Friction stir welding of dissimilar Al–Mg alloys for aerospace applications: Prospects and future potential
-
Santhosh Nagaraja
 ,
Praveena Bindiganavile Anand
,
Madhusudhan Mariswamy
,
Meshel Q. Alkahtani
,
Saiful Islam
,
Mohammad Amir Khan
,
Praveena Bindiganavile Anand
,
Madhusudhan Mariswamy
,
Meshel Q. Alkahtani
,
Saiful Islam
,
Mohammad Amir Khan
 and
Javed Khan Bhutto
and
Javed Khan Bhutto

Abstract
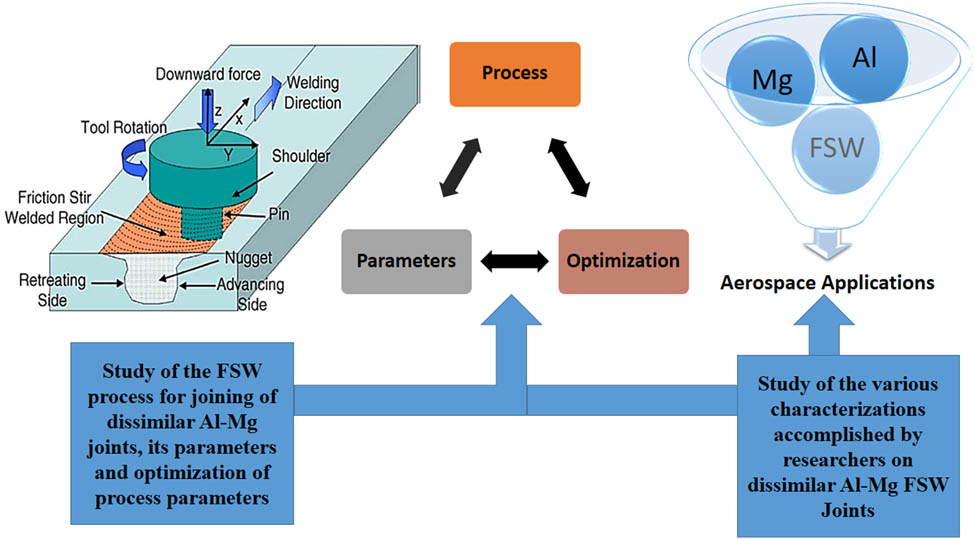
Friction stir welding (FSW) is increasingly utilized in aerospace for welding dissimilar Al–Mg alloys without melting, overcoming fusion welding challenges. This summary highlights FSW’s key aspects for dissimilar Al–Mg alloys and its aerospace relevance. These alloys are widely used in aerospace due to their beneficial properties, but fusion welding faces issues like brittle intermetallic compounds (IMC) and decreased mechanical properties. FSW addresses these challenges by using a rotating tool to generate frictional heat, plasticizing the material for solid-state joining without melting. This reduces IMC formation, enhancing joint strength and mechanical properties. Critical parameters like rotational speed, traverse speed, tool design, and process variables are emphasized for optimal FSW of dissimilar Al–Mg alloys. Joining these alloys is crucial in aerospace for applications such as aircraft structures, engine components, and fuel tanks. FSW offers advantages like weight reduction, improved fuel efficiency, and structural integrity enhancement. It allows welding dissimilar Al–Mg alloys with varying compositions for tailored material combinations meeting specific needs. In conclusion, FSW of dissimilar aluminum alloys is promising for aerospace, creating defect-free joints with improved mechanical properties. However, further research is needed to optimize parameters, explore tool designs, and validate long-term performance in aerospace environments.
Graphical abstract
1 Introduction
Friction stir welding (FSW) has emerged as a promising solid-state joining technique for dissimilar aluminum (Al) alloys in the aerospace and other engineering industry [1]. FSW, a mature solid-state welding technique, involving temperature, mechanics, metallurgy, and interactions, has become a revolutionary welding technique because of its energy efficiency, environmental friendliness, and high-quality joints. And the state-of-the-art friction-based welding techniques are characterized by low peak temperature, severe plastic deformation, energy efficiency, which can simultaneously realize the mechanical and chemical bonding, improving mechanical performances. Furthermore, the introduction explores the potential applications of FSW in aerospace engineering and the benefits it offers, including reduced weight, improved fuel efficiency, and enhanced structural integrity. The unique properties of dissimilar Al–Mg alloys, make them attractive for various aerospace applications [2,3]. However, conventional fusion welding methods encounter challenges when joining dissimilar aluminum alloys, such as the formation of brittle intermetallic compounds (IMC) and reduction in the mechanical characteristics [4,5]. FSW offers a potential solution to overcome these challenges by utilizing a rotating non-consumable tool that generates frictional heat and plasticizes the material, enabling solid-state joining [6,7,8].
This introduction aims to explore the prospects and future potential of FSW for dissimilar aluminum alloys in aerospace applications. The section begins by providing an overview of FSW and its advantages over traditional fusion welding techniques. It then discusses the specific challenges associated with joining dissimilar aluminum alloys and highlights how FSW can address these challenges. Furthermore, the introduction explores the potential applications of FSW in aerospace engineering and the benefits it offers, including reduced weight, improved fuel efficiency, and enhanced structural integrity. Finally, the section concludes by emphasizing the need for further research and development efforts to optimize FSW parameters, explore new tool designs, and validate the long-term performance of FSW joints in aerospace environments.
Ahmed et al. accomplished an extensive examination of FSW, encompassing its principles, process parameters, microstructural changes, and mechanical properties [9]. To broaden the adoption of FSW in manufacturing fields, the inherent issues should be addressed to ensure the structural integrity, safety, and service life of the manufactured. The article discusses the application of FSW in diverse aluminum alloys, addressing both challenges and prospects. Additionally, Beygi et al. conducted a research review that delves into the use of FSW as a thermal-mechanical tool to enhance the properties of aluminum alloys. The focus lies on the modifications in microstructure achieved through friction stir processing and their impact on the alloys’ mechanical behavior [10]. In a separate study, Beygi et al. explored the microstructure and mechanical properties of dissimilar aluminum alloy welds produced via FSW. Their analysis investigates the effects of process parameters on defect formation, grain refinement, and joint strength, providing valuable insights for optimizing FSW in dissimilar alloys [11]. Beygi et al. have written a review article centered on the research and development of FSW in dissimilar aluminum alloys. They have addressed the challenges associated with welding dissimilar alloys, and explored process optimization strategies, and examined joint properties achieved through FSW [12]. Ding et al. provided an overview of the state-of-the-art research on FSW of dissimilar aluminum alloys. Their review encompasses discussions on microstructural characteristics, mechanical properties, joint performance, challenges, and future directions in the field [13]. Hassanifard et al. have conducted a comprehensive review that encompasses the advancements in FSW, including the process, weldment structure, and properties of friction stir welds. They have discussed microstructural evolution, defects, residual stresses, and mechanical behavior of FSW joints in aluminum alloys [14]. Hou, et al. focused their study on investigating the microstructural and mechanical properties of dissimilar FSW between aluminum alloys AA5083 and AA6061. Their examination includes an analysis of joint characteristics such as microstructural evolution, hardness distribution, and tensile properties [15]. Ribeiro et al. carried out research on the influence of pin profile on the microstructure and mechanical properties of dissimilar friction stir welds between aluminum alloys AA1050-H24 and AA2024-T3. They examined the joint characteristics such as grain refinement, intermetallic formation, and mechanical behavior [16]. Mehdi et al., accomplished the works on the influence of tool geometry and the factors on the FSW process of dissimilar aluminum sheets. The study focuses on welding four AZ91D and AA7075 alloy ultrathin sheets, each with a thickness of 0.3 mm, utilizing two convex tools with various edge radii. Their work evaluates elements including the coefficient of friction (CoF), microstructure, and mechanical properties evaluated using Vickers micro hardness testing and the tiny punch test in order to look into the effects of tool geometries and process parameters. To assess the quality of the welds, a scanning acoustic microscope is also used. According to the findings, raising tool radius from 15 to 22.5 mm dramatically decreases dwell time, increasing productivity. Due mostly to the prolonged stirring time, samples welded using a specific tool show no delamination and better mechanical qualities. Rotational speed is found to be the process parameter most important in shaping the weld, affecting CoF, microstructure, micro hardness, and weld effectiveness. For both of the instruments analyzed in this study, lower rotational speeds result in an increase in joint efficiency of 14.4 and 12.8% when compared to higher rotational speeds [17]. In contrast to the traditional FSW tool, which has a single shoulder and pin, bobbin tool friction stir welding (BTFSW) uses a novel tool design that has two shoulders joined by a pin. The mechanics of the welding process are made simpler by this design, especially when using the FSW arrangement, where the lower shoulder acts as the weld’s base without the need for a supporting plate. Additionally, the beginning downward and final upward movements generally seen in the FSW process are not necessary because the BTFSW tool enters the base metal from the side and rotates in a straight line. This study examines the shape and parameters of the BTFSW tool in relation to the development of wormhole defects and their effects on the mechanical properties of the Al-7Si/AZ91D alloys. According to the research, the geometry of the tool, which places more stress on the joint, significantly affects the heating process, just like how a faster rotating speed would. To avoid wormhole defects, it is crucial to get the best kinematic and geometric tool properties. The welds display ductile fracture behavior despite having significantly lower weld tensile strengths (varying from roughly 111–115 MPa) than the base metal (137 MPa). Additionally, compared to the base material (BM) (about 20.7–27.8 J), all welds exhibit higher impact strength values [18]. The FSW process offers numerous advantages over fusion welding. Given its crucial role in achieving robust welds, the design of FSW tools has become a focal point of interest. While there are various commercially available alternatives for FSW tools, they are not as versatile as consumables used in traditional fusion welding, as their applicability is limited to specific conditions. In this study, the research introduces formulas to serve as guidelines for designing FSW tools, specifically for the 2XXX, 5XXX, 6XXX, and 7XXX aluminum series and various thicknesses. These formulas aid in estimating key tool parameters, including pin length, pin diameter, and shoulder diameter [19]. Additionally, Çam et al. published a comprehensive review article that underscores recent advancements in FSW and their relevance in joining dissimilar aluminum alloys, particularly in structural applications for aircraft. The article provides an extensive examination of various aspects, including process variations, joint formation, microstructural characteristics, defects, and mechanical properties. It offers valuable insights that can guide future research endeavors in this field [20].
The need for optimization of the tool shoulder configuration, tool pin profile, and tool material is a key aspect in achieving better weld joints. In this regard, the review is more focused towards the choice of tool configuration, and the tool materials. In the study by Padmanaban and Balasubramanian, researchers have identified the optimal combination of tool pin profile, tool shoulder diameter, and tool material for FSW AZ31B magnesium (Mg) alloy. They tested five different tool pin profiles, five tool materials, and three tool shoulder diameters to create the joints. The tensile properties of the joints were examined and compared with the microstructure and hardness of the weld zone. The investigation revealed that the joints produced using a threaded pin profiled tool made of high carbon steel with an 18 mm shoulder diameter exhibited superior mechanical integrity and metallurgical quality compared to other configurations. The absence of defects in the weld region, the presence of very fine equiaxed grains within the weld region, and higher hardness in the weld region were identified as key factors contributing to the enhanced tensile properties of these joints [21].
Gopi and Mohan worked extensively on the aluminum alloy 6082-T6, which holds significant importance in crafting lightweight structures, particularly in the production of artillery, defense vehicles, and aircraft. Recognized for its robust strength-to-weight ratio and excellent resistance to corrosion even in harsh conditions, this alloy stands out as a preferred choice for structural applications. This research delved into the FSW process of aluminum alloy 6082-T6, considering three key process parameters (spindle speed, weld speed, and shoulder penetration) and two geometric tool parameters defining pin and shoulder profiles across five levels. Optimization was pursued through the Taguchi experimental design method, with FSW experiments executed using a conventional milling machine. The goal was to maximize tensile strength across varying plate thicknesses. Notably, the number of edges on the tool pin profile directly influences welding pulses. The findings revealed that maintaining a pulse range of 105–110 pulses per second proved optimal for achieving high-quality welds devoid of defects [22].
The increasing demand for lightweight materials in sectors such as automotive and aerospace has spurred investigations into the joining of dissimilar lightweight alloys, notably aluminum and magnesium alloys (Al/Mg). FSW emerges as a promising method for Al/Mg alloy joining due to its operation below the base metal’s melting point, resulting in refined microstructures, decreased porosity, and heightened productivity. The strength of Al/Mg friction stir welds hinges on the formed interface, primarily characterized by micromechanical interlocks and the distribution of IMCs. While various interfaces for butt joints have been explored in literature, a comprehensive review detailing interfacial interactions and methods for interface enhancement has been lacking. This review article addresses this gap by analyzing historical data on process parameters and mechanical properties, elucidating joining mechanisms, and examining the microstructural evolution of different interfaces. Additionally, strategies for enhancing interfaces to bolster mechanical properties are delineated [23]. By furnishing crucial insights into FSW techniques and Al/Mg weld interfaces, this review article lays the groundwork for refining FSW procedures for Al/Mg butt welds with a focus on augmenting strength and performance. It is anticipated that the current article is of significant interest to researchers and engineers in the FSW domain, especially for Al/Mg lightweight applications, offering a comprehensive overview of current knowledge and delineating avenues for future research.
2 Materials and methods
This section elucidates in detail, the findings of the existing literature available on the process, principle, and the factors influencing the process parameters and its effect on the quality of the FSW joints.
2.1 FSW – process and principle
The working principle of FSW involves the use of a rotating non-consumable tool that generates frictional heat and plasticizes the material to be joined, facilitating the formation of a strong and defect-free weld.
During the FSW process, the tool is plunged into the interface between the two workpieces and moved along the joint line, causing severe plastic deformation of the material. The frictional heat generated by the rotating tool softens the material without reaching its melting point, leading to a solid-state joining process. This aspect of FSW is crucial as it helps to minimize the formation of undesirable IMCs and retain the desirable properties of the BMs.
Several studies have investigated the working principle of FSW and its effects on the microstructural evolution and mechanical properties of the welded joints. To optimize the processing parameters, the entire-process simulation of FSW based on experiment validation was adopted for the prediction of tensile strength. This included the computational fluid dynamics model and computational solid mechanics model. High-throughput screening method, based on the marriage between massively parallel computational methods and existing database containing the calculated properties, is capable to explore hypothetical candidates, and the amelioration via the material flow model inhibits the welding defects and optimizes the parameter intervals, providing references to extracting process–structure–property linkages for FSW. The works of Taheri et al. provided a comprehensive improvements in the mechanical properties, viz., the tensile and fatigue strength, hardness, and wear resistance, achieved through FSW, discussing the principles, process parameters, and various applications [24]. Several researchers have focused on modeling the heat flow and material flow in FSW, highlighting the thermal and mechanical aspects of the process and the resulting improvement in the strength of the weld joints. In FSW, the material is subjected to severe plastic deformation due to the rotational motion of the tool, resulting in the mixing and redistribution of material across the weld zone. Di Lorenzo focused on the process of generating stronger joints by the frictional forces generated by the rotating tool plunged into the workpiece. In their works, the researchers have accomplished the FSW process with varying process parameters using a tempered tool steel shoulder pin configuration on dissimilar alloys of Al. The friction force generated by the rotating shoulder pin configurations enhances the strength of the joints, which can be attributed to severe plastic deformation brought about by the friction stirring of the tool against the workpiece [25]. Dias et al. developed a thermomechanical model for FSW of age-hardening aluminum alloys, elucidating the deformation behavior and microstructural changes during the process. They also proposed a model for predicting the temperature distribution, plastic flow, and residual stresses in FSW of 6061-T6 aluminum alloy [26]. Yang et al. provided an extensive review of the advancements in FSW process, including bobbin tool and stationary shoulder that enhanced the mechanical properties. They discussed the influence of these variants on joint formation, microstructural characteristics, defect formation, and mechanical properties. A rotating shoulder, a mechanical “stirring” device that mimics a drill bit, and two metals fastened on a rigid surface that serves as an anvil are generally used in the FSW process. During the FSW process, the anvil reacts to the plunge force, or downward pressure. Due to the high speeds and constant downward pressure of the spinning shoulder against the metal plates, a frictional force is created by driving it into the materials at the weld interface. A softened zone that is mechanically plasticized is produced at the joining place as a result of the frictional heating that results (Figure 1). The ingredients are mixed along the path as the welding instrument is simultaneously rotated and moved along the intended weld line [27].
![Figure 1
Working principle of FSW process. Adopted with permission from ref. [28]. Copyright 2021, SAGE.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_001.jpg)
Working principle of FSW process. Adopted with permission from ref. [28]. Copyright 2021, SAGE.
In summary, the working principle of FSW involves the generation of frictional heat and plastic deformation to achieve solid-state joining. Through a combination of experimental investigations and numerical modeling, researchers have gained insights into the thermal and mechanical behavior during the FSW process. These studies have contributed to the optimization of process parameters and the development of advanced process variants, making FSW a promising welding technique for a wide range of applications.
2.2 FSW of dissimilar Al–Mg alloys
FSW technique for welding Al–Mg alloys offers several advantages such as reduced defects, improved mechanical properties, and enhanced productivity [29,30]. In a comprehensive research study, Baghdadi et al. provided an overview of FSW, covering process parameters, microstructural evolution, and mechanical properties. Various aluminum alloys are considered, and the influence of welding parameters on weld quality is discussed [31]. Silva et al. focused on the early development of FSW for aluminum alloys, emphasizing the process concept, tool design, and welding parameters, along with examples of successful welds in different aluminum alloys [32]. Lee et al. highlighted the impact of process parameters (rotational speed, traverse speed, and tool geometry) on the mechanical properties of friction stir-welded aluminum alloys. They examined the microstructural changes and their correlation with resulting mechanical properties [33]. Esmaeili et al. conducted in-depth research on FSW of aluminum alloys, exploring tool materials, joint design, defects, and post-weld treatments. They discussed process optimization advancements and presented case studies on different aluminum alloy systems [34]. Sato et al. focused on the microstructural evolution and mechanical properties of friction stir-welded aluminum alloys, discussing factors influencing grain refinement, precipitate dissolution, and recrystallization during the welding process, as well as the impact of microstructure on mechanical properties [35]. Mofid et al. and Zettler et al. contributed valuable works that establish a foundation for understanding the principles and applications of FSW in aluminum alloys. Further examination of these studies and related research will provide additional insights into specific aluminum alloys, process parameters, and optimization techniques in FSW [36,37].
Moreover, FSW shows promise for joining dissimilar aluminum alloys, as it can produce high-quality welds with favorable mechanical properties [38,39]. Cao and Jahazi’s work focused on using FSW to join dissimilar aluminum alloys, specifically AA 2024-T3 to AZ31B-H24 alloys. The effects of tool geometry and welding parameters on weld quality are investigated, and the results demonstrate that FSW can generate defect-free welds in dissimilar aluminum alloys with satisfactory mechanical properties. The welds exhibit comparable tensile strength and fatigue strength to the base metal [40].
Similarly, Abachi et al. presented findings that support the potential of FSW for joining dissimilar aluminum alloys. Their study demonstrated that FSW can create high-quality welds with favorable mechanical properties, positioning it as a viable alternative to traditional welding methods [41].
Additionally, Dolatkhah et al. extensively examined the FSW of Al5052/SiC metal matrix composites, with key findings including the ability of FSW to produce defect-free welds in dissimilar aluminum alloys. The welds exhibited comparable tensile strength and fatigue strength to the base metal, further highlighting FSW as a promising technology for joining dissimilar aluminum alloys [42].
The growing demand for lightweight materials has created an urgent requirement to weld Mg/Al composite structures, which hold significant promise across various industries. However, welding dissimilar Mg/Al alloys often results in the undesirable formation of brittle IMCs, presenting challenges in achieving high-quality welded joints. Solid-state welding methods, characterized by their low energy input and high efficiency, offer a viable solution to mitigate the formation of these problematic compounds and address strength issues in Mg/Al dissimilar alloy welds for engineering applications. Drawing insights from recent research literature on techniques such as ultrasonic welding, friction welding, diffusion welding, explosive welding, magnetic pulse welding, and resistance spot welding of Al/Mg, this study presents a comprehensive overview and future outlook for solid-state welding in the context of Mg/Al dissimilar alloy welding. It encompasses areas such as the optimization of welding parameters, the incorporation of interlayers, and the exploration of hybrid welding processes [43]. In engineering sectors like automotive, marine, aerospace, and railway, the use of lightweight aluminum and magnesium alloys is vital for enhancing fuel efficiency, performance, and cost-effectiveness. FSW is favored over traditional fusion welding due to its metallurgical benefits when joining these dissimilar materials. This study specifically investigated the creation of dissimilar joints using AA6061 (A), AZ31B (B), and AZ91D (C) alloys, varying the advancing side (AS) and retreating side (RS). The joints, formed through FSW, underwent a battery of tests encompassing tensile, impact, corrosion, and fracture assessments, along with statistical and cost analyses. The results showcased notable achievements, such as the highest tensile strength in AZ91 and AZ31B, peak yield strength in AA6061 and AZ91, the hardest composition in AA6061 and AZ31B, and the lowest corrosion rate in AA6061 and AZ31B. These outcomes were validated by SEM analysis of fracture surfaces, and the dissimilar joints were further evaluated and ranked using statistical analysis and the TOPSIS method, considering their proximity to the ideal solution [44].
In conclusion, FSW has emerged as a promising technique for welding aluminum alloys, offering numerous advantages. It enables defect-free welds with favorable mechanical properties, positioning it as a viable alternative to traditional welding methods for joining both similar and dissimilar aluminum alloys.
2.2.1 Major challenges in dissimilar welding
Dissimilar welding, which involves joining two or more materials with different compositions, poses several challenges compared to welding similar materials. Some of the major problems encountered in dissimilar welding include:
Material compatibility: Dissimilar materials often have different melting points, thermal conductivities, and coefficients of thermal expansion, leading to issues such as cracking, distortion, and residual stresses during welding. Achieving proper fusion and metallurgical bonding between dissimilar materials requires careful control of welding parameters and techniques.
IMC formation: When dissimilar materials are welded together, IMCs may form at the interface, altering the mechanical properties and corrosion resistance of the joint. The formation of brittle IMCs can weaken the weld, leading to reduced joint strength and ductility. Minimizing IMC formation while maintaining a sound weld is a significant challenge in dissimilar welding.
Microstructural inhomogeneity: Dissimilar materials often have different microstructures, grain sizes, and phases, which can result in non-uniform mechanical properties across the weld joint. Inhomogeneous microstructures may lead to localized stress concentrations and susceptibility to cracking or failure under mechanical or thermal loads.
