
Effect of steam curing system on compressive strength of recycled aggregate concrete
-
Yuzhi Chen
 and
Jianhui Tang
and
Jianhui Tang

Abstract
Steam curing prefabrication is a feasible way to promote the application of recycled aggregate in the background of building industrialization. The combined use of slag and fly ash contributes to the comprehensive improvement of both the early and later-stage performance of recycled aggregate concrete (RAC). However, the steam curing regime for RAC composed of slag and fly ash remains unclear, including appropriate curing temperatures and time. In this study, the influences of curing temperatures (20, 40, 60, and 80°C), steam curing time (6, 9, and 12 h) and mineral admixtures (slag powder and fly ash) on the demoulding strength and strength development of RAC were investigated. Based on the Arrhenius formula, the hydration reaction rate was characterized by the development of compressive strength, the apparent activation energy related to the steam curing time was calculated, and the energy-based compressive strength model was proposed to realize the early strength prediction of the steam-cured RAC.
1 Introduction
The development of the construction industry has led to a shortage of natural stone materials. Additionally, the increasing volume of waste construction concrete contributes to environmental pollution [1]. Recycled aggregates (RAs) are produced by crushing construction waste. Utilizing RAs in recycled aggregate concrete (RAC) not only alleviates the environmental pressure caused by construction waste landfills but also significantly reduces the extraction of natural resources [2,3]. The main difference between RAs and natural aggregates (NA) is the attached old cement mortar. For RAs of different sizes, such as 4–8, 8–16, and 16–32 mm, the mortar contents were 60, 40, and 35%, respectively [4]. Adhesive old mortar causes low strength and high crushing index of RA. The crushing value of 10–20 and 4.75–10 mm RA is 33 and 45% higher than that of NA, respectively [5]. Due to many defects of RA, under the same mix proportion, RA will reduce the compressive strength of concrete, which is usually more than 10% lower than that of natural aggregate concrete (NAC). McGinnis et al. [6] selected RA from four different regions in the United States, and the strength of RAC decreased by 16.6% at 50% replacement and 26.4% at 100% replacement.
To address the aforementioned issues, steam curing has been employed to enhance the strength of RAC [7,8,9], particularly for the fabrication of precast concrete components. Compared to curing at ambient temperature, steam curing can accelerate the hydration reaction rate of concrete. In the context of construction industrialization, this significantly improves the early strength of concrete components, expedites formwork turnover, and enhances production efficiency. However, excessively high steam curing temperatures or prolonged steam curing durations can adversely affect the later-stage strength of concrete [10,11]. The compressive strength of concrete at 28 days may decrease by up to 20% [12], and the occurrence of fine shrinkage cracks has been observed in some precast concrete components [13]. Additionally, steam curing can lead to thermal damage to concrete and delayed ettringite formation (DEF). Nonetheless, some studies have found that water stored in the pores of RA can provide long-term internal curing effects for steam-cured concrete and mitigate the issues of strength reduction due to shrinkage effects [14]. Yammine et al. [15] discovered that the pores in concrete induced by RA can counteract some of the expansion caused by DEF, thus reducing the risk of damage.
Incorporating fly ash or slag powder into cement can enhance the advantages of steam curing [16,17]. The active chemical components in slag powder and fly ash, such as silica and alumina, can react with alkaline substances like calcium hydroxide in moist environments to produce cementitious materials such as hydrated calcium silicate and hydrated calcium aluminate [18,19]. A recent research [20] has also reported the use of slag and fly ash as cementitious materials to prepare geopolymer concrete in alkaline environments. The findings from Kou et al. [21] suggest that mineral admixtures contribute more significantly to the improvement of RAC performance compared to NAC. During high-temperature curing, the early hydration rate of cement-slag concrete significantly increases, resulting in strengths much higher than those of concrete subjected to the same replacement ratio and standard curing [22]. The chemical reaction between fly ash and RA is beneficial for enhancing later-stage strength. Wang et al. [23] suggested that although the addition of fly ash may decrease the early strength of steam-cured concrete, it can lead to a more rational distribution of pores, reducing total shrinkage and aiding in the hydration of concrete during later stages. The combined use of high-activity slag and low-activity fly ash offers a solution to enhance the overall performance of steam-cured RAC throughout its service life. However, most current studies only focus on single types of admixtures, and the steam curing regime for RAC composed of slag and fly ash remains unclear, including appropriate curing temperatures and time.
In this study, the compressive strength of RAC under different curing systems were obtained, and the effects of different curing temperatures, curing time, and mineral admixtures on the demoulding strength and later strength of RAC are revealed. Combined with the Arrhenius formula, the hydration reaction rate is characterized by compressive strength and a demoulding strength prediction model based on apparent activation energy is proposed. The research results have important theoretical and practical significance for promoting the wide application of RAC in engineering and guiding the industrialized production of prefabricated components.
2 Experiments
2.1 Materials and test setup
P.O. 42.5 ordinary Portland cement was used and the admixtures were low calcium fly ash and S95 ground fine-grained blast furnace slag powder. The specific surface areas of cement, fly ash, and slag are 378, 365, and 420 m2·kg−1, respectively. The 3-day steam curing activity indexes of mineral powder and fly ash are 106.9 and 78.1%, and the 28-day steam curing activity indexes are 119.4 and 90%, respectively. Oxide compositions of raw materials were obtained by X-ray fluorescence (XRF) using the EDX-7200 SHIMADZU spectrometer. The chemical compositions of cement, mineral powder, and fly ash are shown in Table 1.
Chemical components of raw materials used in the experiment (wt%)
| Components | CaO | MgO | SiO2 | Fe2O3 | P2O5 | Al2O3 | SO3 | LOI |
|---|---|---|---|---|---|---|---|---|
| Cement | 54.65 | 2.58 | 22.07 | 4.32 | 1.03 | 6.30 | 2.59 | 2.14 |
| Fly ash | 8.18 | 0.30 | 41.11 | 6.28 | 1.15 | 38.62 | 0.42 | 3.61 |
| Slag powder | 45.09 | 6.99 | 27.33 | 0.45 | 0.13 | 13.66 | 4.03 | 0.95 |
The maximum nominal particle size of RA is 26.5 mm, the bulk density is 1264.5 kg·m−3, the water absorption is 4.9%, and the crushing index is 15.2%. The fine aggregate is natural river sand with a fineness modulus of 2.5. The particle size distribution curves are shown in Figure 1.
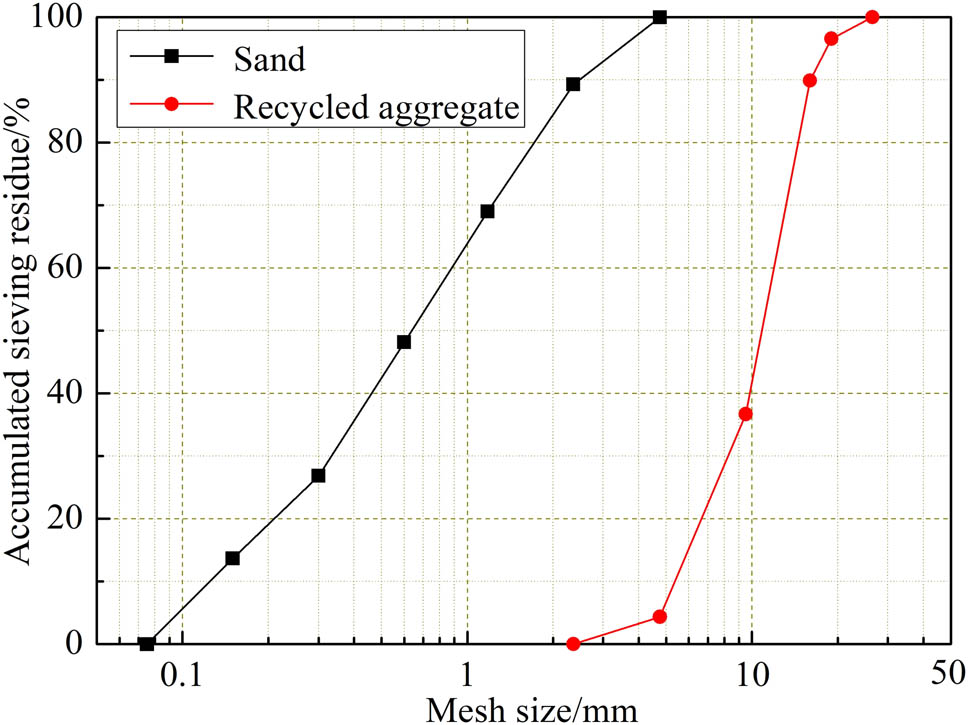
Particle size distribution curves of fine and coarse aggregates.
In the test, 50% cement was replaced by slag powder or mixed slag powder and fly ash, in which the ratio of slag powder to fly ash is 3:2 [24,25]. The mix ratio of RAC is shown in Table 2, in which the symbol RACC represents that all cementitious materials are ordinary Portland cement, the symbol RACS represents that only slag powder is used as an admixture in cementitious materials, and the symbol RACSF represents that slag powder and fly ash are hybrid mixed in cementitious materials. The coarse aggregate is 100% RA, the sand ratio is 0.46, and the w/c ratio is 0.3. The water-reducing agent is the polycarboxylic acid, which is a high-performance water-reducing agent, and the content is 0.7% of the cementitious material. The concrete mixture showed a good fluidity with the measured slump between 190 and 200 mm.
Mix ratio of RAC (kg·m−3)
| Specimen ID | Cement | Slag powder | Fly ash | Sand | RA | Water |
|---|---|---|---|---|---|---|
| RACC | 483 | 0 | 0 | 815 | 957 | 145 |
| RACS | 241.5 | 241.5 | 0 | 815 | 957 | 145 |
| RACSF | 241.5 | 144.9 | 96.6 | 815 | 957 | 145 |
The dimensions of specimens are 100 mm × 100 mm × 100 mm. After the specimens were cast, they were cured according to different curing regimes (standard curing and steam curing). The steam curing regime follows the standard of GB 50164-2011, using a ZKY-400B curing tank, as shown in Figure 2. The four stages of steam curing, including static, heating, constant, and cooling, were all automatically executed. After curing at different ages, the compression tests were conducted based on the standard GB/T 50081-2019 using the YAW4306 electro-hydraulic servo compression testing machine, as illustrated in Figure 3. Each group consists of three specimens, with a loading rate controlled at 3 kN·s−1.

