Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
-
Tobias Moser
Tobias Moser, M. Sc., born in 1994, studied mechanical engineering at Ruhr-University Bochum with a focus on construction and automation technology. Since 2021 he has been working as a research associate at the Chair of Production Systems (LPS) at the Ruhr-University Bochum. His main research topics are data analysis and the development of machine learning models in the field of industrial manufacturing.
 ,
Johannes Seitz
,
Johannes Seitz
Johannes Seitz, M. Sc., born in 1996, is a research associate at the chair of production systems at the Ruhr-University Bochum. He studied mechanical engineering at Ruhr-University Bochum (B. Sc.) and the University Duisburg-Essen (M. Sc.) with a specialization in materials science and microtechnology. In his research, he is using methods of machine learning and data mining for optimization tasks and predictive quality in forming technologies.
Prof. Dr.-Ing. Bernd Kuhlenkötter, born 1971, was responsible for product management and technology at ABB Robotics Germany until 2009. In 2009, Bernd Kuhlenkötter took over the professorship for “Industrial Robotics and Production Automation” (IPS) at the Technical University of Dortmund. He received a call for the Chair of Production Systems (LPS) at Ruhr-University Bochum in 2015, where he has been active since then. In addition, he has been Managing Director of the Center for the Engineering of Smart Product-Service Systems (ZESS) in Bochum since 2020. In his research, he combines the topics of industrial robotics, production automation, production management and smart product-service systems.

Abstract
Predicting the service life of tools offers many advantages in manufacturing, such as reduced maintenance and fewer machine failures. The advances in machine learning methods, representing a sub-area of AI, are constantly creating new potentials in this field. However, process data with a sufficiently high information density are required to use machine learning for service life predictions. In many instances, a primary requirement is to map the entire use of the considered tool. Therefore, this article examines the suitability of an existing process data set of a ring rolling process that maps the whole use of the tool. The considered tools are mandrels, which are used to produce rings in the hot-forming industry. In the first step, the fracture pattern of a mandrel is microstructurally investigated. Subsequently, a machine learning model is developed to examine the suitability of this dataset to predict service life in an initial feasibility study.
Abstract
Die Vorhersage der Lebensdauer von Werkzeugen bietet in der verarbeitenden Industrie viele Vorteile hinsichtlich eines wartungsreduzierten Betriebes und weniger Standzeiten durch Maschinenausfälle. Vor allem durch die Weiterentwicklung von maschinellen Lernverfahren, die einen Teilbereich der künstlichen Intelligenz darstellen, werden neue Potentiale in diesem Bereich erschlossen. Zur Anwendung und Nutzung dieser Verfahren werden Prozessdaten mit einer ausreichend hohen Informationsdichte benötigt, welche in vielen Fällen den gesamten Nutzungszeitraum des betrachteten Werkzeugs abbilden müssen. Innerhalb dieses Artikels wird daher die Eignung eines bereits bestehenden Prozessdatensatzes eines Ringwalzprozesses, welcher den Nutzungszeitraum des Werkzeugs abbildet, untersucht. Die betrachteten Werkzeuge sind hierbei Dornwalzen, welche zur Herstellung von Ringen in der Warmumform-industrie eingesetzt werden. In einem ersten Schritt wird das Bruchbild der Dornwalze untersucht und darauf aufbauend ein maschinelles Lernmodell entwickelt, welches in einer Machbarkeitsuntersuchung die Eignung des Datensatzes für die Lebensdauervorhersage überprüft.
Introduction
The advancing digitalization and establishment of smart manufacturing in production create greater availability of production data. The potential of the collected data is often not fully exploited, whilst the establishment of machine learning approaches, in particular, is constantly opening up new ways to create benefits from the given data [1]. Especially in predictive maintenance, a high optimization potential is expected in the upcoming years [2], resulting in an increased research interest. It motivates the content discussed in this article. The considered process for the predictive maintenance use case is the radial-axial ring rolling process, a procedure in the field of hot forming to produce seamless rings. Areas of application include, for example, the manufacturing of bearings, railroad wheels, wind turbines, and aircraft turbines [3]. The process is primarily digitized [4], and the first optimization potentials with machine learning approaches regarding product quality are already exploited [5, 6, 7]. This creates an optimal base for further research.
