Material-removing machining wastes as a filler of a polymer concrete (industrial chips as a filler of a polymer concrete)
-
Norbert Kępczak
 ,
Radosław Rosik
,
Radosław Rosik

Abstract
The paper presents an impact of the addition of industrial machining chips on the mechanical properties of polymer concrete. As an additional filler, six types of industrial waste machining chips were used: steel fine chips, steel medium chips, steel thick chips, aluminium fine chips, aluminium medium chips, and titanium fine chips. During the research, the influence of the addition of chips on the basic parameters of mechanical properties, i.e., tensile strength, compressive strength, splitting tensile strength, and Young’s modulus, was analyzed. On the basis of the obtained results, conclusions were drawn that the addition of chips from machining causes a decrease in the value of the mechanical properties parameters of the polymer concrete even by 30%. The mechanism of cracking of samples, which were subjected to durability tests, was also explored. In addition, it was found that some chip waste can be used as a substitute for natural fillers during preparation of a mineral cast composition without losing much of the strength parameters.
Nomenclature
-
-
diameter of the cross-section
-
-
compressive strength
-
-
splitting tensile strength
-
-
tensile strength
-
-
maximal force
-
-
length of the specimen contact line
-
-
standard deviation of the average value of Young’s modulus
-
-
standard deviation of the average value of splitting tensile strength
-
-
standard deviation of the average value of compressive strength
-
-
standard deviation of the average value of tensile strength
-
-
average value of Young’s modulus
-
-
average value of splitting tensile strength
-
-
average value of compressive strength
-
-
average value of tensile strength
1 Introduction
Over the past ten years, the development of polymer concrete research has prompted their widespread use. A PC – polymer concrete (mineral cast), is a heterogeneous material, which consists of a filler in the form of natural grains of various aggregates and a binder in the form of a polymer resin, together with a hardener [1,2,3,4,5,6]. Polymer concrete is used for the production of various products, such as prefabricated sanitary devices, corrosion-resistant constructions, acid tanks, wells, drains, highway barriers, repair materials, railway sleepers, or machine parts, i.e., guides, tables, and machine tool beds [7,8,9,10]. Polymer concrete has very good dynamic properties; however, mechanical properties are characterized by low values of parameters. Table 1 presents a comparison of the mechanical and dynamic properties of traditional structural materials, such as steel and cast iron, with a polymer concrete [3,6,11,12].
Comparison of mechanical and dynamic properties of steel, cast iron, and polymer concrete
| Parameters | Unit | Steel | Cast iron | Polymer concrete |
|---|---|---|---|---|
| Compressive strength | MPa | 250 ÷ 1,200 | 350 ÷ 650 | ∼100 |
| Tensile strength | MPa | 300 ÷ 800 | 200 ÷ 1,200 | ∼10 |
| Flexural strength | MPa | 400 ÷ 1,600 | 150 ÷ 400 | 25 ÷ 40 |
| Young’s modulus | GPa | 210 | 80 ÷ 140 | 15 ÷ 40 |
| Density | kg/m3 | 7,850 | 7,150 ÷ 7,250 | 2,100 ÷ 2,400 |
| Logarithmic decrement of damping | — | 0.002 | 0.003 | 0.02 ÷ 0.03 |
Already in the 1990s, the influence of the number of ingredients on the mechanical properties of mineral casts was studied. Kim et al. conducted studies on the influence of the amount of filler and binder on the mechanical and thermal properties of a mineral cast. In their research, they used stones of various sizes, sand, and resin [13]. Lokuge and Aravinthan investigated the effect of fly ash (FA) and various types of resins included in the mineral cast on its mechanical properties. Three types of resin were used for the tests: polyester, vinyl, and epoxy. From the conducted research, it was possible to deduce that the compressive strength value for all three types of resin was from 90 to 100 MPa. The value of tensile strength was reached at the level of 15 MPa for a mineral cast, which was made using a vinyl resin [14]. Also, Golewski has investigated the effect of FA on mechanical properties, interfacial microcracks, and reducing the energy used in cement production [15,16,17]. Based on obtained test results [15], it was found that using the 20% FA additive causes favorable changes in the microstructure of mature concrete. In this composite, the average value of width of the microcracks was lower by more than 40% compared to the result obtained for the reference concrete. In contrast, concrete containing 30% FA additive had greater microcracks in the interfacial transition zone area by over 60% compared to the material without additive. In all analyzed composites, an increase in the width of the microcracks value by almost 70% to over 110% in the case of occurrence of dynamic loads was also observed [15]. Based on the obtained test results [16], it was found that concretes made on quaternary binders containing nanoadditives have very favorable mechanical parameters. The quaternary concrete containing 80% OPC, 5% FA, 10% SF, and 5% nS has shown the best results in terms of good compressive strength and splitting tensile strength, whereas the worst mechanical parameters were characterized by concrete with more content of FA additive in the concrete mix, i.e., 15%. Moreover, the results of compressive strength and splitting tensile strength are qualitatively convergent. Furthermore, reducing the amount of OPC in the composition of the concrete mix in quaternary concretes causes environmental benefits associated with the reduction of raw materials that are required for burning clinker, electricity, and heat energy in the production of cement [16]. The use of some mineral additives as substitutes for the cement, e.g., the siliceous FAs, has a positive effect on reducing the energy used in cement production. On the other hand, such activities may have negative effects due to the lowering of strength parameters of composites in early stages of curing [17].
Recent trends in mineral cast research show attempts to dope the composition with other construction materials in order to improve their mechanical properties. Saribiyik, Piskin, and Saribiyik studied the effect of adding 10, 20, 30, 40, and 47% of glass powder on the flexural strength and compressive strength of a mineral cast. The largest increase in strength parameters was obtained for a sample with a 30% addition of glass powder [18]. Bulut and Sahin investigated the impact of plastic electronic waste on the mechanical properties of polymer concrete. The tests were carried out on samples containing 5, 15, and 25% of waste. The highest values of compressive strength, flexural strength, and splitting tensile strength were obtained for samples with 5% plastic waste (PET) [19]. Kaya and Kar investigated the mechanical properties of polymer concrete containing an addition of waste expanded polystyrene. Samples were made with 20, 40, 60, and 80% admixture of foamed polystyrene. The tests showed that the best mechanical properties in terms of compressive strength, as well as tensile strength, were obtained for samples containing 20% addition of foamed polystyrene [20]. Barbuta and Harja investigated the influence of the addition of cellulose fibres on the mechanical properties of the mineral cast. Both in the case of compressive strength and splitting tensile strength, lower values of strength parameters were obtained than in the case of a pure mineral cast [21]. Byung-Wan, Seung-Kook, and Jong-Chil attempted to create material from PET and recycled concrete. Compositions containing up to 100% of waste components were created. It turned out that in the case of the complete replacement of natural components with waste or recycled materials, the values of the mechanical properties parameters dropped compared to mineral composition. The value of compressive strength decreased by 40%. The value of splitting tensile strength decreased by 12%, and the value of flexural strength decreased by 21% [22].
