Anomalieerkennung bei der Li-Ionen-Zellkontaktierung
-
David Merz
David Merz, M. Sc., geb. 1995, studierte Maschinenbau an der Technischen Hochschule Mittelhessen. Danach wechselte er für den Master an das Karlsruher Institut für Technologie und studierte dort Materialwissenschaft und Werkstofftechnik. Seit 2023 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk Institut für Produktionstechnik.
 ,
Eduard Gerlitz
,
Eduard Gerlitz
Eduard Gerlitz, M. Sc., geb. 1993, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2019 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität, insbesondere mit der Demontage von Lithium-Ionen-Batterien.
Jan-Philipp Kaiser, M. Sc., geb. 1993, studierte Maschinenbau am Karlsruher Institut für Technologie (KIT) und forscht als Wissenschaftlicher Mitarbeiter am wbk Institut für Produktionstechnik in Karlsruhe in der Arbeitsgruppe Qualitätssicherung.
Prof. Dr.-Ing. Jürgen Fleischer studierte Maschinenbau an der Universität Karlsruhe (TH) und promovierte 1989 am Institut für Werkzeugmaschinen und Betriebstechnik (wbk). Von 1992 an war er in mehreren leitenden Positionen in der Industrie tätig, ehe er im Jahr 2003 zum Professor und Leiter des wbk Institut für Produktionstechnik am heutigen Karlsruher Institut für Technologie (KIT) berufen wurde. Darüber hinaus ist er seit 2012 Gastprofessor an der an der Tongji-Universität in Shanghai. Als anerkanntes Mitglied der wissenschaftlichen Gemeinschaft betätigt sich Prof. Fleischer bei der Deutschen Akademie für Technikwissenschaften (acatech) und ist Mitglied mehrerer wissenschaftlicher und industrieller Beiräte. Seit 2020 ist Professor Fleischer Sprecher des Batteriekompetenzclusters des Bundesministeriums für Bildung und Forschung BMBF. Seine aktuellen wissenschaftlichen Forschungsschwerpunkte sind intelligente Komponenten für Werkzeugmaschinen und Handhabungssysteme, die Automatisierung unreifer Prozesse sowie agile Produktionsanlagen.

Abstract
Die vorliegende Studie untersucht die KI-basierte Anomalieerkennung beim Kontaktierprozess von Li-Ionen-Batterieelektroden. Zur Datengenerierung wurden Schweißproben mit zwei gezielt eingebrachten Defekten hergestellt. Auf Basis der aufgezeichneten Strahlungsemissionen können die Fehlertypen aus den Zeitreihendaten durch Merkmalsextraktion und Clusterbildung voneinander unterschieden und gegenüber den defektfreien Referenzproben erfolgreich abgegrenzt werden.
Abstract
This study investigates AI-based anomaly detection in the contacting process of Li-ion battery electrodes. For data generation, weld samples with two intentionally introduced defects were produced. Based on the recorded radiation emissions, the defect types from the time series data can be distinguished from each other by feature extraction and clustering and successfully differentiated from the defect-free reference samples.
Motivation
Im Kontext der globalen Aktivitäten für die Transformation zu einer nachhaltigen und umweltfreundlichen Zukunft spielen elektrische Energiespeicher wie Lithium-Ionen-Batterien (LIB) eine zentrale Rolle [1]. Als dominante Technologie im Kontext der Elektromobilität unterstützen sie maßgeblich den Übergang zu einer klimafreundlichen Mobilität [2]. Angesichts der steigenden Nachfrage nach elektrischen Energiespeichern ist die durch die Produktionsprozesse bedingte Produktqualität von besonderer Bedeutung, um die Sicherheit und die Performance von Batteriezellen zukünftig weiter zu optimieren [3].
Einer der kritischen Prozessschritte in der Produktion von LIB ist die zellinterne Kontaktierung, bei der die Stromsammlertabs der Elektrodeneinzelblätter durch Ableiterbleche elektrisch verbunden werden. Die derzeitigen Ultraschallschweißverfahren, die in der Industrie als Standard gelten, weisen eine Reihe von Nachteilen auf [4]. Beispielsweise sind hier mechanische Beschädigungen, Rissbildung, ein erhöhter Werkzeugverschleiß sowie eine benötigte beidseitige Zugänglichkeit zu nennen [5, 6]. Diese Probleme verdeutlichen den Bedarf und die Relevanz alternativer Produktionstechnologien. In diesem Kontext bietet das Laserschweißen eine vielversprechende Alternative, welche neben der hohen Präzision insbesondere durch den kontaktlosen Fügeprozess, der Kontaminationen vermeidet, sowie der Geometrieflexibilität, ein großes Potenzial bietet [7].
