision–ECCV 2016: 14th European Conference, Amsterdam, The Netherlands, October 11–14, 2016, Proceedings, Part IV 14, Springer International Publishing, 2016, pp. 630–645.Suche in Google Scholar
[35] Huang, G., Z. Liu, L. Van Der Maaten, and K. Q. Weinberger. Densely connected convolutional networks. Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, 2017, pp. 4700–4708.Suche in Google Scholar
[36] Yu, F., D. Wang, E. Shelhamer, and T. Darrell. Deep layer aggregation. Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, 2018, pp. 2403–2412.Suche in Google Scholar
[37] Chen, Y., J. Li, H. Xiao, X. Jin, S. Yan, and J. Feng. Dual path networks. Advances in Neural Information Processing Systems, Vol. 30, 2017.Suche in Google Scholar
[38] Szegedy, C., S. Ioffe, V. Vanhoucke, and A. Alemi. Inception-v4, inception-resnet and the impact of residual connections on learning. In Proceedings of the AAAI Conference on Artificial Intelligence, Vol. 31, No. 1, 2017.Suche in Google Scholar
[39] Dosovitskiy, A., L. Beyer, A. Kolesnikov, D. Weissenborn, X. Zhai, T. Unterthiner, et al. An image is worth 16x16 words: Transformers for image recognition at scale. arXiv preprint arXiv:2010.11929, 2020.Suche in Google Scholar
[40] Zhang, R., J. Yang, S. Wu, H. Sun, and W. Yang. Comparison of the Prediction of BOF End‐Point Phosphorus Content Among Machine Learning Models and Metallurgical Mechanism Model. Steel Research Int, Vol. 94, No. 5, 2023, id. 2200682.Suche in Google Scholar
[41] Zhou, K. X., W. H. Lin, J. K. Sun, J. S. Zhang, D. Z. Zhang, and X. M. Feng. Prediction model of end-point phosphorus content for BOF based on monotone-constrained BP neural network. Journal of Iron and Steel Research International, Vol. 29, 2022, pp. 751–760.Suche in Google Scholar
[42] Shi, C., S. Guo, B. Wang, Z. Ma, C. L. Wu, and P. Sun. Prediction model of BOF end-point phosphorus content and sulfur content based on LWOA-TSVR. Ironmaking & Steelmaking, 2023, Vol. 50, No. 7, pp. 857–866.Suche in Google Scholar
[43] Wang, X., M. Han, and J. Wang. Applying input variables selection technique on input weighted support vector machine modeling for BOF endpoint prediction. Engineering Applications of Artificial Intelligence, Vol. 23, No. 6, 2010, pp. 1012–1018.Suche in Google Scholar
[44] Yang, L., H. Liu, and F. Chen. Just-in-time updating soft sensor model of endpoint carbon content and temperature in BOF steelmaking based on deep residual supervised autoencoder, Chemometrics and Intelligent Laboratory Systems, Netherlands, Vol. 231, 2022, id. 104679.Suche in Google Scholar
© 2024 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Research Articles
- De-chlorination of poly(vinyl) chloride using Fe2O3 and the improvement of chlorine fixing ratio in FeCl2 by SiO2 addition
- Reductive behavior of nickel and iron metallization in magnesian siliceous nickel laterite ores under the action of sulfur-bearing natural gas
- Study on properties of CaF2–CaO–Al2O3–MgO–B2O3 electroslag remelting slag for rack plate steel
- The origin of {113}<361> grains and their impact on secondary recrystallization in producing ultra-thin grain-oriented electrical steel
- Channel parameter optimization of one-strand slab induction heating tundish with double channels
- Effect of rare-earth Ce on the texture of non-oriented silicon steels
- Performance optimization of PERC solar cells based on laser ablation forming local contact on the rear
- Effect of ladle-lining materials on inclusion evolution in Al-killed steel during LF refining
- Analysis of metallurgical defects in enamel steel castings
- Effect of cooling rate and Nb synergistic strengthening on microstructure and mechanical properties of high-strength rebar
- Effect of grain size on fatigue strength of 304 stainless steel
- Analysis and control of surface cracks in a B-bearing continuous casting blooms
- Application of laser surface detection technology in blast furnace gas flow control and optimization
- Preparation of MoO3 powder by hydrothermal method
- The comparative study of Ti-bearing oxides introduced by different methods
- Application of MgO/ZrO2 coating on 309 stainless steel to increase resistance to corrosion at high temperatures and oxidation by an electrochemical method
- Effect of applying a full oxygen blast furnace on carbon emissions based on a carbon metabolism calculation model
- Characterization of low-damage cutting of alfalfa stalks by self-sharpening cutters made of gradient materials
- Thermo-mechanical effects and microstructural evolution-coupled numerical simulation on the hot forming processes of superalloy turbine disk
- Endpoint prediction of BOF steelmaking based on state-of-the-art machine learning and deep learning algorithms
- Effect of calcium treatment on inclusions in 38CrMoAl high aluminum steel
- Effect of isothermal transformation temperature on the microstructure, precipitation behavior, and mechanical properties of anti-seismic rebar
