Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
-
Lucas Greif
Lucas Greif, M. Sc., geb. 1998, studierte Wirtschaftschemie mit Vertiefungsrichtung Business Analytics an der Universität Ulm. Er ist wissenschaftlicher Mitarbeiter am Institut für Informationsmanagement im Ingenieurwesen (IMI) des Karlsruher Instituts für Technologie (KIT).
 ,
Jakob Bönsch
,
Jakob Bönsch
Jakob Bönsch, M. Sc., geb. 1993, studierte Maschinenbau mit Vertiefungsrichtung Produktionstechnik am KIT. Er ist wissenschaftlicher Mitarbeiter am IMI des KIT.
Karan Lashkare, B. Sc., studiert Maschinenbau am KIT und ist als studentische Hilfskraft am IMI des KIT beschäftigt.
Francesco Arcidiacono, PhD, arbeitet als Supplier Innovation Specialist bei der Schaeffler Gruppe, Deutschland. Er ist Gastprofessor für Projektmanagement an der Kore Universität von Enna, Italien. Seine Forschungsinteressen liegen in den Bereichen Industrie 4.0 und Smart Manufacturing sowie im Personalmanagement.
Tobias Zuehlke, PhD, arbeitet als Supplier Innovation Specialist bei der Schaeffler Gruppe in Deutschland. Er promovierte 2014 in Materialwissenschaften an der Universität Navarra in Pamplona, Spanien, und ist Leiter der Lieferantenqualität im Geschäftsbereich Motor- und Getriebesysteme bei Schaeffler Automotive Technologies in Bühl, Deutschland.
Prof. Dr. Dr.-Ing. Dr. h. c. Jivka Ovtcharova zeichnet sich als Diplom-Ingenieurin mit zweifacher Promotion in Maschinenbau und Informatik durch ihre Expertise im Informations- und Datenmanagement in der Fertigungsindustrie aus. Als Direktorin im FZI Forschungszentrum für Informatik und emeritierte Leiterin des Instituts für Informationsmanagement im Ingenieurwesen des KIT ist ihr Spezialgebiet das Virtual Engineering.

Abstract
Dieser Beitrag beschäftigt sich mit dem Einsatz von innovativen Bildverarbeitungsmethoden zur eineindeutigen Identifikation von Bauteilen in der Smart Factory. Im Gegensatz zu herkömmlichen Methoden, wie z. B. dem Data Matrix Code (DMC), wird keine Markierung auf das Bauteil aufgebracht. Stattdessen basiert diese Studie auf dem Konzept eines digitalen Fingerabdrucks, der die natürlichen mikrostrukturellen Variationen auf der Oberfläche jedes Bauteils nutzt.
Abstract
This study investigates the application of advanced image processing techniques for the unequivocal identification of components within smart manufacturing environments. Unlike conventional methods such as the Data Matrix Code (DMC), which require physical markings on the component, this research leverages the concept of a digital fingerprint derived from the natural microstructural variations present on each component‘s surface.
Herausforderungen der Technologien und das Potenzial des digitalen Fingerprintings
Im Zeitalter von Smart Manufacturing stehen Industrien vor der Herausforderung, Produktionsprozesse effizienter, flexibler und individueller zu gestalten. Die großskalige Herstellung kundenspezifischer Produkte, die automatische Steuerung durch autonome Maschinen und die allgegenwärtige Verfügbarkeit individueller Produktionsdaten sind zu zentralen Trends geworden [1]. Diese Entwicklungen erfordern nicht nur eine Anpassung der Fertigungsprozesse, sondern machen auch die eineindeutige Identifikation von Objekten während des gesamten Produktionszyklus und darüber hinaus unerlässlich [2].
Traditionelle Identifikationstechnologien wie Barcodes, Data Matrix Codes (DMC) und RFID-Systeme werden häufig eingesetzt, um Komponenten mit eindeutigen IDs zu versehen [3]. Obwohl sie effektiv bei der Verfolgung von Teilen vom Herstellungsprozess bis zum Endkunden sind, weisen sie erhebliche Nachteile auf. Ein zentrales Problem ist ihre Anfälligkeit für Fälschungen, da IDs (Identification Numbers) leicht dupliziert werden können. Dies stellt ein erhebliches Risiko für die Produktsicherheit und die Markenintegrität dar. Zudem erfordert die Anbringung von Etiketten oder Tags stets einen separaten Prozess nach der Herstellung des Teils. Dies verursacht nicht nur zusätzliche Kosten, sondern verhindert auch die Verfolgung ab dem ersten Produktionsschritt. In einigen Fällen kann dieser Prozess das ursprüngliche Teil verändern, was seine Verwendung aus optischen oder hygienischen Gründen oder aufgrund von Zulassungsbeschränkungen einschränken kann [1].
