Study of photovoltaic integrated prefabricated components for assembled buildings based on sensing technology supported by solar energy
-
Yuying Liu


Abstract
In recent years, domestic and international policies to support energy-efficient buildings have been intensively introduced, and a consensus has been reached in the direction of green buildings. Building photovoltaic integration is a key technology to solve the demand for electricity in energy-efficient buildings. Meanwhile, prefabricated assembly house construction, as a common construction technology in the current building field, has the advantages of a short construction period, low project cost, a wide range of applications, and high structural stability. Green building and building industrialization are the direction of future construction industry development, combining building photovoltaic (PV) integration with assembly building, breaking down the whole structure into simple components in the factory standardization, batch production, and then on-site assembly, can reduce the mold cost, speed up the construction speed, and improve economic efficiency. The PV solar integrated assembled facade is in line with the concept of energy saving, low carbon, and environmental protection, with significant social benefits, which helps to promote rapidly in the market. In this article, by analyzing the performance and characteristics of PV modules, we propose the design method of PV-integrated prefabricated components for assembled buildings based on sensing technology, extract relevant design parameters from the database of building PV-integrated components, and test the feasibility of the modeling scheme in four stages of engineering design. The use of the results shows that the method of this article can target to improve the accuracy of PV-integrated prefabricated components, ensure the efficiency of component production and processing, and play an important role in supporting the widespread application of modern construction technology for building PV-integrated prefabricated assemblies.
1 Introduction
In recent years, China’s rapid economic growth and people’s constant pursuit of a high quality of life have led to excessive reliance on increasing demand for traditional energy sources, resulting in a large consumption of traditional fossil energy sources (coal, oil, and natural gas), thus causing a serious imbalance in the structure of energy supply and demand, an intensification of environmental pollution problems and global climate warming. Among the various energy-consuming industries, building energy consumption has become one of the most important energy-consuming industries and the pollution is more serious, and the energy consumed by buildings accounts for about 40% of the total energy consumption [1,2,3].
Based on the current situation of energy consumption, the use of renewable energy in buildings to replace part or even all the traditional energy will become pivotal. China’s 13th Five-Year Plan points out the need to strengthen the construction of urban clusters of buildings, but the current energy consumption has become a key factor limiting the development of the construction industry. The concept of building photovoltaic integration (BIPV) was first introduced by the World Energy Organization in 1986. At that time, it was also called zero energy building technology, which is a new technology of retrofitting photovoltaic (PV) modules to existing buildings to generate electricity and supply energy to the buildings to achieve self-generation and grid access for users. As a product of the organic integration of PV technology and a part of the building, BIPV needs to provide green power to the building while maintaining the characteristics of the building itself, so it is necessary to consider the coordination of both aesthetic and technical levels in the design and installation, which is called integrated design. Some studies have shown that BIPV technology can reduce the electricity consumption of buildings by 33–50% [4,5,6,7].
In addition, BIPV modules are integrated into buildings instead of being installed as independent PV systems, which can save building materials, beautify the appearance of buildings, rely on solar power generation to be clean and environmentally friendly, provide green power and be used locally, reduce the losses in the process of power transportation, and effectively alleviate the demand for electricity during peak periods, which has a very broad application prospect and has been rapidly promoted at home and abroad in recent years. In recent years, it has been rapidly promoted at home and abroad. In the PV system, the main parts of the PV modules and building integration and their installation methods are shown in Table 1.
Main installation methods of PV modules in buildings
| Parts integrated with the building | Main installation methods |
|---|---|
| Building roof | Roof horizontal installation |
| Roof tilt angle installation (installation tilt angle is related to geographical location) | |
| Roof building material type installation | |
| Building façade walls | Wall elevation/tilting installation |
| Wall building material type installation | |
| Building windows | Window building material type installation |
| Lighted window-type installation | |
| Other parts | Blackout installation |
| Shutter-type installation |
The application and development of PV building integration matches renewable energy and power grids to realize the intelligent energy management of buildings. PV modules provides green power to buildings, thus alleviating the buildings’ over-dependence on traditional fossil energy and truly responding to the policy call of energy conservation and emission reduction, green and low carbon [8,9,10,11]. However, traditional PV building integration systems have many problems, such as taking up extra space, affecting the aesthetic level of the building, and the performance that the building originally needed to assume. Therefore, integrating PV modules and existing buildings is a huge challenge that the PV industry and the building sector need to face together and has become a new way out for transforming and upgrading the traditional building industry [12]. Compared with foreign research on the application of PV building integration for a long time, the domestic PV building integration industry cannot get universal attention, and the development of real estate, design, and energy-saving transformation in the field of building applications is insufficient.
At present, there are three main ways to combine PV modules with buildings in the market: open frame, semi-hidden frame, and fully hidden type. Based on the above considerations, this article focuses on PV-integrated prefabricated components (PVPC façade) that are directly combined with concrete walls. The installation method between the PV module and the wall is the bar-slot type, i.e., the PV module is embedded in the bar-slot, and the bar is fixed to the pre-built steel plate in the concrete by screws. For evaluating model accuracy and dependability, it is essential to analyze the mathematical model performance of a PV-integrated component test, comprising data validation, measurement, residual analysis, and the evaluation of sensitivity. This installation method can ensure that the PV module is reliable and does not fall off during its life cycle, with low cost, easy installation, and easy operation, which greatly reduces the time and workload required for installation. In addition, compared with the traditional slide-in installation, the installation method proposed in this proposal can fully embed the pressure strip and PV module into the wall to realize the full concealment of the PV module, which can better meet the market requirements on the surface flatness and appearance of the wall [13,14,15,16]. As an important carrier of building industrialization, assembled construction is in a stage of continuous and rapid development, but at this stage, it is still a labor-intensive industry with great potential for intelligent development of related business. The assembled prefabricated components are the foundation and source of assembled buildings, and software vendors with the production and construction of assembled prefabricated components as users have been emerging in the market, providing management process services of design, quality, production, and information, but there is still a lack of mature management for the whole process. Therefore, integrating the whole process of design, production, and construction of assembled prefabricated components using information technology and establishing a set of whole life cycle management platforms will have a positive impact on enterprises to realize refined management and promote the development of industrialization of assembled buildings.
As solar panel research has made greater progress in recent years, the conversion efficiency has increased significantly, and the cost of producing PV cells is steadily declining, so the application and promotion of PV power plants are more relevant. Solar panels convert solar energy into DC energy through the PV effect, connect several PV modules to form a PV array, and convert DC electricity into AC electricity through an inverter for use or grid connection later. Grid-connected PV power plants generally have a large installed capacity and require many PV modules, so the footprint of PV-integrated prefabricated components is large, and therefore the problem of PV-integrated prefabricated component production is becoming increasingly prominent. The power generation capacity of PV-integrated buildings depends on environmental parameters such as solar irradiance and ambient temperature. To ensure the reliable operation of PV-integrated prefabricated buildings, it is essential to collect the operational data of PV arrays and the surrounding environmental parameters. Therefore, this article proposes research on PV-integrated prefabricated components for assembled buildings based on hierarchical wireless sensor networks and different convergence relay node deployment coverage schemes according to different scenarios where PV arrays are located. The hardware platform and software platform of the data acquisition node and convergence relay node are designed and implemented, and the rationality of the scheme is verified through experiments [17,18,19].
