Finite element study into the effects of fiber orientations and stacking sequence on drilling induced delamination in CFRP/Al stack
-
Gong-Dong Wang
 and
S.K. Kafi Ahmed
and
S.K. Kafi Ahmed

Abstract
This research work has been aimed at understanding the effects of different fiber orientations and different stacking sequences of composite laminates on their damage during drilling of CFRP/Al stack. Finite element code Abaqus/CAE has been used for the implementation and analysis of the numerical model. Surface-based cohesive behavior available in Abaqus/CAE contact pairs has been used to simulate delamination behavior in the adhesive interfaces. In order to use the Hashin damage criterion (for intra-laminar damage) available in the finite element code, continuum shell elements have been used for laminates. Three stacking sequences each with 24 layers including [0°]24, [0°/90°]12s, and [−45°/90°4/45°2/−45°]3s have been considered for this study. The display group manager available in Abaqus/CAE visualization module enabled the individual access of the damage in each layer. Two layers both at drill entry and at CFRP/Al interface were used to study peel-up and push-down delamination, respectively. Sequence [0°]24 was found to have the largest damaged in both entry and interfaces, while sequence [−45°/90°4/45°2/−45°]3s was found to show better resistance to delamination damage.
1 Introduction
Carbon fiber reinforced polymer (CFRP) is at the forefront of replacing conventional materials like aluminum and steel in the construction of aircraft structural components [1]. The highly favorable combination of material properties of CFRP including high stiffness, high tensile strength, low weight, high chemical resistance, high temperature tolerance and low thermal expansion have made them perfect candidates for use in the aerospace and other technological applications requiring high strength and low weight [2].
Machining is an inevitable process in aerospace industry to facilitate assembly of individual components [3]. Several thousand holes are required for riveting and bolting of the components. In an Airbus A350 aircraft, for example, up to 55,000 holes are required for a complete single-unit production [4]. There are several factors that influence the quality of the drilled hole. These factors have been studied extensively by researchers both experimentally and by simulation. The factors can be categorized as work piece, drilling tool or drilling parameters related. Ozden et al. [5] did a numerical model to investigate the effects of drill geometry on drilling induced delamination of carbon fiber reinforced composites. They found a reduced torque and trust force for step drill in comparison to twist drill at similar drilling parameters, which could result in reduced damage. Zitoune et al. [6] did experimental studies on the effects of drilling parameters on thrust force, torque and hole quality of composites/Al stack. Their results showed that quality of holes can be improved by proper selection of cutting parameters.
Experimental damage measurement, as has been used by most researchers, is costly and time consuming, and most of the times, it involves destructive techniques to analyze the component. This is where finite element comes in, apart from saving on time required for experimental set ups and runs; it also saves on costs for buying materials and equipments. On top of this, it provides accurate results regardless of complexities in geometry, material properties, boundary conditions and loading. Riccio et al. [7] used a finite element model to study the effects of orientations and stacking sequence to delamination when a composite plate is subjected to low velocity impact. Several other researchers [8], [9], [10], [11], [12], [13], [14] have used finite element method to predict damage on composites under low velocity impact and have come up with conclusive results.
In summary, delamination has been recognized as the most common and serious defect in the drilling of composites. A larger percentage of components is rejected during final assembly due to delamination alone, and it accounts for up to 60% of all parts rejection [15], [16]. Much work has been done on the effects of drill geometry and process parameters. Some work also has been done about orientations and stacking, but all are dealing with the impact of low velocity. This work, therefore, is attempting to study the influence of orientations and stacking to delamination in CFRP/Al stacks during drilling process.
The work begins with understanding the mathematical damage models of both CFRP and aluminum. Chapter 3 deals with the finite element model and the simulation runs. The discussion of the results and conclusions follow in Chapters 4 and 5, respectively.