The steam curing tank.
The compression test setup.
2.2 Curing system
The cubic specimens of RAC with the size of 100 mm × 100 mm × 100 mm were cast and cured under standard curing conditions and steam curing conditions, respectively.
2.2.1 Standard curing
After pouring concrete mixture into moulds, the specimens were covered with plastic film and placed in a standard curing room at a temperature of 20 ± 2°C and a humidity of 95%. The compressive strength was tested at the corresponding age.
2.2.2 Steam curing
The steam curing process of concrete can be divided into static stage, heating stage, constant stage, and cooling stage. Taking the curing temperature of 60°C and duration of 12 h as an example, which is symbolled as 60°C-12 h, the steam curing system is shown in Figure 4. The steam curing systems of all tests are shown in Table 3.

The steam curing system of 60°C-12 h.
Steam curing system parameters
| Static time (h) | Heating time (h) | Temperature (°C) | Duration (h) | Cooling time (h) |
|---|---|---|---|---|
| 3 | 2 | 40 | 12 | 2 |
| 60 | 6/9/12 | |||
| 80 | 6/9/12 |
After steam curing, the specimens were demoulded and divided into two groups. One group was tested immediately to obtain the early demoulding strength. The other group was put into the standard curing room, and the compressive strength was tested after reaching the specified age to obtain the variation trend of the strength of steam-cured RAC with age.
3 Results and analysis
3.1 Compressive strength
The average compressive strength of specimens with different curing conditions and ages is shown in Table 4.
Compressive strength of RAC
| Specimen ID | Curing condition | Compressive strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|
| Standard curing | Steam curing | Age | ||||||
| Temperature | Holding time | 1 day | 3 day | 7 day | 28 day | 90 day | ||
| RACC | 20°C | / | / | 33.95 | 44.30 | 52.87 | 59.61 | 62.43 |
| RACS | 21.68 | 41.63 | 53.09 | 61.37 | 66.28 | |||
| RACSF | 16.05 | 29.14 | 43.67 | 51.90 | 61.20 | |||
| RACC | / | 40°C | 12 h | 35.27 | 45.20 | 55.75 | 63.09 | 66.10 |
| RACS | 28.29 | 39.33 | 52.18 | 60.62 | 65.77 | |||
| RACSF | 22.40 | 34.48 | 49.83 | 55.58 | 59.61 | |||
| RACC | / | 60°C | 6 h | 36.10 | 39.53 | 47.98 | 63.37 | 68.41 |
| RACS | 34.60 | 40.25 | 48.34 | 60.25 | 65.45 | |||
| RACSF | 25.03 | 32.81 | 42.79 | 50.86 | 58.67 | |||
| RACC | / | 60°C | 9 h | 38.32 | 46.64 | 50.61 | 53.95 | 63.26 |
| RACS | 37.26 | 40.79 | 46.31 | 51.96 | 63.91 | |||
| RACSF | 32.69 | 40.18 | 43.09 | 49.60 | 57.84 | |||
| RACC | / | 60°C | 12 h | 40.46 | 44.25 | 45.95 | 53.48 | 64.05 |
| RACS | 40.16 | 47.81 | 50.27 | 56.70 | 64.30 | |||
| RACSF | 33.85 | 41.80 | 46.72 | 50.72 | 57.76 | |||
| RACC | / | 80°C | 6 h | 40.51 | 46.81 | 50.96 | 57.28 | 67.69 |
| RACS | 44.11 | 48.32 | 53.68 | 58.10 | 60.98 | |||
| RACSF | 31.59 | 40.09 | 43.49 | 51.28 | 56.82 | |||
| RACC | / | 80°C | 9 h | 41.62 | 44.86 | 48.59 | 54.19 | 65.48 |
| RACS | 46.10 | 50.52 | 52.63 | 54.61 | 58.14 | |||
| RACSF | 35.62 | 37.60 | 39.97 | 45.04 | 52.11 | |||
| RACC | / | 80°C | 12 h | 39.85 | 45.82 | 48.29 | 52.90 | 53.83 |
| RACS | 47.41 | 51.32 | 54.95 | 56.26 | 57.45 | |||
| RACSF | 37.12 | 41.23 | 43.86 | 46.94 | 48.39 | |||
3.2 Influence of steam curing on demoulding strength of RAC
Figure 5 shows the 1-day demoulding strength of RAC with different mineral admixtures under standard curing and 40°C-12 h steam curing. Under standard curing conditions, the 1-day compressive strengths of RACC, RACS, and RACSF were 33.95, 21.68, and 16.05 MPa, respectively. The incorporation of slag powder and fly ash significantly reduced the early strength, and the strengths of RACS and RACSF decreased by 36.1 and 52.7%, respectively. The incorporation of fly ash made the early strength decrease more obviously. The main reason is that fly ash does not react directly with water, but reacts with Ca(OH)2 formed from cement hydration to generate hydrated calcium silicate and hydrated calcium aluminate and other substances. The addition of slag powder and fly ash greatly reduces the content of cement components, further resulting in the reduction of cement hydration products. Under normal temperatures, the activity of slag powder and fly ash is low, and the secondary hydration reaction with cement hydration products is slow. Therefore, the reduction in hydration products leads to a significant decrease in early strength.
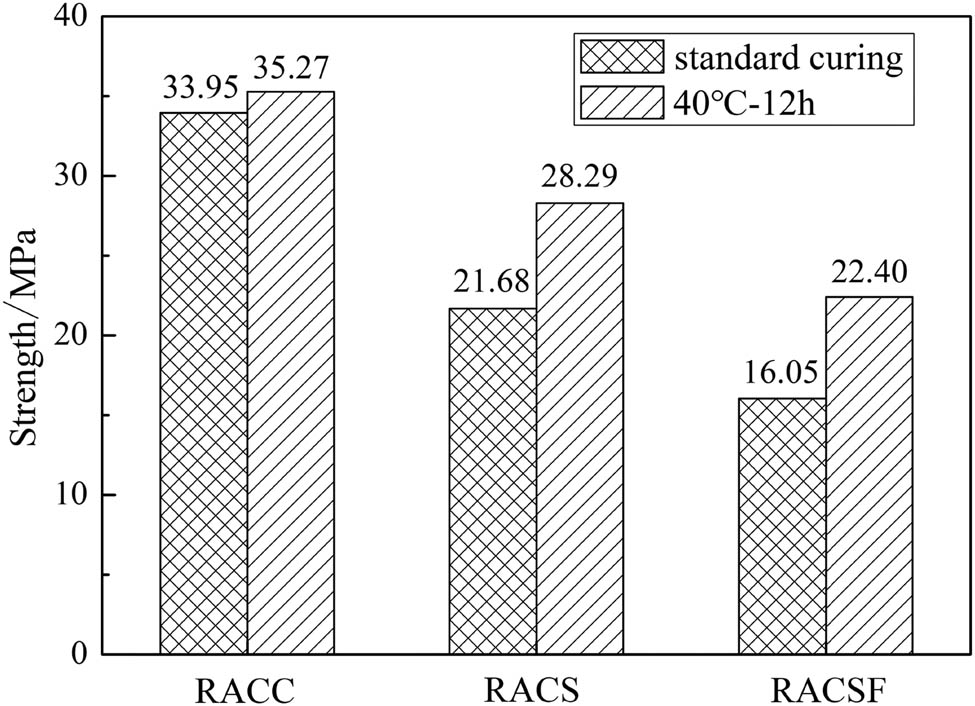
Demoulding strengths of RAC under standard curing and 40°C-12 h steam curing conditions.
After the steam curing at 40°C-12 h, the demoulding strengths of the three groups of RAC were 35.27, 28.29, and 22.40 MPa, which were 3.9, 30.5, and 39.6% higher than those of the standard curing, respectively. The specimens produced with hybrid slag powder and fly ash were significantly improved, indicating that increasing the curing temperature not only increased the hydration rate of cement but also stimulated the activity of slag powder and fly ash. The reaction with the hydration product Ca(OH)2 was accelerated, and the hydration degree was improved. However, under the condition of 40°C-12 h steam curing, the demoulding strengths of the two groups of specimens mixed with slag powder and fly ash were still significantly lower than that of the ordinary cement specimens.
Figure 6 shows the effect of steam curing at 60°C on the 1-day demoulding strength of RAC. It can be seen that the strength of the three groups of specimens increased significantly under steam curing at 60°C, and showed an increasing trend with the extension of steam curing time. The activity and steaming adaptability of slag powder were better than fly ash. When the steaming time reached 12 h, the strengths of RACS and RACC were almost the same. The demoulding strength of RACSF was significantly lower than that of RACC and RACS. The strength of RACSF increased from 25.03 MPa to 34.06 MPa from 6 to 9 h, which increased by about 36.1%. However, the increase in strength is reduced when the holding time continues to extend to 12 h.
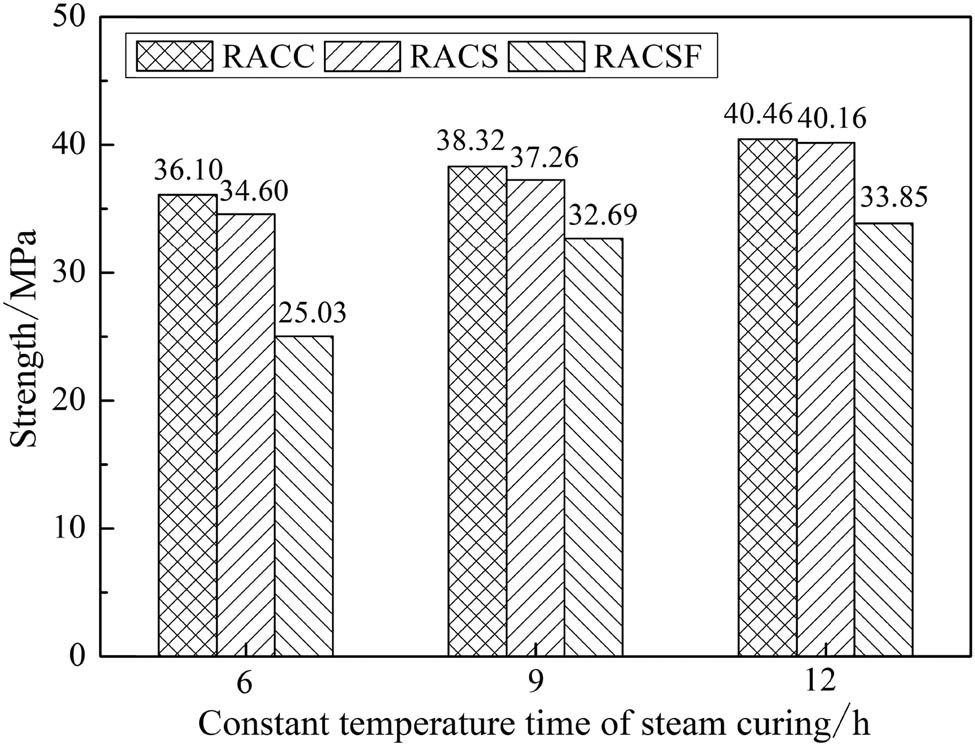
Demoulding strengths of RAC under 60°C steam curing conditions.