2 Related work
2.1 PV integrated prefabricated components
Among all kinds of renewable energy sources, solar energy is widely used because of its low cost, clean and non-polluting nature, and inexhaustible use. The intensity of solar irradiation reaching the earth’s surface reaches about 1.8 × 1011 MW, which is many times the current human energy consumption. In the past few decades, solar PV technology, which converts light energy into electricity, has been promoted and applied in many countries, especially the integration of PV modules and buildings, resulting in PV building integration technology. Experimental studies and numerical simulations of the thermal performance of building roofs applying phase change materials (PCMs) were conducted, and experiments were carried out by circulating water through tubes inside PCM panels to test their suitability in summer. The integrated PV solar thermal and building system that can be installed on the roof of a building can output more electrical energy per unit area while providing some or even all the thermal energy to the building. The analysis of the data from the radiometer shows that the integrated PV solar thermal building system installed on the roof can produce 16,209 kW·h of useful work of electrical energy and 1,531 kW·h of useful work of thermal energy per year, with a total thermal efficiency of 53.7%. In most of the PV building integration systems mentioned above, the PV modules and concrete walls are closely fitted or have a small spacing, which is not conducive to the recycling of heat energy and the cooling of the PV modules themselves. An integrated PV building system with natural ventilation is built, and the results show that the presence of an air interlayer can effectively reduce the operating temperature of PV modules and thus improve their electrical efficiency [8,20].
However, in many large cities, due to the shortage of space on the roofs of buildings, PV modules must be installed in alternative locations, so the installation of PV modules on façade walls has been able to gain widespread attention quickly, and many researchers have studied the electrical and thermal performance of PV façade walls or PV façade windows and evaluated the environmental and economic benefits. However, only a small portion of the light energy is converted into electricity by the PV module to supply power to the building, while most of the rest of the energy is dissipated in the form of heat, resulting in energy waste. Therefore, the combination of buildings and PV modules, PCMs, ventilation layer, etc. has also attracted widespread attention from scholars and engineers. As can be seen above, most of the PV building integration technologies that have matured in the market are PV modules installed on existing buildings, resulting in irreversible damage to existing buildings caused by PV modules. The installation and maintenance process requires high professionalism of operators and consumes more manpower and material costs, which invisibly increases the installation cost of PV modules; the traditional PV building integration system uses structural adhesive or subframe more frequently, which will lead to a mismatch between its life and system life after the system runs for a longer period [21–25].
Considering the rapid growth of the global population and the limited space available in large cities, the organic combination of precast concrete façade walls and PV modules is becoming an emerging category of products that supply energy to buildings without taking up additional space outside the city. The organic combination of solar PV modules and prefabricated façade PV integrated prefabricated components consists of pre-built steel plates, insulation materials, aluminum alloy frames, and amorphous silicon modules. Compared with the traditional PV building integration system, in terms of design, the PV-integrated prefabricated components replace part of the original building envelope with a new type of PV façade, which greatly reduces the use of supporting structures and component frames and avoids damage to the building facade itself to the greatest extent. The components can realize the function of heat insulation for the wall in winter and heat insulation in summer, reducing the air-conditioning load of the building itself [25–28]. In addition, the prefabricated components provide green energy for the building, reduce the peak load of electricity consumption of the building, relieve the burden of the power grid while increasing the economic benefits of users, and meet the requirements of contemporary green buildings for environmental friendliness and economy. This prefabricated component is a new type of green building solution with broad application prospects in urban prefabricated assembled buildings, which can be widely used in ordinary residential buildings, villa buildings industrial and commercial building complexes, etc.
3 Assembled building
On-site assembly is a feature of traditional building techniques, allowing for flexibility and customization in design. However, they need a lot of labor, which results in inconsistent quality and extended building timeframes. Traditional building methods need effective site management, waste creation, and safety issues. Compared with the traditional construction production method, the assembled building is standardized and integrated in design, assembled and specialized in construction, and can realize the information management of the whole process, so it has the advantages of green environment protection, energy saving, and high efficiency, and can better adapt to the current development concept of China. With an emphasis on standardization, design optimization, and efficiency, the assembled building method – often associated with modular construction – offers advantages including less waste, cost predictability, uniform quality, and sustainability while preserving design flexibility. Despite the early start of assembled construction in China, there are still some problems in engineering practice due to the limitations of theory and construction technology level, such as cracks between prefabricated components and small span between fittings, which lead to low quality of assembled construction projects and restrict its development speed. Thus, it is of great practical significance to improve the project management system and strengthen the quality monitoring of assembled buildings [29,30].
The vigorous development of assembled buildings is an important way to promote the transformation and development of the construction industry. The characteristics of assembled buildings are mainly reflected in the following aspects. Establishing standardized part units can ensure design quality and improve project quality, as well as reduce duplication of labor and speed up design, which is of great significance for improving labor productivity, accelerating construction progress, saving construction materials, and improving economic efficiency. It can speed up the construction progress, reduce the number of construction site operators, reduce the amount of formwork work, and reduce the pollution emission from the construction site. It can be said that assembly construction is an important practice and application of the concept of sustainable development and has a positive effect on promoting the transformation and upgrading of the construction industry. For assembled construction, the wide application of information technology will integrate various advantages and complement each other to achieve standardization and intensification of development. In addition, the openness of information can mobilize people’s enthusiasm and promote the sharing of engineering construction information and resources, thus effectively solving the problem of disconnection between design and construction. However, as a new type of building system in China, the assembled building has high requirements on the level of designers to ensure the scientific nature of its design. The construction process of different prefabricated components is different, and the processing requirements are also different, so the factory processing technology also has certain requirements.
For the engineering design stage, it is necessary to focus on how to split the whole frame of the building into individual parts and how to reassemble each part into a whole again on-site. At the same time, assembly building designers do not have much design experience to refer to and need to think deeply about the multi-angle view of prefabricated components, later connections, reserved holes, and other issues. The quality of prefabricated components needs to be guaranteed in the production and processing stages. First, raw materials such as steel and cement should be checked one by one before processing to ensure that their types meet the design requirements. Second, the stiffness and precision of the mold should be ensured, such as the embedded parts of precast wall panels, connectors, and reserved hole parts should be precisely in place. Special attention is needed for certain special components, such as components with small cross-sections. Small vibration equipment should be used; for complex components, the vibration time can be extended appropriately to ensure the uniform distribution of concrete. Extending the vibration period during concrete installation is essential for compaction and equal distribution. Air spaces are eliminated using concrete vibrators, assuring strength and longevity. Over-vibration is prevented through adjustments based on tangible features and visual assessment. Durability throughout time is ensured via quality control procedures. Precast members can be divided into two stages in the transportation process, one is the transportation from the factory to the site, which requires the development of a transportation plan and the plan of fixed measures in transportation to avoid the precast members from being damaged. In addition, when the prefabricated components arrive at the construction site, they should be classified and stacked in an orderly manner according to the sequence of construction to avoid or reduce secondary transportation.