Currently, industrial waste in the form of machining chips is recycled by remelting it in the ironworks. The authors have decided to use these chips to produce the composition of polymer concrete and take an attempt to improve the mechanical properties of such composition that will discover a new field in manufacturing of polymer concretes.
2 Materials and methods
Experimental research was divided into two parts. In the first part, tensile strength tests were carried out, and Young’s modulus was determined. For this purpose, a number of specimens with length l = 200 mm, grip section with diameter d = Ø32 mm, as well as gauge section diameter d = Ø28 mm with gauge length l 0 = 100 mm were made. In the second part of the experiment, a series of cylindrical samples with dimensions: diameter d = Ø40 mm and height h = 60 mm, was prepared for compressive strength, as well as for splitting tensile strength tests. As an additional filler, six types of industrial waste machining chips were used: steel fine chips (SFC), steel medium chips (SMC), steel thick chips (STC), aluminium fine chips (AFC), aluminium medium chips (AMC), and titanium fine chips. This filler is an extremely cheap ingredient as it can be purchased at the scrap price. Moreover, this filler is readily available. In every city, there are production plants whose by-products (waste) are chips from machining. Figure 1 shows a view of the chips used for testing.
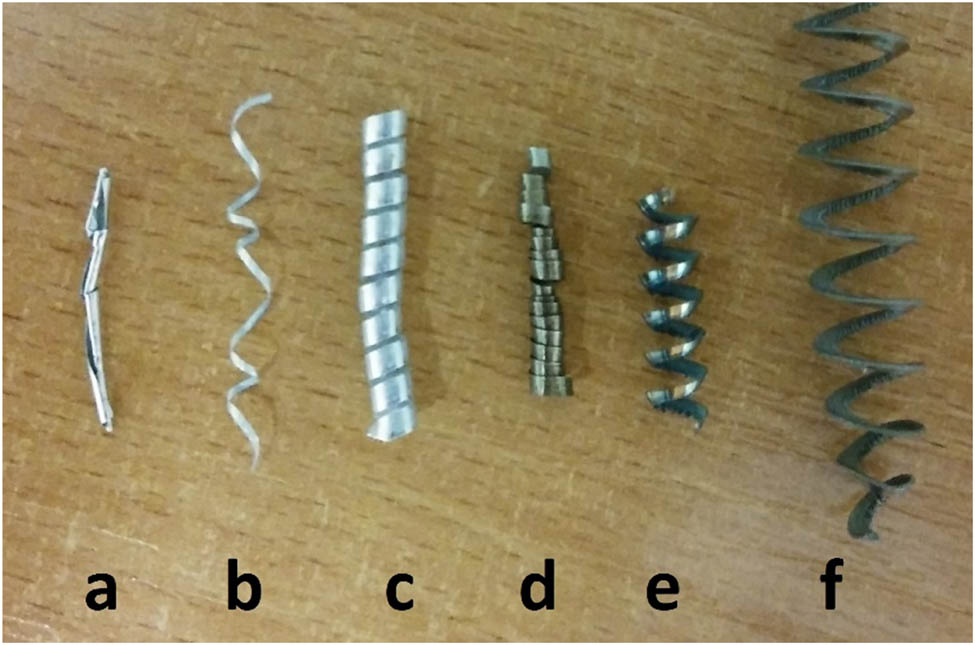
A view of the chips used during the research (a) titanium fine chip (TFC), (b) aluminium fine chip (AFC), (c) aluminium medium chip (AMC), (d) steel fine chip (SFC), (e) steel medium chip (SMC), (f) steel thick chip (STC).
In Table 2, the percentage mass compositions of individual samples are given. The mass proportions were selected in such a way that the whole composition can be mixed and that no significant pore size can occur during specimen formation. Higher percentages of chip filler resulted in difficulties in correct specimen preparation.
List of percentages of individual specimens
| Without chips [WC] (%) | Titanium fine chips [TFC] (%) | Aluminium fine chips [AFC] (%) | Aluminium medium chips [AMC] (%) | Steel fine chips [SFC] (%) | Steel medium chips [SMC] (%) | Steel thick chips [STC] (%) | |
|---|---|---|---|---|---|---|---|
| Hardener | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 |
| Epoxy resin | 8.2 | 8.2 | 8.2 | 8.2 | 8.2 | 8.2 | 8.2 |
| Mineral filler | 89.6 | 87.8 | 86.9 | 86.9 | 85.1 | 85.1 | 85.1 |
| Chip filler | 0 | 1.8 | 2.7 | 2.7 | 4.5 | 4.5 | 4.5 |
The basic material for the samples was Epument 140/5 A1 – a polymer concrete material produced by RAMPF. The manufacturer supplies all the components for a self-making mineral cast. The kit includes three components: epoxy resin, hardener, and a mixture of aggregates. The manufacturer also encloses instructions for preparing the composition and the dedicated mixture ratio: 2.2 (epoxy resin):0.6 (hardener):27.2 (aggregates), respectively [23]. Sample preparation started with mixing the right amount of epoxy resin and hardener. After that the chip filler was added and mixed precisely. The mineral filler was then added and thoroughly mixed again to distribute the ingredients evenly throughout the mixture. The specimens flooded in the mold solidified for 24 h, allowing 80–90% of the target hardness to be obtained. After this, they were removed from the mold and aged for another 14 days to achieve full hardness. The research was carried out for five samples of each composition for each mechanical properties parameter.
Figure 2 presents the views of specimens mounted in the measuring apparatus during the tensile, compressive, as well as splitting tensile tests according to Polish Norms PN-EN 12390-3 and PN-EN 12390-6.

Views of specimens mounted in measuring apparatus (a) for tensile strength, (b) for compressive strength, (c) for splitting tensile strength.
The research was carried out on the INSTRON 4485 testing machine located at the Department of Strength of Materials of the Faculty of Mechanical Engineering of the Lodz University of Technology. The tensile tests were conducted with the speed of 2 mm/min using an extensometer in order to determine the Young modulus of the investigated material. In other tests (compressive and splitting), loading speed was also set to 2 mm/min and used load cell had the range of 300 kN. In the case of compressive strength, bottom support was in the form of the spherical bowl to align the specimen to the load. In the case of splitting tensile strength, specimens were placed on flat surfaces.