A ring blank is heated to approximately 1,200 °C within the radial-axial ring rolling process. Afterward, the heated blank is placed on a ring-rolling machine. The machine (Figure 1) contains two rolling pairs. The axial roller pairs are two conical rollers that adjust the ring height. The radial roller pair consists of the main roller, which is in contact with the ring on the outside, and the mandrel, which is in contact with the ring on the inside. The pair of radial rollers form the ring wall thickness and diameter according to the customer‘s requirements. In addition, the system has centering rollers on the outside, stabilizing the entire rolling process.

The radial-axial ring rolling machine at the Chair for Production Systems, Ruhr-University Bochum, Germany
A critical point in the development of a machine learning project is the underestimation of the complexity of the considered process. Often, the complexity of the task cannot be covered by the data collected and the model created does not satisfy the requirements to solve the problem. Therefore, it is a challenge to estimate the functionality of machine learning approaches in advance. This is especially true for predictive maintenance tasks, as in practice early maintenance is often carried out regardless of whether this maintenance is necessary, meaning that faults rarely or never occur. As a result, it is even more difficult to create a suitable database.
To assess the functionality of machine learning approaches, this article presents a feasibility study that evaluates the suitability of the data set for the predictive maintenance use case of predicting mandrel failures. For this purpose, a general procedural model for developing machine learning applications, such as the CRISP-DM approach, is applied. The subsequent feasibility study comprises two stages. The first stage includes a failure investigation into the type of fracture and the number of different fracture types that impact the design of the machine learning approach. In the subsequent stage, a model concept is developed, the first phase of the idea is evaluated, and further research questions are derived.
Procedure Model for Machine Learning Applications
In recent years, increased attention to the development and commercialization of machine learning algorithms has also led to the establishment of standardized concepts, aspiring to the efficient development of machine learning applications. One of these standardized development processes is the Cross-Industry Standard Process for Data Mining (CRISP-DM), which originated in the late 1990 s for data mining applications [8] but can also be applied to machine learning applications due to the similarity of these methods. It essentially consists of six different phases, as shown in Figure 2.
![Figure 2 The CRISP-DM Process [8]](/document/doi/10.1515/zwf-2024-0118/asset/graphic/j_zwf-2024-0118_fig_002.jpg)
The CRISP-DM Process [8]
The first phase is “Business Understanding”. It describes the basic understanding of the problem from a business perspective. The project objectives, requirements, and risks are defined, and the business problem is converted into a machine-learning problem. Finally, a project plan is drawn up, and individual milestones and goals are defined. In the subsequent phase, a fundamental “Data Understanding” is formed. This includes a validation after collecting the initial data. A deeper understanding of the process is often required here, necessitating a close exchange with process experts. Moreover, initial data analyses can be performed to detect and quantify relationships in the data. The newly gained knowledge can also lead to revising the objectives defined in Step 1. Any data quality problems that may arise must also be resolved before the next process phase can be entered, which aims to prepare the data set for the actual machine learning application (“Data Preparation”). This includes the selection of relevant data and the removal of incorrect information. Another critical step is to increase the information quality in the data, which can be achieved by eliminating information redundancy and by a problem-specific data transformation that highlights the relevant information for solving the problem. In the “Modeling” phase, various models are developed, evaluated, and reviewed for suitability after creating a test design. Here, not only machine learning models should be evaluated, also analytical models, among others, can be considered. Machine learning methods function according to the principle of pattern recognition. Patterns, relations, dependencies, and hidden structures are recognized in the historical data, and the outcome of the problem under consideration is described. In the context of this article, the focus is on the quality condition of the mandrel. If patterns indicating the quality state of the mandrel are identified in historical data, these patterns could potentially be recognized in future data as well. This would enable the prediction of the respective outcomes for the problem at hand or serve as a foundation for decision-making. As such, pattern recognition is strongly dependent on the pre-processing of the data basis; this phase is in constant communication with the “Data Preparation” phase. Finally, the best models are selected and compared with the business objectives established in the first step of the evaluation phase. If none of the models meet the business objectives, a decision must be made on whether to continue or revise the project. If a model is suitable, the project moves on to the “Deployment” phase, where the commissioning is prepared and carried out. Here, issues such as the automation of the process and linking the new application with existing interfaces, and the need for a user interface and a suitable monitoring and maintenance plan, must be drawn up. Finally, a project review is carried out to evaluate the project and consolidate the experience and knowledge gained.