Figure 7 shows the effect of steam curing at 80°C on the 1-day demoulding strength of RAC. It can be seen from the figure that the activity of slag powder was further stimulated at 80°C, and the demoulding strength of RACS increased with the prolongation of holding time, which exceeded that of RACC. With the extension of steam curing time, the demoulding strength of RACSF also showed an increasing trend. It is worth noting that the demoulding strength of RACC was slightly increased by 1.11 MPa when the steaming time was extended from 6 to 9 h, and then decreased when the constant temperature time was extended to 12 h. It indicates that for ordinary Portland cement cementitious materials, under steam curing at 80°C and holding time of more than 9 h, there is a significant negative effect on the internal damage of concrete. The strength of RACS and RACSF did not decrease at 80°C-12 h, indicating that the addition of slag powder and fly ash can reduce the negative impact of high temperatures. Similar to 60°C steam curing, with the extension of steam curing time, the increase in strength decreases. The main reason is that the hydration reaction rate of cementitious materials is accelerated under the condition of steam curing, and a large number of hydration products are rapidly generated at the early stage of steam curing. With the extension of steam curing time, the degree of hydration increases gradually, the hydration reaction rate begins to slow down, and the increase in strength in the later stage of steam curing decreases. The rapid hydration products formed at high temperatures wrapped the unhydrated cement particles, which hindered the subsequent hydration reaction and was one of the reasons for the reduction in the strength increase in the later stage of steam curing.
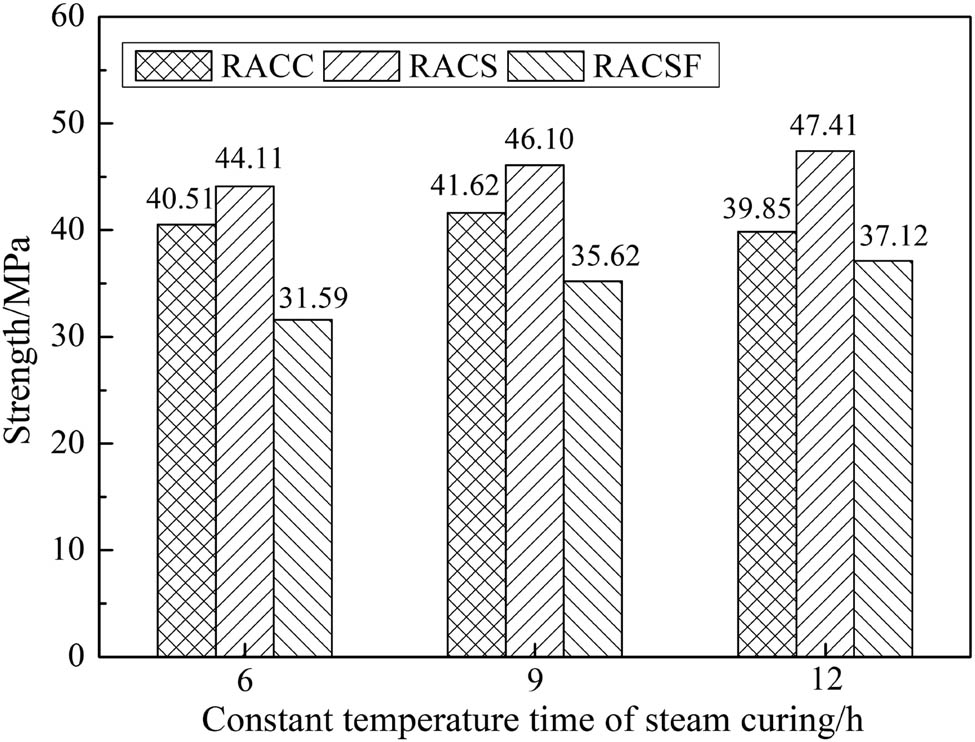
Demoulding strengths of RAC under 80°C steam curing conditions.
3.3 Influence of steam curing system on the development of compressive strength of RAC
Figure 8 shows the variation in compressive strength of RAC with age under standard curing. The compressive strength increased rapidly in the first 28 days and slowly in the later period. It can also be observed that the compressive strength of RACC was greater than those of RACS and RACSF in the first 7 days, and then the compressive strength of RACS exceeded RACC. The compressive strength of RACSF was always the smallest, but it had advantages in the later strength growth, indicating that fly ash is beneficial to the later strength growth of RAC.
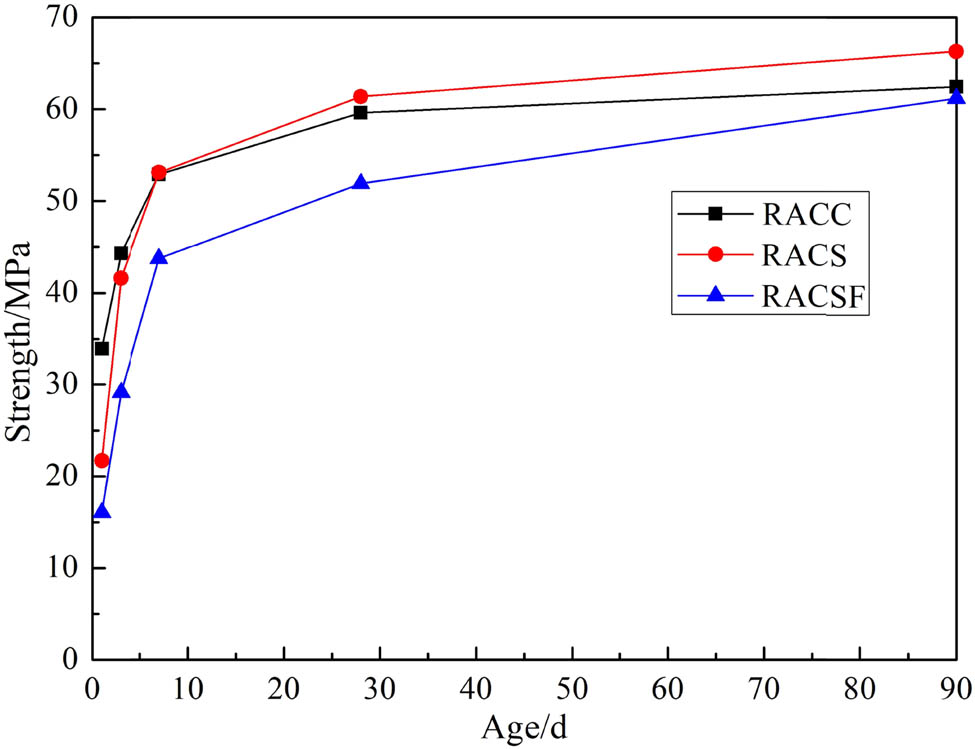
Compressive strength development under standard curing conditions.
Figure 9 shows the development trend of compressive strength of steam-cured RAC at 40°C-12 h. It can be seen from the figure that the development trend of compressive strength of the three groups of specimens is similar to that under standard curing conditions. The strength developed rapidly in 7 days and slowed down in 28–90 days. RACS and RACSF always showed a lower development trend than RACC. At the age of 90 days, the strength of RACS was close to that of RACC, and the RACSF was slightly lower. Comparing Figures 6 and 7, it can be concluded that the steam curing of 40°C-12 h had no obvious adverse effect on the later strength development of RAC.

Compressive strength development of RAC after 40°C-12 h steam curing.
Figure 10 shows the development trend of compressive strength of 60°C steam cured RAC. It can be seen from the figure that prolonging the steaming time is unfavourable to the later strength development of RACC. When the steaming time is 9 and 12 h, the 28-day and 90-day strength of RACC tends to decrease, while for the two groups of specimens mixed with slag powder and fly ash, prolonging the constant temperature time has relatively little effect on the later strength. Therefore, for RAC mixed with slag powder and fly ash, when steam curing at 60°C, the holding time can be appropriately extended to obtain higher demoulding strength.

Compressive strength development of RAC after 60°C steam curing.
Figure 11 shows the development trend of compressive strength of 80°C steam-cured RAC with the age increase. It can be seen that the demoulding strength of RACS is the highest among the three groups of specimens under the condition of steam curing at 80°C. The strength development in the later stage is obviously affected by high temperatures. Especially when the steaming time is extended from 9 to 12 h, the strength of the three groups of specimens almost does not increase after 28 days, and the 90-day strength is significantly lower than that of 6 h. The main reason is that the high-temperature steam curing at 80°C further accelerates the hydration rate of cementitious materials, the hydration products grow rapidly and are not evenly dispersed, and the cement particles that are not fully hydrated are wrapped by the hydration products. With the extension of steaming time, the hydration products are thickened and denser, which makes it more difficult for the unreacted cement particles to continue hydration, and the strength increases slowly in the later stage. Steam curing at a high temperature for a long time will also cause excessive evaporation loss of water in the concrete. Therefore, when specimens are steam-cured at 80°C, the holding time should not exceed 9 h.
