Studying the role of fine materials characteristics on the packing density and rheological properties of blended cement pastes
-


Abstract
This study explores the use of ten different fine materials to partially substitute cement, aiming to reduce greenhouse gas emissions from cement production. The materials include two types of fly ash (coarse and fine), blast furnace slag, silica fume (SF), three grades of limestone powder (coarse, medium, fine), and three grades of quartz powder. The physical, chemical, and mineralogical properties of these materials were analyzed, and 51 cement pastes were produced to study the effects of particle characteristics on packing density (PD) and fresh paste properties. Parameters such as particle size distribution, specific surface area, and particle shape were examined in relation to PD, flowability, and rheological behavior (yield stress and plastic viscosity). Both the De Larrard and centrifugal consolidation methods were used to measure PD. The experimental results revealed that the incorporation of coarse limestone powder increases the PD to 61.5%, while the addition of fine quartz powder decreases it to 55.1%. SF increases the PD up to 10% replacement; however, with excess content, it decreases due to the high fineness of the particles. Additionally, SF pastes exhibited the lowest flow spread, 112 mm (62% of the reference paste). Plastic viscosity increases with the use of fine fly ash and SF due to the high surface area and fine particles. Fly ash and limestone powder can be used to replace cement by up to 50% without deteriorating the rheological properties and flowability of cement pastes.
1 Introduction
The production of conventional construction materials such as cement, fired bricks, and concrete has a significant influence on CO₂ emissions (more than 7%), global warming, and is considered an intensive energy industry [1,2,3,4]. With every ton of cement production, about 0.85–1 ton of CO₂ is emitted [5,6]. An effective method to reduce these harmful impacts is to minimize the cement content by using alternative supplementary materials [7,8]. In the mixture proportioning of traditional concrete, the selection of concrete constituents is based mainly on required consistency, compressive strength, and durability, which are governed to a large extent by the water/binder (w/b) ratio and cement content, and to a lesser extent by aggregate size and grading [7]. For ultra-high performance concrete (UHPC), a high content of cement is incorporated, about three times that of conventional concrete, associated with a very low w/b ratio; therefore, a considerable amount of cement particles remain unhydrated and are considered filler, with significant economic and environmental impacts [1]. These problems restrict the wide application of UHPC in the construction sector, and the ideal solution lies in the substitution of unhydrated cement with mineral admixtures that have similar physical characteristics. The manufacturing of UHPC with proper mechanical performance and adequate durability depends mainly on the mixture proportioning and the characteristics of the materials used [1,9,10]. To achieve the requirements of this type of concrete, the cement paste used should exhibit excellent performance, such as high packing and superior rheological characteristics [11]. On the other hand, the cement content should be minimized to meet environmental and sustainability concerns [6]. By optimizing the particle size distribution (PSD) of cement and supplementary materials, the packing density (PD) is increased, leading to a reduction in the water needed to fill the pores between the particles. Consequently, strength and durability are improved due to a compact microstructure [4,12].
The use of the PD concept was found to be a proper method for optimizing a concrete mixture, taking into account the PSD of the used materials [7,13,14,15,16]. In other words, the narrow PSD of cement alone reduces its PD due to inter-particle voids [17]. To improve the packing of a cementitious system, other materials with a different PSD than cement should be added to fill the voids between cement grains [18,19]. Londero et al. used the PD approach to develop low-cement concrete with appropriate characteristics, saving 40% of cement [3]. Abushama et al. studied the feasibility of utilizing the particle packing concept in the mix design of concrete incorporating silica fume (SF) and blast furnace slag (SL) and reported that supplementary cementitious materials can be used to reduce cement content, enhance packing, and improve the PSD of the system [5]. Campos et al. employed the PD concept to develop sustainable high-strength concrete with low cement content and minimal CO₂ emissions [4]. Dry packing methods are not suitable for fine materials due to the inter-particle forces and therefore wet packing methods have been developed to measure the PD of fine materials. Wang et al. used wet PD to develop UHPC with extraordinary strength and an optimized pore structure [20].
Water film thickness (WFT) and PD of fine materials approaches are considered promising and practical methods to characterize the performance of fresh cement composites [21]. Gayathiri and Praveenkumar concluded that the morphological and mineralogical characteristics of supplementary cementitious materials (SCMs) have significant influences on achieving a high degree of PD [22]. Similarly, Qiu et al. confirmed that an excess content of fine materials decreases the PD due to loosening and wedging effects [21]. WFT is a parameter based on particle shape, size, surface area, and water content, with a high influence on the rheology of cement composites. The mixing water fills the voids between solid particles, and the excess amount forms a coating surrounding the particles, which governs the rheological characteristics of the material. At a given w/b ratio, WFT is governed by the PD and specific surface area (SSA) of the used solid materials [23]. Rheology is a tool to characterize the performance of freshly mixed cement composites and can be used to predict the flowability, workability, consistency, and stability of the material [24]. Various models have been developed to study the rheological properties of cement pastes, the most common being the Herschel-Bulkley fluid model, Bingham, and the revised Bingham model [24,25]. Campos et al. stated that rheological characteristics are significantly influenced by the PSD and the PD degree [8]. Fine admixture controls the rheology of cement pastes because shear thickening relies upon the physical characteristics and chemical composition of the used material [22]. Navarrete et al. studied the influence of physicochemical characteristics and PSD of SCMs on the rheological properties of cement pastes and reported that PD is more effective than surface area on the structural build-up of the pastes, depending on the replacement level [26]. Soliman and Tagnit-Hamou concluded that PD has a significant role in workability and rheological characteristics of fresh concrete and recommended using the optimal packing rather than the maximum PD for the mix design of UHPC [10]. Increasing the PD due to high compactness and particle friction leads to a reduction in the yield stress, while a high fines content results in increased viscosity [10].
2 Research significance
New technologies in the construction field, such as 3D printing and UHPC manufacturing, require a deep understanding of material performance and different material interactions. However, there is a lack of inter-relationships that correlate PD and rheological characteristics to PSD, SSA, and the mineralogical and morphological characteristics of fine materials. Also, to the best of the authors’ knowledge, studies on the effects of WFT on fresh properties are limited, particularly when different fine materials are incorporated. This research aims to compare the influence of the physical and mineralogical characteristics of different supplementary materials on the PD and rheological properties of cement pastes. Additionally, it aims to establish the relationship between WFT and the fresh properties of different binary systems. The main outcome is to optimize a cement system with proper fresh properties, which in turn can be implemented in designing low-cement UHPC and improving sustainability in the field of concrete technology.
3 Experimental work
3.1 Materials
In this investigation, standardized cement (CEM I 42.5N) according to EN 197-1 was adopted for all mixes. Additionally, several mineral admixtures are used as follows: class (F) fly ash with two levels of fineness: coarse (CFA) and fine (FFA); SL; SF; inert limestone powder with three levels of fineness: coarse (CLP), medium (MLP), and fine (FLP); and inert quartz powder with three levels of fineness: coarse (CQP), medium (MQP), and fine (FQP). All used materials were provided by Sika GMBH Company and comply with EN standards. In this study, materials with fineness in the range of cement are considered coarse, while materials with higher fineness are considered fine. The measured chemical composition and physical properties of the used fine materials are summarized in Table 1. The phase composition was examined using an X-ray diffractometer and is represented in Figure 1. Also, the PSD was measured by a laser diffraction analyzer, as shown in Figure 1. Typical scanning electron microscope (SEM) images for all mineral admixtures used in this study are given in Figure 2.