Examination of the Mandrels
As explained in the previous section, the CRISP-DM process provides a structured approach to developing machine learning applications and data analysis. A crucial aspect of developing the application is ensuring that the data is appropriate and the problem is well-suited for a machine learning approach [1]. This can only be evaluated in phase 4 or 5, whereby a large part of the work has already been completed. In particular, preliminary investigations are advantageous in research as they can assess the suitability of the data situation and the problem to be investigated.
Preliminary work can be used to assess the data situation. As part of a Six Sigma study in ring rolling, process experts selected individual process parameters, and their effects on the service life of the mandrels were investigated. None of the process parameters considered here could be identified as decisive factors on their own [9], which is why a combination of several parameters must be taken into consideration. Furthermore, Behrens et al. developed a FEM simulation that maps the wear rate of mandrel rolls as a function of various process parameters, such as the angular speeds of the primary roll, mandrel roll temperatures, and the resulting forming forces. It was confirmed that many parameters influence the wear rate. However, it is impossible to weight the individual process parameters and transfer them to the entire service life of a mandrel [10]. Similar results were obtained from an extensive literature review, reflecting the state of the art in investigations into rolling fatigue [11]. Nevertheless, both studies motivate further investigations into the database and its suitability for machine learning applications. Before a more in-depth analysis can be carried out, the problem should be checked for machine learning capability. For suitability, it is advantageous that the mandrel rollers have a similar failure case. If there are several different failure cases, patterns and relations in the data cannot be clearly identified. This would make a solution approach using a machine learning algorithm more difficult. To investigate the suitability of the problem, four mandrel rolls were procured from two different industrial ring rolling companies and examined regarding failure. The damage pattern investigation of a mandrel roll is shown in Figure 3.
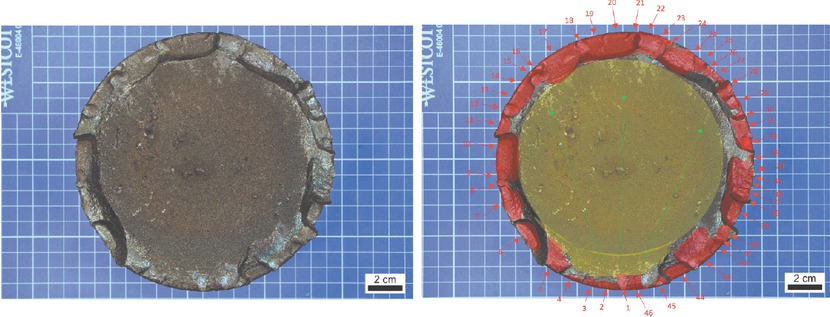
Examination of mandrel fatigue (Quelle: Ruhr-Universität Bochum, Institut für Werkstoffe, Lehr- und Forschungsgebiet Werkstoffprüfung)
Fatigue crack areas (marked in red) can be seen along the entire circumference of the mandrel, as well as a propagating crack from area 1. This crack spreads over the whole cross-section (marked in green) and merges into a residual stress fracture. The time of crack initiation cannot be determined. In addition, the fracture surface shows striations, which, combined with the alternating stress on the mandrel during the ring rolling process, indicate vibration fatigue. All four mandrel rolls show the same fatigue pattern, which makes it easier to solve the problem using machine learning algorithms.