- Evolution of residual stress and microstructure of 2205 duplex stainless steel welded joints during different post-weld heat treatment
- Effect of heating process on the corrosion resistance of zinc iron alloy coatings
- BOF steelmaking endpoint carbon content and temperature soft sensor model based on supervised weighted local structure preserving projection
- Innovative approaches to enhancing crack repair: Performance optimization of biopolymer-infused CXT
- Structural and electrochromic property control of WO3 films through fine-tuning of film-forming parameters
- Influence of non-linear thermal radiation on the dynamics of homogeneous and heterogeneous chemical reactions between the cone and the disk
- Thermodynamic modeling of stacking fault energy in Fe–Mn–C austenitic steels
- Research on the influence of cemented carbide micro-textured structure on tribological properties
- Performance evaluation of fly ash-lime-gypsum-quarry dust (FALGQ) bricks for sustainable construction
- First-principles study on the interfacial interactions between h-BN and Si3N4
- Analysis of carbon emission reduction capacity of hydrogen-rich oxygen blast furnace based on renewable energy hydrogen production
- Just-in-time updated DBN BOF steel-making soft sensor model based on dense connectivity of key features
- Effect of tempering temperature on the microstructure and mechanical properties of Q125 shale gas casing steel
- Review Articles
- A review of emerging trends in Laves phase research: Bibliometric analysis and visualization
- Effect of bottom stirring on bath mixing and transfer behavior during scrap melting in BOF steelmaking: A review
- High-temperature antioxidant silicate coating of low-density Nb–Ti–Al alloy: A review
- Communications
- Experimental investigation on the deterioration of the physical and mechanical properties of autoclaved aerated concrete at elevated temperatures
- Damage evaluation of the austenitic heat-resistance steel subjected to creep by using Kikuchi pattern parameters
- Topical Issue on Focus of Hot Deformation of Metaland High Entropy Alloys - Part II
- Synthesis of aluminium (Al) and alumina (Al2O3)-based graded material by gravity casting
- Experimental investigation into machining performance of magnesium alloy AZ91D under dry, minimum quantity lubrication, and nano minimum quantity lubrication environments
- Numerical simulation of temperature distribution and residual stress in TIG welding of stainless-steel single-pass flange butt joint using finite element analysis
- Special Issue on A Deep Dive into Machining and Welding Advancements - Part I
- Electro-thermal performance evaluation of a prismatic battery pack for an electric vehicle
- Experimental analysis and optimization of machining parameters for Nitinol alloy: A Taguchi and multi-attribute decision-making approach
- Experimental and numerical analysis of temperature distributions in SA 387 pressure vessel steel during submerged arc welding
- Optimization of process parameters in plasma arc cutting of commercial-grade aluminium plate
- Multi-response optimization of friction stir welding using fuzzy-grey system
- Mechanical and micro-structural studies of pulsed and constant current TIG weldments of super duplex stainless steels and Austenitic stainless steels
- Stretch-forming characteristics of austenitic material stainless steel 304 at hot working temperatures
- Work hardening and X-ray diffraction studies on ASS 304 at high temperatures
- Study of phase equilibrium of refractory high-entropy alloys using the atomic size difference concept for turbine blade applications
- A novel intelligent tool wear monitoring system in ball end milling of Ti6Al4V alloy using artificial neural network
- A hybrid approach for the machinability analysis of Incoloy 825 using the entropy-MOORA method
- Special Issue on Recent Developments in 3D Printed Carbon Materials - Part II
- Innovations for sustainable chemical manufacturing and waste minimization through green production practices
- Topical Issue on Conference on Materials, Manufacturing Processes and Devices - Part I
- Characterization of Co–Ni–TiO2 coatings prepared by combined sol-enhanced and pulse current electrodeposition methods
- Hot deformation behaviors and microstructure characteristics of Cr–Mo–Ni–V steel with a banded structure
- Effects of normalizing and tempering temperature on the bainite microstructure and properties of low alloy fire-resistant steel bars
- Dynamic evolution of residual stress upon manufacturing Al-based diesel engine diaphragm
- Study on impact resistance of steel fiber reinforced concrete after exposure to fire
- Bonding behaviour between steel fibre and concrete matrix after experiencing elevated temperature at various loading rates
- Diffusion law of sulfate ions in coral aggregate seawater concrete in the marine environment
- Microstructure evolution and grain refinement mechanism of 316LN steel