Die RFID-Technologie bietet zwar fortschrittlichere Funktionen, bringt jedoch eigene Herausforderungen mit sich. Hohe Investitionskosten und erhöhte technische Komplexität machen RFID für kleinere Hersteller weniger praktikabel [4]. Darüber hinaus können RFID-Systeme unter Interferenzproblemen, Signalüberschneidungen und begrenzter Lesereichweite leiden, was ihre Effektivität in dicht besetzten Industrieumgebungen beeinträchtigt [5]. Die Integration in bestehende Systeme und die Gewährleistung der Kompatibilität mit verschiedenen industriellen Prozessen stellen zusätzliche Hürden dar [6].
Intelligente Etiketten und Tags, die erweiterte Funktionen bieten, stehen vor Herausforderungen hinsichtlich Haltbarkeit und Zuverlässigkeit unter rauen Industriebedingungen [7]. Extreme Temperaturen, Feuchtigkeit, Chemikalien oder mechanische Belastungen können ihre Leistung beeinträchtigen, was zu Datenverlust oder Fehlfunktionen führt. Diese Einschränkungen unterstreichen die Notwendigkeit robusterer und effizienterer Identifikationstechnologien, um den wachsenden Anforderungen von Smart Manufacturing gerecht zu werden. Als Reaktion auf diese Herausforderungen untersucht diese Studie den Einsatz von digitalem Fingerprinting zur eineindeutigen Identifikation von Produktionsbauteilen.
Digitales Fingerprinting
Digitales Fingerprinting nutzt die inhärenten mikrostrukturellen Variationen auf der Oberfläche jedes Teils, die nicht exakt repliziert werden können, und bietet somit eine robuste und fälschungssichere Identifikationsmethode. Bild 1 zeigt den grundlegenden Prozess des digitalen Fingerprintings zur eineindeutigen Identifikation von Bauteilen. Ein zu identifizierendes Bauteil wird mit einer Datenbank abgeglichen, in der die Bilddaten vektorisiert und mittels Ähnlichkeitsmatrix verglichen werden.
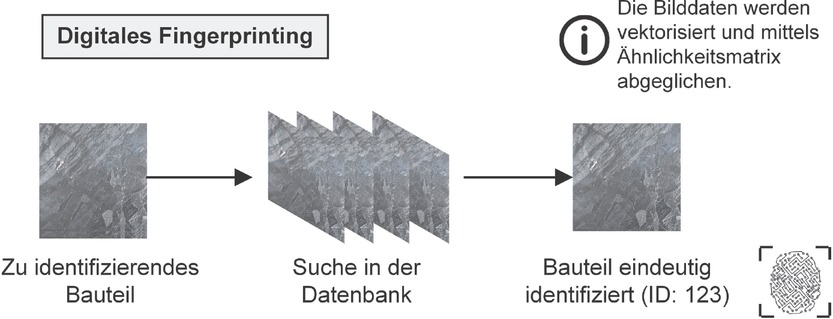
Prozess Digitales Fingerprinting
In dieser Arbeit werden zwei verschiedene Ansätze zur Implementierung des digitalen Fingerprintings für die Bauteilidentifikation untersucht: der Vision Transformer und VisionPro. Beide Methoden beginnen mit der Skalierung der Originalbilder, die eine Auflösung von 2048 × 2048 Pixeln haben, auf eine kompaktere Größe von 128 × 128 Pixeln. Dies erleichtert die Verarbeitung und reduziert den Rechenaufwand erheblich. Anschließend werden die Bilder, welche im BGR-Format (Blau-Grün-Rot) eingelesen wurden, in das gängige RGB-Format (Rot-Grün-Blau) konvertiert, um eine konsistente Farbdarstellung sicherzustellen.