2 Damage modeling
2.1 Composite damage
The analysis of fiber reinforced composite materials calls for a good understanding of their damage. Much has been done by pioneering researchers in this field, and therefore, composite damage is a fairly understood phenomenon. Much fiber reinforced composite materials exhibit elastic-brittle behavior, meaning that damage in these materials is initiated without significant plastic deformation [2]. The damage behavior of composite laminates can be divided into two types: intra-laminar and inter-laminar damage.
2.1.1 Intra-laminar damage
The intra-laminar damage consists of fiber and matrix damage [8]. There are several well-known theories to explain this kind of damage including Hashin, Tsai-Wu, and Tsai-Hill failure criteria [17]. The Hashin criterion, which was postulated by Zvi Hashin, a mechanical engineer and a retired professor of solid mechanics at Tel Aviv University, in 1980, is a widely used criterion in the industry. It is also included in the finite element code ABAQUS as a failure criterion for fiber reinforced composites.
The Hashin criterion considers four different modes of failure for composites, namely, fiber tension, fiber compression, matrix tension, and matrix compression [18]. Equations (1)–(4) express these four kinds of Hashin failure criterion.
Tensile fiber failure for σ11≥0
(1)Compressive fiber failure for σ11<0
(2)Tensile matrix failure for σ22+σ33>0
(3)Compressive matrix failure for σ22+σ33<0
(4)
In the above equations,
σij is the stress component.
Subscripts T and C denote tensile and compressive strengths of the laminate, respectively.
XT and YT denote the allowable tensile strengths.
XC and Y, denote the allowable compressive strengths.
S12, S13 and S23 denote allowable shear strengths.
2.1.2 Inter-laminar damage
Inter-laminar damage in composites is mainly contributed by delamination [8]. This is the main focus of this study. Several researchers have explained two types of damage associated with delamination. The recent works by Antonio et al. [19] explain this very well. The two types are pill-up and push down delamination. Peel-up delamination is a consequence of the cutting force pushing the abraded and cut materials to the flute surface. The material spirals up the drill flute before it is completely machined. Push-out delamination is a damage that occurs in inter-laminar regions. This damage is a consequence of the compressive thrust force that the drill tip always exerts on the uncut laminate plies [19]. Figure 1 demonstrates these two types of delamination.
![Figure 1: Classification of delamination [4].](/document/doi/10.1515/secm-2016-0161/asset/graphic/j_secm-2016-0161_fig_001.jpg)
Classification of delamination [4].
2.1.2.1 Modeling delamination
Cohesive behavior is used to simulate delamination. There are two types of cohesive behavior mostly used by researchers: element-based and surface-based behavior [20]. In this study, surface-based cohesive behavior is used. It is a simplified way to model cohesive connections with negligible small interface thicknesses using the traction separation model.
The formula and laws that govern the surface-based cohesive behavior are very similar to those used for cohesive elements with traction-separation behavior. The difference between the two is that, for cohesive surfaces, damage is specified as part of contact interaction property. Normal stress, σn, and shear stresses, σs (first shear direction) and σt (second shear direction), are defined for surface-based cohesive behavior using the following governing equation (5). The equation has been obtained from literature [5].
where k=traction separation stiffness modulus, δ=separation for normal and shear directions, and D=damage variable.
2.1.2.2 Damage evolution
For surface-based cohesive behavior, damage evolution describes the degradation of the cohesive stiffness. In contrast, for element-based behavior, it describes the degradation of material stiffness. Once the damage criterion is satisfied, cohesive stiffness of the damaged element will degrade gradually based on a linear-softening law [21]. Same as cohesive element-based, surface-based damage evolution can be based on energy or separation [20]. The total fracture energy or the post damage-initiation effectiveness separation at failure can be specified. Figure 2 shows the energy-based damage evolution model.
![Figure 2: Energy based damage evolution [20]. tn = normal contact stress in the pure normal mode, ts = shear contact stress along the first shear direction, tt = shear contact stress along the second shear direction, δn = separation in pure normal mode, δs = separation in the first shear direction, δt = separation in the second shear direction.](/document/doi/10.1515/secm-2016-0161/asset/graphic/j_secm-2016-0161_fig_002.jpg)
Energy based damage evolution [20]. tn = normal contact stress in the pure normal mode, ts = shear contact stress along the first shear direction, tt = shear contact stress along the second shear direction, δn = separation in pure normal mode, δs = separation in the first shear direction, δt = separation in the second shear direction.