Development of a Concept to Predict the Service Life
The concept used is based on the standard procedure for research in predictive maintenance, which is already frequently used in the service life of ball bearings and the calculation of maintenance intervals for aircraft engines [12, 13, 14]. These concepts are illustrated in Figure 4. They can be divided into two phases. The first phase deals with determining a health indicator, which describes a variable that provides insight into the current service life. In the second phase, the calculated health indicator is used to predict the future course of the service life, using historical and current service life conditions and other relevant information.
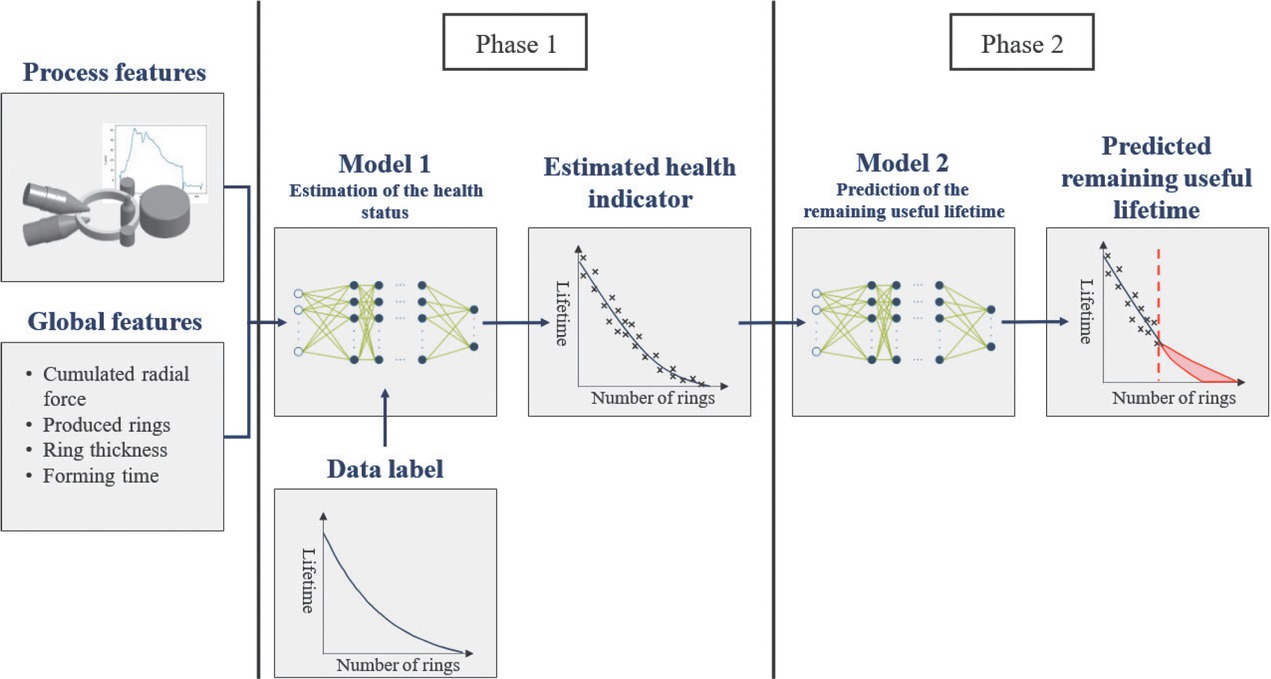
Developed machine learning model concept
There are various options for determining the health indicator in the first phase. For instance, the determination is carried out during the ball bearing investigation using a test setup where sensors record the vibrations of the ball bearing throughout its entire service life. As the service life progresses, changes in the vibration profile enable the derivation of a health indicator [14]. Within Turbofan Engines, the health indicators are determined via the legally prescribed, manually performed maintenance intervals of the engines, which allows the service life to be derived [12, 13]. Both methods are not feasible for the present case. Vibrations of the ring rolling mill are superimposed on possible vibration changes of the mandrel roll, which are due to the wear of the roll. Complex visual inspections are not economically viable and, unlike drive units, are not mandatory for the plant operator, which is why this method is not considered. In addition, this initial feasibility study works with historical data, which makes it difficult to add a label later. Accordingly, machine learning models are used for both phases in this study. In the first phase, the model is provided with information about process parameters created during the rolling of individual rings. Furthermore, the model is provided with information about the mandrel roll. This includes, for example, the number of rings previously rolled on this mandrel roll or the cumulative time of high radial forces acting on the mandrel roll. A self-created logarithmic function is used as the target variable, which acts as a health indicator.