Thermal gradient effects: Dissimilar welding generates significant thermal gradients across the weld zone due to the different thermal conductivities and heat capacities of the materials being joined. Thermal gradients can result in distortion, warping, and residual stresses, particularly in thick or complex structures. Managing thermal gradients is crucial to prevent weld defects and ensure dimensional stability.
Corrosion susceptibility: Welding dissimilar materials can introduce galvanic corrosion potential due to the formation of bimetallic couples at the weld interface. The difference in electrochemical potentials between dissimilar materials can accelerate corrosion rates, compromising the long-term integrity of the joint. Proper selection of filler materials and post-weld treatments are essential to mitigate corrosion risks.
Weldability issues: Some dissimilar material combinations may exhibit poor weldability due to factors such as metallurgical incompatibility, chemical reactions, or the presence of surface contaminants. Ensuring adequate joint preparation, cleanliness, and compatibility testing is necessary to overcome weldability challenges and produce high-quality joints.
Complexity in process optimization: Welding dissimilar materials requires careful optimization of welding parameters, including heat input, travel speed, shielding gas composition, and interpass temperature control. The complex interaction between these parameters and their effects on weld quality and performance necessitates extensive experimentation and process validation.
Addressing these challenges in dissimilar welding requires a comprehensive understanding of material properties, welding processes, and joint design considerations. Innovative welding techniques, advanced materials characterization methods, and computational modeling approaches play a crucial role in overcoming these problems and advancing the state-of-the-art in dissimilar welding technology.
2.3 Process parameters influencing FSW of dissimilar Al–Mg alloys
Al–Mg alloys are widely utilized in the aerospace and automotive industries due to the numerous advantages they offer. However, their application in structural uses is often limited due to their poor weldability.
The dissimilar FSW of Al–Mg alloys presents significant challenges due to the contrasting properties of the two materials, including melting points, thermal conductivity, and wettability. While aluminum has a melting point of 660°C and a thermal conductivity of 240 W·m−1·K−1, magnesium’s melting point is 650°C, and its thermal conductivity is 150 W·m−1·K−1. Additionally, both aluminum and magnesium exhibit poor wettability [45].
In the research conducted by Luo and Sachdev, the focus was on dissimilar Al–Mg FSW, exploring the associated challenges. The study emphasized the discrepancies in material properties, such as melting points, thermal conductivity, and wettability, and proposed strategies to overcome these difficulties [46]. Yang et al. examined the microstructural evolution and mechanical properties of dissimilar Al–Mg FSW joints, investigating the influence of process parameters like rotational speed, traverse speed, and tool offset on the joint’s microstructure and mechanical performance. The study highlighted the significance of optimizing these parameters to achieve desirable joint properties [27].
Cao and Jahazi specifically investigated the impact of tool pin profiles on the quality of dissimilar Al–Mg FSW joints. They compared conventional cylindrical pins with specially designed tapered and concave pins, demonstrating the substantial influence of tool pin geometry on joint quality and mechanical properties [47]. Ke et al. delved into the microstructure and mechanical properties of dissimilar Al–Mg FSW joints, analyzing the effect of various FSW conditions on joint strength, hardness, and microstructural changes [48]. Siddesh Kumar et al. examined the corrosion behavior of dissimilar Al–Mg FSW joints, studying how FSW process parameters affected their corrosion resistance. The research emphasized the role of grain structure, IMCs, and microstructural defects in determining corrosion behavior [49].
Furthermore, Gulati et al. conducted mechanical and metallurgical characterization of dissimilar Al–Mg FSW joints using advanced techniques like electron backscatter diffraction (EBSD) and transmission electron microscopy (TEM). Their study provided insights into grain structure, texture, and precipitate distribution in the joints, contributing to a better understanding of joint microstructure and mechanical behavior [50]. Lambrakos explored the influence of tool design on the mechanical properties of dissimilar Al–Mg FSW joints, comparing different geometries (cylindrical, threaded, and hexagonal pins) and evaluating their impact on joint strength and defect formation. The research emphasized the significance of optimizing tool design for achieving high-quality joints [51].
The key process parameters that significantly affect the quality of dissimilar FSW joints include tool rotational speed, tool traverse speed, tool offset, and plunge depth [52]. The tool rotational speed should generate sufficient heat to soften the BMs without overheating the tool itself [53]. The tool traverse speed should ensure proper joint formation while allowing for efficient tool movement through the workpiece [54]. The tool offset should strike a balance between maintaining contact with both BMs and avoiding pin breakage. The plunge depth should create a sound weld without causing excessive tool overheating [55]. Figure 2 provides a schematic illustrating the factors that influence the FSW process.
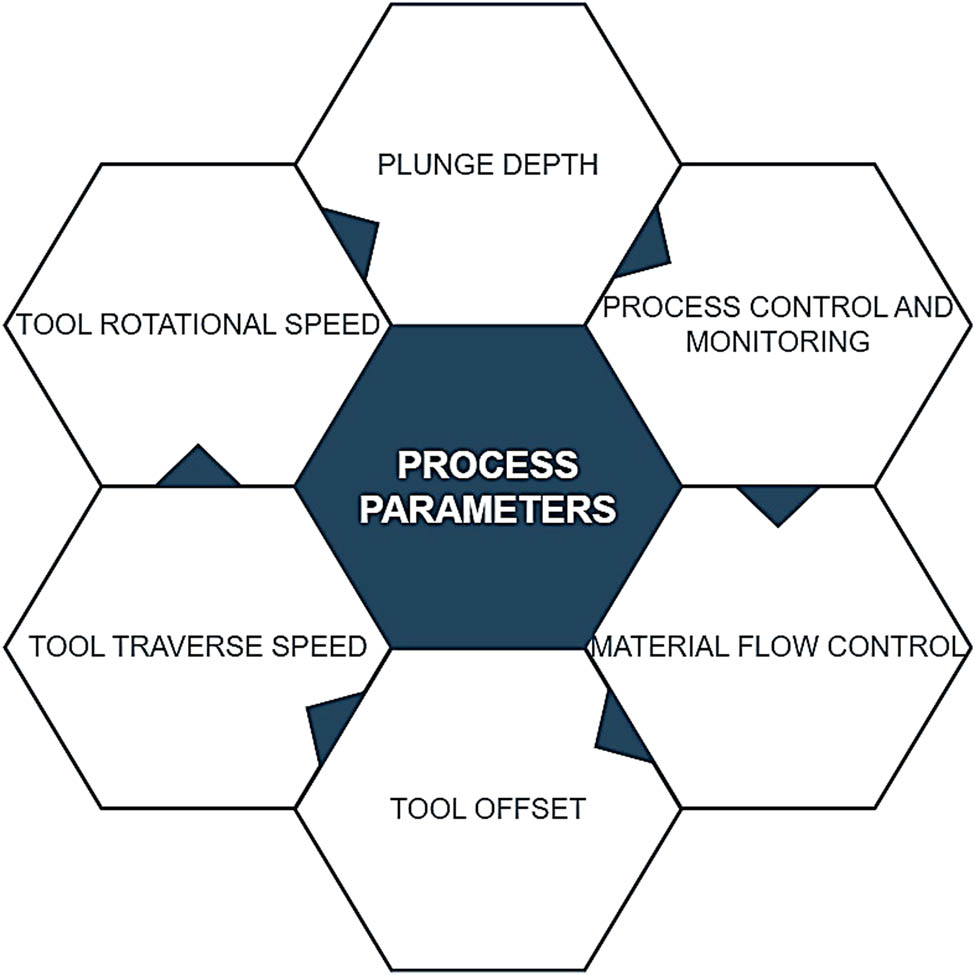
Process parameters influencing the quality of the joints in FSW process.
The effect of various process parameters on dissimilar FSW of different materials, such as Al–Mg, is crucial for achieving high-quality joints [56,57]. Here are some commonly investigated process parameters and their effects:
2.3.1 Tool rotational speed
Higher rotational speeds generally lead to increased heat input, resulting in improved material softening and better mixing between the BMs [58]. However, excessively high rotational speeds can cause tool wear, material overheating, or defects such as tunnel defects or voids [59].
In the study conducted by Sankar and Umamaheswarrao, the influence of tool rotational speed on the microstructure and mechanical properties of friction stir-welded joints in Al–Mg alloys was investigated. The researchers employed various characterization techniques such as optical microscopy, scanning electron microscopy (SEM), and TEM to examine the welds’ microstructure. Additionally, tensile tests were performed to evaluate the mechanical properties of the welds. The findings revealed that tool rotational speed played a significant role in determining the microstructure and mechanical properties of the Al–Mg alloy joints produced through FSW. At lower tool rotational speeds, the microstructure of the welds exhibited a larger number of equiaxed grains. This outcome can be attributed to the less effective stirring action of the tool at lower rotational speeds. Conversely, increasing the tool rotational speed led to a more refined microstructure in the welds. This improvement occurred due to the more efficient stirring action of the tool, which facilitated the breakdown of larger grains. Regarding the mechanical properties, the tensile tests demonstrated that the tensile strength of the welds increased as there was a substantial increase in the tool rotational speed. The refined microstructure of the welds exhibited enhanced resistance to deformation, thereby contributing to the higher tensile strength. However, an inverse relationship was observed between the ductility of the welds and the tool rotational speed. This reduction in ductility was attributed to the refined microstructure’s increased susceptibility to cracking [60].
2.3.2 Tool traverse speed
Increased traverse speeds in FSW have implications for material flow during the welding process [61,62]. When traverse speeds are higher, there is a potential for inadequate material mixing and compromised joint strength if sufficient time is not allowed for proper consolidation [63,64]. Extensive research has been conducted in the field of welding and materials science to explore the relationship between tool traverse speed and the strength of FSW joints. Numerous research papers and studies have investigated this relationship, considering various materials, welding conditions, and evaluation methods [65,66].
It should be noted that the impact of tool traverse speed on joint strength is intricate and influenced by multiple factors [67,68]. Here are some key observations from the literature:
Heat input and microstructure: The traverse speed affects the heat input during welding, which influences the thermal cycle experienced by the material. A higher traverse speed reduces the heat input, resulting in shorter heat exposure and reduced thermal diffusion. This can lead to a finer grain structure, improved microstructural homogeneity, and potentially higher joint strength [69,70].
Material flow and defect formation: The traverse speed influences the material flow patterns during FSW. Higher traverse speeds generally result in increased material flow rates, promoting better mixing and reducing defects such as voids and inclusions. However, excessively high traverse speeds can lead to insufficient material flow and incomplete consolidation, resulting in lower joint strength [71,72].
Weld zone geometry: The traverse speed affects the geometry of the weld zone, including the width and depth of the weld. Different traverse speeds can alter the thermal profile and the distribution of plastic deformation in the joint. Optimal weld zone geometry depends on the material being welded and can vary for different applications. In some cases, a moderate traverse speed has been found to produce joints with superior strength [73,74,75].
Mechanical properties and joint strength: The traverse speed can have a direct influence on the mechanical characteristics of FSW joints. Higher traverse speeds tend to result in joints with higher tensile strength but lower ductility, while lower traverse speeds can lead to increased joint toughness [76,77,78]. The optimal traverse speed for achieving the desired balance of mechanical properties depends on the specific material and application. It is important to note that the specific findings and optimal traverse speed ranges may vary depending on the materials being welded, joint configuration, welding parameters, and evaluation methods used in different studies. Additionally, ongoing research and advancements in FSW continue to contribute to the understanding of the influence of traverse speed on joint strength [79,80,81].
The results of these studies show that the FSW process gives good joint strength and toughness between the dissimilar weld joints of Al–Mg alloys. The FSW process is also a relatively clean and environmentally friendly process. However, the FSW process can be sensitive to process parameters, such as tool rotation speed and traverse speed [82]. The studies also reveal that the FSW process can be optimized by carefully controlling these process parameters. Slower traverse speeds may provide better mixing but can increase the overall welding time [83,84,85].
2.3.3 Tool offset
Tool offset in FSW refers to the lateral displacement of the rotating tool from the centerline of the joint. When welding dissimilar Al–Mg alloys, the tool offset can have a significant influence on the FSW process and the resulting joint properties [86,87].
The tool offset determines the penetration depth of the pin into the joint, affecting the interaction between the materials. A small offset ensures proper contact between the pin and both BMs, promoting effective mixing and joint formation [88,89]. If the offset is too large, excessive heat generation or pin breakage can occur, leading to defects or weakened joints [90,91].
Here is a review of the effect of tool offset on FSW of Al–Mg alloys
Material mixing: Tool offset affects the material mixing during FSW. When the tool is offset towards the aluminum side, it promotes better mixing and distribution of the magnesium-rich material into the aluminum matrix. This can enhance the metallurgical bonding and reduce the formation of IMCs that are typically brittle and weak [92,93].
Microstructure: The tool offset also affects the microstructural evolution in the weld zone. A proper tool offset can result in a more refined and uniform microstructure. It helps in breaking down the large grain structures and promoting grain refinement, leading to improved mechanical properties. An excessive offset, however, can lead to non-uniform microstructures, including uneven grain sizes and localized defects [94,95].
Mechanical properties: The choice of tool offset can significantly impact the mechanical properties of the joint. Proper offset selection can enhance the joint strength, ductility, and fatigue resistance. Studies have shown that an optimized tool offset can result in improved tensile strength and hardness, as well as enhanced fatigue life in aluminum-magnesium joints [96,97].
Intermetallic formation: Tool offset can influence the formation of IMCs at the weld interface. Excessive offset may lead to the formation of brittle intermetallic phases, such as Al–Mg and Al–Mg2, which can negatively affect the joint strength. However, a suitable tool offset can minimize the intermetallic thickness and maintain a favorable interfacial microstructure [98,99].
Process optimization: The choice of tool offset depends on several factors, including the specific aluminum and magnesium alloys being welded, the desired joint properties, and the welding conditions. Optimal tool offset values may vary depending on the material combinations and welding parameters. Process optimization through experimental investigations and parameter studies is crucial to determine the most suitable tool offset for achieving the desired joint quality and mechanical properties [100,101].
2.3.4 Plunge depth
The plunge depth determines the initial penetration of the tool into the workpiece before the traverse motion begins [102]. A suitable plunge depth ensures sufficient material supply for proper mixing and joint formation [103]. Too shallow plunge depths may result in incomplete material mixing, while excessive depths can lead to overheating or defects [104].
Here is a review of the effect of plunge depth on FSW of aluminum-magnesium joints:
Material mixing: The plunge depth affects the material mixing during FSW. By controlling the plunge depth, it is possible to regulate the extent of material intermixing between the aluminum and magnesium alloys. A deeper plunge depth typically leads to more extensive mixing, resulting in better metallurgical bonding between the two dissimilar materials [105,106].
Heat generation: The plunge depth affects the heat generation and dissipation in the weld zone. A deeper plunge depth generally results in increased heat generation due to greater contact between the tool and the workpiece. This increased heat can affect the thermal history, material flow, and microstructural evolution during the welding process [107,108].
Microstructure: The plunge depth can influence the microstructure of the weld zone. Deeper plunge depths tend to induce more severe plastic deformation and higher strain rates, leading to grain refinement and potential changes in the grain structure of both aluminum and magnesium alloys. This can affect the mechanical properties of the joint [109,110].
Defect formation: The plunge depth can impact defect formation during FSW. Excessive plunge depths can lead to excessive plastic deformation, which may result in the formation of defects such as voids, tunnel defects, or wormholes. It is important to select an appropriate plunge depth to minimize these defects and ensure sound joint formation [111,112].
Joint strength and properties: The choice of plunge depth can significantly influence the joint strength and properties of aluminum-magnesium FSW joints. Studies have shown that an optimized plunge depth can lead to improved joint strength, including higher tensile strength and better fatigue performance. The specific optimum plunge depth may vary depending on the alloy compositions, joint configuration, and desired joint properties [113,114].
It is worth noting that the effect of plunge depth on FSW of aluminum-magnesium joints may depend on various factors, such as the specific alloys being welded, welding parameters, tool geometry, and joint design. Optimal plunge depth selection should be determined through experimental investigations, parameter studies, and process optimization to achieve the desired joint quality and mechanical properties.
2.3.5 Material flow control
In dissimilar FSW, material flow control is crucial for achieving sound joints. Various factors, including pin geometry, shoulder design, and process parameters, influence material flow and mixing [115]. Optimization of these factors can help control material flow and enhance joint quality [116].
Material flow control is an important aspect in FSW of dissimilar Al–Mg alloys. Proper material flow during the FSW process is crucial for achieving sound welds and desirable joint properties [117]. Here is a review of the significance of material flow control in FSW process:
Mixing and homogenization: Material flow control ensures effective mixing and homogenization of the aluminum and magnesium alloys during the welding process. The rotating tool generates frictional heat and applies pressure, causing the materials to undergo plastic deformation and mix at the joint interface. Controlling material flow helps promote thorough mixing and the distribution of alloying elements, leading to a more uniform microstructure and improved joint properties [119,120].
Defect minimization: Proper material flow control helps minimize the formation of defects in FSW joints. Insufficient material flow can result in unfilled regions, voids, or incomplete consolidation, which can weaken the joint. On the other hand, excessive material flow can lead to tunnel defects or wormholes. By optimizing the material flow through proper tool design, process parameters, and welding conditions, defects can be minimized, enhancing the joint strength and integrity [120,121].
Grain refinement: Material flow control influences the grain refinement in the weld zone. During FSW, the stirring action of the tool breaks down the original grain structures and induces dynamic recrystallization, resulting in a refined grain structure. Effective material flow helps distribute the recrystallized grains evenly throughout the weld zone, contributing to improved characteristics, such as higher strength and enhanced ductility [122,123].
Intermetallic formation: Material flow control can also influence the formation of IMCs at the weld interface. In aluminum-magnesium joints, intermetallic phases can form due to diffusion and reaction between the two alloys. By controlling material flow, the intermetallic thickness and distribution can be managed, reducing the formation of brittle phases, and improving joint strength [124,125].
Tool design and parameters: Achieving proper material flow control requires careful consideration of tool design and process parameters. Factors such as tool geometry, rotational speed, traverse speed, axial force, and tool tilt angle (TTA) can all influence material flow patterns. Process optimization through experimentation and parameter studies is essential to determine the most suitable combination of parameters for achieving the desired material flow and resulting joint properties [126]. The tool is the key point to get sound joint. The material flow was affected by the temperature and the profile of tool. The design of tool can be considered for avoiding weld thinning. Flash defects were eliminated and weld thinning was avoided. For eliminating root kissing bond, the root-enhanced FSW, with an enlarged-tip pin and concave structure, was a good choice to enhance the root tolerance in thick plates [127]. The material flow was affected by the temperature and the profile of tool.
It is worth noting that material flow control in FSW is a complex phenomenon influenced by multiple factors. The specific requirements for material flow control may vary depending on the aluminum and magnesium alloys being welded, joint configuration, and application requirements [128]. Therefore, comprehensive process optimization and experimentation are necessary to achieve optimal material flow control and desired joint properties.
2.4 Process control and monitoring
Effective process control and monitoring, such as temperature monitoring, force monitoring, and in-process inspections, can ensure consistent and high-quality dissimilar FSW joints [129].
Real-time feedback systems can be used to adjust process parameters for improved weld quality and defect prevention. It is important to note that the effects of these process parameters can vary depending on the specific materials being joined and the welding conditions [130]. Therefore, thorough experimentation and parameter optimization are necessary for each dissimilar FSW application to achieve desired joint quality and mechanical properties.
In addition to these process parameters, other factors such as tool design, material preparation, and post-weld heat treatment (PWHT) can also influence the quality of dissimilar FSW joints between aluminum and magnesium [131]. Therefore, careful optimization of these parameters, along with proper process control and monitoring, is essential to achieve reliable and high-quality welds in Al–Mg dissimilar FSW applications.
3 Experimental section
The experimental section encompasses the findings of the review related to the characterization of FSW joints evaluating the performance and properties of the welded joint to ensure its suitability for intended applications. Several mechanical tests are commonly conducted to assess the quality and integrity of FSW joints. Here are some key experimentations accomplished to characterize the FSW joints.
3.1 Tensile testing
Tensile testing is used to determine the tensile strength, elongation, and yield strength of FSW joints. Specimens are typically extracted from the welded region and subjected to axial loading until fracture. The test provides information about the joint’s load-carrying capacity and its resistance to deformation under tension [132].
The tensile testing of FSW joints is vital to identify the tenacity of the joints under tensile loading patterns. The specimens are subjected to varied loadings to critically evaluate the joint strength under the action of pulling forces. This type of tests are needed to understand the behavior of FSW joints, particularly for its use in aerospace applications.
Sameer and Birru conducted a study on FSW of dissimilar materials, specifically AA 6082-T6 aluminum alloy and AZ91 magnesium alloy. Their research focused on assessing the impact of process parameters on the tensile strength of the friction stir-welded joints, as well as analyzing the microstructural characteristics and mechanical properties of the joints. The experimental work involved performing FSW on the dissimilar combination of AZ91 magnesium alloy and AA 6082-T6 aluminum alloy, considering various process parameters such as rotational speed, traverse speed, and axial force. A cylindrical tool with a threaded profile was used for the welding process. The study findings indicated that the tensile strength of the dissimilar joints was influenced by the selected process parameters. The joints exhibited a mixture of IMCs with different sizes and distributions, which were formed during the FSW process. Microstructural analysis revealed grain refinement and the presence of a partially melted zone near the joint interface. A stress–strain curve for different weld joints is presented in Figure 3 [133].
![Figure 3
Stress–Strain diagram from tensile tests on FSW joints of Al–Mg alloys. Adopted with permission from ref. [133]. Copyright 2019 Elsevier.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_003.jpg)
Stress–Strain diagram from tensile tests on FSW joints of Al–Mg alloys. Adopted with permission from ref. [133]. Copyright 2019 Elsevier.
Figure 4 illustrates the comparative evaluation of the different welding processes and the corresponding tensile characteristics. When examining the different welding processes, it was observed that the tensile properties of FSW process has enhanced owing to coring and segregation at the stir zone (SZ) in the FSW weld joint. The FSW specimen exhibited a higher ultimate tensile strength (UTS) compared to the specimens from other welding process, and a similar trend was observed in the tensile strain (elongation). This difference can be attributed to the fact that the FSW specimen consists of the SZ material with uniform grain sizes, while the specimens from other welding processes include four distinct regions: the BM, heat-affected zone (HAZ), thermo-mechanically affected zone, and the SZ. Another contributing factor to the higher UTS in the longitudinal direction is the presence of positive residual stress, which is more significant in the longitudinal direction than in the transverse direction. As a result, when samples are cut along the longitudinal direction, they can release a greater amount of residual stress, likely contributing to the higher strength levels observed. Furthermore, in the longitudinal joint, the applied tensile load primarily follows the direction of the weld, leading to a more direct and uniform distribution of strain. This uniform strain distribution promotes better load sharing among grains, resulting in higher UTS and elongation compared to the transverse joint, where strain distribution is less uniform [134].
