
Direct saccharification of lignocellulosic biomass by hydrolysis with formic acid solution
-
Isao Hasegawa
Isao Hasegawa was born in 1976 and graduated from the School of Industrial Chemistry, Kyoto University in 1999. He received his PhD in 2007 under the supervision of Professor Kazuhiro Mae. At present, he is an Assistant Professor at the Department of Chemical Engineering and his research interests focus on the development of the new thermochemical conversion of biomass, pretreatment methods and pyrolysis kinetics.
Teng Hong Khoo received his master’s degree in 2009 at Kyoto University.
Prof. Kazuhiro Mae was born in 1957 and studied Chemical Engineering at Kyoto University. He was an employee of Kobe steel Co. Ltd. from 1982 to 1986 and engaged in the international R&D project of coal liquefaction. He returned to Kyoto University as an Assistant Professor in 1986. He received his PhD in engineering in 1994 at Kyoto University, and was promoted to Associate Professor in 1996. In 2001, he was appointed as Professor of the Department of Chemical Engineering. His main research topics are classified into three categories: microchemical engineering, coal and biomass conversion engineering, and environmental catalysis based on chemical reaction engineering. Prof. Kazuhiro Mae is the author or co-author of more than 120 peer-reviewed publications.


Abstract
An effective hydrolysis method for recovering oligosaccharides directly from lignocellulosic biomass has been investigated. Formic acid was selected as a hydrolysis reagent, due to its high acidity in organic acids. The degrees of cellulose hydrolysis and lignin elution were determined by the combination of the reaction temperature and formic acid aqueous solution concentration. We successfully obtained approximately 47 wt% of oligosaccharides, keeping the minimum lignin elution at 150°C and with 25 vol% formic acid aqueous solution concentration. Such a high yield of oligosaccharides was due to the relaxation of biomass structure. Furthermore, by diluting the formic acid aqueous solution concentration, or evaporating the solution, lignin can be separated from the oligosaccharides completely as deposits. Finally, two options for the efficient recovery of saccharides have been proposed.
1 Introduction
Fossil resource has been the major resource since last century. Energy consumption has been increased, as more countries have been industrialized. Owing to the depletion of the limited fossil resource and the price rise of oil in the world, the use of renewable resources is necessary to meet the increased energy demand. Biofuel is one of the alternatives. The use of biofuel could help to alleviate global ecological problems, such as the greenhouse effect, as the balance between CO2 emission and fixation is kept when biofuel is used for energy.
It is desirable that one of the materials to be converted into biofuel is lignocellulosic biomass, such as wood chips. Lignocellulosic biomass is an environmental and renewable resource. Thermochemical conversion of lignocellulosic biomass into fuel or chemicals is carbon neutral and non-competitive against food. However, lignocellulosic biomass is hard to use for energy, due to its mass insufficiency and high collecting cost. Therefore, it should be usually used for biorefinery, such as on-site production of high valuable chemical products. One of the examples for biorefinery is sugars recovery [1] from biomass, then fermentation of glucose [2], or conversion into sugar-based derivatives such as 5-hydroxymethylfurfural [3]. In the conventional way, cellulose is transformed into glucose after the removal of lignin [4]. However, this process is too complicated. A major delignification process is kraft pulping. The subsequent enzymatic saccharification requires a long reaction time. It is necessary to pretreat cellulose and to relieve the rigid structure for complete saccharification. Besides, it is tedious to neutralize the acids for saccharification using inorganic acids, such as sulfuric acid and hydrochloric acid, after the reaction. The cost of ethanol production from lignocellulosic biomass is relatively high based on current technologies [2]. Therefore, it is desirable to develop a method of recovering sugars or saccharides directly from the hydrolysis of lignocellulosic biomass by using organic acid.
Much research on the hydrolysis of lignocellulosic biomass has been carried out [5–11]. However, most was carried out using inorganic acids, such as sulfuric acid and hydrochloric acid. Only a few researches on the hydrolysis using organic acids have been carried out [12], for example, formic acid hydrolysis of pulp was investigated by Kupiainen et al. [13]. The reaction temperature was quite high. There is a possibility that formic acid is decomposed into carbon dioxide and hydrogen above 200°C. Although inorganic acids are powerful agents for hydrolysis, they are toxic, corrosive and hazardous and require reactors that are resistant to corrosion. In addition, the concentrated acid must be recovered after hydrolysis, to make the process economically feasible. By contrast, organic acids are less corrosive and easily recovered. Useful organic acids include formic acid and acetic acid. Formic acid is considered as a strong acid among the organic acids, due to its high acidity. Those acids can be recovered and reused. Due to medium boiling points at around 100°C, formic and acetic acid can be separated from saccharides, which are non-volatile, by just evaporating. Diacids, such as oxalic acid, are not volatile. We cannot recycle and separate these organic acids. From the viewpoint of separation, a high formic acid concentration is not a drawback, because the heat of vaporization of formic acid is lower than that of water. Therefore, the hydrolysis effects of formic acid and acetic acid were compared.
In this work, we present the direct saccharification of lignocellulosic biomass by hydrolysis using formic acid. The aims of this research are: (1) to develop an effective method of recovering saccharides directly from hydrolysis of lignocellulosic biomass by using organic acid; and (2) to find out the optimal experimental conditions which elute the least lignin and recover the most saccharides. Lignocellulosic biomass such as cellulose and wood chips were utilized. The effectiveness of various organic acid aqueous solutions, such as acetic acid aqueous solution and formic acid aqueous solution, on the hydrolysis of cellulose using a batch reactor was investigated. A poor yield of glucose seemed to be obtained, due to the low acidities of distilled water and acetic acid solution. Thus, only formic acid aqueous solution was selected as the main reagent for the hydrolysis of lignocellulosic biomass. However, due to the lack of inorganic acid, the reactions need to be carried out at high temperatures (up to 200°C). Then, the effectiveness of the batch reactor and flow reactor were compared. We carried out the hydrolysis with a flow reactor in more detail and thus it was selected as the main reactor for the hydrolysis. The effects of formic acid aqueous solution concentration, temperature change, reaction time, and pretreatment on lignocellulosic biomass conversion using a flow reactor, were investigated. Residue, filter deposits, water-solubles and water-insolubles were also investigated, to check the contents, structural change, etc. Furthermore, the change of lignin elution rate with various reaction conditions was also investigated, to figure out the optimal experimental conditions. Finally, based on the results, the possibility of proposed methods was clarified.
2 Experimental
2.1 Samples
Japanese cedar trees were used as a raw lignocellulosic biomass material. A commercial microcrystalline cellulose (Nakalai Tesque Co., Kyoto, Japan) was also used to examine the hydrolysis behavior. The Japanese cedar tree was crushed into chips. All samples were dried in vacuo for 24 h at 70°C prior to use. The ultimate analyses of these samples are listed in Table 1.
Ultimate analyses of samples used and the deposited product.
| Sample | Ultimate analysis (wt%, dry and ash-free) | ||
|---|---|---|---|
| C | H | O (difference) | |
| Cellulose | 44.4 | 6.2 | 49.4 |
| Cedar chips | 48.1 | 5.9 | 46.0 |
| Filter deposit | 65.9 | 5.7 | 28.4 |
2.2 Batch reaction system
An aqueous solution (21 ml), with a certain concentration of organic acid, was inserted into a stainless steel batch reactor (Swagelok, USA) which contained 0.5 g of the sample. The experiments were performed by using a stainless-steel batch reactor with an inner diameter of 11 mm and a length of 95 mm. The reactor was then heated by using an oil bath, at the fixed temperature for reaction time t=2 h. After the reaction, the product solution was filtered by suction filtration with filter paper (pore diameter 0.1 µm) and the solid residue was desiccated by using a vacuum oven for 24 h, to measure the weight by electronic balance. The organic acid aqueous solutions were acetic acid aqueous solution (Wako Pure Chemical Industries, Osaka, Japan) or formic acid aqueous solution (Wako Pure Chemical Industries).
2.3 Solvent flow reaction system
Figure 1 shows the schematic of the experimental set-up. The sample (0.3 g) was inserted onto the filter in the reactor. The experiments were performed by using a stainless-steel flow reactor, with an inner diameter of 4.6 mm and a length of 82 mm. The solvent was fed into the reactor with the LC pump. The pressure was held at 2 MPa with the back pressure regulator. Then, the flow rate was set to 0.2 ml/min. The residence time was 6.8 min. The reactor was then immersed into the oil bath with a certain temperature and the formic acid aqueous solution was fed for a reaction time t=2 h. Then, the reactor was taken out from the oil bath and cooled down with iced water. Distilled water was then fed to collect all of the remaining product solution in the tube.
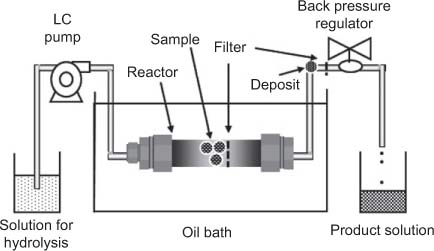
Schematic apparatus of the solvent flow reaction system.
2.4 Analysis
Water-insoluble components were measured as follows. Soluble products were dissolved in formic acid aqueous solution and the solid solubles were obtained by evaporation of the solvent. We termed water-soluble parts “saccharides” and water-insoluble parts “water-insolubles”. This water-insoluble deposit was weighed and water-soluble components were quantified by the difference. The chemical structure, such as a functional group, was analyzed by an FTIR spectrometer (JIR-SPX60, JEOL. Ltd., Tokyo, Japan). All IR spectra were measured at 4 cm-1 resolution, and were collected by acquisition of 100 scans. The product solution was analyzed to measure the glucose and xylose concentrations by using HPLC, and compared with the standard solution. Meanwhile, the solid residue was collected by suction filtration and desiccated by using a vacuum oven at 70°C for 24 h, to measure the weight with an electronic balance. The ultimate analysis of the residue was then carried out with an elemental analyzer. The experimental conditions were concentration C=25 and 50 vol%, T=150, 175 and 200°C and t=2 and 4 h. The solution from the hydrolysis of cedar was analyzed using gel permeation chromatography (GPC).
3 Results and discussion
3.1 Effect of acidity of two organic acids on hydrolysis of cellulose
First, we examined the effect of the acidity of the organic acid on the hydrolysis behavior, using a batch reactor. Woody biomass contains cellulose, hemicellulose and lignin. Organic acids act as reagents for the hydrolysis of polysaccharides and also as solvents for the extraction of lignin. It is expected that the hydrolysis behavior of lignocellulosic biomass is complex, so we started the study on the hydrolysis of crystalline cellulose with an organic acid solution. For comparison, we also conducted hydrothermal solubilization or decomposition with hot compressed water. The properties of the liquid products change with time, so the fresh liquid products were analyzed immediately after collection [14]. As a result, only the formic acid aqueous solution decomposed cellulose effectively below 200°C. Distilled water and acetic acid aqueous solution did not show any sign of decomposition of cellulose below 200°C. Solid residue yields after 50 vol% formic acid hydrolysis were given as follows: 95.5% at 150°C, and 76.1% at 175°C. Formic acid has the lowest pKa=3.75 (4.75 for acetic acid) and thus it is the strongest organic acid to hydrolyze cellulose. Meanwhile, the boiling point of formic acid is almost the same (100.8°C) as that of water. Therefore, it is possible to recover and easily recycle formic acid after the reaction, by just evaporating or by distillation at around 100°C. Based on these two merits, formic acid aqueous solution was chosen as the main reagent for the hydrolysis of cellulose and lignocellulosic biomass.
3.2 Hydrolysis of cellulose with formic acid and comparison between reactor systems
Next, we investigated the effect of the reaction temperature and compared the reactor systems. The results are shown in Figure 2. With the increase in reaction temperature (up to 200°C), the solid residue yield decreased and the soluble components yield increased. This is mainly due to the increase in the hydrolysis rate of cellulose. However, the decomposition of glucose occurs simultaneously. The glucose yield increased below 175°C, then decreased above this temperature. It is known that glucose is converted into 5-hydroxymethyfurfural or levulinic acid at higher temperatures around 200°C [15]. Therefore, a maximum glucose yield can be found at 175°C. When comparing the results of the batch reactor and those of the flow reactor, the glucose and soluble yields of hydrolysis using the flow reactor were higher than those of hydrolysis using the batch reactor. This difference can be explained by the contact efficiency between the solvent and cellulose. A sufficient amount of flowing solvent could well wash out solubles and suppress the secondary decomposition of glucose. A secondary reaction does not seem to occur much in this residence time [16]. Therefore, it can be concluded that the flow reactor showed the behavior of the primary hydrolysis of solid biomass more clearly than the batch reactor did.
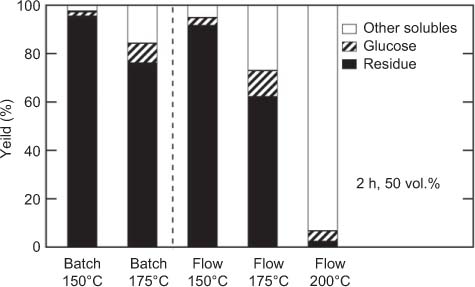
Product distributions through the hydrolysis of cellulose (2 h, 50 vol% formic acid).
3.3 Hydrolysis of wood chips with formic acid (aq)
As mentioned above, organic acid hydrolysis of lignocellulosic biomass brings about the depolymerization of polysaccharides and the elution of lignin. Furthermore, the hydrolysis of hemicellulose into soluble saccharides, such as xylose, starts at a lower temperature than that of cellulose. Figure 3 shows the distributions of the products through formic acid hydrolysis of the cedar chips, using the flow reactor. At a high temperature and with high formic acid concentration, the hydrolysis and solubilization of wood chips were promoted. With the 50 vol% formic acid solution, the solid residue yield decreased to 7% at 200°C. This proved that the treatment with formic acid was an effective method for direct hydrolysis and solubilization of all components of wood. However, the yields of monosaccharides, such as glucose and xylose, were not so high. This result suggests that the depolymerization into monomer is almost balanced with the secondary decomposition of monomer. Under these conditions, a very small amount of black solid was deposited on the filter that was set upstream of the regulator valve. From the elemental analysis and FTIR measurements, this deposit turned out to be lignin fraction. This shows that lignin was slightly eluted in the hot reactor and washed down, cooled, and deposited on the filter at room temperature. Figure 4 summarizes the soluble saccharide yield, which includes the sugar derived from hemicellulose and the yield of lignin eluted under each condition. The optimal condition of direct saccharification was studied by examining the change in saccharification and the elution behavior with temperature. Lignin was eluted as a soluble product at high temperature. The lignin content in the residue was high at a high temperature, although the residue yield was low. This indicates that in order to suppress lignin elution, mild conditions (a low temperature and low acid concentration) are desirable. Saccharification mainly proceeded at temperatures between 120°C and 175°C. By contrast, lignin was eluted at temperatures >150°C. At 150°C, high saccharides yield, with little elution of lignin, could be obtained. Based on this idea, approximately 47 wt% of soluble saccharides, keeping a minimum lignin elution, was successfully obtained at 150°C with the 25 vol% formic acid solution. As compared with the soluble yield at 150°C from cellulose in Figure 1, the saccharide yield from wood chips was obviously higher, excluding the soluble hemicellulose even under the same conditions. This is because cellulose of woody chips contains amorphous parts. Hydrolysis of these amorphous parts of cellulose start at a low temperature [17]. It is a key factor to relax the rigid structure of biomass for easy saccharification at a low temperature. This can be considered as one of the direct saccharification options that does not require a lignin separation process.
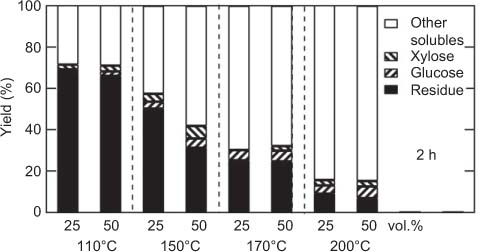
Product distributions through the hydrolysis of wood chips.
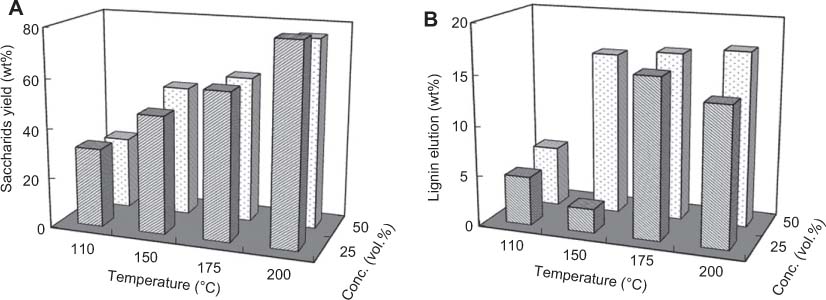
Change in the yield of (A) saccharide and (B) lignin eluted with the temperature and the formic acid concentration.
3.4 Effect of organic acids on hydrolysis of wood chips and the possibility of lignin separation
Hydrolyses of wood chips with formic acid or acetic acid were carried out and the effects of organic acid type were examined again for woody biomass. The results are shown in Figure 5. Hydrolysis with formic acid solubilized more wood chips than with acetic acid. This is because the acidity of formic acid is much higher than that of acetic acid. On the contrary, the water-insoluble components yield was higher for the acetic acid hydrolysis. The water-insoluble components correspond to the matter which was solubilized into 50 vol% acetic acid solution, but was deposited with pure water. From this result, it is estimated that acetic acid works as a good solvent for the elution of lignin. Therefore, formic acid is favorable for obtaining much water-soluble saccharides from woody biomass, as expected. GPC measurements of water-soluble components by formic acid hydrolysis showed that the molecular weight of the main water-soluble was approximately 1000, which corresponds to the hexaose (oligomer which consists of six monosaccharides). For the acetic acid hydrolysis, xylotriose was the main water-soluble component, because of hemicellulose saccharification.
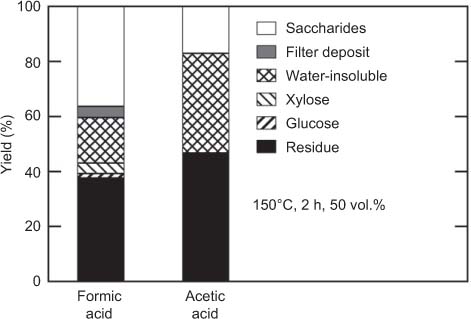
Product distributions through the hydrolysis of wood chips with the two types of acids.
Lastly, we tried the severe conditions for the hydrolysis of wood chips. Figure 6 shows the products yields for a long period, 4 h. Wood chips were solubilized almost completely and a large amount of water-soluble product was obtained with a 50 vol% formic acid solution at 175°C. However, the solubilization of wood chips was not so high (60%) and the water-soluble oligosaccharide yield was small with 25 vol% formic acid solution at 150°C. This indicates that severe conditions enable a nearly complete hydrolysis in a high saccharide yield. However, a large amount of lignin was simultaneously eluted. Therefore, separation of lignin at the subsequent stage is required in this case.
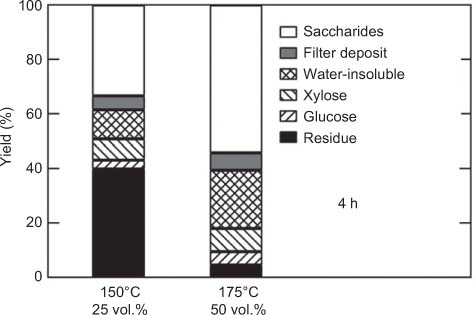
Product distributions through the hydrolysis of wood chips under severe conditions (4 h).
The possibility of lignin separation was investigated. The hydrolysis residues from wood chips under severe conditions, water-soluble products and water-insoluble components, were examined by using FTIR and the elemental analyzer. From the results, the solid residue and the water-insoluble components contained lignin, but the water-soluble ones did not, which suggests that lignin fraction is water-insoluble and only exists in residue and water-insoluble extracts. Therefore, by diluting or evaporating formic acid aqueous solution, lignin can be recovered and separated from water-soluble saccharides as a deposit.
4 Conclusion
Direct saccharification of lignocellulosic biomass by hydrolysis with formic acid has been carried out. It is proved that hydrolysis with formic acid is an effective method for direct saccharification of wood chips and that formic acid is a reasonable reagent for the hydrolysis, due to its high acidity. At a high temperature and high formic acid concentration, wood chips were easily solubilized, but a lignin fraction was also eluted. To suppress lignin elution, mild conditions (lower temperature and lower acid concentration) are desirable. The optimal conditions of direct saccharification were elucidated by changing the reaction temperature. About 47 wt% of water-soluble saccharides was successfully obtained, keeping the minimum lignin elution at 150°C with 25 vol% of formic acid. By contrast, even if wood chips were thoroughly solubilized under the severer conditions, water-soluble components did not contain a lignin fraction. This indicates that lignin can be separated from the water-soluble saccharides, by just diluting formic acid concentration after the complete saccharification at higher temperature, with a higher concentration of formic acid.
From these results, two options for efficient recovery of saccharides from woody biomass were proposed, as shown in Figure 7. The first option is that 25 vol% formic acid aqueous solution is used to hydrolyze the wood chips at 150°C for 2 h. About 40 wt% of saccharides and about 50 wt% of residue will be obtained. Then, glucose or its derivatives can be obtained from the saccharides by refining. Forty-one percent of saccharides remained in the solid residue. This residue will be burned for heat recovery. For the second option, 50 vol% formic acid aqueous solution is used to hydrolyze the wood chips at 175°C for 4 h. After the hydrolysis, lignin is separated from the saccharides by diluting the formic acid concentration. About 70 wt% of saccharides will be recovered and glucose can be obtained by refining the saccharides. About 20 wt% of residue, which consists of lignin, can be recovered by heat recovery because of a higher heat of combustion.
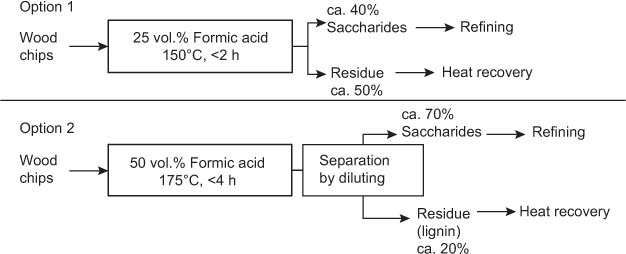
Proposed two methods for the recovery of saccharides.
About the authors

Isao Hasegawa was born in 1976 and graduated from the School of Industrial Chemistry, Kyoto University in 1999. He received his PhD in 2007 under the supervision of Professor Kazuhiro Mae. At present, he is an Assistant Professor at the Department of Chemical Engineering and his research interests focus on the development of the new thermochemical conversion of biomass, pretreatment methods and pyrolysis kinetics.

Teng Hong Khoo received his master’s degree in 2009 at Kyoto University.

Prof. Kazuhiro Mae was born in 1957 and studied Chemical Engineering at Kyoto University. He was an employee of Kobe steel Co. Ltd. from 1982 to 1986 and engaged in the international R&D project of coal liquefaction. He returned to Kyoto University as an Assistant Professor in 1986. He received his PhD in engineering in 1994 at Kyoto University, and was promoted to Associate Professor in 1996. In 2001, he was appointed as Professor of the Department of Chemical Engineering. His main research topics are classified into three categories: microchemical engineering, coal and biomass conversion engineering, and environmental catalysis based on chemical reaction engineering. Prof. Kazuhiro Mae is the author or co-author of more than 120 peer-reviewed publications.
This work was financially supported by NEDO Green Sustainable Chemical Process Development (Project No.09010) and by JSPS through a Grant-in-Aid for Scientific Research (A) (22246100).
References
[1] Song SK, Lee YY. Biomass 1984, 6, 93–100.10.1016/0144-4565(84)90012-XSuche in Google Scholar
[2] Hinman ND, Schell DJ, Riley CJ, Bergeron PW, Walter PJ. Appl. Biochem. Biotechnol. 1992, 34–35, 639–649.Suche in Google Scholar
[3] Jadhav H, Taarning E, Pedersen CM, Bols M. Tetrahedron Lett. 2012, 53, 983–985.Suche in Google Scholar
[4] Szczodrak J, Fiedurek J. Biomass Bioenergy 1996, 10, 367–375.10.1016/0961-9534(95)00114-XSuche in Google Scholar
[5] Esteghlalian A, Hashimoto AG, Fenske JJ, Penner MH. Bioresour. Technol. 1997, 59, 129–136.Suche in Google Scholar
[6] Rorrer GL, Mohring WR, Lamport DTA, Hawley MC. Chem. Eng. Sci.1988, 43, 1831–1836.Suche in Google Scholar
[7] Iranmahboob J, Nadim F, Monemi S. Biomass Bioenergy 2002, 22, 401–404.10.1016/S0961-9534(02)00016-8Suche in Google Scholar
[8] Sivers MV, Zacchi G. Bioresour. Technol. 1995, 51, 43–52.Suche in Google Scholar
[9] Goto M, Obuchi R, Hirose T, Sakaki T. Bioresour. Technol. 2004, 93, 279–28410.1016/j.biortech.2003.11.017Suche in Google Scholar PubMed
[10] Kumagai S, Ota M, Oka H, Hayashi N, Yamada N, Sakaki T. Kagaku Kogaku Ronbunshu 2004, 34, 458–462.10.1252/kakoronbunshu.34.458Suche in Google Scholar
[11] Shen J, Wyman CE. AIChE J. 2012, 58, 236–246.Suche in Google Scholar
[12] Sun Y, Lin L, Pang C, Deng H, Peng H, Li J, He B, Liu S. Energy Fuels 2007, 21, 2386–2389.10.1021/ef070134zSuche in Google Scholar
[13] Kupiainen L, Ahola J, Tanskanen J. Bioresour. Technol. 2012, 116, 29–35.Suche in Google Scholar
[14] Yu Y, Wu H. Ind. Eng. Chem. Res. 2009, 48, 10682–10690.Suche in Google Scholar
[15] Liu W, Hou Y, Wu W, Liu Z, Liu Q, Tian S, Marsh KN. Ind. Eng. Chem. Res. 2012, 51, 15503–15508.10.7312/li--16274-052Suche in Google Scholar
[16] Yu Y, Wu H. Energy Fuels 2010, 24, 1963–1971.10.1021/ef9013746Suche in Google Scholar
[17] Yu Y, Wu H. Ind. Eng. Chem. Res. 2010, 49, 3902–3909.Suche in Google Scholar
©2013 by Walter de Gruyter Berlin Boston
Artikel in diesem Heft
- Masthead
- Masthead
- Graphical abstracts
- In this Issue
- Editorial
- Scientific spring metamorphosis
- Original articles
- Development highlights of micro-nano technologies in the MENA region and pathways for initiatives to support and network
- Integrated processing for the separation of biobutanol. Part A: experimental investigation and process modelling
- Integrated processing for the separation of biobutanol. Part B: model-based process analysis
- Direct saccharification of lignocellulosic biomass by hydrolysis with formic acid solution
- A facile synthesis of 2H-chromen-2-ones via Pechmann condensation under solvent free conditions using grinding technique
- Counter-current arrangement of microfluidic liquid-liquid droplet flow contactors
- Organization profiles
- The Centre for Green Process Engineering (CGPE) opens with launch event at London South Bank University (LSBU)
- King Saud University: nanoscience and nanotechnology research highlights
- Kuwait Institute for Scientific Research
- University profile
- Nanoscience and nanotechnology research highlights at Kuwait University
- Laboratory profiles
- Microfluidics Group – Department of Chemistry, Sultan Qaboos University
- Assiut Microfluidics Laboratory
- Company profiles
- Hikma Pharmaceuticals
- SÜSS MicroTec and iX-factory: qualified process and equipment support for development, research and production – made in Germany
- LionX: our chips enable your products
- Conference announcements
- 17th Annual Green Chemistry and Engineering Conference (GC&E; North Bethesda, MD, USA, June 18–20, 2013)
- 17th IUPAC Conference on Organometallic Chemistry Directed Towards Organic Synthesis (OMCOS 17), Fort Collins, CO, USA, July 28–August 1, 2013
- Conferences 2013/2014
- Book review
- Chemicals from biomass: integrating bioprocesses into chemical production complexes for sustainable development
Artikel in diesem Heft
- Masthead
- Masthead
- Graphical abstracts
- In this Issue
- Editorial
- Scientific spring metamorphosis
- Original articles
- Development highlights of micro-nano technologies in the MENA region and pathways for initiatives to support and network
- Integrated processing for the separation of biobutanol. Part A: experimental investigation and process modelling
- Integrated processing for the separation of biobutanol. Part B: model-based process analysis
- Direct saccharification of lignocellulosic biomass by hydrolysis with formic acid solution
- A facile synthesis of 2H-chromen-2-ones via Pechmann condensation under solvent free conditions using grinding technique
- Counter-current arrangement of microfluidic liquid-liquid droplet flow contactors
- Organization profiles
- The Centre for Green Process Engineering (CGPE) opens with launch event at London South Bank University (LSBU)
- King Saud University: nanoscience and nanotechnology research highlights
- Kuwait Institute for Scientific Research
- University profile
- Nanoscience and nanotechnology research highlights at Kuwait University
- Laboratory profiles
- Microfluidics Group – Department of Chemistry, Sultan Qaboos University
- Assiut Microfluidics Laboratory
- Company profiles
- Hikma Pharmaceuticals
- SÜSS MicroTec and iX-factory: qualified process and equipment support for development, research and production – made in Germany
- LionX: our chips enable your products
- Conference announcements
- 17th Annual Green Chemistry and Engineering Conference (GC&E; North Bethesda, MD, USA, June 18–20, 2013)
- 17th IUPAC Conference on Organometallic Chemistry Directed Towards Organic Synthesis (OMCOS 17), Fort Collins, CO, USA, July 28–August 1, 2013
- Conferences 2013/2014
- Book review
- Chemicals from biomass: integrating bioprocesses into chemical production complexes for sustainable development