Erweiterte Werkerassistenz durch kamerabasierte Kontexterkennung und Bauteilprojektionen
-
Fabian Hock
Fabian Hock, M. Eng., geb. 1997, studierte Elektro- und Informationstechnik in Kooperation mit einem Maschinenbauunternehmen und ist Wissenschaftlicher Mitarbeiter in der Forschungsgruppe Management industrieller Produktion (MiP) des Instituts für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) der TU Darmstadt. Seine Forschungsinteressen liegen im Bereich menschzentrierter Assistenzsysteme in cyberphysischen Produktionsumgebungen.
 and
Joachim Metternich
and
Joachim Metternich
Prof. Dr.-Ing. Joachim Metternich, geb. 1968, studierte und promovierte an der TU Darmstadt und ist gemeinsam mit Prof. Dr.-Ing. Matthias Weigold Leiter des Instituts für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) der TU Darmstadt. Seine Forschungsgebiete sind Lean Management, Lean 4.0, Industrie 4.0 sowie die Verbesserung von Produktionssystemen im Allgemeinen.

Abstract
In diesem Beitrag werden die Effekte von Werkerassistenz durch kamerabasierte Kontexterkennung und Bauteilprojektionen in der manuellen Montage durch eine empirische Studie untersucht. Die Ergebnisse der Studie zeigen, dass diese Assistenzfunktionen nicht nur zur Steigerung der Produktivität beitragen, sondern auch positive Effekte auf Akzeptanz und Usability haben. Darüber hinaus werden aber auch Herausforderungen in der praktischen Anwendung von erweiterter Werkerassistenz identifiziert und Handlungsempfehlungen zur effektiven Nutzung formuliert.
Abstract
This article examines the effects of a modern worker assistance system with camera-based context recognition and projections in manual assembly by conducting an empirical study. The results show that the assistance functions not only increase efficiency but also have positive effects on user experience. Finally, recommendations for the practical implementation of advanced worker assistance systems are given based on the challenges experienced during the study.
Einleitung
Das absehbare Ausscheiden der geburtenstarken Jahrgänge aus dem Arbeitsleben wird die Verfügbarkeit qualifizierter Arbeitskräfte weiter reduzieren [1]. Gleichzeitig wird der Anteil individueller Produkte und Lösungen eher zunehmen, was Lerneffekte durch Wiederholung von Tätigkeiten erschwert [2]. Damit steigt der Druck auf Unternehmen, neue und komplexe Arbeitsumfänge mit hoher Produktivität zu bewältigen und qualitativ abzusichern [3]. Ein Instrument, welches das Spannungsfeld aus Komplexität und Qualifikation sowie Qualität und Produktivität in der manuellen Montage adressiert, sind Werkerassistenzsysteme [4]. Die Unterstützung von Mitarbeitenden durch digitale Anleitungen auf Bildschirmen oder Tablets hat bereits in unterschiedlichen Studien positive Effekte auf die Produktivität und Qualität bei neuen und komplexen Arbeitsabläufen gezeigt [5]. Bisher kaum adressiert ist die Herausforderung des kontinuierlichen Abgleichs zwischen Anleitung und korrekter Ausführung, welcher zurzeit im Wesentlichen manuell stattfindet. Mitarbeitende müssen selbstständig bestätigen, dass ein Arbeitsschritt korrekt ausgeführt wurde und die Gefahr von unerkannten Fehlhandlungen besteht weiterhin. Zur Verbesserung dieser Interaktion zwischen Menschen und Arbeitsplätzen untersucht der vorliegende Artikel den praktischen Einsatz von erweiterter Werkerassistenz mit einer kamerabasierten Kontexterkennung und Bauteilprojektionen im Kontext der kundenindividuellen Produktion. Es folgen eine Einordnung der Mehrwerte der neuen Assistenzfunktionen und ein Überblick zu vorhandenen Forschungsarbeiten. Im Anschluss wird das Ziel der empirischen Untersuchung dieses Artikels spezifiziert, bevor die Versuchsdurchführung sowie die Ergebnisse präsentiert werden.