4 Methods
4.1 Model structure
The construction of the integrated management platform for the design, production, and construction of prefabricated components for PV integration of assembled buildings is based on building information modeling (BIM) and sensors, with intelligent design, intelligent manufacturing and intelligent construction as the core, covering the whole life cycle of prefabricated components such as design, scheduling, production, inventory, transportation, installation and settlement, fully applying information technologies such as industrial Internet, big data, artificial intelligence, 5G communication, cloud computing and virtual reality with industrial robots and other related equipment to enhance the intelligence level of integrated design, manufacturing and construction of assembly building PV. Industrial robots automate the insertion of steel mesh and the creation of molds for concrete buildings, assuring accuracy, uniformity, and speed while also maintaining quality and safety via the design, programming, setup, and preparation of the concrete mixture. And integrate various business systems, interoperate, and interconnect between business and business, and between business and basic platform, form automatic closed-loop data collection, and create a unified management platform for assembly of prefabricated components business (Figure 1).

Model schematic.
5 Platform building
BIM technology is a product modeling and application technology in the construction field. The technology is based on a three-dimensional model, which provides a structured representation of information in each stage of the whole life cycle of a building and supports information sharing among all participants. Through integrating various data types, fostering collaboration, offering 3D modeling, and taking care of regulatory compliance, BIM technology improves productivity as well as coordination in design and construction operations. Using BIM technology, a unified digital design platform is established to open all links of the whole industrial chain of assembled buildings, such as R&D, design, production, construction, and operation and maintenance. BIM is an essential tool for the construction industry, improving operations and lowering costs by providing data integration, 3D modeling, collaboration, cost prediction, scheduling, energy efficiency analysis, and sustainability assistance. Through BIM forward design, whole-professional whole-process collaborative design, and standardized design, it provides intelligent PC component deepening design, assembled building scheme design, and overall design of assembled buildings (Figure 2). To increase project efficiency, quality, and sustainability, the three main design and construction methodologies – whole-professional whole-process collaborative design, standardized design, and BIM-forward design – have a lot in common. They all place a strong emphasis on stakeholder engagement, the use of technology and digital tools, efficiency, cost containment, and sustainability concerns. However, they differ in their unique traits, with standardized design relying on templates and guidelines and BIM-forward design focusing on BIM as a collaborative platform. Whole-professional whole-process collaborative design emphasizes interdisciplinary collaboration. The choice of strategy is determined by the particulars of the project and the goals of the stakeholders.

Intelligent design thinking.
Prefabricated component deepening design is the design of a component processing diagram combined with the component production process and construction process when the assembly scheme is known, and the design information is automatically transmitted to the production side, equipment side, and construction side through the unified digital design platform. Cost savings, effective resource allocation, simplified operations, quality control, safety, site layout optimization, environmental sustainability, client satisfaction, and increased communication are all benefits of incorporating component manufacturing and construction needs into construction project design. The deepening design stage is organized to form standard components, coded and stored in the standard component library. The BIM-based standard prefabricated components library is shared by design and production units and can be directly called from the standard components library when corresponding to specific projects, while information on deepening design, production, and transportation is added to the information extension area of prefabricated components.
Assembly scheme design is the key to the applicability and economy of the assembly building and is the basis for the intelligent construction of the assembly building. To produce efficient, cost-effective, and high-quality buildings, assembly schemes optimize structural efficiency; cut down on construction time and costs; and assure reliability, security, flexibility, environmental responsibility, project control, uniformity, and risk reduction. The assembly scheme design needs to intervene in the architectural design stage in advance, combining the assembly project architectural scheme, index requirements, economic goals, construction conditions, and other factors to select a suitable assembly scheme. The scheme stage needs to clarify the assembly component type, scope, and connection scheme and consider certain construction techniques. Combined with the needs of component production and construction links to provide better assembly solutions for project builders and general contractors. The BIM platform is used to establish a unified three-dimensional visualization data model, and through BIM-based forward design, whole-professional whole-process collaborative design, and standardized design, it achieves seamless data connection and transmission of each profession and the whole process; realizes the front participation of production and construction, digital simulation, and collision check; and provides the optimal overall design solution for the assembled building. By offering a unified 3D visualization data model, enhancing design coordination, clash detection, interaction, project management, estimation of expenses, client engagement, facility administration, and regulatory compliance, BIM platforms improve infrastructure and construction projects.
6 Sensor module
When a structural member is damaged, the strain mode of the structure will change, and it is also possible to locate the damage by comparing the change of strain mode before and after the damage. To avoid safety risks, load distribution changes, aesthetic problems, higher repair costs, legal challenges, lost property value, and operational disruptions, structural damage must be promptly inspected, repaired, and maintained. From this, the strain mode difference at the ith order of the structure can be defined in the following equation:
where
7 Number of sensors
The detection probability of a sensor is usually considered to have a certain range. About its realistic assessment, acknowledgment of variability, handling of unpredictability, acceptance of error, mathematical modeling, safety borders, layout and conformity, and practical application, recognizing the difficulty of real-world conditions, the presumption of a sensor’s detection likelihood inside a specific range is feasible. When the detected target is located within the detection range of the sensor, the detection probability of the sensor decreases as the distance from the sensor to the detected target increases. Due to the inverse square law, signal attenuation, reduced sensitivity, energy conservation, geometric dispersion, environmental factors, and sensor limits, the likelihood of detecting a sensor at a distance diminishes. Due to signal attenuation, a lower signal-to-noise ratio, a lower minimum detection threshold, sensitivity restrictions, and environmental conditions, sensor detection diminishes with distance, decreasing accuracy at longer distances. When the detected target is located outside the detection range of the sensor, the probability of the sensor detecting the detected target decreases greatly and is almost completely undetectable. Therefore, this detection probability can be roughly written as follows:
where
Setting that there are M damage sources in the system, then the average expression of the probability that a sensor detects all damage sources in the system is given
When the average value of the probability of detection of damage sources by all sensors in the network system expressed in equation (4) reaches a maximum value or tends to a stable value, the minimum number of sensors obtained can be considered as the optimal number of sensors to be arranged.