Physical and chemical characteristics of the used mineral admixtures
| Notation | OPC | CFA | FFA | SL | SF | CLP | MLP | FLP | CQP | MQP | FQP |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Loss of ignition (%) | 2.9 | 3.05 | 2.85 | 0 | 1.96 | 42.84 | 43.28 | 39.77 | 0.14 | 0.28 | 0.14 |
| SiO2 (%) | 19.9 | 47.91 | 52.71 | 34.7 | 87.68 | 0.9 | 0.55 | 6.96 | 92.63 | 91.6 | 96.79 |
| Al2O3 (%) | 4.6 | 21.01 | 25.61 | 12.35 | 0.27 | 0.27 | 0.21 | 1.21 | <0.20 | 0.34 | <0.20 |
| Fe2O3 (%) | 3.1 | 4.57 | 5.62 | 0.58 | <0.30 | 0.22 | <0.20 | 0.54 | <0.30 | <0.30 | <0.30 |
| MgO (%) | 1.7 | 1.38 | 2.21 | 6.11 | 0.36 | 0.4 | 0.41 | 1.89 | <0.05 | <0.05 | <0.05 |
| CaO (%) | 65 | 4.79 | 5.19 | 39.76 | 0.17 | 55.33 | 55.33 | 49.43 | <0.10 | <0.10 | <0.10 |
| Na2Oeq (%) | 0.31 | 1.45 | 3.10 | 0.72 | 0.36 | — | — | 0.18 | — | — | — |
| SO3 (%) | 3 | 0.84 | 1.29 | 1.57 | 0.22 | <0.05 | <0.05 | <0.05 | <0.05 | <0.05 | <0.05 |
| Density (ρ) (g/cm3) | 3.17 | 2.35 | 2.55 | 2.91 | 2.31 | 2.75 | 2.76 | 2.73 | 2.67 | 2.68 | 2.65 |
| Baline (cm2/g) | 3,521 | 3.616 | 7.286 | 3.975 | — | 3,450 | 5.234 | 12.955 | 3.697 | 5.256 | 10.645 |
| Calculated SSA (cm2/g) | 3529.5 | 4064.4 | 10,022 | 4187.8 | 143,248 | 3,550 | 5,300 | 10,634 | 3859.2 | 4699.1 | 10,306 |
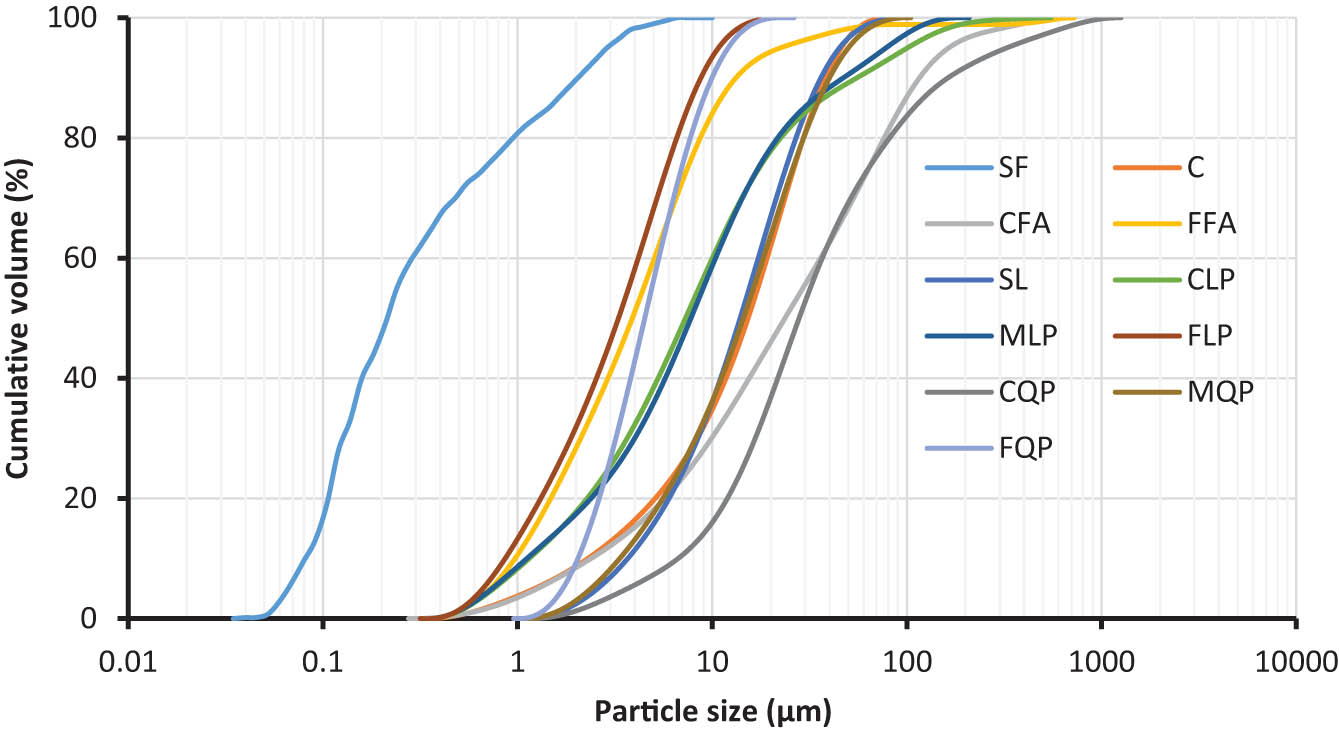
PSD of different mineral admixtures.
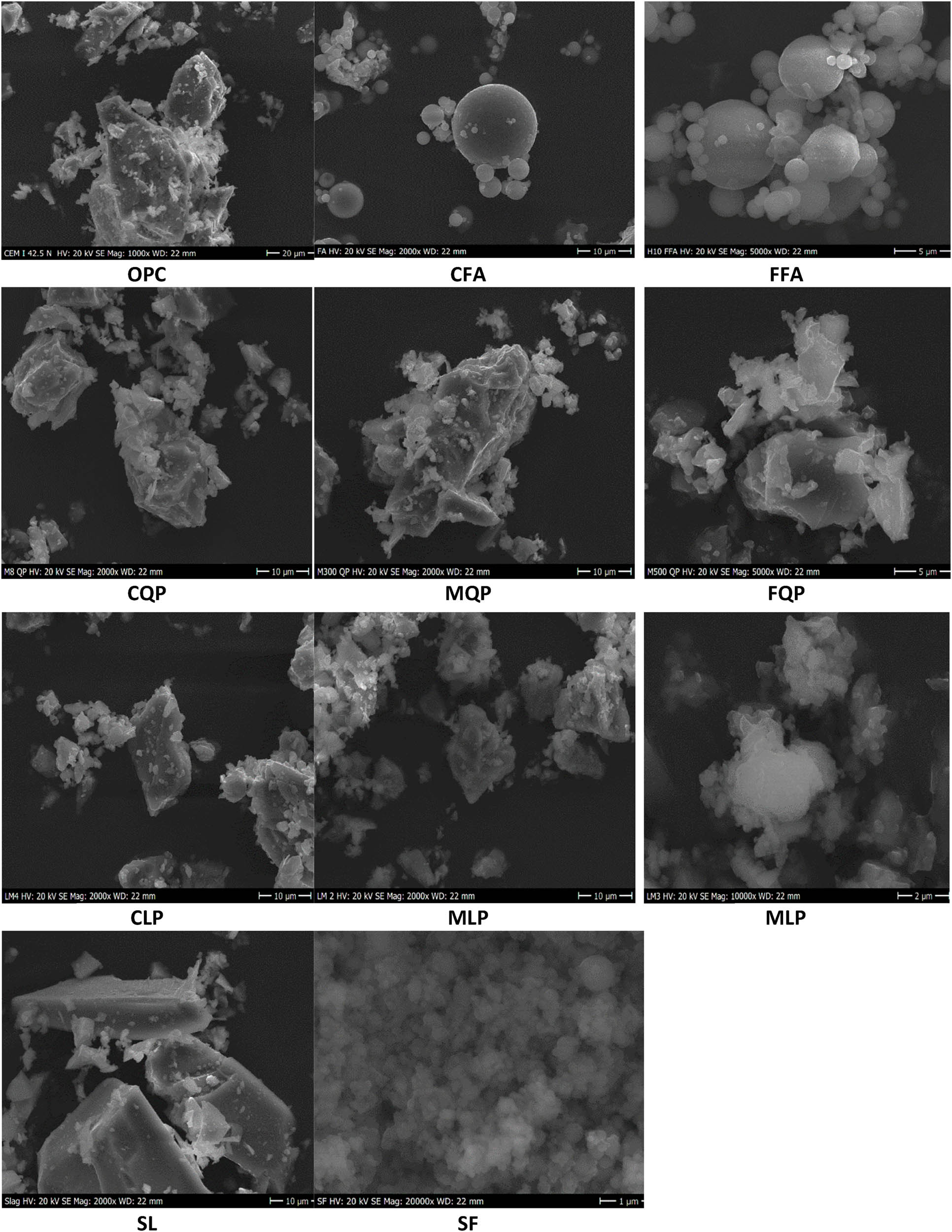
SEM images of the used fine materials.
