Wear properties of Al/TiO2 composites fabricated via combined compo-casting and APB process
-
Daya Wang
 ,
Ali Hussein Demin Al-Khafaji
,
Ali Hussein Demin Al-Khafaji

Abstract
Compo-casting method is one of the popular techniques to produce metal-based matrix composites. But one of the main challenges in this process is un-uniform spreading of reinforced subdivisions (particles) inside the metallic matrix and the lack of desirable mechanical properties of the final produced composites due to the low bonding strength among the metal matrix and reinforcement particles. To remove these difficulties and to promote the mechanical properties of these kind of composites, the accumulative press bonding (WAPB) technique as a supplementary technique to heighten the mechanical and microstructural evolution of the casted Al/TiO2 composite bars was utilized as a novelty in this study. The microstructure evolution and mechanical properties of these composites have been compared with various WAPB steps using tensile test, average Vickers micro hardness test, wear test and scanning electron microscopy (SEM). The SEM results revealed that during the higher APB steps, big titanium dioxide (TiO2) clusters are broken and the TiO2 particles are distributed uniformly. It was shown that cumulating the forming steps improved the mechanical properties of the composites. In general, combined compo-casting and APB process would consent making Al/TiO2 composites with high consistency and good microstructural and mechanical properties.
1 Introduction
Currently, the use of aluminum matrix composites (AMCs) is felt in several productions such as automobile, aerospace, vessels and chemical productions. They possess properties such as high strength, good wear resistance, good chemical resistance, low thermal expansion coefficient, high elastic modulus and lightweight [1,2,3,4,5,6,7,8,9]. For the production of metal matrix composites (MMCs) amid the engineering methods, compo-casting is generally popular for its easiness, cost efficiency and its ability for fabricating in large and industrial scales. The compo-casting process is different from the stir casting in which the ceramic or oxide particles are inserted into the molten metal or alloy [10,11,12,13,14,15,16,17,18]. Although the compo-casting process is a cost-efficient process for producing MMCs, there are some restrictions in the final produced composites. One of them is the porosity formed during the process which makes low mechanical properties, non-uniform dispersion of reinforced particles and generating zones with free, high amount of particles amount and finally low bonding strength among the reinforced particles and metal matrix due to the low amount of the compression of metal matrix around the particles [17,18,19,20,21,22,23,24,25,26,27]. So, it is essential to develop the mechanical properties of these composites with a supplementary forming process with high amount of plastic strain. On the other hand, combining the compo-casting process with a severe plastic deformation (SPD) is a good idea. To produce ultra-fine grain (UFG) materials such as powder metallurgy, there are several SPD processes [11,28,29,30,31,32,33,34], such as accumulative press bonding (APB) [26], cyclic extrusion compression (CEC) [17,20,27,35–42], multi-axial forging and so on. Amid these techniques, APB process was proposed by Amirkhanlou et al. in 2013 [37]. Also, ARB process is presented as a cumulative forming process to fabricate strip laminated MMCs by Saito in 1998 [38–49]. Based on all the recent investigations done, there are two main kinds of reinforcement particles used for production of MMCs. The first group is metallic particles such as tungsten and copper [47,50,51,53]. The second group is ceramic particles such as titanium dioxide (TiO2), TiC, SiC, SiO2, B4C and WC [17,20,27,30,35]. Also, the main reason for using TiO2 particles as reinforcement particles in this study is that TiO2 has a high hardness value in ceramics and does not react with Al matrix [20]. To overcome the abovementioned difficulties of the compo-casting process of Al/TiO2 composites, a novel combined compo-casting and accumulative press bonding (WAPB) process together at 300°C is recommend in this study. Increasing the pressing temperature allows the aluminum matrix to have a better flow around the TiO2 particles, which improves the bonding among the aluminum matrix and TiO2 particles as reinforcement. The purpose of this study is to produce Al/TiO2 composite samples with a highly uniform spreading of TiO2 particles through Al matrix containing high mechanical properties and wear resistance.
2 Experimental procedure
2.1 Materials processing
During this research, AA1060 and nano TiO2 particles with average size of 50 nm were selected as matrix and reinforcement, respectively. Table 1 illustrates the chemical (elemental) specification of AA1060 used in this research.
Chemical components of AA1060
| Element | Al | Si | Fe | Mg | Zn | Ti | Cu |
|---|---|---|---|---|---|---|---|
| wt% | Balance | 0.240 | 0.031 | 0.031 | 0.049 | 0.032 | 0.051 |
2.2 Fabrication of cast composites
AA1060/5 wt% TiO2 composites were formed by compo-casting process. Diagram of the experimental sequences utilized in the stir casting is displayed in Figure 1.
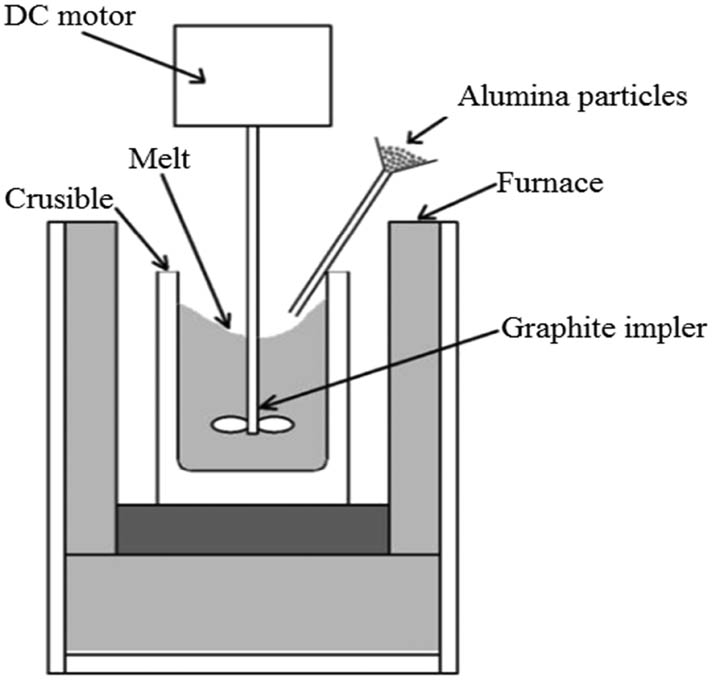
Diagram of the alternate process to make cast Al/TiO2 composites.