The criterion can be defined as a function of mode mix using either a tabular form or power law or Benzeggagh-Kenane (BK). In this study, BK was used and the formula is shown in equation (6):
where
2.2 Aluminum damage
The most commonly used constitutive model that describes flow stress during machining was proposed by Johnson-Cook [22]. It is suitable for high strain-rate deformation for many materials including most metals. In this model, the flow stress depends on strain, strain rate, and temperature effects.
In this study, the same constitutive material model proposed by Johnson-Cook shown in equation (7) has been used to represent accurately the constitutive behavior of the aluminum material during drilling process.
where σ̅=equivalent stress, A=initial yield strength (MPa), B=hardening modulus (MPa), C=coefficient that depends on strain rate, n=work hardening exponent, ε̅=equivalent plastic strain,
Damage of the material is initiated when the plastic strain has reached the criteria value. The equivalent plastic strain at fracture is determined by using Johnson-Cook fracture model as shown in equation (8):
where p is the hydrostatic pressure and σ̅ is the von misses stress. (D1–D5) are damage law parameters. Damage evolution in this study is specified using equivalent plastic displacement (0.0001 mm). Damage evolution describes the rate of degradation of material stiffness once the initiation criterion is satisfied. It is based on scalar damage approach [23]. The formula is given by equation (9):
where σ is the stress developed, σ̅ is the stress due to undamaged response, and D is the overall damage variable.
3 Finite element model
3.1 Composite plies
The finite element code Abaqus/CAE version 6.14-1 (Dassault Systèmes, Vélizy-Villacoublay, France) has been used for modeling. Each of the composite laminates measured (100×100×0.125) mm. A total of 24 laminates was considered for this study, making the overall dimensions of the composite as (100×100×3) mm. The damage criterion for fiber reinforced composites available in the FE code Abaqus, which is Hashin damage criterion, as already mentioned, has been utilized to model intra-laminar damage. In order to use this inbuilt damage criterion, continuum shell element formulation available also in the code has been used for composite laminates. Each element has eight nodes with three degrees of freedom at each node and one integration point. Along the thickness direction of each laminate, two continuum shell elements have been modeled to better predict intra-laminar damage. As mentioned in the damage modeling, surface-based cohesive behavior has been used to model inter-laminar failure, which is delamination; this is available in the Abaqus contacts, and therefore, this property has been applied to interface between plies.
3.2 Aluminum plate
The aluminum plate measured (100×100×2) mm, making the overall composite/aluminum stack measurements at (100×100×5) mm. The aluminum plate has been modeled using 3D brick elements (C3D8R), which have eight nodes with reduced integration and hourglass control. Elements were increased in the thickness direction in order to capture well the chip formation in the process.
3.3 The drilling tool
A 5-mm-diameter, 60-mm length and 118° point angle twist drilling tool was modeled using the three-dimensional (3D) modeling software CATIA (Dassault Systèmes, Vélizy-Villacoublay, France) and imported into Abaqus. In order to reduce computation time, the tool was made rigid using rigid constraint available in Abaqus. Three-dimensional brick elements (C3D8R) have been used as well for the tool.
3.4 Meshing
As already mentioned, continuum shell elements (SC8R) were used for composite plies. During the several simulation trials made, it was noted that very small size elements not only increase calculation time tremendously but also lead to difficulties in the convergence of the solution. A compromise, therefore, was reached between mesh size, time, and convergence of the solution. The total number of elements in each ply was 10,000, making a total of 240,000 elements in the composite. The total number of elements in the aluminum plate was 200,000, and the drilling tool, 38,146 elements. Element deletion was activated for both the laminates and the aluminum plate so that once the damage parameters are met, the failed elements are deleted.