3.2 Pastes composition
To evaluate the influence of binary system composition on dense packing and the performance of fresh pastes, this investigation, in the first part, measured viscosity, fresh density, and PD of different cement-mineral admixture systems. To reveal the governing factors, binary systems were produced to evaluate the influence of mineral admixture type and dosage. The content of mineral admixtures in the binary system was selected based on the literature survey. Besides SF, which was implemented at a dosage rate of 3, 6, 9, 12, and 15 wt%, other mineral admixtures were implemented at rates of 10, 20, 30, 40, and 50 wt% of cement. In total, 51 different pastes were prepared and tested. The water/binder ratio for all mixes was kept constant at 0.35 to avoid its influence on the studied characteristics. Details of the mix proportions are shown in Table 2.
Composition and results of PD of different mixes kg/m3
| Mix | Mix composition | Water demand | Excess water | PD (%) | WFT (µm) | Fresh density (t/m3) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | CFA | FFA | SL | SF | CLP | MLP | FLP | CQP | MQP | FQP | De La. | Cen. | ||||||
| Control | 100 | 3529.5 | 0.758 | 0.322 | 55.7 | 56.876 | 2.959 | 2.019 | ||||||||||
| CFA10 | 90 | 10 | 3583.0 | 0.733 | 0.315 | 56.3 | 57.7 | 2.918 | 1.987 | |||||||||
| CFA20 | 80 | 20 | 3636.5 | 0.719 | 0.298 | 56.7 | 58.2 | 2.784 | 1.940 | |||||||||
| CFA30 | 70 | 30 | 3690.0 | 0.697 | 0.291 | 57.3 | 58.9 | 2.748 | 1.914 | |||||||||
| CFA40 | 60 | 40 | 3743.5 | 0.684 | 0.276 | 57.7 | 59.4 | 2.638 | 1.876 | |||||||||
| CFA50 | 50 | 50 | 3797.0 | 0.670 | 0.263 | 58.1 | 59.9 | 2.551 | 1.844 | |||||||||
| FFA10 | 90 | 10 | 4178.7 | 0.739 | 0.320 | 56.9 | 57.5 | 2.521 | 2.004 | |||||||||
| FFA20 | 80 | 20 | 4827.9 | 0.730 | 0.307 | 57.8 | 57.8 | 2.132 | 1.977 | |||||||||
| FFA30 | 70 | 30 | 5477.1 | 0.712 | 0.304 | 58.5 | 58.4 | 1.897 | 1.956 | |||||||||
| FFA40 | 60 | 40 | 6126.4 | 0.703 | 0.293 | 59.2 | 58.7 | 1.668 | 1.927 | |||||||||
| FFA50 | 50 | 50 | 6775.6 | 0.698 | 0.279 | 59.9 | 58.9 | 1.460 | 1.907 | |||||||||
| SL10 | 90 | 10 | 3566.6 | 0.760 | 0.314 | 55.7 | 56.8 | 2.865 | 2.011 | |||||||||
| SL20 | 80 | 20 | 3603.6 | 0.763 | 0.305 | 56.1 | 56.7 | 2.770 | 2.001 | |||||||||
| SL30 | 70 | 30 | 3640.7 | 0.761 | 0.300 | 56.3 | 56.8 | 2.718 | 1.982 | |||||||||
| SL40 | 60 | 40 | 3677.7 | 0.764 | 0.292 | 56.6 | 56.7 | 2.629 | 1.971 | |||||||||
| SL50 | 50 | 50 | 3714.8 | 0.764 | 0.285 | 56.8 | 56.7 | 2.559 | 1.964 | |||||||||
| SF3 | 97 | 3 | 7721.1 | 0.733 | 0.337 | 57.5 | 57.7 | 1.422 | 2.008 | |||||||||
| SF6 | 94 | 6 | 11912.6 | 0.720 | 0.339 | 58.0 | 58.1 | 0.936 | 1.983 | |||||||||
| SF9 | 91 | 9 | 16104.2 | 0.729 | 0.320 | 58.3 | 57.8 | 0.658 | 1.968 | |||||||||
| SF12 | 88 | 12 | 20295.7 | 0.722 | 0.316 | 57.6 | 58.1 | 0.520 | 1.945 | |||||||||
| SF15 | 85 | 15 | 24487.3 | 0.763 | 0.265 | 57.1 | 56.7 | 0.365 | 1.929 | |||||||||
| CLP10 | 90 | 10 | 3521.6 | 0.743 | 0.324 | 57.3 | 57.5 | 3.013 | 2.010 | |||||||||
| CLP20 | 80 | 20 | 3513.6 | 0.715 | 0.340 | 58.1 | 58.4 | 3.201 | 2.008 | |||||||||
| CLP30 | 70 | 30 | 3505.7 | 0.705 | 0.337 | 59.2 | 58.3 | 3.220 | 1.970 | |||||||||
| CLP40 | 60 | 40 | 3497.7 | 0.686 | 0.344 | 60.6 | 59.0 | 3.331 | 1.959 | |||||||||
| CLP50 | 50 | 50 | 3489.8 | 0.660 | 0.358 | 61.5 | 59.7 | 3.516 | 1.948 | |||||||||
| MLP10 | 90 | 10 | 3696.6 | 0.748 | 0.320 | 56.9 | 57.2 | 2.832 | 2.008 | |||||||||
| MLP20 | 80 | 20 | 3863.6 | 0.739 | 0.316 | 57.4 | 57.5 | 2.707 | 1.989 | |||||||||
| MLP30 | 70 | 30 | 4030.7 | 0.720 | 0.323 | 57.8 | 58.1 | 2.682 | 1.971 | |||||||||
| MLP40 | 60 | 40 | 4197.7 | 0.708 | 0.323 | 58.3 | 58.5 | 2.605 | 1.956 | |||||||||
| MLP50 | 50 | 50 | 4364.8 | 0.692 | 0.327 | 58.8 | 59.1 | 2.567 | 1.935 | |||||||||
| FLP10 | 90 | 10 | 4240.0 | 0.739 | 0.328 | 56.1 | 57.5 | 2.531 | 2.006 | |||||||||
| FLP20 | 80 | 20 | 4950.4 | 0.718 | 0.335 | 56.7 | 58.2 | 2.242 | 1.982 | |||||||||
| FLP30 | 70 | 30 | 5660.9 | 0.724 | 0.316 | 57.2 | 58.0 | 1.874 | 1.966 | |||||||||
| FLP40 | 60 | 40 | 6371.4 | 0.712 | 0.315 | 57.7 | 58.4 | 1.679 | 1.939 | |||||||||
| FLP50 | 50 | 50 | 7081.8 | 0.720 | 0.295 | 58.1 | 58.2 | 1.432 | 1.916 | |||||||||
| CQP10 | 90 | 10 | 3562.5 | 0.743 | 0.321 | 55.9 | 57.4 | 2.960 | 2.005 | |||||||||
| CQP20 | 80 | 20 | 3595.5 | 0.738 | 0.310 | 56.5 | 57.5 | 2.870 | 1.987 | |||||||||
| CQP30 | 70 | 30 | 3628.4 | 0.731 | 0.301 | 57.0 | 57.8 | 2.800 | 1.969 | |||||||||
| CQP40 | 60 | 40 | 3661.4 | 0.717 | 0.300 | 57.5 | 58.2 | 2.806 | 1.953 | |||||||||
| CQP50 | 50 | 50 | 3694.3 | 0.715 | 0.287 | 58.0 | 58.3 | 2.698 | 1.933 | |||||||||
| MQP10 | 90 | 10 | 3646.5 | 0.752 | 0.312 | 55.8 | 57.1 | 2.807 | 2.005 | |||||||||
| MQP20 | 80 | 20 | 3763.4 | 0.735 | 0.313 | 56.2 | 57.6 | 2.768 | 1.985 | |||||||||
| MQP30 | 70 | 30 | 3880.4 | 0.737 | 0.296 | 56.6 | 57.6 | 2.575 | 1.966 | |||||||||
| MQP40 | 60 | 40 | 3997.4 | 0.729 | 0.289 | 57.0 | 57.8 | 2.475 | 1.939 | |||||||||
| MQP50 | 50 | 50 | 4114.3 | 0.726 | 0.278 | 57.5 | 57.9 | 2.344 | 1.924 | |||||||||
| FQP10 | 90 | 10 | 4207.2 | 0.745 | 0.318 | 56.1 | 57.3 | 2.484 | 2.006 | |||||||||
| FQP20 | 80 | 20 | 4884.8 | 0.737 | 0.309 | 56.5 | 57.6 | 2.109 | 1.977 | |||||||||
| FQP30 | 70 | 30 | 5562.4 | 0.737 | 0.293 | 55.8 | 57.6 | 1.782 | 1.959 | |||||||||
| FQP40 | 60 | 40 | 6240.0 | 0.754 | 0.259 | 55.7 | 57.0 | 1.427 | 1.940 | |||||||||
| FQP50 | 50 | 50 | 6917.6 | 0.786 | 0.213 | 55.1 | 56.0 | 1.072 | 1.902 | |||||||||
*water demand, excess water, and WFT were determined for centrifugal consolidation method in accordance with [27]. Similar calculations can be performed using De Larrard method.