In each test, in a graphite crucible of 2 kg capacity, about 1,500 g of AA1060 was melted and the temperature of the molten Al was elevated to 740°C. For having an unchanging temperature state, the molten Al alloy was reserved at the fixed temperature for around 3 m. Then, the melt was enthused at 600 rpm using a graphite propeller with the injection of TiO2 particles in a pure argon (99.99%) atmosphere. After the end of the injection and after a constant cooling at a cooling rate of 4.5°C/min, the temperature of the final molten alloy is 600°C and then cast hooked on a steel die located under the heater.
2.3 APB process
After making stir cast composites, samples with 100 mm length, 50 mm width and 2 mm height were machined. Then, the samples were fully annealed at 450°C for 2 h before the APB process. Then, the samples were degreased in acetone bath for 15 min. In order to eliminate the surface oxide layer, the surfaces of samples were fully brushed to guarantee a successful bonding. There are four theories presented to explain the bonding mechanism, namely, film theory, energy barrier theory, diffusion bonding theory and joint recrystallization theory [18]. As can be seen in Figure 2, adsorbed ions, greases, oxides and dust subdivisions surround the surfaces of samples. Using a rotary speed of 2,000 rpm, 95 mm diameter stainless steel with 0.26 mm wire diameter and the sample bars were scratch brushed after degreasing in the acetone bath. So, surface cleaning before each cumulative pressing is essential to generate an acceptable bonding. Then, the two bars were stacked together to achieve 10 mm thickness and press bonded with 50% reduction (plastic strain = 0.8) at 300°C minus any lubrication to acquire 5 mm thickness, Figure 3.

The atomic arrangement conditions during the surface preparation.
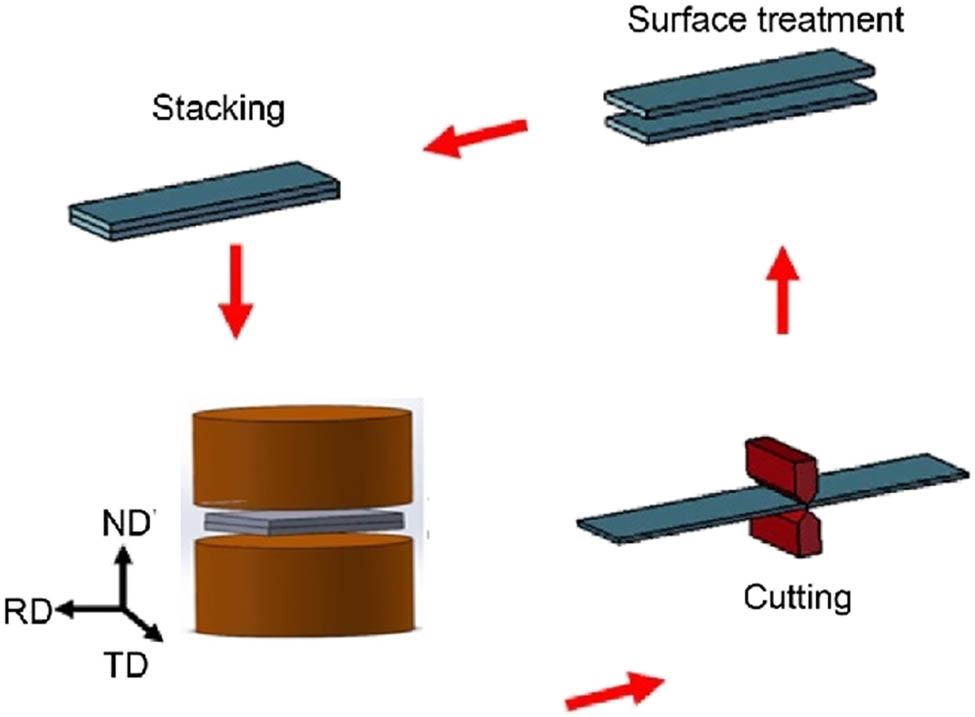
Diagram design of the APB.
To handle the pressing process, a 100 t hydraulic press machine was used. The composite produced after one step of APB was cut into two parts and preheated at 300°C for 6 min. Then, two bars of MMC were loaded each other after surface cleaning, Figure 3. The fabricated sample was halved into two bars and a pressing process with a 50% of thickness reduction was repeated up to eight steps. The specification of the APB process is proposed in Table 2. Increasing the plastic strain during the cumulative pressing leads to a good scattering of TiO2 particles. The tensile test specimens with dimensions of 25 and 6 mm along the longitudinal direction were prepared based on the ASTM-E8M standard, Figure 4. The tensile strain for conducting the tensile test was
Cumulative steps of the APB process to fabricate Al/ TiO2 composite
| APB steps | Pressing temperature (°C) | No. of Al-layers | Reduction in each cycle (%) | The Al-layers thickness (µm) | Total thickness reduction (%) | Plastic strain (
|
|---|---|---|---|---|---|---|
| 1 | 300 | 4 | 50 | 5,000 | 50 | 0.8 |
| 2 | 300 | 8 | 50 | 2,500 | 75 | 1.6 |
| 3 | 300 | 16 | 50 | 1,250 | 87.5 | 2.4 |
| 4 | 300 | 32 | 50 | 625 | 93.75 | 3.2 |
| 5 | 300 | 64 | 50 | 312.5 | 96.87 | 4 |
| 6 | 300 | 128 | 50 | 156.25 | 98.43 | 4.8 |
| 7 | 300 | 256 | 50 | 78.127 | 99.21 | 5.6 |
| 8 | 300 | 512 | 50 | 39.06 | 99.6 | 6.4 |
| 9** | 27 | 512 | 50 | 19.53 | 99.8 | 7.2 |
** Step #9 refers to step #8 + 1 step of cold pressing.

Orientation of the tensile test specimens.
Moreover, on a pin on flat wear-testing machine with a constant rotation speed of 39 rpm, the wear test was done on the composite samples. The wear test specifications of the normal load (Fn) and wear round length at the room temperature were 50 and 16 cm without lubrication.
3 Results
3.1 Tensile strength
Figures 5 and 6 display the tensile strength values of composite samples vs dissimilar APB steps. The strength of the annealed Al is 81.3 MPa and for the sample with two steps of APB is equal to 161.6 MPa which is a rapid increasing rate. Afterward according to Figure 6, the tensile strength remains approximately constant by cumulating the number of steps up to eight (162 MPa). This trend is also similar to the yield strength. Two mechanisms can clarify this behavior, (І) strain hardening (dislocation strengthening) at low number of steps and (ІІ) grain boundary strengthening mechanism by increasing the steps due to the creation of UFG aluminum matrix [33,34]. In the second stage, limited strain hardening around the TiO2 subdivisions is a main object for growing the strength hardening [34]. TiO2 as an additive part can initiate slip systems in the aluminum matrix close its together layers which their density and the amount of local strain hardening in them expands by cumulating the plastic strain up to the 8th step.