8 Optimal setting of sensors
For a multi-degree-of-freedom system, its equation of motion is shown in the following equation:
where M and K are the mass and stiffness matrices of the system, respectively, D is the structural damping matrix, and P is the external force action. X is the displacement vector of the system,
When
It can be mathematically analyzed to obtain q as an unbiased estimate of the modal coordinate q. At this point, the covariance of q is
where
9 Prefabricated component production
The raw material engineering bill of materials (EBOM) is automatically generated by the BIM platform and then automatically transformed into product bill of materials (PBOM) by the production management system. The creation and manufacture of products depend heavily on PBOM and EBOM. While EBOM is more concerned with engineering, design, and functional considerations, PBOM defines materials, components, quantities, and assembly instructions. Reduced mistakes, cost savings, quick design modifications, greater cooperation, improved supply chain management, data integrity, and flexibility to company development and global markets are just a few advantages of automated EBOM to PBOM conversion. The system automatically generates raw material procurement plans and purchase orders by combining PBOM, raw material inventory, and order production tasks. Achieving precise computations, real-time inventory surveillance, predicted demand, automatic reorder points, shorter lead times, and enhanced connections with suppliers are all made possible by combining PBOM, raw material inventory, and order manufacturing operations. The system makes full use of big data analysis, data mining, and AI algorithms to solve the problems of intelligent scheduling, resource allocation, and job-shop scheduling. Regression analysis is often used to study the relationship between dependent and independent variables and can make predictions. By identifying mathematical correlations between independent factors and dependent variables, regression analysis is a vital technique for forecasting outcomes, offering insightful information for policy and decision-making. It is used to study and explore the corresponding relationship between variables through training and continuous automatic learning correction of data models with a large amount of data and to make reasonable resource allocation adjustments based on the predicted value to achieve the role of aiding decision-making. Advanced communication technology is used to link production management systems, assembly line control systems, intelligent equipment control systems, and other related information systems organically to realize data interconnection and interoperability to create automation and intelligence of the whole production and manufacturing process.
The system realizes the automatic feeding and shearing of raw materials of steel bars according to BOM and transmits them to the automatic welding machine of steel mesh through the transmission device and realizes the automatic production of steel mesh. The scribing machine automatically scribes the lines according to the design drawings, and the laying out of the mold and the placement of the steel mesh are done by industrial robots to realize the automation of the mold-forming process. For autonomous demolding and cleaning, industrial robots are used in a variety of sectors. This improves product quality, lowers labor costs, and contributes to cleanliness, efficiency, and precision. The system automatically calls for material according to the production progress of the production line, automatically places fabric, automatically vibrates, automatically pulls the hair, and realizes an unmanned fabric process. The system intelligently plans the position of the maintenance kiln, reduces the time of entering and leaving the kiln, and maximizes the utilization rate of the maintenance kiln. Predictive maintenance, condition monitoring, effective processes, trained labor, safety measures, remote monitoring, automation, data analytics, and emergency response planning are all part of the system for minimizing kiln downtime and maximizing utilization. Application of industrial robots to achieve automatic demolding and automatic cleaning of the mold table.
10 Experiments and results
10.1 Experimental setup
The PV integration prefabricated components are completed in the factory for trial production. The concrete wall is first fabricated in the factory; after the wall is fabricated, the amorphous silicon thin-film solar modules are embedded in the prefabricated concrete wall recesses according to the specific installation plan, which means that the PV modules are installed on the façade. If the wall needs to be installed with windows, the space can be reserved during the precast concrete wall for window installation later, and the size of the reserved holes can be designed according to the window size.
The amorphous silicon thin film module is embedded in the reserved groove of the precast concrete wall, and the wall is filled with thermal insulation material between the module and the wall. The thermal insulation material can not only form thermal insulation for the wall but also has a certain buffering effect, which makes the precast component as a whole flatter and more beautiful, so it can better meet the user’s requirements for the overall aesthetic level of the building. Utilize high-resistance substances, layer insulation, seal air leaks, optimize wall design, take thermal mass into account, utilize roof overhangs, install energy-efficient windows and doors, assure proper ventilation, investigate thermal mass materials, consider green roofs, and regularly inspect insulation to ensure it is still effective. With their selection based on construction needs, thermal insulation materials offer insulation on walls, minimizing heat transfer, moderating indoor temperatures, increasing energy efficiency, and providing comfort in buildings. A total solar radiation meter mounted on the façade wall directly measures the total solar irradiation to the façade, and a separate thermocouple is placed in place to measure the ambient temperature around the prefabricated element. The output of the total solar irradiation meter is a voltage signal, which is transformed by a standard transmitter to output a standard current signal of 4–20 mA. In addition, symmetrical thermocouples are arranged on the surface of the PV module, the contact between the PV module and the insulation material, the contact between the insulation material and the concrete wall, and the inside of the concrete wall, and the temperature at each contact surface over time are averaged from the thermocouple measurements on that surface. Finally, the signals collected by the data collector and temperature collector are transmitted to the computer or cell phone terminal to complete the acquisition of experimental data.
The experimental data collected during the experiment are selected for further analysis of the experimental results on certain typical days; in addition, these experimental data can be used to verify the non-stationary mathematical model proposed in this paper and to perform error analysis on the mathematical model. The data were collected from the comparison graph of the theoretical simulation and experimental results of different cladding for the PV-integrated prefabricated members on November 24, 2021. As shown in Figure 3, the simulation time is from 8:00 a.m. to 5:00 p.m., and one data point is collected every 10 min.

Schematic diagram of PV integrated prefabricated components experimental system construction.
10.2 Experimental results and analysis
Based on the model validation results, the agreement between the numerical simulation results and the experimental data can be calculated, i.e., expressed in terms of the mean absolute error and root mean square error presented above, and the calculated results are shown in Figures 4 and 5. As can be seen from the figure, the mean absolute errors of the four cladding layers of the PV-integrated prefabricated members range from 0.37 (cladding layer 3) to 1.48 (cladding layer 2), while the mean absolute errors of the cladding layer 1 and cladding layer 4 are 1.19 and 0.85, respectively. For four claddings, the study compares the outcomes of numerical simulation with experimental testing, revealing faults using metrics, graphs, tabular data, sensitivity analysis, and model improvement suggestions. In addition, the figure also shows the root mean square errors of the four cladding layers, the smallest of which is 0.46 for cladding layer 3 and the largest of which is 2.03 for cladding layer 2. Although there are some errors between the numerical simulation results and the experimental data for the four claddings, the numerical simulation results are considered reasonable and reliable considering the various influencing factors (ambient wind speed, heat transfer coefficient, etc.), and the errors are within the allowable range.

Evaluation metrics MAE.

Evaluation metrics RMSE.
The results show that the experimental temperatures of cladding 1 (the outer surface of the PV module), cladding 2 (the contact surface of the PV module and insulation material), and cladding 3 (the contact surface of insulation material and concrete wall) are generally consistent with the theoretical results, but cladding 4 (the inner surface of the concrete wall) is slightly different, mainly because it is assumed that the inner surface of concrete wall is in indoor environment in the simulation process, but the actual process The interior surface of the concrete wall is in an outdoor environment. Therefore, external factors, such as the radiative heat exchange with the sky, lead to slight deviations between the experimental data and the numerical simulation results.