Um den Laserschweißprozess weiter zu optimieren bedarf es sorgfältiger Prozessüberwachungen. Durch die Prozessüberwachung in Echtzeit sowie den Einsatz von Methoden des maschinellen Lernens können im Rahmen der Qualitätssicherung die dabei anfallenden Messdaten zielgerichtet verarbeitet und ausgewertet werden. [8]
Im Fokus der vorliegenden Arbeit liegt die Vorstellung einer Datenverarbeitungspipeline für die Analyse der beim Laserschweißen durch einen Laser Welding Monitor aufgezeichneten Strahlungsemissionen. Das dadurch verfolgte Ziel ist die Erkennung von zwei gezielt eingebrachten Fehlertypen. Dies trägt dazu bei, dass Fertigungsprozesse zukünftig effizienter, prozesssicherer und kosteneffektiver gestaltet werden können.
Stand der Forschung
Im Bereich der Qualitätssicherung von Laserschweißverbindungen wurde der Einsatz von maschinellem Lernen sowie Sensortechnologien zur Fehlererkennung und -vorhersage in verschiedenen Studien untersucht. Der Ansatz von Zhang et al. (2019) [9] nutzt dazu einen auf einem konvolutionalen neuronalem Netz (CNN) basierenden Deep-Learning-Algorithmus. Dieser verwendet Daten eines Multi-Sensor-Systems, darunter ein Hilfsbeleuchtungs-Bildsensor-System, UVV-Band-Bildsensoren, Fotodioden sowie ein Spektrometer. Das Modell zeigt eine höhere Genauigkeit im Vergleich zu herkömmlichen Methoden des neuronalen Netzwerks mit Rückpropagation, insbesondere bei der Fehlererkennung während des Schweißens mit Hochleistungsscheibenlasern. Knaak et al. [10] verwendet Methoden des maschinellen Lernens zur Analyse von Bilddaten aus zwei verschiedenen Sensortypen. Durch die Transformation der Bilddaten mittels Hauptkomponentenanalyse und anschließender Extraktion der geometrischen Merkmale konnten Schweißfehler mit einer Genauigkeit von 99,9 Prozent identifiziert werden. Weiterhin evaluiert die Studie von Will et al. [11] den tsfresh-Algorithmus zur Detektion von Schweißspritzern. Die gezielte Anpassung von Prozessparametern in Kombination mit optischer Kohärenztomographie ermöglicht eine präzise Annotation von Schweißergebnissen, die zur effektiven Klassifizierung durch den tsfresh-Algorithmus eingesetzt werden kann.
Trotz der aufgezeigten Forschungsarbeiten im Bereich der Qualitätssicherung von Laserschweißverbindungen besteht eine Lücke im aktuellen Stand der Forschung. Die systematische Untersuchung der gezielten Einbringung von Fehlern in dieser Schweißanordnung und deren nachfolgender Detektion mithilfe von Clusteralgorithmen wurde nicht untersucht. Diese spezielle Schweißkonfiguration weist durch die vielen Kupferfolien, die aufgeschmolzen und verbunden werden müssen, eine erhöhte Fehleranfälligkeit auf, was zu einer besonderen Relevanz der Überwachung des Laserschweißverfahrens beiträgt. Die Extraktion signifikanter Merkmale im Anwendungskontext der Schweißprozessüberwachung trägt einen wesentlichen Beitrag zur Vertiefung des Verständnisses über Fehlerdynamik und -detektion bei.
Versuchsaufbau und Durchführung
Im Rahmen der experimentellen Untersuchungen wurden Schweißversuche mithilfe eines TruDisk 1020 Lasersystems der Firma TRUMPF Laser- und Systemtechnik GmbH durchgeführt. Dieses System verfügt über einen Scheibenlaser im grünen Wellenlängenbereich (515 nm). Zur Untersuchung des anodenseitigen Kontaktierungsprozesses wurde ein 300 μm dickes Ableiterblech mit einem aus 40 Kupferfolieneinzellagen (Folienstärke jeweils 10 μm) bestehenden Stapels thermisch gefügt. Wie in Grabmann et al. [6] beschrieben ist der Schweißaufbau derart gestaltet, dass die zu kontaktierenden Ableiterfolien durch eine spezielle Spannvorrichtung auf dem Ableiterblech fixiert werden. Dabei wird der Laserstrahl auf die jeweils oberste Folienebene fokussiert, um alle darunter liegenden Folien mit dem Ableiterblech durch den gezielten Aufschmelzvorgang zu verbinden.
Zur Überwachung des Schweißvorgangs wurde ein Laser Welding Monitor (LWM) der Firma Precitec GmbH & Co. KG eingesetzt, der über drei Fotodioden zur Aufzeichnung der Strahlungsemissionen verfügt. Dadurch können die Strahlungsemissionen in spezifischen Wellenlängenbereichen erfasst werden, auf Basis dessen die Analyse von Plasma, Temperatur und Rückreflexsignalen ermöglicht wird. Die erfassten Daten werden mit einer Abtastrate von 50 kHz in Form einer csv-Datei gespeichert. Im Rahmen der durchgeführten Untersuchungen wurden in Summe 36 Schweißversuche durchgeführt. Der dabei verwendete Prozessaufbau ist in Bild 1 schematisch dargestellt.
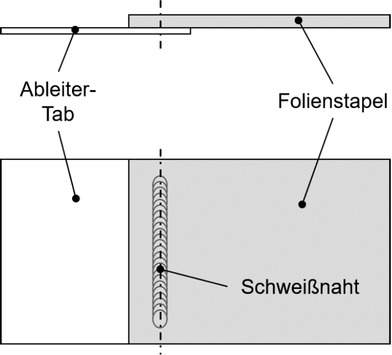
Schweißaufbau der Referenzschweißung mit Seitenansicht (oben) und der Draufsicht (unten)
Während die Mehrheit der Schweißungen unter standardisierten Bedingungen stattfand, wurden die Schweißungen Nr. 21 sowie 31 bis 33 unter der gezielten Einbringung von Fehlertyp 1 durchgeführt. Bei den durchgeführten Schweißversuchen Nr. 34–36 erfolgte als Fehlertyp 2 eine gezielte Einbringung von Fehlertyp 2. Die Schweißergebnisse wurden anschließend mit den drei Labels „Referenz“, „Fehlertyp 1“ und „Fehlertyp 2“ klassifiziert. Darauf aufbauend war das Ziel der vorliegenden Untersuchungen die Entwicklung einer Pipeline zur präzisen Fehlerdetektion, welche in zukünftigen Arbeiten auch auf weitere Anwendungsfälle übertragen werden kann.
Datenverarbeitungspipeline
Im Rahmen der durchgeführten Arbeiten wurde ein strukturierter Datenverarbeitungsprozess entwickelt, um die Zeitreihen der LWM-Schweißungen effektiv zu analysieren. Jede Schweißung wird in einer separaten csv-Datei dokumentiert. Der Ablauf der implementierten Auswertungspipeline ist in Bild 2 dargestellt wird nachfolgend detailliert erläutert:
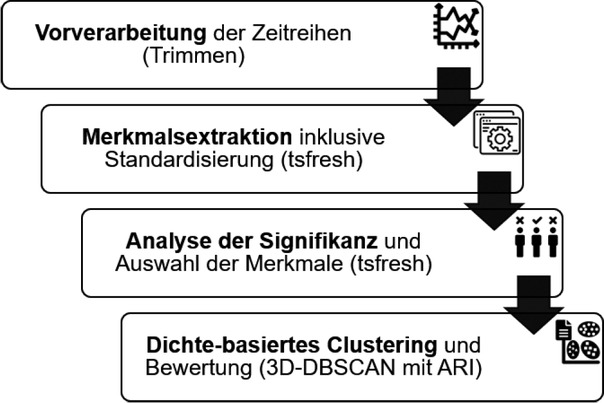
Ablauf der entwickelten Datenverarbeitungspipeline
Datenvorverarbeitung
Die Zeitreihendaten werden bearbeitet, indem Start- und Endflanken zugeschnitten werden. Hierbei wird als Startpunkt das Überschreiten einer vordefinierten Laserleistung definiert, während der Endpunkt durch Berücksichtigung der Abtastrate, Vorschubgeschwindigkeit und Schweißnahtlänge festgelegt wird.
Merkmalsextraktion
Die Extraktion statistischer Merkmale erfolgt durch die Anwendung der Python-Bibliothek tsfresh [12]. Dabei werden Merkmale aus den Daten generiert, die sowohl den Zeitbereich als auch den Frequenzbereich, auf Basis von Fourier-Transformationen, abdecken.
Signifikanzanalyse und Merkmalsauswahl
Nach erfolgter Merkmalsextraktion wird eine Signifikanzanalyse durchgeführt. Hierbei werden Hypothesentests für jedes extrahierte Merkmal durchgeführt, um deren Unabhängigkeit von der Zielvariable zu evaluieren. Die Benjamini-Yekutieli-Korrektur kontrolliert die Falscherkennungsrate (engl. False Discovery Rate – FDR) und passt den Signifikanzschwellenwert entsprechend an. Nicht signifikante Merkmale werden im Zuge dieses Prozesses verworfen [12]. Zudem werden die signifikanten Merkmale grafisch aufgetragen, um eine visuelle Beurteilung von deren Trennfähigkeit durchzuführen.
Clustering und Bewertung
Die ausgewählten Merkmale werden für das Clustering mittels DBSCAN-Algorithmus verwendet. Als dichtebasierter Algorithmus kann DBSCAN-Cluster beliebiger Form identifizieren und benötigt dazu keine Vorgabe zur Clusteranzahl [13]. Zur Bewertung der Clusterergebnisse wird der Adjusted Rand Index (ARI) herangezogen. Dieser ermittelt die Ähnlichkeit zwischen wahren Clustern und den vom Clustering-Algorithmus identifizierten Clustern. Dabei kann der ARI einen Wertebereich von -1 (schlechte Übereinstimmung) bis 1 (perfekte Übereinstimmung) einnehmen [14].
Die beschriebene Datenverarbeitungspipeline stellt einen systematischen Ansatz für die Analyse von Schweißdaten dar, der besonders auf die Merkmalsextraktion und -selektion abzielt, um einerseits die erforderliche Qualität zu gewährleisten und andererseits die Herausforderungen der Analyse umfangreicher Merkmalsdaten zu bewältigen. Die Vielseitigkeit, Adaptierbarkeit und Übertragbarkeit des vorgestellten Ansatzes auf diverse Fehlerausprägungen, sowohl im Kontext von Laserschweißverbindungen als auch anderen Einsatzszenarien, ist dabei besonders hervorzuheben.
Ergebnisse
Basierend auf den vom LWM erfassten Plasma-, Rückreflex- und Temperatursignalen konnten im Rahmen der durchgeführten Untersuchungen 36 signifikante Merkmale identifiziert werden. Eine detaillierte Analyse dieser Merkmale hat drei Merkmale hervorgehoben, welche eine besonders effiziente Trennung der untersuchten Gruppen ermöglichen. Diese Merkmale werden nachfolgend detaillierter vorgestellt und in Bild 3 gegeneinander visualisiert.
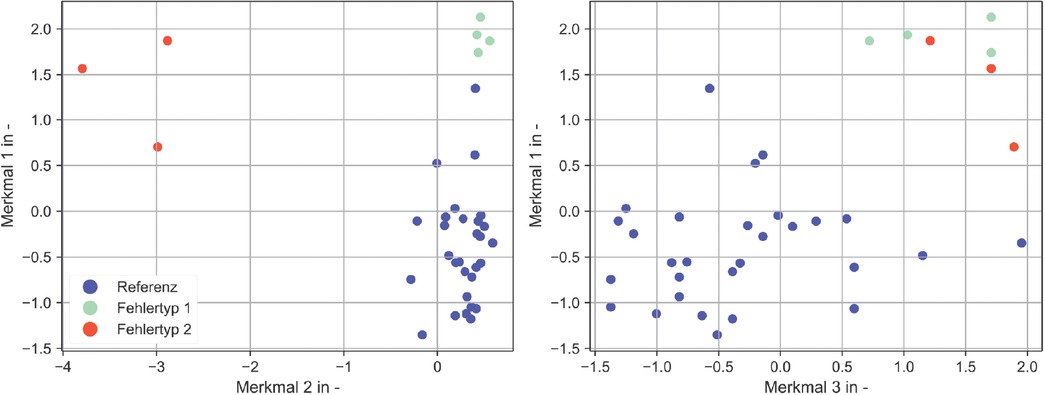
Veranschaulichung Effekt der Merkmale
Merkmal 1: CID_CE – Merkmal aus dem Rückreflexsignal
Dieses Merkmal repräsentiert die Komplexitätsschätzung (engl. Complexity Estimate – CE) einer Zeitreihe. Es quantifiziert die Komplexität durch Berechnung der quadratischen Abweichungen zwischen zwei aufeinanderfolgenden Werten einer Zeitreihe X mit n Datenpunkten nach der folgenden Formel:
Dieses Maß veranschaulicht die Rauheit der Zeitreihe und wird im Kontext der Complexity-Invariant Distance (CID) von Batista et al. [15] detailliert vorgestellt.
Merkmal 2: Wölbung des Fourier-Transformierten Temperatursignals
Die Wölbung beschreibt die Form der Frequenzverteilung eines Signals. Eine hohe Wölbung kennzeichnet eine konzentrierte Frequenzverteilung, wohingegen eine geringe Wölbung auf eine breitere Frequenzverteilung hinweist.
Merkmal 3: 10 %-Quantil des Temperatursignals
Dieses statistische Maß gibt den Wert an, unterhalb dessen genau 10 Prozent der Datenpunkte einer sortierten Reihe liegen. Es dient als Schwellwert zwischen den untersten 10 Prozent der Datenpunkte und den restlichen 90 Prozent.
Die Betrachtung der in Bild 3 dargestellten Visualisierungen zeigt, dass insbesondere die Merkmale 1 und 3 wesentliche Unterscheidungskriterien zwischen fehlerhaften Proben und Referenzproben bieten. Für die Unterscheidung von Proben mit Fehlertyp 2 von den restlichen Proben ist vor allem das Merkmal 2 entscheidend.
Wie Bild 4 veranschaulicht, werden unter Anwendung eines 3D-DBSCAN auf das dreidimensionale Merkmalsset die identifizierten Cluster klar voneinander getrennt und durch den Algorithmus korrekt klassifiziert. Der zugehörige ARI beträgt 1, was einer optimalen Clusterung entspricht. Dank der Flexibilität des gewählten Ansatzes ist es möglich, zusätzlich zu DBSCAN auch die Clusteralgorithmen wie beispielsweise agglomeratives hierarchisches Clustering sowie Gaussian Mixture zu evaluieren. Mit den ausgewählten Merkmalen konnten beide Algorithmen die gleichen Ergebnisse erzielen.
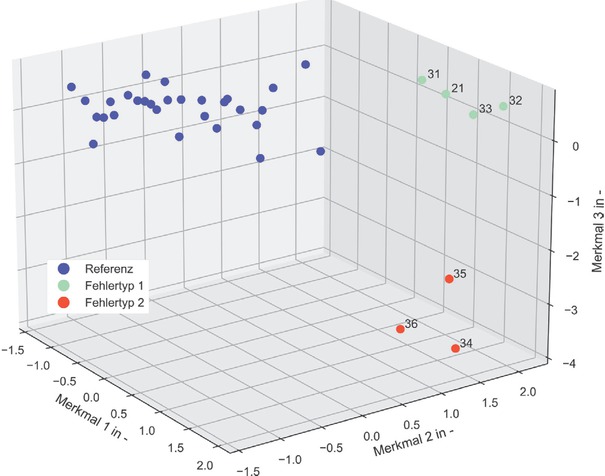
Clusteranalyse der Proben mittels 3D-DBSCAN
Die dargelegten Ergebnisse der Untersuchungen betonen die Bedeutung selektierter Merkmale im vorliegenden Kontext und belegen die Effizienz des verwendeten Clusteransatzes für die Probenklassifizierung.
Zusammenfassung und Ausblick
In dieser Arbeit wurde die zunehmende Bedeutung des Laserschweißprozesses für die zellinterne Kontaktierung von Batteriezellen dargelegt. Dieser Prozess stellt einen zentralen Schritt in der Batterieproduktion dar, weshalb die korrekte Interpretation der aus den Strahlungsemissionen erfassten Signale und die effektive Identifizierung von Fehlern von zentraler Bedeutung sind. In diesem Kontext bieten maschinelle Lernverfahren einen vielversprechenden Lösungsansatz.
Der Hauptfokus dieser Arbeit war die Entwicklung und Implementierung einer Pipeline zur Analyse von Zeitreihendaten aus den Strahlungsemissionen, erfasst durch drei Fotodioden. Diese Pipeline zielt darauf ab, beispielhaft eingebrachte Fehler zu identifizieren und diese anschließend zu differenzieren. Die Verarbeitungsschritte umfassen die Datenbereinigung, die Extraktion und Auswahl relevanter Merkmale, das Clustering mittels DBSCAN sowie eine anschließende Validierung. Experimentell konnten bei insgesamt 36 Schweißungen zwei verschiedene Fehlertypen in sieben Schweißnähte eingebracht werden. Die Auswertung zeigt, dass durch die aufgebaute Pipeline signifikante Merkmale aus den Daten erfolgreich extrahiert werden konnten. Zusätzlich zeigten die Ergebnisse eine hundertprozentige Fehlererkennungsrate mit dem DBSCAN-Algorithmus, was einem ARI von eins entspricht.
Die vorliegenden Ergebnisse vermitteln erste Erkenntnisse über das Potenzial der entwickelten Datenverarbeitungspipeline in den untersuchten Laserschweißanwendungen. Angesichts des begrenzten Umfangs der Datenbasis ist jedoch eine umfassendere Evaluation erforderlich, um die Robustheit und Generalisierbarkeit der Ergebnisse sicherzustellen. Im Rahmen zukünftiger Forschungsaktivitäten gilt es, die Pipeline durch einen ausgedehnteren experimentellen Versuchsplan zu erweitern und zu validieren. Eine Diversifizierung und Erweiterung der Fehlerklassen könnten darüber hinaus zu einer vertieften und differenzierteren Analyse beitragen. Zusätzlich wäre in zukünftigen Studien von Interesse, in welcher Form die Anwendbarkeit der vorgestellten Methode auch auf andere technologische Domänen gegeben ist.
Hinweis
Bei diesem Beitrag handelt es sich um einen von den Mitgliedern des ZWF-Advisory-Board wissenschaftlich begutachteten Fachaufsatz (Peer Review).
About the authors
David Merz, M. Sc., geb. 1995, studierte Maschinenbau an der Technischen Hochschule Mittelhessen. Danach wechselte er für den Master an das Karlsruher Institut für Technologie und studierte dort Materialwissenschaft und Werkstofftechnik. Seit 2023 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk Institut für Produktionstechnik.
Eduard Gerlitz, M. Sc., geb. 1993, studierte Maschinenbau am KIT Karlsruher Institut für Technologie. Seit 2019 ist er akademischer Mitarbeiter im Bereich „Maschinen, Anlagen und Prozessautomatisierung“ am wbk und beschäftigt sich vor allem mit der Produktionsforschung im Bereich der Elektromobilität, insbesondere mit der Demontage von Lithium-Ionen-Batterien.
Jan-Philipp Kaiser, M. Sc., geb. 1993, studierte Maschinenbau am Karlsruher Institut für Technologie (KIT) und forscht als Wissenschaftlicher Mitarbeiter am wbk Institut für Produktionstechnik in Karlsruhe in der Arbeitsgruppe Qualitätssicherung.
Prof. Dr.-Ing. Jürgen Fleischer studierte Maschinenbau an der Universität Karlsruhe (TH) und promovierte 1989 am Institut für Werkzeugmaschinen und Betriebstechnik (wbk). Von 1992 an war er in mehreren leitenden Positionen in der Industrie tätig, ehe er im Jahr 2003 zum Professor und Leiter des wbk Institut für Produktionstechnik am heutigen Karlsruher Institut für Technologie (KIT) berufen wurde. Darüber hinaus ist er seit 2012 Gastprofessor an der an der Tongji-Universität in Shanghai. Als anerkanntes Mitglied der wissenschaftlichen Gemeinschaft betätigt sich Prof. Fleischer bei der Deutschen Akademie für Technikwissenschaften (acatech) und ist Mitglied mehrerer wissenschaftlicher und industrieller Beiräte. Seit 2020 ist Professor Fleischer Sprecher des Batteriekompetenzclusters des Bundesministeriums für Bildung und Forschung BMBF. Seine aktuellen wissenschaftlichen Forschungsschwerpunkte sind intelligente Komponenten für Werkzeugmaschinen und Handhabungssysteme, die Automatisierung unreifer Prozesse sowie agile Produktionsanlagen.
Danksagung
Die Autoren danken dem Bundesministerium für Bildung und Forschung (BMBF) für die Förderung des Projekts InQuZell mit dem Förderkennzeichen 03XP0342C im Rahmen des Kompetenzcluster Intelligente Batteriezellproduktion (InZePro). Eingebettet ist das Vorhaben im Center for Electrochemical Energy Storage Ulm & Karlsruhe (CELEST) sowie dem Batterietechnikum (BATEC) des Karlsruher Instituts für Technologie (KIT). Ein weiterer Dank geht an das iwb der Technischen Universität München für die Bereitstellung der Messdaten.
Literatur
1 Blomgren, G. E.: The Development and Future of Lithium Ion Batteries. Journal of The Electrochemical Society 164 (2017) 1, A5019-A5025 DOI:10.1149/2.0251701jes10.1149/2.0251701jesSuche in Google Scholar
2 Zubi, G.; Dufo-López, R.; Carvalho, M.; Pasaoglu, G.: The Lithium-Ion Battery: State of the Art and Future Perspectives. Renewable and Sustainable Energy Reviews 89 (2018), S. 292–308 DOI:10.1016/j.rser.2018.03.00210.1016/j.rser.2018.03.002Suche in Google Scholar
3 Xu, C.; Dai, Q.; Gaines, L.; Hu, M.; Tukker, A.; Steubing, B.: Future Material Demand for Automotive Lithium-based Batteries Commun Mater 1 (2020) 1, Art.-Nr. 99 DOI:10.1038/s43246-020-00095-x10.1038/s43246-020-00095-xSuche in Google Scholar
4 Balz, I.; Rosenthal, E.; Reimer, A.; Turiaux, M.; Schiebahn, A.; Reisgen, U.: Analysis of The Thermo-mechanical Mechanism during Ultrasonic Welding of Battery Tabs Using High-speed Image Capturing. Weld World 63 (2019) 6, S. 1573–1582 DOI:10.1007/s40194-019-00788-z10.1007/s40194-019-00788-zSuche in Google Scholar
5 Choi, S.; Zhang, G.; Fuhlbrigge, T. A.; Nidamarthi, S.: Vibration Anaysis in Robotic Ultrasonic Welding for Battery Assembly. In: Proceedings of the 2012 IEEE International Conference on Technologies for Practical Robot Applications (TePRA), Woburn, MA, USA 2012, S. 1–6 DOI:10.1109/TePRA.2012.621567410.1109/TePRA.2012.6215674Suche in Google Scholar
6 Grabmann, S.; Kriegler, J.; Harst, F.; Günter, F. J.; Zaeh, M. F.: Laser Welding of Current Collector Foil Stacks in Battery Production – Mechanical Properties of Joints Welded with a Green High-power Disk Laser. The International Journal of Advanced Manufacturing Technology 118 (2022) 7–8, S. 2571–2586 DOI:10.1007/s00170-021-07839-010.1007/s00170-021-07839-0Suche in Google Scholar
7 Zaeh, M. F.; Moesl, J.; Musiol, J.; Oefele, F.: Material Processing with Remote Technology Revolution or Evolution? Physics Procedia 5 (2010), S. 19–33 DOI:10.1016/j.phpro.2010.08.11910.1016/j.phpro.2010.08.119Suche in Google Scholar
8 Cai, W.; Wang, J.; Jiang, P.; Cao, L.; Mi, G.; Zhou, Q.: Application of Sensing Techniques and Artificial Intelligence-based Methods to Laser Welding Real-time Monitoring: A Critical Review of Recent Literature. Journal of Manufacturing Systems 57 (2020) 1–4, S. 1–18 DOI:10.1016/j.jmsy.2020.07.02110.1016/j.jmsy.2020.07.021Suche in Google Scholar
9 Zhang, Y.; You, D.; Gao, X.; Zhang, N.; Gao, P. P.: Welding Defects Detection Based on Deep Learning with Multiple Optical Sensors During Disk Laser Welding of Thick Plates. Journal of Manufacturing Systems 51 (2019), S. 87–94 DOI:10.1016/j.jmsy.2019.02.00410.1016/j.jmsy.2019.02.004Suche in Google Scholar
10 Knaak, C.; Thombansen, U.; Abels, P.; Kröger, M.: Machine Learning as a Comparative Tool to Determine the Relevance of Signal Features in Laser Welding. Procedia CIRP 74 (2018), S. 623–627 DOI:10.1016/j.procir.2018.08.07310.1016/j.procir.2018.08.073Suche in Google Scholar
11 Will, T.; Schwarzkopf, K.; Hölbling, C.; Müller, L.; Schmidt, M.: Feature Extraction Based on Scalable Hypothesis Tests from Photodiode Data in Laser Welding Processes. Procedia CIRP 111 (2022), S. 527–531 DOI:10.1016/j.procir.2022.08.08410.1016/j.procir.2022.08.084Suche in Google Scholar
12 Christ, M.; Braun, N.; Neuffer, J.; Kempa-Liehr, A. W.: Time Series FeatuRe Extraction on Basis of Scalable Hypothesis Tests (tsfresh – A Python Package). Neurocomputing 307 (2018) 7, S. 72–77 DOI:10.1016/j.neucom.2018.03.06710.1016/j.neucom.2018.03.067Suche in Google Scholar