Stand der Technik und Forschung
Um die Hemmnisse in der Informationsbereitstellung und Werkerselbstkontrolle bei Verwendung von einfachen digitalen Anleitungen aufzulösen, können erweiterte Assistenzfunktionen wie eine kamerabasierte Kontexterkennung, Bauteilprojektionen oder audiovisuelle Hinweise genutzt werden. Die Informationen werden hierbei mittels Projektionen ortsbezogen direkt am Werkstück angezeigt oder per Audiosignal parallel zum Prozess eingesteuert. Ein Kamerasystem ermöglicht zudem die detaillierte Überprüfung von Arbeitsschritten zur Prozessverriegelung und Qualitätsabsicherung [6]. Eine Befragung von 30 Industrievertretern verdeutlicht die Relevanz der erweiterten Werker-assistenz: Mehr als Dreiviertel der Befragten sehen im eigenen Unternehmen das Potenzial zur Verbesserung ihrer Handarbeitsplätze zum Beispiel durch Werkerassistenz. Dabei wird vor allem die benutzerfreundliche Interaktion zwischen Menschen und Arbeitsplätzen als besonders wichtig erachtet. Auch in der Literatur werden die erweiterten Assistenzfunktionen regelmäßig in Methoden zur Gestaltung von Arbeitsplätzen angeführt und als Schlüsselkomponenten zur Verbesserung der Produktivität und Nutzererfahrung gesehen [7]. In einer kundenindividuellen Produktion sind sie von besonderer Bedeutung, da jeder Auftrag mit einer Einlesezeit verbunden ist und ein gesteigertes Maß an Informationsaufnahme und Kontrolle erfordert. Eine Recherche zeigt jedoch, dass es einen Mangel an empirischen Untersuchungen zu den Mehrwerten der erweiterten Assistenzfunktionen gibt, da viele Veröffentlichungen nur die Konzeption von Arbeitssystemen oder deren Klassifikation beschreiben [4, 6]. Vorhandene Arbeiten betrachten zudem häufig nur den Einsatz einzelner Assistenzfunktionen ohne das komplexe Zusammenspiel aus kamerabasierter Kontexterkennung und Bauteilprojektionen abzubilden [8, 9]. Des Weiteren wird die subjektive Nutzererfahrung oft vernachlässigt und lediglich eine Messung der Prozesszeiten durchgeführt [10]. Auf Basis dieser Ausgangslage werden im Folgenden Ziele und Fragestellungen formuliert.
Ziele und Fragestellungen
Um die Wissenslücken zum praktischen Einsatz von erweiterter Werkerassistenz zu schließen, wurde als Grundlage dieser Untersuchung ein Montagearbeitsplatz mit kamerabasierter Kontexterkennung und Bauteilprojektion ausgestattet. Anhand einer empirischen Studie wurde untersucht, welchen Mehrwert diese erweiterte Werkerassistenz bietet. Konkret wurden die folgenden vier Fragestellungen untersucht:
Welche Effekte hat erweiterte Werkerassistenz auf die Produktivität?
Welche Effekte hat erweiterte Werkerassistenz auf die Nutzererfahrung?
Welche Hürden birgt der praktische Einsatz von erweiterter Werkerassistenz?
Welche Handlungsempfehlungen können zum reibungslosen Einsatz von erweiterter Werkerassistenz gegeben werden?
Während die Beantwortung der ersten beiden Fragen über eine quantitative Messung und standardisierte Fragebögen erfolgen kann, wird zur Beantwortung der beiden letzten Fragen auf Feedback der Probanden und Beobachtungen zurückgegriffen. Im folgenden Abschnitt wird zunächst der Versuchsaufbau dargestellt mit Erläuterungen zur Funktionsweise der erweiterten Werkerassistenz. Anschließend folgt die Darstellung der Versuchsdurchführung und die Präsentation der Ergebnisse.
Versuchsaufbau
Die vorliegende Untersuchung wurde an einem Montagearbeitsplatz in der Lernfabrik FlowFactory des Instituts für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) der TU Darmstadt durchgeführt. Der Arbeitsplatz ist mit einem kommerziell erhältlichen Werkerassistenzsystem ausgestattet und in Bild 1 dargestellt. Im Arbeitsbereich ist zu sehen, wie ein Bauteil durch die kameragestützte Kontexterkennung identifiziert und mittels Bauteilprojektion für den Werker hervorgehoben wird. Darüber hinaus wird ein Hinweisbild zur Platzierung des Bauteils am Ablageort angezeigt und dieser wird ebenfalls durch eine Projektion angeleuchtet.

Kameragestützte Kontexterkennung am Montagearbeitsplatz mit Projektionen
Neben digitalen Arbeitsanweisungen und einem Pick-by-Light-System stehen zusätzlich Lautsprecher zur Ausgabe von Montageanweisungen zur Verfügung. Darüber hinaus ist der Arbeitsplatz mit einer deterministischen Computervision-Algorithmik ausgestattet, die eine Kontexterkennung ermöglicht.
Konturerkennung
Die Konturerkennung wird eingesetzt, um einfache Geometrien zu identifizieren. Hierfür ist es zunächst notwendig, die charakteristischen Umrisse der zu erkennenden Objekte auszuwählen und als Referenzkonturen zu hinterlegen. Solchermaßen vorbereitet ist das System in der Lage, während der Ausführung des Arbeitsprozesses mittels Kantenerkennung nach ähnlichen Konturen im Live-Bild der Kamera zu suchen. Zur Kompensation von Verzerrungseffekten bei variierender Position einer Kontur im Kamerabild oder bei unterschiedlicher Entfernung zur Kamera können Toleranzbänder für die Skalierung einer Kontur hinterlegt werden. Darüber hinaus ist das Festlegen von Kontrastschwellen für die Kantenerkennung im Bildsignal der Kamera möglich. Visuelle Merkmale, deren Komplexität über einfache Konturen hinausgeht, können, wie im nächsten Abschnitt beschrieben, mittels Mustererkennung überprüft werden.
Mustererkennung
Bei der Mustererkennung wird ein Referenzbild von einem charakteristischen Ausschnitt des zu prüfenden Objekts gespeichert. Während der Ausführung des Arbeitsprozesses wird das hinterlegte Referenzbild mittels Korrelationsverfahren im Prüfbereich des Bildsignals der Kamera gesucht. Bild 2 zeigt die beispielhafte Konfiguration einer Mustererkennung für einen Arbeitsschritt zur Platzierung eines Bauteils im Prüfbereich. Der pixelgenaue Abgleich von Vorgabewerten mit dem aktuellen Bildsignal erlaubt deutlich detailliertere Überprüfungen, ist aber auch rechenintensiv und empfindlich gegenüber Variationen in der Oberflächenstruktur der Objekte. Im nächsten Abschnitt wird die Versuchsdurchführung beschrieben.

Beispiel für Mustererkennung mit Referenzbild und Prüfbereich
Versuchsdurchführung
Für die Untersuchung der Effekte der erweiterten Werkerassistenz findet eine empirische Studie unter Beteiligung von 25 ungeschulten Personen statt. Jede Person führt einen Montageprozess in zwei verschiedenen Testszenarien durch, die sich in der Konfiguration der Assistenzfunktionen unterscheiden. Auf Basis einer Marktrecherche werden folgende Assistenzfunktionen als weit verbreitet identifiziert und für das Basisszenario ausgewählt:
Digitale Montageanleitung mit Anweisungstext und Bildern angezeigt auf Bildschirm.
Pick-by-Light-Systeme zur Anzeige des benötigten Materials.
Intelligentes Schraubwerkzeug mit automatischer Rückmeldung an das Werkerassistenzsystem zur Kontexterkennung.
Die folgenden Assistenzfunktionen stehen entsprechend der Marktrecherche nur bei einer reduzierten Anzahl von Werkerassistenzsystemen zur Verfügung und werden ergänzend zum Basisszenario für das erweiterte Szenario verwendet:
Kameragestützte Kontexterkennung zur Erkennung der korrekten Ausführung von Arbeitsschritten für eine automatische Rückmeldung und Prozessverriegelung.
Sprachausgabe zur audiogestützten Begleitung des Arbeitsvorgangs mit kurzen Anweisungen zu den einzelnen Arbeitsschritten.
Dynamische Projektionen von Bauteilen auf der Arbeitsfläche (vgl. Bild 1).
Die Reihenfolge der Testszenarien wird hierbei abgewechselt, um keines der beiden Szenarien durch Lerneffekte zu bevorteilen. Die Produktivität wird entsprechend Formel 1 als Quotient des Zielwerts zur Montagedauer im Anlernszenario geteilt durch die tatsächlich benötigte Montagedauer berechnet. Als Zielwert für die Montagedauer wird die theoretisch von einem erfahrenen Werker benötigte Zeit (MTM) um die benötigte Dauer für das Lesen der Montageanleitung und Betrachten des Anweisungsbildes ergänzt (Einlesezeit), um einen realistischen Vorgabewert für die neue Arbeitsaufgabe in der kundenindividuellen Produktion zu definieren.
Um den Unterschied in der Produktivität zwischen den beiden Szenarien statistisch zu bewerten, wird ein Chi-Quadrat-Homogenitätstest durchgeführt. Dieser prüft, bis zu welcher Irrtumswahrscheinlichkeit die erzielten Produktivitäten als unterschiedlich angenommen werden können. Sofern der resultierende p-Wert des Tests unter einem üblichen Fehlerniveau von 5 Prozent liegt, können die Unterschiede als statistisch signifikant betrachtet werden [11]. Die Erhebung der Nutzererfahrung erfolgt durch die Fragebögen zum System-Usability-Scale und NASA Task Load Index zur Gebrauchstauglichkeit und Arbeitsbelastung. Im folgenden Kapitel werden die Ergebnisse der Probandenstudie näher dargestellt.
Effekte auf die Produktivität und Nutzererfahrung
Zur Beantwortung der ersten beiden Fragestellungen aus der Zielformulierung sind die Ergebnisse der Probandenstudie in Bild 3 dargestellt. Es wird deutlich, dass die erweiterte Werkerassistenz positive Effekte auf die Produktivität und Nutzererfahrung hat. Die Produktivität steigt gemessen an der Vorgabe für den Anlernvorgang um 17 Prozentpunkte von durchschnittlich 76 Prozent im Basisszenario auf 93 Prozent im erweiterten Szenario. Der Messwert des System Usability Scale (SUS) zur Gebrauchstauglichkeit steigt durch die erweiterte Werkerassistenz im Schnitt um 17 Punkte von moderaten 69 Punkten auf sehr gute 86 Punkte auf einer Skala von 1 bis 100 Punkten. Die Arbeitsbelastung nach NASA (TLX) sinkt im Schnitt um 15 Punkte von annehmbaren 33 Punkten im Mittelwert auf sehr gute 18 Punkte, ebenfalls auf einer Skala von 1 bis 100 Punkten.

Ergebnisse der Probandenstudie mit Darstellung als Box-Plots
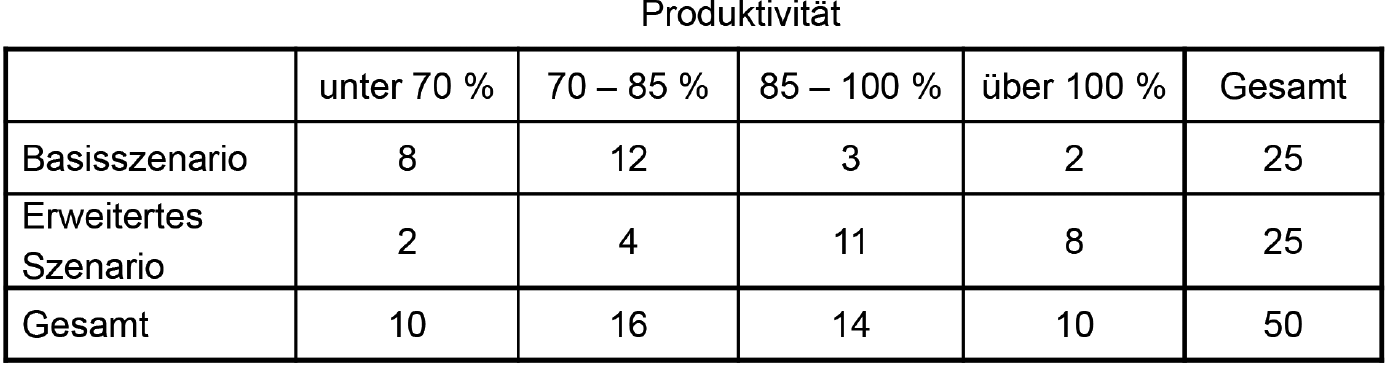
Die Effekte der erweiterten Werkerassistenz auf die Produktivität werden anhand der Kontingenztabelle in Tabelle 1 ausgewertet. Es sind vier Produktivitätsklassen zu sehen, für die jeweils angegeben ist, wie oft die Produktivität in den jeweiligen Wertebereichen liegt. Es ist zu erkennen, dass die Produktivität im erweiterten Testszenario häufiger in den hohen Wertebereichen zu verorten ist. Der Chi-Quadrat-Homogenitätstest ergibt einen p-Wert von 0,13 Prozent, was deutlich unter dem üblichen Signifikanzniveau von 5 Prozent liegt. Die Effekte auf die Produktivität können daher als signifikant angenommen werden. Im anschließenden Abschnitt werden die Beobachtungen und Erfahrungen aus der Versuchsdurchführung konsolidiert und in Empfehlungen zur praktischen Anwendung der erweiterten Assistenzfunktionen überführt.
Kontingenztabelle zum Chi-Quadrat-Homogenitätstest
 |
Herausforderungen und Handlungsempfehlungen
Die Nutzung der erweiterten Werkerassistenz mit kamerabasierter Kontexterkennung und Bauteilprojektionen zeigt positive Effekte auf die Produktivität und Nutzererfahrung. Bei der Konfiguration und Verwendung der Werkerassistenz wurden jedoch auch Hürden identifiziert, die zur Beantwortung der Fragestellungen 3 und 4 aus der Zielsetzung im Folgenden zusammen mit Handlungsempfehlungen präsentiert werden.
Technische Zuverlässigkeit und Redundanz
Mit steigender Komplexität des Werkerassistenzsystems sowie der angebundenen Assistenzfunktionen nimmt auch die Wahrscheinlichkeit für Systemfehler und Kommunikationsprobleme zwischen den Komponenten zu. Die kameragestützte Kontexterkennung stellt sich als besonders anspruchsvoll heraus. Bereits geringe Änderungen an der Position der Kamera oder Belichtung am Arbeitsplatz führen dazu, dass die angelernten Merkmale nicht mehr erkannt werden. Darüber hinaus können Hände oder Kleidungsstücke ungewollte Muster und Konturen im Prüfbereich der Kamera darstellen. Daneben kommt es vor, dass die Probanden den Projektor oder die Kamera verdecken. Auf Basis dieser Erkenntnisse werden folgende Empfehlungen gegeben, die Muss-Anforderungen für erweiterte Werkerassistenz darstellen, um einen reibungslosen Arbeitsablauf zu gewährleisten:
einen stabilen Aufbau für Kamera und Projektor verwenden,
eine gleichbleibende Belichtung sicherstellen,
die Objekterkennung bei Bewegungen im Prüfbereich pausieren und
die Verdeckung von Kamera und Projektionen vermeiden.
Neben den technischen Limitationen und Empfehlungen sind im folgenden Abschnitt auch Erkenntnisse zu Benutzerfreundlichkeit und Akzeptanz der erweiterten Werkerassistenz gegeben.
Benutzerfreundlichkeit und Akzeptanz
Die umfangreiche Ausstattung des Werkerassistenzsystems hat insgesamt zu einer gesteigerten Benutzerfreundlichkeit geführt. Bei den Versuchen zeigt sich jedoch, dass die Präferenzen zu den einzelnen Assistenzfunktionen stark variieren. Zudem ist es nicht ausreichend nur auf korrekte Ausführung der Arbeitsschritte zu prüfen. Auch bei Fehlhandlungen werden zusätzliche Informationen zur Korrektur von den Probanden erwartet. Des Weiteren wird die strenge Vorgabe der Arbeitsschritte als störend wahrgenommen, wenn es zu Fehlern in der kameragestützten Kontexterkennung kommt. Darüber hinaus führen bereits geringe Variationen in der Informationsbereitstellung, wie in der Position von Texten, Bildern oder Projektionen zu Verwirrung der Probanden und stören den Arbeitsfluss. Auf Basis dieser Hemmnisse werden folgende Empfehlungen zur Konfiguration von erweiterter Werkerassistenz aufgestellt:
Ermöglichen der Auswahl der Assistenzfunktionen durch Mitarbeitende,
Erkennen von Fehlhandlungen und Ausgabe von Hinweisen zur Korrektur,
Ermöglichen von manueller Navigation bei fehlerhafter Kameraerkennung und
Aufstellen von Konventionen zu Anweisungen und Projektionen.
Zusätzlich zum operativen Betrieb von erweiterter Werkerassistenz sind auch Rahmenbedingungen einzuhalten, die im Folgenden beschrieben werden.
Rahmenbedingungen
Im Dialog mit Industriebesuchern der Lernfabrik und Verbänden zeigt sich, dass der Einsatz von kamerabasierten Technologien – je nach Unternehmen – eine große Hürde darstellt. Zusätzlich gibt es zum Teil starke Bedenken hinsichtlich Technikakzeptanz und Einführung komplexer Werkerassistenz. Basierend auf diesen Erkenntnissen werden zwei abschließende Handlungsempfehlungen formuliert.
Beachten des Datenschutzes im Bereich von Bildsignalverarbeitung und
Durchführen eines geeigneten Change-Managements.
Zum Abschluss dieses Beitrags werden die erfolgten Aktivitäten zusammengefasst, und es wird diskutiert, wie die Forschung und praktische Anwendung zu erweiterter Werkerassistenz fortgesetzt werden kann.
Zusammenfassung und Ausblick
Im Rahmen dieses Artikels wird motiviert, warum erweiterte Werkerassistenz besonders für den Trend hin zu kundenindividueller Produktion von besonderer Relevanz ist. Durch eine Probandenstudie wird gezeigt, dass erweiterte Werkerassistenz die Produktivität und Nutzererfahrung verbessern kann, aber auch Hürden in der praktischen Umsetzung mit sich bringt. Abschließend werden Empfehlungen zur praktischen Implementierung von erweiterter Werkerassistenz formuliert. In Zukunft können diese Empfehlungen von Industrieunternehmen und Forschungseinrichtungen genutzt werden, um Arbeitsplätze zu gestalten und den effektiven Einsatz von einer kameragestützten Kontexterkennung und Projektionen sicherzustellen. Darüber hinaus kann eine noch feingliedrigere Untersuchung der Effekte der einzelnen Assistenzfunktionen stattfinden und beispielsweise KI-gestützte Technologien für die Interaktion zwischen Menschen und Werkerassistenz untersucht werden.
Hinweis
Bei diesem Beitrag handelt es sich um einen von den Mitgliedern des ZWF-Advisory-Board wissenschaftlich begutachteten Fachaufsatz (Peer Review).
Funding statement: Dieser Fachbeitrag ist im Verbundprojekt „Forschung und Logistik im organisationalen Wandel – menschzentriert und IT-unterstützt (FLoW-mIT)“ entstanden und wurde durch Zuwendungen des Bundesministeriums für Forschung, Technologie und Raumfahrt finanziert (Förderkennzeichen 02J21C141).
Über die Autoren
Fabian Hock, M. Eng., geb. 1997, studierte Elektro- und Informationstechnik in Kooperation mit einem Maschinenbauunternehmen und ist Wissenschaftlicher Mitarbeiter in der Forschungsgruppe Management industrieller Produktion (MiP) des Instituts für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) der TU Darmstadt. Seine Forschungsinteressen liegen im Bereich menschzentrierter Assistenzsysteme in cyberphysischen Produktionsumgebungen.
Prof. Dr.-Ing. Joachim Metternich, geb. 1968, studierte und promovierte an der TU Darmstadt und ist gemeinsam mit Prof. Dr.-Ing. Matthias Weigold Leiter des Instituts für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) der TU Darmstadt. Seine Forschungsgebiete sind Lean Management, Lean 4.0, Industrie 4.0 sowie die Verbesserung von Produktionssystemen im Allgemeinen.
Literatur
1 White, D.: Where Are the Workers? 2.0. OJBM 11 (2023) 6, S. 3491–3497 DOI:10.4236/ojbm.2023.11619010.4236/ojbm.2023.116190Search in Google Scholar
2 Bauernhansl, T. et al.: Herausforderungen der personalisierten Produktion/Challenges for Personalized Production – Expert Interviews on Personalization in the DACH Region. wt – Werkstattstechnik online 113 (2023) 4, S. 177–181 DOI:10.37544/1436-4980-2023-04-7710.37544/1436-4980-2023-04-77Search in Google Scholar
3 Brinzer, B.; Banerjee, A.: Measuring the Human Aspect: The Key for Managing the Complexity in Production. In: Trzcielinski, S. (Hrsg.): Advances in Intelligent Systems and Computing, Advances in Ergonomics of Manufacturing: Managing the Enterprise of the Future. Springer International Publishing, Cham 2018, S. 14–24 DOI:10.1007/978-3-319-60474-9_210.1007/978-3-319-60474-9_2Search in Google Scholar
4 Mark, B. G.; Rauch, E.; Matt, D. T.: Systematic Selection Methodology for Worker Assistance Systems in Manufacturing. Computers & Industrial Engineering 166 (2022), 107982 DOI:10.1016/j.cie.2022.10798210.1016/j.cie.2022.107982Search in Google Scholar
5 Keller, T.: Analyse der Effekte von Werkerassistenzsystemen auf die Leistungsfähigkeit manueller Montagesysteme. Dissertation, TU Darmstadt 2021 DOI:10.2370/978384408365110.2370/9783844083651Search in Google Scholar
6 Späker, L.; Mark, B. G.; Rauch, E.: Development of a Morphological Box to Describe Worker Assistance Systems in Manufacturing. Procedia Manufacturing 55 (2021), S. 168–175 DOI:10.1016/j.promfg.2021.10.02410.1016/j.promfg.2021.10.024Search in Google Scholar
7 Graessler, I.; Poehler, A.: Human-Centric Design of Cyber-Physical Production Systems. Procedia CIRP 84 (2019), S. 251–256 DOI:10.1016/j.procir.2019.04.19910.1016/j.procir.2019.04.199Search in Google Scholar
8 Rocha, C. A. P.; Rauch, E.; Vaimel, T.; Garcia, M. A. R.; Vidoni, R.: Implementation of a Vision-Based Worker Assistance System in Assembly: A Case Study. Procedia CIRP 96 (2021), S. 295–300 DOI:10.1016/j.procir.2021.01.09010.1016/j.procir.2021.01.090Search in Google Scholar
9 Bründl, P.; Wegener, C.; Stoidner, M. et al.: Designing Worker Assistance Systems – Methodology Development and Industrial Validation. Journal of Manufacturing Systems 80 (2025), S. 272–293 DOI:10.1016/j.jmsy.2025.02.02210.1016/j.jmsy.2025.02.022Search in Google Scholar
10 Rupp, S.; Müller, R.: Worker Assistance Systems in the Automotive Prototype Assembly – A Case Study. Procedia Manufacturing 55 (2021), S. 350–357 DOI:10.1016/j.promfg.2021.10.04910.1016/j.promfg.2021.10.049Search in Google Scholar
11 Bortz, J.; Schuster, C.: Statistik für Human- und Sozialwissenschaftler. Springer Verlag, Berlin, Heidelberg 2010 DOI:10.1007/978-3-642-12770-010.1007/978-3-642-12770-0Search in Google Scholar
© 2025 Fabian Hock und Joachim Metternich, publiziert von De Gruyter
Dieses Werk ist lizenziert unter der Creative Commons Namensnennung 4.0 International Lizenz.
Articles in the same Issue
- Inhalt
- Editorial
- Automatisierung mit den Menschen
- Interview
- Innovationen in der Elektronikfertigung
- Nachhaltige Transformation
- Kompetenzmodell „Green Skills“ und Wesentlichkeitsanalyse
- Menschzentrierte Robotik
- Kompetenzen für die menschzentrierte Robotik in der Kleinserienfertigung
- Wertstromerfassung
- Digitaler Schatten aller Wertströme
- Digitale Assistenzsysteme
- Erweiterte Werkerassistenz durch kamerabasierte Kontexterkennung und Bauteilprojektionen
- Sensorintegration
- Sensorgestützte Kraftüberwachung in der Umformtechnik
- Antriebssysteme
- Vom Frameless-Servomotor zum kompletten Antriebssystem
- Refabrikation
- Entscheidungshilfe im Batterie-Remanufacturing
- Dekarbonisierung
- Softsensorische Bestimmung der Membranfeuchte
- Bauteilreinigung
- Höchste Sauberkeit – nicht nur ein Reinigungsprozess
- Personalprozesse
- Mit Jobprofilen fit für die Zukunft
- Competency Assessment
- Competency Skill Intervention
- Employee Performance
- Exploring Spiritual Intelligence in the Workplace
- Künstliche Intelligenz
- Vertrauen in KI kalibrieren
- KI-Training durch Simulation statt Annotation
- EU AI Act fordert Sicherstellung von KI-Kompetenz
- Digitale Zwillinge
- Asset Administration Shell
- Virtuelle Anlagenentwicklung und SPS-Programmierung
- Vorschau
- Vorschau
Articles in the same Issue
- Inhalt
- Editorial
- Automatisierung mit den Menschen
- Interview
- Innovationen in der Elektronikfertigung
- Nachhaltige Transformation
- Kompetenzmodell „Green Skills“ und Wesentlichkeitsanalyse
- Menschzentrierte Robotik
- Kompetenzen für die menschzentrierte Robotik in der Kleinserienfertigung
- Wertstromerfassung
- Digitaler Schatten aller Wertströme
- Digitale Assistenzsysteme
- Erweiterte Werkerassistenz durch kamerabasierte Kontexterkennung und Bauteilprojektionen
- Sensorintegration
- Sensorgestützte Kraftüberwachung in der Umformtechnik
- Antriebssysteme
- Vom Frameless-Servomotor zum kompletten Antriebssystem
- Refabrikation
- Entscheidungshilfe im Batterie-Remanufacturing
- Dekarbonisierung
- Softsensorische Bestimmung der Membranfeuchte
- Bauteilreinigung
- Höchste Sauberkeit – nicht nur ein Reinigungsprozess
- Personalprozesse
- Mit Jobprofilen fit für die Zukunft
- Competency Assessment
- Competency Skill Intervention
- Employee Performance
- Exploring Spiritual Intelligence in the Workplace
- Künstliche Intelligenz
- Vertrauen in KI kalibrieren
- KI-Training durch Simulation statt Annotation
- EU AI Act fordert Sicherstellung von KI-Kompetenz
- Digitale Zwillinge
- Asset Administration Shell
- Virtuelle Anlagenentwicklung und SPS-Programmierung
- Vorschau
- Vorschau