Figures 6 and 7 summarize the power generation efficiency of PV modules when different thicknesses of insulation or air interlayer are used. In a solar module, the air interlayer serves as thermal insulation minimizing heat-induced deterioration and improving energy yield, stability, and longevity, specifically in high-temperature areas. This considerably increases the efficiency of power generation. Utilization factor represents the rate of reduction in power generation efficiency of PV modules when compared to PV modules without interlayer as the thickness of insulation or air interlayer increases. As can be seen from the figure, when the sandwich thickness is greater than 40 mm, the effect of the sandwich thickness on the electrical performance of the PV module is negligible. Unlike most conventional PV building integration, the power generation efficiency of PV-integrated prefabricated components gradually decreases as the thickness of the air interlayer, which is almost at rest, increases.
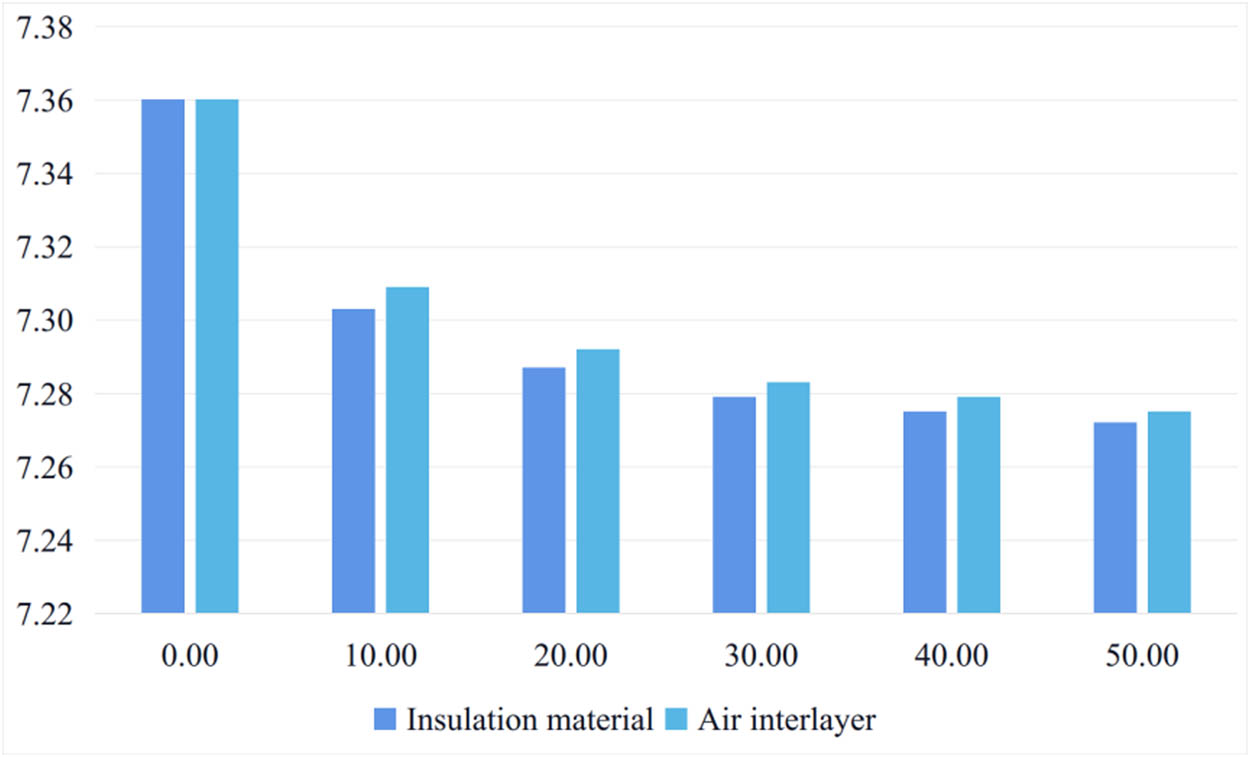
Power generation efficiency at different insulation/air interlayer thicknesses.

Utilization factor at different insulation/air interlayer thicknesses.
11 Conclusion
The assembled building technology is always advocated to implement the road of transformation and upgrading of the construction industry, and the integration of PV technology and prefabricated assembly technology is a powerful means to achieve the energy-saving goal of industrialized buildings. The integration of PV modules and prefabricated facades can be combined with both the implementation of renovation for existing buildings and the assembly of building technology to consider the integration of PV systems and assembly prefabricated components together into PV integrated prefabricated components at the same time of building design.
This article proposes the research of PV-integrated prefabricated components for assembled buildings based on sensing technology with solar energy support, which will provide a primary energy supply system for the building when assembling and constructing the house, making the system and the building truly become a whole, designed and constructed at the same time and used at the same time, eliminating secondary construction, which is a powerful means to achieve the energy-saving goal of industrialized buildings. Moreover, around the overall goal of green low-carbon, energy saving, and emission reduction and the specific goal of realizing building energy saving, from the perspective of energy-saving renovation of existing buildings and green and renewable energy utilization of new industrialized buildings, focusing on technological innovation, industrial innovation, model innovation and industry innovation.
Acknowledgments
This work was supported by the research on Development of N-type high-efficiency IBC solar cell BS module (Project No. 2021JH1/10400105).
-
Funding information: No funds or grants were received by any of the authors.
-
Author contributions: All authors contributed to the design and methodology of this study, the assessment of the outcomes, and the writing of the manuscript.
-
Conflict of interest: The authors state no confict of interest.
-
Data availability statement: All data generated or analyzed during this study are included in the manuscript.
-
Code availability: Not applicable.
