Flexible Roboterzelle für Traktionsbatterie-Demontage
-
Eduard Gerlitz
Eduard Gerlitz, M. Sc., geb. 1993, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2019 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität, insbesondere mit der Demontage von Lithium-Ionen-Batterien.
 ,
Tobias Fuchs
,
Tobias Fuchs
Tobias Fuchs, M. Sc., geb. 1998, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2023 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich mit der flexiblen kinematischen Produktion sowie der Demontage von Lithium-Ionen-Batterien.
Florian Kößler, M. Sc., geb. 1994, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2020 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität und der Demontage. Seit 2023 leitet er die zugehörige Forschungsgruppe „Agile Produktionsanlagen“.
Prof. Dr.-Ing. Jürgen Fleischer studierte Maschinenbau an der Universität Karlsruhe (TH) und promovierte 1989 am Institut für Werkzeugmaschinen und Betriebstechnik (wbk). Von 1992 an war er in mehreren leitenden Positionen in der Industrie tätig, ehe er im Jahr 2003 zum Professor und Leiter des wbk Institut für Produktionstechnik am heutigen Karlsruher Institut für Technologie (KIT) berufen wurde. Darüber hinaus ist er seit 2012 Gastprofessor an der an der Tongji-Universität in Shanghai. Als anerkanntes Mitglied der wissenschaftlichen Gemeinschaft betätigt sich Prof. Fleischer bei der Deutschen Akademie für Technikwissenschaften (Acatech) und ist Mitglied mehrerer wissenschaftlicher und industrieller Beiräte. Seit 2020 ist Professor Fleischer Sprecher des Batteriekompetenzclusters des Bundesministeriums für Bildung und Forschung BMBF. Seine aktuellen wissenschaftlichen Forschungsschwerpunkte sind intelligente Komponenten für Werkzeugmaschinen und Handhabungssysteme, die Automatisierung unreifer Prozesse sowie agile Produktionsanlagen.

Abstract
Ein effizientes Recycling von Traktionsbatterien im Sinne der Kreislaufwirtschaft setzt eine granulare Demontage bis auf Zellebene voraus. Im folgenden Beitrag wird eine umgesetzte Roboterzelle zur Demontage von Li-Ionen-Batteriemodulen vorgestellt. Insbesondere werden erfolgreich erprobte Schlüsseltechnologien zur Realisierung der Flexibilität aufgezeigt, die für eine adaptive Roboterzelle essentiell sind. Darüber hinaus werden technologische Maßnahmen zur Flexibilisierung auf verschiedenen Ebenen diskutiert.
Summary
Efficient recycling of traction batteries in the context of the circular economy requires granular disassembly down to the cell level. In the following paper, an implemented robotic cell for the disassembly of Li-ion battery modules is presented. In particular, successfully tested key technologies for realizing flexibility are highlighted, which are essential for a flexible robotic cell. Furthermore, technological measures for flexibilization on different levels are discussed.
Motivation
Der Absatz von Fahrzeugen mit elektrischem Antrieb hat in den letzten Jahren getrieben durch die Dekarbonisierung des Personenverkehrs stark zugenommen. Am Ende der Lebensdauer der kostenintensiven Komponenten des elektrischen Antriebsstrangs, insbesondere der Traktionsbatterie, muss im Sinne der Kreislaufwirtschaft eine geeignete End-of-Life-Strategie, wie z. B. das Recycling, gewählt werden. Recyclingverfahren mit hohen Recyclingquoten wie das direkte Recycling erfordern die Zerlegung der Li-Ionen-Traktionsbatterien bis auf Zellebene. Aus Effizienz- und Sicherheitsgründen sollte diese Demontage so weit wie möglich automatisiert erfolgen [1]. Herausforderungen bei der automatisierten Demontage stellen sowohl die variablen Zustände von Produkten am Ende ihrer Nutzungsdauer, als auch deren Variantenvielfalt dar, die eine hohe Flexibilität der Demontageanlage erfordert [2]. Herkömmliche, starre Anlagen wie Transferstraßen sind aus diesen Gründen für eine automatisierte und flexible Demontage nur bedingt geeignet. Ein vielversprechendes flexibles und anpassbares Anlagenkonzept zur Realisierung einer automatisierten Demontage kann die Wertstromkinematik darstellen [3].
Am wbk Institut für Produktionstechnik wurde eine flexible, robotergestützte Anlage für die Demontage von Li-Ionen-Batteriemodulen entwickelt und getestet. Dabei steht „Flexibilität“ für die Anpassungsfähigkeit der Anlage an verschiedene Produkte, die durch verschiedene Flexibilisierungsstrategien erreicht wird.