During each of the tests, a record of the increase of the force value as a function of specimen extension (for tensile) or traverse movement (for compression and splitting) was made, on the basis of which it was possible to analyze the influence of the addition of machining chips on the mechanical properties of the mineral cast. Each of the tests was repeated five times. In addition, destructed samples were analyzed under a microscope to determine the cracking mechanism for both compressive strength and splitting tensile strength. After the research, conclusions on the use of industrial waste in the form of machining chips were formulated in regard to the mechanical properties of the mineral cast.
3 Results and discussion
In the first part of the research, tensile tests were carried out in order to determine Young’s modulus and tensile strength. The results are presented in Table 3 and Figures 3–5. Due to the high heterogeneity of the material, the obtained results are characterized by a large dispersion.
Results for tensile strength and Young’s modulus
|
|
|
|
|
|
|---|---|---|---|---|
| WC | 17.93 | 2.57 | 33.95 | 8.47 |
| TFC | 15.81 | 1.95 | 25.40 | 5.33 |
| AFC | 17.92 | 1.96 | 35.94 | 16.31 |
| AMC | 18.66 | 2.69 | 31.92 | 4.97 |
| SFC | 17.88 | 1.71 | 26.73 | 6.78 |
| SMC | 17.85 | 0.77 | 24.81 | 4.56 |
| STC | 18.59 | 0.91 | 43.70 | 22.03 |
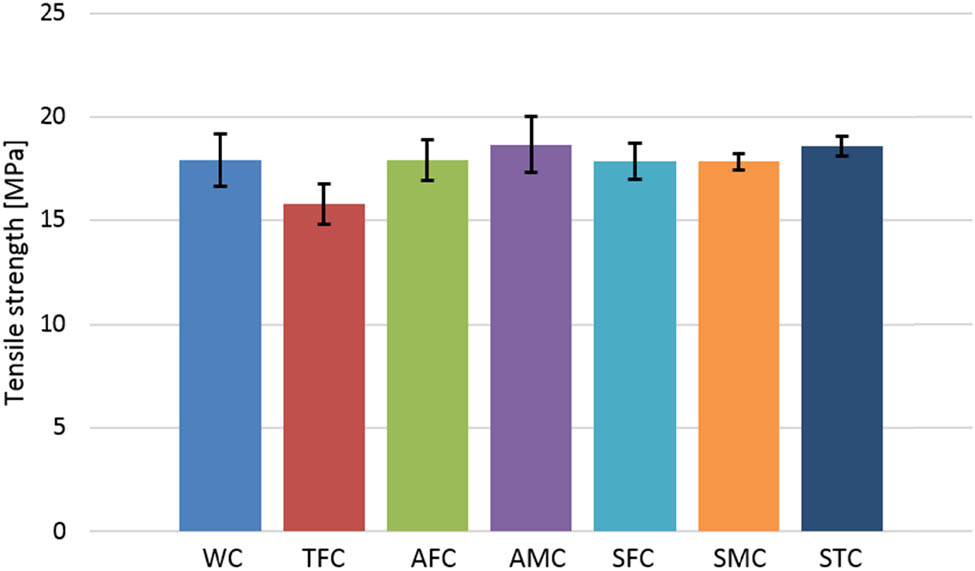
Results for tensile test.
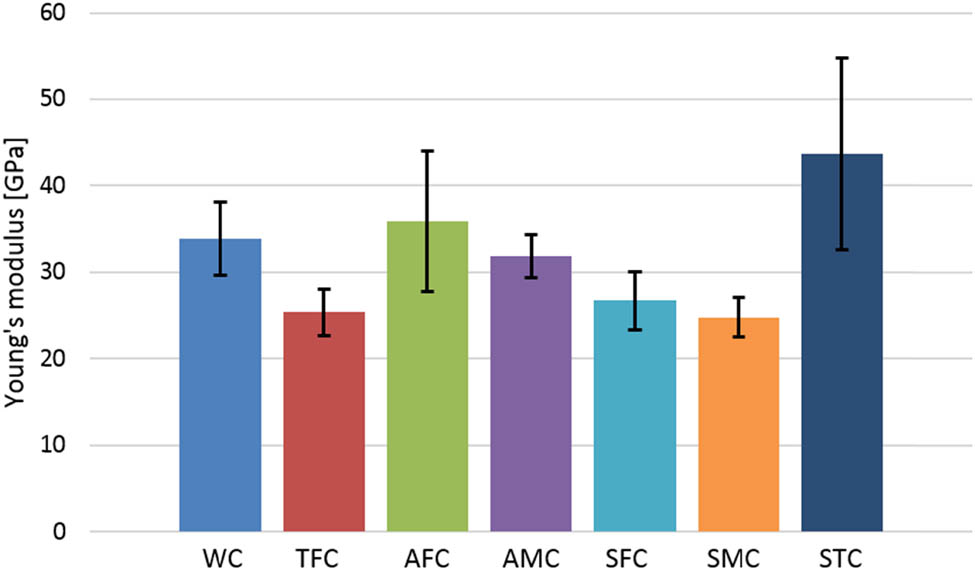
Results for Young’s modulus.
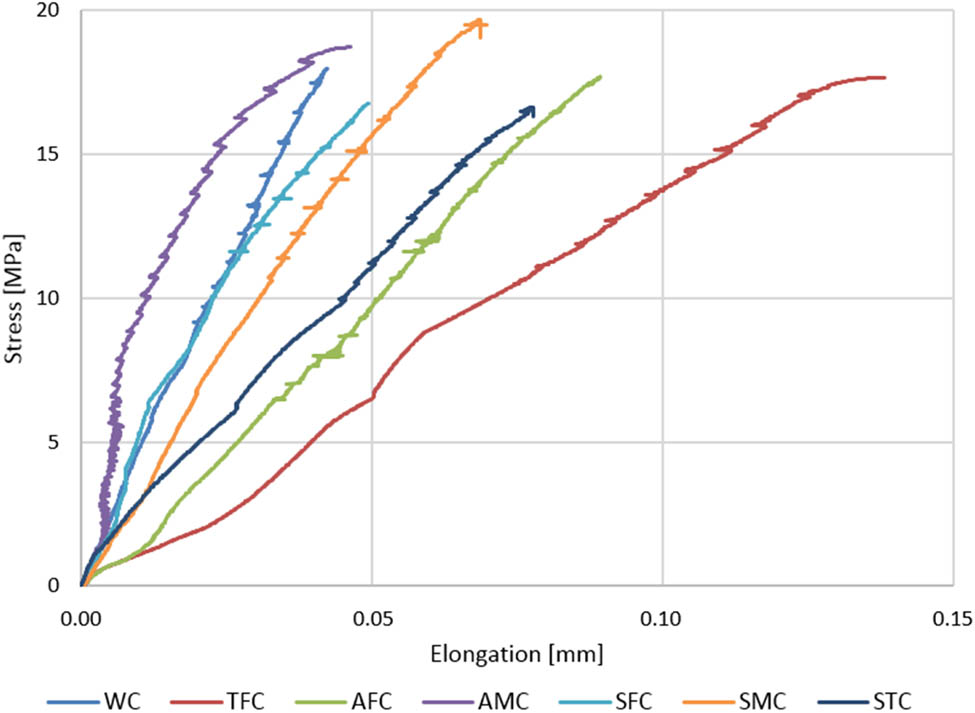
Example courses of tensile tests.