3.5 Interactions
Two types of interaction properties have been used. The first one is for the contact between the tool and the work piece. The drilling tool must come in contact with all internal elements of the composite/aluminum stack. The current Abaqus versions including the one used for this study do not have the ability to define contacts including internal elements. Contacts are only defined using surfaces. In order to achieve this kind of interaction, a set of all internal elements is created and then a set of all surfaces making the internal elements is also created. The input file is then written and edited to include all internal elements. Then the job is submitted using the edited input file. The interaction property used is penalty type with a friction coefficient of 0.5.
The second type of interaction property is the one used to simulate delamination. Cohesive surface behavior is defined between each pair of adjacent layers of the laminates.
3.6 Material properties
The material properties of the CFRP laminate used in the finite element analysis are listed in Tables 1 and 2, whereas the mechanical properties of aluminum and its Johnson-Cook damage parameters are listed in Tables 3–5. The material properties for both laminates and cohesive surfaces were obtained from literature.
| Property | Value |
|---|---|
| Density (kg/m3) | 1600 |
| Orthotropic properties | E1=153 GPa; E2=E3=10.3 GPa; ν12=ν13=0.3; ν23=0.4; G12=G13=6 GPa; G23=3.7 GPa |
| In plane fracture toughness (J/m2) | |
| Hashin damage parameters (MPa) | XT=2537; XC=1580; YT=82; YC=236; S12=90; S23=40 |
| Viscous regulation | 1E−7 |
| Property | Value |
|---|---|
| Inter-laminar strength (MPa) | N=62.3; S=T=92.3 |
| Fracture toughness for delamination (J/m2) | GIC=280; GIIC=GIIIC=790 |
| BK exponent | 2.284 |
Mechanical properties of aluminium [23].
| Property | Value |
|---|---|
| Density (kg/m3) | 2700 |
| Young’s modulus (GPa) | 70 |
| Poisons ratio (ν) | 0.27 |
Johnson-Cook parameters [23].
| A (MPa) | B (MPa) | C | m | n | Tmelt (K) | Troom (K) |
|---|---|---|---|---|---|---|
| 148 | 361 | 0.001 | 0.859 | 0.183 | 1220 | 298 |
Boundary conditions
Same drilling parameters were subjected to the sequences studied so that the main purpose of this study could be achieved. A spindle speed of 2500 RPM and a feed rate of 0.12 mm/rev were used. All the faces of the CFRP/Al stack were fixed in Encastre conditions, and the tool, given angular and linear velocity in the Z direction. Figure 3 shows the assembly of the CFRP/Al stack, whereas Figure 4 shows the boundary conditions applied.

Assembly of CFRP/Al stack.

Boundary conditions.
4 Results and discussion
This chapter presents the results obtained from simulations. Various forms of results are available in Abaqus’ visualization module including stresses, energy, forces, intra-laminar damage, and inter-laminar damage. Intra-laminar damage results include Hashin’s fiber compression, fiber tension, matrix compression, and matrix tension. The inter-laminar damage (delamination), which was modeled using cohesive-based contact surfaces, is the main focus in this chapter. Through the “create display group” option available in Abaqus’ visualization module, we can study the result of each individual layer involved in the analysis.