Der Vision Transformer basiert auf der Transformer-Architektur, die ursprünglich für Aufgaben der natürlichen Sprachverarbeitung entwickelt wurde, wie z. B. in General Pre-trained Transformer (GPT, also auch ChatGPT) oder Bidirectional Encoder Representations from Transformers (BERT), und inzwischen erfolgreich auf den Bereich der Computer Vision übertragen wurde. Dieses Modell segmentiert Eingabebilder in kleine Patches und behandelt diese als Sequenz, um die Beziehungen zwischen den Segmenten mittels Selbstaufmerksamkeitsmechanismen zu analysieren. Während des Trainingsprozesses wird das Modell darauf optimiert, den Unterschied zwischen den Eingabebildern und den rekonstruierten Bildern zu minimieren.
Bild 2 zeigt die Grundarchitektur eines Autoencoders, bestehend aus Encoder, latentem Raum und Decoder. Der Encoder ist der Teil des Modells, der das Eingabebild in eine komprimierte Darstellung im latenten Raum umwandelt. Diese niedrigdimensionale Darstellung enthält die wesentlichen Merkmale des Bildes, wobei irrelevante oder redundante Informationen herausgefiltert werden. Der Decoder rekonstruiert das ursprüngliche Bild aus dieser komprimierten Darstellung und versucht dabei, die Informationen so wiederherzustellen, dass sie dem Eingabebild möglichst ähnlich sind.
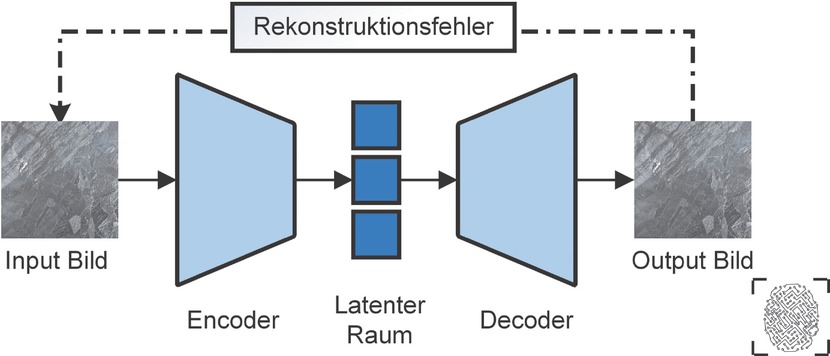
Grundarchitektur eines Autoencoders
Um einen stabilen und generalisierenden Lernprozess zu gewährleisten, erfolgt das Training des Vision-Transformer-basierten Autoencoders in mehreren Schritten unter Einsatz von Optuna zur systematischen Hyperparameteroptimierung. Zunächst wird der Datensatz in Trainings- und Validierungsdaten aufgeteilt (80 % zu 20 %), um potenzielle Überanpassungen frühzeitig zu erkennen. Im anschließenden Optuna-Suchlauf werden zentrale Hyperparameter wie Lernrate (z. B. 1 × 10-5 bis 1 × 10-3), Batchgröße (z. B. 16, 32 oder 64), Anzahl der Encoder-Layer und die Gewichtung der Regularisierung (Weight Decay) in definierten Bereichen variiert. Für jede getestete Konfiguration wird das Modell mithilfe des Adam-Optimierungsalgorithmus trainiert, wobei nach jeder Epoche die mittlere quadratische Abweichung (MSE) auf den Validierungsdaten zur Bewertung herangezogen wird. Sobald Optuna die Hyperparameter gefunden hat, die die geringste MSE auf den Validierungsdaten liefern, wird das Modell mit dieser optimalen Parametereinstellung abschließend trainiert. Nach Abschluss des Trainings werden das finale Modell, die gesamte Trainingshistorie, Beispielrekonstruktionen sowie sämtliche getesteten Hyperparameter-Kombinationen dokumentiert und gesichert. Dieses mehrstufige Vorgehen gewährleistet eine robuste Modellauswahl und erleichtert die spätere Reproduktion der Ergebnisse.
VisionPro ist ein Ansatz, der konventionelle Bildverarbeitungstechniken verwendet, um die digitalen Fingerabdrücke von Produktionsbauteilen zu analysieren. Um die charakteristischen Oberflächenmerkmale, wie z. B. Riefen oder Korngrenzen, hervorzuheben, werden drei verschiedene Kantendetektionsfilter angewendet: Sobel, Canny und Laplace. Bild 3 zeigt das jeweilige Resultat der Anwendung dieser Filter.