- Investigation of the interface and physical properties of a Kovar alloy/Cu composite wire processed by multi-pass drawing
- The investigation of peritectic solidification of high nitrogen stainless steels by in-situ observation
- Microstructure and mechanical properties of submerged arc welded medium-thickness Q690qE high-strength steel plate joints
- Experimental study on the effect of the riveting process on the bending resistance of beams composed of galvanized Q235 steel
- Density functional theory study of Mg–Ho intermetallic phases
- Investigation of electrical properties and PTCR effect in double-donor doping BaTiO3 lead-free ceramics
- Special Issue on Thermal Management and Heat Transfer
- On the thermal performance of a three-dimensional cross-ternary hybrid nanofluid over a wedge using a Bayesian regularization neural network approach
- Time dependent model to analyze the magnetic refrigeration performance of gadolinium near the room temperature
- Heat transfer characteristics in a non-Newtonian (Williamson) hybrid nanofluid with Hall and convective boundary effects
- Computational role of homogeneous–heterogeneous chemical reactions and a mixed convective ternary hybrid nanofluid in a vertical porous microchannel
- Thermal conductivity evaluation of magnetized non-Newtonian nanofluid and dusty particles with thermal radiation
Artikel in diesem Heft
- Research Articles
- De-chlorination of poly(vinyl) chloride using Fe2O3 and the improvement of chlorine fixing ratio in FeCl2 by SiO2 addition
- Reductive behavior of nickel and iron metallization in magnesian siliceous nickel laterite ores under the action of sulfur-bearing natural gas
- Study on properties of CaF2–CaO–Al2O3–MgO–B2O3 electroslag remelting slag for rack plate steel
- The origin of {113}<361> grains and their impact on secondary recrystallization in producing ultra-thin grain-oriented electrical steel
- Channel parameter optimization of one-strand slab induction heating tundish with double channels
- Effect of rare-earth Ce on the texture of non-oriented silicon steels
- Performance optimization of PERC solar cells based on laser ablation forming local contact on the rear
- Effect of ladle-lining materials on inclusion evolution in Al-killed steel during LF refining
- Analysis of metallurgical defects in enamel steel castings
- Effect of cooling rate and Nb synergistic strengthening on microstructure and mechanical properties of high-strength rebar
- Effect of grain size on fatigue strength of 304 stainless steel
- Analysis and control of surface cracks in a B-bearing continuous casting blooms
- Application of laser surface detection technology in blast furnace gas flow control and optimization
- Preparation of MoO3 powder by hydrothermal method
- The comparative study of Ti-bearing oxides introduced by different methods
- Application of MgO/ZrO2 coating on 309 stainless steel to increase resistance to corrosion at high temperatures and oxidation by an electrochemical method
- Effect of applying a full oxygen blast furnace on carbon emissions based on a carbon metabolism calculation model
- Characterization of low-damage cutting of alfalfa stalks by self-sharpening cutters made of gradient materials
- Thermo-mechanical effects and microstructural evolution-coupled numerical simulation on the hot forming processes of superalloy turbine disk
- Endpoint prediction of BOF steelmaking based on state-of-the-art machine learning and deep learning algorithms
- Effect of calcium treatment on inclusions in 38CrMoAl high aluminum steel
- Effect of isothermal transformation temperature on the microstructure, precipitation behavior, and mechanical properties of anti-seismic rebar
- Evolution of residual stress and microstructure of 2205 duplex stainless steel welded joints during different post-weld heat treatment
- Effect of heating process on the corrosion resistance of zinc iron alloy coatings
- BOF steelmaking endpoint carbon content and temperature soft sensor model based on supervised weighted local structure preserving projection
- Innovative approaches to enhancing crack repair: Performance optimization of biopolymer-infused CXT
- Structural and electrochromic property control of WO3 films through fine-tuning of film-forming parameters
- Influence of non-linear thermal radiation on the dynamics of homogeneous and heterogeneous chemical reactions between the cone and the disk
- Thermodynamic modeling of stacking fault energy in Fe–Mn–C austenitic steels
- Research on the influence of cemented carbide micro-textured structure on tribological properties
- Performance evaluation of fly ash-lime-gypsum-quarry dust (FALGQ) bricks for sustainable construction
- First-principles study on the interfacial interactions between h-BN and Si3N4
- Analysis of carbon emission reduction capacity of hydrogen-rich oxygen blast furnace based on renewable energy hydrogen production
- Just-in-time updated DBN BOF steel-making soft sensor model based on dense connectivity of key features