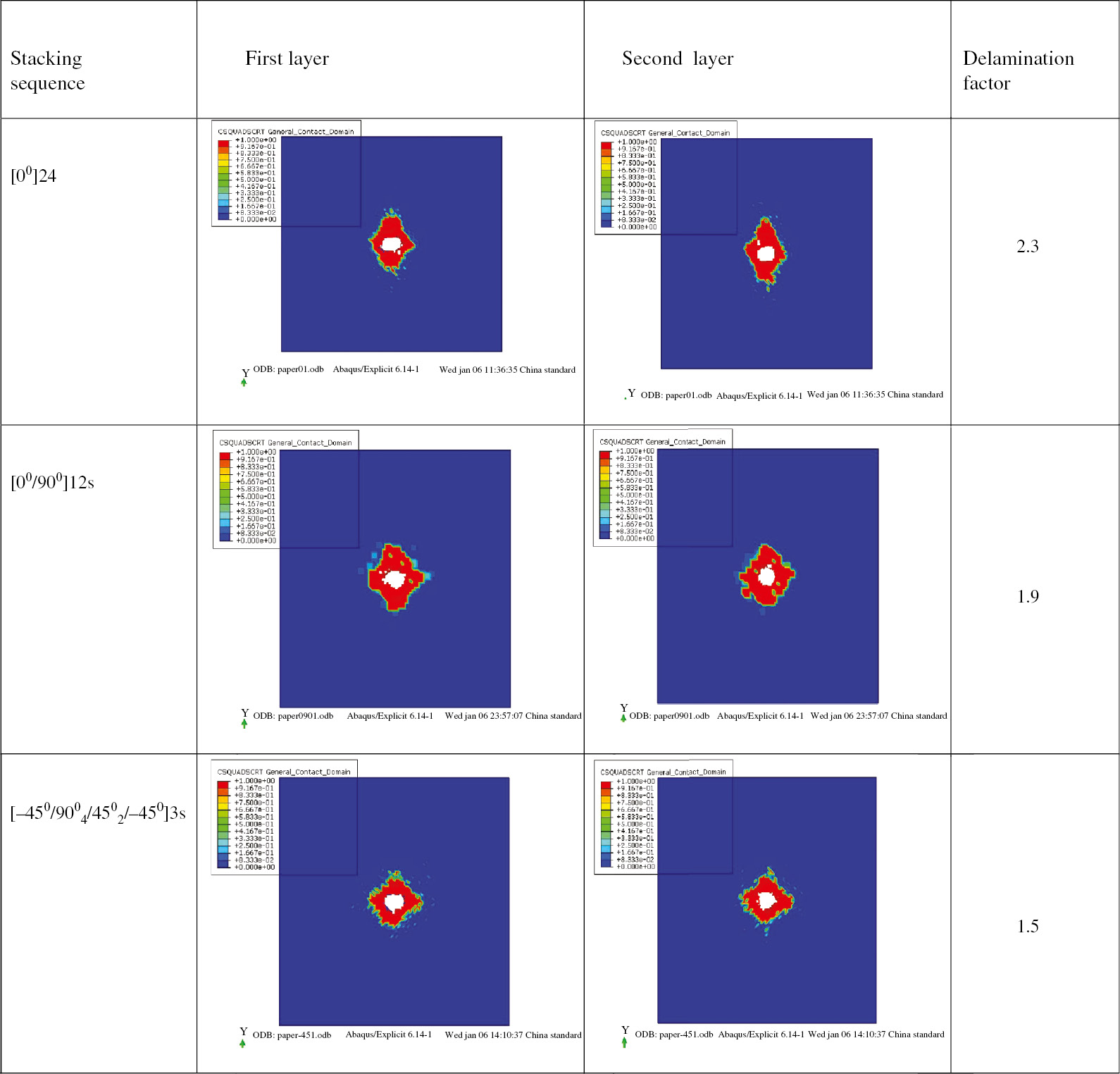
Delamination mechanisms, as already mentioned, have been known to happen in two main ways: peel-up and push-down delamination. The former happens at drill entry, while the latter, at drill exit. We could capture each and every layer delamination result in this report, but the 24 layers in each sequence and the four sequences could mean a lot of space. Therefore, for each sequence, we will capture the first two layers (for peel-up delamination) and the last two layers (for push-down delamination).
The delamination area around the drilled hole provides an insight into the extent of damage in each layer. In this study, comparisons of delamination in each layer, therefore, have been done using the delamination area around the drilled hole. In order to distinguish the extent of damage in each sequence, delamination was quantified using the ratio between the maximum delaminated diameter and the nominal diameter of the hole as shown in equation (10). This is called delamination factor expressed as Fd. Figure 5 illustrates the nominal and maximum delaminated diameter used to calculate delamination factor. The values Dmax and D0 were obtained by exporting the drilled laminates from Abaqus/CAE to 3D modeling software CATIA and measuring the diameters. Figure 6 shows the graphical representation of the entry and interface delamination factors of the sequences studied.