Der Schwerpunkt dieses Beitrags liegt auf der Präsentation dieser Anlage. Dabei werden insbesondere die Schlüsseltechnologien der innovativen Anlagenarchitektur beleuchtet. Es werden auch Wege zur Flexibilisierung auf verschiedenen Ebenen sowie exemplarische Anwendungen vorgestellt. Das nächste Kapitel bietet einen Überblick über Grundlagen und den aktuellen Forschungs- und Technikstand flexibler Demontagesysteme.
Grundlagen sowie Stand der Forschung und Technik zu flexiblen Demontagesystemen
Nach [2, 4] besteht ein flexibles Demontagesystem aus folgenden Teilsystemen:
Kinematik (z. B. 6-achsiger Knickarmroboter) zur Bewegungsausführung,
Endeffektoren als Werkzeuge mit unterschiedlichen Funktionen, unterschieden in Greifer zur Handhabung des Werkstücks, in Trennwerkzeuge für Trennoperationen sowie in Messmittel im Rahmen der Qualitätssicherung,
Werkzeugwechselsystem und -magazin,
Spannsysteme zum Spannen des Werkstücks,
Sensorsysteme zur Zustandserfassung innerhalb der Anlage und
Steuerungstechnik zur Überwachung und Steuerung der Gesamtanlage,
Sicherheitssystem zur Gewährleistung der Maschinen- und Personensicherheit sowie
Logistiksystem für Materialtransport und -lagerung.
Es wurden bereits Forschungsarbeiten zum Aufbau und Betrieb flexibler Systeme für die Demontage verschiedener Endof-Life-Produkte durchgeführt. In diesem Zusammenhang finden sich beispielsweise realisierte Anlagen zur Demontage von Waschmaschinenmotoren [5], CD-Playern [6], elektronischen Steuergeräten [7] sowie LCD-Monitoren [8]. Alle vorgestellten flexiblen Demontagesystemen haben gemeinsam, dass sie ein oder zwei Kinematiken (z. B. 6-Achs-Knickarmroboter), Endeffektoren (Greifer und Trennwerkzeuge), Werkzeugwechselsysteme, Werkzeugmagazine sowie ein Spannsystem enthalten. Dies unterstreicht die Notwendigkeit der aufgelisteten Subsysteme.
Aus wirtschaftlichen und sicherheitstechnischen Gründen ist nach [9] ein möglichst automatisiertes Demontagesystem mit einem mechanischen Levelof-Automation (LoA) von mindestens sechs anzustreben. Nach derzeitigem Stand der Forschung gibt es kein flexibles System mit einem mechanischen LoA von mindestens sechs und auch kein flexibles System für die Demontage von Lithium-Ionen-Batteriemodulen. Lediglich die Demontagelinie von Apple weist einen mechanischen LoA von sechs auf. Nachfolgend wird ein flexibles System für die Demontage von Batteriemodulen mit Anspruch auf einen mechanischen LoA von mindestens sechs vorgestellt.
Aufbau der flexiblen Roboterzelle für die Demontage von Batteriemodulen
Die aufgebaute Roboterzelle zur Demontage von Li-Ionen-Batterien ist in Bild 1 dargestellt. Insbesondere sind die Schlüsseltechnologien zur Realisierung der Flexibilität dargestellt. Den Kern bilden zwei 6-achsige Knickarmroboter COMAU NJ290-3.0 mit einer NC-Steuerung SINUMERIK ONE, die üblicherweise in hochpräzisen Werkzeugmaschinen eingesetzt wird. Die Integration einer Roboterkinematik in die SINMERIK ONE erfolgt über Run MyRobot /Direct Control (RMR /DC). Im Gegensatz zur konventionellen Robotersteuerung bietet die verwendete NC-Steuerung die zusätzliche Möglichkeit, eine Roboterbahn mit einem definierten Geschwindigkeitsprofil zu fahren. Dies ermöglicht eine roboterbasierte spanende Bearbeitung, die eine konstante Bahngeschwindigkeit voraussetzt. Die NC-Steuerung wird in der gezeigten Roboterzelle als Gesamtsystemsteuerung eingesetzt. Neben der Bewegungssteuerung der Kinematiken ist die NC-Steuerung in der Lage, zusätzliche Peripherie direkt über NC-Code anzusteuern bzw. auszulesen, indem Ein- und Ausgänge (EA) der über PROFINET angebundenen Steuerungsperipherie angesteuert bzw. ausgelesen werden. Dies gestattet die komplette Anlagensteuerung inkl. der Ansteuerung von Subsystemen über einen generierten NC-Code. Damit entfällt die zeitaufwändige Umprogrammierung bzw. Parametrierung der Anlage in der SPS. Stattdessen können mithilfe von Planungstools, die den Ablauf und die Prozessparameter aus der Anlagen- und Prozesssimulation ableiten können, Codes generiert werden, die an die NC-Steuerung übertragen und direkt gestartet werden können.
