Durchblick in der Produktion
-
Felix Georgi
Felix Georgi, geb. 1995, studierte Maschinenbau M. Sc. an der Technischen Universität Darmstadt. Seit 2023 ist er wissenschaftlicher Mitarbeiter am Institut für Produktionstechnik und Umformmaschinen. In seiner Forschungstätigkeit beschäftigt er sich mit der Entwicklung und Integration optischer Prozessüberwachungssysteme, datengetriebener Modellbildung und Prozessoptimierung.
Robin Krämer, geb. 1997, studierte Maschinenbau M. Sc. an der Technischen Universität Darmstadt. Seit 2023 ist er wissenschaftlicher Mitarbeiter am Institut für Produktionstechnik und Umformmaschinen. In seiner Forschung beschäftigt er sich mit der Entwicklung und Integration von KI-basierten optischen Prozessüberwachungssystemen.
 und
Peter Groche
und
Peter Groche
Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche, geb. 1961, leitet das Institut für Produktionstechnik und Umformmaschinen der Technischen Universität Darmstadt. 1986 schloss er ein Maschinenbaustudium an der Technischen Universität Braunschweig ab und arbeitete anschließend als wissenschaftlicher Mitarbeiter an der Gottfried-Wilhelm-Leibniz-Universität Hannover, an der er 1990 promoviert wurde. Nachdem er im Jahre 1996 mit der Otto-Kienzle-Medaille ausgezeichnet wurde und 1997 ein Fernstudium des Wirtschaftsingenieurwesens an der Fernuniversität Hagen absolvierte, folgte er 1999 dem Ruf zur Professur am PtU. Dort leitet er bis heute 60 Mitarbeitende und forscht an neuen Prozessen und Maschinen sowie mikroskopischen Phänomenen rund um innovative Möglichkeiten der Umformtechnik.

Abstract
Eine eng tolerierte und konstante Produktqualität bei zugleich hohen Produktionsraten machen Umformprozesse zu wirtschaftlichen und nachhaltigen Fertigungsverfahren mit einer hohen Relevanz in der industriellen Produktion. Kurz-, mittel- und langfristige Prozessunsicherheiten wie Beölungszustand, Werkzeugverschleiß, Schwankungen der Halbzeugeigenschaften oder Temperaturänderungen reduzieren jedoch die Wirtschaftlichkeit. Eine umfassende Prozessüberwachung ist entscheidend für eine zuverlässige Prozessführung. Durch die Ergänzung konventioneller Sensorsysteme mit optischen Daten kann die kontaktlose Überwachung von Werkzeug und Werkstück verbessert und das Prozessverständnis erweitert werden.
Abstract
Tight tolerances and consistent product quality combined with high production rates make forming processes an economical and sustainable manufacturing method that is highly relevant in industrial production. However, short, medium and long-term process uncertainties such as lubrication condition, tool wear, fluctuations in semi-finished product properties or temperature changes reduce economic efficiency. Comprehensive process monitoring is crucial for reliable process control. By supplementing conventional sensor systems with optical data, contactless monitoring of the tool and workpiece can be improved and process understanding enhanced.
KI-basierte Prozessüberwachung in der Blechumformung
Die Umformtechnik gehört zu den effizientesten Fertigungstechnologien und eignet sich, hohe Stückzahlen über hohe Werkzeugstandzeiten hinweg bei engen Toleranzen zu fertigen, von der Karosserie eines Fahrzeugs bis hin zu alltäglichen Metallbauteilen wie Steckerkontakten. Der gesellschaftliche Wandel hin zu Nachhaltigkeit, Ressourceneffizienz und Globalisierung wirkt sich auf die Dynamik und Komplexität von Produktlebenszyklen und Produktion aus [1, 2, 3]. Dabei wird die Rendite produzierender Unternehmen unmittelbar von der Ressourceneffizienz ihrer Prozesse gesteuert, was zu einem hohen Kosten- und Innovationsdruck führt [4].
In den letzten Jahrzehnten sind zwei Entwicklungen zu beobachten: Zum einen erfordern der Leichtbau und die Maximierung der Materialausnutzung im Sinne der Nachhaltigkeit, gepaart mit steigenden Kundenanforderungen, immer mehr Funktionsintegration und damit anspruchsvollere Material- und Geometrieanforderungen. Infolgedessen werden Prozesse immer komplexer und sensitiver gegenüber Veränderungen im Prozess [5]. Zum anderen steigt durch die Globalisierung der Kostendruck. Lieferketten orientieren sich an tagesaktuellen Marktpreisen und nehmen dadurch an Varianz und die Produktion infolgedessen an Flexibilität zu [6]. Diese Trends führen zu steigenden Unsicherheiten im Prozess, die in kurz-, mittel- und langfristige Unsicherheiten unterteilt werden können [7]. Fehler und Interdependenzen in Umformprozessen wirken sich auf die Werkstückqualität aus, veranschaulicht in Bild 1.