3.3 Test methods
The main target of this research is to study the influence of fine material characteristics on PD and rheological properties of binary cement pastes. First, the characteristics of the used fine materials, including PSD, surface area, fineness, water demand, chemical composition, and SEM images, have been measured. The experimental work includes the measurement of PD using two methods: the De Larrard method and the centrifugal consolidation method. The reason for using two different methods is the absence of a standard testing method to measure PD. Additionally, the complex and random nature of particle behavior in the mixture makes the measurement of the PD of fine particles a challenging problem and a very complicated process. On the other hand, the slump flow test, shear stress, and viscosity were measured to assess the rheology of the fresh pastes. The density of fresh pastes has been measured to compare it with the results of PD.
3.3.1 PD measurement
Dry PD measurement methods are not ideal for fine materials and do not give accurate results because of the influence of compaction, inter-particle forces, and the effect of water. It is necessary to measure the PD in the presence of water due to the significant influence of surface forces on the experimental results. Therefore, wet packing methods have been developed to improve the accuracy of results and to consider the effect of water. In the literature, several methods are available to measure the wet PD of fine materials [28]. The De Larrard and Centrifugal methods are the two methods used in this research to determine the PD of the prepared pastes. The details of these methods are as follows.
3.3.1.1 De Larrard method
In this method, the minimum water demand for transferring a cementitious paste from a humid state to a thick and homogeneous state is measured. This water is stipulated to be the minimum needed to fill the voids with no excess water left for coating the particles and, therefore, can be used as a basis for measuring the maximum concentration of solids. A 3 L Hobart mixer was used for preparing the pastes. The procedure details are as follows: First, dry powders were mixed for 30 s, then all water and powder were added to the bowl and mixed for 1 min at low speed. Thereafter, the mixer was stopped, and the stuck paste was scraped from the bottom of the bowl and remixed for an additional 3 min at high speed. During this period, extra water was added to achieve the consistency of a thick paste. The PD was calculated from the minimum water demand using the following formula:
where, PD is the packing density (%), M w is the mass of water (kg), M p is the mass of powder (kg), and ρ is the density of powder in kg/m3 [27,29,30,31].
3.3.1.2 Centrifugal consolidation method
In this method, centrifugal consolidation was used to measure the PD of the wet paste as follows. A saturated paste with w/c = 0.3 is prepared using a similar procedure as described above. The sequence of paste preparation consists of 30 s of dry mixing, followed by the addition of water and mixing for 1 min at low speed. Then, the mixer is stopped for 1 min, and the paste is scraped before being additionally mixed for 1 min at low speed. A tube, 90 mm in height and 22 mm in diameter, was filled with the paste and weighed, then subjected to a centrifugal force of 4,000 rpm for 10 min. The surface water, which was forced out from the paste, was removed using a pipette, and the tube was reweighed. The voids-filled water was then measured, and the PD was computed using equation (1).
3.3.2 Flow test
To get an indication of paste consistency, the flow table test according to EN 1015-3 was performed. All pastes were prepared with a w/b ratio of 0.35, as given in Section 2.3.2. After preparation, the paste was transferred to a truncated cone with an internal diameter of 100 mm at the bottom and 70 mm at the top, with a height of 60 mm. The cone was placed centrally on a 300 mm circular rigid plate, then vertically lifted and jolted 15 times at a constant rate of approximately one per second. Then, the average diameter in two directions at right angles to each other was recorded, and the mean value was considered.
3.3.3 Rheology
The rheological characteristics of cement pastes were determined using the Schleibinger Viskomat NT rotational rheometer with two hollow blade rotors, the dimensions and geometry of which are illustrated in the study by Haist et al. [32]. A rotational speed vs time protocol, as shown in Figure 5, was implemented for all cementitious systems, and the material response in terms of the moment of resistance for different pastes was recorded. A pre-shearing at a maximum rotational speed of 120 rpm was performed due to the thixotropic behavior of cement-based materials before the torque stabilized and the flow reached a steady-state condition [33]. Additionally, a step shear profile with consecutively lower rotational speeds of 80, 40, and 20 rpm was performed. For each step, the shear rate was held constant for a short period, and the equilibrium moment was recorded.
For the derivation of yield stress and plastic viscosity, the Couette inverse problem is frequently used, and the transformation is usually approximated using the Reiner–Riwlin equation, which assumes Bingham flow behavior [34]. An extension of the Reiner–Riwlin equation was proposed by Feys et al. to account for the general nonlinear relationship between shear stress and shear rate in cementitious systems [35]. However, these derivations are principally associated with co-axial cylinder rheometers and, therefore, their applicability for determining rheological parameters in the case of a two-hollow-blade rotor is unsupported. In addition, this difficulty is aggravated by the fact that, unlike other rotor geometries, the flow around the rotor is three-dimensional, and in the absence of a defined shear plane and flow boundary condition in terms of shear gradient, the pattern of the relationship between shear stress and shear rate may remain unknown. Based on the abovementioned, and for this study, the affine translation approach introduced in the study by Haist [32] for converting raw data into absolute rheological parameters was adopted (Figure 3). In this approach, reference was made to the absolute rheological parameters of ultrasound gel obtained using a cone plate rotor, to which a defined shear plane and shear gradient exist. The torque and rotational speed measurements were best fitted using linear regression for each geometry. Then, conversion factors were evaluated for the transformation of torque and rotational speed for arbitrary geometry into identical shear stress and shear rate determined using the cone plate assemblage by using affine translation. These conversion factors were subsequently utilized for the transformation of torque and rotational speed into yield stress and plastic viscosity using equations (2) and (3) for arbitrary geometrical configurations (Figure 4).
where T O, AT, C is the absolute yield stress (Pa), μ AT, C is the plastic viscosity (Pa s), T OC is the yield torque (NM), Sc is the slope, and A rheo and M rheo are the conversion factors. For the two hollow blade rotors used in this investigation, Arheo and Mrheo were found equal to 2.16 Pa/N mm and 5.16 s−1/rad−1, respectively. Although there is no general validity of affine translation, it is admitted by the authors as the most reliable and accurate approach for processing the raw data of this study. Figure 5 illustrates the rheometer set up and procedure for determination of visco-elastic properties (a) Rotational speed vs time protocol and (b) moment of resistance of measurements for the control paste. The equilibrium moment was taken equal to the average moment for the last minute of each step (c) regression line for torque vs rotational speed and (d) conversion of torque and rotational speed measurements into shear stress and shear rate using affine translation (the intercept represents yield stress and the slope represents viscosity).

Measurement of flow spread of different cement pastes.

Schleibinger Viskomat NT to measure rheological characteristics.

Rheometer set up and procedure for determination of visco-elastic properties. (a) Rotational speed vs time protocol; (b) moment of resistance of measurements for the control paste; (c) regression line for torque vs rotational speed and (d) conversion of torque and rotational speed measurements into shear stress and shear rate using a ffine translation.
3.3.4 Fresh density
The bulk density of fresh pastes was measured according to EN 1015-6 using a standardized vessel with a 1 L volume. The mold was filled and compacted using a vibration table until no air bubbles appeared on the surface of the paste. Then, excess paste was removed from the surface, and the mass of the specimen was measured. The test was repeated three times on different samples, and the average value was considered.