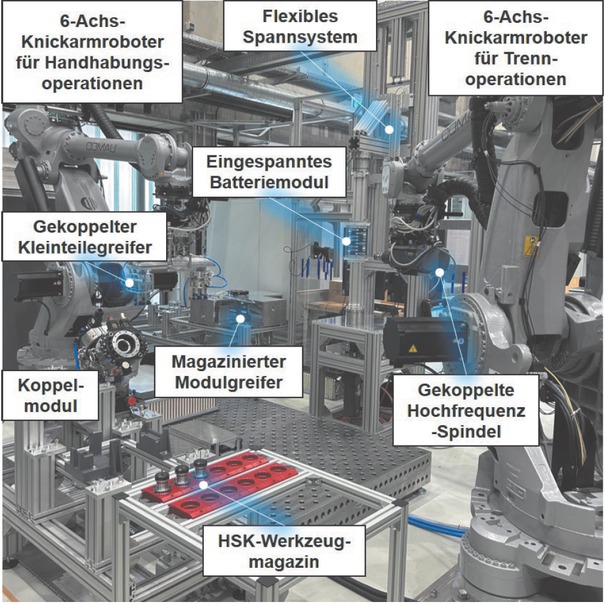
Flexible, roboterbasierte Demontagezelle für Li-Ionen-Batteriemodule
Eine digitale Prozesskette könnte beispielsweise folgende Schritte umfassen (i. A. an [3]):
Produktanalyse
Ausgehend zum Beispiel von einem CAD-Modell wird das Produkt mittels Graphen modelliert.
Sequenzplanung
Für das analysierte Produkt werden mögliche Demontagereihenfolgen abgeleitet und bewertet.
Prozessplanung
Für eine ausgewählte Sequenz werden geeignete Prozesse ausgewählt und spezifiziert.
Codegenerierung
Für die einzelnen Prozesse mit Parametern werden Codefragmente generiert und zu einem Gesamtsteuercode für die Roboterzelle zusammengesetzt.
Für den Werkzeugwechsel wird ein Schnellwechselsystem eingesetzt, das jeweils aus einem Mastermodul (am Roboterflansch) und einem Slavemodul (am Werkzeug) besteht. Außerdem enthält es Durchführungen für verschiedene Medien wie Pneumatik, Hydraulik, Energie oder elektrische Signale. Die sogenannten Durchführungsmodule sind um das Schnellwechselsystem herum angeordnet. Die Anordnung bzw. Position der Module ist bei allen Schnellwechselsystemen gleich, sodass unterschiedliche Endeffektoren auch an unterschiedliche Roboter angekoppelt werden können. Durch die Verwendung von universell einsetzbaren Ein- und Ausgängen (engl. General Purpose Input Output, kurz: GPIO) in Bezug auf elektrische Signale bzw. Pneumatik können Endeffektoren mit unterschiedlichen Funktionen über eine Schnittstelle angesteuert werden. Eine Funktionsbeschreibung bzw. ein Modell des Endeffektors verknüpft dabei die einzelnen I/Os mit den Funktionen des Endeffektors. Werden zusätzliche Endeffektoren benötigt, können diese in Rapid-Prototyping-Verfahren entwickelt, gefertigt und anschließend in die Roboterzelle integriert werden. Dies ermöglicht eine schnelle Erweiterbarkeit der Roboterzelle um weitere Funktionalitäten durch neue Endeffektoren. Die Endeffektoren werden in einem Magazinsystem zwischengelagert. Das Magazinsystem ist für den Toleranzausgleich beim Andocken schwimmend gelagert. Die Werkzeuge für die Demontage sind in Bild 2 dargestellt. Ein