![Figure 4
Comparison of the specimens from FSW and other processes. Adopted with permission from ref. [134]. Copyright 2023 MDPI Materials.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_004.jpg)
Comparison of the specimens from FSW and other processes. Adopted with permission from ref. [134]. Copyright 2023 MDPI Materials.
Based on the results, the researchers have reached the conclusion that the tensile strength of the dissimilar joints can be enhanced by appropriately choosing the process parameters during FSW. Furthermore, the alterations in the microstructure and the development of IMCs have a notable impact on the mechanical properties of the joints. Tensile testing is a crucial method for evaluating the tensile strength and tensile modulus of the dissimilar weld joints between aluminum and magnesium alloys.
3.2 Hardness testing
Hardness testing measures the hardness profile across the FSW joint to assess its hardness distribution and potential variations. Hardness tests, such as Vickers or Rockwell hardness tests, are performed on specific locations within the joint, including the HAZ, weld nugget, and BMs. Hardness values can indicate the extent of material softening, phase transformations, and microstructural changes in the joint. Micro hardness measurements were conducted following the ASTM E92 standard, employing a 100 g load for 10 s on a Micro Vickers Hardness Testing Machine with a capability to apply forces ranging from 10 g to 1 kg. Figure 5 illustrates the impact of FSW at a rotational speed of 500 rpm on the hardness distribution across the welded samples. Hardness values were measured at various points, including the HAZ, center, and transverse cross-section of the friction stir-welded joints. Notably, the center zone of the friction stir-welded specimens (Specimen 1, Specimen 2, Specimen 3, and Specimen 4) exhibited the highest level of hardness due to the stirring action during welding. The hardness profiles within the weld zone were strongly influenced by several processing parameters, including heat input, fusion zone dilution, circulation of the molten pool, intermixing of dissimilar metals, and the subsequent formation and distribution of intermetallic phases within the interaction zones rich in Mg and Al. It is important to note that while Sample 5 did not undergo mechanical deformation (stirring), the peak temperature reached during welding was sufficient to soften the material near the SZ/nugget zone [135].
![Figure 5
Vickers micro hardness for different locations of FSW joint. Adopted with permission from ref. [134]. Copyright 2023 MDPI Crystals.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_005.jpg)
Vickers micro hardness for different locations of FSW joint. Adopted with permission from ref. [134]. Copyright 2023 MDPI Crystals.
3.3 Bend testing
Bend testing evaluates the ductility and resistance to cracking of FSW joints [136]. The test involves subjecting the FSW specimen to bending forces, typically using a three-point or four-point bend setup. Bend testing can detect any defects or discontinuities in the joint, such as cracks, lack of fusion, or incomplete penetration [137].
In their research, Das and Toppo conducted bend tests in accordance with ASTM E190 standards to assess the bending strength of friction stir-welded joints and investigate the impact of process parameters on mechanical properties. FSW was employed as the joining technique, involving a rotating tool that generates heat through friction and plasticizes the material to form the joint. The experimental setup involved butt joints of AA6101-T6 and AA6351-T6 aluminum alloys as the BMs. Various welding parameters, including tool rotational speed, welding speed (WS), and axial force, were modified to analyze their influence on the bending strength of the joints. A three-point bending test was performed to evaluate the load-bearing capacity of the joints. The study results indicate that the bending strength of the friction stir-welded butt joints is affected by the process parameters, leading to varying bending strength based on the chosen welding conditions. Microstructural analysis reveals a refined and homogeneous microstructure within the weld zone. Based on their findings, the authors conclude that selecting appropriate process parameters during FSW can optimize the bending strength of friction stir-welded butt joints. The study emphasizes the importance of process optimization in achieving desired mechanical properties in friction stir-welded joints of Al–Mg alloys [138].
3.4 Fatigue testing
Fatigue testing assesses the resistance of FSW joints to cyclic loading, simulating real-life service conditions. Specimens are subjected to repeated loading and unloading cycles until failure. Fatigue tests can determine the joint’s fatigue strength, fatigue life, and the initiation and propagation of fatigue cracks [139,140].
In a study conducted by Yan, the fatigue performance of dissimilar friction stir-welded joints between Al–Mg–Si and Al–Zn–Mg aluminum alloys is investigated. The objective of the study is to evaluate the fatigue behavior of these joints and understand the impact of the welding process on their fatigue strength. FSW is employed as the joining technique, utilizing a rotating tool to generate heat and mechanically mix the materials. The experimental work involves the creation of friction stir-welded joints using dissimilar Al–Mg-Si and Al–Zn–Mg aluminum alloy sheets. Fatigue testing is carried out on the joints to determine their endurance limit and fatigue life under cyclic loading conditions. The test specimens are subjected to varying stress levels, and the number of cycles until failure is recorded. The results of the study indicate that the fatigue behavior of the dissimilar friction stir-welded joints is influenced by the welding parameters and joint microstructure. The joints exhibit different fatigue strengths depending on the specific welding conditions employed. Microstructural analysis reveals the presence of fine grains and IMCs within the weld zone [141]. Figure 6 gives the fatigue life for dissimilar Al–Mg alloy FSW joints.
![Figure 6
Fatigue life curve for dissimilar Al–Mg alloy joints. Adopted with permission from ref. [141]. Copyright 2016, Springer Nature, Acta Metallurgica Sinica.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_006.jpg)
Fatigue life curve for dissimilar Al–Mg alloy joints. Adopted with permission from ref. [141]. Copyright 2016, Springer Nature, Acta Metallurgica Sinica.
Based on the findings, the authors conclude that the fatigue performance of dissimilar Al–Mg–Si/Al–Zn–Mg friction stir-welded joints can be optimized by selecting appropriate welding parameters. The study highlights the significance of understanding the microstructural changes and their impact on the fatigue behavior of such joints.
3.5 Impact testing
Impact testing evaluates the behavior of FSW joints under dynamic loading conditions [138]. Charpy or Izod impact tests are commonly performed to measure the impact toughness and energy absorption capacity of the joint. The test measures the resistance of the joint to sudden, high-energy impacts and provides insights into its fracture behavior [142].
In a study conducted by Sidhu et al., the impact energy absorbed by dissimilar friction stir-welded joints between dissimilar Al–Mg alloys is investigated. The main objective of the study is to evaluate the impact energy properties of these joints and examine the impact of process parameters on their mechanical behavior. Various welding parameters, including tool rotational speed, WS, and axial force, are adjusted to investigate their influence on the impact energy of the joints. Impact testing is performed using a Charpy impact test machine to measure the energy absorbed during fracture. The findings of the study indicate that the impact energy properties of the dissimilar friction stir-welded joints are significantly influenced by the welding parameters. The joints exhibit different impact energy absorption capacities based on the selected welding conditions. The microstructural analysis indicates the presence of a refined and homogeneous microstructure within the weld zone. Table 1 gives the impact energy absorbed by the FSW joints for dissimilar alloys of Al–Mg [43].
Results of impact tests on dissimilar alloys of Al and Mg
| Weld joint | Impact energy (J) | |||
|---|---|---|---|---|
| Trial 1 | Trial 2 | Trial 3 | Average | |
| AA 6061 and AZ31B | 8.1 | 8.5 | 8.3 | 8.3 |
| AZ31 and AA6061 | 7.6 | 8.5 | 7.9 | 8 |
| AZ31B and AZ91 | 5.3 | 5.5 | 5.7 | 5.5 |
| AZ91 and AZ31B | 5.4 | 5.6 | 5.8 | 5.6 |
| AA6061 and AZ91 | 7.1 | 7.9 | 7.5 | 7.5 |
| AZ91 and AA6061 | 7.8 | 8.5 | 7.7 | 8 |
Note: Compiled with permission from the findings of Sidhu et al. [43]. Copyright 2022 MDPI Materials.
Based on their findings, the authors of the study have drawn the conclusion that the impact energy properties of weld joints between dissimilar Al–Mg alloys can be enhanced by carefully selecting suitable welding parameters during the process. They have emphasized the significance of process optimization to achieve the desired mechanical properties, particularly in terms of impact energy, for dissimilar Al–Mg alloy joints.
3.6 Microstructural analysis
Microstructural analysis techniques, such as optical microscopy, SEM, and TEM, are employed to examine the weld microstructure, grain size, and distribution [143]. These analyses can help identify defects, such as voids, cracks, or inclusions, and assess the quality of the FSW joint, and understand the weld zone geometries, particularly the influence of HAZ, SZ, thermo–mechanically affected zone on the mechanical characteristics and integrity of the joints [144]. Figure 7 gives the different weld zones in a FSW joint.
![Figure 7
SEM Micrographs of the FSW (SS-SS) weld sub regions along crosssection: (a) SS-BM; (b) SS-HAZ; (c) Weld nugget/TMAZ and TMAZ/HAZ interface; (d) Weld nugget; (e) Weld nugget (at high magnifcation); (f) Plastic material fow pattern (onion rings), Adopted from ref. [147] with permission. Copyright 2021, Springer Nature.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_007.jpg)
SEM Micrographs of the FSW (SS-SS) weld sub regions along crosssection: (a) SS-BM; (b) SS-HAZ; (c) Weld nugget/TMAZ and TMAZ/HAZ interface; (d) Weld nugget; (e) Weld nugget (at high magnifcation); (f) Plastic material fow pattern (onion rings), Adopted from ref. [147] with permission. Copyright 2021, Springer Nature.
By conducting these mechanical and microstructural characterization tests, researchers and engineers can assess the strength, ductility, toughness, fatigue resistance, and overall structural integrity of FSW joints.
Figure 8 provides an overview of the diverse microstructures formed within the different weld zones created through FSW. Adjacent to the welded area is the HAZ. In this region, the temperature can rise to a level that induces certain structural modifications without affecting the grain structure. While the HAZ may experience alterations in strength and ductility, the metal is anticipated to largely retain its original properties, similar to those of the BM [145].
![Figure 8
SEM of different zones of weld joint. Adopted with permission from ref. [145]. Copyright 2016 Soldagem and Inspecao.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_008.jpg)
SEM of different zones of weld joint. Adopted with permission from ref. [145]. Copyright 2016 Soldagem and Inspecao.
This information is essential for evaluating the suitability of FSW joints in various applications and optimizing process parameters for improved joint performance. Figure 9 gives the schematic of different mechanical and microstructural characterizations carried out by several researchers on the friction stir-welded dissimilar Al–Mg alloy joints.
Schematic of different characterizations carried out on dissimilar Al–Mg FSW joints.
3.7 Surface roughness characterization
Surface roughness of friction stir-welded aluminum joints are also critical when analyzing their performance attributes. When dissimilar aluminum alloys undergo the process of FSW, the resulting characteristics of surface roughness can be significantly influenced by several critical factors. The design and geometry of the FSW tool emerge as pivotal determinants in shaping the surface roughness. The specific configuration of the tool, including its composition and shape, introduces variations in pressure, heat generation, and the movement of material during the welding process. These factors collectively contribute to the final texture of the welded surface.
The intricacies of process parameters within FSW, encompassing rotational speed, traverse speed, axial force, and tilt angle, hold utmost importance. These variables intricately dictate aspects such as heat input, material flow, and the mechanics at play during welding. Consequently, they exert a direct influence on the ultimate roughness observed on the surface.
The distinctive properties inherent to the dissimilar aluminum alloys being united, encompassing qualities like tensile strength, ductility, and thermal conductivity, interact with the FSW process in defining ways. These attributes bestow a unique response to the welding process for each alloy, leading to variations in flow behavior that manifest as disparities in surface appearance.
Amidst the environmental conditions under which welding takes place, such as ambient temperature, lies an influencing factor. Elevated temperatures, for instance, drive heightened material flow, yielding smoother surfaces as a result. Conversely, lower temperatures are more prone to generating coarser surface finishes.
The traverse speed at which the tool moves along the joint fundamentally governs material displacement and heat input. Accelerated feed rates can contribute to rougher surfaces due to reduced material flow and escalated frictional heat.
The wear experienced by the FSW tool during its interaction with the materials holds significance. Tool wear subtly shapes weld quality and, by extension, the final roughness of the surface. Tool wear, particularly when the tool is worn-out, can translate to an increased degree of surface roughness.
Subsequent treatments post-welding, like grinding, polishing, or shot peening, introduce an additional dimension. These interventions serve to mitigate surface roughness, concurrently enhancing the visual appeal of the weld.
Microstructure formation, intrinsic to the FSW process, further adds to the complexity. As microstructural changes occur, certain regions exhibit distinct grain structures that can influence the surface characteristics, in turn contributing to variations in roughness.
In the broader context, FSW stands out for its propensity to yield smoother surfaces when compared to conventional fusion welding methods. The absence of molten metal obviates the potential for surface irregularities that often arise during solidification. Nonetheless, it is crucial to acknowledge that variations in surface roughness are still plausible due to the interconnected factors outlined above. Parameters such as average roughness (Ra) and average maximum height (Rz) commonly serve as quantitative indicators of surface roughness. Wu et al. focused their work on the influence of stationary shoulder FSW (SSFSW) process on the surface characteristics of weld of the dissimilar aluminum alloys. They have reported that the stationary SSFSW process yield better surface finish in comparison with the conventional FSW process. Figure 10 gives the comparison of surface roughness values between FSW and SSFSW process. The Ra value for SSFSW process is relatively lesser in comparison with the FSW process [146].
![Figure 10
(a) Surface displacement maps for FSW, (b) surface displacement maps for SSFSW, (c) roughness vs transverse distance, and (d) distance from surface vs transverse distance. Adopted with permission from ref. [146]. Copyright 2015 Journal of Materials Processing Technology.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_010.jpg)
(a) Surface displacement maps for FSW, (b) surface displacement maps for SSFSW, (c) roughness vs transverse distance, and (d) distance from surface vs transverse distance. Adopted with permission from ref. [146]. Copyright 2015 Journal of Materials Processing Technology.
3.8 Relation between microstructure and mechanical characteristics
Several factors, such as material composition, process parameters, tool design, and PWHT, exert influence on the microstructural and mechanical behavior of FSW joints between dissimilar Al–Mg alloys. There are several noteworthy aspects to consider regarding the microstructural and mechanical behavior of these joints and are enlisted as follows [133].
3.8.1 IMC formation
During FSW, IMC formation occurs at the interface of Al and Mg alloys. The distribution, thickness, and type, of IMCs can significantly affect the mechanical properties and joint integrity. Common IMCs in Al–Mg FSW joints include Al3Mg2 and Al12Mg17, which can contribute to joint strength but may also cause brittleness if excessive [147]. Figure 11 gives the IMC formation as depicted in the works of Sameer and Birru [133].
![Figure 11
SEM image of intermetallic layer of Al–Mg FSW joints: (a) AZ91 AS–Al 6082 alloy RS and (b) Al 6082 AS–AZ91 RS. Adopted with permission from ref. [133]. Copyright 2019 Elsevier.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_011.jpg)
SEM image of intermetallic layer of Al–Mg FSW joints: (a) AZ91 AS–Al 6082 alloy RS and (b) Al 6082 AS–AZ91 RS. Adopted with permission from ref. [133]. Copyright 2019 Elsevier.
3.8.2 Grain structure
FSW can result in grain refinement and modification of the grain structure in the welded region.
The stirring action of the tool leads to dynamic recrystallization, resulting in smaller and more equiaxed grains compared to the BMs.
The grain structure and distribution play a role in influencing the strength and ductility, of the dissimilar joint [65].
The examination of the weld zones give a detailed analysis of the flow patterns, grain sizes, and the orientations in different regions as depicted in Figure 12. In Figure 12(a), the region near the AS of the shoulder pin in the weld zone exhibits finer grains oriented toward the shoulder-pin influenced regions. Figure 12(b) shows the dynamically recrystallized equiaxed grains structure at the center of the SZ. Figure 12(c) exhibited the interface microstructure in the shoulder influenced region near the RS, where grains were heavily deformed in the thermo-mechanically affected zone. Figure 12(d) exhibited the microstructure of the mid region of the interface in the SZ depicted with an increase in grain size. The regions in Figure 12(a) and (b) illustrates the lamellar flow of dissimilar materials in the pin influenced region, while the Figure 12(c) and (d) displays the grain structure of the pin influenced region, where grain sizes were relatively thin and elongated upwards in the direction of the SZs [23].
![Figure 12
(a) Al/Mg interface showing dual layers of IMC at 800 rpm and 50 mm/min, (b) diminishing of one layer of IMC due to ultrasonic vibrations (UV), (c) discontinued IMC in Mg matrix due to UV, (d) discontinued IMC at Al/Mg interface due to UV, Adopted from ref. [152] with permission. Copyright 2023 Elsevier. [Open Access under a Creative Commons License CC BY-NC 4.0 DEED].](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_012.jpg)
(a) Al/Mg interface showing dual layers of IMC at 800 rpm and 50 mm/min, (b) diminishing of one layer of IMC due to ultrasonic vibrations (UV), (c) discontinued IMC in Mg matrix due to UV, (d) discontinued IMC at Al/Mg interface due to UV, Adopted from ref. [152] with permission. Copyright 2023 Elsevier. [Open Access under a Creative Commons License CC BY-NC 4.0 DEED].
3.8.3 Material mixing
FSW promotes extensive material mixing between the dissimilar Al–Mg alloys, leading to a gradual transition region.
The mixing of the materials can result in the redistribution of alloying elements, affecting the local composition and properties [148].
Proper material mixing is essential to achieve a sound joint with improved mechanical properties [149].
3.8.4 Mechanical behavior of Al–Mg FSW
The mechanical behavior of dissimilar Al–Mg FSW joints is influenced by various factors, including the microstructure, IMC formation, and residual stresses [64].
The joint strength, ductility, and fatigue performance can be evaluated through tensile testing, hardness testing, and fatigue testing.
The presence of IMCs can affect the joint strength, with the potential for a trade-off between strength and ductility [150].
PWHT or the addition of interlayers/fillers can be employed to modify the mechanical characteristics and enhance joint performance [151].
3.8.5 Residual stresses
FSW induces residual stresses in the welded joint, which can influence the mechanical behavior and susceptibility to cracking [152].
Residual stresses are influenced by factors such as thermal gradients, material flow, and phase transformations during the welding process [153].
Understanding and managing residual stresses are crucial to minimize the risk of distortion, cracking, and premature joint failure [154].
It is important to note that the specific microstructural and mechanical behavior in dissimilar Al–Mg FSW joints can vary depending on the alloy compositions, process parameters, and post-weld treatments employed. Therefore, comprehensive characterization techniques, including microscopy, X-ray diffraction, and mechanical testing, are typically used to assess the microstructure and mechanical characteristics of dissimilar Al–Mg FSW joints in research and development studies [155].
3.9 Corrosion characterization
In the context of the review of the corrosion of the dissimilar Al–Mg joints, the focus is on evaluating the corrosion of joints created by FSW in dissimilar aluminum alloys. The aim of this study is to investigate how the welding process influences the corrosion resistance of these alloys, particularly when different aluminum compositions are joined. The corrosion behavior of these welds is a critical aspect to examine, as it can impact the long-term durability and reliability of components in various applications, such as the aerospace industry and marine environments.
The research accomplished by several researchers involves conducting corrosion tests and analyses on FSW joints, which includes assessing factors like the type of corrosion (e.g., pitting, intergranular, or general corrosion), corrosion rate, and the microstructural features of the weld zone that may influence corrosion susceptibility. Understanding how FSW affects the corrosion properties of dissimilar aluminum alloys is essential for ensuring the integrity of structures and components in real-world conditions where exposure to corrosive environments is a concern. In Figure 13, there is a representation of the rate of weight loss observed in two different groups of FSW samples of Al 6022 and ZEK 100 Mg alloy joints over an 8 week testing period. These groups have varying cathode-to-anode area ratios. The findings revealed that during the first 2 weeks, having a larger cathode area led to a slightly higher corrosion rate compared to a smaller cathode area. This outcome aligns with the established understanding of the area effect in galvanic corrosion, which suggests that, in a given bimetallic corrosion system, a larger cathode or a smaller anode results in a higher current density on the anode, consequently causing a greater corrosion rate. However, after the initial 2 weeks, the influence of the cathode area gradually diminished due to the passivation behavior of the aluminum alloy. This passivation process eliminated the cathodic area effect. During the early stages of corrosion, it was observed that a thin film of Mg (OH)2, formed. Nonetheless, in the presence of Cl− ions, this protective film was rapidly corroded and penetrated, resulting in the formation of a porous structure, as depicted in the SEM image in Figure 14(a) and XRD graph in Figure 14(b) [156].
![Figure 13
Corrosion rate for two different cathode to anode (C/A) ratios. Adopted with permission from ref. [156]. Copyright 2023 MDPI Corrosion and Materials Degradation.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_013.jpg)
Corrosion rate for two different cathode to anode (C/A) ratios. Adopted with permission from ref. [156]. Copyright 2023 MDPI Corrosion and Materials Degradation.
![Figure 14
(a) SEM images of micro pits and (b) XRD of the corrosion product, in FSW joints of Al 6022 and ZEK 100Mg alloy joints. Adopted with permission from ref. [156]. Copyright 2023 MDPI Corrosion and Materials Degradation.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_014.jpg)
(a) SEM images of micro pits and (b) XRD of the corrosion product, in FSW joints of Al 6022 and ZEK 100Mg alloy joints. Adopted with permission from ref. [156]. Copyright 2023 MDPI Corrosion and Materials Degradation.
Typically, the initiation of pitting corrosion is attributed to the presence of aggressive anions, reaching a critical potential where the adsorption capacity of chloride ions is stronger than that of oxygen atoms or water molecules. Furthermore, these aggressive anions could penetrate into small pores, causing the breakdown potential to become even more negative.
Ongoing research on intergranular corrosion depth reduction in FSW joints plays a crucial role in optimizing corrosion resistance. Intergranular corrosion is a form of localized corrosion that occurs along grain boundaries, weakening the material and compromising its structural integrity. By reducing the depth of intergranular corrosion, the overall corrosion resistance of FSW joints can be significantly enhanced, ensuring their long-term performance in corrosive environments. Several factors influence intergranular corrosion depth and the overall corrosion behavior of FSW joints:
Microstructure: The grain structure and composition of the weld zone significantly impact corrosion resistance. Research efforts focus on refining FSW parameters to produce fine, equiaxed grains with minimal intermetallic phases, which are more resistant to corrosion.
Heat input: The thermal history experienced by the material during welding affects its microstructure and susceptibility to corrosion. Optimizing heat input parameters, such as WS and tool rotation rate, helps minimize thermal gradients and reduce the formation of corrosion-prone phases.