4 Results and discussion
4.1 PD of pastes
The results of the PD of the developed binary systems are given in Table 2 and are presented in Figures 6 and 7. The experimental results clarify that there are slight differences between the two measuring methods. The centrifugal consolidation method gives higher values for pure cement paste than De Larrard. For other mixes, the differences are not significant; particularly, both methods have the same trends to a large extent. The difference in the measured values could be due to the differences in the concept and measuring procedure, which can be affected by the input material characteristics. Both methods depend largely on PSD, particle shape, and mixture composition.

Packing densities of different pastes using De Larrard method.

Packing densities of different pastes using the Centrifugal method.
Based on the obtained results, it is clear that both methods can be applied in the construction materials technology field and are highly sensitive to changes in the content or characteristics of the used materials. From Figures 6 and 7, it is clearly demonstrated that the partial substitution of cement with mineral admixtures increases the PD due to the excessive filling effect. Cement alone has relatively poor PD owing to its narrow PSD, which increases the voids between the particles. The use of fine materials with different sizes from cement significantly decreases the voids in the cementitious material system, depending on the fineness and shape of the particles. In general, high packing can be obtained when particles with a broader range of sizes are incorporated due to the successive filling process. The experimental results show that CFA and FFA yield increments of 9.5 and 7.5%, respectively, at a replacement ratio of 50% compared to the control mix. The spherical shape of FA particles, as indicated in SEM graphs, results in a reduction of inter-particle forces, thus allowing for better packing. The influence of CFA with coarser PSD on packing is more pronounced in comparison to the finer PSD of FFA. Regarding all tested materials, CLP has the highest PD. When compared to other limestone powders at a replacement ratio of 50%, CLP, MLP, and FLP enhance the PD by 10.4, 5.6, and 4.3%, respectively. This observation complies with what was obtained for FA by Mehdipour and Khayat [36], who reported that a substantial increase in SSA can lead to a relative increase in inter-particle distance due to the loosening effect of fine materials, thus lowering the PD of the paste. Additionally, the wider PSD of CFA and CLP allows the smaller particles to fill the spaces between larger particles and increase the PD. The influence of silica fume on the PD of cement pastes is significant, with a major increase for mixtures with 3 and 15% SF, of 3.2 and 4.7%, respectively, compared to the mixture without SF. Further inclusion of SF decreases the PD due to the excessive content of finer particles and inadequate dispersion of SF in the paste [36]. Meanwhile, slag exhibited the lowest PD behavior due to particle shape and its similarity in PSD to ordinary portland cement (OPC), and therefore, the extent of the increase is negligible. CQP increases PD compared to MQP due to the broader PSD of the mixture. Regarding the influence of FQP on PD, there is an optimum content of 20% at which the densest packing was achieved; afterward, the addition of FQP resulted in a significant decrease of 2.5%. This is attributed to the mono-sized PSD rather than the multi-sized PSD, which, especially at high replacement dosages, can repel cement particles and lower the PD.
Broadly speaking, the effects of various materials on PD using centrifugal consolidation follow the same pattern as the De Larrard method. CFA and FFA increase the PD to 59.9 and 58.9%, respectively. SF also increases the PD at rates up to 12%; however, SF with high content, 15% significantly reduces PD. On the other hand, slag blends displayed no difference in PD measurements. This result implies that the influence of the PSD of mineral admixtures, rather than the morphology of particles, is dominant. CLP shows a perpetual increase that reaches a value of 59.7%. The favorable effect of CLP on packing was discussed earlier. In comparing LPs, both CLP and MLP show a soaring diagram over all used replacement ratios and attain values of 59.7 and 59.1%, respectively, at an LP dosage of 50%, whereas the PD of FLP escalates to 58.2% at a replacement ratio of 20%. Thereafter, the increase in PD with the increase in FLP content is negligible. A similar discussion can be made for CQP and MQP but with lower PD measurements of 58.3 and 57.9%, respectively. However, for FQP, as the content increases between 0 and 20%, there is an increase in PD by 1.3%, then the PD remains approximately the same before it eventually declines by 2.8% for mixture FQP50 due to the loosening effect of fine materials. SL and CQP approximately have a similar PSD; however, CLP50 gives a 2.1% increase in PD over SL50 as the angular morphology of SL lowers the packing of the constituent particles. The PD of any material depends mainly on the PSD, particle shape, and surface smoothness. For cement alone, the narrow PSD leads to a decrease in the filling process of particles with each other and results in poor packing. When fly ash is used, the PD increases significantly due to the wide range of particle sizes on one hand and the spherical shape of particles on the other hand. In contrast, when quartz powder and slag are used to partially substitute cement, the obtained PD decreases due to the edged shape of the particles, which increases the blocking between particles, increases the voids, and decreases the PD. The use of ultra-fine materials such as SF results in a significant increase in PD to a certain extent, while above the saturation point, it starts to decrease due to the occupying effect.
4.2 Flowability
The flow spread results are shown in Figure 8. It is evident that CFA, CLP, MLP, and CQP improve flowability with increasing addition content due to the increase in PD. Comparing the flow spread of different pastes when the addition content reaches 50%, CLP, which has the highest PD, has the most favorable effect on flowability. Generally, CFA increases flowability in comparison with MLP. This could be attributed to the higher PD of CFA and the spherical geometry of its particles, which make it easier for the particles to roll against one another and improve flowability (ball bearing effect). When the fineness level of a material with a similar mineralogical composition increases, it negatively affects flowability, as manifested in FAs, LPs, and QPs. SF, although improving PD up to 12%, adversely affects the flowability of paste. Apart from the fact that increased PD increases excess water beyond that required to fill the voids between particles, the SSA governs the WFT necessary to coat the entire particle surface. Thus, for a similar amount of excess water, flowability is inversely proportional to the SSA.

Flow spread of different pastes including different mineral admixtures.
In order to investigate the influence of WFT on flow behavior, WFT over the particles was calculated. First, the ratio of excess water, which is the total water minus the water demand of the pastes, to the volume of solid particles was calculated. Then, WFT was computed as the ratio of the excess water to the SSA of the particles [27]. Figure 9 shows the flow spread of different pastes vs WFT. The water demand obtained from the centrifugal consolidation method was used in the calculation; however, a similar demonstration could be derived using the De Larrard method. For SL, LPs, and QPs, the flow increases linearly with the increase in WFT. The rate of increment in flow spread is 3.8 mm for each increment in WFT of 1 µm. However, this linear correlation between flow spread and WFT is not universal. For FAs and SF, the correlation between flow spread and WFT follows a parabolic form. The deviation from linearity for FAs and SF is mainly due to the sphericity and the replacement ratio. To illustrate this, the WFT for mixtures CFA10 and CFA20 is significant due to a higher PD and a lower SSA; however, the flow spread is reduced owing to the partial replacement of cement by only 10 and 20% with spherical FAs. Nevertheless, for irregularly shaped particles, the linear correlation remains valid, demonstrating that the flow spread is exclusively dependent on the WFT surrounding the particles. The influence of WFT on flow spread follows linear and quadratic trends for irregular and spherical particles, respectively, as presented in Figure 9. The linear curve for irregular particles demonstrates the negative effect of irregular shapes on flowability, requiring increasing amounts of water to reach the saturation point. However, for spherical particles, there is a certain WFT limit, above which the excess addition of water negatively influences flow spread. Generally, the flowability of the paste depends mainly on the mixture composition, the PD of the mixture, the characteristics of the used materials, and the w/b ratio. For the same water content, flowability increases with increasing PD (limestone powder mixes) due to the excess amount of water available to lubricate the particles and facilitate the movement. Additionally, particle shape and surface smoothness have a significant influence on flowability levels. Particles with irregular shapes (quartz powder and slag mixes) decrease flow values due to high friction between them, which requires external factors such as water-reducing admixtures or vibration forces to achieve the required flowability. In contrast, spherical particles (fly ash mixes) significantly increase paste flow at the same w/b ratio.

Flow spread of different pastes vs WFT.