References
[1] Aaditya, G., R. Pillai, and M. Mani. An insight into real-time performance assessment of a building integrated photovoltaic (BIPV) installation in Bangalore (India). Energy for Sustainable Development, Vol. 17, No. 5, 2013, pp. 431–437.10.1016/j.esd.2013.04.007Search in Google Scholar
[2] Bhatt, M. S. Hybrid clean energy technologies for power generation from sub-bituminous coals:a case of 250MW unit. International Journal of Sustainable Energy, Vol. 33, No. 1, 2014, pp. 1–14.10.1080/14786451.2011.631011Search in Google Scholar
[3] Juang, P. and M. Kacira. System dynamics of a photovoltaic integrated greenhouse. Acta Horticulturae, Vol. 1037, No. Pt.1, 2014, pp. 107–112.10.17660/ActaHortic.2014.1037.9Search in Google Scholar
[4] Panti, L. S., T. M. Pavlovi, D. D. Milosavljevi, D. L. Mirjanić, I. S. Radonjić, and M. K. Radović. Electrical energy generation with differently oriented photovoltaic modules as faade elements. National Library of Serbia, Vol. 20, No. 4, 2016, pp. 1377–1386.10.2298/TSCI150123157PSearch in Google Scholar
[5] Nzimako, O. and R. Wierckx. Modeling and simulation of a grid-integrated photovoltaic system using a real-time digital simulator. IEEE Transactions on Industry Applications, Vol. 53, No. 2, 2017, pp. 1326–1336.10.1109/TIA.2016.2631120Search in Google Scholar
[6] Manoharan, M. S., A. Ahmed, and J. H. Park. A new photovoltaic system architecture of module integrated converter with a single-sourced asymmetric multilevel inverter using a cost-effective single-ended Pre-regulator. Journal of Power Electronics, Vol. 17, No. 1, 2017, pp. 222–231.10.6113/JPE.2017.17.1.222Search in Google Scholar
[7] Gupta, N. and G. N. Tiwari. Energy matrices of building integrated photovoltaic thermal systems: Case study. Journal of Architectural Engineering, Vol. 4, 2017, id. 23.10.1061/(ASCE)AE.1943-5568.0000270Search in Google Scholar
[8] Rocky, A., M. P. Burhanzoi, O. Kenta, T. Ikegami, and S. Kawai. Photovoltaic module fault detection using integrated magnetic sensors. IEEE Journal of Photovoltaics, Vol. 9, No. 6, 2019, id. 9.10.1109/JPHOTOV.2019.2940849Search in Google Scholar
[9] Henrique, J. M., M. K. Monteiro, J. C. Cardozo, C. A. Martinez-Huitle, D. R. da Silva, and E. V. dos Santos. Integrated-electrochemical approaches powered by photovoltaic energy for detecting and treating paracetamol in water. Journal of Electroanalytical Chemistry, Vol. 876, 2020, id. 114734.10.1016/j.jelechem.2020.114734Search in Google Scholar
[10] An, Q., R. Tang, H. Su, J. Zhang, and X. Li. Robust configuration and intelligent MPPT control for building integrated photovoltaic system based on extreme learning machine. Journal of Intelligent & Fuzzy Systems, Vol. 40, No. 6, 2021, id. 40.10.3233/JIFS-210424Search in Google Scholar
[11] Maghrabie, M. H., K. Elsaid, E. T. Sayed, M. A. Abdelkareem, T. Wilberforce, and A. G. Olabi. Building-integrated photovoltaic/thermal (BIPVT) systems: Applications and challenges. Sustainable Energy Technologies and Assessments, Vol. 45, No. Jun. Pt.1, 2021, id. 45.10.1016/j.seta.2021.101151Search in Google Scholar
[12] Sohani, A., A. Dehnavi, H. Sayyaadi, S. Hoseinzadeh, E. Goodarzi, D. A. Garcia, et al. The real-time dynamic multi-objective optimization of a building integrated photovoltaic thermal (BIPV/T) system enhanced by phase change materials. Journal of Energy Storage, Vol. 46, 2022, id. 103777.10.1016/j.est.2021.103777Search in Google Scholar
[13] Tamoor, M., M. A. B. Tahir, M. A. Zaka, and E. Iqtidar. Photovoltaic distributed generation integrated electrical distribution system for development of sustainable energy using reliability assessment indices and levelized cost of electricity. Environmental Progress & Sustainable Energy, Vol. 4, 2022, id. 41.10.1002/ep.13815Search in Google Scholar
[14] Priyadarshi, N., S. Padmanaban, M. S. Bhaskar, F. Blaabjerg, J. B. Holm-Nielsen, F. Azam, et al. A hybrid photovoltaic-fuel cell-based single-stage grid integration with Lyapunov control scheme. IEEE, Vol. 14, No. 3, 2020, pp. 3334–3342.10.1109/JSYST.2019.2948899Search in Google Scholar
[15] Gonalves, G. L., R. Abraho, P. R. Junior, and L. C. Rocha. Economic feasibility of conventional and building-integrated photovoltaics implementation in Brazil. Energies, Vol. 15, 2022, id. 6707.10.3390/en15186707Search in Google Scholar
[16] Zhang, X., R. Zhu, R. Zeng, B. Zhao, R. Yan, and H. Li. A seasonal biomass-driven multi-generation system integrated with PV/T and GSHP: Adjustable performance assessment. Applied Thermal Engineering: Design, Processes, Equipment, Economics, Vol. 207, No. 2, 2022, id. 118214.10.1016/j.applthermaleng.2022.118214Search in Google Scholar
[17] Chen, B., S. Shan, and J. Liu. A novel molten salt energy storage-solar thermophotovoltaic integrated system with mid-temperature metamaterial spectrum reshaping. Solar Energy Materials and Solar Cells, Vol. 243, 2022, id. 111799.10.1016/j.solmat.2022.111799Search in Google Scholar
[18] Prabha, R. D. and G. A. Rincón-Mora. Light-harvesting CMOS power-supply system for 0–10-mW wireless microsensors. IEEE Sensors Journal, Vol. 19, No. 2, 2019, pp. 726–734.10.1109/JSEN.2018.2877988Search in Google Scholar
[19] Samani, L. and R. Mirzaei. Model predictive control method to achieve maximum power point tracking without additional sensors in stand-alone renewable energy systems. Optik, Vol. 185, 2019, pp. 1189–1204.10.1016/j.ijleo.2019.04.067Search in Google Scholar
[20] Julian, R., E. Elvis, and D. Oscar. Design and simulation of a measuring device for a photovoltaic system controlled by PSoC5LP. Journal of Electronics, Communication and Instrumentation Engineering Research, Vol. 1, 2021, id. 11.Search in Google Scholar
[21] Lin, C. H., H. D. Liu, and S. D. Lu. Novel control strategy to improve photovoltaic system performance under low irradiance level. Sensors and Materials, Vol. 33, No. 8, 2021, pp. 2959–2969.10.18494/SAM.2021.3226Search in Google Scholar
[22] Lu, S. D., S. E. Wei, M. H. Wang, H. W. Sian, and C. C. Kuo. Hybrid methodology based on extension neural network for fault diagnosis of Photovoltaic module. Sensors and Materials, Vol. 33, No. 8 Pt.4, 2021, pp. 2925–2941.10.18494/SAM.2021.3307Search in Google Scholar
[23] Zhang, F., W. Ye, G. Lei, Y. Liu, X. Wang, and C. He. Simulation and analysis of power-point tracking via Photovoltaic sensors. Sensors and Materials, Vol. 33, No. 11 Pt.3, 2021, id. 33.10.18494/SAM.2021.3520Search in Google Scholar
[24] Madichetty, S., Y. Manoj, S. A. Kareem, and S. Mishra. A novel high-speed sensorless faulty panel detection technique for an SPV String/Array: An accurate and cost-effective approach for SPV industry. IEEE Power Electronics Magazine, Vol. 9, No. 1, 2022, pp. 33–39.10.1109/MPEL.2022.3140985Search in Google Scholar
[25] Qazi, U. Y. and R. Javaid. Composite nanostructures with metal components. Advances in Nanoparticles, Vol. 5, No. 1, 2016, pp. 27–43.10.4236/anp.2016.51004Search in Google Scholar
[26] Uno, M. and A. Kukita. Current sensorless equalization strategy for a single-switch voltage equalizer using multistacked buck–boost converters for photovoltaic modules under partial shading. IEEE Transactions on Industry Applications, Vol. 53, No. 1, 2017, pp. 420–429.10.1109/TIA.2016.2615022Search in Google Scholar