Batteriemodulgreifer ist für das Greifen und Handhaben von Batteriemodulen unterschiedlicher Größe zuständig. Ein Kleinteilegreifer kann Platten unterschiedlicher Größe und Oberfläche nach einem Demontageschritt aufnehmen und in Sammelbehälter ablegen. Eine Hochfrequenzspindel ermöglicht das gezielte Auftrennen unterschiedlicher mechanischer Fügeverbindungen wie Schweiß-, Niet- oder Schraubverbindungen mittels geeigneter Fräs- oder Bohrwerkzeuge. Sind höhere Prozesskräfte bzw. Lasten erforderlich, die ein einzelner Roboter nicht aufbringen kann, ermöglicht das Koppeln mittels Koppelmodul die mechanische Verbindung von Robotern. Durch die Kopplung können Prozesse wie die Umformung von Blechen mit einer bestimmten Dicke durchgeführt werden, für die ein Roboter zu schwach wäre. Dies ermöglicht im Rahmen der Remontage die Herstellung von Batteriekomponenten wie Batteriegehäuse oder Busbars, die umformtechnisch hergestellt werden müssen. Zur Demontage wird die Batterie in das Spannsystem eingespannt und kann mittels eines Servomotors inklusive Haltebremse gezielt um die Spannachse gedreht werden. Dadurch ist eine 360°-Zugänglichkeit zu allen erforderlichen Stellen gewährleistet. Die mittig zwischen den beiden Robotern angeordnete Matrixplatte ermöglicht eine Rekonfiguration durch Austausch von Subsystemen, wie z. B. der Matrize des Umformwerkzeuges. Durch ein Bohrungsraster mit sehr genauen Maßtoleranzen können die Subsysteme exakt an ihrem vorgesehenen Platz platziert werden, so dass ein zeitaufwändiges Neueinmessen bzw. Kalibrieren der Subsysteme entfällt.
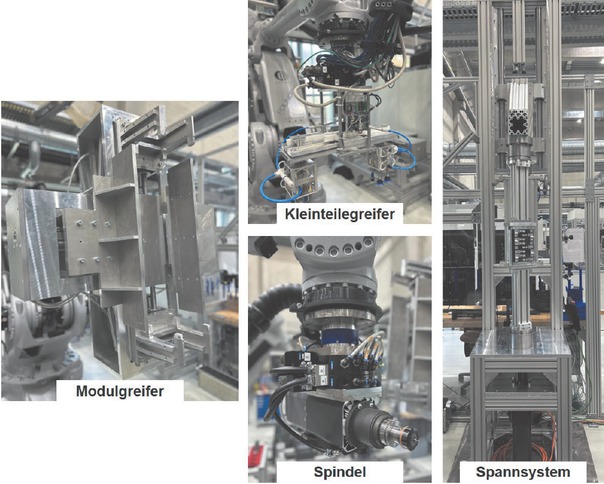
Kleinteile- und Modulgreifer, Hochfrequenz-Spindel sowie Spannsystem als Beispiel für flexible Endeffektoren und Subsysteme
Die entwickelte Anlagenarchitektur kann durch verschiedene Flexibilisierungsmaßnahmen für weitere Anwendungsfälle, wie z. B. die Demontage von Traktionsmotoren, eingesetzt werden. Eine Spiegelung des Aufbaus ergibt einen Verbund aus vier 6-achsigen Knickarmrobotern, eine gerenderte Visualisierung der so erweiterten Roboterzelle ist in Bild 3 dargestellt.