4.3 Fresh density
The results of the fresh density of the mixtures are given in Table 2. For FA, SL, and SF, the effect of PD on fresh density cannot be readily established due to variations in specific density. However, in the case of LPs and QPs with similar specific gravity, the PD results in an increase in the fresh density of pastes with similar composition, which could be attributed to the increase in solid concentration and the reduction in voids in the system. Despite the crucial role of the particle density of the supplementary materials used in the fresh density of the pastes, other factors such as shape and fineness also play important roles. For example, SL has the highest particle density compared to other fine materials used, about 2.91; however, with partial substitution of cement, the fresh density decreases gradually. Similarly, fine quartz powder decreases the fresh density even though it has a high particle density. In contrast, CLP, with a particle density similar to that of quartz powder, exhibited fresh density values close to those of SL. This could be due to the high packing of limestone powder particles. Generally speaking, the fresh density and PD results agree to a certain extent, taking into account the particle density of the input materials. The density of any material depends mainly on the volumetric proportions of the solid structure to the void content. When spherical particles are used in combination with a wide distribution of particle sizes, the PD increases, and consequently, the paste density increases. On the contrary, when quartz powder with irregularly shaped particles is used, the PD decreases, the void content increases, and the paste density decreases.
4.4 Rheology
Figure 10 shows the change in viscoelastic properties as a function of the additive content. For CFA, the yield stress and plastic viscosity continuously decrease with an increase in dosage percentage. This is believed to be attributed to the ball-bearing effect of the spherical and smooth surface of FA particles, which reduces inter-particle frictional forces and improves flowability. However, this behavior is not extrapolated to very FFA, especially with a high level of cement replacement. For FFA mixtures, both yield stress and plastic viscosity roughly decrease at a percentage of 10%, then increase again. Despite the spherical geometry of FFA, the increase in yield stress could be ascribed to the higher fineness of FFA particles. The inclusion of FFA improves PD, as shown in Figures 5 and 6, leading to the release of additional water due to the filling effect; however, this does not suffice to counterbalance the tremendous increase in SSA. Therefore, it cannot be employed in the lubrication of the mix, and as a consequence, a higher yield stress is observed. Concerning plastic viscosity, FFA increases the number of contact points and increases the plastic viscosity of the cementitious system.

Yield stress and plastic viscosity of cement pastes.
The inclusion of SF exceedingly increases the yield stress, and the rate of increase escalates with percentage addition. SF can fill the voids in the cementitious system and therefore increase the PD, specifically at lower doses. However, the water liberated does not suffice to cover the immense increase in surface area, leading to an overall decline in flowability. Additionally, SF remarkably decreases the plastic viscosity. A probable reason is that, in addition to the sphericity of particles, ultra-fine particles smaller than 0.3 mm intermingle with water to form a slurry film over larger particles. Therefore, slurry film thickness was introduced in investigating the properties of pastes incorporating ultra-fine materials. The addition of SF content, although giving rise to increased yield stress, results in a decreasing rate of shear stress increase once the flow begins. This occurs due to a larger WFT around particles, leading to lower plastic viscosity. For SF12 and SF15 mixes, after the structure is broken down and steady-state flow occurs, the torque measurements successively increase as rotational speed decreases, resulting in a negative value for plastic viscosity. This may be attributed to the high surface area of SF particles, which results in the structural rebuild of particles at lower rotational speeds and increases the torque resistance of the system. On the other hand, the addition of slag to the system results in a slight decline in flowability, as reflected by a modest increase in yield stress and plastic viscosity with increasing slag content. This is because slag particles have an angular shape and a lower ability to pack efficiently. Therefore, an insufficient amount of water is liberated from inter-particle voids, negatively influencing the rheology of the paste, as shown in Figures 7 and 8.
The effect of PD on the rheological properties of CLP-OPC systems is evident. As CLP particles tend to pack densely, they lead to an increase in WFT and have a favorable effect on yield stress and viscosity as a consequence. In the comparison of LPs with varying levels of fineness, CLP, followed by MLP, enhances the rheological behavior, whereas FLP has a negative effect. A similar general trend is observed for QPs. CQP diminishes yield stress and plastic viscosity, specifically for addition rates below 30%, whereas MQP and FQP increase yield stress and plastic viscosity. FQP adversely changes the rheology of the pastes compared to FLP and even SF. This is mainly attributed to the lower PD, as demonstrated earlier, coupled with the higher surface area of the material, which reduces the WFT and consequently decreases rheology. For SL and MQP, the two materials with similar PSD exhibit the same increasing trend in rheological parameters but at different rates. Although SL shows a lower PD, it has a favorable effect on yield stress and plastic viscosity compared to CQP, possibly due to the glassy surface of the particles. Similarly, SF, with its tiny particles and high fineness, has a significant influence on the measured plastic viscosity. On the other hand, coarse fly ash decreases the plastic viscosity of the pastes owing to the ball-bearing effect of its spherical particles.
To study the influence of WFT on rheology, the relationship between yield stress and WFT is given in Figure 11. It is clearly seen that an inverse linear relationship exists when yield stress and WFT are plotted on a logarithmic scale, indicating that yield stress increases at a progressively increasing rate as WFT decreases. Moreover, depending on the particle shape, the relationship exhibits diverse behaviors. For spherical-shaped particles, yield stress decreases rapidly compared to irregular-shaped particles. It is noteworthy that the results fit well to the regression line for irregular-shaped particles and deviate from linearity for spherical-shaped particles, indicating that for irregular-shaped particles, yield stress primarily depends on WFT. Finally, the concurrence of the regression lines suggests that there is a WFT value at which the influence of particle shape on flow and rheology becomes insignificant. The pattern of the relationship between flow and yield stress is shown in Figure 12. An inverse linear relationship between flow and the logarithm of yield stress is obtained, showing that both measures are affected similarly. Additionally, flow spread is more sensitive at high flowability, whereas yield stress is more sensitive at low flowability.

The relationship between yield stress vs WFT.

Relationship between flow and yield stress.
5 Conclusion
The aim of this study was to investigate the possibility of optimizing cement paste intended for UHPC with decreased cement content without deteriorating its fresh properties. The findings of this study confirm the important role of the mineralogical characteristics of the fine materials used on the fresh properties of concrete. Particle shape, size, and packing play crucial roles in the flowability and rheological characteristics of fresh materials. On the other hand, chemical composition and particle density have marginal influences on the performance of the composites in their fresh state.
Based on the obtained experimental results, the following conclusions can be drawn:
The PD of fine materials depends mainly on the PSD and particle shape and correlates well with the fresh density of cement composites.
The PD is a critical criterion for the flowability of cementitious paste; therefore, CFA, CLP, and MLP increase flow correspondingly with the increase in replacement content. However, SL slightly reduces the flow of the paste.
Within the scope of this study, flow spread increases linearly with WFT, with an average increment of 3.8 mm in flow for each 1 µm increment in WFT. However, the correlation has a parabolic shape for SF and FAs, arising from their sphericity and substitution percentage.
Shear stress (τ) is generally affected in a similar way as flowability. However, the variation in (τ) is more sensitive, especially for pastes with low flowability. A linear inverse relationship exists between flowability and the logarithm of shear stress.
Plastic viscosity (µ) continuously decreased with the substitution of OPC by CFA, CLP, and MLP up to 50% due to higher PD. FFA, SL, and MQP all decreased (µ) at low additions, then successively increased it at high addition percentages; however, the extent of influence is largely insignificant. Conversely, the addition of FLP and FQP increases (µ) up to 50% due to reduced PD, specifically for the OPC-FQP system, and increased surface area.
By optimizing the mixture proportion, high PD with proper fresh properties can be achieved while minimizing cement content. This study can be successfully employed to optimize UHPC mixtures with proper fresh properties while utilizing low cement content.
Acknowledgements
The authors acknowledge the Egyptian Academy of Scientific Research and Technology for its support during the project through Short Term Applied Research & Technology Transfer Fellowship Program (ASRT-STARS), Cycle 1. In addition, the authors express their gratitude for the technical and financial support provided by the University of Jordan.
-
Funding information: Authors state no funding involved.
-
Author contributions: Reham M. Ibrahim: conceptualization, methodology, validation, formal analysis, investigation, resources, data curation, and writing – original draft preparation; Seleem S. E. Ahmad: writing – review and editing, visualization, supervision, and project administration; Ahmed I. Ghazal: writing – review and editing; Hussein Al-kroom: writing – review and editing, validation, formal analysis, investigation, supervision, resources, and data curation; and Mohamed Abd Elrahman: writing – review and editing, visualization, supervision, and project administration. All authors have read and agreed to the published version of the manuscript.
-
Conflict of interest: The authors declare that they have no competing interests.
-
Ethical approval: The conducted research is not related to either human or animals use.