Unsicherheiten führen zu Schwankungen der Werkstückqualität
Die hohen Durchsatzraten müssen mit strikten Qualitätsanforderungen in Einklang gebracht werden. Limitierende Faktoren sind neben der maximal fertigbaren Hubzahl bzw. Werkstücke pro Minute auch die durch Unsicherheiten und Betriebsabläufe bedingten Stillstände, wie Inbetriebnahme, Rüstprozesse oder Werkzeugwartung [8, 27]. Eine KI-basierte Prozessüberwachung verspricht Effizienzsteigerungen, indem Sensorsignale interpretiert, Prozesszuständen zugeordnet und Fehler frühzeitig erkannt werden. Entsprechende maschinelle Lernansätze sind hierfür bereits erfolgreich etabliert [9, 11, 26]. Kubik et al. [10] zeigen, wie künstliche Neuronale Netze den Werkzeugverschleiß auf Basis von Kraftsignalen vorhersagen können. Farioli et al. [11] führen auf, wie globale und lokale Sensorsignale (Kraft und Akustik) mehrstufiger Umformprozesse kombiniert werden können, um Grenzwerte für einen verschleißbeschleunigenden Betrieb abzuleiten und Versagenszeitpunkte einzugrenzen. Molitor et al. [12] zeigen eine datengetriebene Methodik zur Prozessoptimierung in mehrstufigen Stanz- und Umformprozessen durch den gezielten Einsatz maschineller Lernverfahren. Mittels Merkmalsextraktion aus Kraft- und Beschleunigungssignalen sowie Korrelationsanalysen werden produktivitätslimitierende Faktoren identifiziert. Ein eindimensionales Convolutional Neural Network (CNN) ermöglicht die Klassifikation von Zeitreihen, um Veränderungen im Prozessablauf zu detektieren. Zur Erklärbarkeit der Modellentscheidungen wird Class Activation Mapping (CAM) eingesetzt, um relevante Signalbereiche zu visualisieren und so Ursache-Wirkungs-Zusammenhänge zwischen Prozessparametern, Reibung und Werkzeugverschleiß transparent zu machen. So wird demonstriert, dass die abgeleiteten Optimierungsmaßnahmen zu einer messbaren Prozessstabilisierung führen. Die Prozessüberwachung von Kräften, Beschleunigungen oder Wirbelströmen erfolgt überwiegend indirekt und basierend auf elektromechanischen Prinzipien. Diese Sensorsignale können nicht ohne Expertenwissen Prozesszuständen zugeordnet werden. Mittels Hüllkurven und anderer Analyseverfahren ist ein Vergleich zum Prozess im eingefahrenen Zustand möglich und damit nur eine indirekte und relative Messung des Werkzeugzustands und der Produktqualität. Außerdem muss die Integration elektromechanischer Sensorik bei der Konstruktion individuell berücksichtigt werden und erfordert einen Eingriff in die Struktur des Werkzeugs. Ist eine elektromechanisch basierte Prozessüberwachung erfolgreich realisiert, fehlt weiterhin der Zusammenhang zwischen Signalcharakteristiken und Werkstückqualität.
In diesem Beitrag soll gezeigt werden, wie durch die Kombination kostengünstiger Industriekameras mit einem geeigneten KI-basierten Ansatz zur Datenanalyse Abweichungen vom Gutteilfenster sowohl am Werkzeug als auch am Werkstück effizient identifiziert und lokalisiert werden können. Dadurch ergibt sich gegenüber elektromechanischen Sensoren der Vorteil interpretierbarer Daten und infolgedessen eine Verbesserung der Erklärbarkeit von Modellentscheidungen, welche im Anschluss an die Datenanalyse den Anlagenbedienern beispielsweise einen Prozessstopp oder einen Zeithorizont bis zur nächsten Werkzeugwartung empfehlen.
Die optische Prozessüberwachung kann diese Nachteile ausgleichen: Sie arbeitet kontaktlos, erfasst Prozess- oder Produktmerkmale direkt und ermöglicht eine für den Menschen einfach interpretierbare Datenlage. Jedoch ist der Einsatz optischer Prozessüberwachung mit einer Reihe von Hindernissen verbunden. Der begrenzte Bauraum und Schmierstoff oder Verschmutzung in den Werkzeugen verursachen eine erschwerte optische Zugänglichkeit. Weiterhin stellen große Bilddatenmengen hohe Anforderungen an die Verarbeitungsgeschwindigkeit. Darüber hinaus übersteigt die Implementierung häufig das betriebswirtschaftlich akzeptable Kosten-Nutzen-Verhältnis, da eine optische Prozessüberwachung meist speziell für einen Anwendungsfall entwickelt wird. Des Weiteren sind industrielle Bildverarbeitungssysteme sensitiv gegenüber Veränderungen in der Ausrichtung oder Beleuchtung. Je statischer und definierter die Umgebung für die optische Überwachung ist, desto erfolgversprechender ist der Einsatz optischer Sensorik. Deshalb hat die optische Erfassung bislang ihren Weg in die On-Shop-Floor-End-Of-Line-Erfassung gefunden, allerdings nur in wenigen Anwendungsfällen auch in die In-Prozessüberwachung [13].
In diesem Beitrag wird das Potenzial kostengünstiger Industriekameras in Kombination mit einem KI-basierten Ansatz zur Datenanalyse aufgezeigt. Zunächst werden wichtige technologische Fortschritte vorgestellt, sowohl in der Hardware-Entwicklung als auch bei KI-Algorithmen, mit denen Herausforderungen der Bildverarbeitung überwunden werden können. Abschließend wird das Potenzial anhand eines Anwendungsbeispiels demonstriert, bei dem Abweichungen vom Gutteilfenster sowohl am Werkzeug als auch am Werkstück effizient identifiziert und lokalisiert werden. Dabei erfolgt ein Vergleich mit elektromechanischer Sensorik.
Die genannten Limitationen können durch Nutzung maßgeblicher Technologiesprünge der letzten Jahre aufgebrochen werden. Etwaige Sprünge erleichtern die optische Prozessüberwachung und werden im nächsten Abschnitt skizziert. Im Anschluss werden die Herausforderungen bei der Datenverarbeitung diskutiert und am Beispiel einer Verschleißüberwachung beim Stanzen die Prozessüberwachung mittels elektromechanischer Kraftsensorik einem kamerabasierten Ansatz gegenübergestellt.
Technologiesprünge in der optischen Datenerfassung
Der Moore’schen Prognose folgend erfreut sich der Markt der Konsumelektronik immer höherer Rechenleistungen und der Verarbeitbarkeit immer größerer Datenmengen [14]. Dadurch befeuert, hat die Automatisierungstechnik in den Fertigungsrouten der Halbleitertechnologie enorm an Geschwindigkeit und Präzision gewonnen, wodurch Complementary Metal-Oxide-Semiconductor-Bildsensoren (CMOS) bei steigender Auflösung immer kleinere Bauräume und sinkende Stückkosten verzeichnen [15, 16]. Zu beachten ist hierbei allerdings, dass mit sinkender Pixelgröße das Signalrauschen steigt.
Die Entwicklung performanter neuronaler Netze ermöglicht, kombiniert mit leistungsfähiger Hardware wie GPUs (Graphics Processing Units), eine umfassende präzise Merkmalsextraktion aus optischen Daten [14]. Im industriellen Kontext wird so die etablierte asynchrone Qualitätskontrolle hin zu höheren Integrationsgraden in eine 100 prozentige In-Prozess-Erfassung transformiert. Bild 2 zeigt nach Kolbe [14] die steigende Genauigkeit semantisch segmentierender, also pixelweise klassifizierender, neuronaler Netze für einen Datensatz eines Leistungsvergleichstests. Die Metrik Mean-Intersection-over-Union (mIoU) bildet die Schnittmenge über der vereinigenden Menge zwischen prädizierten und tatsächlichen Bildsegmenten ab. Ein höherer mIoU-Wert bedeutet eine bessere Performanz des neuronalen Netzes.
![Bild 2 Entwicklungstrends, die den Einsatz optischer Prozessüberwachungen begünstigen (Die Daten sind aus [14, 15, 16] entnommen)](/document/doi/10.1515/zwf-2024-0167/asset/graphic/j_zwf-2024-0167_fig_002.jpg)
Semantisch segmentierenden Ansätzen kommt eine hohe Relevanz in der industriellen optischen Erfassung von Verschleiß-zuständen von Werkzeugen zu [17].
Ein weiterer Wegbereiter ist die signifikante Speicherentwicklung in Bezug auf Kosten pro Speichereinheit und Datentransferraten.
Die optische Prozessüberwachung hat bereits ihre Anwendung in umformtechnischen Prozessen gefunden. Mittels hochintegrierter CMOS-Sensoren kann in einem Tiefziehprozess zu ausgewählten Prozesszeitpunkten der Materialfluss des Werkstücks erfasst werden [18]. Al-Baradoni [19] zeigt ein Konzept zur Erfassung von Verformungen in Stanzwerkzeugen basierend auf CMOS-Sensoren.
Molitor et al. [20] untersuchen die KI-gestützte optische Prozessüberwachung für das Werkzeugverschleiß-Management in Stanzprozessen durch die bildbasierte Klassifikation der Werkstückqualität mittels Convolutional-Neural-Networks (CNNs). Schlegel et al. [17] nutzen überwachtes Lernen für die pixelweise Segmentierung der Verschleißmerkmale auf Bildern von Stanzwerkzeugen mittels vollfaltender neuronaler Netze. Damit wird gezeigt, dass bildbasierte KI-Modelle eine zielführende Alternative zu konventioneller Sensortechnik darstellen und kontaktlose, lokalisierte und interpretierbare Verschleißerkennung ermöglichen. Die Herausforderung liegt jedoch in der robusten Modellleistung unter variierenden Umgebungsbedingungen, der Notwendigkeit großer annotierter Datensätze und der Echtzeitverarbeitung für industrielle Anwendungen. Ristea et al. [21] stellen einen Attention-Mechanismus vor, durch dessen Integration in KI-Modelle die Erfassung von Anomalien genauer und lokal präziser werden kann, und quantifizieren diese Verbesserung. Neben ersten Ansätzen zur Anomaliedetektion in [22] wird in [23] gezeigt, dass durch die Kombination des Mechanismus mit dem Prinzip der Normalizing-Flows [24] eine Robustheit der Anomaliedetektion gegenüber Beleuchtungsvariationen erreicht werden kann. Die Optimierung von Bauteileigenschaften mit extrahiertem Prozesswissen mittels bildbasierter Inline-Prozessregelung von Biegewinkeln. Molitor et al. [25] zeigen bereits vielversprechende Anwendungsbeispiele.
Trotz des technologischen Fortschritts bleibt die praktische Umsetzung dieser Lösungsansätze komplex. Besonders anspruchsvoll ist die Anpassung und Implementierung der Sensorik in das reale Prozessumfeld, das vielfältige Anforderungen an die Kamerasysteme stellt. Das optische Sensorsystem muss robust gegenüber rauen Umgebungsbedingungen, Schwankungen von Lichtveränderungen oder Verschmutzung und reaktionsfähig durch eine latenzarme Datenverarbeitung sein. Die Leistungsfähigkeit ergibt sich somit aus der Verzahnung von ingenieurtechnischem Know-how zur Bilddatenerfassung mit Datenanalyse und Modellierung, um die Vorteile der Sensorintegration in Prozesse effektiv nutzen zu können.
In-situ-Inspektion von Verschleißeffekten beim Scherschneiden
Scherschneiden stellt einen der am häufigsten eingesetzten Prozesse in der Blechverarbeitung dar. Dabei ist Werkzeugverschleiß ein limitierender Faktor für die Produktivität. Unternehmen stellen sich hier im laufenden Betrieb oftmals die Frage: Wie ist der aktuelle Verschleißzustand des Werkzeugs und ab welchem Verschleiß ist die Produktqualität außerhalb der Toleranz?
Experimenteller Aufbau
Im vorliegenden Anwendungsfall wird der Ansatz von Hüllkurven auf die optische Prozessüberwachung übertragen. Dieser Ansatz wird gewählt, um zu zeigen, wie ein KI-Modell an einen Referenzzustand angepasst werden kann und Abweichungen in den Daten infolge Veränderung des Verschleißzustands identifiziert und lokalisiert werden können. Damit erhöht sich die Interpretierbarkeit gegenüber elektromechanischer Prozessüberwachung.
Auf einem Bruderer-Stanzautomaten-BST-410 wird bei 100 Hüben pro Minute hubweise ein Bild des Stempels im oberen Totpunkt und ein Bild des gestanzten Blechbands im unteren Totpunkt erfasst. Die Bildaufnahme wird durch ein externes Hardware-Trigger-Signal der Schnellläuferpresse in Abhängigkeit von der Stö-ßelposition ausgelöst.
Datenerfassung
Für die Bilddatenerfassung werden zwei Basler-Industriekameras vom Typ a2A2590-22gmPRO je mit einem Ringlicht verwendet. Gleichzeitig wird die Stempelkraft über den Hub mit einem piezoelektrischen Kraftmessring der Fa. Kistler erfasst. Der aufgezeichnete Datensatz besteht jeweils für ein unverschlissenes und auch für ein verschlissenes Stanzwerkzeug aus 500 hubweise erstellten Datenpaketen mit einem Bild des Werkzeugs, des Blechbands und einer Zeitreihe des Kraftsignals. Damit kann der konventionelle, kraftbasierte Ansatz mit dem optischen Ansatz verglichen werden, wie in Bild 3 schematisch dargestellt.
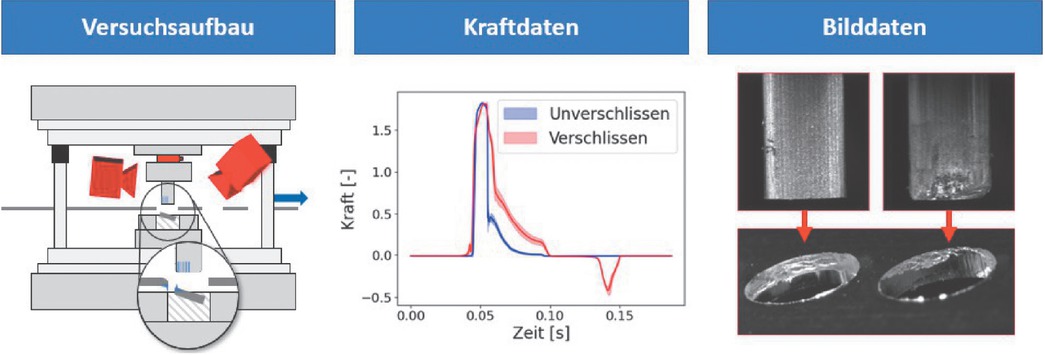
In-situbeim Verschleißerfassung Scherschneiden mit Kraft- und Bilddaten
Datenanalyse
Anhand der Kraftdaten kann zwischen den Verschleißstadien unterschieden werden (Bild 3). Allerdings ist durch eine Analyse der Kraftdaten keine direkte Aussage über den Verschleiß oder die Produktqualität möglich, da die Stempelkraft von weiteren Faktoren wie dem Material abhängen kann. Für eine Rückführung auf den Verschleißzustand müsste für verschiedenste Materialkombinationen jeweils der kritische Verschleiß-punkt bestimmt werden.
Die optische Überwachung der Werkzeug- und Werkstückeigenschaften ermöglicht eine hubweise In-situ-Erfassung des Verschleißzustands direkt im Werkzeug. Weiterhin kann ermittelt werden, ab welchem Verschleißgrad die Bauteilqualität aus der Toleranz fällt. So können Wartungszyklen gezielt optimiert werden. Zusätzlich helfen die intuitiv interpretierbaren Bilddaten dabei, ein Verständnis für die Verschleißentwicklung aufzubauen.
Die Analyse der Bilddaten kann durch manuelle Merkmalsextraktion wie der Grathöhe oder automatisiert mittels maschineller Lernansätze erfolgen.
Entscheidend für die Wahl des Ansatzes ist nicht alleine die Performanz des Modells, sondern es sind die Betriebswirtschaftlichkeit im Produktionsalltag und die Robustheit des Ansatzes gegenüber den geringen Veränderungen im Kamerabild.
Eine Möglichkeit der automatisierten Merkmalsextraktion ist eine Anomaliedetektion. Im Folgenden wird eine Encoder-Decoder-Architektur – orientiert an [23] – verwendet. Hierbei lernt das KI-Modell (Werkzeugzustandsmodell) auf Basis von Bilddaten eines unverschlissenen Stempels, Veränderungen und damit Verschleiß zu lokalisieren.
Mit den Bilddaten des ausgestanzten Blechstreifens lernt ein weiteres KI-Modell (Blechausschnitt-Modell), wie die Schnittqualität im Soll-Zustand aussieht, und auch Eigenschaften, wie z. B. eine Veränderung des Glattschnittanteils oder der Gratbildung, die durch ein verschlissenes Werkzeug entsteht, zu lokalisieren. Beide Modelle sind damit in der Lage, das Gutteilfenster des Prozesses abzubilden.
Die Architektur besteht aus einem Encoder-Teil mit CNNs zur Merkmalsextraktion, mehreren Attention-Bausteinen [21] und Hintereinanderschaltungen sogenannter Normalizing-Flows [24], welche die Wahrscheinlichkeitsverteilungen des zugrundeliegenden Datensatzes lernen.
Ein Decoder entfaltet die mehrdimensionalen Vektoren zu der Ausgangsbildgröße. Dabei werden die Pixel im Bild mit dem Abstand des Anomaliewertes zum Erwartungswert der durch das KI-Modell gelernten Wahrscheinlichkeitsdichteverteilung farblich skaliert.
Über die Charakteristik der Farbanteile und -verteilung kann bewertet werden, wann der Stempel ausgetauscht werden soll. In Bild 4 sind in der oberen Reihe Werkzeugbilder und in der unteren Reihe Bilder des ausgestanzten Bands, nach Analyse durch das entsprechende KI-Modell, dargestellt. Auf der linken Seite wurde das nicht verschlissene Werkzeug verwendet, auf der rechten Seite das verschlissene Werkzeug. Die analysierten Bilder entstammen dem Testdatensatz.
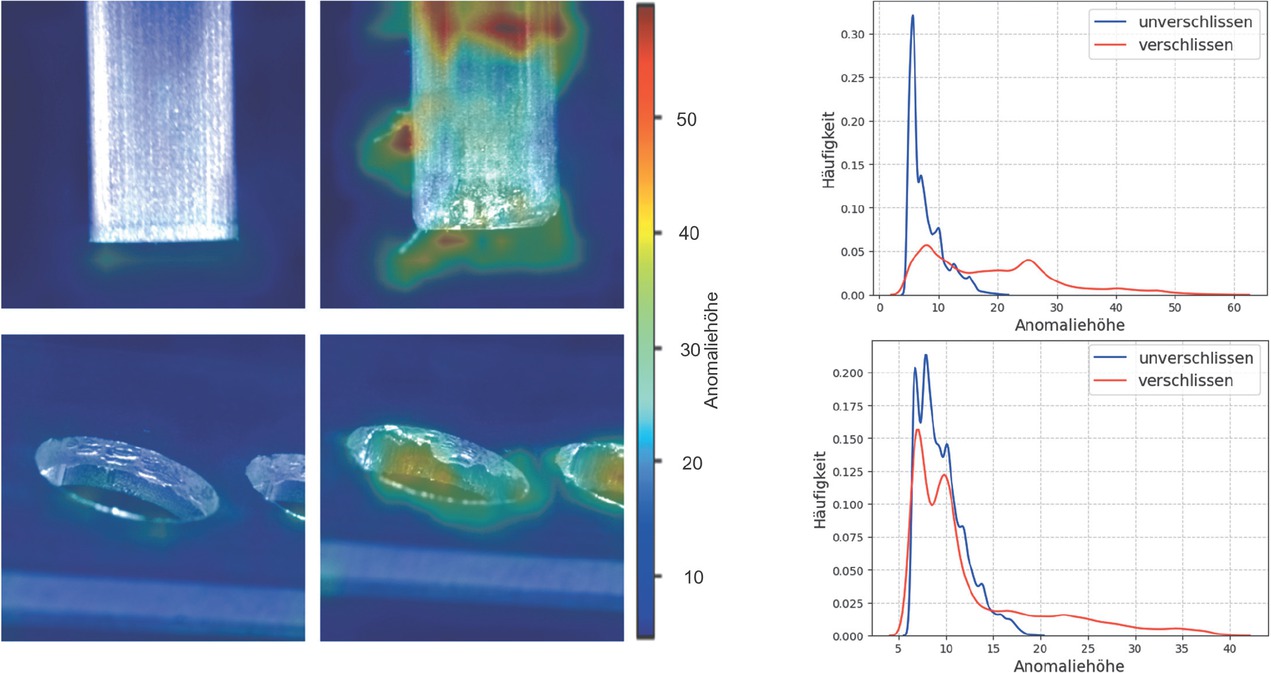
Gegenüberstellung der KI-Analyse von Werkzeug- und Werkstückbildern
Die Farbskala zeigt den Grad der Anomalie, den das Modell einem Bildsegment zuordnet. Dabei stehen rötliche Farben für hohe, bläuliche für niedrige Anomaliewerte. Die Gegenüberstellung der Modellanalysen zeigt deutliche Differenzen durch signifikant erhöhte Anomaliewerte an verschleißabhängigen Bildsegmenten. Dafür sind in den Diagrammen auf der rechten Seite von Bild 4 die Häufigkeiten der Höhen der Anomaliewerte aufgetragen. Die Modellvorhersagen der verschlissenen Bilder zeigen eine Verteilung in Richtung höherer Anomaliewerte. Im Vergleich dazu liefert der elektromechanische Sensor in Bild 3 lediglich indirekte Informationen über die Schnittqualität. Bild 5 zeigt, dass sowohl der elektromechanische Sensor als auch die optische Überwachung Informationen zur Unterscheidung des unverschlissenen vom verschlissenen Werkzeugzustand bereitstellen. Hierfür ist auf der linken Seite eine Hauptkomponentenanalyse für zwei Hauptkomponenten des Kraftsignals und auf der rechten Seite der Mittelwert der aus dem KI-Modell prädizierten Anomaliehöhe pro Bild des Werkzeugs dargestellt.
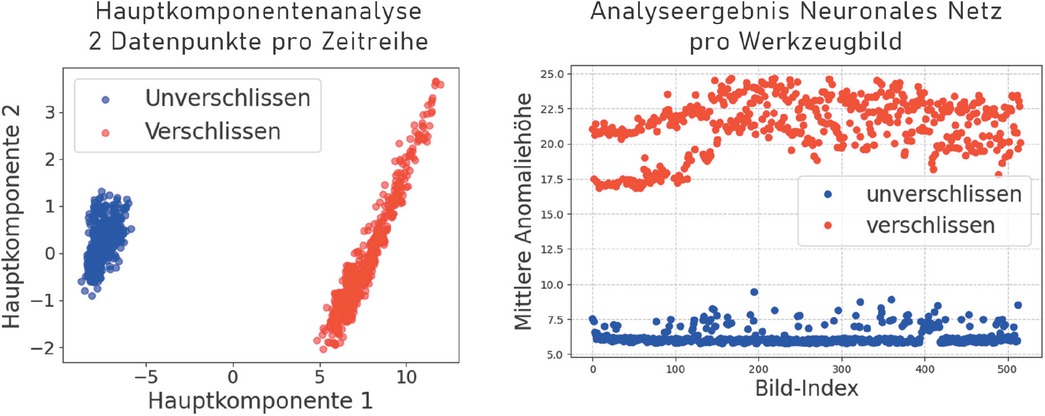
Gegenüberstellung abstrahierter Verschleißinformationen von unverschlissenen und verschlissenen Stanzwerkzeugen mit Stanzkraftsignalen (links) und Werkzeugbildern (rechts)
Für die Umsetzung der optischen Prozessüberwachung im Anwendungsfall genügt die optische Zugänglichkeit der relevanten Flächen, ohne eine exakte Kamerapositionierung zu erfordern. Der Ansatz kombiniert die Vorteile einer kontaktlosen, flexibel einsetzbaren und interpretierbaren Überwachung mit der Möglichkeit einer pixelgenauen Anomalielokalisierung.
In Publikationen wie [23] werden Methoden zur Quantifizierung der Leistungsfähigkeit des Ansatzes analysiert. Demnach erreichen diese Modelle Sicherheiten in binären Klassifikationen (Area- Under-the-Curve-Score (AUC)) von bis zu AUC = 99,30 %. Allerdings sind in der industriellen Produktion neben der Sensitivität der Anomaliedetektion weitere Faktoren entscheidend. Fehlentscheidungen des KI-Modells, da Verschmutzung und Verschleiß nicht differenziert werden oder aufgrund von Umgebungsveränderungen Maschinenstillstände verursachen, was eine zentrale Limitation darstellt. Zudem erfordert die Integration optischer Sensorik eine hohe Robustheit gegenüber Schmiermitteln, Verschmutzung und Schwingungen sowie eine geeignete Bauraumanpassung. Die Verarbeitung großer Datenmengen sowie die kontinuierliche Modellpflege und das Nachtraining stellen weitere Herausforderungen an die informationstechnische Infrastruktur der Unternehmen. Zudem liefert die Methode keine absolute Qualitätsbewertung, sondern erkennt lediglich Abweichungen vom Referenzzustand, wodurch zusätzliches Prozesswissen zur Festlegung der Grenzwerte erforderlich ist.
Befähigt durch die genannten Technologiesprünge birgt die optische Prozessüberwachung jedoch ein erhebliches Zukunftspotential. In der industriellen Praxis wird sich häufig an der aktuellen Bauteilqualität orientiert, um den vorliegenden Prozesszustand zu bewerten. Indirekte Messprinzipien sowie Anomaliedetektion können keine eindeutigen Beziehungen zwischen Sensorsignalen und Prozessmerkmalen herstellen. Eine lückenlose Erfassung der Bauteilqualität ermöglicht die Ableitung belastbarer Zusammenhänge zwischen Prozessparametern und Produktmerkmalen. Zur Sicherstellung maximaler Produktivität ist eine kontinuierliche In-Prozess-Überwachung erforderlich, wobei die optische Erfassung insbesondere bei schnelllaufenden Umformprozessen entscheidende Vorteile bietet. Die Fusion optischer und indirekter Sensorsignale bietet dabei großes Potenzial, um das Prozesswissen aus den erfassten Daten abzuleiten. Die gesteigerte Erklärbarkeit und Interpretierbarkeit, die aus optischen Daten resultiert, fördert dabei die Akzeptanz KI-basierter Prozessüberwachung.
Zusammenfassung und Ausblick
Der optischen Prozessüberwachung kommt durch die vielfältigen Anwendungsfälle, wie der Qualitätskontrolle oder Verschlei-ßerfassung großes Potenzial zu. Durch technische Fortschritte in der Halbleiterindustrie, Kameratechnik und KI-basierten Auswertungslogiken, rückt die optische Prozessüberwachung weiter in den Fokus von Unternehmen, die beabsichtigen, ihren Wettbewerbsvorteil durch einfach zugängliches und interpretierbares Prozesswissen auszubauen. Im betrachteten Anwendungsfall wurden die aufgezeigten Technologiesprünge genutzt, um mit kostengünstigen Industriekameras sowie einer unüberwachten, KI-basierten segmentierenden Anomaliedetektion sowohl werkzeug- als auch werkstückseitig Verschleiß-effekte zu erfassen und zu bewerten. Gegenüber überwachten Lernansätzen kann damit eine wirtschaftliche Anwendung und Anpassung an die jeweilige Einbausituation des Kamerasystems erfolgen.
Im Rahmen des Forschungsprojektes „StAmping Insights“ wird die Entwicklung eines anwendungsadaptiven Kamerasystems bis hin zur kamerabasierten Prozessregelung entwickelt.
Hinweis
Bei diesem Beitrag handelt es sich um einen von den Advisory-Board-Mitgliedern des ZWF-Sonderheftes wissenschaftlich begutachteten Fachaufsatz (Peer-Review).
About the authors
Felix Georgi, geb. 1995, studierte Maschinenbau M. Sc. an der Technischen Universität Darmstadt. Seit 2023 ist er wissenschaftlicher Mitarbeiter am Institut für Produktionstechnik und Umformmaschinen. In seiner Forschungstätigkeit beschäftigt er sich mit der Entwicklung und Integration optischer Prozessüberwachungssysteme, datengetriebener Modellbildung und Prozessoptimierung.
Robin Krämer, geb. 1997, studierte Maschinenbau M. Sc. an der Technischen Universität Darmstadt. Seit 2023 ist er wissenschaftlicher Mitarbeiter am Institut für Produktionstechnik und Umformmaschinen. In seiner Forschung beschäftigt er sich mit der Entwicklung und Integration von KI-basierten optischen Prozessüberwachungssystemen.
Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche, geb. 1961, leitet das Institut für Produktionstechnik und Umformmaschinen der Technischen Universität Darmstadt. 1986 schloss er ein Maschinenbaustudium an der Technischen Universität Braunschweig ab und arbeitete anschließend als wissenschaftlicher Mitarbeiter an der Gottfried-Wilhelm-Leibniz-Universität Hannover, an der er 1990 promoviert wurde. Nachdem er im Jahre 1996 mit der Otto-Kienzle-Medaille ausgezeichnet wurde und 1997 ein Fernstudium des Wirtschaftsingenieurwesens an der Fernuniversität Hagen absolvierte, folgte er 1999 dem Ruf zur Professur am PtU. Dort leitet er bis heute 60 Mitarbeitende und forscht an neuen Prozessen und Maschinen sowie mikroskopischen Phänomenen rund um innovative Möglichkeiten der Umformtechnik.
Danksagung
Die Veröffentlichung ist im Rahmen des durch das Bundesministerium für Bildung und Forschung geförderte Verbundprojekt „StAmping Insights“ mit dem Förderkennzeichen 13N16563 entstanden. Die Autoren bedanken sich für die finanzielle Unterstützung.