13 Rehman, S. U.; Asghar, S.; Fong, S.; Sarasvady, S.: DBSCAN: Past, Present and Future. In: ICADIWT 2014: Proceedings of the 5th International Conference on the Applications of Digital Information and Web Technologies, Bangalore, India, February 17–19, 2014, S. 232–238 DOI:10.1109/ICADIWT.2014.681468710.1109/ICADIWT.2014.6814687Suche in Google Scholar
14 Santos, J. M.; Embrechts, M.: On the Use of the Adjusted Rand Index as a Metric for Evaluating Supervised Classification. In: Conference Proceedings, Part II: Artificial Neural Networks – ICANN 2009, 19th International Conference, Limassol, Cyprus, September 14-17, 2009, S. 175–184 DOI:10.1007/978-3-642-04277-5_1810.1007/978-3-642-04277-5_18Suche in Google Scholar
15 Batista, G. E. A. P. A.; Keogh, E. J.; Tataw, O. M.; de Souza, V. M. A.: CID: An Efficient Complexity-invariant Distance for Time Series. Data Mining and Knowledge Discovery 28 (2014) 3, S. 634–669 DOI:10.1007/s10618-013-0312-310.1007/s10618-013-0312-3Suche in Google Scholar
© 2023 David Merz, Eduard Gerlitz, Jan-Philipp Kaiser und Jürgen Fleischer, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Artikel in diesem Heft
- Inhalt
- Editorial
- Produktionssystem: Resilienz und neue Technologien
- Interview
- Aktuelle Trends in der Robotik
- Fabrikplanung
- Szenarienevaluation zur Wirtschaftlichkeitsanalyse
- Produktionssteuerung
- Prädiktionsgestützte Produktionssteuerung von kundenindividuellen Erzeugnissen
- Produktionssysteme
- Evolutionäre Selbstanpassung komplexer Produktionsprozesse und Produkte
- Prozessüberwachung
- ML-Modelle für den intelligenten Werkzeugwechsel
- Schlanke Produktion
- Die ziehende Werkstatt
- Hybride Arbeitskonzepte
- Zukunftsfähige Produktion in der postpandemischen Arbeitswelt
- Additive Fertigung
- Produktionssynergien der Zukunft
- Baumstützstrukturen in der additiven Fertigung
- Werkzeugmaschinen
- Eingangsdatenanalyse für thermo-elastische Fehlermodelle
- Energieeffizienz
- Maßnahmen zur Energieeffizienzsteigerung in der Prozessindustrie durch dynamische Simulation
- Digitalisierung
- Verkürzte Planungszeiten durch Digitalen Schatten
- Digitaler Zwilling
- Der Requirement Twin von Brownfield-Industrieumgebungen
- Künstliche Intelligenz
- KI-gestütztes Informationsmanagement in der Unikatfertigung
- Laserschweissen
- Anomalieerkennung bei der Li-Ionen-Zellkontaktierung
- Qualitätsregelkreis
- Ein flexibles Framework für Reinforcement Learning
- Vorschau
- Vorschau
Artikel in diesem Heft
- Inhalt
- Editorial
- Produktionssystem: Resilienz und neue Technologien
- Interview
- Aktuelle Trends in der Robotik
- Fabrikplanung
- Szenarienevaluation zur Wirtschaftlichkeitsanalyse
- Produktionssteuerung
- Prädiktionsgestützte Produktionssteuerung von kundenindividuellen Erzeugnissen
- Produktionssysteme
- Evolutionäre Selbstanpassung komplexer Produktionsprozesse und Produkte
- Prozessüberwachung
- ML-Modelle für den intelligenten Werkzeugwechsel
- Schlanke Produktion
- Die ziehende Werkstatt
- Hybride Arbeitskonzepte
- Zukunftsfähige Produktion in der postpandemischen Arbeitswelt
- Additive Fertigung
- Produktionssynergien der Zukunft
- Baumstützstrukturen in der additiven Fertigung
- Werkzeugmaschinen
- Eingangsdatenanalyse für thermo-elastische Fehlermodelle
- Energieeffizienz
- Maßnahmen zur Energieeffizienzsteigerung in der Prozessindustrie durch dynamische Simulation
- Digitalisierung
- Verkürzte Planungszeiten durch Digitalen Schatten
- Digitaler Zwilling
- Der Requirement Twin von Brownfield-Industrieumgebungen
- Künstliche Intelligenz
- KI-gestütztes Informationsmanagement in der Unikatfertigung
- Laserschweissen
- Anomalieerkennung bei der Li-Ionen-Zellkontaktierung
- Qualitätsregelkreis
- Ein flexibles Framework für Reinforcement Learning
- Vorschau
- Vorschau