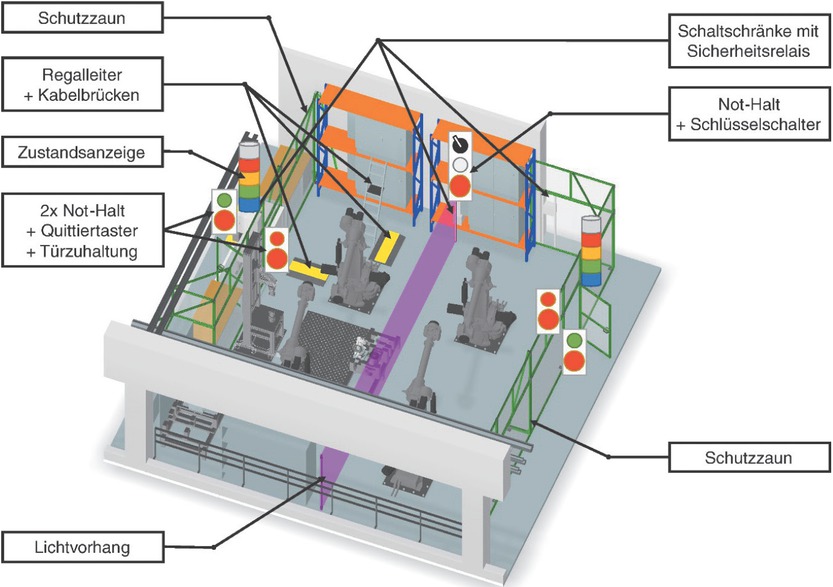
Gesamte Roboterzelle mit vier Robotern und Komponenten des adaptiven Sicherheitssystems
Ein weiteres wichtiges Teilsystem ist das für die Anlage entwickelte modulare Sicherheitssystem, das aus mehreren aufeinander abgestimmten Hard- und Softwarekomponenten besteht. Ein geschlossener Schutzzaun mit überwachten und elektrisch verriegelten Türen verhindert das Betreten der Anlage während des Betriebs und das Austreten von Spänen während der Bearbeitung. Die steuerungsseitige Überwachung Simatic Safe Kinematics begrenzt zudem den Arbeitsbereich und die Geschwindigkeit der Roboter in Abhängigkeit vom Betriebszustand der Anlage, der auch über Signalsäulen angezeigt wird. Sicherheitsrelais und sichere EA-Baugruppen der NC-Steuerung ermöglichen die fehlersichere Kommunikation und Auswertung von Signalen der Türen oder Not-Halt-Schaltern. Da sich die Anlage in einem Verbund mit zwei weiteren baugleichen Knickarmrobotern befindet, wurde zur Trennung der Anlagenteile ein Lichtvorhang integriert. Dieser ermöglicht das zustandsabhängige Verbinden und Trennen der beiden Roboterpaare ohne physische räumliche Trennung. Bei getrenntem Betrieb der Roboterpaare können sich somit in einem Bereich Personen aufhalten, während im anderen Bereich beide Roboter aktiv sind.
Die dargestellte Anlagenarchitektur wurde am Beispiel der Demontage eines Batteriemoduls mit Pouchzellen erfolgreich erprobt. Der Aufwand für die Umrüstung der Roboterzelle für weitere Batteriemodulvarianten sollte sich in Grenzen halten.
Maßnahmen zur Flexibilisierung
Die im vorigen Kapitel vorgestellte Roboterzelle enthält zahlreiche Maßnahmen zur Flexibilisierung. Im Folgenden werden die Maßnahmen kategorisiert und diskutiert. Dabei wird zwischen Anlagenflexibilität, Prozessflexibilität, Steuerungsflexibilität und Sicherheitsflexibilität unterschieden. Unter Anlagenflexibilität werden Maßnahmen auf der übergeordneten Anlagenebene zusammengefasst. Ein Beispiel hierfür sind die beiden 6-achsigen Knickarmroboter mit möglichst großem Arbeitsraum und maximaler Bewegungsfreiheit (sowohl translatorisch als auch rotatorisch). Als weitere Maßnahme kann der Werkzeugwechsel mittels Schnellwechselsystem angesehen werden. In Kombination mit der schnellen Herstellung neuer Endeffektoren als Werkzeuge in Rapid-Prototyping-Prozessen ermöglicht es den Werkzeugwechsel und damit die Erweiterung der Anlagenfunktionalität. Ebenso ist ein hochpräziser Wechsel von Subsystemen durch die Matrix-Basisplatte möglich.
Prozessflexibilität bezeichnet in diesem Fall die Erweiterung des Prozessraumes oder die Befähigung neuer Prozesse und wird auf der Ebene der Endeffektoren realisiert. Ein Beispiel für die Prozessraumerweiterung ist der Kleinteilegreifer, der mit elektronisch verfahrbaren Sauggreifern unterschiedlich große Platten aufnehmen kann. Durch die Höhenverstellung der Sauger können auch Platten mit unebenen Oberflächenstrukturen gegriffen werden. Durch den Einsatz von selbsthemmenden Ventilen, die bei Überschreiten eines Grenzluftdurchsatzes blockieren, können auch Platten mit Löchern gehandhabt werden. Ein weiteres Beispiel für die Prozessraumerweiterung ist der Modulgreifer: Austauschbare Greiferbacken und ein verlängerter Hub ermöglichen das Greifen von Batterien unterschiedlicher Größe und Geometrie. Das letzte Beispiel ist der Einsatz eines hochflexiblen Prozesses wie der Zerspanung, der sowohl für unterschiedlichste Fügeverbindungen als auch für die spanende Nachbearbeitung im Rahmen der Wiederaufbereitung von Bauteilen für die Remontage eingesetzt werden kann. Im vorliegenden Fall wird dies durch eine Spindel mit einer hohen Drehzahl von bis zu 24.000 U/min sowie dem Werkzeugwechselsystem HSK-F63 realisiert.