Literatur
1 Knapp, O.; Langefeld, B.; Borgovan, G.; Ding, B.: Generation Manufacturing. Roland Berger, 2022 (https://www.rolandberger.com/publications/publication_pdf/roland_berger_next_generation_manufacturing.pdf [Abgerufen am 14.2.2025])Suche in Google Scholar
2 Protolabs (Hrsg.): The Balancing Act: Unlocking Innovation in Manufacturing. 2023 (https://explore.protolabs.com/reportinnovation-balancing-act/?utm_source=eureka&utm_medium=referral&utm_campaign=uk-thought-leadership-0723&utm_content=eureka-spotlight-thought-leadership-0723 [Abgerufen am 14.2.2025])Suche in Google Scholar
3 PWC (Hrsg.): Maschinenbau-Barometer-2024 (https://www.pwc.de/de/industrielleproduktion/pwc-maschinenbau-barometerq2-2024.pdf [Abgerufen am 14.2.2025])Suche in Google Scholar
4 Schebek, L.; Kannengießer, J.; Campitelli, A. et al.: Ressourceneffizienz durch Industrie 4.0. Potenziale für KMU des verarbeitenden Gewerbes. VDI-Studie, Berlin 2017Suche in Google Scholar
5 Hoßfeld, M.; Ackermann C.: Leichtbau durch Funktionsintegration. Springer, Berlin, Heidelberg 2020 DOI:10.1007/978-3-662-59823-810.1007/978-3-662-59823-8Suche in Google Scholar
6 Reichert, D.; Cito, C.; Barjasic, I.: Lean & Green: Best Practice. Springer Gabler, Wiesbaden. 2018 DOI:10.1007/978-3-658-21686-3_210.1007/978-3-658-21686-3_2Suche in Google Scholar
7 Pelz, P. F.; Groche, P.; Pfetsch, M. E.; Schaeffner, M.: Mastering Uncertainty in Mechanical Engineering. Springer, Cham 2021 DOI:10.1007/978-3-030-78354-910.1007/978-3-030-78354-9Suche in Google Scholar
8 Schenke, C.; Penter, L.; Heiland, S.; Ihlenfeldt, S.: Herausforderungen bei der Abbildung der Prozess-Maschine Interaktion am Beispiel der Umformsimulation. In: Verl, A.; Röck, S.; Scheifele, C. (Hrsg.): Echtzeitsimulation in der Produktionsautomatisierung. Springer Vieweg, Berlin, Heidelberg 2024 DOI:10.1007/978-3-662-66217-5_610.1007/978-3-662-66217-5_6Suche in Google Scholar
9 Unterberg, M.; Becker, M.; Niemietz, P.; Bergs, T.: Data-Driven Indirect Punch Wear Monitoring in Sheet-Metal Stamping Processes. Journal of Intelligent Manufacturing 35 (2024) 4, S. 1721–1735 DOI:10.1007/s10845-023-02129-w10.1007/s10845-023-02129-wSuche in Google Scholar
10 Kubik, C.; Molitor, D. A.; Rojahn, M.; Groche, P.: Towards a Real-time Tool State Detection in Sheet Metal Forming Processes Validated by Wear Classification During Blanking. IOP Conference Series Materials Science and Engineering 1238 (2022) 1 DOI:10.1088/1757-899X/1238/1/01206710.1088/1757-899X/1238/1/012067Suche in Google Scholar
11 Farioli, D.; Kaya, E.; Fumagalli, A. et al.: A Data-based Tool Failure Prevention Approach in Progressive Die Stamping. Journal of Manufacturing and Materials Processing 7 (2023) 3 DOI:10.3390/jmmp703009210.3390/jmmp7030092Suche in Google Scholar
12 Molitor, D. A.; Kokozinski, A.; Kubik, C. et al.: Identifying Productivity-limiting Factors in Progressive Die Stamping: Datadriven Methodology for Process Optimization. Production Engineering (2025) DOI:10.1007/s11740-024-01328-510.1007/s11740-024-01328-5Suche in Google Scholar
13 Kolbe, M.: Stanztechnik. 13. Aufl., Springer Vieweg, 202010.1007/978-3-658-30401-0Suche in Google Scholar
14 Maslej, N.; Fattorini, L.; Brynjolfsson, E. et al.: Artificial Intelligence Index Report 2023 DOI:10.48550/arXiv.2310.0371510.48550/arXiv.2310.03715Suche in Google Scholar
15 Gove, R. J.: CMOS Image Sensor Technology Advances for Mobile Devices. In: High Performance Silicon Imaging. Woodhead Publishing. 2020, S. 185–240 DOI:10.1016/B978-0-08-102434-8.00007-610.1016/B978-0-08-102434-8.00007-6Suche in Google Scholar
16 Ogita, T.: Overview of Pixel Scaling Technology in CMOS Image Sensor. In: 21st International Workshop on Junction Technology (IWJT), IEEE 2023 DOI:10.23919/IWJT59028.2023.1017510010.23919/IWJT59028.2023.10175100Suche in Google Scholar
17 Schlegel, C.; Molitor, D. A.; Kubik, C. et al.: Tool Wear Segmentation in Blanking Processes with Fully Convolutional Networks Based Digital Image Processing. Journal of Materials Processing Technology 324 (2024) DOI:10.1016/j.jmatprotec.2023.11827010.1016/j.jmatprotec.2023.118270Suche in Google Scholar
18 Doege, E.; Seidel, H. J.; Griesbach, B.; Yun, J. W.: Contactless On-line Measurement of Material Flow for Closed Loop Control of Deep Drawing. Journal of Materials Processing Technology 130 (2002) 6, S. 95–99 DOI:10.1016/S0924-0136(02)00763-X10.1016/S0924-0136(02)00763-XSuche in Google Scholar
19 Al-Baradoni, N.; Heck, P.; Groche, P.: High-Precision Integration of Optical Sensors into Metallic Tubes Using Rotary Swaging: Process Phenomena in Joint Formation. Journal of Manufacturing and Materials Processing, 8 (2024) 2 DOI:10.3390/jmmp802006010.3390/jmmp8020060Suche in Google Scholar
20 Molitor, D. A.; Kubik, C.; Hetfleisch, R. H.; Groche, P.: Workpiece Image-based Tool Wear Classification in Blanking Processes Using Deep Convolutional Neural Networks. Production Engineering 16 (2022) 5–8 DOI:10.1007/s11740-022-01113-210.1007/s11740-022-01113-2Suche in Google Scholar
21 Ristea, N. C.; Madan, N.; Ionescu, R. T. et al.: Self-supervised Predictive Convolutional Attentive Block for Anomaly Detection. In: Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition, 2022, S. 13576–13586 DOI:10.1109/CVPR52688.2022.0132110.1109/CVPR52688.2022.01321Suche in Google Scholar
22 Weimer, D.; Scholz-Reiter, B.; Shpitalni, M.: Design of Deep Convolutional Neural Network Architectures for Automated Feature Extraction in Industrial Inspection. CIRP Annals 65 (2016) 1, S. 417–420 DOI:10.1016/j.cirp.2016.04.07210.1016/j.cirp.2016.04.072Suche in Google Scholar
23 Guo, Y.; Tang, J.; Yang, L. et al.: RobustFlow: an Unsupervised Paradigm toward Real-world Wear Detection and Segmentation with Normalizing Flow. Tribology International 179 (2022) 1 DOI:10.1016/j.triboint.2022.10817310.1016/j.triboint.2022.108173Suche in Google Scholar
24 Rezende, D.; Mohamed, S.: Variational Inference with Normalizing Flows. In: International Conference on Machine Learning, 2025 DOI:10.48550/arXiv.1505.0577010.48550/arXiv.1505.05770Suche in Google Scholar
25 Molitor, D. A.; Arne, V.; Kubik, C. et al.: Inline Closed-loop Control of Bending Angles with Machine Learning Supported Springback Compensation. International Journal of Material Forming 17(2023) 1 DOI:10.1007/s12289-023-01802-y10.1007/s12289-023-01802-ySuche in Google Scholar
26 Groche, P.; Hohmann, J.; Übelacker, D.: Overview and Comparison of Different Sensor Positions and Measuring Methods for the Process Force Measurement in Stamping Operations. Measurement 135 (2019), S. 122–130 DOI:10.1016/j.measurement.2018.11.05810.1016/j.measurement.2018.11.058Suche in Google Scholar
27 Birkert, A.; Haage, S.; Straub, M.: Umformtechnische Herstellung komplexer Karosserieteile: Auslegung von Ziehanlagen. Springer Vieweg, Wiesbaden 2013 DOI:10.1007/978-3-642-34670-510.1007/978-3-642-34670-5Suche in Google Scholar
© 2025 Felix Georgi, Robin Krämer und Peter Groche, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Artikel in diesem Heft
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung
Artikel in diesem Heft
- Grußwort
- Grußwort
- Inhalt
- Künstliche Intelligenz
- Künstliche Intelligenz (KI)
- Menschzentrierte Einführung von Künstlicher Intelligenz in Produktion und Engineering
- Generative AI and Agentic Architecture in Engineering and Manufacturing
- Intelligent Industry
- Von Piloten zu skalierbaren Lösungen
- KI in Engineering
- KI-Anwendungen im Engineering
- KI-Adaption in der Produktentwicklung
- KI-Transformation im Engineering
- Code the Product – Vision für die Produktentstehung der Zukunft
- Machine Learning in Transmission Design
- AI Enables Data-Driven Product Design
- Optimierung von Entwicklungsprozessen durch KI-gestütztes Generatives Engineering und Design
- Human-AI Teaming in a Digital Twin Model for Virtual Product Development
- Kundenorientierte Innovationspotenziale durch KI
- Scheitert Systems Engineering an seiner eigenen Komplexität?
- AI-Augmented Model-Based Systems Engineering
- Prompt Engineering im Systems Engineering
- Sustainable Product Development and Production with AI and Knowledge Graphs
- AI-Driven ERP Systems
- Optimale Produktion dank Künstlicher Intelligenz
- KI in PLM-Systemen
- KI in Produktion
- Durchblick in der Produktion
- Production of the Future
- Der Use-Case-First-Ansatz zum Einsatz von Künstlicher Intelligenz in der Produktion
- Überwindung der Programmierkluft in der Produktion und Fertigung
- Lean Data – Anwendungsspezifische Reduktion großer Datenmengen im Produktionsumfeld
- KI-Zuverlässigkeit in der Produktion
- KI in der Smart Factory: Warum Standardanwendungen besser sind
- Data-Driven Decision-Making: Leveraging Digital Twins for Reprocessing in the Circular Factory
- Extended Intelligence for Rapid Cognitive Reconfiguration
- Erfahrungsbasierte Bahnoptimierung von Montagerobotern mittels KI und Digitalen Zwillingen
- Integration of Machine Learning Methods to Calculate the Remaining Useful Life of Mandrels
- AI-Driven Load Sensing for Wind Turbine Operations
- ChatPLC – Potenziale der Generativen KI für die Steuerungsentwicklung
- Developing and Qualifying an ML Application for MRO Assistance
- Applying AI in Supporting Additive Manufacturing Machine Maintenance
- Kollaboratives Modelltraining und Datensicherheit
- KI-basierte Partikelgrößenbestimmung in Suspensionen
- Intelligente Prozessüberwachung für die flexible Produktion
- Robuste Bauteilidentifikation mittels digitaler Fingerabdrücke
- Herausforderungen der Digitalisierung in der Klebetechnik
- Vom Webshop zum Shopfloor
- Scoring-Prozess mit Vorhersagemodell
- Automatisierte Optimierung von Metamaterialien im Leichtbau
- KI-gestützte Prozessoptimierung in der Massivumformung
- AI-Supported Process Monitoring in Machining
- Federated Learning in der Arbeitsplanung
- KI in der Kommissionierung
- KI-basiertes Assistenzsystem zur Qualitätskontrolle
- Qualitätssteigerung durch Digitalisierung
- Qualitative und wirtschaftliche Vorteile des KI-gestützten 8D-Prozesses
- KI-gestützte Prognose von Durchlauf- und Lieferzeiten in der Einzel- und Kleinserienfertigung