Creation of the Health Indicator
The first phase of the model was checked for feasibility to verify the chosen approach‘s suitability for creating a health indicator. For the study, an industrial data set of 11 mandrels with similar geometries were used, on which a total of 3,835 rings were rolled. Process data have been recorded for each rolled ring. The process data include the radial and axial rolling forces, the rotational speed of the various rolls, and the rolling temperatures that have occurred. A total of 131 variables were recorded for each rolled ring. The process data captures the entire lifespan of each mandrel, from the first initial ring rolled to the point of mandrel breakdown. The data from 9 of the 11 mandrels were used to train the model; the remaining two mandrels were used to test the model and evaluate the mapping capability of a functioning health indicator. A random forest approach consisting of an ensemble of decision trees was chosen for the feasibility analysis. The chosen approach also offers the possibility of weighting the individual variables in further studies to determine whether they have added value for predicting the remaining service life of mandrels. The approach is based on an elaboration by Deng et al. [15], which enables time-dependent process data, as in the case of the ring roller, to be processed effectively in such models using interval-based metrics. The Python library sktime is used for the implementation, providing a framework for processing time series data with machine learning methods. A detailed description of this methodology can be found in [16, 17]. The model requires a classification as a target variable, so a logarithmic function is applied to divide the number of rolls processed by each mandrel into 10 distinct classes. The categorization can be seen in Figure 5. An increasing class number means that the rolling is closer to mandrel failure.
![Figure 5 Creation (a) and prediction (b) of the health indicator [16]](/document/doi/10.1515/zwf-2024-0118/asset/graphic/j_zwf-2024-0118_fig_005.jpg)
Creation (a) and prediction (b) of the health indicator [16]
A cross-validation procedure was used during the training, and various parameter combinations were evaluated. Five different training and test data sets were created for the cross-validation, in which the associated mandrel rolls vary so that the generalization capability of the model can be better assessed. The best results were reached with 50 estimators, a bin size of 100 timesteps, and a minimum interval length inside the different bins of 10 timesteps. The mean absolute error was selected as the evaluation metric, representing the average deviation between the predicted classes and the actual classes, calculated as follows:
The corresponding accuracy was calculated to facilitate a better understanding of the loss. It presents the results in relation to the optimal loss value (0.0000) and the calculated worst-case loss, which is 0.7957. The confusion matrix of the parameter combination with the highest accuracy is shown in Figure 5 b. It shows the distribution of the results predicted by the random forest approach and the ‘true’ class given by the logarithmic function. With a 100 percent match, all values would be on the diagonal. Overall, the model shown in the confusion matrix has an accuracy of 88.97 percent. The mean absolute error from the actual and predicted classes is 0.0878, whereby most of the rolled rings are in the classes close to the mandrel fatigue due to the logarithmic function selected. The accuracies of the other four folds of the cross-validations range from 77.33 percent to the 88.97 percent specified above. The average mean absolute error of all convolutions is 0.1171. This means that, as can also be seen in the confusion matrix, the predicted class of most ring convolutions is close to the ‘true’ class.