Die Steuerungsflexibilität fasst alle Flexibilisierungsmaßnahmen zusammen, die auf der Steuerungsebene anzuordnen sind. Im vorliegenden Fall wird durch den Einsatz der NC-Steuerung SINUMERIK ONE als Gesamtanlagensteuerung sowie durch die direkte Anbindung bzw. Ansteuerung der Peripherie über NC-Code eine schnelle Rekonfiguration (z. B. für neue Batterievarianten) auf Steuerungsebene ermöglicht. Mithilfe von Planungstools kann eine virtuelle Anlagen- bzw. Prozesssimulation durchgeführt werden, die in eine automatisierte NC-Code-Generierung mündet.
Auch die Subsysteme der Sicherheitstechnik müssen entsprechend der Gesamtanlage flexibel ausgelegt sein. Diese Flexibilität zeichnet sich beispielsweise durch die Adaptivität der steuerungsseitigen Roboterüberwachung aus. Diese kann sich unter verschiedenen Gesichtspunkten an den laufenden Roboterbetrieb anpassen. Es wird berücksichtigt, ob die Roboter separat mit Einzelwerkzeugen oder gekoppelt mit gemeinsamen Werkzeugen aktiv sind und welche konkreten Werkzeuge verwendet werden. Weiterhin wird berücksichtigt, ob die beiden Roboterpaarbereiche durch den Lichtvorhang verbunden oder getrennt sind. Dies wird auch vom Lichtvorhang registriert, der je nach Verbindungszustand aktiv oder inaktiv ist. Damit ist auch das kollaborative oder gekoppelte Arbeiten von mehr als zwei Robotern über die Bereichsgrenze hinweg möglich. Ebenso werden steuerungstechnisch in Abhängigkeit vom Betriebsmodus nur die Sicherheitskomponenten der Anlage ausgewertet, die für den aktuell aktiven Gefahrbereich relevant sind. Die Betriebsart bzw. der Verbundbetrieb kann mittels Schlüsselschalter umgeschaltet werden. Durch einen dezentralen Aufbau der Steuerungstopologie der beiden Anlagenteile können diese bei aktivem Lichtvorhang auch völlig autark betrieben werden.
Zusammenfassung und Ausblick
Neue Herausforderungen und Aufgabenfelder, wie sie sich im Bereich der Demontage ergeben, erfordern eine grundlegende Neuausrichtung der Produktionstechnik. In dieser Arbeit wird eine realisierte Roboterzelle mit ihren Subsystemen vorgestellt, die auf die flexible Demontage von Lithium-Ionen-Traktionsbatterien ausgerichtet ist. Besonderes Augenmerk wird dabei auf die entwickelten flexiblen Endeffektoren und die verschiedenen Subsysteme wie Kleinteilegreifer, Modulgreifer und Spannsystem gelegt. Ein bemerkenswerter Aspekt ist die Möglichkeit einer schnellen Erweiterung der Funktionalität dieser Anlage durch den Einsatz neuer Endeffektoren. Darüber hinaus werden in dieser Arbeit verschiedene Maßnahmen zur Flexibilisierung der Anlage auf unterschiedlichen Ebenen beleuchtet. Dies umfasst sowohl Anpassungen auf der Anlagenebene als auch auf der Prozessebene, der Steuerungsebene und der Sicherheitsebene. Diese Flexibilisierungsmaßnahmen werden anhand konkreter Beispiele diskutiert.
Im Ausblick auf zukünftige Entwicklungen ergeben sich mehrere Themen. Zum einen wird die Notwendigkeit der Prüfung und ggf. Anpassung der Anlagenarchitektur für weitere Batteriemodulvarianten und Demontageobjekte hervorgehoben. Insbesondere die Untersuchung der Flexibilität der Anlage im Hinblick auf neue Varianten steht im Fokus, wobei der Zeit- und Ressourcenaufwand für die Umrüstung der Anlage empirisch untersucht werden soll. Ein weiterer wichtiger Aspekt betrifft den Einsatz der hier vorgestellten Anlage im industriellen Kontext. Dies umfasst Themen wie die Verkettung der Anlagen sowie die Zertifizierung, die für einen erfolgreichen Einsatz in der Industrie von entscheidender Bedeutung sind. Diese Aspekte werden in zukünftigen Arbeiten näher beleuchtet und analysiert, um sicherzustellen, dass die entwickelte Technologie erfolgreich im industriellen Umfeld eingesetzt werden kann.
Hinweis
Bei diesem Beitrag handelt es sich um einen von den Mitgliedern des ZWF-Advisory-Board wissenschaftlich begutachteten Fachaufsatz (Peer Review).
About the authors
Eduard Gerlitz, M. Sc., geb. 1993, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2019 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität, insbesondere mit der Demontage von Lithium-Ionen-Batterien.
Tobias Fuchs, M. Sc., geb. 1998, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2023 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich mit der flexiblen kinematischen Produktion sowie der Demontage von Lithium-Ionen-Batterien.
Florian Kößler, M. Sc., geb. 1994, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2020 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität und der Demontage. Seit 2023 leitet er die zugehörige Forschungsgruppe „Agile Produktionsanlagen“.
Prof. Dr.-Ing. Jürgen Fleischer studierte Maschinenbau an der Universität Karlsruhe (TH) und promovierte 1989 am Institut für Werkzeugmaschinen und Betriebstechnik (wbk). Von 1992 an war er in mehreren leitenden Positionen in der Industrie tätig, ehe er im Jahr 2003 zum Professor und Leiter des wbk Institut für Produktionstechnik am heutigen Karlsruher Institut für Technologie (KIT) berufen wurde. Darüber hinaus ist er seit 2012 Gastprofessor an der an der Tongji-Universität in Shanghai. Als anerkanntes Mitglied der wissenschaftlichen Gemeinschaft betätigt sich Prof. Fleischer bei der Deutschen Akademie für Technikwissenschaften (Acatech) und ist Mitglied mehrerer wissenschaftlicher und industrieller Beiräte. Seit 2020 ist Professor Fleischer Sprecher des Batteriekompetenzclusters des Bundesministeriums für Bildung und Forschung BMBF. Seine aktuellen wissenschaftlichen Forschungsschwerpunkte sind intelligente Komponenten für Werkzeugmaschinen und Handhabungssysteme, die Automatisierung unreifer Prozesse sowie agile Produktionsanlagen.
Danksagung
Die Autoren danken dem Ministerium für Umwelt, Klimaschutz und Energiewirtschaft Baden-Württemberg für die Förderung des Projekts DeMoBat mit dem Förderkennzeichen L7520103. Eingebettet ist das Vorhaben im Center for Electrochemical Energy Storage Ulm & Karlsruhe (CELEST) sowie dem Batterietechnikum (BATEC) des Karlsruher Instituts für Technologie (KIT).
Literatur
1 Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R. et al.: Recycling Lithium-ion Batteries from Electric Vehicles. Nature 575 (2019) 7781, S. 75–86 DOI:10.1038/s41586-019-1682-510.1038/s41586-019-1682-5Search in Google Scholar PubMed
2 Vongbunyong, S.; Chen, W. H.: Disassembly Automation. In: Vongbunyong, S.; Chen, W. H. (Hrsg.): Disassembly Automation – Automated Systems with Cognitive Abilities (Serie: Sustainable Production, Life Cycle Engineering and Management). Springer International Publishing Switzerland, Cham 2015, S. 25–54 DOI:10.1007/978-3-319-15183-0_310.1007/978-3-319-15183-0_3Search in Google Scholar
3 Mühlbeier, E.; Oexle, F.; Gönnheimer, P.; Fleischer, J.: Wertstromkinematik – Produktionssysteme neu gedacht. ZWF 116 (2021) 11, S. 847–851 DOI:10.1515/zwf-2021-017910.1515/zwf-2021-0179Search in Google Scholar
4 Fleischer, J.; Gerlitz, E.; Rieβ, S.; Coutandin, S.; Hofmann, J. : Concepts and Requirements for Flexible Disassembly Systems for Drive Train Components of Electric Vehicles. Procedia CIRP 98 (2021), S. 577–582 DOI:10.1016/j.procir.2021.01.15410.1016/j.procir.2021.01.154Search in Google Scholar
5 Karlsson, B.; Järrhed, J.-O.: Recycling of Electrical Motors by Automatic Disassembly. Measurement Science and Technology 11 (2000) 4, S. 350–357 DOI:10.1088/0957-0233/11/4/30310.1088/0957-0233/11/4/303Search in Google Scholar