-
Data availability statement: The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
[1] Shi Y, Long G, Zeng X, Xie Y, Wang H. Green ultra-high performance concrete with very low cement content. Constr Build Mater. 2021;303:124482. 10.1016/j.conbuildmat.2021.124482.Search in Google Scholar
[2] Zheng K, Liu Y, Huang W, Zhou J, Cui D. Reverse filling cementitious materials based on dense packing: The concept and application. Powder Technol. 2020;359:152–60. 10.1016/j.powtec.2019.09.050.Search in Google Scholar
[3] Londero C, Klein NS, Mazer W. Study of low-cement concrete mix-design through particle packing techniques. J Build Eng. 2021;42:103071. 10.1016/j.jobe.2021.103071.Search in Google Scholar
[4] Campos HF, Klein NS, Filho M. Proposed mix design method for sustainable high-strength concrete using particle packing optimization. J Clean Prod. 2020;265:121907. 10.1016/j.jclepro.2020.121907.Search in Google Scholar
[5] Abushama W, Tamimi AK, Tabsh SW, El-Emam MM, Ibrahim A, Ali TKM. Influence of optimum particle packing on the macro and micro properties of sustainable concrete. Sustainability. 2023;15(19):14331. 10.3390/su151914331.Search in Google Scholar
[6] Randl N, Steiner T, Ofner S, Baumgartner E, Meszoly T. Development of UHPC mixtures from an ecological point of view. Constr Build Mater. 2014;67:373–8. 10.1016/j.conbuildmat.2013.12.102.Search in Google Scholar
[7] Yousuf S, Sanchez LFM, Shammeh SA. The use of particle packing models (PPMs) to design structural low cement concrete as an alternative for construction industry. J Build Eng. 2019;25:100815. 10.1016/j.jobe.2019.100815.Search in Google Scholar
[8] Campos HF, Klein NS, Filho M, Bianchini M. Low-cement high-strength concrete with partial replacement of Portland cement with stone powder and silica fume designed by particle packing optimization. J Clean Prod. 2020;261:121228. 10.1016/j.jclepro.2020.121228.Search in Google Scholar
[9] Yin T, Yu R, Liu K, Wang Z, Fan D, Wang S, et al. Precise mix-design of ultra-high performance concrete (UHPC) based on physicochemical packing method: from the perspective of cement hydration. Constr Build Mater. 2022;352:128944. 10.1016/j.conbuildmat.2022.128944.Search in Google Scholar
[10] Soliman NA, Tagnit-Hamou A. Using particle packing and statistical approach to optimize eco-efficient ultra-high-performance concrete. ACI Mater J. 2017;114(6):847–58. 10.14359/51701001.Search in Google Scholar
[11] Shi C, Wu Z, Xiao J, Wang D, Huang Z, Fang Z. A review on ultra-high performance concrete: Part I. Raw materials and mixture design. Constr Build Mater. 2015;101:741–51. 10.1016/j.conbuildmat.2015.10.088.Search in Google Scholar
[12] Li LG, Lin CJ, Chen GM, Kwan AKH, Jiang T. Effects of packing on compressive behaviour of recycled aggregate concrete. Constr Build Mater. 2017;157:757–77. 10.1016/j.conbuildmat.2017.09.097.Search in Google Scholar
[13] De Bono V, Ducoulombier N, Mesnil R, Caron JF. Methodology for formulating low-carbon printable mortar through particles packing optimization. Cem Concr Res. 2024;176:107403. 10.1016/j.cemconres.2023.107403.Search in Google Scholar
[14] Liu JC, Ji H, Kwan AK, Ye H. Optimization of alkali-activated binder reactive powder concrete based on concept of packing density. Powder Technol. 2024;45(6):567–78. 10.1016/j.powtec.2024.119778.Search in Google Scholar
[15] Sengupta J, Dhang N, Deb A. Efficient mix design of one-part alkali-activated concrete using packing density method and its optimization through Taguchi-GRA. Constr Build Mater. 2024;438(9):345–56. 10.1016/j.conbuildmat.2024.136869.Search in Google Scholar
[16] Bala M, Zentar R, Boustingorry P. Parameter determination of the Compressible Packing Model (CPM) for concrete application. Powder Technol. 2020;367:56–66. 10.1016/j.powtec.2019.11.085.Search in Google Scholar
[17] Mohamed MAE. Hot water concrete tank to store solar generated energy. Germany: TU Berlin; 2014. 10.14279/depositonce-4015.Search in Google Scholar
[18] Zhao J, Wang D, Yan P. Design and experimental study of a ternary blended cement containing high volume steel slag and blast-furnace slag based on Fuller distribution model. Constr Build Mater. 2017;140:248–56. 10.1016/j.conbuildmat.2017.02.119.Search in Google Scholar
[19] Chen JJ, Ng PL, Chu SH, Guan GX, Kwan AKH. Ternary blending with metakaolin and silica fume to improve packing density and performance of binder paste. Constr Build Mater. 2020;252:119031. 10.1016/j.conbuildmat.2020.119031.Search in Google Scholar
[20] Wang X, Yu R, Song Q, Shui Z, Liu Z, Wu S, et al. Optimized design of ultra-high performance concrete (UHPC) with a high wet packing density. Cem Concr Res. 2019;126:105921. 10.1016/j.cemconres.2019.105921.Search in Google Scholar
[21] Qiu J, Guo Z, Yang L, Jiang H, Zhao Y. Effects of packing density and water film thickness on the fluidity behaviour of cemented paste backfill. Powder Technol. 2020;359:27–35. 10.1016/j.powtec.2019.10.046.Search in Google Scholar
[22] Gayathiri K, Praveenkumar S. Retaining the particle packing approach and its application in developing the cement composites towards sustainability. J Build Pathol Rehabilitation. 2023;8(26):26. 10.1007/s41024-023-00271-9.Search in Google Scholar
[23] Li LG, Kwan KH. Effects of superplasticizer type on packing density, water film thickness and flowability of cementitious paste. Constr Build Mater. 2015;86:113–9. 10.1016/j.conbuildmat.2015.03.104.Search in Google Scholar
[24] Jiao D, Shi C, Yuan Q, An X, Liu Y, Li H. Effect of constituents on rheological properties of fresh concrete - A review. Cem Concr Compos. 2017;83:146–59. 10.1016/j.cemconcomp.2017.07.016.Search in Google Scholar
[25] Li D, Wang D, Ren C, Rui Y. Investigation of rheological properties of fresh cement paste containing ultrafine circulating fluidized bed fly ash. Constr Build Mater. 2018;188:1007–13. 10.1016/j.conbuildmat.2018.07.186.Search in Google Scholar
[26] Navarrete I, Kurama Y, Escalona N, Lopez M. Impact of physical and physicochemical properties of supplementary cementitious materials on structural build-up of cement-based pastes. Cem Concr Res. 2020;130:105994. 10.1016/j.cemconres.2020.105994.Search in Google Scholar
[27] Chu SH, Chen JJ, Li LG, Ng PL, Kwan AKH. Roles of packing density and slurry film thickness in synergistic effects of metakaolin and silica fume. Powder Technol. 2021;387:575–83. 10.1016/j.powtec.2021.04.029.Search in Google Scholar
[28] Fennis SAAM, Walraven JC, Nijland TG. Measuring the packing density to lower the cement content in concrete. Tailor made concrete structures-Walraven & Stoelhorst (eds) 2008 Talyor & Francis Group. London. 2008;419–24. 10.1201/9781439828410.ch71.Search in Google Scholar
[29] Ghasemi Y, Emborg ME, Cwirzen A. Estimation of specific surface area of particles based on size distribution curve. Mag Concr Res. 2018;70(10):533–40. 10.1680/jmacr.17.00045.Search in Google Scholar
[30] Wong Henry HC, Kwan Albert KH. Packing density of cementitious materials: part 1 – measurement using a wet packing method. Mater Struct. 2008;41:689–701. 10.1617/s11527-007-9274-5.Search in Google Scholar
[31] Fennis SAAM. Design of ecological concrete by particle packing optimization. PhD thesis, Delft University of Technology, The Netherlands; 2011. http://repository.tudelft.nl/assets/uuid:5a1e445b-36a7-4f27-a89a-d48372d2a45c/fennis_final.pdf.Search in Google Scholar
[32] Haist M, Link J, Nicia D, Leinitz S, Baumert C, Von Bronk T, et al. Interlaboratory study on rheological properties of cement pastes and reference substances: comparability of measurements performed with different rheometers and measurement geometries. Mater Struct. 2020;53(92):1–26. 10.1617/s11527-020-01477-w.Search in Google Scholar
[33] Qian Y, Kawashima S. Distinguishing dynamic and static yield stress of fresh cement mortars through thixotropy. Cem Concr Compos. 2018;86:288–96. 10.1016/j.cemconcomp.2017.11.019.Search in Google Scholar
[34] Peng Y, Unluer C. Advances in rheological measurement and characterization of fresh cement pastes. Powder Technol. 2023;429:11890. 10.1016/j.powtec.2023.118903.Search in Google Scholar
[35] Feys D, Wallevik JE, Yahia A, Khayat KH, Wallevik OH. Extension of the Reiner–Riwlin equation to determine modified Bingham parameters measured in coaxial cylinders rheometers. Mater Struct. 2013;46:289–311. 10.1617/s11527-012-9902-6.Search in Google Scholar
[36] Mehdipour I, Khayat KH. Effect of particle-size distribution and specific surface area of different binder systems on packing density and flow characteristics of cement paste. Cem Concr Compos. 2017;78:120–31. 10.1016/j.cemconcomp.2017.01.005.Search in Google Scholar