Discussion and Further Research Questions
The preliminary work presented here on implementing a machine learning application for the prediction of mandrel roll fractures in radial-axial ring rolling provides an insight into the suitability of the investigated data set and the technical challenges. The described approach for developing machine learning models provides a structured basis for the efficient development of the models required here. Nevertheless, the given CRISP-DM approach cannot be used to discuss whether the given problem complexity is generally suitable for solving using a machine learning approach. For specific problems, this would require a more in-depth analysis. The procedure, which includes an upstream investigation of the fracture pattern and a prior analysis of the literature in this area, provides an effective foundation for estimating the complexity of the problem even before analyzing the actual data set. The division of the designed concept into two phases further offers an opportunity to check the suitability of the data set. Nevertheless, a final statement on the suitability of the chosen approach can only be made once the model has been fully developed, and, therefore, only then a final conclusion can be drawn on the selected approach. However, the results presented here reinforce the continuation of the strategy that has been started, which is why the second phase of the model will be developed and validated in the following steps. Given that all available parameters have been incorporated into the input space, the subsequent objective is to ascertain which parameters are significant in predicting mandrel breakage. This will facilitate the future presentation of an input space with enhanced information density to the pertinent model. The developed random forest approach is used here because it offers the possibility for future work to evaluate the relevance of the input values and thus increase the information density of the input space. Based on this, more complex models for predicting the health indicator will be evaluated with a reduced input space, which may further increase the overall accuracy. Irrespective of this, the exclusive prediction of a health indicator also passes on significant deviations from the ‘true’ health indicator to the second modeling phase described in Figure 4. Therefore, a potentially important question is how this false information can be detected so that the model’s overall performance is affected only slightly or not at all. Such questions will be evaluated in further research work.
Note
This article is peer reviewed by the members of the ZWF Special Issue Advisory Board.
About the authors
Tobias Moser, M. Sc., born in 1994, studied mechanical engineering at Ruhr-University Bochum with a focus on construction and automation technology. Since 2021 he has been working as a research associate at the Chair of Production Systems (LPS) at the Ruhr-University Bochum. His main research topics are data analysis and the development of machine learning models in the field of industrial manufacturing.
Johannes Seitz, M. Sc., born in 1996, is a research associate at the chair of production systems at the Ruhr-University Bochum. He studied mechanical engineering at Ruhr-University Bochum (B. Sc.) and the University Duisburg-Essen (M. Sc.) with a specialization in materials science and microtechnology. In his research, he is using methods of machine learning and data mining for optimization tasks and predictive quality in forming technologies.
Prof. Dr.-Ing. Bernd Kuhlenkötter, born 1971, was responsible for product management and technology at ABB Robotics Germany until 2009. In 2009, Bernd Kuhlenkötter took over the professorship for “Industrial Robotics and Production Automation” (IPS) at the Technical University of Dortmund. He received a call for the Chair of Production Systems (LPS) at Ruhr-University Bochum in 2015, where he has been active since then. In addition, he has been Managing Director of the Center for the Engineering of Smart Product-Service Systems (ZESS) in Bochum since 2020. In his research, he combines the topics of industrial robotics, production automation, production management and smart product-service systems.
Acknowledgements
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 454881255.
Literature
1 Weichert, D.; Link, P.; Stoll, A. et al.: A Review of Machine Learning for the Optimization of Production Processes. International Journal of Advanced Manufacturing Technology 104 (2019) 5-8, pp. 1889–1902 DOI:10.1007/s00170-019-03988-510.1007/s00170-019-03988-5Search in Google Scholar