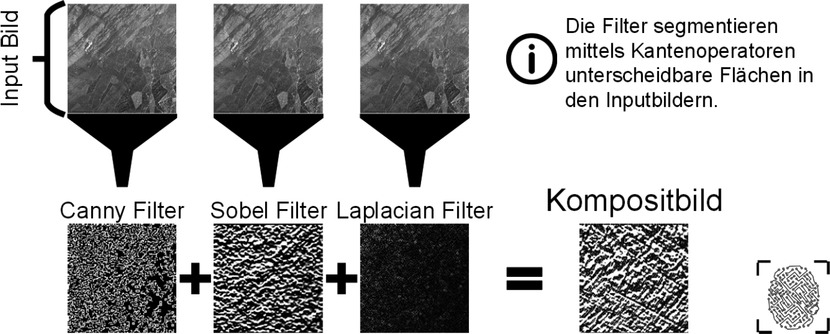
Funktionsweise der Filter
Jeder Filter segmentiert das Eingabebild, indem er Kanten und Gradientenänderungen betont, die durch Unregelmäßigkeiten in der Oberfläche entstehen. Die Ergebnisse der einzelnen Filter werden zu einem Kompositbild kombiniert, das ein einzigartiges Profil des Bauteils darstellt und eine klare Unterscheidung von anderen Bauteilen ermöglicht. Die erzeugten Kompositbilder werden vektorisiert und für spätere Bildabgleichsoperationen in einer Datenbank gespeichert. Für die Identifikation neuer Bauteile wird ein Algorithmus eingesetzt, der Schlüsselpunkte und Deskriptoren sowohl in den gespeicherten Kompositbildern als auch in den Testbildern erkennt. Für den Vergleich der Merkmale im Bild wird die Fast Library for Approximate Nearest Neighbors (FLANN) verwendet. Dabei wird ein sogenannter Ratio-Test angewendet, der sicherstellt, dass nur die besten Übereinstimmungen berücksichtigt werden.
Prototypische Validierung
Die in dieser Studie vorgestellten Ansätze wurden auf einem umfangreichen öffentlichen Datensatz [8] von 636 Blechen aus verzinktem Stahl getestet und evaluiert. Der Datensatz enthält von jedem Blech pro Seite vier Bilder, die unter unterschiedlichen Bedingungen aufgenommen wurden, was zu insgesamt 5.088 Bildern führt. Die Aufnahmebedingungen variieren hinsichtlich der Lichtverhältnisse – Studiobeleuchtung oder Umgebungslicht – sowie der Orientierung, d. h. Vorder- oder Rückseite sowie Aufnahmewinkel von 75 Grad oder 90 Grad.
Die Testergebnisse zeigten, dass beide Ansätze – sowohl der Vision Transformer als auch VisionPro – unter identischen Orientierungen und konstanten Beleuchtungsverhältnissen eine 100 Prozent Genauigkeit bei der Bauteilidentifikation erreichten. Bei anderer Beleuchtung oder abweichendem Aufnahmewinkel sinkt die Erkennungsrate deutlich. Die Modelle zeigen sich weniger robust gegenüber Veränderungen in Lichtintensität, Schattenwurf und Perspektive, was zu fehlerhaften Identifikationen oder zu einer erhöhten Anzahl nicht erkannter Bauteile führt.
Herausforderungen bei der industriellen Applikation
Die Implementierung des digitalen Fingerabdrucks in industriellen Umgebungen erfordert die Standardisierung der Bildaufnahmebedingungen. Insbesondere müssen die Bilder aus konsistenten Winkeln erfasst werden, da Variationen in der Perspektive die mikrostrukturellen Merkmale der Bauteiloberflächen beeinflussen und somit die Identifikation erschweren können. Ebenso sind konstante Beleuchtungsverhältnisse von entscheidender Bedeutung, da Änderungen in Lichtintensität und -richtung die Detektion und Analyse der Oberflächenstrukturen beeinträchtigen. Darüber hinaus muss das verwendete Aufnahmegerät, insbesondere die Kamera, einheitlich und kalibriert sein, um eine gleichbleibende Bildqualität und -auflösung sicherzustellen. Diese Faktoren sind essenziell, um die Zuverlässigkeit und Reproduzierbarkeit der Bauteilidentifikation mittels digitalen Fingerabdrucks zu gewährleisten.