PWHT: PWHT can alter the microstructure and residual stress distribution in FSW joints, influencing their corrosion behavior. Research explores the effects of different PWHT conditions on intergranular corrosion depth reduction and overall corrosion resistance.
Alloy composition: The composition of the BMs and filler metals used in FSW joints affects their corrosion resistance. Research investigates the impact of alloying elements and impurities on intergranular corrosion depth and develops alloy compositions with enhanced corrosion resistance.
Surface finish: Surface roughness and cleanliness play a significant role in corrosion initiation and propagation. Research focuses on optimizing surface preparation techniques and post-weld surface treatments to minimize surface defects and improve corrosion resistance.
Environmental factors: Corrosion behavior is influenced by environmental conditions such as temperature, humidity, and exposure to corrosive agents. Research examines the effects of different environmental conditions on intergranular corrosion depth reduction and develops strategies to mitigate corrosion in specific environments.
By gaining a deeper understanding of the mechanisms underlying intergranular corrosion depth reduction in FSW joints and the factors influencing corrosion behavior, researchers can develop optimized FSW processes and materials with enhanced corrosion resistance. This information guides the selection of appropriate welding parameters, alloy compositions, and post-weld treatments to minimize intergranular corrosion and ensure the long-term reliability of FSW joints in practical applications.
3.10 Fractography
Fractography involves the examination of fractured surfaces to understand the failure mechanism of materials. In the SEM images shown in Figure 15 from the mentioned sources, several key features can be identified, shedding light on the fracture behavior of the specimens. Figure 15 gives the fractography of the FSW joints of AA6061-4.5Cu-10SiC composite [157].
![Figure 15
SEM image of the fracture surfaces. (a) Base composite, (b) friction stir welded composite across the direction of weld, tool rotational speed of 1000 rpm and welding speed of 80 mm/min. (c) friction stir welded composite in the direction of weld tool rotational speed of 1000 rpm and welding speed of 80 mm/min., Adopted from ref. [163] with permission Copyright 2016 IOP Science. [Open Access Creative Commons CC BY NC 4.0 license].](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_015.jpg)
SEM image of the fracture surfaces. (a) Base composite, (b) friction stir welded composite across the direction of weld, tool rotational speed of 1000 rpm and welding speed of 80 mm/min. (c) friction stir welded composite in the direction of weld tool rotational speed of 1000 rpm and welding speed of 80 mm/min., Adopted from ref. [163] with permission Copyright 2016 IOP Science. [Open Access Creative Commons CC BY NC 4.0 license].
The dimpled region, also known as the ductile region, is characterized by numerous small dimples or cup-shaped depressions. These dimples indicate ductile fracture, where the material undergoes plastic deformation before fracturing [158]. Ductile fracture is often associated with materials that exhibit high toughness and ductility, such as metals and some polymers. The presence of dimples indicates that the material absorbed energy through plastic deformation before ultimately failing [159].
In contrast, the voids or cavities observed in the SEM images represent regions where material has been pulled apart or stretched during fracture. Voids typically occur in brittle materials or under conditions of high tensile stress, where the material lacks the ability to deform plastically before failure [160]. Voids may result from various factors, including impurities, defects, or localized stress concentrations. The presence of voids indicates brittle fracture behavior, characterized by rapid crack propagation with minimal plastic deformation [161].
Finally, the brittle area is characterized by a smooth, featureless surface, devoid of dimples or voids. This region typically corresponds to the initiation point of fracture, where crack propagation occurred rapidly without significant plastic deformation. The brittle area may indicate areas of high stress concentration, material defects, or insufficient toughness. Brittle fracture is often associated with materials that exhibit low ductility and toughness, such as ceramics and some metallic alloys. In summary, the fractography provides valuable insights into the failure mechanisms of materials by examining the characteristics of fractured surfaces. The presence of dimples, voids, and brittle areas in SEM images helps to identify whether the fracture behavior is ductile or brittle and provides clues about the underlying factors contributing to failure.
4 Optimization studies of FSW process
Optimization of the process conditions in FSW involves fine-tuning various parameters to achieve desired weld quality, mechanical properties, and process efficiency. The optimization of FSW parameters for dissimilar joints between AA5454 and AA7075 aluminum alloys are very vital for real time consideration. The primary goal is to improve the UTS and elongation of these joints. Two orthogonal arrays, L12 and L16, were used for optimization comparison. Seven FSW parameters were examined, including rotational speed, traverse speed, tilt angle, plunge depth, base metal location in the joint, pin profile, and D-shoulder/D-pin ratio, systematically arranged in these arrays. The study also analyzed the microstructure and fractography of the joints and base metals using optical microscope and SEMs. Results showed that the L16 array outperformed L12 in optimizing parameters, with smaller errors and higher accuracy in models. Despite some challenges in achieving perfect intermixing, the research demonstrated FSW’s effectiveness in joining dissimilar aluminum alloys, specifically AA5454 and AA7075, highlighting its potential for such applications. The study by Bhatnagar et al. applied a central composite design using response surface methodology (RSM) to investigate the FSW of two distinct aluminum alloys, AA6061 and AA7050. It involved varying input parameters: TTA, rotating tool speed (TRS), and WS through 20 experiments, assessing key outcomes like UTS, strain percentage, and hardness. Optimization of FSW parameters was achieved using the desirability method, while a comprehensive analysis of variance with a 95% confidence interval validated the model’s adequacy. Notably, the study highlighted that WS and TRS exerted the most significant influence on UTS and hardness in the welds. The highest UTS (255.83 MPa) and strain percentage (21.02) were attained at TRS of 1,500 rpm, WS of 150 mm·min−1, and TTA of 2°, while the lowest UTS (148.58 MPa) and hardness (66.4HV) were recorded at WS of 120 mm·min−1, TTA of 2°, and TRS of 1,100 rpm. These findings underscored the critical role of TRS and WS in enhancing material consolidation behind the shoulder and thereby improving mechanical properties in the welded joint [162]. The selection of process parameters in FSW is crucial for achieving high-quality welds. While the Taguchi method is a standard optimization approach, it has limitations in addressing multiple objectives simultaneously. Multi-criteria decision making (MCDM) methods can effectively handle such multi-objective problems. In this study, Al-6061 T6 alloy serves as the workpiece, and tool materials include carbon steel, H13 tool steel, and high carbon high chromium steel. Key process parameters considered are rotational tool speed and WS, with tensile strength and micro-hardness of welded joints as the response parameters. The MCDM approach is employed for process parameter optimization, resulting in optimal values of 700 rpm for rotational speed and 35 mm·min−1 for WS. These optimized conditions lead to improved tensile strength and micro-hardness in FSW joints, attributed to better material flow, fine grain size, and pulsating action [163]. Figure 16 gives the flow chart of optimization studies accomplished by Zhang and Liu The model can serve as a base for further research accomplishing the optimization of FSW for obtaining better quality welds between dissimilar joints of Al–Mg alloys [164].
![Figure 16
Flow chart of the Optimization studies of FSW process. Adopted with permission from ref. [164]. Copyright 2019, Springer.](/document/doi/10.1515/rams-2024-0033/asset/graphic/j_rams-2024-0033_fig_016.jpg)
Flow chart of the Optimization studies of FSW process. Adopted with permission from ref. [164]. Copyright 2019, Springer.
There are several key aspects that needs to be considered when optimizing the FSW process and they are listed as below.
Process parameters: The quality of the weld and mechanical properties in FSW of dissimilar Al–Mg alloys are notably impacted by process parameters, including rotational speed, traverse speed, plunge depth, and tool offset. These parameters play a crucial role in determining the desired output, such as joint strength and defect minimization. To systematically analyze and optimize these process parameters, techniques such as “Design of Experiments,” “Taguchi” method, “Response Surface Methodology,” can be employed. The objective is to identify the optimal combination of parameters that maximizes joint strength, minimizes defects, and ensures efficient production.
Tool design and geometry: The FSW tool design, including the shoulder diameter, pin geometry, and material, are vital for achieving a sound weld.
Optimization of tool geometry involves considering factors such as pin length, shoulder shape, and pin profile to promote efficient material mixing, heat generation, and defect-free weld formation [165].
Heat input control: Heat input during FSW affects the microstructure, material flow and mechanical properties of the joint.
Controlling the heat input through proper process parameters helps prevent overheating, excessive material softening, or defects [166].
Strategies such as adjusting the traverse speed, rotational speed, and plunge depth can be employed to manage the heat input and achieve optimal welding conditions [167].
Pre-weld and post-weld treatments: Pre-weld and post-weld treatments can be utilized to enhance the joint properties and mitigate potential issues [168].
Pre-weld treatments like surface cleaning, surface preparation, and material surface modifications can improve joint quality and reduce defects [169].
Post-weld treatments, such as heat treatment, can be applied to relieve residual stresses, control microstructure, and improve mechanical properties [170].
In situ monitoring and control: Real-time monitoring techniques, such as temperature sensing, force measurement, and acoustic emission, can provide valuable feedback during the FSW process [171].
Monitoring and control systems allow for immediate adjustments to process parameters, ensuring consistent weld quality and detecting anomalies or defects [83].
Material selection and compatibility: The choice of materials for dissimilar FSW should consider their compatibility in terms of thermal properties, metallurgical reactions, and solid-state diffusion.
Optimal material selection can minimize the formation of detrimental IMCs and promote sound welds.
Figure 17 gives the schematic of the key aspects that needs to be considered for optimization studies of the FSW process.
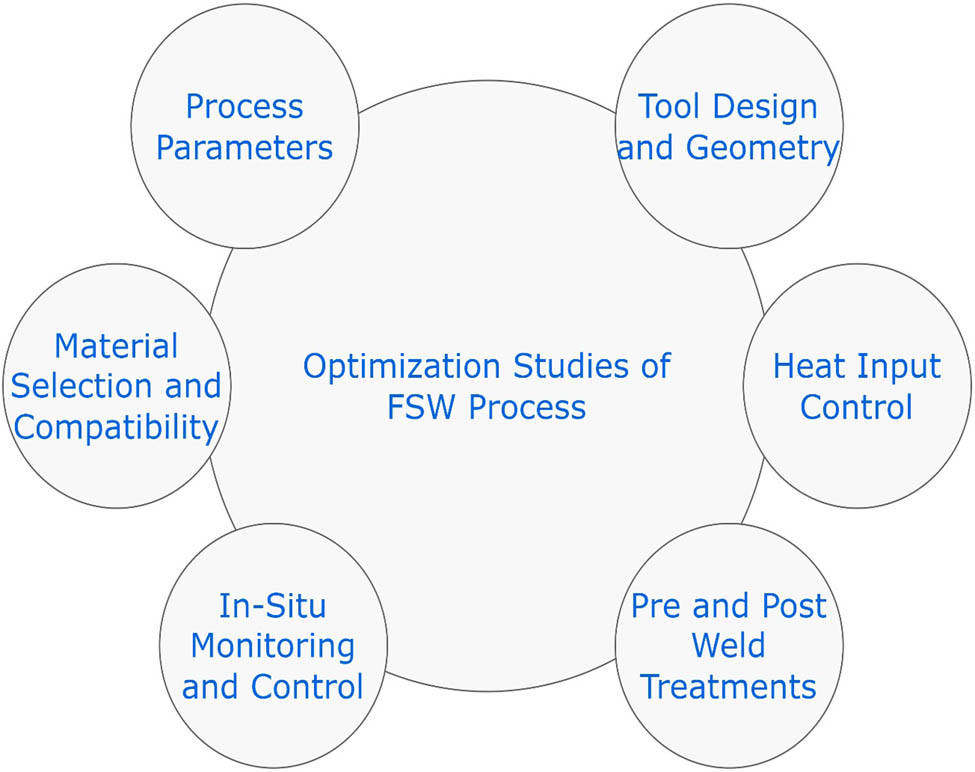
Schematic of the key aspects to be considered during the optimization studies of the FSW process.
Optimization of the FSW process is typically accomplished through a combination of experimental trials, statistical analysis, and process modeling. It involves iteratively adjusting process parameters, tool design, and treatments to achieve the desired weld quality, mechanical properties, and productivity [172].
5 FSW of dissimilar Al–Mg alloys for aerospace applications
The application of the FSW process for dissimilar Al–Mg alloys in aerospace industries offers several advantages and opportunities [173]. Here are some key aspects of the FSW process and its application in the aerospace industry:
Lightweight structures: Aluminum and magnesium alloys are known for their lightweight properties, which are crucial for aerospace applications where weight reduction is a primary concern. FSW enables the joining of dissimilar Al–Mg alloys, allowing the construction of lightweight structures such as fuselage panels, wings, and fuel tanks.
High joint strength: FSW produces high-strength joints in dissimilar Al–Mg alloys due to the solid-state nature of the process. The absence of melting and subsequent solidification leads to a refined microstructure and a continuous grain structure, resulting in joints with excellent mechanical properties and fatigue resistance.
Improved fatigue performance: The FSW process helps in reducing stress concentrations and improving the fatigue performance of dissimilar Al–Mg joints. The homogeneous microstructure and reduced defect formation contribute to enhanced durability and increased service life of aerospace components.
Corrosion resistance: FSW joints in dissimilar Al–Mg alloys exhibit improved corrosion resistance. The absence of fusion-related defects and intermetallic formation in the joint region reduces the susceptibility to corrosion, making it suitable for aerospace applications exposed to harsh environments.
Design flexibility: FSW enables the joining of dissimilar Al–Mg alloys with varying thicknesses, allowing for design flexibility in aerospace structures. Complex joint geometries, including lap joints, butt joints, and T-joints, can be achieved using FSW, facilitating the construction of intricate aerospace components.
Cost efficiency: The FSW process offers cost advantages in aerospace applications. It eliminates the need for filler materials, reduces post-welding processing steps, and minimizes material waste, leading to cost savings in production.
Repair and maintenance: FSW can also be used for repair and maintenance of aerospace components. It allows for localized repairs without the need for complete replacement, resulting in cost and time savings in the repair process.
Overall, the FSW process for dissimilar Al–Mg alloys in aerospace applications offers lightweight structures, high joint strength, improved fatigue performance, corrosion resistance, design flexibility, cost efficiency, and repair capabilities [174]. These advantages make FSW a valuable joining technique in the aerospace industry, contributing to the development of efficient and reliable aerospace structures. Table 2 gives the most commonly used aluminum alloys in aerospace applications.
Commonly used aluminum alloys in aerospace applications
| Aluminum alloys | Applications in aerospace components |
|---|---|
| Clad AA 2024, AA 2014, AA 2219 | Wire [175], fuselage structures [176], fasteners [177,178] |
| AA 3003, AA 3005, AA 3105 | Air conditional tube [179], heat exchangers for aircraft engines [180,181,182] |
| AA 5052 | Engine parts [183], fittings [184], aircraft body panels [185], aircraft structural parts [186,187] |
| AA 6061, AA 6063 | Wing skin and fuselage [188,189] |
| AA 7050, AA 7068, AA 7075, AA 7475 | Wing skin and fuselage of military aircrafts [190,191] |
| AA 8009, AA 8019, AA 8090 | Fuselage bulkheads of larger aircrafts [192,193], helicopter components |
6 Future perspective
The future perspective section is categorized into clear categories to enhance readability. The following categories of future improvements in the FSW process can enhance the potential of the process for several multifold applications.
6.1 Residual stresses reduction
Addressing internal residual stresses necessitates a focused approach involving the selection of optimal process variables and the integration of PWHT. By carefully choosing process parameters such as spindle speed, weld speed, and shoulder penetration depth, researchers aim to minimize the generation of residual stresses during the FSW process. Additionally, implementing PWHT techniques post-welding holds promise for further alleviating residual stresses and enhancing the overall structural integrity of welded joints. These strategies offer avenues for ongoing investigation and optimization, highlighting the importance of continued research in mitigating residual stresses to ensure the reliability and performance of FSW joints in various industrial applications [194].
6.2 Diversification of weld configurations
The broadening of FSW applications extends beyond traditional lap and butt joint configurations, indicating a necessity for versatility in welding techniques. This evolution is driven by the demand for enhanced precision and performance in real-world structural designs across industries such as aerospace, automotive, marine, and railway. As manufacturers seek to optimize the strength, durability, and functionality of welded components, there arises a pressing need for FSW methodologies capable of accommodating diverse geometries and materials while maintaining stringent quality standards. Achieving this goal requires advancements in FSW technology to cater to the complexities of modern engineering requirements, ultimately enabling the fabrication of high-performance structures with superior reliability and efficiency [195].
6.3 Suppression of undesirable IMCs
The quest for innovative solutions in FSW has led to the exploration of diverse variants aimed at overcoming existing challenges and enhancing weld quality. These variants include back heating-assisted welding, cooling-assisted FSW (CFSW), SSFSW, laser-assisted FSW, reverse dual-rotation FSW (RDR-FSW), and ultrasonic-assisted FSW. Back heating-assisted welding involves preheating the material from the backside to facilitate smoother material flow during welding. CFSW employs various cooling techniques to control the thermal profile and mitigate heat-related defects. SSFSW utilizes a stationary shoulder instead of a rotating one to reduce material displacement and achieve finer microstructural features. Laser-assisted FSW combines laser heating with FSW to enhance heat input and promote better material flow. RDR-FSW involves rotating both the tool and the workpiece in opposite directions, offering improved material flow control. Ultrasonic-assisted FSW utilizes ultrasonic vibrations to enhance material plasticity and reduce welding forces, thereby improving joint formation. These variants represent promising avenues for advancing FSW technology, offering tailored solutions to address specific welding challenges and pave the way for enhanced weld quality and performance in diverse applications [196].
Each proposed FSW variant offers unique advantages, challenges, and potential applications in the context of dissimilar Al–Mg alloys.
Back heating-assisted welding: Advantages: Preheating the material from the backside facilitates smoother material flow during welding, reducing the likelihood of defects and improving joint quality.
Challenges: Ensuring uniform preheating without causing distortion or damage to the workpiece can be challenging. Additionally, controlling the heat input precisely to optimize the welding process requires careful calibration.
Potential applications: Back heating-assisted welding can be particularly beneficial for joining dissimilar Al–Mg alloys with varying thermal properties or thicknesses, where achieving consistent material flow is critical for weld integrity [197].
CFSW: Advantages: Various cooling techniques can be employed to control the thermal profile and minimize heat-related defects such as excessive grain growth or material softening.
Challenges: Implementing effective cooling strategies while maintaining process stability and weld quality can be complex. Balancing cooling rates to prevent rapid solidification or excessive residual stresses requires careful optimization.
Potential applications: CFSW is well-suited for joining dissimilar Al–Mg alloys in applications where controlling heat input and minimizing distortion are paramount, such as in the aerospace industry for lightweight structural components [198].
SSFSW: Advantages: Using a stationary shoulder instead of a rotating one reduces material displacement and promotes finer microstructural features, potentially enhancing joint strength and fatigue resistance.
Challenges: Achieving adequate heat generation and material flow without the aid of shoulder rotation may require adjustments to process parameters or tool design. Ensuring sufficient tool durability and stability during welding is also critical.
Potential Applications: SSFSW may find applications in dissimilar Al–Mg alloy joints where precise control over material flow and microstructure is essential for meeting stringent performance requirements [199].
Laser-assisted FSW: Advantages: Combining laser heating with FSW enhances heat input, promoting better material flow and reducing the risk of defects such as voids or lack of fusion.
Challenges: Coordinating the interaction between laser and FSW processes requires sophisticated control systems. Ensuring uniform heating and avoiding thermal damage to the workpiece are also key considerations.
Potential applications: Laser-assisted FSW offers potential benefits for dissimilar Al–Mg alloy joints requiring high WSs or precise heat control, such as in automotive manufacturing for lightweight structural components [200].
RDR-FSW: Advantages: Rotating both the tool and workpiece in opposite directions improves material flow control, potentially leading to more uniform microstructures and enhanced joint properties.
Challenges: Coordinating dual rotation mechanisms and maintaining process stability can be technically demanding. Ensuring proper tool alignment and wear management are also important considerations.
Potential applications: RDR-FSW may be beneficial for dissimilar Al–Mg alloy joints requiring enhanced weld quality and mechanical performance, such as in marine or railway applications where corrosion resistance and fatigue strength are critical [201].
Ultrasonic-assisted FSW: Advantages: Utilizing ultrasonic vibrations enhances material plasticity and reduces welding forces, facilitating joint formation and improving weld quality.
Challenges: Ensuring consistent ultrasonic energy delivery to the weld zone while maintaining process stability and tool integrity can be challenging. Optimizing parameters to maximize the benefits of ultrasonic assistance requires careful experimentation.
Potential applications: Ultrasonic-assisted FSW holds potential for joining dissimilar Al–Mg alloys in applications requiring precise control over weld quality and properties, such as in electronics manufacturing for lightweight, high-strength components [202].
6.4 Understanding material flow behavior
A more profound understanding is imperative to attain the highest quality in welded joints. This entails delving deeper into the intricacies of the welding process, including the complex interactions between various parameters and their impact on joint integrity. Further research endeavors are essential to advance our knowledge in this field, with a particular focus on elucidating the underlying mechanisms governing material flow, heat distribution, and microstructural evolution during welding. By gaining deeper insights into these aspects, researchers can devise more effective strategies for optimizing welding parameters, mitigating defects, and enhancing overall joint quality. This continuous quest for knowledge is fundamental for driving innovation and pushing the boundaries of FSW technology towards greater precision, reliability, and performance in a wide range of industrial applications [203].
6.5 Corrosion behavior investigation
A thorough examination of the corrosion characteristics exhibited by Al–Mg joints produced via FSW is essential. Special attention should be directed towards investigating how PWHT influences corrosion behavior. This includes studying the impact of PWHT on the formation of corrosion-sensitive microstructures and the resulting corrosion resistance of the welded joints. Furthermore, there is a clear necessity for continued research aimed at refining and optimizing the corrosion resistance of Al–Mg FSW joints. This entails exploring novel techniques, materials, and post-weld treatments to develop weldments capable of withstanding corrosive environments more effectively. By delving into these areas, researchers can contribute to the development of more durable and corrosion-resistant Al–Mg FSW joints, thereby enhancing their suitability for a wide range of industrial applications [204].
6.6 Micro friction stir welding (μFSW)
There are numerous potential uses for μFSW across various industries, including electronics, automotive manufacturing, and aerospace engineering. These applications stem from the unique capabilities of μFSW to join materials with thicknesses below 1 mm, making it suitable for creating intricate and precise components in these sectors. Moreover, the field of μFSW presents abundant opportunities for researchers and engineers to delve into and refine specialized techniques tailored to specific industrial needs. By exploring and developing reliable μFSW methods, tailored solutions can be devised to meet the demanding requirements of these industries, ultimately driving innovation and enhancing product performance and quality [205].
μFSW holds significant promise for various industries, including aerospace, automotive, and electronics, due to its unique capabilities in joining materials with thicknesses less than 1 mm [206]. Here are the potential applications and benefits of μFSW in each industry:
Aerospace industry: Applications: In aerospace, μFSW can be utilized for joining thin-gauge materials in the construction of lightweight structural components, such as fuselage panels, wing skins, and interior cabin structures.
Benefits: The lightweight nature of the welded components contributes to fuel efficiency and aircraft performance. Additionally, the high strength and integrity of μFSW joints make them suitable for withstanding the rigorous operating conditions experienced in aerospace applications.
Automotive industry: Applications: In the automotive sector, μFSW can be employed for joining thin aluminum or magnesium alloy sheets in the fabrication of body panels, chassis components, and battery enclosures for electric vehicles.
Benefits: μFSW enables the production of lightweight vehicle structures, which enhances fuel efficiency and reduces emissions. Moreover, the superior mechanical properties of μFSW joints contribute to vehicle safety and durability.
Electronics industry: Applications: In the electronics industry, μFSW can be utilized for joining thin metal sheets or foils in the manufacturing of electronic enclosures, heat sinks, and circuit board components.
Benefits: The precise and localized heat input of μFSW minimizes thermal distortion and damage to sensitive electronic components. Additionally, μFSW produces high-quality joints with excellent electrical conductivity, making it suitable for electronic applications.
Despite its potential benefits, welding materials with thicknesses less than 1 mm presents several challenges:
Material flow control: Achieving uniform material flow and consolidation in thin-gauge materials is challenging due to their limited thickness. Controlling the flow of material and ensuring proper consolidation without causing defects such as voids or lack of fusion requires precise control over process parameters.
Heat management: Managing heat input is critical when welding thin materials to prevent excessive melting, distortion, or thermal damage. The small HAZ in thin materials makes them susceptible to rapid temperature changes, necessitating careful control of welding parameters and heat dissipation mechanisms.
Joint strength and integrity: Ensuring the strength and integrity of μFSW joints in thin materials is essential for meeting performance requirements. Challenges may arise in achieving sufficient joint strength and fatigue resistance due to the limited material thickness and potential microstructural changes during welding.
Tool design and durability: Designing suitable tool geometries and materials for μFSW of thin materials is crucial for achieving consistent weld quality and durability. Tools must withstand high mechanical loads and temperatures while maintaining their integrity over extended welding periods.
Addressing these challenges through advanced process optimization, tool design innovations, and material selection is essential for realizing the full potential of μFSW in industries requiring the joining of thin-gauge materials.
6.7 Future priorities
In general, future research in FSW for dissimilar Al–Mg alloys should prioritize the following:
residual stresses reduction,
expansion of weld configurations,
exploration of alternative FSW variants,
enhanced understanding of material flow behavior,
investigation of corrosion behavior,
exploration of μFSW potential.
7 Conclusion
In conclusion, the future of FSW for dissimilar Al–Mg alloys in aerospace applications holds significant promise and requires concerted research efforts. Al–Mg alloys offer desirable characteristics such as lightweight and corrosion resistance, making them ideal for aerospace structures. FSW has emerged as a reliable joining technique for dissimilar Al–Mg alloys, overcoming challenges related to their differing material properties. However, to fully harness the potential of FSW in aerospace applications, several areas require attention.
First, addressing internal residual stresses through optimized process parameters and PWHT is crucial for ensuring the structural integrity of FSW joints. Second, expanding the range of weld configurations beyond traditional lap and butt joints is necessary to meet the evolving needs of aerospace design and manufacturing. Exploring innovative FSW variants, such as back heating-assisted welding and laser-assisted FSW, offers tailored solutions to suppress IMC formation and enhance weld quality.
Additionally, understanding and controlling material flow behavior during FSW is essential for achieving defect-free joints and optimal mechanical properties. Further research on PWHT and corrosion behavior is needed to improve joint integrity and corrosion resistance, enhancing the longevity of aerospace structures. Finally, μFSW shows promise for specialized applications in aerospace, automotive, and electronics industries, warranting continued exploration and development.
In summary, the review underscores the importance of optimizing FSW processes, addressing challenges, and exploring new possibilities to advance dissimilar Al–Mg FSW for aerospace applications. Continued research and innovation in this field will contribute to the development of lightweight, high-performance aerospace structures, ensuring a sustainable and efficient future for aerospace manufacturing.
Acknowledgments
The authors extend their appreciation to the Deanship of Research and Graduate Studies at King Khalid University for funding this work through Large Research Project under grant number RGP2/55/45.
-
Funding information: This work was funded by the Deanship of Scientific Research at King Khalid University through the research group program under Grant RGP2/55/45.
-
Author contributions: The authors confirm contribution to the study as follows: study conception and design and original draft manuscript preparation: S.N., P.B.A., M.M., M.Q.A., S.A., M.A.K., and W.A.K.; data collection: S.N., P.B.A., M.M., M.Q.A., S.A., M.A.K., W.A.K., and J.K.B.; analysis and interpretation of results: S.N., P.B.A., M.M., M.Q.A., S.A., M.A.K., W.A.K., and J.K.B.; and manuscript revisions: S.N., P.B.A., M.M., M.Q.A., S.A., M.A.K., W.A.K., and J.K.B. All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors state no conflict of interest.
References
[1] Abdollahzadeh, A., B. Bagheri, M. Abassi, A. H. Kokabi, and A. O. Moghaddam. Comparison of the weldability of AA6061-T6 joint under different friction stir welding conditions. Journal of Materials Engineering and Performance, Vol. 30, 2021, pp. 1110–1127.10.1007/s11665-020-05379-4Search in Google Scholar
[2] Abnar, B., S. Gashtiazar, and M. Javidani. Friction stir welding of non-heat treatable Al alloys: challenges and improvements opportunities. Crystals, Vol. 13, 2023, id. 576.10.3390/cryst13040576Search in Google Scholar
[3] Beygi, R., M. Z. Mehrizi, A. Akhavan-Safar, and S. A. Mohammadi. Parametric study on the effect of FSW parameters and the tool geometry on the tensile strength of AA2024–AA7075 joints: Microstructure and fracture. Lubricants, Vol. 11, 2023, id. 59.Search in Google Scholar
[4] Agilan, M., G. Phanikumar, and D. Sivakumar. Tensile behaviour and microstructure evolution in friction stir welded 2195–2219 dissimilar aluminium alloy joints. Welding in the World, Vol. 66, 2022, pp. 227–237.10.1007/s40194-021-01217-wSearch in Google Scholar
[5] Noga, P., M. Węglowski, P. Ziemierska-Nowak, M. Richert, J. Dworak, and J. Rykała. Influence of welding techniques on microstructure and hardness of steel joints used in automotive air conditioners. Metallurgy and Foundry Engineering, Vol. 43, 2017, id. 281.10.7494/mafe.2017.43.4.281Search in Google Scholar
[6] Baghdadi, A. H., A. Rajabi, N. F. M. Selamat, Z. Sajuri, and M. Z. Omar. Effect of post-weld heat treatment on the mechanical behavior and dislocation density of friction stir welded Al6061. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 754, 2019, pp. 728–734.10.1016/j.msea.2019.03.017Search in Google Scholar
[7] Ahmed, M. M. Z., M. M. El-Sayed Seleman, D. Fydrych, and G. Çam. Friction stir welding of aluminum in the aerospace industry: the current progress and state-of the-art review. Materials, Vol. 16, 2023, id. 2971.10.3390/ma16082971Search in Google Scholar PubMed PubMed Central
[8] Maggiolini, E., R. Tovo, L. Susmel, M. N. James, and D. G. Hattingh. Crack path and fracture analysis in FSW of small diameter 6082_T6 aluminium tubes under tension-torsion loading. International Journal of Fatigue, Vol. 92, 2016, pp. 478–487.10.1016/j.ijfatigue.2016.02.043Search in Google Scholar
[9] Ahmed, M. M. Z., M. M. El-Sayed Seleman, K. Touileb, I. Albaijan, and M. I. A. Habba. Microstructure, crystallographic texture, and mechanical properties of friction stir welded mild steel for shipbuilding applications. Materials, Vol. 15, 2022, id. 2905.10.3390/ma15082905Search in Google Scholar PubMed PubMed Central
[10] Beygi, R., A. A. Talkhabi, M. Z. Mehrizi, E. A. S. Marques, R. J. C. Carbas, and L. F. M. da Silva. A novel Lap-Butt joint design for FSW of aluminum to steel in tee-configuration: joining mechanism, intermetallic formation, and fracture behavior. Metals, Vol. 13, 2023, id. 1027.10.3390/met13061027Search in Google Scholar
[11] Beygi, R., M. Zarezadeh Mehrizi, A. Akhavan-Safar, S. Mohammadi, and L. F. M. da Silva. A parametric study on the effect of FSW parameters and the tool Geometry on the tensile strength of AA2024–AA7075 joints: Microstructure and fracture. Lubricants, Vol. 11, 2023, id. 59.10.3390/lubricants11020059Search in Google Scholar
[12] Beygi, R., M. Zarezadeh Mehrizi, A. Akhavan-Safar, S. Safaei, A. Loureiro, and L. F. M. da Silva. Design of friction stir welding for butt joining of aluminum to steel of dissimilar thickness: heat treatment and fracture behavior. The International Journal of Advanced Manufacturing Technology, Vol. 112, 2021, pp. 1951–1964.10.1007/s00170-020-06406-3Search in Google Scholar
[13] Ding, T., H.-g Yan, J.-h Chen, W.-j Xia, and B. Su. Effect of welding speed on microstructure and mechanical properties of Al−Mg−Mn−Zr−Ti alloy sheet during friction stir welding. Transactions of Nonferrous Metals Society of China, Vol. 31, 2021, pp. 3626–3642.10.1016/S1003-6326(21)65753-9Search in Google Scholar
[14] Hassanifard, S., A. Ghiasvand, S. M. Hashemi, and A. Varvani-Farahani. The effect of the friction stir welding tool shape on tensile properties of welded Al 6061-T6 joints. Materials Today Communications, Vol. 31, 2022, id. 103457.10.1016/j.mtcomm.2022.103457Search in Google Scholar
[15] Hou, W., Y. Ding, G. Huang, N. Huda, L. H. A. Shah, Z. Piao, et al. The role of pin eccentricity in friction stir welding of Al–Mg–Si alloy sheets: microstructural evolution and mechanical properties. The International Journal of Advanced Manufacturing Technology, Vol. 121, 2022, pp. 7661–7675.10.1007/s00170-022-09793-xSearch in Google Scholar
[16] Ribeiro, L. L. C., E. A. Lopes, and M. G. Santos. Influence of pin profile on microstructure and mechanical properties of dissimilar friction stir welds between aluminium alloys AA1050-H24 and AA2024-T3. Materials Science and Engineering: A, Vol. 673, 2016, pp. 425–433.Search in Google Scholar
[17] Mehdi, H., S. Jain, A. N. Salah, A. P. Singh, and S. Chawla. Effect of friction stir welding parameters on microstructure and mechanical properties of the dissimilar alloys of AZ91D and AA7075. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering, Vol. 3, No. 5, 2023.10.1177/09544089231195444Search in Google Scholar
[18] Mehdi, H., S. Jain, V. Msomi, S. Mabuwa, and C. Malla. Effect of intermetallic compounds on mechanical and microstructural properties of dissimilar alloys Al-7Si/AZ91D. Journal of Materials Engineering and Performanc, 2023.10.1007/s11665-023-08302-9Search in Google Scholar
[19] Hoyos, E. and M. C. Serna. Basic tool design guidelines for friction stir welding of aluminum alloys. Metals, Vol. 11, 2021, id. 2042.10.3390/met11122042Search in Google Scholar
[20] Çam, G., V. Javaheri, and A. Heidarzadeh. Advances in FSW and FSSW of dissimilar Al-alloy plates. Journal of Adhesion Science and Technology, Vol. 37, 2023, pp. 162–194.10.1080/01694243.2022.2028073Search in Google Scholar
[21] Padmanaban, G. and V. Balasubramanian. Selection of FSW tool pin profile, shoulder diameter and material for joining AZ31B magnesium alloy – An experimental approach. Materials & Design, Vol. 30, No. 7, 2009, pp. 2647–2656.10.1016/j.matdes.2008.10.021Search in Google Scholar
[22] Gopi, S. and D. G. Mohan. Evaluating the welding pulses of various tool profiles in single-pass friction stir welding of 6082-T6 aluminium alloy. Journal of Welding and Joining, Vol. 39, No. 3, 2021, pp. 284–294.10.5781/JWJ.2021.39.3.7Search in Google Scholar
[23] Khaliq U. A., M. R. Muhamad, F. Yusof, S. Ibrahim, M. S. Isa, Z. Chen, et al. A review on friction stir butt welding of aluminum with magnesium: A new insight on joining mechanisms by interfacial enhancement. Journal of Materials Research and Technology, Vol. 27, 2023, pp. 4595–4624.10.1016/j.jmrt.2023.10.158Search in Google Scholar
[24] Taheri, H., M. Kilpatrick, M. Norvalls, W. J. Harper, L. W. Koester, T. Bigelow, et al. Investigation of nondestructive testing methods for friction stir welding. Metals, Vol. 9, 2019, id. 624.10.3390/met9060624Search in Google Scholar
[25] Di Lorenzo, R. Influence of distinct tool pin geometries on aluminum 8090 FSW joint properties. Sheet Metal, Vol. 25, 2023, id. 195.10.21741/9781644902417-25Search in Google Scholar
[26] Dias, F., G. Cipriano, A. N. Correia, D. F. O. Braga, P. Moreira, and V. Infante. Joining of aluminum alloy AA7075 and titanium alloy Ti-6Al-4V through a friction stir welding-based process. Metals, Vol. 13, 2023, id. 249.10.3390/met13020249Search in Google Scholar
[27] Yang, J., J. P. Oliveira, Y. Li, C. Tan, C. Gao, Y. Zhao, et al. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. Journal of Materials Processing Technology, Vol. 301, 2022, id. 117443.10.1016/j.jmatprotec.2021.117443Search in Google Scholar
[28] Luo, H., F. Zhao, S. Guo, C. Yu, G. Liu, and T. Wu. Mechanical performance research of friction stir welding robot for aerospace applications. International Journal of Advanced Robotic Systems, Vol. 18, No. 1, 2021, pp. 44–53.10.1177/1729881421996543Search in Google Scholar
[29] Flenady, V., L. Koopmans, P. Middleton, J. F. Frøen, G. C. Smith, K. Gibbons, et al. Major risk factors for stillbirth in high-income countries: A systematic review and meta-analysis. Lancet, Vol. 377, 2011, pp. 1331–1340.10.1016/S0140-6736(10)62233-7Search in Google Scholar PubMed
[30] Kah, P., R. Suoranta, J. Martikainen, and C. Magnus. Techniques for joining dissimilar materials: Metals and polymers. Reviews on Advanced Materials Science, Vol. 36, 2014, pp. 152–164.Search in Google Scholar
[31] Baghdadi, A. H., Z. Sajuri, N. F. M. Selamat, M. Z. Omar, Y. Miyashita, and A. H. Kokabi. Effect of intermetallic compounds on the fracture behavior of dissimilar friction stir welding joints of Mg and Al alloys. International Journal of Minerals, Metallurgy, and Materials, Vol. 26, 2019, pp. 1285–1298.10.1007/s12613-019-1834-5Search in Google Scholar
[32] Silva, A. A. M., E. Arruti, G. Janeiro, E. Aldanondo, P. Alvarez, A. Echeverria, et al. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds. Materials & Design, Vol. 32, No. 4, 2011, pp. 2021–2027.10.1016/j.matdes.2010.11.059Search in Google Scholar
[33] Lee, W.-B., M. Schmuecker, U. A. Mercardo, G. Biallas, and S.-B. Jung. Interfacial reaction in steel–aluminum joints made by friction stir welding. Scripta Materialia, Vol. 55, No. 4, 2006, pp. 355–358.10.1016/j.scriptamat.2006.04.028Search in Google Scholar
[34] Esmaeili, M. K. B. K. B., Givi, and H. R. R. Z. Rajani. A metallurgical and mechanical study on dissimilar friction stir welding of aluminum 1050 to brass (CuZn30). Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 528, No. 22–23, 2011, pp. 7093–7102.10.1016/j.msea.2011.06.004Search in Google Scholar
[35] Sato, Y. S., M. Michiuchi, H. Kokawa, S. H. C. Park, M. Michiuchi, and H. Kokawa. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys. Scripta Materialia, Vol. 50, No. 9, 2004, pp. 1233–1236.10.1016/j.scriptamat.2004.02.002Search in Google Scholar
[36] Simoncini, M., A. Forcellese, M. Simoncini, and A. Forcellese. Effect of the welding parameters and tool configuration on micro- and macro-mechanical properties of similar and dissimilar FSWed joints in AA5754 and AZ31 thin sheets. Materials & Design, Vol. 41, 2012, pp. 50–60.10.1016/j.matdes.2012.04.057Search in Google Scholar
[37] Mofid, M. A. and F. M. Ghaini. The effect of water cooling during dissimilar friction stir welding of Al alloy to Mg alloy. Materials & Design, Vol. 36, 2012, pp. 161–167.10.1016/j.matdes.2011.11.004Search in Google Scholar
[38] Zettler, R., A. A. M. da Silva, S. Rodrigues, A. Blanco, and J. F. dos Santos. Dissimilar Al to Mg alloy friction stir welds. Advanced Engineering Materials, Vol. 8, No. 5, 2006, pp. 415–421.10.1002/adem.200600030Search in Google Scholar
[39] Mofid, M. A., A. Abdollah-Zadeh, and C. H. Gür. Investigating the formation of intermetallic compounds during friction stir welding of magnesium alloy to aluminum alloy in air and under liquid nitrogen. The International Journal of Advanced Manufacturing Technology, Vol. 71, No. 5–8, 2014, pp. 1493–1499.10.1007/s00170-013-5565-xSearch in Google Scholar
[40] Cao, X. J. and M. Jahazi. Friction stir welding of dissimilar AA 2024-T3 to AZ31B-H24 alloys, Materials Science Forum, Vol. 638, 2010, pp. 3661–3666.10.4028/www.scientific.net/MSF.638-642.3661Search in Google Scholar
[41] Abachi, P., H. H. Kokabi, M. Azizieh, H. H. Kokabi, and P. Abachi. Effect of rotational speed and probe profile on microstructure and hardness of AZ31/Al2O3 nanocomposites fabricated by friction stir processing. Materials & Design, Vol. 32, No. 4, 2011, pp. 2034–2041.10.1016/j.matdes.2010.11.055Search in Google Scholar
[42] Dolatkhah, A., P. Golbabaei, M. K. Besharati Givi, F. Molaiekiya, M. K. B. Givi, and F. Molaiekiya. Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing, Materials & Design, Vol. 37, 2012, pp. 458–464.10.1016/j.matdes.2011.09.035Search in Google Scholar
[43] Sidhu, R. S., R. Kumar, R. Kumar, P. Goel, S. Singh, D. Y. Pimenov, et al. Joining of dissimilar Al and Mg metal alloys by friction stir welding. Materials, Vol. 15, 2022, id. 5901.10.3390/ma15175901Search in Google Scholar PubMed PubMed Central
[44] Chen, H., Z. Zhu, Y. Zhu, L. Sun, and Y. Guo. Solid-state welding of aluminum to magnesium alloys: A review. Metals, Vol. 13, 2023, id. 1410.10.3390/met13081410Search in Google Scholar
[45] Sadashiva, M., H. K. Shivanand, M. Rajesh, and N. Santhosh. Corrosion behavior of friction stir welded Al 6061 hybrid metal matrix composite plates. Proceedings of the International Conference on Advances in Mechanical Engineering Sciences (ICAMES-17), PESCE, Mandya, Karnataka, India, 2017 Apr, pp. 21–22.Search in Google Scholar
[46] Luo, A. and A. Sachdev. Microstructure and mechanical properties of magnesium-aluminum-manganese cast alloys. International Journal of Metalcasting, Vol. 4, 2010, pp. 51–59.10.1007/BF03355502Search in Google Scholar
[47] Cao, X. and M. Jahazi. Effect of welding speed on the quality of friction stir welded butt joints of a magnesium alloy. Materials & Design, Vol. 30, 2009, pp. 2033–2042.10.1016/j.matdes.2008.08.040Search in Google Scholar
[48] Ke, W. C., J. P. Oliveira, S. S. Ao, F. B. Teshome, L. Chen, B. Peng, et al. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. Journal of Materials Research and Technology, Vol. 17, 2022, pp. 1942–1954.10.1016/j.jmrt.2022.01.097Search in Google Scholar
[49] Siddesh Kumar, N. M., M. Sadashiva, J. Monica. Speculative testament of corrosive behaviour of aluminium composite welded by FSW. Proceedings of Fourth International Conference on Inventive Material Science Applications. Advances in Sustainability Science and Technology, V. Bindhu, Tavares, R. S., Ţălu, J. M., Ş., eds., Springer, Singapore, 2022.10.1007/978-981-16-4321-7_36Search in Google Scholar
[50] Gulati, P., D. K. Shukla, and A. Gupta. Defect formation analysis of friction stir welded magnesium AZ31B alloy. Materials Today: Proceedings, Vol. 4, 2017, pp. 1005–1012.10.1016/j.matpr.2017.01.113Search in Google Scholar
[51] Lambrakos, S. G. Parametric modeling of AZ31-Mg alloy friction stir weld temperature histories. Journal of Materials Engineering and Performance, Vol. 27, 2018, pp. 5823–5830.10.1007/s11665-018-3716-9Search in Google Scholar
[52] Patel, N., K. D. Bhatt, and V. Mehta. Influence of tool pin profile and welding parameter on tensile strength of magnesium alloy AZ91 during FSW. Procedia Technology, Vol. 23, 2016, pp. 558–565.10.1016/j.protcy.2016.03.063Search in Google Scholar
[53] Sadashiva, M., H. K. Shivanand, and H. N. Vidyasagar. Characteristic evaluation of process parameters of friction stir welding of aluminium 2024 hybrid composites, Advances in mechanical design, materials and manufacture. Proceedings of the First International Conference on Design, Materials and Manufacture (ICDEM 2018), AIP Conference Proceedings 1943, Karnataka, India, 2018 Jan, pp. 29–31.10.1063/1.5029630Search in Google Scholar
[54] Chen, Y. C., Y. L. Yang, and W. C. Fu. Microstructural evolution and mechanical properties of dissimilar friction stir welded Al/Mg joints. Materials & Design, Vol. 32, No. 6, 2011, pp. 3382–3387.Search in Google Scholar
[55] Yan, L., Y. Zhang, and X. Hu. Effect of tool pin profiles on the quality of dissimilar friction stir welded Al/Mg joints. Journal of Materials Processing Technology, Vol. 212, No. 9, 2012, pp. 1953–1959.Search in Google Scholar
[56] Yan, L., Y. Zhang, and X. Hu. Influence of post-weld heat treatment on the microstructure and mechanical properties of dissimilar Al/Mg friction stir welding joints. Materials Science and Engineering: A, Vol. 586, 2013, pp. 63–68.Search in Google Scholar