6 Torres, F.; Puente, S.; Díaz, C.: Automatic Cooperative Disassembly Robotic System: Task Planner to Distribute Tasks among Robots. Control Engineering Practice 17 (2009) 1, S. 112–121 DOI:10.1016/j.conengprac.2008.05.01310.1016/j.conengprac.2008.05.013Search in Google Scholar
7 Li, J.; Barwood, M.; Rahimifard, S.: An Automated Approach for Disassembly and Recycling of Electric Vehicle Components. In: Proceedings of the 2014 IEEE International Electric Vehicle Conference (IEVC). 17-19 Dec. 2014, Florence, Italy. Piscataway, NJ: IEEE, S. 1–6 DOI:10.1109/IEVC.2014.705615810.1109/IEVC.2014.7056158Search in Google Scholar
8 Chen, W. H.; Foo, G.; Kara, S.; Pagnucco, M.: Application of a Multi-head Tool for Robotic Disassembly. Procedia CIRP 90 (2020), S. 630–635 DOI:10.1016/j.procir.2020.02.04710.1016/j.procir.2020.02.047Search in Google Scholar
9 Foo, G.; Kara, S.; Pagnucco, M.: Challenges of Robotic Disassembly in Practice. Procedia CIRP 105 (2022), S. 513–518 DOI:10.1016/j.procir.2022.02.08510.1016/j.procir.2022.02.085Search in Google Scholar
© 2023 Eduard Gerlitz, Tobias Fuchs, Florian Kößler und Jürgen Fleischer, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Articles in the same Issue
- Inhalt
- Editorial
- Digitale Plattformen für Produktionsnetzwerke
- Kreislauffabrik
- Sonderforschungsbereich 1574: Kreislauffabrik für das ewige innovative Produkt
- Produktionsplanung
- Intelligente Produktionsplanung in der Lebensmittelbranche
- Einsatz von Kommunikationsmitteln im Auftragsabwicklungsprozess
- Nutzungsdatenbasierte Produktionsplanung
- Globale Produktion
- Internationale Standortwahl
- Automobilproduktion
- Bewertung von Produktionsstrategien in der Automobilindustrie
- Robotik
- Flexible Roboterzelle für Traktionsbatterie-Demontage
- Kollaboration
- Effizienzsteigerung bei der Industrieroboterprogrammierung dank Kollaboration
- Serviceplanung
- Operative Serviceplanung für Produkt-Service Systeme
- Vertriebssteuerung
- Entwicklung datenbasierter Lead-Scoring-Modelle
- Nachhaltigkeit
- Flächenproduktivität
- Digitaler Zwilling
- Auf Digitalen Zwillingen basiertes Life Cycle Assessment
- Datenräume
- Verwaltungsschalenbasierte Datenräume
- Digitalisierung
- Umweltauswirkungen der Digitalisierung im Technologiesektor
- Das Produktionssystem von Mercedes-Benz und die Digitalisierung der Produktion
- Open-Source-Ansatz
- Integration von Open Source in Unternehmen außerhalb der Softwarebranche
- Vorschau
- Vorschau
Articles in the same Issue
- Inhalt
- Editorial
- Digitale Plattformen für Produktionsnetzwerke
- Kreislauffabrik
- Sonderforschungsbereich 1574: Kreislauffabrik für das ewige innovative Produkt
- Produktionsplanung
- Intelligente Produktionsplanung in der Lebensmittelbranche
- Einsatz von Kommunikationsmitteln im Auftragsabwicklungsprozess
- Nutzungsdatenbasierte Produktionsplanung
- Globale Produktion
- Internationale Standortwahl
- Automobilproduktion
- Bewertung von Produktionsstrategien in der Automobilindustrie
- Robotik
- Flexible Roboterzelle für Traktionsbatterie-Demontage
- Kollaboration
- Effizienzsteigerung bei der Industrieroboterprogrammierung dank Kollaboration
- Serviceplanung
- Operative Serviceplanung für Produkt-Service Systeme
- Vertriebssteuerung
- Entwicklung datenbasierter Lead-Scoring-Modelle
- Nachhaltigkeit
- Flächenproduktivität
- Digitaler Zwilling
- Auf Digitalen Zwillingen basiertes Life Cycle Assessment
- Datenräume
- Verwaltungsschalenbasierte Datenräume
- Digitalisierung
- Umweltauswirkungen der Digitalisierung im Technologiesektor
- Das Produktionssystem von Mercedes-Benz und die Digitalisierung der Produktion
- Open-Source-Ansatz
- Integration von Open Source in Unternehmen außerhalb der Softwarebranche
- Vorschau
- Vorschau