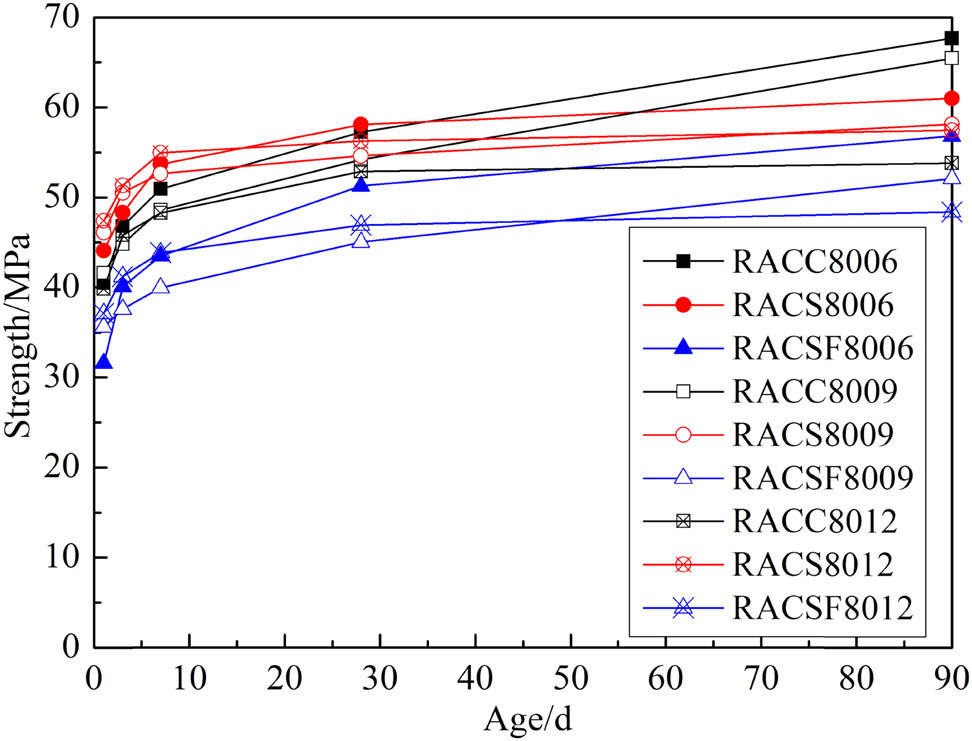
Compressive strength development of RAC after 80°C steam curing.
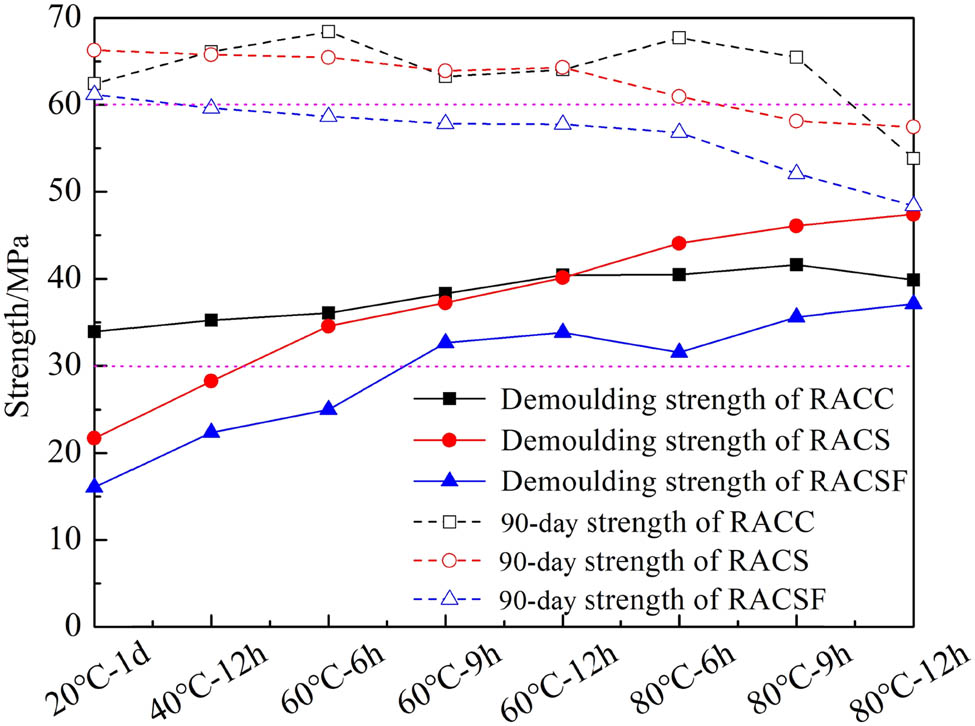
To comprehensively compare the influence of the steam curing system and admixture on the early demoulding strength and later strength (90-day) of RAC, the changing trend of demoulding strength and 90-day strength of three groups of RAC under different steam curing systems is shown in Figure 12. It can be seen that the steam curing adaptability of slag powder is obviously better than that of fly ash. RACS can obtain higher early demoulding strength through steam curing, and the later strength can also be guaranteed. In order to improve the early strength of RACSF, it is necessary to increase the steaming temperature and prolong the steaming time, which will cause low strength in the later period. Therefore, when the production of prefabricated components requires high early strength and late strength, slag powder admixture should be preferred. In this study, the demoulding strength of RAC with 50% slag powder can reach 30 MPa by using an appropriate steam curing system, and the late strength is no less than 60 MPa, which can meet the requirements of concrete strength for multi-functional and high-rise reinforced concrete structures.
Compressive strength development of RAC after 60°C steam curing.
4 Calculation model of demoulding strength of steam cured RAC
The hydration reaction rate is a key issue in the study of hydration kinetics of cement-based materials. There are many factors affecting the hydration reaction rate of cement-based cementitious materials, including water-cement ratio, temperature, mineral admixture type, dosage, and admixture [26,27,28]. Relevant studies show that the temperature has a significant impact on the hydration reaction of cement-based materials. Low temperature will slow down the hydration rate of cement while increasing the temperature can accelerate the hydration of cement and improve the hydration degree of cement, but if the temperature exceeds 80°C, the later strength of cement will be reduced [29].
The activation energy can be used to characterize the sensitivity of the hydration rate of cement-based materials to temperature. On the quantitative relationship between temperature and chemical reaction rate, the classical Arrhenius equation [30,31] is as follows:
where R is the gas constant (8.314 J·mol−1·K−1), T is the absolute temperature (K), k is the reaction rate constant, A is the frequency factor, and E a is the activation energy of the reaction (J·mol−1). Eq. (2) can be obtained by taking logarithms on both sides of Eq. (1).
From Eq. (2), it can be seen that lnk and 1/T are linear, the slope of the line is (−E a/R), and the intercept is lnA. Therefore, the reaction rate constant k is measured at different temperatures. By drawing the relationship between lnk and 1/T, the activation energy E a can be obtained from the slope (−E a/R) of the obtained straight line. However, the concept of activation energy in the Arrhenius formula is based on chemical elementary reactions. The hydration reaction of cement-based materials is a multivariate complex reaction. The classical concept of activation energy cannot describe the effect of temperature on the hydration rate of cement-based materials. Therefore, researchers characterize the reaction rate constant through isothermal calorimetric data and compressive strength of hydration of cement-based materials and determine the activation energy of hydration of cement-based materials. This activation energy value determined by experience is called apparent activation energy [32,33,34,35].
The development of concrete strength mainly depends on the hydration degree of cementitious materials, and vice versa. Therefore, the hydration development degree of RAC under different steam curing systems can be calculated and characterized by the compressive strength of RAC. The calculation formula is shown in Eq. (3).
where S (t) is the demoulding strength of RAC when steam curing for t time, and S u is the final compressive strength of RAC, α (t) is the development degree corresponding to the demoulding strength of RAC during steam curing t. In this study, the 90-day strength under standard curing conditions is used as the final compressive strength S u to calculate the development degree of demoulding compressive strength α (t).
The ratio of compressive strength development degree of RAC to steam curing time is defined as the compressive strength development rate of RAC, as shown in Eq. (4).
The compressive strength development rate β of RAC is regarded as the reaction rate constant k in the Arrhenius formula. According to Eq. (1), the relationship between the compressive strength development rate of RAC and the absolute temperature is shown in Eq. (5).
Eq. (6) can be obtained by taking logarithms on both sides of Eq. (5).
The compressive strength development rate β of RAC can be calculated according to Eq. (4), and the relationship between lnβ and 1/T is plotted, as shown in Figure 13. It can be seen that lnβ and 1/T show an obvious linear relationship in this model. It shows that the temperature and the compressive strength development rate of steam-cured RAC conform to the exponential relationship, and the temperature change has a great influence on β.
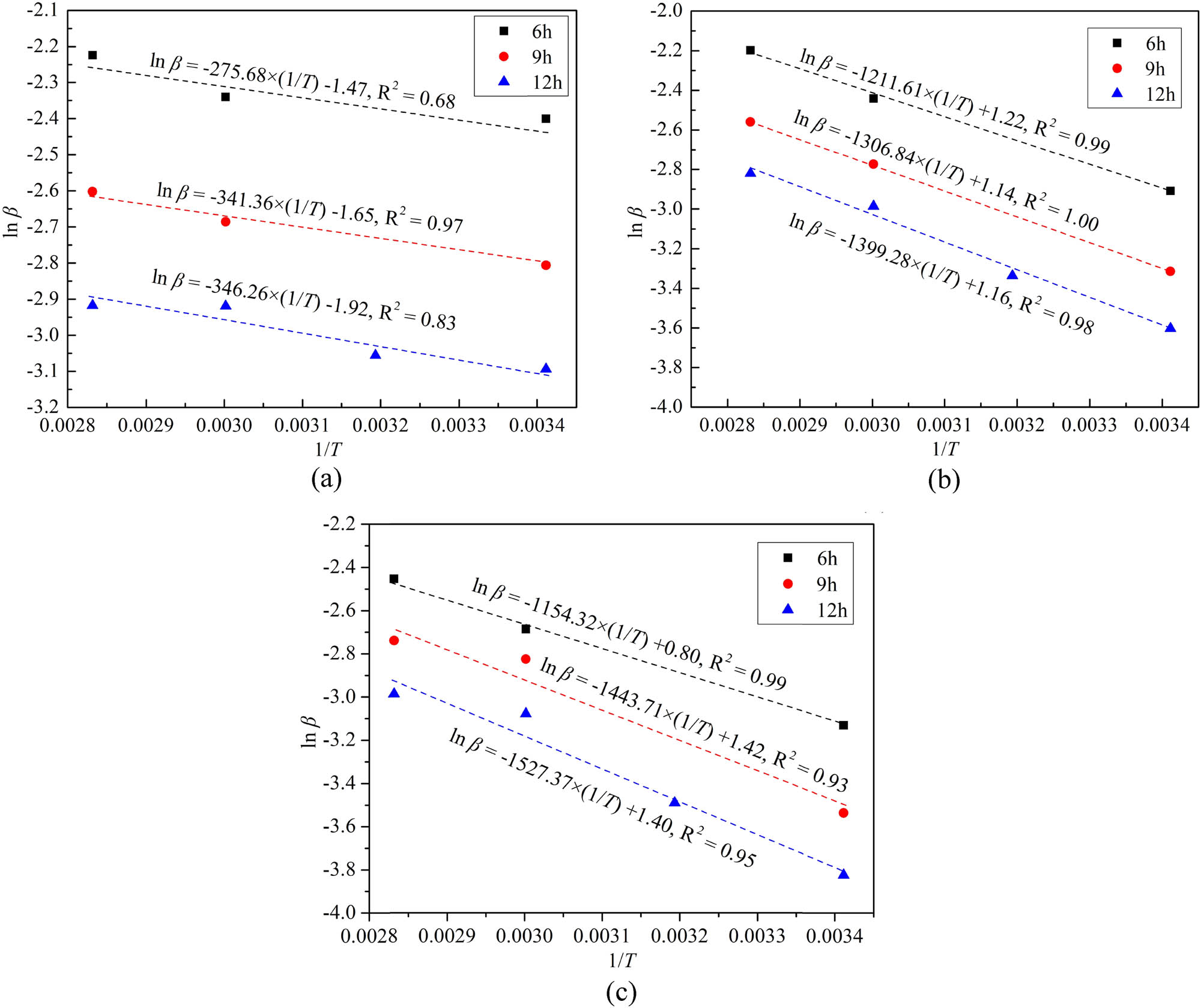
Relationship between lnβ and 1/T in RAC with different mineral admixtures. (a) RACC. (b) RACS. (c) RACSF.
According to the linear relationship between lnβ and 1/T, the apparent activation energy E a and factor A 0 were less affected by temperature, but changed with steaming time. The changes in apparent activation energy E a and parameters lnA 0 of different mineral admixtures with steam curing time are shown in Tables 5 and 6. Since the apparent activation energy is calculated by using the compressive strength of RAC to characterize the hydration rate, the absolute value of the result is less than the activation energy of ordinary Portland cement and composite cement, but its change trend can reflect the influence of admixtures and steam curing system on the activation energy. The apparent activation energy of RAC (RACS and RACSF) with mineral admixtures is significantly higher than that of ordinary Portland cement (RACC) specimens, indicating that ordinary Portland cement is more prone to hydration reaction. However, the same hydration reaction after adding mineral admixtures requires higher energy and needs high-temperature steam curing. It can be seen from Table 5 that the apparent activation energy E a increases with the extension of steam curing time. Long-time steam curing will slow down the hydration reaction of cementitious materials, while short-time steam curing is easier.
Apparent activation energy E a (kJ·mol−1) for different steaming time
| Specimen ID | Steam curing time | ||
|---|---|---|---|
| 6 h | 9 h | 12 h | |
| RACC | 2.29 | 2.84 | 2.88 |
| RACS | 10.07 | 10.87 | 11.63 |
| RACSF | 9.60 | 12.00 | 12.70 |
lnA 0 of RAC under different steam curing systems
| Specimen ID | Steam curing time | ||
|---|---|---|---|
| 6 h | 9 h | 12 h | |
| RACC | −1.47 | −1.65 | −1.92 |
| RACS | 1.22 | 1.14 | 1.16 |
| RACSF | 0.80 | 1.42 | 1.40 |
After calculating the apparent activation energy E a at the different steaming times, the demoulding strength can be obtained, and then the compressive strength of steam cured RAC can be predicted. Eqs (7) and (8) can be deduced from Eqs (3)–(5):
where S (t) is the corresponding demoulding compressive strength when the steam curing time is t. S u is the final (90-day) compressive strength of RAC under standard curing conditions. E a is the apparent activation energy of RAC under different steam curing times, and T is the steam curing temperature of RAC. R is the gas constant, which is equal to 8.314.
The calculated value of demolding strength of steam-cured RAC obtained according to Eq. (8) is shown in Table 7. The ratio of the difference between the measured strength and the calculated strength to the measured strength is defined as the calculation error. It can be seen that the maximum absolute value of error is 10.21% and the minimum is 0.02%. There are 19 data with an absolute value of the error of 0–5%, and four data with an absolute value of 5–10%. One data exceed 10%, and the average absolute value of error is 3.10%. It can be considered that the demoulding strength of steam cured RAC calculated by this model has high accuracy. Therefore, based on the Arrhenius formula, the reaction rate is characterized by the development of compressive strength and the apparent activation energy is inversely calculated, which can be used to predict the demoulding strength of steam cured RAC.
lnA 0 of RAC under different steam curing systems
| Specimen ID | Temperatures (°C) | Steaming time 6 h | Steaming time 9 h | Steaming time 12 h | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Testing-strength/MPa | Calculating- strength/MPa | Error/% | Testing-strength/MPa | Calculating- strength/MPa | Error/% | Testing-strength/MPa | Calculating- strength/MPa | Error/% | ||
| RACC | 20 | — | — | — | — | — | — | 33.95 | 33.72 | −0.68 |
| 40 | — | — | — | — | — | — | 35.27 | 36.36 | 3.10 | |
| 60 | 36.10 | 37.64 | 4.29 | 38.32 | 38.73 | 1.07 | 40.46 | 38.86 | −3.96 | |
| 80 | 40.51 | 39.46 | −2.60 | 41.62 | 41.05 | −1.38 | 39.85 | 41.21 | 3.42 | |
| RACS | 20 | — | — | — | — | — | — | 21.68 | 21.44 | −1.09 |
| 40 | — | — | — | — | — | — | 28.29 | 29.09 | 2.81 | |
| 60 | 34.60 | 35.48 | 2.54 | 37.26 | 36.91 | −0.94 | 40.16 | 38.03 | −5.29 | |
| 80 | 44.11 | 43.59 | −0.93 | 46.10 | 46.09 | −0.02 | 47.41 | 48.25 | 1.77 | |
| RACSF | 20 | — | — | — | — | — | — | 16.05 | 16.26 | 1.30 |
| 40 | — | — | — | — | — | — | 22.40 | 22.68 | 1.25 | |
| 60 | 25.03 | 25.56 | 2.12 | 32.69 | 29.90 | −8.53 | 33.85 | 30.39 | −10.21 | |
| 80 | 31.59 | 31.10 | −1.54 | 35.62 | 38.22 | 7.29 | 37.12 | 39.41 | 6.16 | |
5 Conclusion
This work studies the effects of the steam curing system (temperature and steaming time) and mineral admixtures (slag powder and fly ash) on the demoulding strength of RAC and the development trend of compressive strength at different ages. Based on the test results and the Arrhenius formula, the prediction model of demoulding strength of RAC with different admixtures and steam curing system is established. The main conclusions are as follows:
Steam curing system and mineral admixtures have a significant impact on the strength of RAC. Compared with prolonging the steam curing time, increasing the temperature has a more obvious influence on the early strength. The steam curing adaptability of slag powder is significantly better than that of fly ash, and fly ash further promotes hydration in the later stage. Considering the development of early demoulding strength and late strength, 60°C-6 h steam curing system can be selected for ordinary Portland cement RAC. When mixed with slag powder and fly ash (30% slag powder + 20% fly ash), 60°C-12 h steam curing system can be selected; RAC mixed with 50% slag powder can choose 60°C-12 h steam curing system, when the steam curing temperature is 80°C, the steaming time should not exceed 9 h.
The reaction rate was characterized by the development of compressive strength, and the apparent activation energy E a of different cementitious materials was calculated based on the Arrhenius formula. The apparent activation energy of composite cementitious materials mixed with slag powder and fly ash is greater than that of ordinary Portland cement and increases with the extension of steam curing time. Through the inversion calculation of apparent activation energy, the strength calculation model of steam curing RAC is established. The calculated value is in good agreement with the experimental value, which can be used to predict the strength development law of RAC under steam curing conditions and to guide the production of RAC prefabricated components.
Acknowledgments
The authors gratefully acknowledge the financial support from Jiangsu Provincial Department of Science and Technology, and Jinling Institute of Technology (JIT).
-
Funding information: This work was supported by the Joint Project of Industry-University-Research of Jiangsu Province (BY2021059), Scientific Research Foundation for High-Level Talents of Jinling Institute of Technology (jit-b-202210).
-
Author contributions: Yuzhi Chen: conceptualization, methodology, writing – original draft, and funding acquisition. Yingjie Ning: investigation, data curation, and validation. Xudong Chen: writing – review and editing. Weihong Xuan: supervision and funding acquisition. Jianhui Tang: experiment. All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors state no conflict of interest.
References
[1] Liu, X., X. Wang, T. Zhang, P. Zhu, and H. Liu. Effects of manufactured sand and steam-curing temperature on the compressive strength of recycled concrete with different water/binder ratios. Materials, Vol. 16, No. 24, 2023, id. 7635.10.3390/ma16247635Search in Google Scholar PubMed PubMed Central
[2] Liang, J. F., Z. P. Yang, P. H. Yi, and J. B. Wang. Mechanical properties of recycled fine glass aggregate concrete under uniaxial loading. Computers and Concrete, Vol. 16, No. 2, 2015, pp. 275–285.10.12989/cac.2015.16.2.275Search in Google Scholar
[3] Deng, Z. H., H. Q. Huang, B. Ye, H. Wang, and P. Xiang. Investigation on recycled aggregate concretes exposed to high temperature by biaxial compressive tests. Construction and Building Materials, Vol. 244, 2020, id. 118048.10.1016/j.conbuildmat.2020.118048Search in Google Scholar
[4] Kim, J. Influence of quality of recycled aggregates on the mechanical properties of recycled aggregate concretes: An overview. Construction and Building Materials, Vol. 328, 2022, id. 127071.10.1016/j.conbuildmat.2022.127071Search in Google Scholar
[5] Suryawanshi, S. R., B. Singh, and P. Bhargava. Characterization of recycled aggregate concrete. Advances in Structural Engineering, Springer, New Delhi, 2015, pp. 1813–1822.10.1007/978-81-322-2187-6_139Search in Google Scholar
[6] McGinnis, M. J., M. Davis, A. de la Rosa, B. D. Weldon, and Y. C. Kurama. Strength and stiffness of concrete with recycled concrete aggregates. Construction and Building Materials, Vol. 154, 2017, pp. 258–269.10.1016/j.conbuildmat.2017.07.015Search in Google Scholar
[7] Poon, C. S., S. C. Kou, and D. Chan. Influence of steam curing on hardened properties of recycled aggregate concrete. Magazine of Concrete Research, Vol. 58, No. 5, 2006, pp. 289–299.10.1680/macr.2006.58.5.289Search in Google Scholar
[8] Gonzalez-Corominas, A., M. Etxeberria, and A. Galindo. Steam curing influence on fly ash high-performance recycled concrete. ACI Materials Journal, Vol. 113, No. 6, 2016, pp. 815–825.10.14359/51689117Search in Google Scholar
[9] Hanif, A., Y. Kim, M. Usman, and C. Park. Optimization of steam-curing regime for recycled aggregate concrete incorporating high early strength cement—A parametric study. Materials, Vol. 11, No. 12, 2018, id. 2487.10.3390/ma11122487Search in Google Scholar PubMed PubMed Central
[10] Ba, M. F., C. X. Qian, X. J. Guo, and X. Y. Han. Effects of steam curing on strength and porous structure of concrete with low water/binder ratio. Construction and Building Materials, Vol. 25, No. 1, 2011, pp. 123–128.10.1016/j.conbuildmat.2010.06.049Search in Google Scholar
[11] Ramezanianpour, A. M., K. Esmaeili, S. A. Ghahari, and A. A. Ramezanianpour. Influence of initial steam curing and different types of mineral additives on mechanical and durability properties of self-compacting concrete. Construction and Building Materials, Vol. 73, 2014, pp. 187–194.10.1016/j.conbuildmat.2014.09.072Search in Google Scholar
[12] Calvo, J. G., M. C. Alonso, L. F. Luco, and M. R. Velasco. Durability performance of sustainable self compacting concretes in precast products due to heat curing. Construction and Building Materials, Vol. 111, 2016, pp. 379–385.10.1016/j.conbuildmat.2016.02.097Search in Google Scholar
[13] Vaasudevaa, B. V., Y. Dhandapani, and M. Santhanam. Performance evaluation of limestone-calcined clay (LC2) combination as a cement substitute in concrete systems subjected to short-term heat curing. Construction and Building Materials, Vol. 302, 2021, id. 124121.10.1016/j.conbuildmat.2021.124121Search in Google Scholar
[14] Fiol, F., C. Thomas, C. Muñoz, V. Ortega-López, and J. M. Manso. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Construction and Building Materials, Vol. 182, 2018, pp. 309–323.10.1016/j.conbuildmat.2018.06.132Search in Google Scholar
[15] Yammine, A., N. Leklou, M. Choinska, F. Bignonnet, and J. M. Mechling. DEF damage in heat cured mortars made of recycled concrete sand aggregate. Construction and Building Materials, Vol. 252, 2020, id. 119059.10.1016/j.conbuildmat.2020.119059Search in Google Scholar
[16] Tomiyama, J., Y. Suda, T. Saeki, and M. Sato. Basic study on strength characteristic of fly ash concrete under steam curing. Cement Science and Concrete Technology, Vol. 66, No. 1, 2012, pp. 359–66.10.14250/cement.66.359Search in Google Scholar
[17] Gonzalez-Corominas, A., M. Etxeberria, and C. S. Poon. Influence of steam curing on the pore structures and mechanical properties of fly-ash high performance concrete prepared with recycled aggregates. Cement and Concrete Composites, Vol. 71, 2016, pp. 77–84.10.1016/j.cemconcomp.2016.05.010Search in Google Scholar
[18] Thomas, M. D. A. and J. D. Matthews. The permeability of fly ash concrete. Materials and Structures, Vol. 25, No. 7, 1992, pp. 388–396.10.1007/BF02472254Search in Google Scholar
[19] Guo, X. L., H. S. Shi, and H. Y. Liu. Effects of a combined admixture of slag powder and thermally treated flue gas desulphurization (FGD) gypsum on the compressive strength and durability of concrete. Materials and Structures, Vol. 42, No. 2, 2009, pp. 263–270.10.1617/s11527-008-9383-9Search in Google Scholar
[20] Xu, W. L., X. Q. Niu, and Y. T. Zhu. Deformation behavior and damage evaluation of fly ash-slag based geopolymer concrete under cyclic tension. Journal of Building Engineering, Vol. 86, 2024, id. 108664.10.1016/j.jobe.2024.108664Search in Google Scholar
[21] Kou, S. C., C. S. Poon, and F. Agrela. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cement and Concrete Composites, Vol. 33, No. 8, 2011, pp. 788–795.10.1016/j.cemconcomp.2011.05.009Search in Google Scholar
[22] Ogirigbo, O. R. and L. Black. Influence of slag composition and temperature on the hydration and microstructure of slag blended cements. Construction and Building Materials, Vol. 126, 2016, pp. 496–507.10.1016/j.conbuildmat.2016.09.057Search in Google Scholar
[23] Wang, P. G., H. Fu, T. F. Guo, W. Zuo, H. Zhao, L. Tian, et al. Volume deformation of steam-cured concrete with fly ash during and after steam curing. Construction and Building Materials, Vol. 306, 2021, id. 124854.10.1016/j.conbuildmat.2021.124854Search in Google Scholar
[24] Kurda, R., J. de Brito, and J. D. Silvestre. Combined influence of recycled concrete aggregates and high contents of fly ash on concrete properties. Construction and Building Materials, Vol. 157, 2017, pp. 554–572.10.1016/j.conbuildmat.2017.09.128Search in Google Scholar
[25] Kurad, R., J. D. Silvestre, J. de Brito, and H. Ahmed. Effect of incorporation of high volume of recycled concrete aggregates and fly ash on the strength and global warming potential of concrete. Journal of Cleaner Production, Vol. 166, 2017, pp. 485–502.10.1016/j.jclepro.2017.07.236Search in Google Scholar
[26] Scrivener, K. L. and A. Nonat. Hydration of cementitious materials, present and future. Cement and Concrete Research, Vol. 41, No. 7, 2011, pp. 651–665.10.1016/j.cemconres.2011.03.026Search in Google Scholar
[27] Lothenbach, B., K. Scrivener, and R. D. Hooton. Supplementary cementitious materials. Cement and Concrete Research, Vol. 41, No. 12, 2011, pp. 1244–1256.10.1016/j.cemconres.2010.12.001Search in Google Scholar
[28] Juenger, M. C. and R. Siddique. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cement and Concrete Research, Vol. 78, 2015, pp. 71–80.10.1016/j.cemconres.2015.03.018Search in Google Scholar
[29] Altan, E. and S. T. Erdoğan. Alkali activation of a slag at ambient and elevated temperatures. Cement and Concrete Composites, Vol. 34, No. 2, 2012, pp. 131–139.10.1016/j.cemconcomp.2011.08.003Search in Google Scholar
[30] Barnett, S. J., M. N. Soutsos, S. G. Millard, and J. H. Bungey. Strength development of mortars containing ground granulated blast-furnace slag: Effect of curing temperature and determination of apparent activation energies. Cement and Concrete Research, Vol. 36, No. 3, 2006, pp. 434–440.10.1016/j.cemconres.2005.11.002Search in Google Scholar
[31] Poole, J. L., K. A. Riding, M. C. G. Juenger, K. J. Folliard, and A. K. Schindler. Effects of supplementary cementitious materials on apparent activation energy. Journal of Testing and Evaluation, Vol. 7, No. 9, 2010, pp. 1–16.10.1520/JAI102906Search in Google Scholar
[32] Kada-Benameur, H., E. Wirquin, and B. Duthoit. Determination of apparent activation energy of concrete by isothermal calorimetry. Cement and Concrete Research, Vol. 30, No. 2, 2000, pp. 301–305.10.1016/S0008-8846(99)00250-1Search in Google Scholar
[33] Najafi Kani, E., A. Allahverdi, and J. L. Provis. Calorimetric study of geopolymer binders based on natural pozzolan. Journal of Thermal Analysis and Calorimetry, Vol. 127, No. 3, 2017, pp. 2181–2190.10.1007/s10973-016-5850-7Search in Google Scholar
[34] Mehdizadeh, H. and E. N. Kani. Rheology and apparent activation energy of alkali activated phosphorous slag. Construction and Building Materials, Vol. 171, 2018, pp. 197–204.10.1016/j.conbuildmat.2018.03.130Search in Google Scholar
[35] Maghsoodloorad, H. and A. Allahverdi. Alkali-activation kinetics of phosphorus slag cement using compressive strength data, Ceramics-Silikaty, Vol. 59, No. 3, 2015, pp. 250–260.Search in Google Scholar
© 2024 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Review Articles
- Effect of superplasticizer in geopolymer and alkali-activated cement mortar/concrete: A review
- Experimenting the influence of corncob ash on the mechanical strength of slag-based geopolymer concrete
- Powder metallurgy processing of high entropy alloys: Bibliometric analysis and systematic review
- Exploring the potential of agricultural waste as an additive in ultra-high-performance concrete for sustainable construction: A comprehensive review
- A review on partial substitution of nanosilica in concrete
- Foam concrete for lightweight construction applications: A comprehensive review of the research development and material characteristics
- Modification of PEEK for implants: Strategies to improve mechanical, antibacterial, and osteogenic properties
- Interfacing the IoT in composite manufacturing: An overview
- Advances in processing and ablation properties of carbon fiber reinforced ultra-high temperature ceramic composites
- Advancing auxetic materials: Emerging development and innovative applications
- Revolutionizing energy harvesting: A comprehensive review of thermoelectric devices
- Exploring polyetheretherketone in dental implants and abutments: A focus on biomechanics and finite element methods
- Smart technologies and textiles and their potential use and application in the care and support of elderly individuals: A systematic review
- Reinforcement mechanisms and current research status of silicon carbide whisker-reinforced composites: A comprehensive review
- Innovative eco-friendly bio-composites: A comprehensive review of the fabrication, characterization, and applications
- Review on geopolymer concrete incorporating Alccofine-1203
- Advancements in surface treatments for aluminum alloys in sports equipment
- Ionic liquid-modified carbon-based fillers and their polymer composites – A Raman spectroscopy analysis
- Emerging boron nitride nanosheets: A review on synthesis, corrosion resistance coatings, and their impacts on the environment and health
- Mechanism, models, and influence of heterogeneous factors of the microarc oxidation process: A comprehensive review
- Synthesizing sustainable construction paradigms: A comprehensive review and bibliometric analysis of granite waste powder utilization and moisture correction in concrete
- 10.1515/rams-2025-0086
- Research Articles
- Coverage and reliability improvement of copper metallization layer in through hole at BGA area during load board manufacture
- Study on dynamic response of cushion layer-reinforced concrete slab under rockfall impact based on smoothed particle hydrodynamics and finite-element method coupling
- Study on the mechanical properties and microstructure of recycled brick aggregate concrete with waste fiber
- Multiscale characterization of the UV aging resistance and mechanism of light stabilizer-modified asphalt
- Characterization of sandwich materials – Nomex-Aramid carbon fiber performances under mechanical loadings: Nonlinear FE and convergence studies
- Effect of grain boundary segregation and oxygen vacancy annihilation on aging resistance of cobalt oxide-doped 3Y-TZP ceramics for biomedical applications
- Mechanical damage mechanism investigation on CFRP strengthened recycled red brick concrete
- Finite element analysis of deterioration of axial compression behavior of corroded steel-reinforced concrete middle-length columns
- Grinding force model for ultrasonic assisted grinding of γ-TiAl intermetallic compounds and experimental validation
- Enhancement of hardness and wear strength of pure Cu and Cu–TiO2 composites via a friction stir process while maintaining electrical resistivity
- Effect of sand–precursor ratio on mechanical properties and durability of geopolymer mortar with manufactured sand
- Research on the strength prediction for pervious concrete based on design porosity and water-to-cement ratio
- Development of a new damping ratio prediction model for recycled aggregate concrete: Incorporating modified admixtures and carbonation effects
- Exploring the viability of AI-aided genetic algorithms in estimating the crack repair rate of self-healing concrete
- Modification of methacrylate bone cement with eugenol – A new material with antibacterial properties
- Numerical investigations on constitutive model parameters of HRB400 and HTRB600 steel bars based on tensile and fatigue tests
- Research progress on Fe3+-activated near-infrared phosphor
- Discrete element simulation study on effects of grain preferred orientation on micro-cracking and macro-mechanical behavior of crystalline rocks
- Ultrasonic resonance evaluation method for deep interfacial debonding defects of multilayer adhesive bonded materials
- Effect of impurity components in titanium gypsum on the setting time and mechanical properties of gypsum-slag cementitious materials
- Bending energy absorption performance of composite fender piles with different winding angles
- Theoretical study of the effect of orientations and fibre volume on the thermal insulation capability of reinforced polymer composites
- Synthesis and characterization of a novel ternary magnetic composite for the enhanced adsorption capacity to remove organic dyes
- Couple effects of multi-impact damage and CAI capability on NCF composites
- Mechanical testing and engineering applicability analysis of SAP concrete used in buffer layer design for tunnels in active fault zones
- Investigating the rheological characteristics of alkali-activated concrete using contemporary artificial intelligence approaches
- Integrating micro- and nanowaste glass with waste foundry sand in ultra-high-performance concrete to enhance material performance and sustainability
- Effect of water immersion on shear strength of epoxy adhesive filled with graphene nanoplatelets
- Impact of carbon content on the phase structure and mechanical properties of TiBCN coatings via direct current magnetron sputtering
- Investigating the anti-aging properties of asphalt modified with polyphosphoric acid and tire pyrolysis oil
- Biomedical and therapeutic potential of marine-derived Pseudomonas sp. strain AHG22 exopolysaccharide: A novel bioactive microbial metabolite
- Effect of basalt fiber length on the behavior of natural hydraulic lime-based mortars
- Optimizing the performance of TPCB/SCA composite-modified asphalt using improved response surface methodology
- Compressive strength of waste-derived cementitious composites using machine learning
- Melting phenomenon of thermally stratified MHD Powell–Eyring nanofluid with variable porosity past a stretching Riga plate
- Development and characterization of a coaxial strain-sensing cable integrated steel strand for wide-range stress monitoring
- Compressive and tensile strength estimation of sustainable geopolymer concrete using contemporary boosting ensemble techniques
- Customized 3D printed porous titanium scaffolds with nanotubes loading antibacterial drugs for bone tissue engineering
- Facile design of PTFE-kaolin-based ternary nanocomposite as a hydrophobic and high corrosion-barrier coating
- Effects of C and heat treatment on microstructure, mechanical, and tribo-corrosion properties of VAlTiMoSi high-entropy alloy coating
- Study on the damage mechanism and evolution model of preloaded sandstone subjected to freezing–thawing action based on the NMR technology
- Promoting low carbon construction using alkali-activated materials: A modeling study for strength prediction and feature interaction
- Entropy generation analysis of MHD convection flow of hybrid nanofluid in a wavy enclosure with heat generation and thermal radiation
- Friction stir welding of dissimilar Al–Mg alloys for aerospace applications: Prospects and future potential
- Fe nanoparticle-functionalized ordered mesoporous carbon with tailored mesostructures and their applications in magnetic removal of Ag(i)
- Study on physical and mechanical properties of complex-phase conductive fiber cementitious materials
- Evaluating the strength loss and the effectiveness of glass and eggshell powder for cement mortar under acidic conditions
- Effect of fly ash on properties and hydration of calcium sulphoaluminate cement-based materials with high water content
- Analyzing the efficacy of waste marble and glass powder for the compressive strength of self-compacting concrete using machine learning strategies
- Experimental study on municipal solid waste incineration ash micro-powder as concrete admixture
- Parameter optimization for ultrasonic-assisted grinding of γ-TiAl intermetallics: A gray relational analysis approach with surface integrity evaluation
- Producing sustainable binding materials using marble waste blended with fly ash and rice husk ash for building materials
- Effect of steam curing system on compressive strength of recycled aggregate concrete
- A sawtooth constitutive model describing strain hardening and multiple cracking of ECC under uniaxial tension
- Predicting mechanical properties of sustainable green concrete using novel machine learning: Stacking and gene expression programming
- Toward sustainability: Integrating experimental study and data-driven modeling for eco-friendly paver blocks containing plastic waste
- A numerical analysis of the rotational flow of a hybrid nanofluid past a unidirectional extending surface with velocity and thermal slip conditions
- A magnetohydrodynamic flow of a water-based hybrid nanofluid past a convectively heated rotating disk surface: A passive control of nanoparticles
- Prediction of flexural strength of concrete with eggshell and glass powders: Advanced cutting-edge approach for sustainable materials
- Efficacy of sustainable cementitious materials on concrete porosity for enhancing the durability of building materials
- Phase and microstructural characterization of swat soapstone (Mg3Si4O10(OH)2)
- Effect of waste crab shell powder on matrix asphalt
- Improving effect and mechanism on service performance of asphalt binder modified by PW polymer
- Influence of pH on the synthesis of carbon spheres and the application of carbon sphere-based solid catalysts in esterification
- Experimenting the compressive performance of low-carbon alkali-activated materials using advanced modeling techniques
- Thermogravimetric (TG/DTG) characterization of cold-pressed oil blends and Saccharomyces cerevisiae-based microcapsules obtained with them
- Investigation of temperature effect on thermo-mechanical property of carbon fiber/PEEK composites
- Computational approaches for structural analysis of wood specimens
- Integrated structure–function design of 3D-printed porous polydimethylsiloxane for superhydrophobic engineering
- Exploring the impact of seashell powder and nano-silica on ultra-high-performance self-curing concrete: Insights into mechanical strength, durability, and high-temperature resilience
- Axial compression damage constitutive model and damage characteristics of fly ash/silica fume modified magnesium phosphate cement after being treated at different temperatures
- Integrating testing and modeling methods to examine the feasibility of blended waste materials for the compressive strength of rubberized mortar
- Special Issue on 3D and 4D Printing of Advanced Functional Materials - Part II
- Energy absorption of gradient triply periodic minimal surface structure manufactured by stereolithography
- Marine polymers in tissue bioprinting: Current achievements and challenges
- Quick insight into the dynamic dimensions of 4D printing in polymeric composite mechanics
- Recent advances in 4D printing of hydrogels
- Mechanically sustainable and primary recycled thermo-responsive ABS–PLA polymer composites for 4D printing applications: Fabrication and studies
- Special Issue on Materials and Technologies for Low-carbon Biomass Processing and Upgrading
- Low-carbon embodied alkali-activated materials for sustainable construction: A comparative study of single and ensemble learners
- Study on bending performance of prefabricated glulam-cross laminated timber composite floor
- Special Issue on Recent Advancement in Low-carbon Cement-based Materials - Part I
- Supplementary cementitious materials-based concrete porosity estimation using modeling approaches: A comparative study of GEP and MEP
- Modeling the strength parameters of agro waste-derived geopolymer concrete using advanced machine intelligence techniques
- Promoting the sustainable construction: A scientometric review on the utilization of waste glass in concrete
- Incorporating geranium plant waste into ultra-high performance concrete prepared with crumb rubber as fine aggregate in the presence of polypropylene fibers
- Investigation of nano-basic oxygen furnace slag and nano-banded iron formation on properties of high-performance geopolymer concrete
- Effect of incorporating ultrafine palm oil fuel ash on the resistance to corrosion of steel bars embedded in high-strength green concrete
- Influence of nanomaterials on properties and durability of ultra-high-performance geopolymer concrete
- Influence of palm oil ash and palm oil clinker on the properties of lightweight concrete
Articles in the same Issue
- Review Articles
- Effect of superplasticizer in geopolymer and alkali-activated cement mortar/concrete: A review
- Experimenting the influence of corncob ash on the mechanical strength of slag-based geopolymer concrete
- Powder metallurgy processing of high entropy alloys: Bibliometric analysis and systematic review
- Exploring the potential of agricultural waste as an additive in ultra-high-performance concrete for sustainable construction: A comprehensive review
- A review on partial substitution of nanosilica in concrete
- Foam concrete for lightweight construction applications: A comprehensive review of the research development and material characteristics
- Modification of PEEK for implants: Strategies to improve mechanical, antibacterial, and osteogenic properties
- Interfacing the IoT in composite manufacturing: An overview
- Advances in processing and ablation properties of carbon fiber reinforced ultra-high temperature ceramic composites
- Advancing auxetic materials: Emerging development and innovative applications
- Revolutionizing energy harvesting: A comprehensive review of thermoelectric devices
- Exploring polyetheretherketone in dental implants and abutments: A focus on biomechanics and finite element methods
- Smart technologies and textiles and their potential use and application in the care and support of elderly individuals: A systematic review
- Reinforcement mechanisms and current research status of silicon carbide whisker-reinforced composites: A comprehensive review
- Innovative eco-friendly bio-composites: A comprehensive review of the fabrication, characterization, and applications
- Review on geopolymer concrete incorporating Alccofine-1203
- Advancements in surface treatments for aluminum alloys in sports equipment
- Ionic liquid-modified carbon-based fillers and their polymer composites – A Raman spectroscopy analysis
- Emerging boron nitride nanosheets: A review on synthesis, corrosion resistance coatings, and their impacts on the environment and health
- Mechanism, models, and influence of heterogeneous factors of the microarc oxidation process: A comprehensive review
- Synthesizing sustainable construction paradigms: A comprehensive review and bibliometric analysis of granite waste powder utilization and moisture correction in concrete
- 10.1515/rams-2025-0086
- Research Articles
- Coverage and reliability improvement of copper metallization layer in through hole at BGA area during load board manufacture
- Study on dynamic response of cushion layer-reinforced concrete slab under rockfall impact based on smoothed particle hydrodynamics and finite-element method coupling
- Study on the mechanical properties and microstructure of recycled brick aggregate concrete with waste fiber
- Multiscale characterization of the UV aging resistance and mechanism of light stabilizer-modified asphalt
- Characterization of sandwich materials – Nomex-Aramid carbon fiber performances under mechanical loadings: Nonlinear FE and convergence studies
- Effect of grain boundary segregation and oxygen vacancy annihilation on aging resistance of cobalt oxide-doped 3Y-TZP ceramics for biomedical applications
- Mechanical damage mechanism investigation on CFRP strengthened recycled red brick concrete
- Finite element analysis of deterioration of axial compression behavior of corroded steel-reinforced concrete middle-length columns
- Grinding force model for ultrasonic assisted grinding of γ-TiAl intermetallic compounds and experimental validation
- Enhancement of hardness and wear strength of pure Cu and Cu–TiO2 composites via a friction stir process while maintaining electrical resistivity
- Effect of sand–precursor ratio on mechanical properties and durability of geopolymer mortar with manufactured sand
- Research on the strength prediction for pervious concrete based on design porosity and water-to-cement ratio
- Development of a new damping ratio prediction model for recycled aggregate concrete: Incorporating modified admixtures and carbonation effects
- Exploring the viability of AI-aided genetic algorithms in estimating the crack repair rate of self-healing concrete
- Modification of methacrylate bone cement with eugenol – A new material with antibacterial properties
- Numerical investigations on constitutive model parameters of HRB400 and HTRB600 steel bars based on tensile and fatigue tests
- Research progress on Fe3+-activated near-infrared phosphor
- Discrete element simulation study on effects of grain preferred orientation on micro-cracking and macro-mechanical behavior of crystalline rocks
- Ultrasonic resonance evaluation method for deep interfacial debonding defects of multilayer adhesive bonded materials
- Effect of impurity components in titanium gypsum on the setting time and mechanical properties of gypsum-slag cementitious materials
- Bending energy absorption performance of composite fender piles with different winding angles
- Theoretical study of the effect of orientations and fibre volume on the thermal insulation capability of reinforced polymer composites
- Synthesis and characterization of a novel ternary magnetic composite for the enhanced adsorption capacity to remove organic dyes
- Couple effects of multi-impact damage and CAI capability on NCF composites
- Mechanical testing and engineering applicability analysis of SAP concrete used in buffer layer design for tunnels in active fault zones
- Investigating the rheological characteristics of alkali-activated concrete using contemporary artificial intelligence approaches
- Integrating micro- and nanowaste glass with waste foundry sand in ultra-high-performance concrete to enhance material performance and sustainability
- Effect of water immersion on shear strength of epoxy adhesive filled with graphene nanoplatelets
- Impact of carbon content on the phase structure and mechanical properties of TiBCN coatings via direct current magnetron sputtering
- Investigating the anti-aging properties of asphalt modified with polyphosphoric acid and tire pyrolysis oil
- Biomedical and therapeutic potential of marine-derived Pseudomonas sp. strain AHG22 exopolysaccharide: A novel bioactive microbial metabolite
- Effect of basalt fiber length on the behavior of natural hydraulic lime-based mortars
- Optimizing the performance of TPCB/SCA composite-modified asphalt using improved response surface methodology
- Compressive strength of waste-derived cementitious composites using machine learning
- Melting phenomenon of thermally stratified MHD Powell–Eyring nanofluid with variable porosity past a stretching Riga plate
- Development and characterization of a coaxial strain-sensing cable integrated steel strand for wide-range stress monitoring
- Compressive and tensile strength estimation of sustainable geopolymer concrete using contemporary boosting ensemble techniques
- Customized 3D printed porous titanium scaffolds with nanotubes loading antibacterial drugs for bone tissue engineering
- Facile design of PTFE-kaolin-based ternary nanocomposite as a hydrophobic and high corrosion-barrier coating
- Effects of C and heat treatment on microstructure, mechanical, and tribo-corrosion properties of VAlTiMoSi high-entropy alloy coating
- Study on the damage mechanism and evolution model of preloaded sandstone subjected to freezing–thawing action based on the NMR technology
- Promoting low carbon construction using alkali-activated materials: A modeling study for strength prediction and feature interaction
- Entropy generation analysis of MHD convection flow of hybrid nanofluid in a wavy enclosure with heat generation and thermal radiation
- Friction stir welding of dissimilar Al–Mg alloys for aerospace applications: Prospects and future potential
- Fe nanoparticle-functionalized ordered mesoporous carbon with tailored mesostructures and their applications in magnetic removal of Ag(i)
- Study on physical and mechanical properties of complex-phase conductive fiber cementitious materials
- Evaluating the strength loss and the effectiveness of glass and eggshell powder for cement mortar under acidic conditions
- Effect of fly ash on properties and hydration of calcium sulphoaluminate cement-based materials with high water content
- Analyzing the efficacy of waste marble and glass powder for the compressive strength of self-compacting concrete using machine learning strategies
- Experimental study on municipal solid waste incineration ash micro-powder as concrete admixture
- Parameter optimization for ultrasonic-assisted grinding of γ-TiAl intermetallics: A gray relational analysis approach with surface integrity evaluation
- Producing sustainable binding materials using marble waste blended with fly ash and rice husk ash for building materials
- Effect of steam curing system on compressive strength of recycled aggregate concrete
- A sawtooth constitutive model describing strain hardening and multiple cracking of ECC under uniaxial tension
- Predicting mechanical properties of sustainable green concrete using novel machine learning: Stacking and gene expression programming
- Toward sustainability: Integrating experimental study and data-driven modeling for eco-friendly paver blocks containing plastic waste
- A numerical analysis of the rotational flow of a hybrid nanofluid past a unidirectional extending surface with velocity and thermal slip conditions
- A magnetohydrodynamic flow of a water-based hybrid nanofluid past a convectively heated rotating disk surface: A passive control of nanoparticles
- Prediction of flexural strength of concrete with eggshell and glass powders: Advanced cutting-edge approach for sustainable materials
- Efficacy of sustainable cementitious materials on concrete porosity for enhancing the durability of building materials
- Phase and microstructural characterization of swat soapstone (Mg3Si4O10(OH)2)
- Effect of waste crab shell powder on matrix asphalt
- Improving effect and mechanism on service performance of asphalt binder modified by PW polymer
- Influence of pH on the synthesis of carbon spheres and the application of carbon sphere-based solid catalysts in esterification
- Experimenting the compressive performance of low-carbon alkali-activated materials using advanced modeling techniques
- Thermogravimetric (TG/DTG) characterization of cold-pressed oil blends and Saccharomyces cerevisiae-based microcapsules obtained with them
- Investigation of temperature effect on thermo-mechanical property of carbon fiber/PEEK composites
- Computational approaches for structural analysis of wood specimens
- Integrated structure–function design of 3D-printed porous polydimethylsiloxane for superhydrophobic engineering
- Exploring the impact of seashell powder and nano-silica on ultra-high-performance self-curing concrete: Insights into mechanical strength, durability, and high-temperature resilience
- Axial compression damage constitutive model and damage characteristics of fly ash/silica fume modified magnesium phosphate cement after being treated at different temperatures
- Integrating testing and modeling methods to examine the feasibility of blended waste materials for the compressive strength of rubberized mortar
- Special Issue on 3D and 4D Printing of Advanced Functional Materials - Part II
- Energy absorption of gradient triply periodic minimal surface structure manufactured by stereolithography
- Marine polymers in tissue bioprinting: Current achievements and challenges
- Quick insight into the dynamic dimensions of 4D printing in polymeric composite mechanics
- Recent advances in 4D printing of hydrogels
- Mechanically sustainable and primary recycled thermo-responsive ABS–PLA polymer composites for 4D printing applications: Fabrication and studies
- Special Issue on Materials and Technologies for Low-carbon Biomass Processing and Upgrading
- Low-carbon embodied alkali-activated materials for sustainable construction: A comparative study of single and ensemble learners
- Study on bending performance of prefabricated glulam-cross laminated timber composite floor
- Special Issue on Recent Advancement in Low-carbon Cement-based Materials - Part I
- Supplementary cementitious materials-based concrete porosity estimation using modeling approaches: A comparative study of GEP and MEP
- Modeling the strength parameters of agro waste-derived geopolymer concrete using advanced machine intelligence techniques
- Promoting the sustainable construction: A scientometric review on the utilization of waste glass in concrete
- Incorporating geranium plant waste into ultra-high performance concrete prepared with crumb rubber as fine aggregate in the presence of polypropylene fibers
- Investigation of nano-basic oxygen furnace slag and nano-banded iron formation on properties of high-performance geopolymer concrete
- Effect of incorporating ultrafine palm oil fuel ash on the resistance to corrosion of steel bars embedded in high-strength green concrete
- Influence of nanomaterials on properties and durability of ultra-high-performance geopolymer concrete
- Influence of palm oil ash and palm oil clinker on the properties of lightweight concrete