[27] Qian, Y., Y. Gu, J. Feng, W. Jiang, Y. Geng, W. Duan, et al. Role of Synergistic C-H center dot center dot center dot N and C-H center dot center dot center dot O H-Bonding Interactions in Self-Assemblies of a Phthalocyanine Derivative and Several Pyridine Derivatives. The Journal of Physical Chemistry, C. Nanomaterials and Interfaces, Vol. 42, 2018, id. 122.Search in Google Scholar
[28] Chiang, P. H., S. P. Chiluvuri, S. Dey, and T. Q. Nguyen. Forecasting of solar photovoltaic system power generation using wavelet decomposition and bias-compensated random forest. IEEE Green Technologies, 2017, pp. 260–266.10.1109/GreenTech.2017.44Search in Google Scholar
[29] Bai, Y., H. Jantunen, and J. Juuti. Ferroelectric oxides for solar energy conversion, multi‐source energy harvesting/sensing, and opto‐ferroelectric applications. Wiley-Blackwell Online Open, Vol. 12, No. 12, 2019.10.1002/cssc.201900671Search in Google Scholar PubMed PubMed Central
[30] Shanthini, J., P. Punitha, and S. Karthik. Improvisation of Node Mobility Using Cluster Routing-based Group Adaptive in MANET. Computer Systems Science & Engineering, Vol. 44, No. 3, 2023, pp. 2619–2636.10.32604/csse.2023.027330Search in Google Scholar
© 2023 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Research Articles
- First-principles investigation of phase stability and elastic properties of Laves phase TaCr2 by ruthenium alloying
- Improvement and prediction on high temperature melting characteristics of coal ash
- First-principles calculations to investigate the thermal response of the ZrC(1−x)Nx ceramics at extreme conditions
- Study on the cladding path during the solidification process of multi-layer cladding of large steel ingots
- Thermodynamic analysis of vanadium distribution behavior in blast furnaces and basic oxygen furnaces
- Comparison of data-driven prediction methods for comprehensive coke ratio of blast furnace
- Effect of different isothermal times on the microstructure and mechanical properties of high-strength rebar
- Analysis of the evolution law of oxide inclusions in U75V heavy rail steel during the LF–RH refining process
- Simultaneous extraction of uranium and niobium from a low-grade natural betafite ore
- Transfer and transformation mechanism of chromium in stainless steel slag in pedosphere
- Effect of tool traverse speed on joint line remnant and mechanical properties of friction stir welded 2195-T8 Al–Li alloy joints
- Technology and analysis of 08Cr9W3Co3VNbCuBN steel large diameter thick wall pipe welding process
- Influence of shielding gas on machining and wear aspects of AISI 310–AISI 2205 dissimilar stainless steel joints
- Effect of post-weld heat treatment on 6156 aluminum alloy joint formed by electron beam welding
- Ash melting behavior and mechanism of high-calcium bituminous coal in the process of blast furnace pulverized coal injection
- Effect of high temperature tempering on the phase composition and structure of steelmaking slag
- Numerical simulation of shrinkage porosity defect in billet continuous casting
- Influence of submerged entry nozzle on funnel mold surface velocity
- Effect of cold-rolling deformation and rare earth yttrium on microstructure and texture of oriented silicon steel
- Investigation of microstructure, machinability, and mechanical properties of new-generation hybrid lead-free brass alloys
- Soft sensor method of multimode BOF steelmaking endpoint carbon content and temperature based on vMF-WSAE dynamic deep learning
- Mechanical properties and nugget evolution in resistance spot welding of Zn–Al–Mg galvanized DC51D steel
- Research on the behaviour and mechanism of void welding based on multiple scales
- Preparation of CaO–SiO2–Al2O3 inorganic fibers from melting-separated red mud
- Study on diffusion kinetics of chromium and nickel electrochemical co-deposition in a NaCl–KCl–NaF–Cr2O3–NiO molten salt
- Enhancing the efficiency of polytetrafluoroethylene-modified silica hydrosols coated solar panels by using artificial neural network and response surface methodology
- High-temperature corrosion behaviours of nickel–iron-based alloys with different molybdenum and tungsten contents in a coal ash/flue gas environment
- Characteristics and purification of Himalayan salt by high temperature melting
- Temperature uniformity optimization with power-frequency coordinated variation in multi-source microwave based on sequential quadratic programming
- A novel method for CO2 injection direct smelting vanadium steel: Dephosphorization and vanadium retention
- A study of the void surface healing mechanism in 316LN steel
- Effect of chemical composition and heat treatment on intergranular corrosion and strength of AlMgSiCu alloys
- Soft sensor method for endpoint carbon content and temperature of BOF based on multi-cluster dynamic adaptive selection ensemble learning
- Evaluating thermal properties and activation energy of phthalonitrile using sulfur-containing curing agents
- Investigation of the liquidus temperature calculation method for medium manganese steel
- High-temperature corrosion model of Incoloy 800H alloy connected with Ni-201 in MgCl2–KCl heat transfer fluid
- Investigation of the microstructure and mechanical properties of Mg–Al–Zn alloy joints formed by different laser welding processes
- Effect of refining slag compositions on its melting property and desulphurization
- Effect of P and Ti on the agglomeration behavior of Al2O3 inclusions in Fe–P–Ti alloys
- Cation-doping effects on the conductivities of the mayenite Ca12Al14O33
- Modification of Al2O3 inclusions in SWRH82B steel by La/Y rare-earth element treatment
- Possibility of metallic cobalt formation in the oxide scale during high-temperature oxidation of Co-27Cr-6Mo alloy in air
- Multi-source microwave heating temperature uniformity study based on adaptive dynamic programming
- Round-robin measurement of surface tension of high-temperature liquid platinum free of oxygen adsorption by oscillating droplet method using levitation techniques
- High-temperature production of AlN in Mg alloys with ammonia gas
- Review Article
- Advances in ultrasonic welding of lightweight alloys: A review
- Topical Issue on High-temperature Phase Change Materials for Energy Storage
- Compositional and thermophysical study of Al–Si- and Zn–Al–Mg-based eutectic alloys for latent heat storage
- Corrosion behavior of a Co−Cr−Mo−Si alloy in pure Al and Al−Si melt
- Al–Si–Fe alloy-based phase change material for high-temperature thermal energy storage
- Density and surface tension measurements of molten Al–Si based alloys
- Graphite crucible interaction with Fe–Si–B phase change material in pilot-scale experiments
- Topical Issue on Nuclear Energy Application Materials
- Dry synthesis of brannerite (UTi2O6) by mechanochemical treatment
- Special Issue on Polymer and Composite Materials (PCM) and Graphene and Novel Nanomaterials - Part I
- Heat management of LED-based Cu2O deposits on the optimal structure of heat sink
- Special Issue on Recent Developments in 3D Printed Carbon Materials - Part I
- Porous metal foam flow field and heat evaluation in PEMFC: A review