2 Henke, M. (ed.): Smart Maintenance – der Weg vom Status quo zur Zielvision. Acatech Studie. utzverlag GmbH, München 2019Search in Google Scholar
3 Iwanczyk, D.: Präventive Qualitätssicherung mittels informationstechnischer Verkettung von Teilprozessen in der Umformtechnik. Dissertation. Institut für Automatisierungstechnik, Bochum 1994Search in Google Scholar
4 Fahle, S.; Kuhlenkötter, B.: A Framework for Data Integration and Analysis in Radial-Axial Ring Rolling. In: Proceedings of the 2nd Conference on Production Systems and Logistics CPSL (2020), pp. 127–136 DOI:10.15488/965410.15488/9654Search in Google Scholar
5 Fahle, S.; Glaser, T.; Kuhlenkötter, B.: Investigation of Machine Learning Models for a Time Series Classification Task in Radial-Axial Ring Rolling. In: Daehn, G.; Cao, J.; Kinsey, B. et al. (eds.): Forming the Future. Springer International Publishing, Cham 2021, pp. 589–600 DOI:10.1007/978-3-030-75381-8_4810.1007/978-3-030-75381-8_48Search in Google Scholar
6 Seitz, J.; Moser, T.; Fahle, S. et al.: Transfer Learning Approaches in the Domain of Radial-Axial Ring Rolling for Machine Learning Applications. In: Proceedings of the 5th Conference on Production Systems and Logistics CPSL (2023), pp. 447–458 DOI: DOI:10.15488/1530310.15488/15303Search in Google Scholar
7 Seitz, J.; Wang, Q.; Moser, T. et al.: Improvement of Machine Learning Models for Time Series Forecasting in Radial-Axial Ring Rolling through Transfer Learning. In: 29. Sächsische Fachtagung Umformtechnik, TU Dresden 2023 DOI:10.25368/2023.19010.25368/2023.190Search in Google Scholar
8 Chapman, P.: CRISP-DM 1.0: Step-by-step Data Mining Guide. 2000Search in Google Scholar
9 thyssenkrupp Rothe Erde: Vortrag: SixSigma-Projekt zur Analyse der Lebensdauer von Dornwalzen bei Rothe Erde. Online unter https://www.thyssenkrupp-rotheerde.com/deSearch in Google Scholar
10 Behrens, B.-A.; Lütke-Verspohl, I.; Bouguecha, A.; Matthias, T.: Numerische Berechnung des Verschleißes an der Dornwalze eines Ringwalzprozesses in Abhängigkeit prozessrelevanter Parameter. Materialwissenschaft und Werkstofftechnik 45 (2014) 7, pp. 591–599 DOI:10.1002/mawe.20140024710.1002/mawe.201400247Search in Google Scholar
11 Moser, T.; Seitz, J.; Alp, E.; Kuhlenkötter, B.: Identification of Investigation Procedures to Predict Work Roll Fatigue for Developing Machine Learning Applications – A Systematic Literature Review. In: Proceedings of the 5th Conference on Production Systems and Logistics CPSL (2023), pp. 268–281 DOI:10.15488/1530010.15488/15300Search in Google Scholar
12 Amin, U.; Kumar, K.: Remaining Useful Life Prediction of Aircraft Engines Using Hybrid Model Based on Artificial Intelligence Techniques. In: International Conference on Prognostics and Health Management ICPHM, IEEE 2021, pp. 1–10 DOI:10.1109/ICPHM51084.2021.948650010.1109/ICPHM51084.2021.9486500Search in Google Scholar
13 DeVol, N.; Saldana, C.; Fu, K.: Inception Based Deep Convolutional Neural Network for Remaining Useful Life Estimation of Turbofan Engines. Annual Conference of the PHM Society 13 (2021) 1, pp. 1–6 DOI:10.36001/phmconf.2021.v13i1.310910.36001/phmconf.2021.v13i1.3109Search in Google Scholar
14 Hinchi, A.; Tkiouat, M.: Rolling Element Bearing Remaining Useful Life Estimation Based on a Convolutional Long-short-term Memory Network. Procedia Computer Science 127 (2018), pp. 123–132 DOI:10.1016/j.procs.2018.01.10610.1016/j.procs.2018.01.106Search in Google Scholar
15 Deng, H; Runger, G; Tuv, E; Vladimir, M.: A Time Series Forest for Classification and Feature Extraction. Information Sciences 239, pp. 142–153 DOI:10.1016/j.ins.2013.02.03010.1016/j.ins.2013.02.030Search in Google Scholar
16 Moser, T.; Seitz, J.; Kuhlenkötter, B.: Health Monitoring of Mandrel Rolls in Ring Rolling [Manuscript submitted for publication]. WGP-Jahreskongress 2024Search in Google Scholar
17 Hallouard, Y.: Sktime – TimeSeriesForest-Classifier Improving features comprehension 2023. (https://medium.com/totalenergiesdigital-factory/sktime-timeseriesforestclassifierimproving-features-comprehensionf7ecd9ae39c6 [accessed on Jan. 8, 2025])Search in Google Scholar
© 2025 Tobias Moser, Johannes Seitz and Bernd Kuhlenkötter, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Articles in the same Issue
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung
Articles in the same Issue
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung