High-efficiency nano polishing of steel materials
-
Min Li
 ,
Bernhard Karpuschewski
,
Bernhard Karpuschewski

Abstract
The application of a specific rheological polishing slurry is proposed first for high-efficiency machining of steel materials to achieve high-quality ultraprecision finished surfaces. The rheology of the polishing slurry was explored to show that the non-Newtonian medium with certain parameters of content components exhibits shear-thickening behavior. Then the new high-efficiency nano polishing approach is applied to process spherical surfaces of bearing steel. Several controllable parameters such as shear rheology, abrasive data, rotational speed, and processing time are experimentally investigated in this polishing process. A special finding is that the surface roughness and material removal rate can increase simultaneously when a small abrasive size is applied due to the thickening mechanism during the shearing flow of slurries. Excessive abrasives can decrease surface quality due to the uneven agglomeration of particles scratching the surface. Under optimized conditions, a high-accuracy spherical bearing steel surface with a roughness of 12.6 nm and roundness of 5.3 μm was achieved after a processing time of 2.5 h. Thus, a potential ultraprecision machining method for target materials is obtained in this study.
1 Introduction
Precisely finished components have increasing practical applications such as aero engine blades, biomedical artificial pacemaker implants, optical multiple lenses, and bearing elements [1]. The performance of these components usually depends on form accuracy and ultra-smooth surface with low or even no subsurface damage [2]. Therefore, high-efficiency deterministic finishing method is an important factor in the entire manufacturing process.
In this sense, Jones [3] developed the computer-controlled optical surfacing (CCOS) technology to achieve the shaping of high-precision surfaces. Law et al. [4] developed a CCOS system for correcting form errors on aspheric surfaces and obtained a 55 mm diameter aspheric workpiece with peak‐to‐valley (PV) error of 662 nm and root-mean-square (RMS) of 115 nm. Some polishing methods, such as magnetorheological finishing (MRF) [5], bonnet polishing [6], and chemical mechanical polishing (CMP) [7] can successfully remove tiny amounts of material and at the same time they hardly induce fracture in the machined material. Nevertheless, the high cost of magnetorheological fluids (i.e., slurries) in MRF, the embedded abrasives in the material in bonnet polishing, and the regular environmental impact of chemical slurries in CMP [8] are limitations in potential uses. Rapid polishing is associated with improving the productivity of products. Accordingly, new ultraprecision polishing methods with high efficiency/high accuracy and low cost have to be identified. In this context, Li et al. [9,10] proposed a novel polishing approach, that is, shear-thickening polishing (STP). During the STP process, a “flexible fixed abrasive tool” will emerge in the polishing zone between the workpiece and slurry, and a persistent shear force compels the abrasives to remove the roughness peaks. However, precise rheological control of the specific slurries will determine the machining capability of the workpiece in the STP process. Subsequently, Li et al. [11] developed temperature-induced gradient thickening slurries to polish lithium niobate crystals with ultra-low damages. In addition, specific polishing slurries with adapted compositions provide appropriate machinability for certain workpiece materials.
In particular, bearing steel materials have a crucial application due to their superior properties (e.g., specific behavior for extreme service-environments in large strength, high strengthening elastics, toughness, and excellent anti-corrosion [12,13,14,15]). Paturi et al. [16] applied the artificial neural network method to research tool wear and revealed the importance of cost-effective precision machining for exploring new manufacturing methods of steel material. Jouini et al. [17] explored the effect of surface integrity on the fatigue life of bearing rings finished by turning and grinding and pointed out that surface accuracy is the focus of bearing manufacturing. Grzesik [18] studied the significant influence of surface topography produced by turning, grinding, honing, and isotropic finishing on the friction, fatigue, corrosion, and other functional properties, and highlighted the possibilities of generating precision surfaces with target features by some manufacturing processes. Additionally, Byrne et al. [19] found that dimensional accuracy and roughness could respectively achieve IT5 (Ra 0.1 μm) during the cutting process. Yao et al. [20,21] developed a CMP machining approach with both-sides mode for cylindrical bearing steel and obtained high-accuracy polishing surfaces. Li et al. [22] reported the surface integrity of bearing steel element with PV error of 0.82 μm and surface roughness Ra 4.55 nm via a high-efficiency polishing technique. Thus, ultraprecision polishing of bearing components with satisfying high integrity in their surfaces is an emerging field.
The novel application of high-efficiency nano polishing slurries is usually restricted by the physical–chemical properties of workpiece materials. In this study, a promising alternative of polishing slurries as one contribution is proposed for the high-efficiency machining of steel materials. The shear-thickening rheological properties of the slurry are precisely controlled to effectively remove material. Several control parameters are experimentally explored in the polishing process. Another contribution of this work focuses on the shape accuracy control of spherical workpieces. Under optimum polishing conditions, a potential ultraprecision machining method for the targeted materials is obtained in this study.
2 Experiment and measurement
2.1 Polishing concept and self-developed device
Figure 1 shows the polishing concept and self-developed experimental device. The two self-rotating workpieces were fixed and immersed in the new prepared slurries (i.e., high-efficiency nano polishing fluids). The polishing slurries with abrasive micro-particles were prepared and added in a slurry tank with the annular groove. The liquid level depth of slurries should be controlled at 50–60 mm to facilitate greater contact with the workpiece surface. The working speed of the polishing slurry tank in Figure 1 and the controllable self-rotational speed of workpieces did not exceed 50 and 800 rpm, respectively.
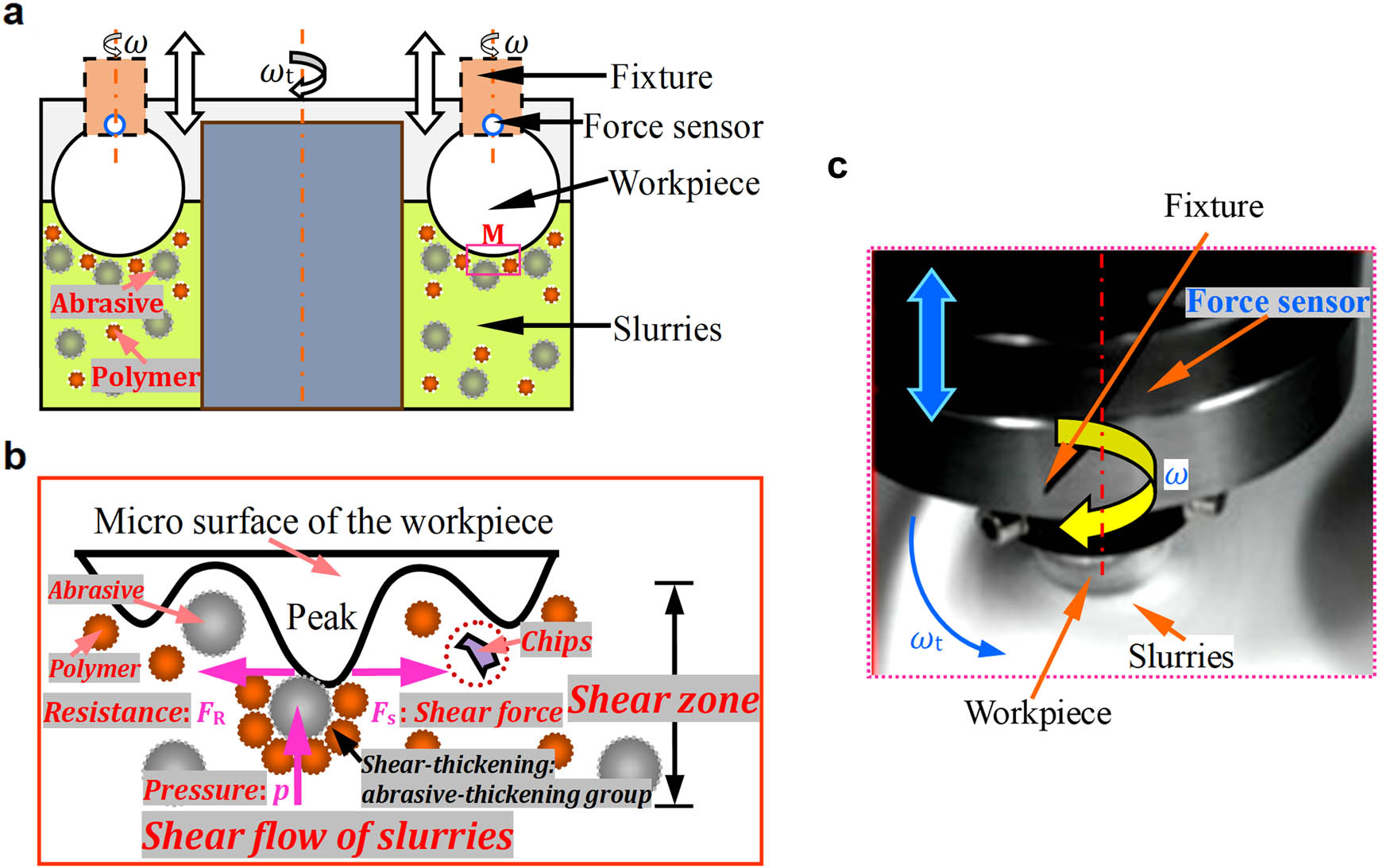
Schematic of the ultraprecision machining process: (a) polishing system; (b) material removal principle; (c) self-developed experimental device and magnification region M of (a).
In this experiment, two bearing steel parts with spherical surface (diameter: 40 mm) were selected as workpieces. The polishing conditions are shown in Table 1. The shear depth between the slurries and work is less than 1.5 mm. The effects of these controlling variables were investigated.
Detailed experimental data
| Parameters | Values |
|---|---|
| Workpiece material | Bearing component/steel |
| Abrasive concentration | W a% = 5, 15, 25, 30, and 35 wt% |
| Abrasive size | D a = 1.5, 3, 5, and 15 μm |
| Rotational speed (slurry tank) | ω t = 45 rpm (<50 rpm) |
| Rotational speed (workpieces) | ω = 200–800 rpm |
| Shear depth | h s = 1 and 1.5 mm |
| Dispersed phase | W s% = 16, 32, and 48 wt% |
| Polishing time | ∆t = 0.5, 1, 1.5, 2, 2.5, and 3 h |
2.2 Preparation and rheological test
In order to obtain the high-efficiency nano polishing slurries for steel processing, the special preparation processes of these slurries should be conducted as per the following steps: first, the base liquid, which contains polymer particles (e.g., polymeric substance and polyhydroxy powder) and a metal complex agent (e.g., ethylene diamine tetraacetic acid) including chemical stabilizer (e.g., epoxy agent) and some excipients, was prepared to achieve the important shear-thickening mechanism. Second, the abrasives Al2O3 with 5–35 wt% (as shown in Table 1) were added as the second phase to the above-mentioned base liquid for preparing specific slurries. Furthermore, the abrasive sizes of 1.5–15 μm in Table 1 were added in the slurries and then explored to assess the influence of the material removing mechanism for our proposed bearing steel polishing technology in this study. Finally, the components of the slurries were entirely mixed and dispersed for approx. 1 h at room temperature before the rheological test and actual polishing. Regarding the flow characteristics of slurries, a series of rheological measurements were performed with a rheometer at the same conditions and repeated three times. In addition, the states of the special slurries were observed on the KEYENCE VHX-5000 microscope. To capture the photos of the fluid state, an auxiliary device (containing slurries) with a stirring shear tool was designed under the microscope lens to provide image observation during measurements.
2.3 Surface characterization
The removal variation of targeting workpieces per polishing time interval were measured and calculated by a laser thickness tester (type: CMT-1100). Then the material removal mechanism and polishing quality were characterized with a profilometer (e.g., the roughness and roundness accuracy of workpieces were tested by an optical profilometer and roundness testing device, respectively). Additionally, the surface micromorphology was measured by a scanning electron microscope (SEM).
3 Analysis of the rheological properties of slurries
The flow pressure (p) of slurries is always studied by flow governing formulas to ensure material removing control during bearing steel polishing. To analyze the flow conveniently, some related data should be assumed as scientific hypothesis [23,24]: (1) slurries will be assumed to be incompressible and these mediums have a certain viscosity of
where
Macroscopically, the flow viscosity
where
where equations (5)–(7) have the similar mathematical form expressed in equation (4). The parameters K i (when i = s-d, s, s-dp) express the transitions from thinning to thickening mechanism, while the power exponents n i (when i = s-d, s, s-dp) involve three slopes for every flow transition region under different shear rates. According to the viscosities of the polishing slurries, the typical characteristics can be derived as the following:
Region of shear-thinning mechanism: μ i represents the asymptotic value with the extremely small shear rates, n i represents the curve slope for thinning mechanism; K s-d expresses the transitions from thinning to thickening mechanism; and
Region of shear-thickening mechanism: μ c represents the critical thickening-viscosity with the rising shear rates, n s represents the curve slope for thickening mechanism; K s-d expresses the transitions from thickening to thinning mechanism; and
Region of shear-thinning mechanism: μ m refers to the critical thinning-viscosity with the extremely larger shear rates, n s-dp refers to the slope for the thinning mechanism; K s-dp expresses the transitions from thickening to thinning mechanism; and
As pointed out in Section 2.1, the crucial concept of this high-efficiency nano polishing process lies in the control of the rheological mechanism in the region of shear thickening to obtain a bigger holding force on the abrasives. Thus, the viscosities of the polishing slurry should be explored and the rheological curves should be determined to find the important controllable parameters such as velocity gradient (v ∆) and shear depth (h s). Naturally, the velocity gradient will be decided by the rotational speed of the associated workpieces and the appropriate rotational speed of the slurry tank. More importantly, the shear depth can always be determined and adjusted by the polishing turntable. As per the Preston’s equation of material removal [25], the polishing velocity (v) and pressure (p) are the two key conditions regulating polishing efficiency. Thus, the performance control of the slurries will lay an effective foundation for subsequent material removal analysis in Section 4.
4 Analysis of material removal efficiency
As the rheological properties of polishing slurries are configured with two parameters (e.g., velocity gradient, v ∆ and shear depth h s), the polishing process will have to be regulated and controlled to ensure best machining results for workpieces. Therefore, for our polishing approach, based on the Preston’s equation [28], we can express the material removal rate (MRR) equation:
where k represents a coefficient related to the actual polishing conditions, p represents the polishing pressure calculated by the flow functions and the force sensor in Figure 1, and v ∆ represents the velocity gradient in the flow field of slurries.
With the detailed polishing conditions demonstrated in Table 1, all five values of MRR represented by MRRp of various testing zones can be obtained in the experiments as:
where MRRp represents the experimental value, ∆h represents the height difference of actual removal, h i represents the initial height, and h p represents the machined height in our polishing process of time interval ∆t.
Based on equation (8), coefficient k must be computed as per the actual polishing data of MRRp. With the target testing positions on bearing steel surfaces, certain differences exist regarding the actual polishing data of MRRp resulting in several values of the coefficient k. After that, the mean coefficient
where MRRf represents the modified model,
5 Results and discussion
Figure 2 presents the rheological states of slurries in the original non-thickening condition as well as after shear thickening. In order to capture the fluid state, an auxiliary device (containing slurries) with a disturbance tool was designed under the microscope lens to provide image observation during the testing process. An external disturbance driven by shear force is more likely to produce abrasive Al2O3-“thickening” groups for the slurries under test. At the extreme lower shear rates (
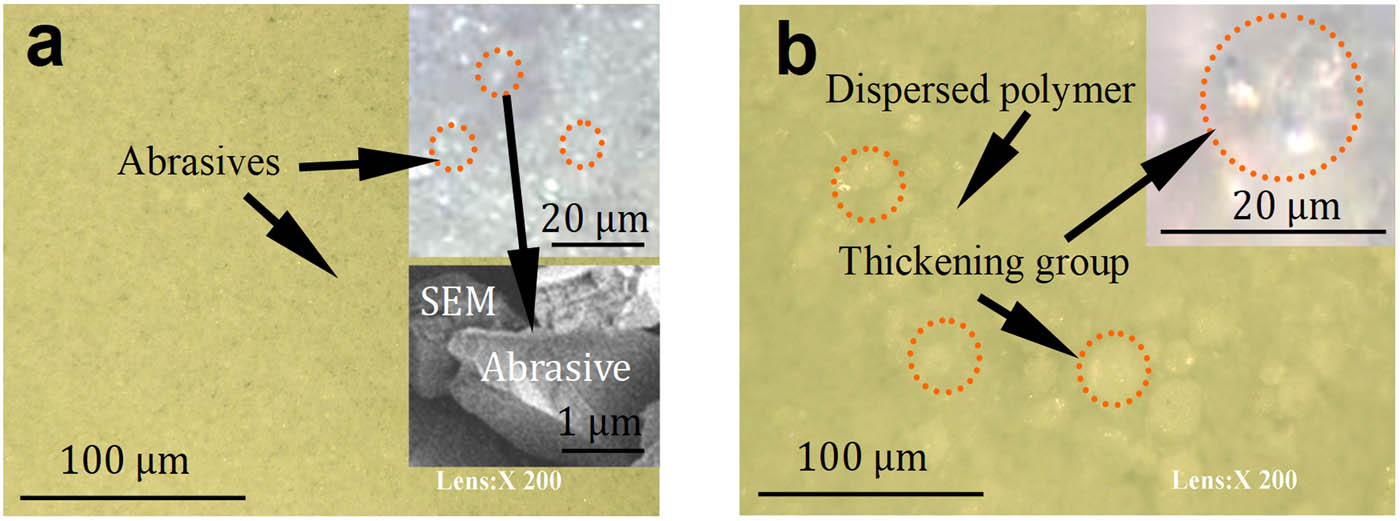
States of the special slurries observed on the VHX-5000 microscope and SEM: (a) initial dispersion and (b) thickening group.
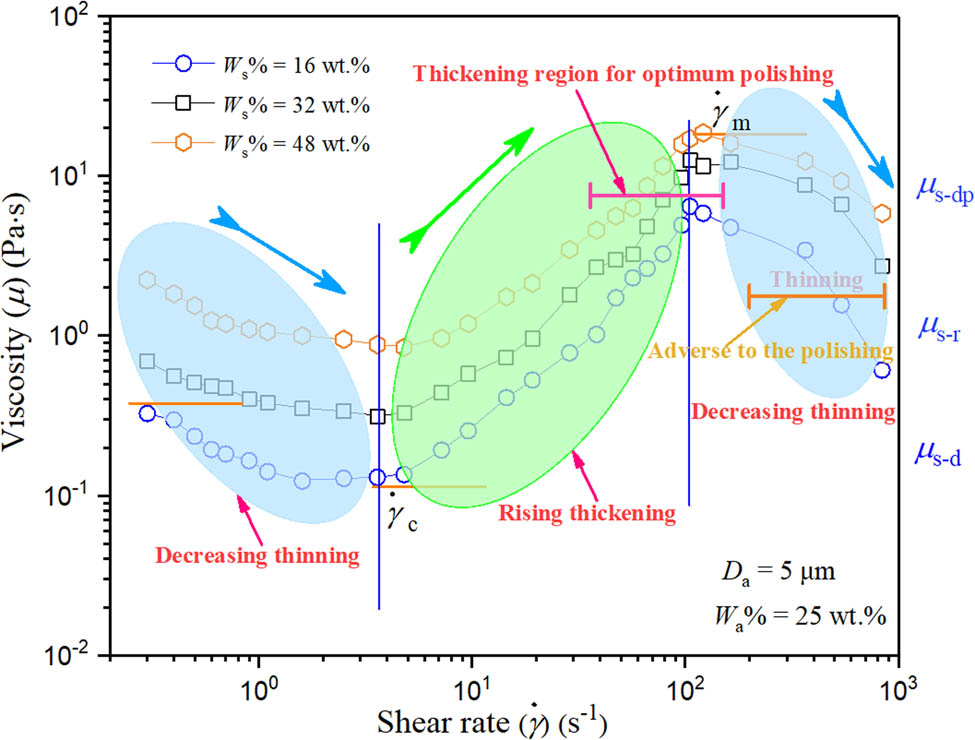
Three rheological curves of the experimental slurries (flow viscosity vs shear rate).
As shown in Figure 3, the prepared polishing slurries exhibit non-Newtonian flow features of shear-thickening rheology. According to the viscosities of the polishing slurries, the typical characteristics can be derived as three regions: (1) region of shear-thinning mechanism; (2) region of shear-thickening mechanism; and (3) region of shear-thinning mechanism. Theoretically, at extremely low shear rates
Figure 4 demonstrates the influence of abrasive size (D a) on the polishing of workpieces. During the polishing process, as shown in Figure 4, the abrasive size D a of Al2O3 has a great effect on the variation of workpiece’s roughness Ra (unpolished surface of Ra 310.0 nm). The polished surface demonstrated mirror-like smoothness with surface roughness Ra (12.8 nm) under the conditions of abrasive size D a = 3 μm, ω = 700 rpm, W s% = 32 wt%, and W a% = 25 wt%. With the abrasive size (D a) decreasing from 15 to 1.5 μm, the surface quality of the spherical bearing steel parts improved during the polishing process. The number of abrasives in the slurries increases with decreasing particle size. Thus, with constant Al2O3 concentration, the roughness Ra of spherical parts decreases more rapidly. In Figure 4, the surface roughness increases dramatically when D a > 3 μm, which can be explained theoretically with the explanation that a large size abrasive will cause large scratches on the workpiece surface [9], resulting in the mutation of surface roughness Ra. Moreover, the abrasive size of Al2O3 can affect the construction of the elastic polymers–abrasives clusters, and then this abrasive Al2O3-“thickening” groups generate the micro-cutting of the workpieces. The control of the abrasive size made a crucial contribution in improving the roughness Ra of the workpieces. The MRR has a little variation with the abrasive size due to the ratio of D a to particle size of the thickening phase. However, the research result in Figure 4 shows a special finding that Ra and MRR can increase simultaneously during the application of small abrasive size D a due to the thickening mechanism during the shearing flow of slurries. Theoretically, at the same concentration of abrasives in slurries, MRR reduces with the increase in the abrasive size D a. It might be decided by the smaller number of abrasives and smaller micro-cutting edge in the polishing contacting zone. In addition, the scratches/pits and damages on initial rough surfaces (Figure 5a) would be rapidly deburred (Figure 5b) and reduced due to the micro-cutting action of abrasives (Figure 5c). When the polishing process continues, the surfaces of workpieces can gradually flatten as shown in Figure 5d and e. Finally, smooth spherical surfaces were achieved in this process (Figure 5f).
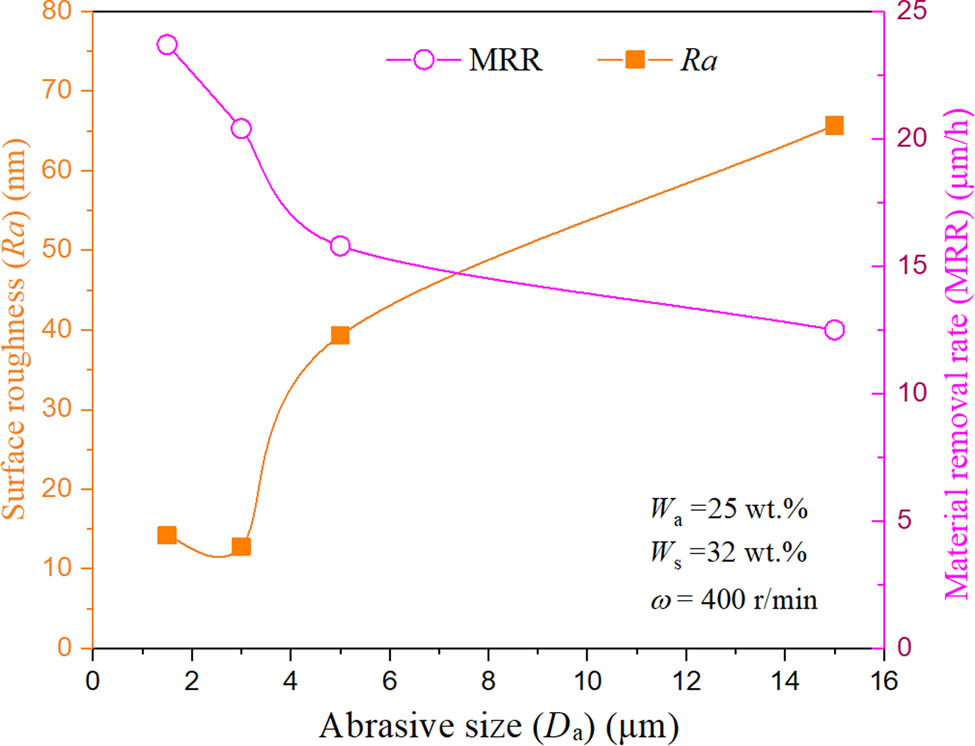
Influence of different abrasive size of Al2O3 on surface roughness Ra and MRR.
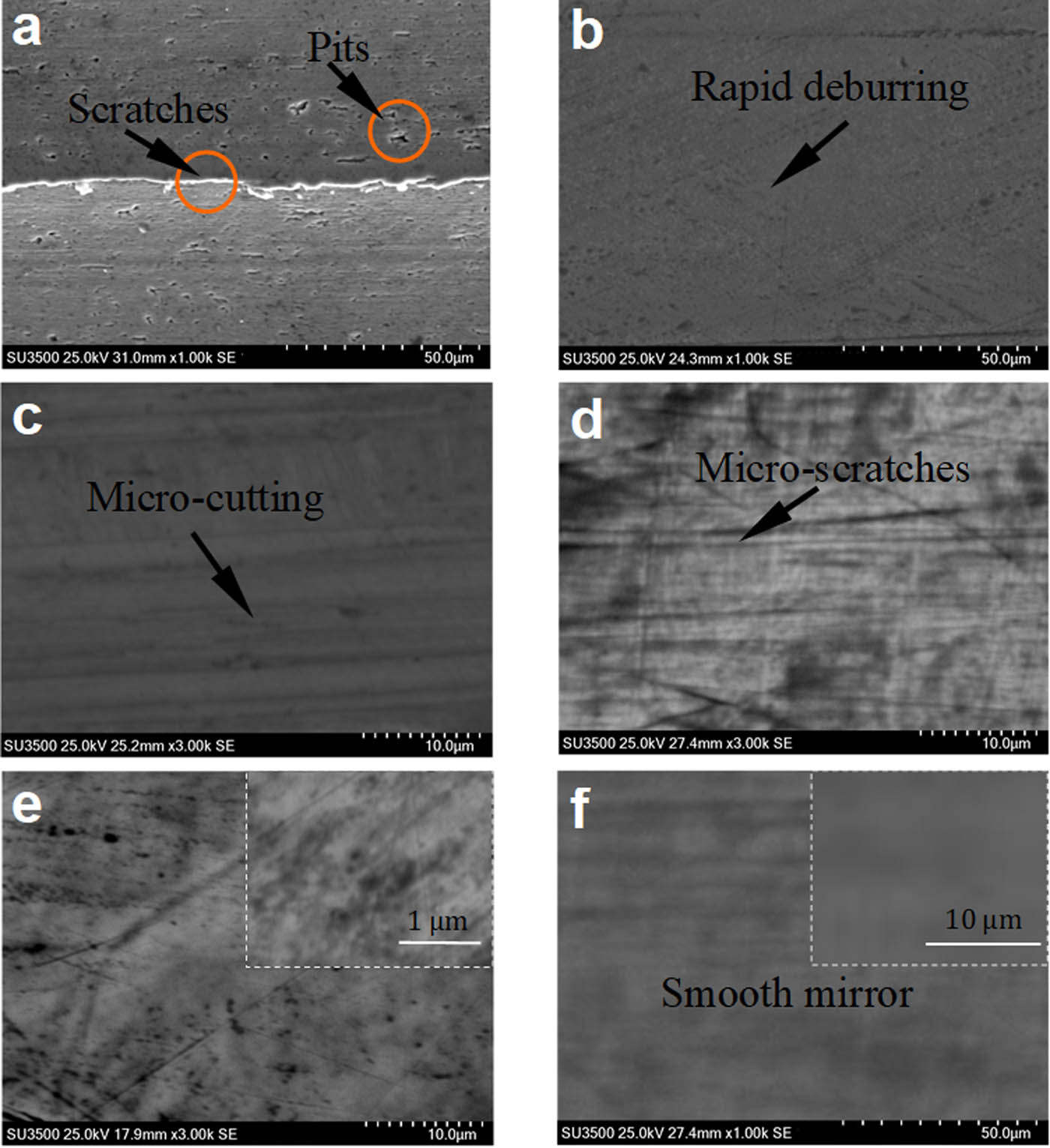
Surface micromorphology: (a) unpolished rough surface with scratches (0 h); (b) rapid deburring (0.5 h); (c) micro-cutting (1 h); (d) generation of micro-scratches (1.5 h); (e) surface flattening (2 h); and (f) polished smooth mirror (2.5 h).
Figure 6 demonstrates the influence of the self-rotational speed of workpieces. As the self-rotational speed of workpiece (ω) increases at the constant rotational speed of slurry tank ω t = 45 rpm, the thickening mechanism exhibits a higher intensity than at low speed, and then the shear stress will grow rapidly to reach large material removal. As the self-rotational speed of workpieces (ω) equals to 400 rpm and the rotational speed of slurry tank ω t = 45 rpm, the roughness will reduce to Ra 12.4 nm at the polishing time of 3 h. Meanwhile, once the rheological feature of the slurries with the region of rising thickening reaches the thickening region of optimum polishing, as shown in Figure 3, the appropriate shear action of thickening phases can be controlled to generate some clusters or groups, driving micro-cutting abrasives to generate elastic polymers–abrasives clusters for the workpiece polishing. Excessive rotational speed (>400 rpm) can affect the formation of the optimal thickening region and will reduce surface quality with the increasing of surface roughness. These results reveal the removal capability of the effective flexible “polymer-abrasive clusters.” This is a remarkable improvement caused by the sharp strengthening of the shear-thickening mechanism. Therefore, once more rough peaks on the targeting surfaces are selectively cut in the polishing time per trial, the polishing quality should be dramatically improved with increasing MRR.
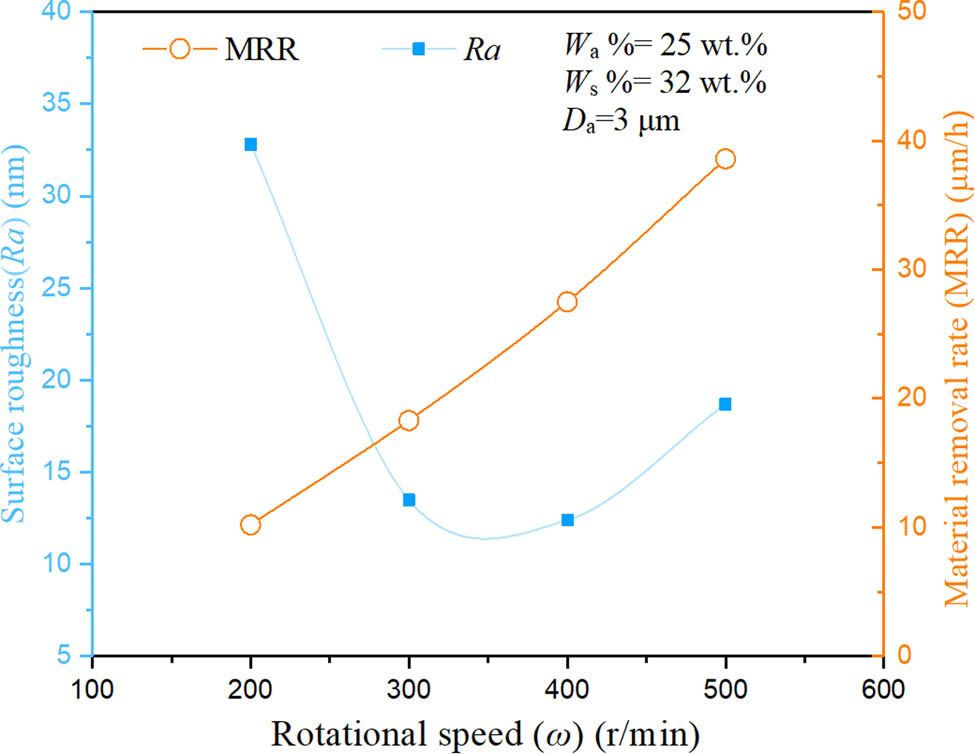
Effect of self-rotational speed of workpieces ω on the polishing data of Ra and MRR.
Figure 7 demonstrates the influence of abrasive concentration (W a%). The change of the roughness is always decreasing when W a% < 25 wt%. However, when W a% > 25 wt%, the roughness will increase and will lead to a deterioration of surface quality of spherical bearing steel surfaces. Under the critical abrasive concentration of W a% = 25 wt%, Ra reaches 16.7 nm in 2 h. According to polishing theories, at lower Al2O3 concentration W a%, only a few abrasives are involved in the micro-removing of workpieces. As a result, an ideal processing effect with high MRR and low surface roughness cannot be achieved. A rising concentration causes the growth of effective abrasives in material micro-removing and produces more rapid material removal and a slighter decrease of roughness [30]. However, excessive abrasives can reduce surface quality due to the uneven agglomeration of particles scratching the surface. The polished surfaces have presented certain differences with various abrasive sizes. The surface roughness of the workpiece can be reduced from Ra 310 to 16.7 nm at an optimum Al2O3 concentration of W a% = 25 wt%.
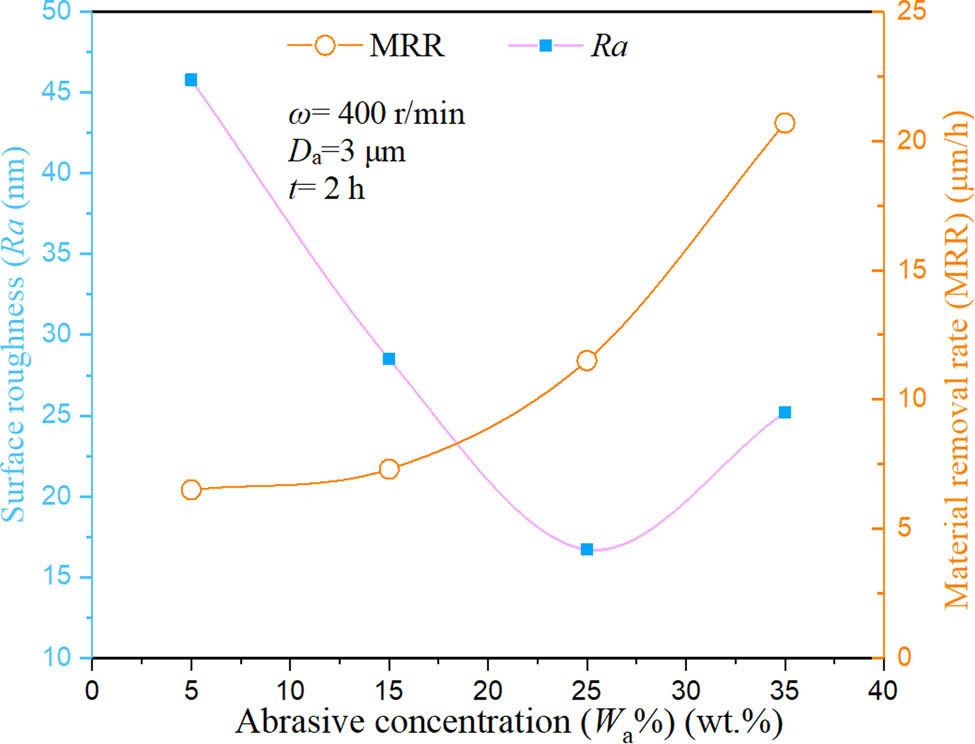
Effect of Al2O3 concentration on polishing data of Ra and MRR.
Figure 8 demonstrates the workpiece after a 2.5 h polishing process. Under the optimized experimental process conditions of D a = 3 μm, ω = 400 rpm, W a% = 25 wt%, the surface roughness of the spherical bearing steel component reduced from Ra 310 (in Figure 8a and c) to 12.6 nm, and a smooth-like surface was obtained in Figure 8b–d. The material removal mechanism would be a continuous process of micro-cutting [31,32,33], resulting in removing scratches and pits to demonstrate “flexible polishing” [34,35,36] on the target surfaces. These research findings indicate that material surface defects were greatly reduced during the proposed polishing. More importantly, the optimization of processing parameters can be helpful to control some other intermediate or uncertain factors [37], so as to improve the actual polishing accuracy of workpieces in this study. In addition, shape accuracy is an essential polishing datum for curved surfaces and can affect the component assembly process and practical application of the final product. Figure 8e and f demonstrate the roundness variation of the workpiece before and after polishing. The roundness value of the curved surface parts improves obviously after a polishing time of 2 h, and the roundness declines steadily from 12.2 to 5.3 μm after a processing time of 2.5 h. Moreover, due to the limitation of polishing conditions in this work, excessive polishing time (i.e., 3 h) cannot significantly improve the surface quality of workpieces. Actually, if we further regulate the abrasive shape [11] or composition of slurries [38], it might shorten the processing time (e.g. ∆t < 2h), which is expected to further improve the processing efficiency of workpieces. The research reveals that the high-efficiency nano polishing process is a valuable ultraprecision machining approach for spherical bearing steel components.
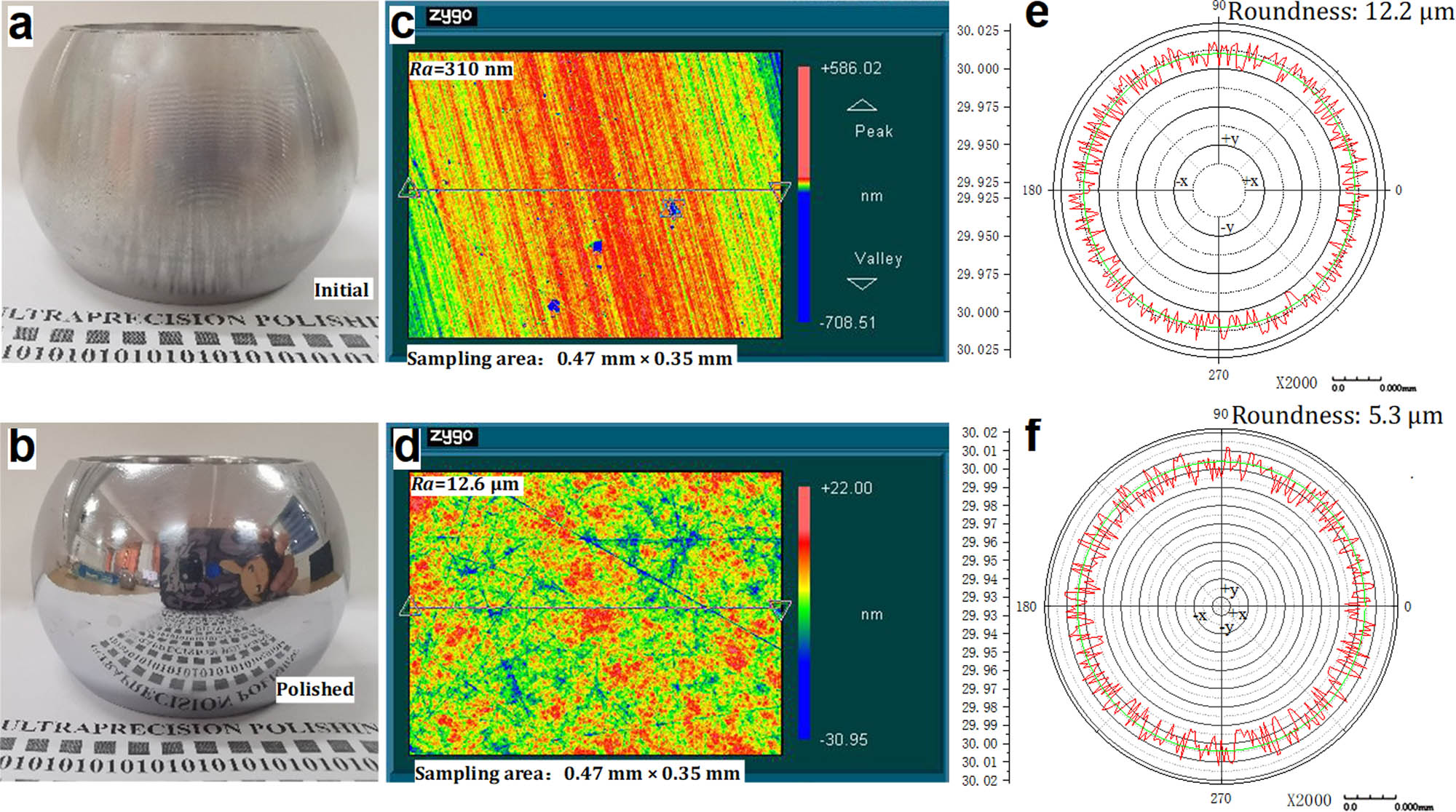
Comparison of the initial and polished surface quality: (a) initial work piece; (b) polished work piece (2.5 h); (c) initial surface with scratches; (d) polished work piece (2.5 h); (e) roundness of the initial work piece; and (f) roundness of the polished work piece (2.5 h).
6 Conclusion
A potential ultraprecision machining technology for specific steel materials was proposed in this study. The following conclusions were drawn from this study.
The specifically prepared high-efficiency nano polishing slurries exhibit non-Newtonian flow features of shear-thickening rheology. Further, the shear-thickening rheological properties of the slurry can be precisely controlled to achieve material removal. As the rotational speed increases at a constant rotational speed of the slurry tank, the thickening mechanism at high rotational speed shows much higher intensity than that in low rotational speed, and the shear stress will grow rapidly to effect large material removal due to the formation of flexible “polymer–abrasives clusters.” The control of the abrasive size made a crucial contribution in improving the surface roughness Ra of workpieces. A special finding is that Ra and MRR can increase simultaneously when small abrasive size D a is applied due to the thickening mechanism during the shearing flow of slurries. The change of the roughness is always decreasing when W a% < 25 wt%. However, when W a% > 25 wt%, the roughness will increase and will lead to a deterioration of surface quality of spherical bearing steel surfaces. Excessive abrasives can decrease the surface quality due to the uneven agglomeration of particles scratching the surface. Under the optimized experimental process conditions of D a = 3 μm, ω = 400 rpm, and W a% = 25 wt%, the roughness of the spherical parts decreased from Ra 310.0 to 12.6 nm, and the roundness improved from 12.2 to 5.3 μm after a processing time of 2.5 h. Thus, the high-efficiency nano polishing process is an ultraprecision machining approach with good prospects for producing high-accuracy spherical bearing steel components.
Acknowledgments
The authors would like to acknowledge Zhenrong Huang and Jiancheng Xie from China for their experimental assistance in measurement and materials.
-
Funding information: This research was funded by the Alexander von Humboldt Foundation (AvH), Germany; and the Hunan Provincial Key R & D Project (Grant number 2017GK2050), China.
-
Author contributions: All authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Conflict of interest: The authors declare no conflict of interest.
References
[1] Achour SB, Bissacco G, Beaucamp A, Chiffre LD. Deterministic polishing of micro geometries. CIRP Ann. 2020;69(1):305–8.10.1016/j.cirp.2020.04.094Search in Google Scholar
[2] Lucca DA, Brinksmeier E, Goch G. Progress in assessing surface and subsurface integrity. CIRP Ann. 1998;47(2):669–93.10.1016/S0007-8506(07)63248-XSearch in Google Scholar
[3] Jones RA. Computer-controlled optical surfacing with orbital tool motion. Opt Eng. 1986;25(6):256785.10.1117/12.7973906Search in Google Scholar
[4] Law PL, Messelink WACM, Weber R. Development of a cost-efficient computer controlled optical surfacing process for correcting aspheric lenses using tool influence function based dwelltime optimization. EPJ Web Conf. 2019;215:01002. 10.1051/epjconf/201921501002.Search in Google Scholar
[5] Menapace JA, Davis PJ, Steele WA, Hachkowski MR, Nelson A, Xin K. MRF applications: on the road to making large-aperture ultraviolet laser resistant continuous phase plates for high-power lasers. Proceedings of SPIE – The International Society for Optical Engineering; 25–27 September 2006. Boulder, Co, USA: SPIE; 2006. p. 64030N. 10.1117/12.696329.Search in Google Scholar
[6] Namba Y, Beaucamp A, Freeman R. Ultra-precision polishing by fluid jet and bonnet polishing for next generation hard x-ray telescope application. Proceedings – ASPE 2010 Annual Meeting; 2010. p. 50.Search in Google Scholar
[7] Coutinho CA, Gupta VK. Chemical mechanical polishing: role of polymeric additives and composite particles in slurries. In: Myer Kutz, editor. Applied plastics engineering handbook; plastics design library. New York: William Andrew Publishing; 2011. p. 519–32.10.1016/B978-1-4377-3514-7.10030-3Search in Google Scholar
[8] Zhao G, Wei Z, Wang W, Feng D, Xu A, Liu W, et al. Review on modeling and application of chemical mechanical polishing. Nanotechnol Rev. 2020;9(1):182–9.10.1515/ntrev-2020-0016Search in Google Scholar
[9] Li M, Lyu B, Yuan J, Dong C, Dai W. Shear-thickening polishing method. Int J Mach Tool Manuf. 2015;94:88–99.10.1016/j.ijmachtools.2015.04.010Search in Google Scholar
[10] Li M, Lyu B, Yuan J, Yao W, Zhou F, Zhong M. Evolution and equivalent control law of surface roughness in shear-thickening polishing. Int J Mach Tool Manuf. 2016;108:113–26.10.1016/j.ijmachtools.2016.06.007Search in Google Scholar
[11] Li M, Karpuschewski B, Ohmori H, Riemer O, Wang Y, Dong T. Adaptive shearing-gradient thickening polishing (AS-GTP) and subsurface damage inhibition. Int J Mach Tool Manuf. 2021;160:103651.10.1016/j.ijmachtools.2020.103651Search in Google Scholar
[12] Schwack F, Bader N, Leckner J, Demaille C, Poll G. A study of grease lubricants under wind turbine pitch bearing conditions. Wear. 2020;454–455:203335.10.1016/j.wear.2020.203335Search in Google Scholar
[13] Mahajan S. In: Buschow KHJ, Cahn R, Flemings M, Ilschner B, Kramer E, Mahajan S, et al. editors. Encyclopedia of materials: science and technology. 1st edn. Amsterdam: Elsevier; 2001.Search in Google Scholar
[14] Panda A, Sahoo AK, Kumar R, Das RK. A review on machinability aspects for AISI 52100 bearing steel. Mater Today: Proc. 2019;23(3):617–21.10.1016/j.matpr.2019.05.422Search in Google Scholar
[15] Lyu B, Dong C, Yuan J, Sun L, Li M, Dai W. Experimental study on shear thickening polishing method for curved surface. Int J Nanomanuf. 2017;13(1):81–95.10.1504/IJNM.2017.082413Search in Google Scholar
[16] Paturi UMR, Cheruku S, Pasunuri VPK. Modeling of tool wear in machining of AISI 52100 steel using artificial neural networks. Mater Today: Proc. 2021;38(5):2358–65.10.1016/j.matpr.2020.06.581Search in Google Scholar
[17] Jouini N, Revel P, Thoquenne G. Influence of surface integrity on fatigue life of bearing rings finished by precision hard turning and grinding. J Manuf Process. 2020;57:444–51.10.1016/j.jmapro.2020.07.006Search in Google Scholar
[18] Grzesik W. Prediction of the functional performance of machined components based on surface topography: state of the art. J Mater Eng Perform. 2016;25:4460–8.10.1007/s11665-016-2293-zSearch in Google Scholar
[19] Byrne G, Dornfeld D, Denkena B. Advancing cutting technology. CIRP Ann. 2003;52(2):483–507.10.1016/S0007-8506(07)60200-5Search in Google Scholar
[20] Yao W, Yuan J, Zhou F, Chen Z, Zhao T, Zhong M. Trajectory analysis and experiments of both-sides cylindrical lapping in eccentric rotation. Int J Adv Manuf Tech. 2017;88:2849–59.10.1007/s00170-016-8980-ySearch in Google Scholar
[21] Yao W, Lyu B, Wang C, Fei X, Zhang L. Modeling, simulation, and experimental verification on material removal and rounding process of centerless cylindrical finishing with free abrasives and soft pad. Int J Adv Manuf Tech. 2021;114:1443–55.10.1007/s00170-021-06903-zSearch in Google Scholar
[22] Li M, Huang Z, Dong T, Mao M, Lyu B, Yuan J. Surface integrity of bearing steel element with a new high-efficiency shear thickening polishing technique. Proc CIRP. 2018;71:313–6.10.1016/j.procir.2018.05.030Search in Google Scholar
[23] Nejat A, Jalali A, Sharbatdar M. The flow of Newtonian and power law fluids in elastic tubes. J Non-Newtonian Fluid Mech. 2011;166:1158–72.10.1016/j.jnnfm.2011.07.003Search in Google Scholar
[24] Manica R, Bortoli AD. Simulation of sudden expansion flows for power-law fluids. J Non-Newtonian Fluid Mech. 2004;121:35–40.10.1016/j.jnnfm.2004.03.009Search in Google Scholar
[25] Mendes PRS, Dutra ESS. Viscosity function for yield-stress liquids. Appl Rheol. 2004;14:296–302.10.1515/arh-2004-0016Search in Google Scholar
[26] Galindo-Rosales FJ, Rubio-Hernández FJ, Sevilla A. An apparent viscosity function for shear thickening fluids. J Non-Newton Fluid Mech. 2011;166:321–5.10.1016/j.jnnfm.2011.01.001Search in Google Scholar
[27] Li M, Liu M, Riemer O, Karpuschewski B, Tang C. Origin of material removal mechanism in shear thickening-chemical polishing. Int J Mach Tool Manuf. 2021;170:103800.10.1016/j.ijmachtools.2021.103800Search in Google Scholar
[28] Preston F. The theory and design of plate glass polishing machines. J Soc Glas Technol. 1927;11:214–56.Search in Google Scholar
[29] Graham RS, Likhtman AE, McLeish TCB, Milner ST. Microscopic theory of linear, entangled polymer chains under rapid deformation including chain stretch and convective constraint release. J Rheol. 2003;47:1171–200.10.1122/1.1595099Search in Google Scholar
[30] Li M, Liu M, Riemer O, Song F, Lyu B. Anhydrous based shear-thickening polishing of KDP crystal. Chin J Aeronaut. 2021;34(6):90–9.10.1016/j.cja.2020.09.019Search in Google Scholar
[31] Hashimoto F, Yamaguchi H, Krajnik P, Wegener K, Chaudhari R, Hoffmeister HW, et al. Abrasive fine-finishing technology. CIRP Ann. 2016;65:597–620.10.1016/j.cirp.2016.06.003Search in Google Scholar
[32] Mathew PT, Rodriguez BJ, Fang F. Atomic and close-to-atomic scale manufacturing: a review on atomic layer removal methods using atomic force microscopy. Nanomanuf Metrol. 2020;3:167–86.10.1007/s41871-020-00067-2Search in Google Scholar
[33] Matsukuma H, Wen B, Osawa S, Gao W. Design and construction of a low-force stylus probe for on-machine tool cutting edge measurement. Nanomanuf Metrol. 2020;3:282–91.10.1007/s41871-020-00084-1Search in Google Scholar
[34] Li M, Yuan J, Lü B. Preparation of shear thickening polishing abrasive slurries and their polishing properties. Opt Precis Eng. 2015;23(9):2513–21.10.3788/OPE.20152309.2513Search in Google Scholar
[35] Li M, Lü B, Yuan J, Dong C, Dai W. Material removal mathematics model of shear thickening polishing. J Mech Eng. 2016;52(7):142–51.10.3901/JME.2016.07.142Search in Google Scholar
[36] Li M, Huang Z, Dong T, Tang C, Lyu B, Yuan J. Surface quality of Zirconia (ZrO2) parts in shear-thickening high-efficiency polishing. Proc CIRP. 2018;77:143–6.10.1016/j.procir.2018.08.256Search in Google Scholar
[37] Yuan J, Mao M, Li M, Liu S, Wu F, Yuan J, Hu Z, et al. Optimization of CMP processing parameters for YG8 cemented carbide inserts based on RSM. Chin Mech Eng. 2018;29(19):2290–7.Search in Google Scholar
[38] Mao M, Xu Q, Liu J, Yuan J, Li M, Hu Z. Contact states of workpiece-abrasive particles-polishing pad in cemented carbide CMP processes. Chin Mech Eng. 2018;32(17):2074–81.Search in Google Scholar
© 2021 Min Li et al., published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- Improved impedance matching by multi-componential metal-hybridized rGO toward high performance of microwave absorption
- Pure-silk fibroin hydrogel with stable aligned micropattern toward peripheral nerve regeneration
- Effective ion pathways and 3D conductive carbon networks in bentonite host enable stable and high-rate lithium–sulfur batteries
- Fabrication and characterization of 3D-printed gellan gum/starch composite scaffold for Schwann cells growth
- Synergistic strengthening mechanism of copper matrix composite reinforced with nano-Al2O3 particles and micro-SiC whiskers
- Deformation mechanisms and plasticity of ultrafine-grained Al under complex stress state revealed by digital image correlation technique
- On the deformation-induced grain rotations in gradient nano-grained copper based on molecular dynamics simulations
- Removal of sulfate from aqueous solution using Mg–Al nano-layered double hydroxides synthesized under different dual solvent systems
- Microwave-assisted sol–gel synthesis of TiO2-mixed metal oxide nanocatalyst for degradation of organic pollutant
- Electrophoretic deposition of graphene on basalt fiber for composite applications
- Polyphenylene sulfide-coated wrench composites by nanopinning effect
- Thermal conductivity and thermoelectric properties in 3D macroscopic pure carbon nanotube materials
- An effective thermal conductivity and thermomechanical homogenization scheme for a multiscale Nb3Sn filaments
- Friction stir spot welding of AA5052 with additional carbon fiber-reinforced polymer composite interlayer
- Improvement of long-term cycling performance of high-nickel cathode materials by ZnO coating
- Quantum effects of gas flow in nanochannels
- An approach to effectively improve the interfacial bonding of nano-perfused composites by in situ growth of CNTs
- Effects of nano-modified polymer cement-based materials on the bending behavior of repaired concrete beams
- Effects of the combined usage of nanomaterials and steel fibres on the workability, compressive strength, and microstructure of ultra-high performance concrete
- One-pot solvothermal synthesis and characterization of highly stable nickel nanoparticles
- Comparative study on mechanisms for improving mechanical properties and microstructure of cement paste modified by different types of nanomaterials
- Effect of in situ graphene-doped nano-CeO2 on microstructure and electrical contact properties of Cu30Cr10W contacts
- The experimental study of CFRP interlayer of dissimilar joint AA7075-T651/Ti-6Al-4V alloys by friction stir spot welding on mechanical and microstructural properties
- Vibration analysis of a sandwich cylindrical shell in hygrothermal environment
- Water barrier and mechanical properties of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch (TPS)/poly(lactic acid) (PLA) blend bionanocomposites
- Strong quadratic acousto-optic coupling in 1D multilayer phoxonic crystal cavity
- Three-dimensional shape analysis of peripapillary retinal pigment epithelium-basement membrane layer based on OCT radial images
- Solvent regulation synthesis of single-component white emission carbon quantum dots for white light-emitting diodes
- Xanthate-modified nanoTiO2 as a novel vulcanization accelerator enhancing mechanical and antibacterial properties of natural rubber
- Effect of steel fiber on impact resistance and durability of concrete containing nano-SiO2
- Ultrasound-enhanced biosynthesis of uniform ZnO nanorice using Swietenia macrophylla seed extract and its in vitro anticancer activity
- Temperature dependence of hardness prediction for high-temperature structural ceramics and their composites
- Study on the frequency of acoustic emission signal during crystal growth of salicylic acid
- Controllable modification of helical carbon nanotubes for high-performance microwave absorption
- Role of dry ozonization of basalt fibers on interfacial properties and fracture toughness of epoxy matrix composites
- Nanosystem’s density functional theory study of the chlorine adsorption on the Fe(100) surface
- A rapid nanobiosensing platform based on herceptin-conjugated graphene for ultrasensitive detection of circulating tumor cells in early breast cancer
- Improving flexural strength of UHPC with sustainably synthesized graphene oxide
- The role of graphene/graphene oxide in cement hydration
- Structural characterization of microcrystalline and nanocrystalline cellulose from Ananas comosus L. leaves: Cytocompatibility and molecular docking studies
- Evaluation of the nanostructure of calcium silicate hydrate based on atomic force microscopy-infrared spectroscopy experiments
- Combined effects of nano-silica and silica fume on the mechanical behavior of recycled aggregate concrete
- Safety study of malapposition of the bio-corrodible nitrided iron stent in vivo
- Triethanolamine interface modification of crystallized ZnO nanospheres enabling fast photocatalytic hazard-free treatment of Cr(vi) ions
- Novel electrodes for precise and accurate droplet dispensing and splitting in digital microfluidics
- Construction of Chi(Zn/BMP2)/HA composite coating on AZ31B magnesium alloy surface to improve the corrosion resistance and biocompatibility
- Experimental and multiscale numerical investigations on low-velocity impact responses of syntactic foam composites reinforced with modified MWCNTs
- Comprehensive performance analysis and optimal design of smart light pole for cooperative vehicle infrastructure system
- Room temperature growth of ZnO with highly active exposed facets for photocatalytic application
- Influences of poling temperature and elongation ratio on PVDF-HFP piezoelectric films
- Large strain hardening of magnesium containing in situ nanoparticles
- Super stable water-based magnetic fluid as a dual-mode contrast agent
- Photocatalytic activity of biogenic zinc oxide nanoparticles: In vitro antimicrobial, biocompatibility, and molecular docking studies
- Hygrothermal environment effect on the critical buckling load of FGP microbeams with initial curvature integrated by CNT-reinforced skins considering the influence of thickness stretching
- Thermal aging behavior characteristics of asphalt binder modified by nano-stabilizer based on DSR and AFM
- Building effective core/shell polymer nanoparticles for epoxy composite toughening based on Hansen solubility parameters
- Structural characterization and nanoscale strain field analysis of α/β interface layer of a near α titanium alloy
- Optimization of thermal and hydrophobic properties of GO-doped epoxy nanocomposite coatings
- The properties of nano-CaCO3/nano-ZnO/SBR composite-modified asphalt
- Three-dimensional metallic carbon allotropes with superhardness
- Physical stability and rheological behavior of Pickering emulsions stabilized by protein–polysaccharide hybrid nanoconjugates
- Optimization of volume fraction and microstructure evolution during thermal deformation of nano-SiCp/Al–7Si composites
- Phase analysis and corrosion behavior of brazing Cu/Al dissimilar metal joint with BAl88Si filler metal
- High-efficiency nano polishing of steel materials
- On the rheological properties of multi-walled carbon nano-polyvinylpyrrolidone/silicon-based shear thickening fluid
- Fabrication of Ag/ZnO hollow nanospheres and cubic TiO2/ZnO heterojunction photocatalysts for RhB degradation
- Fabrication and properties of PLA/nano-HA composite scaffolds with balanced mechanical properties and biological functions for bone tissue engineering application
- Investigation of the early-age performance and microstructure of nano-C–S–H blended cement-based materials
- Reduced graphene oxide coating on basalt fabric using electrophoretic deposition and its role in the mechanical and tribological performance of epoxy/basalt fiber composites
- Effect of nano-silica as cementitious materials-reducing admixtures on the workability, mechanical properties and durability of concrete
- Machine-learning-assisted microstructure–property linkages of carbon nanotube-reinforced aluminum matrix nanocomposites produced by laser powder bed fusion
- Physical, thermal, and mechanical properties of highly porous polylactic acid/cellulose nanofibre scaffolds prepared by salt leaching technique
- A comparative study on characterizations and synthesis of pure lead sulfide (PbS) and Ag-doped PbS for photovoltaic applications
- Clean preparation of washable antibacterial polyester fibers by high temperature and high pressure hydrothermal self-assembly
- Al 5251-based hybrid nanocomposite by FSP reinforced with graphene nanoplates and boron nitride nanoparticles: Microstructure, wear, and mechanical characterization
- Interlaminar fracture toughness properties of hybrid glass fiber-reinforced composite interlayered with carbon nanotube using electrospray deposition
- Microstructure and life prediction model of steel slag concrete under freezing-thawing environment
- Synthesis of biogenic silver nanoparticles from the seed coat waste of pistachio (Pistacia vera) and their effect on the growth of eggplant
- Study on adaptability of rheological index of nano-PUA-modified asphalt based on geometric parameters of parallel plate
- Preparation and adsorption properties of nano-graphene oxide/tourmaline composites
- A study on interfacial behaviors of epoxy/graphene oxide derived from pitch-based graphite fibers
- Multiresponsive carboxylated graphene oxide-grafted aptamer as a multifunctional nanocarrier for targeted delivery of chemotherapeutics and bioactive compounds in cancer therapy
- Piezoresistive/piezoelectric intrinsic sensing properties of carbon nanotube cement-based smart composite and its electromechanical sensing mechanisms: A review
- Smart stimuli-responsive biofunctionalized niosomal nanocarriers for programmed release of bioactive compounds into cancer cells in vitro and in vivo
- Photoremediation of methylene blue by biosynthesized ZnO/Fe3O4 nanocomposites using Callistemon viminalis leaves aqueous extract: A comparative study
- Study of gold nanoparticles’ preparation through ultrasonic spray pyrolysis and lyophilisation for possible use as markers in LFIA tests
- Review Articles
- Advance on the dispersion treatment of graphene oxide and the graphene oxide modified cement-based materials
- Development of ionic liquid-based electroactive polymer composites using nanotechnology
- Nanostructured multifunctional electrocatalysts for efficient energy conversion systems: Recent perspectives
- Recent advances on the fabrication methods of nanocomposite yarn-based strain sensor
- Review on nanocomposites based on aerospace applications
- Overview of nanocellulose as additives in paper processing and paper products
- The frontiers of functionalized graphene-based nanocomposites as chemical sensors
- Material advancement in tissue-engineered nerve conduit
- Carbon nanostructure-based superhydrophobic surfaces and coatings
- Functionalized graphene-based nanocomposites for smart optoelectronic applications
- Interfacial technology for enhancement in steel fiber reinforced cementitious composite from nano to macroscale
- Metal nanoparticles and biomaterials: The multipronged approach for potential diabetic wound therapy
- Review on resistive switching mechanisms of bio-organic thin film for non-volatile memory application
- Nanotechnology-enabled biomedical engineering: Current trends, future scopes, and perspectives
- Research progress on key problems of nanomaterials-modified geopolymer concrete
- Smart stimuli-responsive nanocarriers for the cancer therapy – nanomedicine
- An overview of methods for production and detection of silver nanoparticles, with emphasis on their fate and toxicological effects on human, soil, and aquatic environment
- Effects of chemical modification and nanotechnology on wood properties
- Mechanisms, influencing factors, and applications of electrohydrodynamic jet printing
- Application of antiviral materials in textiles: A review
- Phase transformation and strengthening mechanisms of nanostructured high-entropy alloys
- Research progress on individual effect of graphene oxide in cement-based materials and its synergistic effect with other nanomaterials
- Catalytic defense against fungal pathogens using nanozymes
- A mini-review of three-dimensional network topological structure nanocomposites: Preparation and mechanical properties
- Mechanical properties and structural health monitoring performance of carbon nanotube-modified FRP composites: A review
- Nano-scale delivery: A comprehensive review of nano-structured devices, preparative techniques, site-specificity designs, biomedical applications, commercial products, and references to safety, cellular uptake, and organ toxicity
- Effects of alloying, heat treatment and nanoreinforcement on mechanical properties and damping performances of Cu–Al-based alloys: A review
- Recent progress in the synthesis and applications of vertically aligned carbon nanotube materials
- Thermal conductivity and dynamic viscosity of mono and hybrid organic- and synthetic-based nanofluids: A critical review
- Recent advances in waste-recycled nanomaterials for biomedical applications: Waste-to-wealth
- Layup sequence and interfacial bonding of additively manufactured polymeric composite: A brief review
- Quantum dots synthetization and future prospect applications
- Approved and marketed nanoparticles for disease targeting and applications in COVID-19
- Strategies for improving rechargeable lithium-ion batteries: From active materials to CO2 emissions
Articles in the same Issue
- Research Articles
- Improved impedance matching by multi-componential metal-hybridized rGO toward high performance of microwave absorption
- Pure-silk fibroin hydrogel with stable aligned micropattern toward peripheral nerve regeneration
- Effective ion pathways and 3D conductive carbon networks in bentonite host enable stable and high-rate lithium–sulfur batteries
- Fabrication and characterization of 3D-printed gellan gum/starch composite scaffold for Schwann cells growth
- Synergistic strengthening mechanism of copper matrix composite reinforced with nano-Al2O3 particles and micro-SiC whiskers
- Deformation mechanisms and plasticity of ultrafine-grained Al under complex stress state revealed by digital image correlation technique
- On the deformation-induced grain rotations in gradient nano-grained copper based on molecular dynamics simulations
- Removal of sulfate from aqueous solution using Mg–Al nano-layered double hydroxides synthesized under different dual solvent systems
- Microwave-assisted sol–gel synthesis of TiO2-mixed metal oxide nanocatalyst for degradation of organic pollutant
- Electrophoretic deposition of graphene on basalt fiber for composite applications
- Polyphenylene sulfide-coated wrench composites by nanopinning effect
- Thermal conductivity and thermoelectric properties in 3D macroscopic pure carbon nanotube materials
- An effective thermal conductivity and thermomechanical homogenization scheme for a multiscale Nb3Sn filaments
- Friction stir spot welding of AA5052 with additional carbon fiber-reinforced polymer composite interlayer
- Improvement of long-term cycling performance of high-nickel cathode materials by ZnO coating
- Quantum effects of gas flow in nanochannels
- An approach to effectively improve the interfacial bonding of nano-perfused composites by in situ growth of CNTs
- Effects of nano-modified polymer cement-based materials on the bending behavior of repaired concrete beams
- Effects of the combined usage of nanomaterials and steel fibres on the workability, compressive strength, and microstructure of ultra-high performance concrete
- One-pot solvothermal synthesis and characterization of highly stable nickel nanoparticles
- Comparative study on mechanisms for improving mechanical properties and microstructure of cement paste modified by different types of nanomaterials
- Effect of in situ graphene-doped nano-CeO2 on microstructure and electrical contact properties of Cu30Cr10W contacts
- The experimental study of CFRP interlayer of dissimilar joint AA7075-T651/Ti-6Al-4V alloys by friction stir spot welding on mechanical and microstructural properties
- Vibration analysis of a sandwich cylindrical shell in hygrothermal environment
- Water barrier and mechanical properties of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch (TPS)/poly(lactic acid) (PLA) blend bionanocomposites
- Strong quadratic acousto-optic coupling in 1D multilayer phoxonic crystal cavity
- Three-dimensional shape analysis of peripapillary retinal pigment epithelium-basement membrane layer based on OCT radial images
- Solvent regulation synthesis of single-component white emission carbon quantum dots for white light-emitting diodes
- Xanthate-modified nanoTiO2 as a novel vulcanization accelerator enhancing mechanical and antibacterial properties of natural rubber
- Effect of steel fiber on impact resistance and durability of concrete containing nano-SiO2
- Ultrasound-enhanced biosynthesis of uniform ZnO nanorice using Swietenia macrophylla seed extract and its in vitro anticancer activity
- Temperature dependence of hardness prediction for high-temperature structural ceramics and their composites
- Study on the frequency of acoustic emission signal during crystal growth of salicylic acid
- Controllable modification of helical carbon nanotubes for high-performance microwave absorption
- Role of dry ozonization of basalt fibers on interfacial properties and fracture toughness of epoxy matrix composites
- Nanosystem’s density functional theory study of the chlorine adsorption on the Fe(100) surface
- A rapid nanobiosensing platform based on herceptin-conjugated graphene for ultrasensitive detection of circulating tumor cells in early breast cancer
- Improving flexural strength of UHPC with sustainably synthesized graphene oxide
- The role of graphene/graphene oxide in cement hydration
- Structural characterization of microcrystalline and nanocrystalline cellulose from Ananas comosus L. leaves: Cytocompatibility and molecular docking studies
- Evaluation of the nanostructure of calcium silicate hydrate based on atomic force microscopy-infrared spectroscopy experiments
- Combined effects of nano-silica and silica fume on the mechanical behavior of recycled aggregate concrete
- Safety study of malapposition of the bio-corrodible nitrided iron stent in vivo
- Triethanolamine interface modification of crystallized ZnO nanospheres enabling fast photocatalytic hazard-free treatment of Cr(vi) ions
- Novel electrodes for precise and accurate droplet dispensing and splitting in digital microfluidics
- Construction of Chi(Zn/BMP2)/HA composite coating on AZ31B magnesium alloy surface to improve the corrosion resistance and biocompatibility
- Experimental and multiscale numerical investigations on low-velocity impact responses of syntactic foam composites reinforced with modified MWCNTs
- Comprehensive performance analysis and optimal design of smart light pole for cooperative vehicle infrastructure system
- Room temperature growth of ZnO with highly active exposed facets for photocatalytic application
- Influences of poling temperature and elongation ratio on PVDF-HFP piezoelectric films
- Large strain hardening of magnesium containing in situ nanoparticles
- Super stable water-based magnetic fluid as a dual-mode contrast agent
- Photocatalytic activity of biogenic zinc oxide nanoparticles: In vitro antimicrobial, biocompatibility, and molecular docking studies
- Hygrothermal environment effect on the critical buckling load of FGP microbeams with initial curvature integrated by CNT-reinforced skins considering the influence of thickness stretching
- Thermal aging behavior characteristics of asphalt binder modified by nano-stabilizer based on DSR and AFM
- Building effective core/shell polymer nanoparticles for epoxy composite toughening based on Hansen solubility parameters
- Structural characterization and nanoscale strain field analysis of α/β interface layer of a near α titanium alloy
- Optimization of thermal and hydrophobic properties of GO-doped epoxy nanocomposite coatings
- The properties of nano-CaCO3/nano-ZnO/SBR composite-modified asphalt
- Three-dimensional metallic carbon allotropes with superhardness
- Physical stability and rheological behavior of Pickering emulsions stabilized by protein–polysaccharide hybrid nanoconjugates
- Optimization of volume fraction and microstructure evolution during thermal deformation of nano-SiCp/Al–7Si composites
- Phase analysis and corrosion behavior of brazing Cu/Al dissimilar metal joint with BAl88Si filler metal
- High-efficiency nano polishing of steel materials
- On the rheological properties of multi-walled carbon nano-polyvinylpyrrolidone/silicon-based shear thickening fluid
- Fabrication of Ag/ZnO hollow nanospheres and cubic TiO2/ZnO heterojunction photocatalysts for RhB degradation
- Fabrication and properties of PLA/nano-HA composite scaffolds with balanced mechanical properties and biological functions for bone tissue engineering application
- Investigation of the early-age performance and microstructure of nano-C–S–H blended cement-based materials
- Reduced graphene oxide coating on basalt fabric using electrophoretic deposition and its role in the mechanical and tribological performance of epoxy/basalt fiber composites
- Effect of nano-silica as cementitious materials-reducing admixtures on the workability, mechanical properties and durability of concrete
- Machine-learning-assisted microstructure–property linkages of carbon nanotube-reinforced aluminum matrix nanocomposites produced by laser powder bed fusion
- Physical, thermal, and mechanical properties of highly porous polylactic acid/cellulose nanofibre scaffolds prepared by salt leaching technique
- A comparative study on characterizations and synthesis of pure lead sulfide (PbS) and Ag-doped PbS for photovoltaic applications
- Clean preparation of washable antibacterial polyester fibers by high temperature and high pressure hydrothermal self-assembly
- Al 5251-based hybrid nanocomposite by FSP reinforced with graphene nanoplates and boron nitride nanoparticles: Microstructure, wear, and mechanical characterization
- Interlaminar fracture toughness properties of hybrid glass fiber-reinforced composite interlayered with carbon nanotube using electrospray deposition
- Microstructure and life prediction model of steel slag concrete under freezing-thawing environment
- Synthesis of biogenic silver nanoparticles from the seed coat waste of pistachio (Pistacia vera) and their effect on the growth of eggplant
- Study on adaptability of rheological index of nano-PUA-modified asphalt based on geometric parameters of parallel plate
- Preparation and adsorption properties of nano-graphene oxide/tourmaline composites
- A study on interfacial behaviors of epoxy/graphene oxide derived from pitch-based graphite fibers
- Multiresponsive carboxylated graphene oxide-grafted aptamer as a multifunctional nanocarrier for targeted delivery of chemotherapeutics and bioactive compounds in cancer therapy
- Piezoresistive/piezoelectric intrinsic sensing properties of carbon nanotube cement-based smart composite and its electromechanical sensing mechanisms: A review
- Smart stimuli-responsive biofunctionalized niosomal nanocarriers for programmed release of bioactive compounds into cancer cells in vitro and in vivo
- Photoremediation of methylene blue by biosynthesized ZnO/Fe3O4 nanocomposites using Callistemon viminalis leaves aqueous extract: A comparative study
- Study of gold nanoparticles’ preparation through ultrasonic spray pyrolysis and lyophilisation for possible use as markers in LFIA tests
- Review Articles
- Advance on the dispersion treatment of graphene oxide and the graphene oxide modified cement-based materials
- Development of ionic liquid-based electroactive polymer composites using nanotechnology
- Nanostructured multifunctional electrocatalysts for efficient energy conversion systems: Recent perspectives
- Recent advances on the fabrication methods of nanocomposite yarn-based strain sensor
- Review on nanocomposites based on aerospace applications
- Overview of nanocellulose as additives in paper processing and paper products
- The frontiers of functionalized graphene-based nanocomposites as chemical sensors
- Material advancement in tissue-engineered nerve conduit
- Carbon nanostructure-based superhydrophobic surfaces and coatings
- Functionalized graphene-based nanocomposites for smart optoelectronic applications
- Interfacial technology for enhancement in steel fiber reinforced cementitious composite from nano to macroscale
- Metal nanoparticles and biomaterials: The multipronged approach for potential diabetic wound therapy
- Review on resistive switching mechanisms of bio-organic thin film for non-volatile memory application
- Nanotechnology-enabled biomedical engineering: Current trends, future scopes, and perspectives
- Research progress on key problems of nanomaterials-modified geopolymer concrete
- Smart stimuli-responsive nanocarriers for the cancer therapy – nanomedicine
- An overview of methods for production and detection of silver nanoparticles, with emphasis on their fate and toxicological effects on human, soil, and aquatic environment
- Effects of chemical modification and nanotechnology on wood properties
- Mechanisms, influencing factors, and applications of electrohydrodynamic jet printing
- Application of antiviral materials in textiles: A review
- Phase transformation and strengthening mechanisms of nanostructured high-entropy alloys
- Research progress on individual effect of graphene oxide in cement-based materials and its synergistic effect with other nanomaterials
- Catalytic defense against fungal pathogens using nanozymes
- A mini-review of three-dimensional network topological structure nanocomposites: Preparation and mechanical properties
- Mechanical properties and structural health monitoring performance of carbon nanotube-modified FRP composites: A review
- Nano-scale delivery: A comprehensive review of nano-structured devices, preparative techniques, site-specificity designs, biomedical applications, commercial products, and references to safety, cellular uptake, and organ toxicity
- Effects of alloying, heat treatment and nanoreinforcement on mechanical properties and damping performances of Cu–Al-based alloys: A review
- Recent progress in the synthesis and applications of vertically aligned carbon nanotube materials
- Thermal conductivity and dynamic viscosity of mono and hybrid organic- and synthetic-based nanofluids: A critical review
- Recent advances in waste-recycled nanomaterials for biomedical applications: Waste-to-wealth
- Layup sequence and interfacial bonding of additively manufactured polymeric composite: A brief review
- Quantum dots synthetization and future prospect applications
- Approved and marketed nanoparticles for disease targeting and applications in COVID-19
- Strategies for improving rechargeable lithium-ion batteries: From active materials to CO2 emissions