- Special Issue on Advancements in Solar Energy Technologies and Systems
- Research on electric energy measurement system based on intelligent sensor data in artificial intelligence environment
- Study of photovoltaic integrated prefabricated components for assembled buildings based on sensing technology supported by solar energy
- Topical Issue on Focus of Hot Deformation of Metaland High Entropy Alloys - Part I
- Performance optimization and investigation of metal-cored filler wires for high-strength steel during gas metal arc welding
- Three-dimensional transient heat transfer analysis of micro-plasma arc welding process using volumetric heat source models
Articles in the same Issue
- Research Articles
- First-principles investigation of phase stability and elastic properties of Laves phase TaCr2 by ruthenium alloying
- Improvement and prediction on high temperature melting characteristics of coal ash
- First-principles calculations to investigate the thermal response of the ZrC(1−x)Nx ceramics at extreme conditions
- Study on the cladding path during the solidification process of multi-layer cladding of large steel ingots
- Thermodynamic analysis of vanadium distribution behavior in blast furnaces and basic oxygen furnaces
- Comparison of data-driven prediction methods for comprehensive coke ratio of blast furnace
- Effect of different isothermal times on the microstructure and mechanical properties of high-strength rebar
- Analysis of the evolution law of oxide inclusions in U75V heavy rail steel during the LF–RH refining process
- Simultaneous extraction of uranium and niobium from a low-grade natural betafite ore
- Transfer and transformation mechanism of chromium in stainless steel slag in pedosphere
- Effect of tool traverse speed on joint line remnant and mechanical properties of friction stir welded 2195-T8 Al–Li alloy joints
- Technology and analysis of 08Cr9W3Co3VNbCuBN steel large diameter thick wall pipe welding process
- Influence of shielding gas on machining and wear aspects of AISI 310–AISI 2205 dissimilar stainless steel joints
- Effect of post-weld heat treatment on 6156 aluminum alloy joint formed by electron beam welding
- Ash melting behavior and mechanism of high-calcium bituminous coal in the process of blast furnace pulverized coal injection
- Effect of high temperature tempering on the phase composition and structure of steelmaking slag
- Numerical simulation of shrinkage porosity defect in billet continuous casting
- Influence of submerged entry nozzle on funnel mold surface velocity
- Effect of cold-rolling deformation and rare earth yttrium on microstructure and texture of oriented silicon steel
- Investigation of microstructure, machinability, and mechanical properties of new-generation hybrid lead-free brass alloys
- Soft sensor method of multimode BOF steelmaking endpoint carbon content and temperature based on vMF-WSAE dynamic deep learning
- Mechanical properties and nugget evolution in resistance spot welding of Zn–Al–Mg galvanized DC51D steel
- Research on the behaviour and mechanism of void welding based on multiple scales
- Preparation of CaO–SiO2–Al2O3 inorganic fibers from melting-separated red mud
- Study on diffusion kinetics of chromium and nickel electrochemical co-deposition in a NaCl–KCl–NaF–Cr2O3–NiO molten salt
- Enhancing the efficiency of polytetrafluoroethylene-modified silica hydrosols coated solar panels by using artificial neural network and response surface methodology
- High-temperature corrosion behaviours of nickel–iron-based alloys with different molybdenum and tungsten contents in a coal ash/flue gas environment
- Characteristics and purification of Himalayan salt by high temperature melting
- Temperature uniformity optimization with power-frequency coordinated variation in multi-source microwave based on sequential quadratic programming
- A novel method for CO2 injection direct smelting vanadium steel: Dephosphorization and vanadium retention
- A study of the void surface healing mechanism in 316LN steel
- Effect of chemical composition and heat treatment on intergranular corrosion and strength of AlMgSiCu alloys
- Soft sensor method for endpoint carbon content and temperature of BOF based on multi-cluster dynamic adaptive selection ensemble learning
- Evaluating thermal properties and activation energy of phthalonitrile using sulfur-containing curing agents
- Investigation of the liquidus temperature calculation method for medium manganese steel
- High-temperature corrosion model of Incoloy 800H alloy connected with Ni-201 in MgCl2–KCl heat transfer fluid
- Investigation of the microstructure and mechanical properties of Mg–Al–Zn alloy joints formed by different laser welding processes
- Effect of refining slag compositions on its melting property and desulphurization
- Effect of P and Ti on the agglomeration behavior of Al2O3 inclusions in Fe–P–Ti alloys
- Cation-doping effects on the conductivities of the mayenite Ca12Al14O33
- Modification of Al2O3 inclusions in SWRH82B steel by La/Y rare-earth element treatment
- Possibility of metallic cobalt formation in the oxide scale during high-temperature oxidation of Co-27Cr-6Mo alloy in air
- Multi-source microwave heating temperature uniformity study based on adaptive dynamic programming
- Round-robin measurement of surface tension of high-temperature liquid platinum free of oxygen adsorption by oscillating droplet method using levitation techniques
- High-temperature production of AlN in Mg alloys with ammonia gas
- Review Article
- Advances in ultrasonic welding of lightweight alloys: A review
- Topical Issue on High-temperature Phase Change Materials for Energy Storage
- Compositional and thermophysical study of Al–Si- and Zn–Al–Mg-based eutectic alloys for latent heat storage
- Corrosion behavior of a Co−Cr−Mo−Si alloy in pure Al and Al−Si melt
- Al–Si–Fe alloy-based phase change material for high-temperature thermal energy storage
- Density and surface tension measurements of molten Al–Si based alloys
- Graphite crucible interaction with Fe–Si–B phase change material in pilot-scale experiments
- Topical Issue on Nuclear Energy Application Materials
- Dry synthesis of brannerite (UTi2O6) by mechanochemical treatment
- Special Issue on Polymer and Composite Materials (PCM) and Graphene and Novel Nanomaterials - Part I
- Heat management of LED-based Cu2O deposits on the optimal structure of heat sink
- Special Issue on Recent Developments in 3D Printed Carbon Materials - Part I
- Porous metal foam flow field and heat evaluation in PEMFC: A review
- Special Issue on Advancements in Solar Energy Technologies and Systems
- Research on electric energy measurement system based on intelligent sensor data in artificial intelligence environment
- Study of photovoltaic integrated prefabricated components for assembled buildings based on sensing technology supported by solar energy
- Topical Issue on Focus of Hot Deformation of Metaland High Entropy Alloys - Part I
- Performance optimization and investigation of metal-cored filler wires for high-strength steel during gas metal arc welding
- Three-dimensional transient heat transfer analysis of micro-plasma arc welding process using volumetric heat source models