Comparing the average values of tensile strength, it can be observed that the addition of titanium fine chips (TFC) decreased its value by approximately 12%. In other cases, the additives did not affect the change in tensile strength (differences below 5%).
Comparing the average values of Young’s modulus, it can be noticed that the addition of SFC, SMC, and TFC decreased Young’s modulus by about 20–25%, while the STC increased its value relative to the composite without the addition of chips (WC) by 28%. The addition of aluminium chips did not affect significantly Young’s modulus (about 6% differences).
Figure 5 shows example courses for each of the samples during tensile tests.
In the second part of the research, compression tests were carried out to determine the value of compressive strength and splitting tensile strength. In order to determine the value of compressive strength, formula (1) was used according to Polish Norm PN-EN 1992-1-1.
where:
f c – compressive strength [MPa]
F – maximal force [N]
d – diameter of the cross-section [mm].
In order to determine the splitting tensile strength values, formula (2) was used, according to Polish Norm PN-EN 12390-6.
where:
f ct – splitting tensile strength [MPa]
F – maximal force [N]
L – length of the specimen contact line [mm]
d – diameter of the cross-section [mm].
The results are presented in Table 4 and in Figures 6–9.
Results for compressive strength and splitting tensile strength
|
|
|
|
|
|
|---|---|---|---|---|
| WC | 119.00 | 2.17 | 17.10 | 1.59 |
| TFC | 109.76 | 1.74 | 12.75 | 0.64 |
| AFC | 117.35 | 0.78 | 12.65 | 0.08 |
| AMC | 110.87 | 2.45 | 15.05 | 1.91 |
| SFC | 108.10 | 4.95 | 11.08 | 2.12 |
| SMC | 106.10 | 3.45 | 14.45 | 3.32 |
| STC | 112.50 | 3.66 | 11.85 | 0.49 |
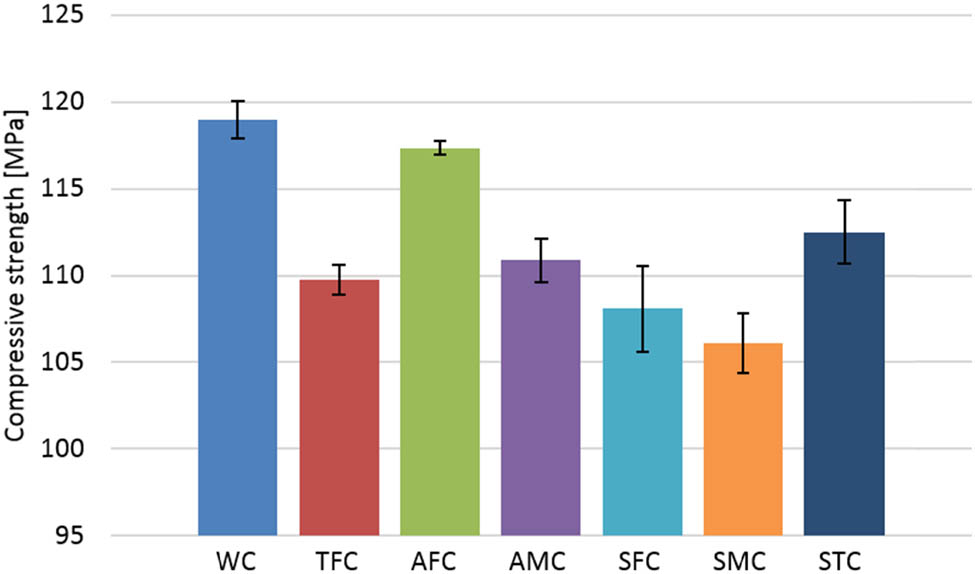
Results for compressive strength.
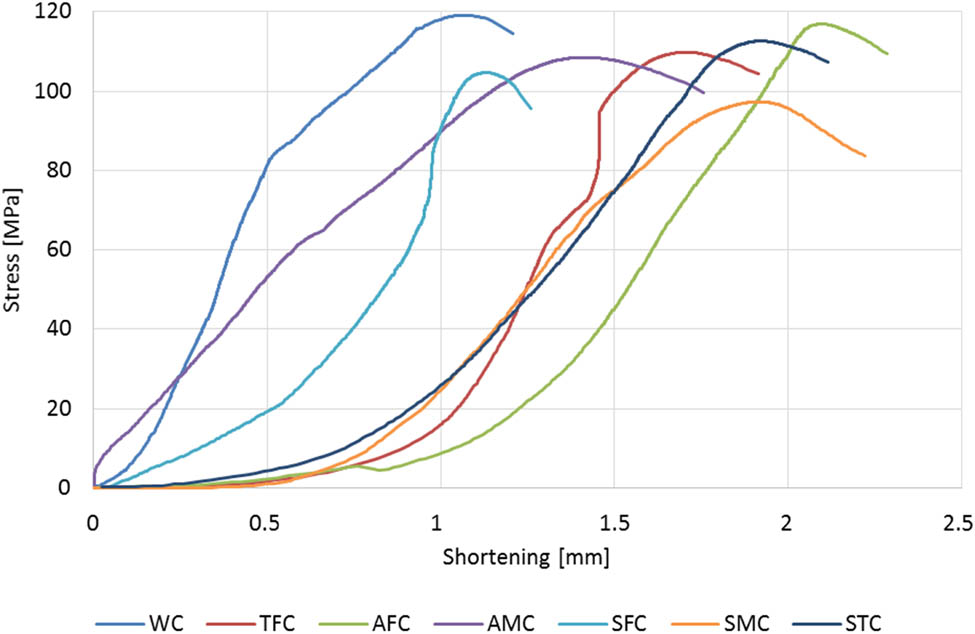
Example courses of compressive strength tests.
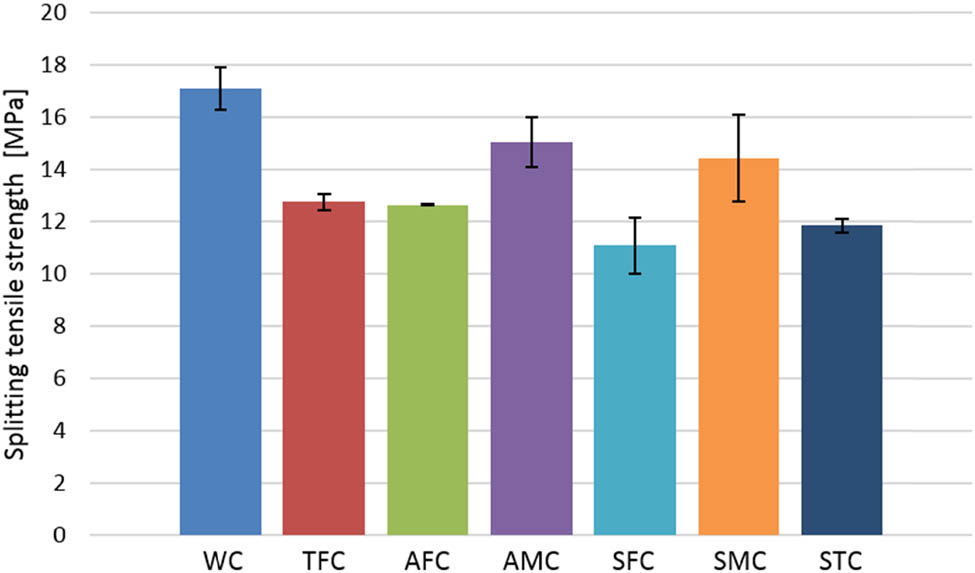
Results for splitting tensile strength.
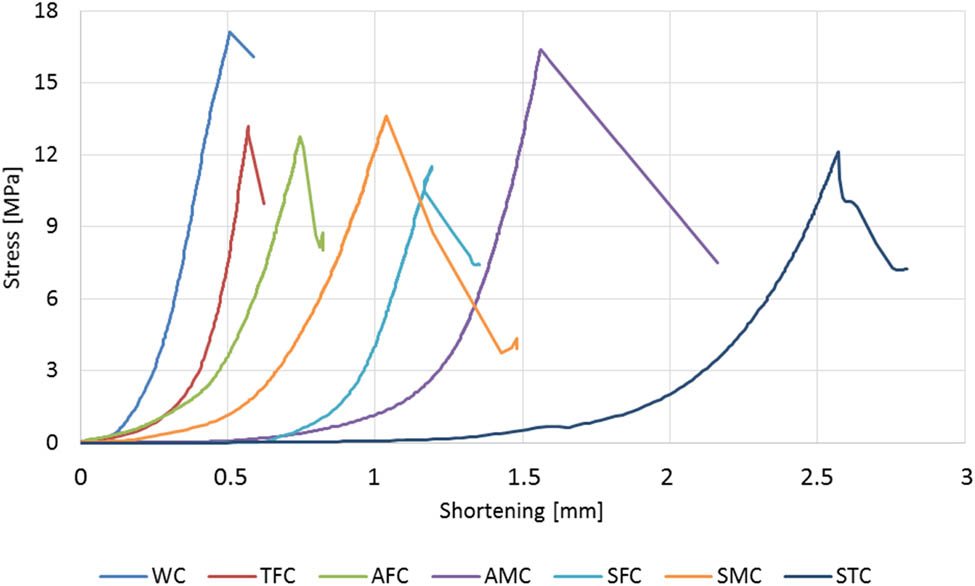
Example courses for splitting tensile strength.
The compressive strength of the tested material was determined on the basis of compression tests. All samples with the addition of chips showed a lower compressive strength compared to the material without chips (WC). These differences did not exceed 15%. The smallest difference was observed in samples with the addition of AFC – a difference of about 1.5%. The largest difference occurred in samples with the addition of SMC – less than 11%. Figure 7 presents example courses for each of the samples during the compressive tests.
Analyzing the examples of compressive strength test courses, it can also be noticed that the addition of most types of chips caused the samples tested to become more flexible. They had greater shortening value than samples prepared WC. In the case of AFC, sample shortening increased by more than 100% compared to a sample without chips (WC).
The splitting tensile strength was also determined based on compression tests. All samples with the addition of chips showed a lower value of splitting tensile strength compared to the WC. The smallest differences were observed for samples with the addition of AMC – a difference of about 12%, and SMC – 13%. The largest difference occurred for the samples with the addition of STC – 31%, as well as SFC – over 35% difference. During the comparison of tensile strength values obtained in conventional tensile tests (Figure 3) with the values obtained during splitting tensile strength tests, significant differences can be observed. The smallest discrepancy of results was obtained for specimens WC. The difference was about 4.5%. The largest discrepancy of results was obtained for specimens with the addition of STC, where the difference was over 36%. These discrepancies may result from the directional locating of the chips in the sample. For conventional and splitting tensile strength, STC in specimens were placed parallel to the sample height (in the axial direction). During the tests for splitting tensile strength, the specimens were loaded in the transverse direction (radially) in the apparatus, which significantly affected the obtained results. Figure 9 presents specimen courses during the splitting tensile test.
Analyzing the examples of splitting tensile test courses, it can also be noticed that the addition of AMC, as well as STC, caused the samples tested to become more flexible. They had greater shortening value than samples prepared WC.
In addition, the analysis of the cracking mechanism of samples with the addition of a chip filler was carried out. The breakthroughs of samples destroyed during the tests are presented in Figure 10.

Example of fracture of the specimen after the test.
During observation of the damaged specimens, it can be noticed that the smooth surface of the chip favors the propagation of cracks, which arise inside the sample and lead to its destruction. Figure 10 shows how the chip is separated from the surrounding binder with the mineral filler during compression tests. On this basis, a mechanism for cracking a specimen made of a mineral cast, in which part of the filler has been replaced by chip waste from machining, reads as follows. The initiation of the cracks occurs inside the mineral aggregate grains, and they are then transferred through the binder to the chip surface. When the cracks reach the chip surface, the chip additive starts to separate from the surrounding binder and the sample is destroyed.
Moreover, the crack widths in the ITZ between chips and ceramic matrix were measured. The same crack mechanism (material separation along the chip) was observed for all compositions with the addition of chips. However, depending on the type of chip, the crack widths were different. For samples with TC, the crack width ranged from 0.215 to 0.609 mm. For AFC samples, the smallest crack width was observed, ranging from 0.069 to 0.183 mm. The highest crack width was observed for the AMC samples, ranging from 0.321 to 1.145 mm. For SFC samples, the crack width was from 0.123 to 0.302 mm. For SMC samples, the crack width ranged from 0.261 to 0.544 mm. However, for the STC samples, the crack width was from 0.289 to 0.751 mm. The lowest crack width in the ITZ for the AFC sample is confirmed by the compressive strength value tests for which the AFC sample obtained the highest values from all doped samples.
4 Summary
The article presents the results of research on the influence of the addition of chips from machining on the mechanical properties of polymer concrete. As an additional filler, six types of industrial waste machining chips were used: SFC, SMC, STC, AFC, AMC, and TFC. During the research, the influence of the addition of chips on the basic parameters of mechanical properties, i.e., tensile strength, compressive strength, splitting tensile strength, and Young’s modulus, was analyzed. The following conclusions were reached:
The addition of the chip filler did not significantly affect the tensile strength of the polymer concrete. For TFC, this value decreased by about 12%, while for the AMC and STC it increased by 4 and 3.5%, respectively.
In the case of Young’s modulus, an increase in the parameter value for samples with the addition of aluminum fine chips (AFC) and STC was observed by 6 and 29%, respectively, while for the remaining samples a decrease in the parameter value by up to 25% was noticed.
During the compressive strength tests, a decrease of the parameter value was observed for all tested samples. The smallest difference was recorded for samples with the AFC, which amounted to less than 1.5%. For samples with the addition of SMC, however, the largest drop in the value of the parameter was observed, reaching 11%.
In the case of splitting tensile strength tests, all samples were characterized by a decrease in the parameter value. The smallest value of decrease was obtained for samples with the addition of AMC – 12%. The highest drop in value was obtained for SFC – over 35%.
Application of machining chips is possible in composition of polymer concrete. This filler is an extremely cheap ingredient as it can be purchased at the scrap price. Moreover, this filler is readily available. In every city there are production plants whose by-products (waste) are chips from machining. However, the general conclusion from the conducted research is that it is possible to use substitutes of mineral filler, in the form of industrial waste chips from machining, but this may cause a decrease in the strength parameters of the mechanical properties of the polymer concrete.
In addition, a mechanism for cracking a sample made of a mineral cast, in which part of the filler is replaced with chip waste from machining, was formulated. The initiation of the cracks occurs inside the mineral aggregate grains, and they are then transferred through the binder to the chip surface. When the cracks reach the chip surface, the chip additive starts to separate from the surrounding binder and the sample is destroyed.
-
Conflict of interest: Authors state no conflict of interest.
References
[1] Ferdous W, Manalo A, Wong H, Abousnina R, AlAjarmeh O, Zhuge Y, et al. Optimal design for epoxy polymer concrete based on mechanical properties and durability aspects. Constr Build Mater. 2020;232:117229.10.1016/j.conbuildmat.2019.117229Search in Google Scholar
[2] Hameed A, Hamza M. Characteristics of polymer concrete produced from wasted construction materials. Energy Proc. 2019;157:43–50.10.1016/j.egypro.2018.11.162Search in Google Scholar
[3] Erbe T, Król J, Theska R. Mineral casting as material for machine base-frames of precision machines. Twenty-third Annual Meeting of the American Society for Precision Engineering and Twelfth ICPE, October 2008. Portland, OregonSearch in Google Scholar
[4] Gurgen S, Sofuoglu MA. Vibration attenuation of sandwich structures filled with shear thickening fluids. Compos Part B. 2020;186:107831.10.1016/j.compositesb.2020.107831Search in Google Scholar
[5] Gurgen S, Sofuoglu MA. Smart polymer integrated cork composites for enhanced vibration damping properties. Compos Struct. 2020;258:113200.10.1016/j.compstruct.2020.113200Search in Google Scholar
[6] Vrtanoski G, Dukovski V. Design of polimer concrete main spindle housing for CNC lathe. 13th International Scientific Conference on Achievements in Mechanical and Materials Engineering, Gliwice-Wisła; 2005. p. 695–8.Search in Google Scholar
[7] Niaki MR, Fereidon A, Ahangari MG. Mechanical properties of epoxy/basalt polimer concrete: experimental and analytical study. Struct Concr. 2017;19(5):1–8.10.1002/suco.201700003Search in Google Scholar
[8] Ferdous W, Manalo A, Aravinthan T, Van Erp G. Properties of epoxy polymer concrete matrix: Effect of resin-to-filler ratio and determination of optimal mix for composite railway sleepers. Constr Build Mater. 2016;124:287–300.10.1016/j.conbuildmat.2016.07.111Search in Google Scholar
[9] Rahman M, Mansur MA, Lee LK, Lum JK. Development of a polymer impregnated concrete damping carriage for linear quideways for machine tools. Int J Mach Tools Manuf. 2001;41:431–41.10.1016/S0890-6955(00)00072-9Search in Google Scholar
[10] Sung-Kyum Ch, Hyun-Jun K, Seung-Hwan Ch. The application of polymer composites to the table-top machine tool components for higher stiffness and reduce weight. Compos Struct. 2011;93:492–501.10.1016/j.compstruct.2010.08.030Search in Google Scholar
[11] Honczarenko J. Obrabiarki sterowane numerycznie. Warszawa: Wydawnictwa Naukowo – Techniczne; 2008.Search in Google Scholar
[12] Kosmol J. Projektowanie hybrydowych korpusów obrabiarek. Mechanik 2016. 2016;8(9):904–13.10.17814/mechanik.2016.8-9.328Search in Google Scholar
[13] Kim HS, Park KY, Lee DG. A study on the epoxy resin concrete for ultra-precision machine tool bed. J Mater Process Technol. 1995;48:649–55.10.1016/0924-0136(94)01705-6Search in Google Scholar
[14] Lokuge W, Aravinthan T. Effect of fly ash on the behaviour of polimer concrete with different types of resin. Mater Des. 2013;51:175–81.10.1016/j.matdes.2013.03.078Search in Google Scholar
[15] Golewski GL. The beneficial effect of the addition of fly ash on reduction of the size of microcracks in the ITZ of concrete composites under dynamic loading. Energies. 2021;14:668.10.3390/en14030668Search in Google Scholar
[16] Golewski GL. Energy savings associated with the use of fly ash and nanoadditives in the cement composition. Energies. 2020;13:2184.10.3390/en13092184Search in Google Scholar
[17] Golewski GL. Improvement of strength parameters of cement matrix with the addition of siliceous fly ash by using nanometric C–S–H seeds. Energies. 2020;13:6734.10.3390/en13246734Search in Google Scholar
[18] Saribiyik M, Piskin A, Saribiyik A. The effect of waste glass powder usage on polimer concreto properties. Constr Build Mater. 2013;47:840–4.10.1016/j.conbuildmat.2013.05.023Search in Google Scholar
[19] Bulut HA, Sahin R. A study on mechanical properties of polymer concrete containing electronic plastic waste. Composite Struct. 2017;178:50–62.10.1016/j.compstruct.2017.06.058Search in Google Scholar
[20] Kaya A, Kar F. Properties of concrete containing waste expanded polystyrene and natural resin. Constr Build Mater. 2016;105:572–8.10.1016/j.conbuildmat.2015.12.177Search in Google Scholar
[21] Barbuta M, Harja M. Properties of fiber reinforced polymer concrete. Buletinul Institutului Politehnic Din Iasi. t LIV (LVIII), f. 2008;3:13–21.Search in Google Scholar
[22] Byung-Wan J, Seung-Kook P, Jong-Chil P. Mechanical properties of polymer concrete made with recycled PET and recycled concrete aggregates. Constr Build Mater. 2008;22:2281–91.10.1016/j.conbuildmat.2007.10.009Search in Google Scholar
[23] https://www.rampf-group.com/fileadmin/rampf-gruppe.de/media/machine_systems/downloads/Mineral-casting-EPUMENT-EN.pdf Access: 26.03.2020Search in Google Scholar
© 2021 Norbert Kępczak et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Effects of Material Constructions on Supersonic Flutter Characteristics for Composite Rectangular Plates Reinforced with Carbon Nano-structures
- Processing of Hollow Glass Microspheres (HGM) filled Epoxy Syntactic Foam Composites with improved Structural Characteristics
- Investigation on the anti-penetration performance of the steel/nylon sandwich plate
- Flexural bearing capacity and failure mechanism of CFRP-aluminum laminate beam with double-channel cross-section
- In-Plane Permeability Measurement of Biaxial Woven Fabrics by 2D-Radial Flow Method
- Regular Articles
- Real time defect detection during composite layup via Tactile Shape Sensing
- Mechanical and durability properties of GFRP bars exposed to aggressive solution environments
- Cushioning energy absorption of paper corrugation tubes with regular polygonal cross-section under axial static compression
- An investigation on the degradation behaviors of Mg wires/PLA composite for bone fixation implants: influence of wire content and load mode
- Compressive bearing capacity and failure mechanism of CFRP–aluminum laminate column with single-channel cross section
- Self-Fibers Compacting Concrete Properties Reinforced with Propylene Fibers
- Study on the fabrication of in-situ TiB2/Al composite by electroslag melting
- Characterization and Comparison Research on Composite of Alluvial Clayey Soil Modified with Fine Aggregates of Construction Waste and Fly Ash
- Axial and lateral stiffness of spherical self-balancing fiber reinforced rubber pipes under internal pressure
- Influence of technical parameters on the structure of annular axis braided preforms
- Nano titanium oxide for modifying water physical property and acid-resistance of alluvial soil in Yangtze River estuary
- Modified Halpin–Tsai equation for predicting interfacial effect in water diffusion process
- Experimental research on effect of opening configuration and reinforcement method on buckling and strength analyses of spar web made of composite material
- Photoluminescence characteristics and energy transfer phenomena in Ce3+-doped YVO4 single crystal
- Influence of fiber type on mechanical properties of lightweight cement-based composites
- Mechanical and fracture properties of steel fiber-reinforced geopolymer concrete
- Handcrafted digital light processing apparatus for additively manufacturing oral-prosthesis targeted nano-ceramic resin composites
- 3D printing path planning algorithm for thin walled and complex devices
- Material-removing machining wastes as a filler of a polymer concrete (industrial chips as a filler of a polymer concrete)
- The electrochemical performance and modification mechanism of the corrosion inhibitor on concrete
- Evaluation of the applicability of different viscoelasticity constitutive models in bamboo scrimber short-term tensile creep property research
- Experimental and microstructure analysis of the penetration resistance of composite structures
- Ultrasensitive analysis of SW-BNNT with an extra attached mass
- Active vibration suppression of wind turbine blades integrated with piezoelectric sensors
- Delamination properties and in situ damage monitoring of z-pinned carbon fiber/epoxy composites
- Analysis of the influence of asymmetric geological conditions on stability of high arch dam
- Measurement and simulation validation of numerical model parameters of fresh concrete
- Tuning the through-thickness orientation of 1D nanocarbons to enhance the electrical conductivity and ILSS of hierarchical CFRP composites
- Performance improvements of a short glass fiber-reinforced PA66 composite
- Investigation on the acoustic properties of structural gradient 316L stainless steel hollow spheres composites
- Experimental studies on the dynamic viscoelastic properties of basalt fiber-reinforced asphalt mixtures
- Hot deformation behavior of nano-Al2O3-dispersion-strengthened Cu20W composite
- Synthesize and characterization of conductive nano silver/graphene oxide composites
- Analysis and optimization of mechanical properties of recycled concrete based on aggregate characteristics
- Synthesis and characterization of polyurethane–polysiloxane block copolymers modified by α,ω-hydroxyalkyl polysiloxanes with methacrylate side chain
- Buckling analysis of thin-walled metal liner of cylindrical composite overwrapped pressure vessels with depressions after autofrettage processing
- Use of polypropylene fibres to increase the resistance of reinforcement to chloride corrosion in concretes
- Oblique penetration mechanism of hybrid composite laminates
- Comparative study between dry and wet properties of thermoplastic PA6/PP novel matrix-based carbon fibre composites
- Experimental study on the low-velocity impact failure mechanism of foam core sandwich panels with shape memory alloy hybrid face-sheets
- Preparation, optical properties, and thermal stability of polyvinyl butyral composite films containing core (lanthanum hexaboride)–shell (titanium dioxide)-structured nanoparticles
- Research on the size effect of roughness on rock uniaxial compressive strength and characteristic strength
- Research on the mechanical model of cord-reinforced air spring with winding formation
- Experimental study on the influence of mixing time on concrete performance under different mixing modes
- A continuum damage model for fatigue life prediction of 2.5D woven composites
- Investigation of the influence of recyclate content on Poisson number of composites
- A hard-core soft-shell model for vibration condition of fresh concrete based on low water-cement ratio concrete
- Retraction
- Thermal and mechanical characteristics of cement nanocomposites
- Influence of class F fly ash and silica nano-micro powder on water permeability and thermal properties of high performance cementitious composites
- Effects of fly ash and cement content on rheological, mechanical, and transport properties of high-performance self-compacting concrete
- Erratum
- Inverse analysis of concrete meso-constitutive model parameters considering aggregate size effect
- Special Issue: MDA 2020
- Comparison of the shear behavior in graphite-epoxy composites evaluated by means of biaxial test and off-axis tension test
- Photosynthetic textile biocomposites: Using laboratory testing and digital fabrication to develop flexible living building materials
- Study of gypsum composites with fine solid aggregates at elevated temperatures
- Optimization for drilling process of metal-composite aeronautical structures
- Engineering of composite materials made of epoxy resins modified with recycled fine aggregate
- Evaluation of carbon fiber reinforced polymer – CFRP – machining by applying industrial robots
- Experimental and analytical study of bio-based epoxy composite materials for strengthening reinforced concrete structures
- Environmental effects on mode II fracture toughness of unidirectional E-glass/vinyl ester laminated composites
- Special Issue: NCM4EA
- Effect and mechanism of different excitation modes on the activities of the recycled brick micropowder
Articles in the same Issue
- Effects of Material Constructions on Supersonic Flutter Characteristics for Composite Rectangular Plates Reinforced with Carbon Nano-structures
- Processing of Hollow Glass Microspheres (HGM) filled Epoxy Syntactic Foam Composites with improved Structural Characteristics
- Investigation on the anti-penetration performance of the steel/nylon sandwich plate
- Flexural bearing capacity and failure mechanism of CFRP-aluminum laminate beam with double-channel cross-section
- In-Plane Permeability Measurement of Biaxial Woven Fabrics by 2D-Radial Flow Method
- Regular Articles
- Real time defect detection during composite layup via Tactile Shape Sensing
- Mechanical and durability properties of GFRP bars exposed to aggressive solution environments
- Cushioning energy absorption of paper corrugation tubes with regular polygonal cross-section under axial static compression
- An investigation on the degradation behaviors of Mg wires/PLA composite for bone fixation implants: influence of wire content and load mode
- Compressive bearing capacity and failure mechanism of CFRP–aluminum laminate column with single-channel cross section
- Self-Fibers Compacting Concrete Properties Reinforced with Propylene Fibers
- Study on the fabrication of in-situ TiB2/Al composite by electroslag melting
- Characterization and Comparison Research on Composite of Alluvial Clayey Soil Modified with Fine Aggregates of Construction Waste and Fly Ash
- Axial and lateral stiffness of spherical self-balancing fiber reinforced rubber pipes under internal pressure
- Influence of technical parameters on the structure of annular axis braided preforms
- Nano titanium oxide for modifying water physical property and acid-resistance of alluvial soil in Yangtze River estuary
- Modified Halpin–Tsai equation for predicting interfacial effect in water diffusion process
- Experimental research on effect of opening configuration and reinforcement method on buckling and strength analyses of spar web made of composite material
- Photoluminescence characteristics and energy transfer phenomena in Ce3+-doped YVO4 single crystal
- Influence of fiber type on mechanical properties of lightweight cement-based composites
- Mechanical and fracture properties of steel fiber-reinforced geopolymer concrete
- Handcrafted digital light processing apparatus for additively manufacturing oral-prosthesis targeted nano-ceramic resin composites
- 3D printing path planning algorithm for thin walled and complex devices
- Material-removing machining wastes as a filler of a polymer concrete (industrial chips as a filler of a polymer concrete)
- The electrochemical performance and modification mechanism of the corrosion inhibitor on concrete
- Evaluation of the applicability of different viscoelasticity constitutive models in bamboo scrimber short-term tensile creep property research
- Experimental and microstructure analysis of the penetration resistance of composite structures
- Ultrasensitive analysis of SW-BNNT with an extra attached mass
- Active vibration suppression of wind turbine blades integrated with piezoelectric sensors
- Delamination properties and in situ damage monitoring of z-pinned carbon fiber/epoxy composites
- Analysis of the influence of asymmetric geological conditions on stability of high arch dam
- Measurement and simulation validation of numerical model parameters of fresh concrete
- Tuning the through-thickness orientation of 1D nanocarbons to enhance the electrical conductivity and ILSS of hierarchical CFRP composites
- Performance improvements of a short glass fiber-reinforced PA66 composite
- Investigation on the acoustic properties of structural gradient 316L stainless steel hollow spheres composites
- Experimental studies on the dynamic viscoelastic properties of basalt fiber-reinforced asphalt mixtures
- Hot deformation behavior of nano-Al2O3-dispersion-strengthened Cu20W composite
- Synthesize and characterization of conductive nano silver/graphene oxide composites
- Analysis and optimization of mechanical properties of recycled concrete based on aggregate characteristics
- Synthesis and characterization of polyurethane–polysiloxane block copolymers modified by α,ω-hydroxyalkyl polysiloxanes with methacrylate side chain
- Buckling analysis of thin-walled metal liner of cylindrical composite overwrapped pressure vessels with depressions after autofrettage processing
- Use of polypropylene fibres to increase the resistance of reinforcement to chloride corrosion in concretes
- Oblique penetration mechanism of hybrid composite laminates
- Comparative study between dry and wet properties of thermoplastic PA6/PP novel matrix-based carbon fibre composites
- Experimental study on the low-velocity impact failure mechanism of foam core sandwich panels with shape memory alloy hybrid face-sheets
- Preparation, optical properties, and thermal stability of polyvinyl butyral composite films containing core (lanthanum hexaboride)–shell (titanium dioxide)-structured nanoparticles
- Research on the size effect of roughness on rock uniaxial compressive strength and characteristic strength
- Research on the mechanical model of cord-reinforced air spring with winding formation
- Experimental study on the influence of mixing time on concrete performance under different mixing modes
- A continuum damage model for fatigue life prediction of 2.5D woven composites
- Investigation of the influence of recyclate content on Poisson number of composites
- A hard-core soft-shell model for vibration condition of fresh concrete based on low water-cement ratio concrete
- Retraction
- Thermal and mechanical characteristics of cement nanocomposites
- Influence of class F fly ash and silica nano-micro powder on water permeability and thermal properties of high performance cementitious composites
- Effects of fly ash and cement content on rheological, mechanical, and transport properties of high-performance self-compacting concrete
- Erratum
- Inverse analysis of concrete meso-constitutive model parameters considering aggregate size effect
- Special Issue: MDA 2020
- Comparison of the shear behavior in graphite-epoxy composites evaluated by means of biaxial test and off-axis tension test
- Photosynthetic textile biocomposites: Using laboratory testing and digital fabrication to develop flexible living building materials
- Study of gypsum composites with fine solid aggregates at elevated temperatures
- Optimization for drilling process of metal-composite aeronautical structures
- Engineering of composite materials made of epoxy resins modified with recycled fine aggregate
- Evaluation of carbon fiber reinforced polymer – CFRP – machining by applying industrial robots
- Experimental and analytical study of bio-based epoxy composite materials for strengthening reinforced concrete structures
- Environmental effects on mode II fracture toughness of unidirectional E-glass/vinyl ester laminated composites
- Special Issue: NCM4EA
- Effect and mechanism of different excitation modes on the activities of the recycled brick micropowder