© 2025 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- Lie symmetry analysis of bio-nano-slip flow in a conical gap between a rotating disk and cone with Stefan blowing
- Mathematical modelling of MHD hybrid nanofluid flow in a convergent and divergent channel under variable thermal conductivity effect
- Advanced ANN computational procedure for thermal transport prediction in polymer-based ternary radiative Carreau nanofluid with extreme shear rates over bullet surface
- Effects of Ca(OH)2 on mechanical damage and energy evolution characteristics of limestone adsorbed with H2S
- Effect of plasticizer content on the rheological behavior of LTCC casting slurry under large amplitude oscillating shear
- Studying the role of fine materials characteristics on the packing density and rheological properties of blended cement pastes
- Deep learning-based image analysis for confirming segregation in fresh self-consolidating concrete
- MHD Casson nanofluid flow over a three-dimensional exponentially stretching surface with waste discharge concentration: A revised Buongiorno’s model
- Rheological behavior of fire-fighting foams during their application – a new experimental set-up and protocol for foam performance qualification
- Viscoelastic characterization of corn starch paste: (II) The first normal stress difference of a cross-linked waxy corn starch paste
- An innovative rheometric tool to study chemorheology
- Effect of polymer modification on bitumen rheology: A comparative study of bitumens obtained from different sources
- Rheological and irreversibility analysis of ternary nanofluid flow over an inclined radiative MHD cylinder with porous media and couple stress
- Rheological analysis of saliva samples in the context of phonation in ectodermal dysplasia
- Analytical study of the hybrid nanofluid for the porosity flowing through an accelerated plate: Laplace transform for the rheological behavior
- 10.1515/arh-2025-0060
- Brief Report
- Correlations for friction factor of Carreau fluids in a laminar tube flow
- Special Issue on the Rheological Properties of Low-carbon Cementitious Materials for Conventional and 3D Printing Applications
- Rheological and mechanical properties of self-compacting concrete with recycled coarse aggregate from the demolition of large panel system buildings
- Effect of the combined use of polyacrylamide and accelerators on the static yield stress evolution of cement paste and its mechanisms
- Special Issue on The rheological test, modeling and numerical simulation of rock material - Part II
- Revealing the interfacial dynamics of Escherichia coli growth and biofilm formation with integrated micro- and macro-scale approaches
- Construction of a model for predicting sensory attributes of cosmetic creams using instrumental parameters based on machine learning
- Effect of flaw inclination angle and crack arrest holes on mechanical behavior and failure mechanism of pre-cracked granite under uniaxial compression
- Special Issue on The rheology of emerging plant-based food systems
- Rheological properties of pea protein melts used for producing meat analogues
- Understanding the large deformation response of paste-like 3D food printing inks
- Seeing the unseen: Laser speckles as a tool for coagulation tracking
- Composition, structure, and interfacial rheological properties of walnut glutelin
- Microstructure and rheology of heated foams stabilized by faba bean isolate and their comparison to egg white foams
- Rheological analysis of swelling food soils for optimized cleaning in plant-based food production
- Multiscale monitoring of oleogels during thermal transition
- Influence of pea protein on alginate gelation behaviour: Implications for plant-based inks in 3D printing
- Observations from capillary and closed cavity rheometry on the apparent flow behavior of a soy protein isolate dough used in meat analogues
- Special Issue on Hydromechanical coupling and rheological mechanism of geomaterials
- Rheological behavior of geopolymer dope solution activated by alkaline activator at different temperature
- Special Issue on Rheology of Petroleum, Bitumen, and Building Materials
- Rheological investigation and optimization of crumb rubber-modified bitumen production conditions in the plant and laboratory
Articles in the same Issue
- Research Articles
- Lie symmetry analysis of bio-nano-slip flow in a conical gap between a rotating disk and cone with Stefan blowing
- Mathematical modelling of MHD hybrid nanofluid flow in a convergent and divergent channel under variable thermal conductivity effect
- Advanced ANN computational procedure for thermal transport prediction in polymer-based ternary radiative Carreau nanofluid with extreme shear rates over bullet surface
- Effects of Ca(OH)2 on mechanical damage and energy evolution characteristics of limestone adsorbed with H2S
- Effect of plasticizer content on the rheological behavior of LTCC casting slurry under large amplitude oscillating shear
- Studying the role of fine materials characteristics on the packing density and rheological properties of blended cement pastes
- Deep learning-based image analysis for confirming segregation in fresh self-consolidating concrete
- MHD Casson nanofluid flow over a three-dimensional exponentially stretching surface with waste discharge concentration: A revised Buongiorno’s model
- Rheological behavior of fire-fighting foams during their application – a new experimental set-up and protocol for foam performance qualification
- Viscoelastic characterization of corn starch paste: (II) The first normal stress difference of a cross-linked waxy corn starch paste
- An innovative rheometric tool to study chemorheology
- Effect of polymer modification on bitumen rheology: A comparative study of bitumens obtained from different sources
- Rheological and irreversibility analysis of ternary nanofluid flow over an inclined radiative MHD cylinder with porous media and couple stress
- Rheological analysis of saliva samples in the context of phonation in ectodermal dysplasia
- Analytical study of the hybrid nanofluid for the porosity flowing through an accelerated plate: Laplace transform for the rheological behavior
- 10.1515/arh-2025-0060
- Brief Report
- Correlations for friction factor of Carreau fluids in a laminar tube flow
- Special Issue on the Rheological Properties of Low-carbon Cementitious Materials for Conventional and 3D Printing Applications
- Rheological and mechanical properties of self-compacting concrete with recycled coarse aggregate from the demolition of large panel system buildings
- Effect of the combined use of polyacrylamide and accelerators on the static yield stress evolution of cement paste and its mechanisms
- Special Issue on The rheological test, modeling and numerical simulation of rock material - Part II
- Revealing the interfacial dynamics of Escherichia coli growth and biofilm formation with integrated micro- and macro-scale approaches
- Construction of a model for predicting sensory attributes of cosmetic creams using instrumental parameters based on machine learning
- Effect of flaw inclination angle and crack arrest holes on mechanical behavior and failure mechanism of pre-cracked granite under uniaxial compression
- Special Issue on The rheology of emerging plant-based food systems
- Rheological properties of pea protein melts used for producing meat analogues
- Understanding the large deformation response of paste-like 3D food printing inks
- Seeing the unseen: Laser speckles as a tool for coagulation tracking
- Composition, structure, and interfacial rheological properties of walnut glutelin
- Microstructure and rheology of heated foams stabilized by faba bean isolate and their comparison to egg white foams
- Rheological analysis of swelling food soils for optimized cleaning in plant-based food production
- Multiscale monitoring of oleogels during thermal transition
- Influence of pea protein on alginate gelation behaviour: Implications for plant-based inks in 3D printing
- Observations from capillary and closed cavity rheometry on the apparent flow behavior of a soy protein isolate dough used in meat analogues
- Special Issue on Hydromechanical coupling and rheological mechanism of geomaterials
- Rheological behavior of geopolymer dope solution activated by alkaline activator at different temperature
- Special Issue on Rheology of Petroleum, Bitumen, and Building Materials
- Rheological investigation and optimization of crumb rubber-modified bitumen production conditions in the plant and laboratory