Engineering stress–strain curve of APB processed samples.

Mechanical properties of the Al/TiO2 composites.
Figure 6 shows the elongation values against the steps. As can be seen in Figure 6, there is a rapid drop from the annealed Al (23.25%) to step #2 (1.72%). This rapid drop can be ascribed to the strain hardening due to plastic and the less movement of dislocations [39]. This trend reverses from step #2 up to step #8 where it reaches its maximum value (7.26%). This improving behavior can be attributed to three mechanisms: (I) growing uniformity of the TiO2 subdivisions through the matrix, (II) enhancement of the bond strength between the matrix and TiO2 and (III) breaking of particle clusters and reducing the absorbencies in the structure. Figure 7 shows the SEM micrographs of the agglomerations in the aluminum matrix of composite samples after eight steps of APB. The micrograph for the eighth step fabricated sample shows small clusters and an unvarying dispersal of TiO2 particles in the structure. On the other hand, at higher amounts of plastic strain, the porosities in the clusters are eliminated.

The SEM microphotographs of as stir casted Al/TiO2 composite.
Figure 8 illustrates the toughness value of samples vs the APB steps. Matching to Figure 8, tensile toughness value drops severely from the annealed Al (19.2 × 104 J m−3) up to step #2 (2.36 × 104 J.m−3) and then begins to grow slightly from step #2 to step #6 (8.34 × 104 J m−3). But this trend becomes slower than before from step #6 to step #8 (10.02 × 104 J m−3). Growing values of the strain and strength amplitudes during the APB process is the main reason for the increase in the toughness of compo-casted Al/TiO2 composites.

The average Vickers microhardness and tensile toughness.
3.2 Hardness test
The tensile toughness and average Vickers microhardness of composite samples vs various APB steps are displayed in Figure 8. According to Figure 8, the average microhardness has an increasing rate from the annealed Al up to step #4 and then remains approximately constant with a minor additional change up to step #8. The initial increasing stage of the average Vickers microhardness is linked to the strain hardening and cumulating the dislocations density inside the crystalline lattice [39]. By increasing the number of steps up to eight, the hardness is saturated [35–50]. Dislocation saturation occurs at larger plastic strains [39,53]. It seems that due to the locking mechanism of dislocations occurring at higher plastic strains creates a unvarying spreading of particles through the alloy matrix [39].
3.3 Wear test
Figure 9 displays the weight loss of Al processed after various steps. Figure 8 shows the weight loss of composite samples produced with first and eighth APB steps after the wear test. Also, Figure 9 shows the morphology of the worn surface of composite samples after the first and eighth steps. According to Figure 9, the weight loss of composite in the first step is more than the sample fabricated via eight steps. In other words, debris particles formed at the initial steps cause the increase in the mass loss at higher APB steps, while uniform distribution of TiO2 particles leads to the reduction in weight losses. The wear resistance of all APB samples increases in comparison with the annealed Al. From steps 1–4, the wear curve increases rapidly. This trend is due to the hardening effect of the Al matrix and dislocation strengthening around TiO2 particles. Also, from step #4 up to step #8, there is a smooth increasing rate due to the saturation of dislocation strengthening through the Al matrix. Also, by generating a harder situation for cracks propagation by decreasing the porosities between the Al and TiO2 particles which improves their bonding, the wear resistance improves. For sample produced after cold pressing with 50% reduction in the thickness of the composite sample with eight steps of APB processing, the wear resistance increases rapidly. While all prior accumulative pressing processes were done at 300°C, this behavior is due to the severe strain hardening effects during the applied cold pressing process.

Weight loss in sliding wear for Al–TiO2 composite at different steps.
There are three mechanisms to clarify the wear phenomenon in metals and composites which are abrasion, adhesion coexists and delamination. But based on Figure 10, delamination was the dominant wear mechanism at higher APB steps [45]. During the wear test, the extent of debris particles increases by increasing the APB steps. The study of bond formation between the composite layers is essential to explain this phenomenon. Figure 11 shows the mechanism of bond formation during the APB process. Before the bonding, and as mentioned before, the surface of composite bars is composed of absorbed ions, dust particles and grease. So, to create a successful bond formation, surface preparations including wire brushing and degreasing in the acetone bath is necessary. Surface brushing usually creates a hardened surface which increases the surface roughness. By starting the surface expansion due to the pressure of the pressing, contact of opposite surfaces of layers begins and virgin metals reach each other through the widening fissures and cracks and then create metallic bonding zones. So, when the crystalline structures of layers are same as together, the APB process can generate metallic bonding between them. Increasing the volume of virgin metals at higher plastic strains creates electron sharing between layers and makes bonding on the atomic scale. So, numerous bonds are formed by noticeably bigger, wide areas of the base alloy or metal. These unbonded regions look like small lonely islands where are suitable zones for crack delamination and propagation due to the presence of these minor islands, during the wear test. By increasing the number of layers at higher number of APB steps, the distance between interfaces decreases. These distances are equal to the thickness of layers which are demonstrated in Table 2.

Schematic illustration of the delamination during the wear test.
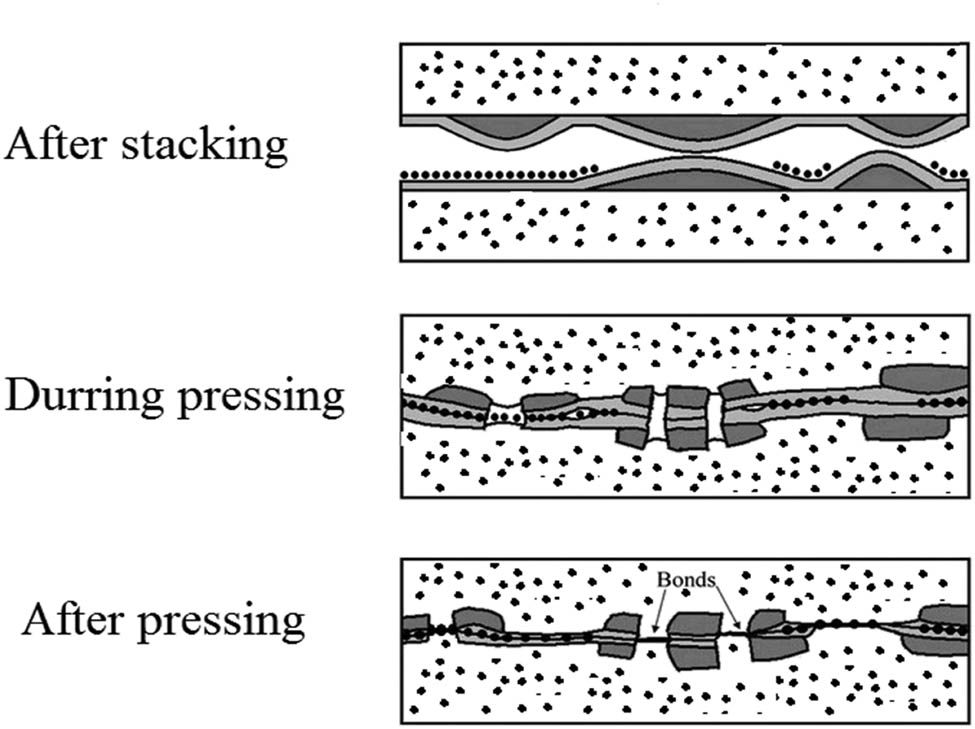
Diagram of bonding mechanism of the stir casted composite samples during.
3.4 Worn surface morphology
Figure 12 indicates the surface morphology of composite samples after wear testing. According to Figure 12, the wear rate of samples decreases at higher number of steps. Also, small wear tracks are the result of abrasive wear mechanism, Figure 12. Finally, the result shows that the composite sample fabricated after eight steps, has better wear resistance property in comparison with the sample fabricated with one APB step [7,8].
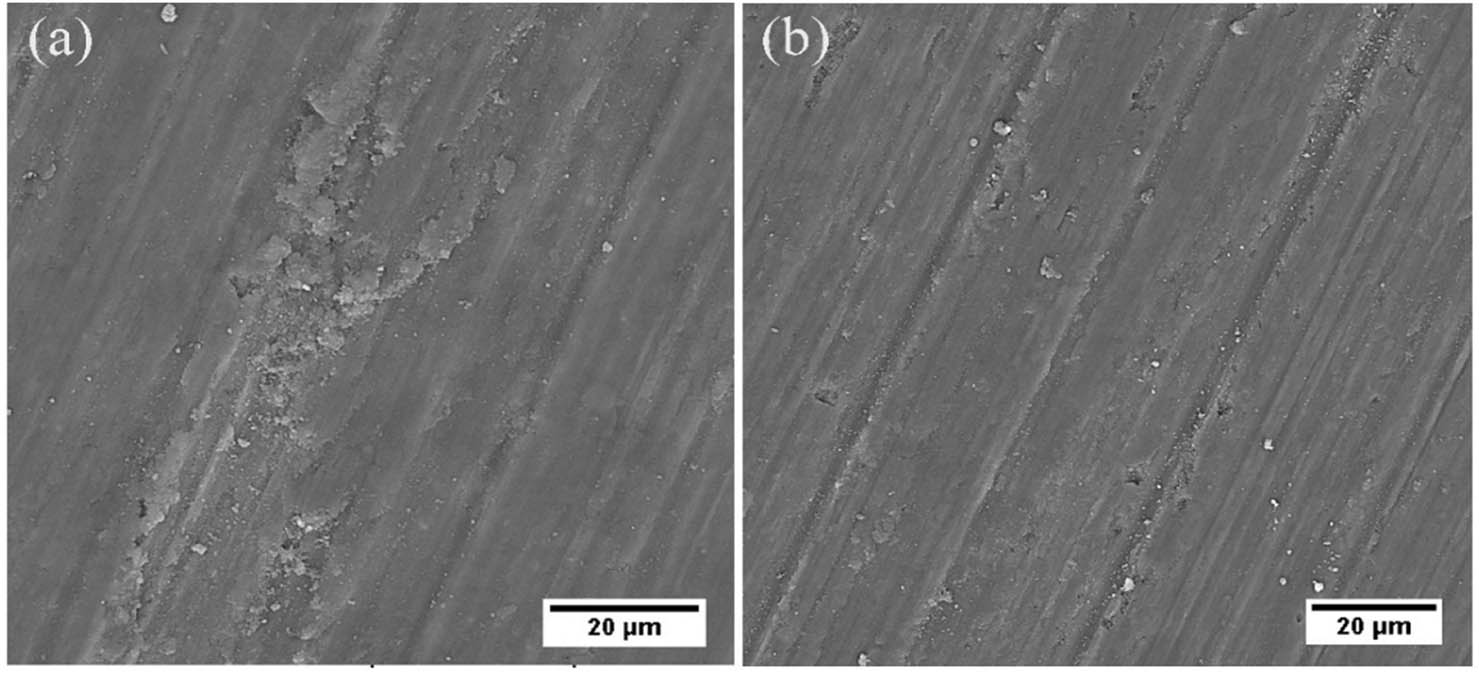
SEM microphotographs of worn surface of composite samples after (a) Step #1 and (b) Step #8.
Therefore, it is reasonable that the extent of delamination was increased with the increase in the number of APB steps. Indeed, during the wear test, the nature of laminated structure in the APB process helped more extensive delamination. In Figures 13 and 14, a model describing the wear mechanism is presented for Al-based multilayered composites [47,51]. In Figure 13, the second zone describes deformed regions of the base matrix. The elastic-plastic deformation was noted at the interface between zone 1 and 2. Zone 3 is known as tribolayer, which includes worn surface oxides formed and counter face material. Also, the wear debris made between zone 2 and 3 is the results of combination of voids and crack formation. So, the conditions of material, environment and sliding wear have severe effects on the compositional features and extents of these subsurface regions which are established rapidly [47].
![Figure 13
Diagram of the subsurface zones under the wear surface [53].](/document/doi/10.1515/secm-2022-0177/asset/graphic/j_secm-2022-0177_fig_013.jpg)
Diagram of the subsurface zones under the wear surface [53].

Drawings of the sliding wear of APB composite samples vs different steps of deformation and recrystallization mechanism.
Based on the abovementioned discussions, after beginning of wear between the worn surface and the pin, development of the grains happened at deformed regions due to high temperature with more growth in the subsurface region than the middle thickness. So, containing a strain incompatibility regarding the fine grain structure and non-equilibrium UFG grains, a coarse grain structure is formed under the subsurface. In the other words, debris particles were formed when the strain incompatibility produced a delamination of coarse grains. Also, these delamination and recrystallization processes happened in repetitive rounds. As can be seen in Figure 15, the generation of large particle debris in a shape is the result of this kind of wear mechanism. The initiation and nucleation of cracks on the sliding surfaces are the results of high shear stresses. So, this changes the shape of loss of material from flakes to plates. So, the flow of surface material is toward the sliding direction which generates abrasive grooves under higher applied load [47,49–51].

Micro morphology of debris after (a) first step and (b) eighth step.
3.5 Fractography
Figure 16a and b clearly shows the SEM fracture surface of samples with two and four steps. In the fracture surface of samples at prior steps, the fracture surface contains long and deep-routed dimples. But by cumulating the steps up to six and especially eight, the basic rapture surfaces do not illustrate long and rooted shape dimples [7,8,51]. Figure 16(b) shows that TiO2 particles have an important effect on the shape of rapture surface. They sit on the walls and ends of dimples and become crack initiation and nucleation colonies [47,49].

The rapture morphology of composites with (a) one and (b) eight steps APB process.
4 Conclusion
Combined compo-casting and APB procedure can be an alternative to the conventional technique of achieving high strength AMCs.
The TiO2 particulates are uniformly scattered in the Al matrix as shown by the SEM. The strength, tensile toughness and wear resistance of composites were enhanced due to the presence of additive TiO2 particles. The other reason is the uniform scattering of these particles through the metallic matrix that generates local strain hardening around these particles.
SEM results revealed that at higher APB steps, the spreading of particles rises considerably due to the elongation of laminates during cumulative forming steps.
The ultimate tensile strength of samples reaches a maximum value of 162 MPa after the 8th step which is about two times more than that of annealed Al.
The maximum elongation of the annealed Al is 23.25% which drops to 1.72% for the sample with two steps. Then, after a certain number of steps, it improves and reaches 7.26% after the eighth step which reveals that the TiO2 has an improving role in the elongation value.
The tensile toughness of the annealed Al is 19.2 × 1040 J m−3 which drops to 2.36 × 104 J m−3 for the sample with two APB steps and then it enhances to 19.2 × 104 J m−3 for the eight stepped sample. In other words, the TiO2 particles can improve the tensile toughness of composites with more steps.
The hardness value improves with the APB steps due to the presence of reinforcement phase.
The results revealed that the composites with TiO2 particulates have better wear resistance property compared to annealed base alloy. Particles generate local strain hardening and enhance the wear resistance.
The investigation of wear resistance of hybrid composites for further investigation is recommended.
Acknowledgement
Authors would like to thank the support from the Major Special Science and Technology Project of Anhui Province (202003a07020001).
-
Funding information: Major Special Science and Technology Project of Anhui Province (202003a07020001).
-
Conflict of interest: Authors state no conflict of interest.
References
[1] Davim JP. Tribology for engineers; A practical guide. Sawston, United Kingdom: Woodhead; 2012. ISBN: 9780857091444.10.1533/9780857091444Suche in Google Scholar
[2] Davim JP. Progress in green tribology. Berlin, Germany: DE Gruyter; 2017. ISBN:9783110372724.10.1515/9783110367058Suche in Google Scholar
[3] Davim JP. Mechanical and industrial engineering. Midtown Manhattan, New York City: Springer; 2022. ISBN: 978-3-030-90486-9.10.1007/978-3-030-90487-6Suche in Google Scholar
[4] Davim JP. Green composites. Berlin, Germany: DE Gruyter; 2017. ISBN: 9783110441949.10.1515/9783110435788Suche in Google Scholar
[5] Davim JP. Metal matrix composites. Berlin, Germany: DE Gruyter; 2014. ISBN: 9783110315417.10.1515/9783110315448Suche in Google Scholar
[6] Prediction on tribological behavior of composite PEEK-CF30 using artificial neural networks. J Mater Process Technol. 189(1–3):374–8.10.1016/j.jmatprotec.2007.02.019Suche in Google Scholar
[7] Tribological characterization of particulate-reinforced aluminum metal matrix nanocomposites: A review. Adv Compos Lett 29. 2633366X20921403.10.1177/2633366X20921403Suche in Google Scholar
[8] Akhtar M, Khajuria A. The synergistic effects among crystal orientations, creep parameters, local strain, macro–microdeformation, and polycrystals hardness of boron alloyed P91 steels. 2022. 10.1002/srin.202100819.Suche in Google Scholar
[9] Khajuria A, Akhtar M, Bedi R. Boron addition to AISI A213/P91 steel: Preliminary investigation on microstructural evolution and microhardness at simulated heat‐affected zone. Materwiss Werksttech. 2022;53(10):1167–83. 10.1002/mawe.202100152.Suche in Google Scholar
[10] Müssig J, Graupner N. Test methods for fibre/matrix adhesion in cellulose fibre‐reinforced thermoplastic composite materials: A critical review. Rev Adhes Adhes. 2021;8(2):68–129.10.1002/9781119846703.ch4Suche in Google Scholar
[11] Rakshe S, Nimje SV, Panigrahi SK. Optimization of adhesively bonded spar‐wingskin joints of laminated FRP composites subjected to pull‐off load: A critical review. Rev Adhes Adhes. 2021;8(1):29–46. 10.7569/RAA.2020.097303.Suche in Google Scholar
[12] Apalak MK, Gul K, Arslan YE. Buckling and post-buckling behaviors of adhesively bonded aluminum beams: A review. Rev Adhes Adhes. 2022;10(1):1–46.Suche in Google Scholar
[13] Salari M. Optimisation using Taghuchi method and heterogeneous fenton-like process with Fe3O4/MWCNTS nano-composites as the catalyst for removal an antibiotic. Adv Appl NanoBio-Technol. 2021;2(3):46–53.Suche in Google Scholar
[14] Goudarzian N, Samiei S, Safari F, Mousavi SM, Hashemi SA, Mazraedoost S. Enhancing the physical, mechanical, oxygen permeability and photo degradation properties of styrene-acrylonitrile (SAN), butadiene rubber (BR) composite by silica nanoparticles. J Environ Treat Tech. 2020;8(2):718–26.Suche in Google Scholar
[15] Alipour A. Virus decorated nano biomaterials as scaffolds for tissue engineering. AANBT [Internet]. 19 Sep. 2021;2(4):79–5, [cited 18Oct.2022] https://www.dormaj.org/index.php/AANBT/article/view/449.Suche in Google Scholar
[16] Suhad H, Neihaya H, Raghad A. Evaluating the biological activities of biosynthesized ZnO nanoparticles using Escherichia coli. Casp J Environ Sci. 2021;19(5):809–15. 10.22124/cjes.2021.5221.Suche in Google Scholar
[17] Mansouri M, Nademi M, Ebrahim Olya M, Lotfi H. Study of methyl tert-butyl ether (MTBE) photocatalytic degradation with UV/TiO2-ZnO-CuO nanoparticles. J Chem Health Risks. 2017;7(1):19–32. 10.22034/jchr.2017.544161.Suche in Google Scholar
[18] Ghasemvand M, Behjat B, Ebrahimi S. Experimental investigation of the effects of adhesive defects on the strength and creep behavior of single-lap adhesive joints at various temperatures. J Adhes. 2022;1–17. 10.1016/j.ijadhadh.2017.08.005.Suche in Google Scholar
[19] Naeimi A, Nejat R. Synthesis and characterization of a novel bio-magnetically recoverable palladium nanocomposite for the photocatalytic applications. Iran J Chem Chem Eng. 2022;41(1):15–26. 10.30492/ijcce.2021.121648.3975.Suche in Google Scholar
[20] Samadi Mollayousefi H, Fallah Shojaei A, Mahmoodi N. Preparation, characterization, and performance study of PVDF nanocomposite contained hybrid nanostructure TiO2-POM used as a photocatalytic membrane. Iran J Chem Chem Eng. 2021;40(1):35–47. 10.30492/ijcce.2019.37264.Suche in Google Scholar
[21] Ahmed Khan I, Hussain H, Yasin T. Fabrication and characterization of amidoxime-grafted silica composite particles via emulsion graft polymerization. Iran J Chem Chem Eng. 2020;39(5):111–20. 10.30492/ijcce.2020.39789.Suche in Google Scholar
[22] Al Hamad KQ, Abu Al‐Addous AM, Al‐Wahadni AM, Baba NZ, Goodacre BJ. Surface roughness of monolithic and layered zirconia restorations at different stages of finishing and polishing: an in vitro study. J Prosthodontics. 2019;28(7):818–25.10.1111/jopr.13071Suche in Google Scholar PubMed
[23] Al-Hamad KQ, Al-Omari M, Al-Wahadni A, Darwazeh A. Radiographic assessment of post-retained crowns in an adult Jordanian population. J Contemp Dent Pract. 2006;7(4):29–36.10.5005/jcdp-7-4-29Suche in Google Scholar
[24] Al Hamad KQ, Al‐Rashdan RB, Al‐Rashdan BA, Baba NZ. Effect of milling protocols on trueness and precision of ceramic crowns. J Prosthodontics. 2021;30(2):171–6.10.1111/jopr.13245Suche in Google Scholar PubMed
[25] Zolfaghari T, Rafiee Z. Preparation and study of surface modified ZnO nanoparticles in copoly (amid-imide) nanocomposite films containing triptycene. J Synth Chem. 2022;1:108–15. 10.22034/jsc.2022.155237.Suche in Google Scholar
[26] Zolfaghari T. Synthesis and characterization of a new PAI/ZnO derived from 3, 3-bis (4-(4-aminophenoxy) phenyl) -2-benzofuran-1-one. J Synth Chem. 2022;1:52–61. 10.22034/jsc.2022.155231.Suche in Google Scholar
[27] Dmytro STROIANOVSKYI. The study of welding requirements during construction and installation of seismic-resistant steel structures. J Res Sci Eng Technol. 2020;8(2):17–20.10.24200/jrset.vol8iss2pp17-20Suche in Google Scholar
[28] Baniya HB, Guragain RP, Subedi DP. Cold atmospheric pressure plasma technology for modifying polymers to enhance adhesion: A critical review. Rev Adhes Adhes. 2021;9(2):269–307.10.1002/9781119846703.ch19Suche in Google Scholar
[29] Brown P, Mazumder P. Current progress in mechanically durable water‐repellent surfaces: A critical review. Rev Adhes Adhes. 2021;9(1):123–52.10.1002/9781119846703.ch16Suche in Google Scholar
[30] Mussing J, Graupner N. Test methods for fibre/matrix adhesion in cellulose fibre‐reinforced thermoplastic composite materials: A critical review. Rev Adhes Adhes. 2021;8(2):68–129.10.7569/RAA.2020.097306Suche in Google Scholar
[31] Al-Saffar AK, Abbas AM, Salman D. Synthesis of new glycine cephalexin condensed polymer as peptide biopolymer for controlled release of cephalexin. J Chem Health Risks. 2021;11(3):339–44. 10.22034/jchr.2021.685036.Suche in Google Scholar
[32] Radhy N, Jasim L. A novel economical friendly treatment approach: Composite hydrogels. Casp J Environ Sci. 2021;19(5):841–52. 10.22124/cjes.2021.5233.Suche in Google Scholar
[33] Netam AK, Bhargava VP, Singh R, Sharma P. Physico-chemical characterization of ayurvedic swarna bhasma by using SEM, EDAX, XRD and PSA. J Complementary Med Res. 2021;12(2):204–9. 10.5455/jcmr.2021.12.02.23.Suche in Google Scholar
[34] Mohamed MF, Ahmed NM, Fathy YM, Abdelhamid IA. Impact of heavy metals on Oreochromis niloticus fish and using electrophoresis as bio-indicator for environmental pollution of Rosetta branch, River Nile, Egypt. Eur Chem Bull. 2020;9(2):48–61.10.17628/ecb.2020.9.48-61Suche in Google Scholar
[35] Taghizadeh Yusefabad E, Tavasoli A, Zamani Y. Influence of the borate on the performance of ASA-Al2O3 supported Ni-Mo hydrocracking catalyst. Iran J Chem Chem Eng. 2021;40(4):1247–55. 10.30492/ijcce.2020.39173.Suche in Google Scholar
[36] Jamaati R, Toroghinejad MR. Manufacturing of high-strength aluminum/alumina composite by accumulative roll bonding. Mater Sci Eng A. 2010;527(16–17):4146–51.10.1016/j.msea.2010.03.070Suche in Google Scholar
[37] Amirkhanlou S, Jamaati R, Niroumand B, Toroghinejad MR. Using ARB process as a solution for dilemma of Si and Sic P distribution in cast Al–Si/Sic P composites. J Mater Process Technol. 2011;211:1159–65.10.1016/j.jmatprotec.2011.01.019Suche in Google Scholar
[38] Heydari Vini M, Sedighi M, Mondali M. Mechanical properties, bond strength and microstructural evolution of AA1060/TiO2 composites fabricated by warm accumulative roll bonding (WARB). J Mater Res. 2017;108(1):53–9.10.3139/146.111450Suche in Google Scholar
[39] Saito Y, Utsunomiya H, Tsuji N, Sakai T. Novel ultra-high straining process for bulk materials—development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999;47:579–83.10.1016/S1359-6454(98)00365-6Suche in Google Scholar
[40] Korbel A, Richert M, Richert J. The effects of very high cumulative deformation on structure and mechanical properties of aluminium. In: Proceedings Second RISO International Symposium on Metallurgy Materials Science; 1981. p. 14–8.Suche in Google Scholar
[42] Liu CY, Wang Q, Jia YZ, Zhang B, Jing R, Ma MZ, et al. Effect of W particles on the properties of accumulatively roll-bonded Al/W composites. Mater Sci Eng A. 2012;547:120–4.10.1016/j.msea.2012.03.095Suche in Google Scholar
[43] Alizadeh M, Talebian M. Fabrication of Al/Cup composite by accumulative roll bonding process and investigation of mechanical properties. Mater Sci Eng A. 2012;558:331–7.10.1016/j.msea.2012.08.008Suche in Google Scholar
[43] Lu C, Tieu K, Wexler D. Significant enhancement of bond strength in the accumulative roll bonding process using nano-sized Sio2 particles. J Mater Process Technol. 2009;209(10):4830–4.10.1016/j.jmatprotec.2009.01.003Suche in Google Scholar
[44] Alizadeh M. Comparison of nanostructured Al/B4C composite produced by ARB and Al/B4C composite produced by RRB process. Mater Sci Eng A. 2010;528(2):578–82.10.1016/j.msea.2010.08.093Suche in Google Scholar
[45] Liu CY, Wang Q, Jia YZ, Zhang B, Jing R, Ma MZ, et al. Evaluation of mechanical properties of 1060-Al reinforced with WC particles via warm accumulative roll bonding process. Mater Des. 2013;43:367–72.10.1016/j.matdes.2012.07.019Suche in Google Scholar
[46] Ipek R. Adhesive wear behaviour of B4C and Sic reinforced 4147 Al matrix composites (Al/B4C-Al/SiC). J Mater Process Technol. 2005;162–163:71–5.10.1016/j.jmatprotec.2005.02.207Suche in Google Scholar
[47] Farhadipour P, Sedighi M, Heydari M. Using warm accumulative roll bonding method to produce Al-Al2O3. Proc Inst Mech Eng Part B J Eng Manuf. 2017;231(5):889–96.10.1177/0954405417703421Suche in Google Scholar
[48] Sedighi M, Vini MH, Farhadipour P. Effect of alumina content on the mechanical properties of AA5083/Al2O3 composites fabricated by warm accumulative roll bonding. Powder Metall Met Ceram. 2016;55(510):413–8.10.1007/s11106-016-9821-0Suche in Google Scholar
[49] Su L, Lu C, Li H, Deng G, Tieu K. Investigation of ultrafine grained AA1050 fabricated by accumulative roll bonding. Mater Sci Eng A. 2014;614:148–55.10.1016/j.msea.2014.07.032Suche in Google Scholar
[50] Jamaati R, Toroghinejad MR, Dutkiewicz J, Szpunar JA. Investigation of nanostructured Al/Al2O3 composite produced by accumulative roll bonding process. Mater Des. 2012;35:37–42.10.1016/j.matdes.2011.09.040Suche in Google Scholar
[51] Pasebani S, Toroghinejad MR. Nano-grained 70–30 brass strip produced by accumulative roll-bonding (ARB) process. Mater Sci Eng A. 2010;527(3):491–7.10.1016/j.msea.2009.09.029Suche in Google Scholar
[53] Heydari Vini M, Sedighi M, Mondali M. Mechanical properties and microstructural evolution of AA5083/Al2O3 composites fabricated by warm accumulative roll bonding. ADMT J. 2016;9(4):13–22.10.1007/s11837-016-2123-7Suche in Google Scholar
© 2022 the author(s), published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Regular Articles
- Experimental investigations of a novel pressure microfoam preparation device for dust removal
- Influence of hydrothermal aging on the mechanical performance of foam core sandwich panels subjected to low-velocity impact
- Experimental study on surface wrapping strengthening of EPS particles and its concrete performance
- Modification of mechanical properties of Shanghai clayey soil with expanded polystyrene
- A new EPS beads strengthening technology and its influences on axial compressive properties of concrete
- A novel superabsorbent material based on soybean straw: Synthesis and characterization
- Use of line laser scanning thermography for the defect detection and evaluation of composite material
- Research on back analysis of meso-parameters of hydraulic cemented sand and gravel based on Box-Behnken design response surface
- Hot deformation behavior and microstructure of a 0.5 wt% graphene nanoplatelet reinforced aluminum composite
- Analysis of electromagnetic characteristics of the proposed composite four-rail electromagnetic launcher
- Preparation and characterization of a graphene hybridizing polyurethane damping composite
- Effects of layup parameters and interference value on the performance of CFRP–metal interference fit joints
- Vibration and noise reduction of pipelines using shape memory alloy
- Finite element analysis of behavior and ultimate strength of composite column
- Dynamic response of functionally graded plate under harmonic load with variable gradient parameters
- Deformation behavior of rubber composite based on FEA and experimental verification
- Effects of Z-pin on moisture absorption property and damage mode under flexural load for carbon fiber composite
- Design and testing of a smart rubber stave for marine water-lubricated bearings
- Study of carbon nano-modifier of fly ash in cement concrete mixtures of civil engineering
- Analysis of multiple impact tests’ damage to three-dimensional four-directional braided composites
- Theoretical analysis of aluminum honeycomb sandwich panel supported by reinforced concrete wall under low-speed impact load
- Effects of local fiber discontinuity on the fatigue strength parameter at the fiber inclusion corner in fiber-reinforced composites
- Experimental investigation on compressive properties of three-dimensional five-directional braided composites in hygrothermal environment
- Failure process of steel–polypropylene hybrid fiber-reinforced concrete based on numerical simulations
- A simple method for measuring the monofilament diameter of continuous filament yarn with high bending stiffness via synthetic laser imaging
- Span length effect on flexural properties of composite laminate reinforced with a plain weave carbon fiber fabric in a polymer matrix
- Mechanical properties improving and microstructure characterization of inorganic artificial stone binder
- Effect of thermal treatment process on the structure of C/SiO2 composite aerogels
- Mechanical and corrosion resistance analysis of laser cladding layer
- Wear and corrosion mechanisms of Ni–WC coatings modified with different Y2O3 by laser cladding on AISI 4145H steel
- Damage and failure analysis of composite stiffened panels under low-velocity impact and compression after impact with damp-heat aging
- In-situ CT characterization of 2D woven SiCf/SiC composite loading under compression
- Effect of the manufacturing process on the equivalency qualification of glass fiber reinforced polymer
- Study of concrete properties based on crushed stone sand mixture and fiber of fly ash of thermal power plants
- Establishment of wear mechanism distribution diagram of ZTAp-reinforced iron matrix composites
- Calculation method of elastic modulus for carbon fiber-reinforced plastics considering inhomogeneous interphase
- An experimental study on the failure and enhancement mechanism of bolt-strengthening GFRP T-joint subjected to tensile loading
- The viability of cell that encapsulated in calcium alginate hydrogel beads
- Discussion of ceramic bar reinforced TWIP steel composite structure
- A theoretical framework underlying an accelerated testing method and its application to composites under constant strain rates and fatigue loading
- Theoretical analysis of interfacial design and thermal conductivity in graphite flakes/Al composites with various interfacial coatings
- Multiscale heat conduction and fractal oxidation behaviors of needle-punched carbon/carbon composites
- Numerical simulation of composite grid sandwich structure under low-velocity impact
- Wear properties of Al/TiO2 composites fabricated via combined compo-casting and APB process
- Review Articles
- Application of melanin as biological functional material in composite film field
- Review on research progress of cemented sand and gravel dam
- Communication
- Fabrications and microstructure analysis of cobalt-based coatings by an easy-coating and sintering process
- Letter to the Editor
- Investigation on mechanical and conductive behaviors of nano-graphite-based concrete
Artikel in diesem Heft
- Regular Articles
- Experimental investigations of a novel pressure microfoam preparation device for dust removal
- Influence of hydrothermal aging on the mechanical performance of foam core sandwich panels subjected to low-velocity impact
- Experimental study on surface wrapping strengthening of EPS particles and its concrete performance
- Modification of mechanical properties of Shanghai clayey soil with expanded polystyrene
- A new EPS beads strengthening technology and its influences on axial compressive properties of concrete
- A novel superabsorbent material based on soybean straw: Synthesis and characterization
- Use of line laser scanning thermography for the defect detection and evaluation of composite material
- Research on back analysis of meso-parameters of hydraulic cemented sand and gravel based on Box-Behnken design response surface
- Hot deformation behavior and microstructure of a 0.5 wt% graphene nanoplatelet reinforced aluminum composite
- Analysis of electromagnetic characteristics of the proposed composite four-rail electromagnetic launcher
- Preparation and characterization of a graphene hybridizing polyurethane damping composite
- Effects of layup parameters and interference value on the performance of CFRP–metal interference fit joints
- Vibration and noise reduction of pipelines using shape memory alloy
- Finite element analysis of behavior and ultimate strength of composite column
- Dynamic response of functionally graded plate under harmonic load with variable gradient parameters
- Deformation behavior of rubber composite based on FEA and experimental verification
- Effects of Z-pin on moisture absorption property and damage mode under flexural load for carbon fiber composite
- Design and testing of a smart rubber stave for marine water-lubricated bearings
- Study of carbon nano-modifier of fly ash in cement concrete mixtures of civil engineering
- Analysis of multiple impact tests’ damage to three-dimensional four-directional braided composites
- Theoretical analysis of aluminum honeycomb sandwich panel supported by reinforced concrete wall under low-speed impact load
- Effects of local fiber discontinuity on the fatigue strength parameter at the fiber inclusion corner in fiber-reinforced composites
- Experimental investigation on compressive properties of three-dimensional five-directional braided composites in hygrothermal environment
- Failure process of steel–polypropylene hybrid fiber-reinforced concrete based on numerical simulations
- A simple method for measuring the monofilament diameter of continuous filament yarn with high bending stiffness via synthetic laser imaging
- Span length effect on flexural properties of composite laminate reinforced with a plain weave carbon fiber fabric in a polymer matrix
- Mechanical properties improving and microstructure characterization of inorganic artificial stone binder
- Effect of thermal treatment process on the structure of C/SiO2 composite aerogels
- Mechanical and corrosion resistance analysis of laser cladding layer
- Wear and corrosion mechanisms of Ni–WC coatings modified with different Y2O3 by laser cladding on AISI 4145H steel
- Damage and failure analysis of composite stiffened panels under low-velocity impact and compression after impact with damp-heat aging
- In-situ CT characterization of 2D woven SiCf/SiC composite loading under compression
- Effect of the manufacturing process on the equivalency qualification of glass fiber reinforced polymer
- Study of concrete properties based on crushed stone sand mixture and fiber of fly ash of thermal power plants
- Establishment of wear mechanism distribution diagram of ZTAp-reinforced iron matrix composites
- Calculation method of elastic modulus for carbon fiber-reinforced plastics considering inhomogeneous interphase
- An experimental study on the failure and enhancement mechanism of bolt-strengthening GFRP T-joint subjected to tensile loading
- The viability of cell that encapsulated in calcium alginate hydrogel beads
- Discussion of ceramic bar reinforced TWIP steel composite structure
- A theoretical framework underlying an accelerated testing method and its application to composites under constant strain rates and fatigue loading
- Theoretical analysis of interfacial design and thermal conductivity in graphite flakes/Al composites with various interfacial coatings
- Multiscale heat conduction and fractal oxidation behaviors of needle-punched carbon/carbon composites
- Numerical simulation of composite grid sandwich structure under low-velocity impact
- Wear properties of Al/TiO2 composites fabricated via combined compo-casting and APB process
- Review Articles
- Application of melanin as biological functional material in composite film field
- Review on research progress of cemented sand and gravel dam
- Communication
- Fabrications and microstructure analysis of cobalt-based coatings by an easy-coating and sintering process
- Letter to the Editor
- Investigation on mechanical and conductive behaviors of nano-graphite-based concrete