Delaminated and nominal diameter.
Delamination factor.
Figures 7 and 8 show the delamination on the first two layers and the last two layers in each sequence studied. The sequence with all the laminates being 0° degree orientation distinguishes itself as the most affected by delamination. Display group manager available in Abaqus/CAE enables us to access the damage in each layer. From Figures 5 and 7 the sequence [−45°/90°4/45°2/−45°]3s is seen to have the least delamination factor both at entry and interface. This shows a better resistance to this kind of damage than the rest of the sequences studied. It is also clear from the figures that delamination at exit is a slightly higher than at entry for all the sequences studied.

Delamination on the first two layers.

Delamination on the last two layers.
Figures 9 and 10 depict the thrust forces and torques, respectively, all at 2500 RPM and 0.12 mm/r. Reference point was created on the drill tool model to record the thrust forces during the simulation. Once the thrust forces were obtained courtesy of the reference point, these forces were multiplied with the radius of the drilling tool in order to get the torques. These are two important parameters in any drilling exercise. Researchers have shown a linear relationship between thrust force and delamination and therefore the need to capture this force in any delamination analysis work. The sequence [−45°/90°4/45°2/−45°]3s records the lowest force (also has the least delamination) of the three sequences.

Thrust forces.

The torques.
5 Conclusions
Inter-laminar damage during drilling, well known as delamination in composites damage, has been studied in this paper. It is considered as one of the most critical mode of failures in CFRP. This paper has explored the effects of different fiber orientations in the composite and different stacking sequences in the drilling induced delamination. A 3D finite element model of drilling considering both intra-laminar and inter-laminar damages was developed using Abaqus/CAE. Intra-laminar damage was modeled using the Hashin damage criterion available in Abaqus, while inter-laminar damage was modeled using a contact property, cohesive-based contact surfaces. The following conclusions have been deducted from this study:
In order to capture peel-up and push-down delamination, otherwise known as entry and exit delamination, the results of the first two layers and the last two layers at CFRP/Al interface have been presented. Figures 7 and 8 show the delamination of the said layers at entry and interface, respectively. Of the three sequences considered, the finite element model predicted that the [0]24 is most vulnerable to delamination. The sequence [−45/904/452/−45]6s is found to better resist this kind of damage. In all cases, the exit delamination (CFRP/Al) interface is found to be more than at the entry. The entry and exit delamination factors have been compared clearly in Figure 6. Considering the delamination factors for the current study, we can confidently conclude that the best stacking sequence for better resistance is [−45/904/452/−45]3s.
Although delamination has been the major focus of this paper, thrust forces have also been captured. A reference point created on the tool was made to record forces involved in drilling. Various researchers have reported direct linear relationships between thrust force and delamination. This has been proven in Figures 9 where thrust force for each sequence is recorded. The sequence with the least delamination is seen to have the least forces as well. From the thrust forces recorded in simulations, the torques have been calculated and presented in Figure 10.
Delamination resistance of the [−45°/90°4/45°2/−45°]3s sequence can be attributed to the various fiber directions; hence, balanced shear strength contrary to [0]24 has all the fibers in one direction, making it susceptible to damage by delamination.
This study focused only on the inter-laminar damage. All the damages should be accessed to confidently conclude the best sequence to use in manufacturing parts. The fiber orientations considered in this study were limited to 0, 90, 45, and −45. Future studies should consider other angles like 15, 30, or 60, as they may show better results.
References
[1] Makhdum F, Roy A, Silberschmidt VV, Phadnis VA. Compos. Part A 2013, 47, 41–51.10.1016/j.compositesa.2012.11.020Search in Google Scholar
[2] Hurtado JA, Lapczyk I. Compos. Part A. 2007, 38, 2333–2341.10.1016/j.compositesa.2007.01.017Search in Google Scholar
[3] Roy A, Silberschmidt VV, Phadnis VA. Procedia CIRP. 2013, 8, 141–146.10.1016/j.procir.2013.06.079Search in Google Scholar
[4] Biermann D, Weinert K, Faraz A. Int. J. Machine Tools Manuf. 2009, 49, 1185–1196.10.1016/j.ijmachtools.2009.08.002Search in Google Scholar
[5] Ghassemieh E, Isbilir O. Compos. Struct. 2013, 105, 126–133.10.1016/j.compstruct.2013.04.026Search in Google Scholar
[6] Krishnaraj V, Collombet F, Zitoune R. Compos. Struct. 2010, 92, 1246–1255.10.1016/j.compstruct.2009.10.010Search in Google Scholar
[7] Di Felice G, Saputo S, Scaramuzzino F, Riccio A. In International Symposium on Dynamic Response and Failure of Composite Materials, Elsevier, Ed., Procedia Engineering: Naples, Italy, 2014, pp. 222–229.Search in Google Scholar
[8] Yao X, Zhang X, Long S. Compos. Struct. 2015, 132, 290–298.10.1016/j.compstruct.2015.05.037Search in Google Scholar
[9] Iannucci L, Robinson P, Curtis PT, Raimondo L. Compos. Sci. Technol. 2012, 72, 624–632.10.1016/j.compscitech.2012.01.007Search in Google Scholar
[10] Dore F, Priolo P, Aymerich F. Compos. Sci. Tech. 2008, 68, 2383–2390.10.1016/j.compscitech.2007.06.015Search in Google Scholar
[11] Gopinath G, Zheng JQ, Batra RC. Compos. Struct. 2012, 94, 540–547.10.1016/j.compstruct.2011.08.015Search in Google Scholar
[12] Mahajan P, Singh H. Compos. Struct. 2015, 131, 290–303.10.1016/j.compstruct.2015.04.070Search in Google Scholar
[13] Swait T, Soutis C, Shi Y. Compos. Struct. 2012, 94, 2902–2913.10.1016/j.compstruct.2012.03.039Search in Google Scholar
[14] Pinna C, Soutis C, Shi Y. Compos. Struct. 2014, 114, 10–19.10.1016/j.compstruct.2014.03.052Search in Google Scholar
[15] Sharma M, Singh I, Singh AP. Compos. Part B. 2013, 47, 118–125.10.1016/j.compositesb.2012.10.038Search in Google Scholar
[16] López-Puente J, Santiuste C, Miguélez MH, Feito N. Compos. Struct. 2014, 108, 677–683.10.1016/j.compstruct.2013.10.014Search in Google Scholar
[17] Khalkhali-Sharifi SS, Shokrieh MM, Heidari-Rarani M. Comput. Mater. Sci. 2014, 89, 89–96.10.1016/j.commatsci.2014.03.017Search in Google Scholar
[18] Hashin Z. J. Appl. Mech. 1980, 47, 329–334.10.1115/1.3153664Search in Google Scholar
[19] Durão LM, Magalhães AG, Silva JF, Marques AT. Compos. Sci. Technol. 2009, 69, 2376–2382.10.1016/j.compscitech.2009.01.025Search in Google Scholar
[20] Dassault systems, Analysis of composite materials with Abaqus, Lecture, 2009.Search in Google Scholar
[21] Zheng C, Luo H, Wei S, Wei Z, Wang L. Compos. Struct. 2015, 134, 475–482.10.1016/j.compstruct.2015.08.107Search in Google Scholar
[22] Cook WH, Johnson GR. In 7th International Symposium on Balistics. American defense preparedness association, Ed., Seventh international symposium on ballistics: Hague, Netherlands, 1983, 541–547.Search in Google Scholar
[23] Debnath K, Singh I, Doomra VK. J. Eng. Manuf. 2015, 229, 886–889.10.1177/0954405414534227Search in Google Scholar
©2018 Walter de Gruyter GmbH, Berlin/Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Articles in the same Issue
- Frontmatter
- Original articles
- Review of the mechanical performance of variable stiffness design fiber-reinforced composites
- Exact solution for bending analysis of functionally graded micro-plates based on strain gradient theory
- Synthesis, microstructure, and mechanical properties of in situ TiB2/Al-4.5Cu composites
- Microstructure and properties of W-Cu/1Cr18Ni9 steel brazed joint with different Ni-based filler metals
- Drilling studies on the prepared aluminum metal matrix composite from wet grinder stone dust particles
- Studies on mechanical properties of thermoplastic composites prepared from flax-polypropylene needle punched nonwovens
- Design of and with thin-ply non-crimp fabric as building blocks for composites
- Effect of coir fiber reinforcement on mechanical properties of vulcanized natural rubber composites
- Investigation and analysis of glass fabric/PVC composite laminates processing parameters
- Abrasive wear behavior of silane treated nanoalumina filled dental composite under food slurry and distilled water condition
- Finite element study into the effects of fiber orientations and stacking sequence on drilling induced delamination in CFRP/Al stack
- Preparation of PAA/WO3 composite films with enhanced electrochromism via layer-by-layer method
- Effect of alkali treatment on hair fiber as reinforcement of HDPE composites: mechanical properties and water absorption behavior
- Integration of nano-Al with one-step synthesis of MoO3 nanobelts to realize high exothermic nanothermite
- A time-of-flight revising approach to improve the image quality of Lamb wave tomography for the detection of defects in composite panels
- The simulation of the warpage rule of the thin-walled part of polypropylene composite based on the coupling effect of mold deformation and injection molding process
- Novel preparation method and the characterization of polyurethane-acrylate/ nano-SiO2 emulsions
- Microwave properties of natural rubber based composites containing carbon black-magnetite hybrid fillers
- Simulation on impact response of FMLs: effect of fiber stacking sequence, thickness, and incident angle
Articles in the same Issue
- Frontmatter
- Original articles
- Review of the mechanical performance of variable stiffness design fiber-reinforced composites
- Exact solution for bending analysis of functionally graded micro-plates based on strain gradient theory
- Synthesis, microstructure, and mechanical properties of in situ TiB2/Al-4.5Cu composites
- Microstructure and properties of W-Cu/1Cr18Ni9 steel brazed joint with different Ni-based filler metals
- Drilling studies on the prepared aluminum metal matrix composite from wet grinder stone dust particles
- Studies on mechanical properties of thermoplastic composites prepared from flax-polypropylene needle punched nonwovens
- Design of and with thin-ply non-crimp fabric as building blocks for composites
- Effect of coir fiber reinforcement on mechanical properties of vulcanized natural rubber composites
- Investigation and analysis of glass fabric/PVC composite laminates processing parameters
- Abrasive wear behavior of silane treated nanoalumina filled dental composite under food slurry and distilled water condition
- Finite element study into the effects of fiber orientations and stacking sequence on drilling induced delamination in CFRP/Al stack
- Preparation of PAA/WO3 composite films with enhanced electrochromism via layer-by-layer method
- Effect of alkali treatment on hair fiber as reinforcement of HDPE composites: mechanical properties and water absorption behavior
- Integration of nano-Al with one-step synthesis of MoO3 nanobelts to realize high exothermic nanothermite
- A time-of-flight revising approach to improve the image quality of Lamb wave tomography for the detection of defects in composite panels
- The simulation of the warpage rule of the thin-walled part of polypropylene composite based on the coupling effect of mold deformation and injection molding process
- Novel preparation method and the characterization of polyurethane-acrylate/ nano-SiO2 emulsions
- Microwave properties of natural rubber based composites containing carbon black-magnetite hybrid fillers
- Simulation on impact response of FMLs: effect of fiber stacking sequence, thickness, and incident angle