Zusammenfassung
Die vorliegende Studie demonstriert, dass digitales Fingerprinting unter Verwendung von KI-gestützten Bildverarbeitungsmethoden ein effektiver und robuster Ansatz zur eindeutigen Identifikation von Bauteilen in der Smart Factory ist. Durch die Ausnutzung der natürlichen mikrostrukturellen Variationen auf den Bauteiloberflächen kann eine fälschungssichere Identifikation ohne physische Markierungen erreicht werden. Sowohl der Vision Transformer als auch Vision-Pro haben gezeigt, dass sie wertvolle Beiträge zu diesem Ziel leisten können. Es wurde deutlich, dass die Auswahl des Kamerasystems und dessen Anpassung an verschiedene Anwendungsfälle entscheidend für den Erfolg der Methode sind. Je komplexer der Anwendungsfall, desto komplexer gestaltet sich auch das erforderliche System, insbesondere hinsichtlich der Bildaufnahmebedingungen und der Datenverarbeitung. Die Materialeigenschaften spielen dabei eine wesentliche Rolle: Die Struktureigenschaften von Oberflächen sind stark vom verwendeten Material abhängig, wobei Kunststoffe in der Regel schwieriger zu identifizieren sind als Metalle aufgrund geringerer mikrostruktureller Variationen. Auch die Datensicherung stellt eine wichtige Herausforderung dar. Es muss berücksichtigt werden, wie lange Teile rückverfolgbar sein sollen und ob generell in Chargen gearbeitet wird, was Einfluss auf die Menge der zu speichernden Daten und die Anforderungen an das Datenmanagement hat. Trotz dieser Herausforderungen bietet der Ansatz ein erhebliches Potenzial, um den Anforderungen moderner Fertigungsprozesse gerecht zu werden und die Effizienz sowie Sicherheit in der Bauteilidentifikation zu erhöhen.
Fälschungssichere Methode zur Teileverfolgung
Die in diesem Beitrag beschriebene Technologie des digitalen Fingerprintings ermöglicht es Industriebetrieben, Bauteile ohne physische Markierungen eindeutig zu identifizieren. Durch die Nutzung natürlicher mikrostruktureller Variationen auf Bauteiloberflächen bietet sie eine fälschungssichere Methode zur Teileverfolgung. Ein wesentlicher Vorteil ist, dass die physische und chemische Integrität des Bauteils unverändert bleibt, was besonders in Branchen mit hohen Qualitäts- und Hygienestandards relevant ist, da keine zusätzlichen Materialien oder Substanzen aufgebracht werden müssen.
Hinweis
Bei diesem Beitrag handelt es sich um einen von den Advisory-Board-Mitgliedern des ZWF-Sonderheftes wissenschaftlich begutachteten Fachaufsatz (Peer-Review).
Funding statement: Diese Arbeit ist gefördert durch die Bundesrepublik Deutschland und die Europäische Union. Zuwendungsgeber: Bundesministerium für Wirtschaft und Klimaschutz aufgrund eines Beschlusses des Deutschen Bundestages sowie die Europäische Union (Förderkennzeichen: 19S22003Q). Zudem ist die Arbeit gefördert durch das Ministerium für Wirtschaft, Arbeit und Tourismus Baden-Württemberg. Kofinanziert von der Europäischen Union und das Land Baden-Württemberg (Aktenzeichen: RegioInn_2768700). Die Verantwortung für den Inhalt dieser Veröffentlichung liegt bei den Autoren.
About the authors
Lucas Greif, M. Sc., geb. 1998, studierte Wirtschaftschemie mit Vertiefungsrichtung Business Analytics an der Universität Ulm. Er ist wissenschaftlicher Mitarbeiter am Institut für Informationsmanagement im Ingenieurwesen (IMI) des Karlsruher Instituts für Technologie (KIT).
Jakob Bönsch, M. Sc., geb. 1993, studierte Maschinenbau mit Vertiefungsrichtung Produktionstechnik am KIT. Er ist wissenschaftlicher Mitarbeiter am IMI des KIT.
Karan Lashkare, B. Sc., studiert Maschinenbau am KIT und ist als studentische Hilfskraft am IMI des KIT beschäftigt.
Francesco Arcidiacono, PhD, arbeitet als Supplier Innovation Specialist bei der Schaeffler Gruppe, Deutschland. Er ist Gastprofessor für Projektmanagement an der Kore Universität von Enna, Italien. Seine Forschungsinteressen liegen in den Bereichen Industrie 4.0 und Smart Manufacturing sowie im Personalmanagement.