[57] Bao, R., Y. Han, and Z. Gao. Corrosion behavior of dissimilar Al/Mg friction stir welding joints. Journal of Materials Engineering and Performance, Vol. 23, No. 4, 2014, pp. 1414–1421.Search in Google Scholar
[58] Uzun, H., M. Arıcı, G. Çam, D. Özyürek, A. Kandemir, and Ş. Çam. Mechanical and metallurgical characterization of dissimilar friction stir welded AA6082-T6 and AZ31B alloys. Materials Science and Engineering: A, Vol. 627, 2015, pp. 318–328.Search in Google Scholar
[59] Arora, A., R. Verma, and A. Kumar. Mechanical properties and defect formation in dissimilar friction stir welding of aluminum to magnesium alloy. The International Journal of Advanced Manufacturing Technology, Vol. 102, No. 5-8, 2019, pp. 2329–2341.Search in Google Scholar
[60] Malarvizhi, S. and V. Balasubramanian. Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum–AZ31B magnesium alloys. Materials & Design, Vol. 40, 2012, pp. 453–460.10.1016/j.matdes.2012.04.008Search in Google Scholar
[61] Bandi, A. and S. R. Bakshi. Effect of pin length and rotation speed on the microstructure and mechanical properties of friction stir welded lap joints of AZ31B-H24 Mg alloy and AA6061-T6 Al alloy. Metallurgical and Materials Transactions A, Vol. 51, 2020, pp. 6269–6282.10.1007/s11661-020-06020-8Search in Google Scholar
[62] Martinsen, K., S. J. Hu, and B. E. Carlson. Joining of dissimilar materials. CIRP Annals, Vol. 64, 2015, pp. 679–699.10.1016/j.cirp.2015.05.006Search in Google Scholar
[63] El Rayes, M. M., M. S. Soliman, A. T. Abbas, D. Y. Pimenov, I. N. Erdakov, and M. M. Abdel-mawla. Effect of feed rate in FSW on the mechanical and microstructural properties of AA5754 joints. Advances in Materials Science and Engineering, Vol. 2019, 2019, id. 4156176.Search in Google Scholar
[64] Sankar, B. R. and P. Umamaheswarrao. Modelling and optimization of friction stir welding on AA6061 Alloy. Materials Today: Proceedings, Vol. 4, 2017, pp. 7448–7456.10.1016/j.matpr.2017.07.076Search in Google Scholar
[65] Tripathi, A., S. V. S. N. Murty, and P. R. Narayanan. Microstructure and texture evolution in AZ31 magnesium alloy during caliber rolling at different temperatures. Journal of Magnesium and Alloys, Vol. 5, 2017, pp. 340–347.10.1016/j.jma.2017.07.001Search in Google Scholar
[66] Dorbane, A., G. Ayoub, B. Mansoor, R. F. Hamade, G. Kridli, R. Shabadi, et al. Microstructural observations and tensile fracture behavior of FSW twin roll cast AZ31 Mg sheets. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 649, 2016, pp. 190–200.10.1016/j.msea.2015.09.097Search in Google Scholar
[67] Lv, X., C. Wu, C. Yang, and G. K. Padhy. Weld microstructure and mechanical properties in ultrasonic enhanced friction stir welding of Al alloy to Mg alloy. Journal of Materials Processing Technology, Vol. 254, 2018, pp. 145–157.10.1016/j.jmatprotec.2017.11.031Search in Google Scholar
[68] Liu, Z., X. Meng, S. Ji, Z. Li, and L. Wang. Improving tensile properties of Al/Mg joint by smashing intermetallic compounds via ultrasonic-assisted stationary shoulder friction stir welding. Journal of Manufacturing Processes, Vol. 31, 2018, pp. 552–559.10.1016/j.jmapro.2017.12.022Search in Google Scholar
[69] Ratna Sunil, B., G. Pradeep Kumar Reddy, A. S. N. Mounika, P. Navya Sree, P. Rama Pinneswari, I. Ambica, et al. Joining of AZ31 and AZ91 Mg alloys by friction stir welding. Journal of Magnesium and Alloys, Vol. 3, 2015, pp. 330–334.10.1016/j.jma.2015.10.002Search in Google Scholar
[70] Gharavi, F., K. A. Matori, R. Yunus, N. K. Othman, and F. Fadaeifard. Corrosion evaluation of friction stir welded lap joints of AA6061-T6 aluminum alloy. Transactions of Nonferrous Metals Society of China, Vol. 26, 2016, pp. 684–696.10.1016/S1003-6326(16)64159-6Search in Google Scholar
[71] Jayaraj, R. K., S. Malarvizhi, and V. Balasubramanian. Electrochemical corrosion behaviour of stir zone of friction stir welded dissimilar joints of AA6061 aluminium–AZ31B magnesium alloys. Transactions of Nonferrous Metals Society of China, Vol. 27, 2017, pp. 2181–2192.10.1016/S1003-6326(17)60244-9Search in Google Scholar
[72] El-Deeb, M. S. S., L. A. Khorshed, S. A. Abdallah, A. M. Gaafer, and T. S. Mahmoud. Effect of friction stir welding process parameters and post-weld heat treatment on the corrosion behaviour of AA6061-O aluminum alloys. Egyptian Journal of Chemistry, Vol. 62, 2019, pp. 1367–1375.10.21608/ejchem.2019.7946.1624Search in Google Scholar
[73] Mena-Morcillo, E. and L. Veleva. Degradation of AZ31 and AZ91 magnesium alloys in different physiological media: Effect of surface layer stability on electrochemical behaviour. Journal of Magnesium and Alloys, Vol. 8, 2020, pp. 667–675.10.1016/j.jma.2020.02.014Search in Google Scholar
[74] Fritzsch, K., R. Zenker, and A. Buchwalder. Improved surface properties of AZ31 and AZ91 Mg alloys due to electron beam liquid phase surface treatment. Proc Materials Today: Proceedings, Vol. 2, No. Suppl. 1, 2015, pp. S188–S196.10.1016/j.matpr.2015.05.009Search in Google Scholar
[75] Gu, X. N., Y. F. Zheng, and L. J. Chen. Influence of artificial biological fluid composition on the biocorrosion of potential orthopedic Mg-Ca, AZ31, AZ91 alloys. Biomedical Materials, Vol. 4, 2009, pp. S188–S196.10.1088/1748-6041/4/6/065011Search in Google Scholar PubMed
[76] Mahallawy, N. E. and M. Harhash. Recent studies on coating of some magnesium alloys; Anodizing, Electroless coating and hot press cladding. Key Engineering Materials, Vol. 533, 2013, pp. 167–181.10.4028/www.scientific.net/KEM.533.167Search in Google Scholar
[77] Aval, H. J. and A. Loureiro. Effect of reverse dual rotation process on properties of friction stir welding of AA7075 to AISI304. Transactions of Nonferrous Metals Society of China, Vol. 29, 2019, pp. 964–975.10.1016/S1003-6326(19)65005-3Search in Google Scholar
[78] Zhao, J., C. Wu, and H. Su. Acoustic effect on the tensile properties and metallurgical structures of dissimilar friction stir welding joints of Al/Mg alloys. Journal of Manufacturing Processes, Vol. 65, 2021, pp. 328–341.10.1016/j.jmapro.2021.03.057Search in Google Scholar
[79] Verma, S., V. Kumar, R. Kumar, and R. S. Sidhu. Exploring the application domain of friction stir welding in aluminum and other alloys. Materials Today: Proceedings, Vol. 50, 2022, pp. 1032–1042.10.1016/j.matpr.2021.07.449Search in Google Scholar
[80] Elangovan, K. and V. Balasubramanian. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Materials & Design, Vol. 29, 2008, pp. 362–373.10.1016/j.matdes.2007.01.030Search in Google Scholar
[81] Darras, B., M. Khraisheh, F. Abu-Farha, and M. Omar. Friction stir processing of commercial AZ31 magnesium alloy. Journal of Materials Processing Technology, Vol. 191, 2007, pp. 77–81.10.1016/j.jmatprotec.2007.03.045Search in Google Scholar
[82] Nelson, T., R. Steel, and W. Arbegast. In situ thermal studies and post-weld mechanical properties of friction stir welds in age hardenable aluminium alloys. Science and Technology of Welding and Joining, Vol. 8, 2003, pp. 283–288.10.1179/136217103225011005Search in Google Scholar
[83] Upadhyay, P. and A. P. Reynolds. Effects of thermal boundary conditions in friction stir welded AA7050-T7 sheets. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 527, 2010, pp. 1537–1543.10.1016/j.msea.2009.10.039Search in Google Scholar
[84] Cabibbo, M., H. McQueen, E. Evangelista, S. Spigarelli, M. Di Paola, and A. Falchero. Microstructure and mechanical property studies of AA6056 friction stir welded plate. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 460, 2007, pp. 86–94.10.1016/j.msea.2007.01.022Search in Google Scholar
[85] Safeen, W., S. Hussain, A. Wasim, M. Jahanzaib, H. Aziz, and H. Abdalla. Predicting the tensile strength, impact toughness, and hardness of friction stir-welded AA6061-T6 using response surface methodology. The International Journal of Advanced Manufacturing Technology, Vol. 87, 2016, pp. 1765–1781.10.1007/s00170-016-8565-9Search in Google Scholar
[86] Bilgin, M., S. Karabulut, and A. Özdemir. Study on the mechanical properties of dissimilar friction stir welding of AA 7075 T6 and AZ31B alloys. Proceedings of the 2018 9th International Conference on Mechanical and Aerospace Engineering, (ICMAE 2018), Budapest, Hungary, 2018 Jul, pp. 467–471.10.1109/ICMAE.2018.8467679Search in Google Scholar
[87] Chauhan, A. and S. Kumar. Effect of friction stir welding parameters on impact strength of the AZ31 magnesium alloy joints. International Journal of Mechanical and Production Engineering Research and Development, Vol. 8, 2018, pp. 615–622.10.24247/ijmperdapr201872Search in Google Scholar
[88] Liu, Z., R. Xin, D. Liu, X. Shu, and Q. Liu. Textural variation in triple junction region of friction stir welded Mg alloys and its influence on twinning and fracture. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 658, 2016, pp. 185–191.10.1016/j.msea.2016.01.097Search in Google Scholar
[89] Liu, D., R. Xin, L. Sun, Z. Zhou, and Q. Liu. Influence of sampling design on tensile properties and fracture behavior of friction stir welded magnesium alloys. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 576, 2013, pp. 207–216.10.1016/j.msea.2013.03.037Search in Google Scholar
[90] Afrin, N., D. Chen, X. Cao, and M. Jahazi. Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 472, 2008, pp. 179–186.10.1016/j.msea.2007.03.018Search in Google Scholar
[91] Xunhong, W. and W. Kuaishe. Microstructure and properties of friction stir butt-welded AZ31 magnesium alloy. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 431, 2006, pp. 114–117.10.1016/j.msea.2006.05.128Search in Google Scholar
[92] Chowdhury, S. M., D. L. Chen, S. D. Bhole, and X. Cao. Tensile properties of a friction stir welded magnesium alloy: Effect of pin tool thread orientation and weld pitch. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 527, 2010, pp. 6064–6075.10.1016/j.msea.2010.06.012Search in Google Scholar
[93] Singh, S., R. Kumar, R. Kumar, J. S. Chohan, N. Ranjan, and R. Kumar. Aluminum metal composites primed by fused deposition modeling-assisted investment casting: Hardness, surface, wear, and dimensional properties. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, Vol. 236, 2022, pp. 674–691.10.1177/14644207211054143Search in Google Scholar
[94] Nourollahi, G. A., M. Farahani, A. Babakhani, and S. S. Mirjavadi. Compressive deformation behavior modeling of AZ31 magnesium alloy at elevated temperature considering the strain effect. Materials Research, Vol. 16, No. 6, 2013, pp. 1309–1314.10.1590/S1516-14392013005000149Search in Google Scholar
[95] Tabasi, M., M. Farahani, M. K. Besharati Givi, M. Farzami, and A. Moharami. Dissimilar friction stir welding of 7075 aluminum alloy to AZ31 magnesium alloy using SiC nanoparticles. The International Journal of Advanced Manufacturing Technology, Vol. 86, 2016, pp. 705–715.10.1007/s00170-015-8211-ySearch in Google Scholar
[96] Meilinger, Á. and I. Török. The importance of friction stir welding tool. Product Process System, Vol. 6, No. 1, 2013, pp. 25–34.Search in Google Scholar
[97] Arora, A., A. De, and T. DebRoy. Toward optimum friction stir welding tool shoulder diameter. Scripta Materialia, Vol. 64, No. 1, 2011, pp. 9–12.10.1016/j.scriptamat.2010.08.052Search in Google Scholar
[98] Kumar, R., R. Singh, and I. P. S. Ahuja. Friction stir welding of 3D printed melt flow compatible dissimilar thermoplastic composites. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, Vol. 235, No. 10, 2021, pp. 1878–1890.10.1177/0954406219848465Search in Google Scholar
[99] Iqbal, M. P., R. K. Vishwakarma, S. K. Pal, et al. Influence of plunge depth during friction stir welding of aluminum pipes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 4, No. 3, 2020 Aug.10.1177/0954405420949754Search in Google Scholar
[100] Rose, A. R., K. Manisekar, and V. Balasubramania. Influences of tool rotational speed on tensile properties of friction stir welded AZ61A magnesium alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 226, No. 4, 2012, pp. 649–663.10.1177/0954405411399352Search in Google Scholar
[101] Elyasi, M., H. Aghajani Derazkola, and M. Hosseinzadeh. Investigations of tool tilt angle on properties friction stir welding of A441 AISI to AA1100 aluminium. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 230, No. 7, 2016, pp. 1234–1241.10.1177/0954405416645986Search in Google Scholar
[102] Chiteka, K. Friction stir welding/processing tool materials and selection. International Journal of Engineering Research & Technology, Vol. 2, No. 11, 2013, pp. 8–18.Search in Google Scholar
[103] Mishra, R. S. and Z. Y. Ma. Friction stir welding and processing. Materials Science & Engineering R, Reports: A Review Journal, Vol. 50, 2005, pp. 1–78.10.1016/j.mser.2005.07.001Search in Google Scholar
[104] Nandan, R., T. DebRoy, and H. Bhadeshia. Recent advances in friction-stir welding–process, weldment structure and properties. Progress in Materials Science, Vol. 53, No. 6, 2008, pp. 980–1023.10.1016/j.pmatsci.2008.05.001Search in Google Scholar
[105] Saeidi, M., B. Manafi, M. Besharati Givi, and G. Faraji. Mathematical modeling and optimization of friction stir welding process parameters in AA5083 and AA7075 aluminum alloy joints. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 230, No. 7, 2016, pp. 1284–1294.10.1177/0954405415573697Search in Google Scholar
[106] Ghetiya, N. D. and K. M. Patel. Welding speed effect on joint properties in air and immersed friction stir welding of AA2014. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 231, No. 5, 2017, pp. 897–909.10.1177/0954405417690555Search in Google Scholar
[107] Palanivel, R., R. Laubscher, S. Vigneshwaran, and I. Dinaharan. Prediction and optimization of the mechanical properties of dissimilar friction stir welding of aluminum alloys using design of experiments. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 232, No. 8, 2018, pp. 1384–1394.10.1177/0954405416667404Search in Google Scholar
[108] Sato, Y. S., N. Harayama, H. Kokawa, H. Inoue, Y. Tadokoro, and S. Tsuge. Evaluation of microstructure and properties in friction stir welded superaustenitic stainless steel. Science and Technology of Welding and Joining, Vol. 14, No. 3, 2009, pp. 202–209.10.1179/136217108X386518Search in Google Scholar
[109] Ul Haq, M. A., S. Hussain, M. A. Ali, M. U. Farooq, N. A. Mufti, C. I. Pruncu, et al. Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. Journal of Cleaner Production, Vol. 310, 2021, id. 127463.10.1016/j.jclepro.2021.127463Search in Google Scholar
[110] Lee, W.-B., C.-Y. Lee, M.-K. Kim, J. I. Yoon, Y. J. Kim, Y. M. Yoen, et al. Microstructures and wear property of friction stir welded AZ91 Mg/SiC particle reinforced composite. Composites Science and Technology, Vol. 66, No. 11–12, 2006, pp. 1513–1520.10.1016/j.compscitech.2005.11.023Search in Google Scholar
[111] Kiss, Z. and T. Czigány. Applicability of friction stir welding in polymeric materials. Periodica Polytechnica, Mechanical Engineering, Vol. 51, No. 1, 2007, pp. 15–18.10.3311/pp.me.2007-1.02Search in Google Scholar
[112] Zhang, Y. N., X. Cao, S. Larose, and P. Wanjara. Review of tools for friction stir welding and processing. Canadian Metallurgical Quarterly, Vol. 51, No. 3, 2012, pp. 250–261.10.1179/1879139512Y.0000000015Search in Google Scholar
[113] Liu, L. and H. Wang. Microstructure and properties analysis of laser welding and laser weld bonding Mg to Al joints. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, Vol. 42, No. 4, 2011, pp. 1044–1050.10.1007/s11661-010-0521-ySearch in Google Scholar
[114] Marya, M., G. Edwards, S. Marya, and D. L. Olson. Fundamentals in the fusion welding of magnesium and its alloys. Proceedings of the seventh JWS international symposium, Kobe, Japan, 2001, pp. 20–22.Search in Google Scholar
[115] Zhang, H., S. Hu, Z. Wang, and Y. Liang. The effect of welding speed on microstructures of cold metal transfer deposited AZ31 magnesium alloy clad. Materials & Design, Vol. 86, 2015, pp. 894–901.10.1016/j.matdes.2015.07.143Search in Google Scholar
[116] Yong, Y. A. N., D.-T. Zhang, Q. I. U. Cheng, and W. Zhang. Dissimilar friction stir welding between 5052 aluminum alloy and AZ31 magnesium alloy. Transactions of Nonferrous Metals Society of China, Vol. 20, 2010, pp. s619–s623.10.1016/S1003-6326(10)60550-XSearch in Google Scholar
[117] Yamamoto, N., J. Liao, S. Watanabe, and K. Nakata. Effect of intermetallic compound layer on tensile strength of dissimilar friction-stir weld of a high strength Mg alloy and Al alloy. Materials Transactions, Vol. 50, No. 12, 2009, pp. 2833–2838.10.2320/matertrans.M2009289Search in Google Scholar
[118] Rao, H. M., W. Yuan, and H. Badarinarayan. Effect of process parameters on mechanical properties of friction stir spot welded magnesium to aluminum alloys. Materials & Design, Vol. 66, 1980–2015, pp. 235–245.10.1016/j.matdes.2014.10.065Search in Google Scholar
[119] Firouzdor, V. and S. Kou. Al-to-Mg friction stir welding: effect of material position, travel speed, and rotation speed. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, Vol. 41, No. 11, 2010, pp. 2914–2935.Search in Google Scholar
[120] Chowdhury, S. H., D. L. Chen, S. D. Bhole, X. Cao, and P. Wanjara. Lap shear strength and fatigue behavior of friction stir spot welded dissimilar magnesium-to-aluminum joints with adhesive. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 562, 2013, pp. 53–60.10.1016/j.msea.2012.11.039Search in Google Scholar
[121] Fu, B., G. Qin, F. Li, X. Meng, J. Zhang, and C. Wu. Friction stir welding process of dissimilar metals of 6061-T6 aluminum alloy to AZ31B magnesium alloy. Journal of Materials Processing Technology, Vol. 218, 2015, pp. 38–47.10.1016/j.jmatprotec.2014.11.039Search in Google Scholar
[122] Sameer, M. D. and A. K. Birru. Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy. Journal of Magnesium and Alloys, Vol. 7, No. 2, 2019, pp. 264–271.Search in Google Scholar
[123] Ji, S., Z. Li, L. Zhang, Z. Zhou, and P. Chai. Effect of lap configuration on magnesium to aluminum friction stir lap welding assisted by external stationary shoulder. Materials & Design, Vol. 103, 2016, pp. 160–170.10.1016/j.matdes.2016.04.066Search in Google Scholar
[124] Xueqi, L., C. Yang, and C. Wu. Experimental investigation on ultrasonic vibration enhanced FSW of Al–Mg dissimilar materials. Journal of Mechanical Engineering, Vol. 52, 2016, pp. 58–64.10.3901/JME.2016.24.058Search in Google Scholar
[125] Lakshminarayanan, A. K., V. Balasubramanian, and K. Elangovan. Effect of welding processes on tensile properties of AA6061 aluminium alloy joints. The International Journal of Advanced Manufacturing Technology, Vol. 40, No. 3–4, 2009, pp. 286–296.10.1007/s00170-007-1325-0Search in Google Scholar
[126] Xu, Z. Z., C. Y. Liu, B. Zhang, H. F. Huang, and W. Cheng. Effects of base metal state on the microstructure and mechanical properties of Al–Mg–Si alloy friction stir-welded joints. Journal of Manufacturing Processes, Vol. 56, 2020, pp. 248–257.10.1016/j.jmapro.2020.04.084Search in Google Scholar
[127] Hu, W., Z. Ma, S. Ji, S. Qi, M. Chen, and W. Jiang. Improving the mechanical property of dissimilar Al/Mg hybrid friction stir welding joint by PIO-ANN. Journal of Materials Science & Technology, Vol. 53, 2020, pp. 41–52.10.1016/j.jmst.2020.01.069Search in Google Scholar
[128] Derazkola, H. A., A. Eyvazian, and A. Simchi. Submerged friction stir welding of dissimilar joints between an Al–Mg alloy and low carbon steel: thermo-mechanical modeling, microstructural features, and mechanical properties. Journal of Manufacturing Processes, Vol. 50, 2020, pp. 68–79.10.1016/j.jmapro.2019.12.035Search in Google Scholar
[129] Zhang, H. J., H. J. Liu, and L. Yu. Microstructure and mechanical properties as a function of rotation speed in underwater friction stir welded aluminum alloy joints. Materials & Design, Vol. 32, No. 8–9, 2011, pp. 4402–4407.10.1016/j.matdes.2011.03.073Search in Google Scholar
[130] Heirani, F., A. Abbasi, and M. Ardestani. Effects of processing parameters on microstructure and mechanical behaviors of underwater friction stir welding of Al5083 alloy. Journal of Manufacturing Processes, Vol. 25, 2017, pp. 77–84.10.1016/j.jmapro.2016.11.002Search in Google Scholar
[131] Nindekar, H. and D. P. Kapoor. A review on fracture mechanics of AA2024 aluminium alloy friction stir welding. International Journal for Research in Applied Science and Engineering Technology, Vol. 8, 2020, pp. 993–1996.10.22214/ijraset.2020.6326Search in Google Scholar
[132] Sidhu, M. S. and S. S. Chatha. Friction stir welding–process and its variables: A review. International Journal of Emerging Technology and Advanced Engineering, Vol. 2, 2012, pp. 275–279.Search in Google Scholar
[133] Sameer, M. D. and A. K. Birru. Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy. Journal of Magnesium and Alloys, Vol. 7, No. 2, 2019, pp. 264–271.10.1016/j.jma.2018.09.004Search in Google Scholar
[134] Habba, M. I. A., N. A. Alsaleh, T. E. Badran, M. M. El-Sayed Seleman, S. Ataya, A. E. El-Nikhaily, et al. Comparative study of FSW, MIG, and TIG welding of AA5083-H111 based on the evaluation of welded joints and economic aspect. Materials, Vol. 16, No. 14, 2023, id. 5124.10.3390/ma16145124Search in Google Scholar PubMed PubMed Central
[135] Singh, V. P., S. K. Patel, A. Ranjan, and B. Kuriachen. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. Journal of Materials Research and Technology, Vol. 9, 2020, pp. 6217–6256.10.1016/j.jmrt.2020.01.008Search in Google Scholar
[136] Zheng, B., X. Hu, Q. Lv, L. Zhao, D. Cai, and S. Dong. Study of self-reaction assisted friction stir welding of AZ31B Mg/5052 Al alloys. Materials Letters, Vol. 261, 2020, id. 127138.10.1016/j.matlet.2019.127138Search in Google Scholar
[137] Rai, R., A. De, H. K. D. H. Bhadeshia, and T. DebRoy. Review: friction stir welding tools. Science and Technology of Welding and Joining, Vol. 16, No. 4, 2011, pp. 325–342.10.1179/1362171811Y.0000000023Search in Google Scholar
[138] Das, U. and V. Toppo. Bending strength evaluation of friction stir welded AA6101-T6 and AA6351-T6 aluminum alloys butt joint. Materials Today: Proceedings, Vol. 5, No. 5, 2018, pp. 11556–11562.10.1016/j.matpr.2018.02.123Search in Google Scholar
[139] Jawad, M., M. Jahanzaib, M. A. Ali, M. U. Farooq, N. A. Mufti, C. I. Pruncu, et al. Revealing the microstructure and mechanical attributes of pre-heated conditions for gas tungsten arc welded AISI 1045 steel joints. International Journal of Pressure Vessels and Piping, Vol. 192, 2021, id. 104440.10.1016/j.ijpvp.2021.104440Search in Google Scholar
[140] Khan, S. A., M. Rehman, M. U. Farooq, M. A. Ali, R. Naveed, C. I. Pruncu, et al. A detailed machinability assessment of DC53 steel for die and mold industry through wire electric discharge machining. Metals, Vol. 11, No. 5, 2021, id. 816.10.3390/met11050816Search in Google Scholar
[141] Yan, Z. J., X. S. Liu, and H. Y. Fang. Fatigue behavior of dissimilar Al–Mg–Si/Al–Zn–Mg aluminum alloys friction stir welding joints. Acta Metallurgica Sinica (English Letters), Vol. 29, 2016, pp. 1161–1168.Search in Google Scholar
[142] Verma, S. and J. P. Misra. Effect of process parameters on temperature and force distribution during friction stir welding of armor-marine grade aluminum alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 235, No. 1–2, 2021, pp. 144–154.10.1177/0954405420949108Search in Google Scholar
[143] Yan, Z. J., X. S. Liu, and H. Y. Fang. Fatigue behavior of dissimilar Al-Mg-Si/Al-Zn-Mg aluminum alloys friction stir welding joints. Acta Metallurgica Sinica (English Letters), Vol. 29, No. 12, 2016, pp. 1161–1168.10.1007/s40195-016-0510-2Search in Google Scholar
[144] Ramachandran, S., A. K. Lakshminarayanan, P. A. Reed, and J. M. Dulieu-Barton. Application of imaging techniques to determine the post-yield behaviour of the heterogeneous microstructure of friction stir welds, Experimental Mechanics, Vol. 61, 2021, pp. 149–159.10.1007/s11340-021-00722-9Search in Google Scholar
[145] Medina, G. P., H. L. Ferreira, P. Z. Robledo, A. M. Pérez, and F. A. R. Valdés. Microstructural development in a TRIP-780 steel joined by friction stir welding (FSW): Quantitative evaluations and comparisons with EBSD predictions. Soldagem & Inspeção, Vol. 21, No. 2, 2016, pp. 146–155.10.1590/0104-9224/SI2102.04Search in Google Scholar
[146] Wu, H., Y. Chen, D. Strong, and P. Prangnell. Stationary shoulder FSW for joining high strength aluminum alloys. Journal of Materials Processing Technology, Vol. 221, 2015, pp. 187–196.10.1016/j.jmatprotec.2015.02.015Search in Google Scholar
[147] Gadakh, V. S. and A. Kumar. Friction stir welding window for AA6061-T6 aluminium alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 228, No. 9, 2014, pp. 1172–1181.10.1177/0954405413510289Search in Google Scholar
[148] Song, M. and R. Kovacevic. Numerical and experimental study of the heat transfer process in friction stir welding. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 217, No. 1, 2003, pp. 73–85.10.1243/095440503762502297Search in Google Scholar
[149] El Rayes, M. M., M. S. Soliman, A. T. Abbas, D. Y. Pimenov, I. N. Erdakov, and M. M. Abdel-mawla. Effect of feed rate in FSW on the mechanical and microstructural properties of AA5754 joints. Advances in Materials Science and Engineering, Vol. 2019, 2019, id. 4156176.10.1155/2019/4156176Search in Google Scholar
[150] Sinha, V. C., S. Kundu, and S. Chatterjee. Microstructure and mechanical properties of similar and dissimilar joints of aluminium alloy and pure copper by friction stir welding. Perspectives in Science, Vol. 8, 2016, pp. 543–546.10.1016/j.pisc.2016.06.015Search in Google Scholar
[151] Zheng, Y., W. Liu, Z. Su, Z. Zhao, G. Ren, W. Niu, et al. Effects of Zr interlayer on microstructure, mechanical property and corrosion behavior of Al/Mg dissimilar friction stir welding lap joints. Materials Characterization, Vol. 199, 2023, id. 112826.10.1016/j.matchar.2023.112826Search in Google Scholar
[152] Gerlich, A., P. Su, M. Yamamoto, and T. H. North. Effect of welding parameters on the strain rate and microstructure of friction stir spot welded 2024 aluminum alloy. Journal of Materials Scienc, Vol. 42, No. 14, 2007, pp. 5589–5601.10.1007/s10853-006-1103-7Search in Google Scholar
[153] Yamamoto, M., A. Gerlich, T. H. North, and K. Shinozaki. Cracking and local melting in Mg-alloy and Al-alloy during friction stir spot welding. Welding in the World, Vol. 52, No. 9–10, 2008, pp. 38–46.10.1007/BF03266667Search in Google Scholar
[154] Steuwer, A., P. J. Withers, P. Srirangam, and T. R. Palmer. Dissimilar friction stir welds in AA5083-AA6082: the effect of process parameters on residual stress. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 429, No. 1-2, 2006, pp. 269–277.10.1016/j.msea.2006.08.012Search in Google Scholar
[155] Buffa, G., L. Costa, V. Alfieri, P. Matteis, and L. Garibaldi. On the thermo-mechanical loads and the resultant residual stresses in friction stir processing operations. CIRP Annals - Manufacturing Technology, Vol. 57, No. 1, 2008, pp. 221–224.10.1016/j.cirp.2008.03.035Search in Google Scholar
[156] Ding, Q., H. Das, P. Upadhyay, B. C. Sousa, K. Karayagiz, A. Powell, et al. Microstructural, corrosion, and mechanical characterization of friction stir welded Al 6022-to-ZEK100 Mg joints. Corrosion and Materials Degradation, Vol. 4, 2023, pp. 142–157.10.3390/cmd4010009Search in Google Scholar
[157] Herbert, M. A., A. K. Shettigar, A. V. Nigalye, and S. S. Rao. Investigation on microstructure and mechanical properties of friction stir welded AA6061-4.5Cu-10SiC composite. IOP Conference Series: Materials Science and Engineering, Vol. 114, 2016, id. 012125.10.1088/1757-899X/114/1/012125Search in Google Scholar
[158] Hashmi, A. W., H. Mehdi, R. S. Mishra, P. Mohapatra, N. Kant, and R. Kumar. Mechanical properties and microstructure evolution of AA6082/SiC nanocomposite processed by multi-pass FSP. Transactions of the Indian Institute of Metals, Vol. 75, 2022, pp. 2077–2090.10.1007/s12666-022-02582-wSearch in Google Scholar
[159] Mehdi, H. and R. S. Mishra. Modification of microstructure and mechanical properties of AA6082/ZrB2 processed by multipass friction stir processing. Journal of Materials Engineering and Performance, Vol. 32, 2023, pp. 285–295.10.1007/s11665-022-07080-0Search in Google Scholar
[160] Hashmi, A. W., H. Mehdi, S. Mabuwa, V. Msomi, and P. Mohapatra. Influence of FSP parameters on wear and microstructural characterization of dissimilar TIG welded joints with Si-rich filler metal. Silicon, Vol. 14, 2022, pp. 11131–11145.10.1007/s12633-022-01848-8Search in Google Scholar
[161] Salah, A. N., S. Mabuwa, H. Mehdi, V. Msomi, M. Kaddami, and P. Mohapatra. Effect of multipass FSP on Si-rich TIG welded joint of dissimilar aluminum alloys AA8011-H14 and AA5083-H321: EBSD and microstructural evolutions. Silicon, Vol. 14, 2022, pp. 9925–9941.10.1007/s12633-022-01717-4Search in Google Scholar
[162] Bhatnagar, S., G. Kumar, H. Mehdi, and M. Kumar. Optimization of FSW parameters for enhancing dissimilar joint strength of AA7050 and AA6061 using response surface methodology (RSM). Materials Today: Proceedings, 2023.10.1016/j.matpr.2023.04.144Search in Google Scholar
[163] Singaravel, M. B., B. Chakradhar, D. Soundar Rajan, and A. Kiran Kumar. Optimization of friction stir welding process parameters using MCDM method. Materials Today: Proceedings, Vol. Volume 76, 2023, pp. 597–601.10.1016/j.matpr.2022.12.095Search in Google Scholar
[164] Zhang, Q. and X. Liu. Optimisation in friction stir welding: Modelling, monitoring and design. Optimization in Industry. Management and Industrial Engineering, S. Datta, Davim, J., eds., Springer, Cham, 2019.10.1007/978-3-030-01641-8_11Search in Google Scholar
[165] Prime, M. S. D., J. F. Besseling, R. J. Altenkirch, and P. J. Withers. Residual stress measurements in a thick, dissimilar aluminum alloy friction stir weld. Acta Materialia, Vol. 54, No. 3, 2006, pp. 759–769.10.1016/j.actamat.2006.04.034Search in Google Scholar
[166] Xu, W., Y.-Q. Wang, X.-H. Chen, Z.-H. Yao, and B. Li. Analysis of residual stresses in thick aluminum friction stir welded butt joints. Materials & Design, Vol. 32, No. 6, 2011, pp. 3287–3295.10.1016/j.matdes.2010.11.062Search in Google Scholar
[167] Venkateswaran, P. and A. P. Reynolds. Factors affecting the properties of friction stir welds between aluminum and magnesium alloys. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 545, 2012, pp. 26–37.10.1016/j.msea.2012.02.069Search in Google Scholar
[168] Zhang, H., J. H. Huang, S. B. Lin, L. Wu and J. G. Zhang. Temperature simulation of the preheating period in friction stir welding based on the finite element method. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 220, No. 7, 2006, pp. 1097–1106.10.1243/09544054JEM425Search in Google Scholar
[169] Rao, H., B. Ghaffari, W. Yuan, J. Jordon, and H. Badarinarayan. Effect of process parameters on microstructure and mechanical behaviors of friction stir linear welded aluminum to magnesium. Materials Science & Engineering, A: Structural Materials: Properties, Microstructure and Processing, Vol. 651, 2016, pp. 27–36.10.1016/j.msea.2015.10.082Search in Google Scholar
[170] Alhourani, A., M. Awad, M. A. Nazzal, and B. M. Darras. Optimization of friction stir back extrusion mechanical properties and productivity of magnesium AZ31-B seamless tubes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 235, No. 13, 2021, pp. 2143–2154.10.1177/09544054211014465Search in Google Scholar
[171] Reza-E-Rabby, M., W. Tang, and A. P. Reynolds. Effects of thread interruptions on tool pins in friction stir welding of AA6061. Science and Technology of Welding and Joining, Vol. 23, No. 2, 2018, pp. 114–124.10.1080/13621718.2017.1341363Search in Google Scholar
[172] Mehta, M., K. Chatterjee, and A. De. Monitoring torque and traverse force in friction stir welding from input electrical signatures of driving motors. Science and Technology of Welding and Joining, Vol. 18, No. 3, 2013, pp. 191–197.10.1179/1362171812Y.0000000084Search in Google Scholar
[173] Firouzdor, V. and S. Kou. Al-to-Mg friction stir welding: Effect of material position, travel speed, and rotation speed. Metallurgical and Materials Transactions A, Vol. 41, No. 11, 2010, pp. 2914–2935.10.1007/s11661-010-0340-1Search in Google Scholar
[174] Gerlich, A., M. Yamamoto, and T. H. North. Local melting and tool slippage during friction stir spot welding of Al-alloys. Journal of Materials Science, Vol. 43, 2008, pp. 2–11.10.1007/s10853-007-1791-7Search in Google Scholar
[175] Ramesha, K., P. D. Sudersanan, P. K. Mahto, S. M. Ismail, A. C. Gowda, N. Santhosh, et al. Influence of heat treatment on the tensile and hardness characteristics of friction stir weld joints of dissimilar aluminium alloys. AIP Conference Proceedings, Vol. 2421, No. 1, 2022, id. 030001.10.1063/5.0076766Search in Google Scholar
[176] Ramesha, K., P. D. Sudersanan, A. C. Gowda, N. Santhosh, S. Jangam, and N. Manjunath. Friction stir welding of dissimilar aluminium alloys for vehicle structures. International Journal of Vehicle Structures and System, Vol. 14, No. 1, 2022, pp. 5–9.10.4273/ijvss.14.1.02Search in Google Scholar
[177] Ramesha, K., P. D. Sudersanan, and N. Santhosh. Sasidhar jangam. Sustainable processing of dissimilar aluminium alloy joints by friction stir welding. IOP Conf. Series: Materials Science and Engineering, IOP Publishing, vol. 2021, No. 1132, 2021, p. 012029.10.1088/1757-899X/1132/1/012029Search in Google Scholar
[178] Ramesha, K., P. D. Sudersanan, and N. Santhosh. Sasidhar jangam Design and optimization of the process parameters for friction stir welding of dissimilar aluminium alloys. Engineering and Applied Science Research, Vol. 48, No. 3, 2021, pp. 257–267, https://ph01.tci-thaijo.org/index.php/easr/article/view/241021.Search in Google Scholar
[179] Sadashiva, M., N. M. Siddeshkumar, J. Monica, M. R. Srinivasa, N. Santhosh, and S. Praveen Kumar. Hardness and impact strength characteristics of Al based hybrid composite FSW joints. International Journal of Vehicle Structures and System, Vol. 14, No. 1, 2022, pp. 13–17. Print (ISSN 0975-3060) and Online (ISSN 0975-3540).10.4273/ijvss.14.1.04Search in Google Scholar
[180] Chen, Z. W., X. T. Gao, X. J. Fan, J. Z. Cui, Y. Q. Yang, and L. Geng. Friction stir welding of lightweight alloy magnesium. Advanced Materials Research, Vol. 557–559, 2012, pp. 1051–1054.Search in Google Scholar
[181] Dursun, T. and C. Soutis. Recent developments in advanced aircraft aluminium alloys. Materials & Design, Vol. 56, 2014, pp. 862–871.10.1016/j.matdes.2013.12.002Search in Google Scholar
[182] Polmear, I. J. Light Alloys: Metallurgy of the Light Metals, 3rd ed., Edward Arnold, London, UK, 1995.Search in Google Scholar
[183] Seleman, M. M. E. S., M. M. Z. Ahmed, R. M. Ramadan, and B. A. Zaki. Effect of FSW parameters on the microstructure and mechanical properties of t-joints between dissimilar Al-alloys. International Journal of Integrated Engineering, Vol. 14, 2022, pp. 1–12.10.30880/ijie.2022.14.01.001Search in Google Scholar
[184] Polmear, I. J. Recent developments in light alloys. Mater Trans, Vol. 37, 1996, pp. 12–31.10.2320/matertrans1989.37.12Search in Google Scholar
[185] Davis, J. R. Light Metals and Alloys, Alloying: Understanding the Basics, ASM International, Novelty, OH, USA, 2001.10.31399/asm.tb.aub.9781627082976Search in Google Scholar
[186] Mouritz, A. P. Introduction to Aerospace Materials, Woodhead Publishing Limited, Sawston, UK, 2012.10.2514/4.869198Search in Google Scholar
[187] Hatch, J. E. Aluminum: Properties and Physical Metallurgy, 1st edn., ASM, Metals Park, OH, USA, 1984.Search in Google Scholar
[188] Polmear, I. Light Alloys from Traditional Alloys to Nanocrystals, 4th edn., Elsevier, London, UK, 2005.Search in Google Scholar
[189] Wanhill, R. J. H., G. H. Bray. Aerostructural design and its application to aluminum-lithium alloys: Processing, Properties, and Applications, N. E. Prasad, Gokhale, A. A., Wanhill, R. J. H., eds., Butterworth-Heinemann–Elsevier, Amsterdam, The Netherlands, 2014, pp. 27–57.10.1016/B978-0-12-401698-9.00002-1Search in Google Scholar
[190] Smye, B. Aluminum Alloys for Aerospace. Aerospace Manufacturing and Design. 2018. Available online: https://www.aerospacemanufacturinganddesign.com/article/aluminum-alloys-for-aerospace/ (accessed on 27 August 2023).Search in Google Scholar
[191] El-Aty, A. A., Y. Xu, X. Guo, S. H. Zhang, Y. Ma, and D. Chen. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. Journal of Advanced Research, Vol. 10, 2018, pp. 49–67.10.1016/j.jare.2017.12.004Search in Google Scholar PubMed PubMed Central
[192] Rioja, R. J. and J. Liu. The evolution of Al-Li base products for aerospace and space applications. Metallurgical and Materials Transactions A, Vol. 43, 2012, pp. 3325–3337.10.1007/s11661-012-1155-zSearch in Google Scholar
[193] Lequeu, P., K. P. Smith, and A. Daniélou. Aluminum-copper-lithium alloy 2050 developed for medium to thick plate. Journal of Materials Engineering and Performance, Vol. 19, 2009, pp. 841–847.10.1007/s11665-009-9554-zSearch in Google Scholar
[194] Fridlyander, I. N., L. B. Khokhlatova, N. I. Kolobnev, K. Rendiks, and G. Tempus. Thermally stable aluminum-lithium alloy 1424 for application in welded fuselage. Metal Science and Heat Treatment, Vol. 44, 2002, pp. 3–8.10.1023/A:1015359900319Search in Google Scholar
[195] Khokhlatova, L. B., N. I. Kolobnev, M. S. Oglodkov, and E. D. Mikhaylov. Aluminum-lithium alloys for aircraft building. Metallurgist, Vol. 56, 2012, pp. 336–341.10.1007/s11015-012-9580-1Search in Google Scholar
[196] Rahmatabadi, D., R. Hashemi, M. Tayyebi, and A. Bayati. Investigation of mechanical properties, formability, and anisotropy of dual phase Mg-7Li-1Zn. Materials Research Express, Vol. 6, 2019, id. 096543.10.1088/2053-1591/ab2de6Search in Google Scholar
[197] Pahlavani, M., J. Marzbanrad, D. Rahmatabadi, R. Hashemi, and A. Bayati. A comprehensive study on the effect of heat treatment on the fracture behaviors and structural properties of Mg-Li alloys using RSM. Materials Research Express, Vol. 6, 2019, id. 076554.10.1088/2053-1591/ab1369Search in Google Scholar
[198] Sidhar, H., N. Y. Martinez, R. S. Mishra, and J. Silvanus. Friction stir welding of Al–Mg-Li 1424 alloy. Materials & Design, Vol. 106, 2016, pp. 146–152.10.1016/j.matdes.2016.05.111Search in Google Scholar
[199] Mishra, A. Friction stir welding of aerospace alloys. International Journal for Research in Applied Science and Engineering Technology, Vol. 7, 2019, pp. 863–870.10.22214/ijraset.2019.3151Search in Google Scholar
[200] Xie, L., J. Z. Cui, and J. G. Cao. Friction stir welding of aluminum alloy and magnesium alloy dissimilar joints. Journal of Materials Science & Technology, Vol. 26, No. 12, 2010, pp. 1042–1048.Search in Google Scholar
[201] Cui, J. Z., L. Xie, J. G. Cao, and J. M. Tang. Friction stir welding of dissimilar magnesium and aluminum alloys. Journal of Manufacturing Processes, Vol. 32, 2018, pp. 268–277.Search in Google Scholar
[202] Ramesha, K., P. D. Sudersanan, N. Santhosh, and J. Sasidhar. Corrosion characterization of friction stir weld joints of dissimilar aluminum alloys. EAI/Springer Innovations in Communication and Computing, Springer, Germany, 2021.10.4108/eai.16-5-2020.2304097Search in Google Scholar
[203] Ramesha, K., P. D. Sudersanan, N. Santhosh, G. Ravichandran, N. Manjunath. Optimization of friction stir welding parameters using Taguchi method for aerospace applications. Advances in Structures, Systems and Materials. Lecture Notes on Multidisciplinary Industrial Engineering, M. Vinyas, Loja, A., Reddy, K., eds., Springer, Singapore, 2020.10.1007/978-981-15-3254-2_27Search in Google Scholar
[204] Kovacevic, R., J. G. Cao, Z. Chen, J. Li, and K. Duan. Friction stir welding of dissimilar magnesium and aluminum alloys: process and structural considerations. Journal of Materials Processing Technology, Vol. 212, No. 2, 2012, pp. 367–376.Search in Google Scholar
[205] Badarinarayan, S. A., R. L. Mascarenhas, K. Arivazhagan, and K. S. Sridhar. Effect of tool rotational speed on the microstructure and mechanical properties of friction stir welded Al/Mg alloy joints. Materials Science and Engineering: A, Vol. 766, 2020, id. 138493.Search in Google Scholar
[206] Patil S, Nagamadhu M, Prashanth S. H, Santosh N. A survey on friction stir welded aluminum composites and their microstructure, hardness, and tensile properties, Materials Today: Proceedings, 2023.10.1016/j.matpr.2023.07.335Search in Google Scholar
© 2024 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Review Articles
- Effect of superplasticizer in geopolymer and alkali-activated cement mortar/concrete: A review
- Experimenting the influence of corncob ash on the mechanical strength of slag-based geopolymer concrete
- Powder metallurgy processing of high entropy alloys: Bibliometric analysis and systematic review
- Exploring the potential of agricultural waste as an additive in ultra-high-performance concrete for sustainable construction: A comprehensive review
- A review on partial substitution of nanosilica in concrete
- Foam concrete for lightweight construction applications: A comprehensive review of the research development and material characteristics
- Modification of PEEK for implants: Strategies to improve mechanical, antibacterial, and osteogenic properties
- Interfacing the IoT in composite manufacturing: An overview
- Advances in processing and ablation properties of carbon fiber reinforced ultra-high temperature ceramic composites
- Advancing auxetic materials: Emerging development and innovative applications
- Revolutionizing energy harvesting: A comprehensive review of thermoelectric devices
- Exploring polyetheretherketone in dental implants and abutments: A focus on biomechanics and finite element methods
- Smart technologies and textiles and their potential use and application in the care and support of elderly individuals: A systematic review
- Reinforcement mechanisms and current research status of silicon carbide whisker-reinforced composites: A comprehensive review
- Innovative eco-friendly bio-composites: A comprehensive review of the fabrication, characterization, and applications
- Review on geopolymer concrete incorporating Alccofine-1203
- Advancements in surface treatments for aluminum alloys in sports equipment
- Ionic liquid-modified carbon-based fillers and their polymer composites – A Raman spectroscopy analysis
- Emerging boron nitride nanosheets: A review on synthesis, corrosion resistance coatings, and their impacts on the environment and health
- Mechanism, models, and influence of heterogeneous factors of the microarc oxidation process: A comprehensive review
- Synthesizing sustainable construction paradigms: A comprehensive review and bibliometric analysis of granite waste powder utilization and moisture correction in concrete
- 10.1515/rams-2025-0086
- Research Articles
- Coverage and reliability improvement of copper metallization layer in through hole at BGA area during load board manufacture
- Study on dynamic response of cushion layer-reinforced concrete slab under rockfall impact based on smoothed particle hydrodynamics and finite-element method coupling
- Study on the mechanical properties and microstructure of recycled brick aggregate concrete with waste fiber
- Multiscale characterization of the UV aging resistance and mechanism of light stabilizer-modified asphalt
- Characterization of sandwich materials – Nomex-Aramid carbon fiber performances under mechanical loadings: Nonlinear FE and convergence studies
- Effect of grain boundary segregation and oxygen vacancy annihilation on aging resistance of cobalt oxide-doped 3Y-TZP ceramics for biomedical applications
- Mechanical damage mechanism investigation on CFRP strengthened recycled red brick concrete
- Finite element analysis of deterioration of axial compression behavior of corroded steel-reinforced concrete middle-length columns
- Grinding force model for ultrasonic assisted grinding of γ-TiAl intermetallic compounds and experimental validation
- Enhancement of hardness and wear strength of pure Cu and Cu–TiO2 composites via a friction stir process while maintaining electrical resistivity
- Effect of sand–precursor ratio on mechanical properties and durability of geopolymer mortar with manufactured sand
- Research on the strength prediction for pervious concrete based on design porosity and water-to-cement ratio
- Development of a new damping ratio prediction model for recycled aggregate concrete: Incorporating modified admixtures and carbonation effects
- Exploring the viability of AI-aided genetic algorithms in estimating the crack repair rate of self-healing concrete
- Modification of methacrylate bone cement with eugenol – A new material with antibacterial properties
- Numerical investigations on constitutive model parameters of HRB400 and HTRB600 steel bars based on tensile and fatigue tests
- Research progress on Fe3+-activated near-infrared phosphor
- Discrete element simulation study on effects of grain preferred orientation on micro-cracking and macro-mechanical behavior of crystalline rocks
- Ultrasonic resonance evaluation method for deep interfacial debonding defects of multilayer adhesive bonded materials
- Effect of impurity components in titanium gypsum on the setting time and mechanical properties of gypsum-slag cementitious materials
- Bending energy absorption performance of composite fender piles with different winding angles
- Theoretical study of the effect of orientations and fibre volume on the thermal insulation capability of reinforced polymer composites
- Synthesis and characterization of a novel ternary magnetic composite for the enhanced adsorption capacity to remove organic dyes
- Couple effects of multi-impact damage and CAI capability on NCF composites
- Mechanical testing and engineering applicability analysis of SAP concrete used in buffer layer design for tunnels in active fault zones
- Investigating the rheological characteristics of alkali-activated concrete using contemporary artificial intelligence approaches
- Integrating micro- and nanowaste glass with waste foundry sand in ultra-high-performance concrete to enhance material performance and sustainability
- Effect of water immersion on shear strength of epoxy adhesive filled with graphene nanoplatelets
- Impact of carbon content on the phase structure and mechanical properties of TiBCN coatings via direct current magnetron sputtering
- Investigating the anti-aging properties of asphalt modified with polyphosphoric acid and tire pyrolysis oil
- Biomedical and therapeutic potential of marine-derived Pseudomonas sp. strain AHG22 exopolysaccharide: A novel bioactive microbial metabolite
- Effect of basalt fiber length on the behavior of natural hydraulic lime-based mortars
- Optimizing the performance of TPCB/SCA composite-modified asphalt using improved response surface methodology
- Compressive strength of waste-derived cementitious composites using machine learning
- Melting phenomenon of thermally stratified MHD Powell–Eyring nanofluid with variable porosity past a stretching Riga plate
- Development and characterization of a coaxial strain-sensing cable integrated steel strand for wide-range stress monitoring
- Compressive and tensile strength estimation of sustainable geopolymer concrete using contemporary boosting ensemble techniques
- Customized 3D printed porous titanium scaffolds with nanotubes loading antibacterial drugs for bone tissue engineering
- Facile design of PTFE-kaolin-based ternary nanocomposite as a hydrophobic and high corrosion-barrier coating
- Effects of C and heat treatment on microstructure, mechanical, and tribo-corrosion properties of VAlTiMoSi high-entropy alloy coating
- Study on the damage mechanism and evolution model of preloaded sandstone subjected to freezing–thawing action based on the NMR technology
- Promoting low carbon construction using alkali-activated materials: A modeling study for strength prediction and feature interaction
- Entropy generation analysis of MHD convection flow of hybrid nanofluid in a wavy enclosure with heat generation and thermal radiation
- Friction stir welding of dissimilar Al–Mg alloys for aerospace applications: Prospects and future potential
- Fe nanoparticle-functionalized ordered mesoporous carbon with tailored mesostructures and their applications in magnetic removal of Ag(i)
- Study on physical and mechanical properties of complex-phase conductive fiber cementitious materials
- Evaluating the strength loss and the effectiveness of glass and eggshell powder for cement mortar under acidic conditions
- Effect of fly ash on properties and hydration of calcium sulphoaluminate cement-based materials with high water content
- Analyzing the efficacy of waste marble and glass powder for the compressive strength of self-compacting concrete using machine learning strategies
- Experimental study on municipal solid waste incineration ash micro-powder as concrete admixture
- Parameter optimization for ultrasonic-assisted grinding of γ-TiAl intermetallics: A gray relational analysis approach with surface integrity evaluation
- Producing sustainable binding materials using marble waste blended with fly ash and rice husk ash for building materials
- Effect of steam curing system on compressive strength of recycled aggregate concrete
- A sawtooth constitutive model describing strain hardening and multiple cracking of ECC under uniaxial tension
- Predicting mechanical properties of sustainable green concrete using novel machine learning: Stacking and gene expression programming
- Toward sustainability: Integrating experimental study and data-driven modeling for eco-friendly paver blocks containing plastic waste
- A numerical analysis of the rotational flow of a hybrid nanofluid past a unidirectional extending surface with velocity and thermal slip conditions
- A magnetohydrodynamic flow of a water-based hybrid nanofluid past a convectively heated rotating disk surface: A passive control of nanoparticles
- Prediction of flexural strength of concrete with eggshell and glass powders: Advanced cutting-edge approach for sustainable materials
- Efficacy of sustainable cementitious materials on concrete porosity for enhancing the durability of building materials
- Phase and microstructural characterization of swat soapstone (Mg3Si4O10(OH)2)
- Effect of waste crab shell powder on matrix asphalt
- Improving effect and mechanism on service performance of asphalt binder modified by PW polymer
- Influence of pH on the synthesis of carbon spheres and the application of carbon sphere-based solid catalysts in esterification
- Experimenting the compressive performance of low-carbon alkali-activated materials using advanced modeling techniques
- Thermogravimetric (TG/DTG) characterization of cold-pressed oil blends and Saccharomyces cerevisiae-based microcapsules obtained with them
- Investigation of temperature effect on thermo-mechanical property of carbon fiber/PEEK composites
- Computational approaches for structural analysis of wood specimens
- Integrated structure–function design of 3D-printed porous polydimethylsiloxane for superhydrophobic engineering
- Exploring the impact of seashell powder and nano-silica on ultra-high-performance self-curing concrete: Insights into mechanical strength, durability, and high-temperature resilience
- Axial compression damage constitutive model and damage characteristics of fly ash/silica fume modified magnesium phosphate cement after being treated at different temperatures
- Integrating testing and modeling methods to examine the feasibility of blended waste materials for the compressive strength of rubberized mortar
- Special Issue on 3D and 4D Printing of Advanced Functional Materials - Part II
- Energy absorption of gradient triply periodic minimal surface structure manufactured by stereolithography
- Marine polymers in tissue bioprinting: Current achievements and challenges
- Quick insight into the dynamic dimensions of 4D printing in polymeric composite mechanics
- Recent advances in 4D printing of hydrogels
- Mechanically sustainable and primary recycled thermo-responsive ABS–PLA polymer composites for 4D printing applications: Fabrication and studies
- Special Issue on Materials and Technologies for Low-carbon Biomass Processing and Upgrading
- Low-carbon embodied alkali-activated materials for sustainable construction: A comparative study of single and ensemble learners
- Study on bending performance of prefabricated glulam-cross laminated timber composite floor
- Special Issue on Recent Advancement in Low-carbon Cement-based Materials - Part I
- Supplementary cementitious materials-based concrete porosity estimation using modeling approaches: A comparative study of GEP and MEP
- Modeling the strength parameters of agro waste-derived geopolymer concrete using advanced machine intelligence techniques
- Promoting the sustainable construction: A scientometric review on the utilization of waste glass in concrete
- Incorporating geranium plant waste into ultra-high performance concrete prepared with crumb rubber as fine aggregate in the presence of polypropylene fibers
- Investigation of nano-basic oxygen furnace slag and nano-banded iron formation on properties of high-performance geopolymer concrete
- Effect of incorporating ultrafine palm oil fuel ash on the resistance to corrosion of steel bars embedded in high-strength green concrete
- Influence of nanomaterials on properties and durability of ultra-high-performance geopolymer concrete
- Influence of palm oil ash and palm oil clinker on the properties of lightweight concrete
Articles in the same Issue
- Review Articles
- Effect of superplasticizer in geopolymer and alkali-activated cement mortar/concrete: A review
- Experimenting the influence of corncob ash on the mechanical strength of slag-based geopolymer concrete
- Powder metallurgy processing of high entropy alloys: Bibliometric analysis and systematic review
- Exploring the potential of agricultural waste as an additive in ultra-high-performance concrete for sustainable construction: A comprehensive review
- A review on partial substitution of nanosilica in concrete
- Foam concrete for lightweight construction applications: A comprehensive review of the research development and material characteristics
- Modification of PEEK for implants: Strategies to improve mechanical, antibacterial, and osteogenic properties
- Interfacing the IoT in composite manufacturing: An overview
- Advances in processing and ablation properties of carbon fiber reinforced ultra-high temperature ceramic composites
- Advancing auxetic materials: Emerging development and innovative applications
- Revolutionizing energy harvesting: A comprehensive review of thermoelectric devices
- Exploring polyetheretherketone in dental implants and abutments: A focus on biomechanics and finite element methods
- Smart technologies and textiles and their potential use and application in the care and support of elderly individuals: A systematic review
- Reinforcement mechanisms and current research status of silicon carbide whisker-reinforced composites: A comprehensive review
- Innovative eco-friendly bio-composites: A comprehensive review of the fabrication, characterization, and applications
- Review on geopolymer concrete incorporating Alccofine-1203
- Advancements in surface treatments for aluminum alloys in sports equipment
- Ionic liquid-modified carbon-based fillers and their polymer composites – A Raman spectroscopy analysis
- Emerging boron nitride nanosheets: A review on synthesis, corrosion resistance coatings, and their impacts on the environment and health
- Mechanism, models, and influence of heterogeneous factors of the microarc oxidation process: A comprehensive review
- Synthesizing sustainable construction paradigms: A comprehensive review and bibliometric analysis of granite waste powder utilization and moisture correction in concrete
- 10.1515/rams-2025-0086
- Research Articles
- Coverage and reliability improvement of copper metallization layer in through hole at BGA area during load board manufacture
- Study on dynamic response of cushion layer-reinforced concrete slab under rockfall impact based on smoothed particle hydrodynamics and finite-element method coupling
- Study on the mechanical properties and microstructure of recycled brick aggregate concrete with waste fiber
- Multiscale characterization of the UV aging resistance and mechanism of light stabilizer-modified asphalt
- Characterization of sandwich materials – Nomex-Aramid carbon fiber performances under mechanical loadings: Nonlinear FE and convergence studies
- Effect of grain boundary segregation and oxygen vacancy annihilation on aging resistance of cobalt oxide-doped 3Y-TZP ceramics for biomedical applications
- Mechanical damage mechanism investigation on CFRP strengthened recycled red brick concrete
- Finite element analysis of deterioration of axial compression behavior of corroded steel-reinforced concrete middle-length columns
- Grinding force model for ultrasonic assisted grinding of γ-TiAl intermetallic compounds and experimental validation
- Enhancement of hardness and wear strength of pure Cu and Cu–TiO2 composites via a friction stir process while maintaining electrical resistivity
- Effect of sand–precursor ratio on mechanical properties and durability of geopolymer mortar with manufactured sand
- Research on the strength prediction for pervious concrete based on design porosity and water-to-cement ratio
- Development of a new damping ratio prediction model for recycled aggregate concrete: Incorporating modified admixtures and carbonation effects
- Exploring the viability of AI-aided genetic algorithms in estimating the crack repair rate of self-healing concrete
- Modification of methacrylate bone cement with eugenol – A new material with antibacterial properties
- Numerical investigations on constitutive model parameters of HRB400 and HTRB600 steel bars based on tensile and fatigue tests
- Research progress on Fe3+-activated near-infrared phosphor
- Discrete element simulation study on effects of grain preferred orientation on micro-cracking and macro-mechanical behavior of crystalline rocks
- Ultrasonic resonance evaluation method for deep interfacial debonding defects of multilayer adhesive bonded materials
- Effect of impurity components in titanium gypsum on the setting time and mechanical properties of gypsum-slag cementitious materials
- Bending energy absorption performance of composite fender piles with different winding angles
- Theoretical study of the effect of orientations and fibre volume on the thermal insulation capability of reinforced polymer composites
- Synthesis and characterization of a novel ternary magnetic composite for the enhanced adsorption capacity to remove organic dyes
- Couple effects of multi-impact damage and CAI capability on NCF composites
- Mechanical testing and engineering applicability analysis of SAP concrete used in buffer layer design for tunnels in active fault zones
- Investigating the rheological characteristics of alkali-activated concrete using contemporary artificial intelligence approaches
- Integrating micro- and nanowaste glass with waste foundry sand in ultra-high-performance concrete to enhance material performance and sustainability
- Effect of water immersion on shear strength of epoxy adhesive filled with graphene nanoplatelets
- Impact of carbon content on the phase structure and mechanical properties of TiBCN coatings via direct current magnetron sputtering
- Investigating the anti-aging properties of asphalt modified with polyphosphoric acid and tire pyrolysis oil
- Biomedical and therapeutic potential of marine-derived Pseudomonas sp. strain AHG22 exopolysaccharide: A novel bioactive microbial metabolite
- Effect of basalt fiber length on the behavior of natural hydraulic lime-based mortars
- Optimizing the performance of TPCB/SCA composite-modified asphalt using improved response surface methodology
- Compressive strength of waste-derived cementitious composites using machine learning
- Melting phenomenon of thermally stratified MHD Powell–Eyring nanofluid with variable porosity past a stretching Riga plate
- Development and characterization of a coaxial strain-sensing cable integrated steel strand for wide-range stress monitoring
- Compressive and tensile strength estimation of sustainable geopolymer concrete using contemporary boosting ensemble techniques
- Customized 3D printed porous titanium scaffolds with nanotubes loading antibacterial drugs for bone tissue engineering
- Facile design of PTFE-kaolin-based ternary nanocomposite as a hydrophobic and high corrosion-barrier coating
- Effects of C and heat treatment on microstructure, mechanical, and tribo-corrosion properties of VAlTiMoSi high-entropy alloy coating
- Study on the damage mechanism and evolution model of preloaded sandstone subjected to freezing–thawing action based on the NMR technology
- Promoting low carbon construction using alkali-activated materials: A modeling study for strength prediction and feature interaction
- Entropy generation analysis of MHD convection flow of hybrid nanofluid in a wavy enclosure with heat generation and thermal radiation
- Friction stir welding of dissimilar Al–Mg alloys for aerospace applications: Prospects and future potential
- Fe nanoparticle-functionalized ordered mesoporous carbon with tailored mesostructures and their applications in magnetic removal of Ag(i)
- Study on physical and mechanical properties of complex-phase conductive fiber cementitious materials
- Evaluating the strength loss and the effectiveness of glass and eggshell powder for cement mortar under acidic conditions
- Effect of fly ash on properties and hydration of calcium sulphoaluminate cement-based materials with high water content
- Analyzing the efficacy of waste marble and glass powder for the compressive strength of self-compacting concrete using machine learning strategies
- Experimental study on municipal solid waste incineration ash micro-powder as concrete admixture
- Parameter optimization for ultrasonic-assisted grinding of γ-TiAl intermetallics: A gray relational analysis approach with surface integrity evaluation
- Producing sustainable binding materials using marble waste blended with fly ash and rice husk ash for building materials
- Effect of steam curing system on compressive strength of recycled aggregate concrete
- A sawtooth constitutive model describing strain hardening and multiple cracking of ECC under uniaxial tension
- Predicting mechanical properties of sustainable green concrete using novel machine learning: Stacking and gene expression programming
- Toward sustainability: Integrating experimental study and data-driven modeling for eco-friendly paver blocks containing plastic waste
- A numerical analysis of the rotational flow of a hybrid nanofluid past a unidirectional extending surface with velocity and thermal slip conditions
- A magnetohydrodynamic flow of a water-based hybrid nanofluid past a convectively heated rotating disk surface: A passive control of nanoparticles
- Prediction of flexural strength of concrete with eggshell and glass powders: Advanced cutting-edge approach for sustainable materials
- Efficacy of sustainable cementitious materials on concrete porosity for enhancing the durability of building materials
- Phase and microstructural characterization of swat soapstone (Mg3Si4O10(OH)2)
- Effect of waste crab shell powder on matrix asphalt
- Improving effect and mechanism on service performance of asphalt binder modified by PW polymer
- Influence of pH on the synthesis of carbon spheres and the application of carbon sphere-based solid catalysts in esterification
- Experimenting the compressive performance of low-carbon alkali-activated materials using advanced modeling techniques
- Thermogravimetric (TG/DTG) characterization of cold-pressed oil blends and Saccharomyces cerevisiae-based microcapsules obtained with them
- Investigation of temperature effect on thermo-mechanical property of carbon fiber/PEEK composites
- Computational approaches for structural analysis of wood specimens
- Integrated structure–function design of 3D-printed porous polydimethylsiloxane for superhydrophobic engineering
- Exploring the impact of seashell powder and nano-silica on ultra-high-performance self-curing concrete: Insights into mechanical strength, durability, and high-temperature resilience
- Axial compression damage constitutive model and damage characteristics of fly ash/silica fume modified magnesium phosphate cement after being treated at different temperatures
- Integrating testing and modeling methods to examine the feasibility of blended waste materials for the compressive strength of rubberized mortar
- Special Issue on 3D and 4D Printing of Advanced Functional Materials - Part II
- Energy absorption of gradient triply periodic minimal surface structure manufactured by stereolithography
- Marine polymers in tissue bioprinting: Current achievements and challenges
- Quick insight into the dynamic dimensions of 4D printing in polymeric composite mechanics
- Recent advances in 4D printing of hydrogels
- Mechanically sustainable and primary recycled thermo-responsive ABS–PLA polymer composites for 4D printing applications: Fabrication and studies
- Special Issue on Materials and Technologies for Low-carbon Biomass Processing and Upgrading
- Low-carbon embodied alkali-activated materials for sustainable construction: A comparative study of single and ensemble learners
- Study on bending performance of prefabricated glulam-cross laminated timber composite floor
- Special Issue on Recent Advancement in Low-carbon Cement-based Materials - Part I
- Supplementary cementitious materials-based concrete porosity estimation using modeling approaches: A comparative study of GEP and MEP
- Modeling the strength parameters of agro waste-derived geopolymer concrete using advanced machine intelligence techniques
- Promoting the sustainable construction: A scientometric review on the utilization of waste glass in concrete
- Incorporating geranium plant waste into ultra-high performance concrete prepared with crumb rubber as fine aggregate in the presence of polypropylene fibers
- Investigation of nano-basic oxygen furnace slag and nano-banded iron formation on properties of high-performance geopolymer concrete
- Effect of incorporating ultrafine palm oil fuel ash on the resistance to corrosion of steel bars embedded in high-strength green concrete
- Influence of nanomaterials on properties and durability of ultra-high-performance geopolymer concrete
- Influence of palm oil ash and palm oil clinker on the properties of lightweight concrete