- Effect of tempering temperature on the microstructure and mechanical properties of Q125 shale gas casing steel
- Review Articles
- A review of emerging trends in Laves phase research: Bibliometric analysis and visualization
- Effect of bottom stirring on bath mixing and transfer behavior during scrap melting in BOF steelmaking: A review
- High-temperature antioxidant silicate coating of low-density Nb–Ti–Al alloy: A review
- Communications
- Experimental investigation on the deterioration of the physical and mechanical properties of autoclaved aerated concrete at elevated temperatures
- Damage evaluation of the austenitic heat-resistance steel subjected to creep by using Kikuchi pattern parameters
- Topical Issue on Focus of Hot Deformation of Metaland High Entropy Alloys - Part II
- Synthesis of aluminium (Al) and alumina (Al2O3)-based graded material by gravity casting
- Experimental investigation into machining performance of magnesium alloy AZ91D under dry, minimum quantity lubrication, and nano minimum quantity lubrication environments
- Numerical simulation of temperature distribution and residual stress in TIG welding of stainless-steel single-pass flange butt joint using finite element analysis
- Special Issue on A Deep Dive into Machining and Welding Advancements - Part I
- Electro-thermal performance evaluation of a prismatic battery pack for an electric vehicle
- Experimental analysis and optimization of machining parameters for Nitinol alloy: A Taguchi and multi-attribute decision-making approach
- Experimental and numerical analysis of temperature distributions in SA 387 pressure vessel steel during submerged arc welding
- Optimization of process parameters in plasma arc cutting of commercial-grade aluminium plate
- Multi-response optimization of friction stir welding using fuzzy-grey system
- Mechanical and micro-structural studies of pulsed and constant current TIG weldments of super duplex stainless steels and Austenitic stainless steels
- Stretch-forming characteristics of austenitic material stainless steel 304 at hot working temperatures
- Work hardening and X-ray diffraction studies on ASS 304 at high temperatures
- Study of phase equilibrium of refractory high-entropy alloys using the atomic size difference concept for turbine blade applications
- A novel intelligent tool wear monitoring system in ball end milling of Ti6Al4V alloy using artificial neural network
- A hybrid approach for the machinability analysis of Incoloy 825 using the entropy-MOORA method
- Special Issue on Recent Developments in 3D Printed Carbon Materials - Part II
- Innovations for sustainable chemical manufacturing and waste minimization through green production practices
- Topical Issue on Conference on Materials, Manufacturing Processes and Devices - Part I
- Characterization of Co–Ni–TiO2 coatings prepared by combined sol-enhanced and pulse current electrodeposition methods
- Hot deformation behaviors and microstructure characteristics of Cr–Mo–Ni–V steel with a banded structure
- Effects of normalizing and tempering temperature on the bainite microstructure and properties of low alloy fire-resistant steel bars
- Dynamic evolution of residual stress upon manufacturing Al-based diesel engine diaphragm
- Study on impact resistance of steel fiber reinforced concrete after exposure to fire
- Bonding behaviour between steel fibre and concrete matrix after experiencing elevated temperature at various loading rates
- Diffusion law of sulfate ions in coral aggregate seawater concrete in the marine environment
- Microstructure evolution and grain refinement mechanism of 316LN steel
- Investigation of the interface and physical properties of a Kovar alloy/Cu composite wire processed by multi-pass drawing
- The investigation of peritectic solidification of high nitrogen stainless steels by in-situ observation
- Microstructure and mechanical properties of submerged arc welded medium-thickness Q690qE high-strength steel plate joints
- Experimental study on the effect of the riveting process on the bending resistance of beams composed of galvanized Q235 steel
- Density functional theory study of Mg–Ho intermetallic phases
- Investigation of electrical properties and PTCR effect in double-donor doping BaTiO3 lead-free ceramics
- Special Issue on Thermal Management and Heat Transfer
- On the thermal performance of a three-dimensional cross-ternary hybrid nanofluid over a wedge using a Bayesian regularization neural network approach
- Time dependent model to analyze the magnetic refrigeration performance of gadolinium near the room temperature
- Heat transfer characteristics in a non-Newtonian (Williamson) hybrid nanofluid with Hall and convective boundary effects
- Computational role of homogeneous–heterogeneous chemical reactions and a mixed convective ternary hybrid nanofluid in a vertical porous microchannel
- Thermal conductivity evaluation of magnetized non-Newtonian nanofluid and dusty particles with thermal radiation