Tobias Zuehlke, PhD, arbeitet als Supplier Innovation Specialist bei der Schaeffler Gruppe in Deutschland. Er promovierte 2014 in Materialwissenschaften an der Universität Navarra in Pamplona, Spanien, und ist Leiter der Lieferantenqualität im Geschäftsbereich Motor- und Getriebesysteme bei Schaeffler Automotive Technologies in Bühl, Deutschland.
Prof. Dr. Dr.-Ing. Dr. h. c. Jivka Ovtcharova zeichnet sich als Diplom-Ingenieurin mit zweifacher Promotion in Maschinenbau und Informatik durch ihre Expertise im Informations- und Datenmanagement in der Fertigungsindustrie aus. Als Direktorin im FZI Forschungszentrum für Informatik und emeritierte Leiterin des Instituts für Informationsmanagement im Ingenieurwesen des KIT ist ihr Spezialgebiet das Virtual Engineering.
Literatur
1 Wigger, B.; Koinzer, I.; Meissner, T.et al.: Robust and Fast Part Traceability in a Production Chain Exploiting Inherent, Individual Surface Patterns. Robotics and Computer-Integrated Manufacturing 63 (2020) 6 DOI:10.1016/j.rcim.2019.10192510.1016/j.rcim.2019.101925Suche in Google Scholar
2 Frankó, A.; Vida, G.; Varga, P.: Reliable Identification Schemes for Asset and Production Tracking in Industry 4.0. Sensors 20 (2020) 13 DOI:10.3390/s2013370910.3390/s20133709Suche in Google Scholar PubMed PubMed Central
3 Mehami, J.; Nawi, M.; Zhong, R.: Smart Automated Guided Vehicles for Manufacturing in the Context of Industry 4.0. Procedia Manufacturing 26 (2018) 1, S. 1077–1086 DOI:10.1016/j.promfg.2018.07.14410.1016/j.promfg.2018.07.144Suche in Google Scholar
4 Rafique, M. Z.; Mohamed, A.; Shah, A.; Rahim, R.: Essential Elements for Radio Frequency Identification (RFID) Adoption for Industry 4.0 Smart Manufacturing in Context of Technology Organization-Environment (TOE) Framework – A Review. Jurnal Kejuruteraan 34 (2022) 1, S. 1–15 DOI:10.17576/jkukm-2022-34(1)-0110.17576/jkukm-2022-34(1)-01Suche in Google Scholar
5 Gjeldum, N.; Mladineo, M.; Vujosevic, M.; Dohn, K.: Performance Analysis of the RFID System for Optimal Design of the Intelligent Assembly Line in the Learning Factory. Procedia Manufacturing 23 (2018) 1, S. 63–68 DOI:10.1016/j.promfg.2018.03.16210.1016/j.promfg.2018.03.162Suche in Google Scholar
6 Occhiuzzi, C.; Amato, F.; Sorrentino, A. M. R.; Marrocco, G.: RFID Technology for Industry 4.0: Architectures and Challenges. In: Proceedings of the International Conference on RFID Technology and Applications (RFID-TA). IEEE, Pisa 2019, S. 181–186 DOI:10.1109/RFID-TA.2019.889204910.1109/RFID-TA.2019.8892049Suche in Google Scholar
7 Fernandez-Carames, T. M.; Blanco-Novoa, C.; Froiz-Míguez, I.; Fraga-Lamas, P.: Towards an Autonomous Industry 4.0 Warehouse: A UAV and Blockchain-based System for Inventory and Traceability Applications in Big Data-driven Supply Chain Management. Sensors 19 (2019) 10 DOI:10.3390/s1910239410.3390/s19102394Suche in Google Scholar PubMed PubMed Central
8 Rutinowski, J.; Endendyk, J.; Reining, C.; Roidl, M.: Galvanized-636 – A Galvanized Steel Re-Identification Dataset. Zenodo, 6 Dez. 2022 DOI:10.5281/zenodo.738695510.5281/zenodo.7386955Suche in Google Scholar
© 2025 Lucas Greif, Jakob Bönsch, Karan Lashkare, Francesco Arcidiacono, Tobias Zuehlke und Jivka Ovtcharova, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Artikel in diesem Heft
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung
Artikel in diesem Heft
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung