Intensification of enzyme catalysed synthesis of hexyl acetate using sonication
-
Ashwini R. Deshmukh
Ashwini R. Deshmukh completed her Master of Technology in Perfume and Flavor at Institute of Chemical Technology (UDCT), Matunga, Mumbai, India. Ashwini has a total of 5.5 years of industrial experience as a technical assistant in new product development and R&D department. She has also obtained a BTech. in Food Sciences and thus her research mostly highlights on work related to the food and flavor industry. Currently she works as an assistant manager for a private company in India.
Virendra K. Rathod is Professor in the Chemical Engineering Department, Institute of Chemical Technology, Mumbai, India. His research interests include extraction of natural ingredients, synthesis of perfumes and flavors, separation of biomolecules, enzyme-catalyzed reactions, biodiesel preparation and purification, separation processes and wastewater treatment. He has almost 14 years’ teaching and research experience. He is a Fellow of the Maharashtra Academy of Sciences. He has published around 90 papers in international peer-reviewed journals.


Abstract
This present study focuses on ultrasound assisted process intensification of hexyl acetate synthesis via lipozyme RMIM catalysed transesterification of hexanol with triacetin by using hexane as a solvent. Hexyl acetate, an ester with fruity odor and significant green note is mostly used as flavor and fragrance material in various areas. Effect of various parameters on conversion of hexyl acetate such as molar ratio, enzyme loading, temperature, power, agitation speed and duty cycle was studied systematically. With the molar ratio of 1:1 of hexanol to triacetin with 4% enzyme loading (w/v), at agitation speed of 100 rpm with application of sonication at 60 W power and 70% duty cycle resulted in to 83% conversion at 50°C temperature in 4 h when compared with conventional method which requires 9 h for 68% conversion.
1 Introduction
Short chain esters are an important class of flavoring compounds and are responsible for fruity notes of various flavors and fragrances [1]. Traditionally flavoring compounds are produced by extraction from natural sources or by chemical synthesis [2]. Synthetic flavors are produced by carrying out the reaction between alcohol and acid in presence of homogeneous and heterogeneous catalyst [3]. The use of chemical catalyst contributes to various drawbacks like requirement of high temperature, high pressure, use of hazardous chemicals and lower conversion. Although some heterogeneous catalysts are developed in recent years which improve yield and selectivity but could involve harsh process conditions [3], [4]. On the other hand, the demand for natural flavors is increasing day by day and products produced from extraction are not sufficient to meet the demand. Thus, the biosynthesis of such esters produced by lipase catalysed chemical reaction using mild reaction conditions became current commercial interest. Also, it is defined by international legislation that the natural flavors can be prepared either by extracting from natural sources or by synthesizing using microorganism or enzyme [5]. Hence, lipase catalysed synthesis is the best alternative to the traditional chemical synthesis. Lipase is more superior than chemical catalyst in having broad selectivity, mild reaction conditions and low energy input [6], [7]. Importance of enzyme catalysed synthesis of short chain esters in organic solvent is well documented for synthesis of various flavors [8], [9], [10], [11].
Hexyl acetate is naturally present in pear fruit having strong, aromatic green note. Carvalho et al. [12] reported synthesis of hexyl acetate by using cutinase as a catalyst for transesterification between butyl acetate and hexanol. Shieh and Chang [13] carried out transesterification of hexanol and triacetin in presence of solvent and lipase from Mucor miehei (Lipozyme IM-77) and obtained 86% conversion in 7.7 h. Mahakarra et al. reported the synthesis of hexyl acetate by direct esterification reaction of hexanol and acetic acid by using Staphylococcus simulans lipase as a catalyst. However, very low conversion of 41% was obtained in a solvent free system as compared to 72% conversion in heptane as solvent in 72 h. Thus, the time required for conversion for all attempts of hexyl acetate synthesis was very high which limits its industrial applications [14]. Bourg-Garros et al. reported Mucormiehei (Lipozyme IM) and Candida antarctica (Novozym 435) catalysed synthesis of (z)-3-hexen-1-yl butyrate by direct esterification in n hexane with high yield (90%) while in absence of solvent only 80% conversion was obtained using Novozym [15].
In recent years, various attempts have been made by various researchers to intensify the rate of enzymatic reactions by using ultrasound [16], [17], [18], [19], [20], [21], [22], [23]. Ultrasound is used in several technical fields, especially in chemical filed to intensify different chemical processes as it reduces process time compared with other conventional techniques [16]. Intensification using ultrasound due to cavitation phenomenon is generally described as the formation, subsequent growth and implosion of gas-vapor filled bubbles in solvent. The implosion of the bubble creates large turbulence in the reaction mixture which helps to increase mass transfer. Also, ultrasonic jets formed during cavitation phenomenon disrupt boundary phase and form emulsion phase [17], [18]. When ultrasound waves were used for solution or suspension, an increase in mixing, shearing, mass transfer was observed [19], [20]. Recently few researchers have also explored the application of ultrasound technique for biological studies [19], [23]. Luciane Batistella et al. reported that ultrasound-assisted lipase-catalysed transesterification of soybean oil with ethanol might be a potential alternative route to conventional alkali-catalysed method, as high reaction yields (90 wt.%) were obtained at mild irradiation power supply (100 W), and temperature (60°C) in a relatively short reaction time of 4 h using Lipozyme RMIM as a catalyst [21]. The low frequencies of sonication are not able to affect the sensitivity of the enzyme. But effect of sonication radiation on activity and stability of enzyme depends on particular sonication parameter and particular enzyme preparation [19].
Nevertheless, its application to enzymatic-catalysed reaction is not very well explored and there is no data available on ultrasound assisted lipase-catalysed synthesis of hexyl acetate.
The present work puts an emphasis on the application of ultrasound technology during the synthesis of hexyl acetate by utilising lipase from Rhizomucor miehei (Lipozyme RMIM) as biocatalyst for transesterification of hexanol with triacetin in presence of n-hexane. The purpose is to study the effect of various parameters (like molar ratio, temperature, enzyme loading, duty cycle, power, speed of agitation) and obtain percent conversion in a better way.
2 Materials and methods
All chemicals and enzyme were procured from reputed chemical firms. Immobilized lipase (triacylglycerol hydrolase EC 3.1.1.3) Lipozyme RM IM. from Rhizomucor miehei was gifted by Zytex, India. Hexanol (98% pure), Hexane (99% pure) were purchased from Himedia laboratories Pvt. Ltd, Mumbai. Triacetin (99% pure) and Dodecane (99% pure) were procured from S.D. Fine chemicals, Mumbai. Molecular sieves and all other chemicals were of analytical grade. All chemicals and enzyme were used without further modification.
2.1 Experimental setup
The experimental set-up consisted of mechanically agitated flat bottom glass reactor of 50 cm3 capacity, equipped with four baffles and a six-blade turbine impeller. The entire reactor assembly was immersed in a thermostatic sonication bath, which was maintained at the desired temperature with an accuracy of ±1°C. In order to obtain maximum cavitation intensity; the position of the reaction vessel was maintained at 2 cm above from the bottom of ultrasonic bath [24]. A typical reaction mixture consisted of different molar ratios of hexanol and triacetin diluted with hexane as a solvent. The reaction was carried out at various temperatures, enzyme amounts, ultrasound power, agitation and duty cycle. Dodecane was used as internal standard. Samples free from the catalyst particles were withdrawn periodically from the reaction mass and analysed by gas chromatography. A very small amount of samples were withdrawn so that it will not affect the reaction concentration. All experiments were performed three times to check the reproducibility and average values have been reported with the standard deviation.
2.2 Analysis
Analysis of liquid sample was carried out by using a gas chromatograph GC 8610 equipped with flame ionization detector using 4 m×3.8 m stainless steel column packed with 10% SE-30 stationary phase. Nitrogen was used as carrier gas at the flow rate of 42 ml/min. Column oven, injector and detector temperature were set at 70°C, 300°C, and 300°C, respectively.
The temperature programme was as follows: 70°C; 17°C/min up to 180°C; 17°C/min up to 220°C. Dodecane was used as internal standard. The percent conversion was calculated based on area curve of limiting reactant as follows:
Whereas A0, A=area under curve of limiting reactant at time t=0 and t=t min, I0, I=area under curve of internal standard at time t=0 and t=t min.
2.3 Determination of enzyme activity
The activity of biocatalyst lipozyme RM IM was determined by using oleic acid, n- butanol in iso-octane and distilled water [22]. Activity of catalyst was analysed through titrimetric method against alcoholic NaOH. One µmole of oleic acid consumed in the esterification reaction per min per mg lipase is expressed as a unit of enzyme activity. The initial activity of the catalyst was identified as 9.5 U/g.
3 Result and discussion
3.1 Effect of molar ratio
Experiments were carried out in order to determine the effect of substrate ratio on the progress of a reaction. Reactions were carried at 50°C temperature, 1% (w/v) enzyme amount, 80% duty cycle, 100 W power, 100 rpm in hexane solvent. Concentration of Hexanol & triacetin was varied from 0.01 M to 0.03 M, respectively and vice versa from triacetin to Hexanol from 0.01 M to 0.03 M, respectively. It was found that higher conversion was obtained at the stoichiometric concentration of the reactions. While, the excess concentration of both the reactants decreases the conversion in some extent (Figure 1). Initially the reaction progresses very fast up to 60 min and further reduces with the time giving steady conversion rate. The conversions obtained at excess alcohol concentrations i.e. molar ratio of 1:1, 2:1, 3:1 and for excess triacetin concentrations i.e. molar ratio of 1:2, 1:3 are 42%, 24%, 21% and 35%, 30%, respectively. The increase in concentration of alcohol had a negative effect on conversion and possible reason for this behavior is that higher concentration of alcohol may bind the active sites of enzyme [25]. Also, an increase in triacetin content leads to increase in acetic acid concentration, which had a negative effect on enzyme activity [10]. Similar kind of alcohol inhibition was reported in the synthesis of octyl acetate in absence of ultrasound [26].
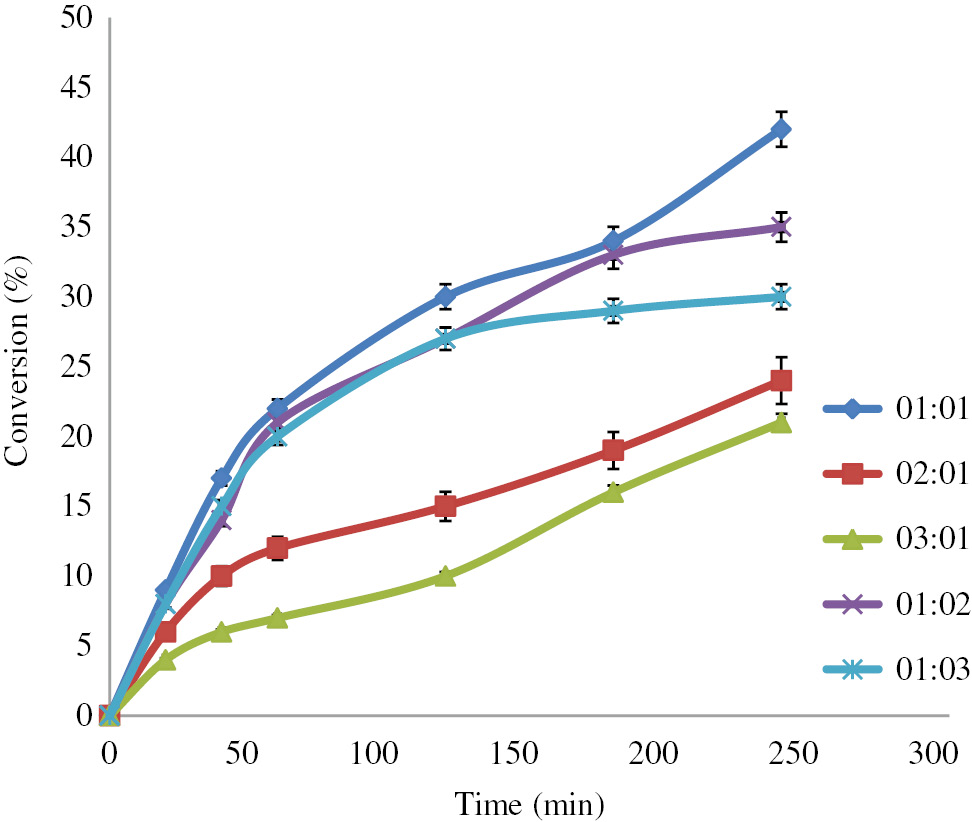
Effect of molar concentration of reactants on conversion at hexane 3 ml, enzyme loading 1% (w/v), temperature 50°C, agitation speed 100 rpm, power 100 W, duty cycle 80% and frequency 25 kHz.
3.2 Effect of temperature
Temperature plays a significant role in enzymatic reaction since it has an impact on the solubility of solvent, enzyme activity and cavitation intensity. Thus experiments were performed by varying the temperature in the range of 40~60°C and results are depicted in Figure 2. It is found that all temperatures gives almost similar conversion till 1 h. However, the conversion obtained further varies significantly with temperature and after 4 h maximum conversion was observed for 50°C and 60°C. An increase in temperature reduces the viscosity of the reaction mixture and enhances the reactant solubility, improves diffusion which further increases the interaction between the active site of the enzyme and substrate. But in the case of enzyme catalysed reaction an increase in temperature also affects the activity of enzyme which reduces the conversion and selectivity. Although the conversions obtained after 4 h were similar for temperatures 50°C and 60°C, the reaction rate decreases for 60°C after 3 h as compared with 50°C. This is possibly due to loss in enzyme activity at high temperature [23]. Hence, 50°C temperature is considered as optimum for this reaction. The rate constant of the reaction is calculated by assuming first order reaction kinetics. The first order rate equation is represented as,
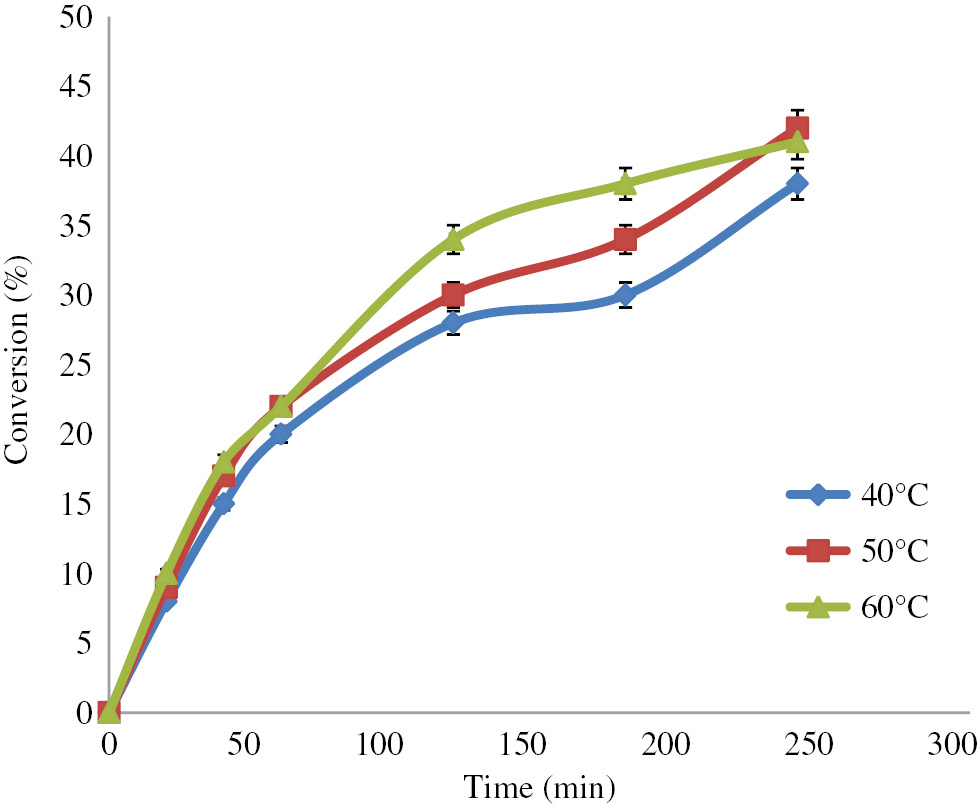
Effect of temperature on conversion at hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 1% (w/v), agitation speed 100 rpm, power 100 W, duty cycle 80% and frequency 25 kHz.
Where, r is rate of the reaction, k is rate constant of the reaction and [A] is the concentration of triacetin.
In the linearized form it can be written as,
The intercept in the plot of ln r versus ln [A] gives the value of rate constant k. By considering this value of k value of activation energy can be calculated with the help of Arrhenius equation,
Where, Ea is the activation energy, R is the gas constant, T is the Temperature and A is the frequency factor. The value of the activation energy obtained is −569 kJ/mol. The large negative value indicates major influence of ultrasonication on the rate of reaction. From the value of activation energy, thermodynamic parameters of the reaction can be calculated using some basic thermodynamic correlations. Thermodynamic parameters such as change in enthalpy (ΔH), change in entropy (ΔS) and change in Gibbs free energy (ΔG) are important to determine the feasibility of the reaction. The values obtained for ΔH, ΔS and ΔG were represented in Table 1. Thermodynamic parameters show that the reaction is exothermic in nature as ΔH has negative value, spontaneous due the negative value of Gibbs free energy and the negative ΔS value shows that the reaction is thermodynamically feasible. A good feasibility of the process is observed as the parameters obtained are in agreement with the reported literature [27].
Thermodynamic parameters for the esterification reactions of triacetin and hexanol.
| Parameters | Temperature/values | ||
|---|---|---|---|
| 313 K | 323 K | 333 K | |
| ΔH (kJ mol−1) | −571.604 | −571.687 | −571.77 |
| ΔS (kJ mol−1 K−1) | −0.0818 | −0.0915 | −0.1924 |
| ΔG (kJ mol−1) | −546.014 | −542.119 | −507.693 |
| Ea(kJ mol−1) | −569.02 | ||
3.3 Effect of power
Ultrasound power affects the cavitation intensity which further affects the rate of reaction. Ultrasound power enhances the rate of reaction by increasing relative movement between catalyst molecule and substrate to improve attachment of the substrate to the catalyst surface through diffusion process and detachment of the product formed from the catalyst by strong mechanical forces. To determine the effect of power, experiments were conducted at ultrasound power of 40, 60, 80, and 100 W at 80% duty cycle keeping all other parameters constant to determine optimum power input value. Figure 3 shows that an increase in power increases the conversion till 60 W due to higher power dissipation and then decreases with further increase in power. At 40, 60, 100, and 140 W the power dissipation was calculated as 36, 42.7, 57.2, and 72.7 W, respectively (performing the calorimetric analysis at 25 kHz). With higher input power, not only the power dissipation was maximum but also denaturation of enzyme occurred leading to lowering the conversion [28]. Thus the power of 60 W was taken as optimum for further set of reactions.
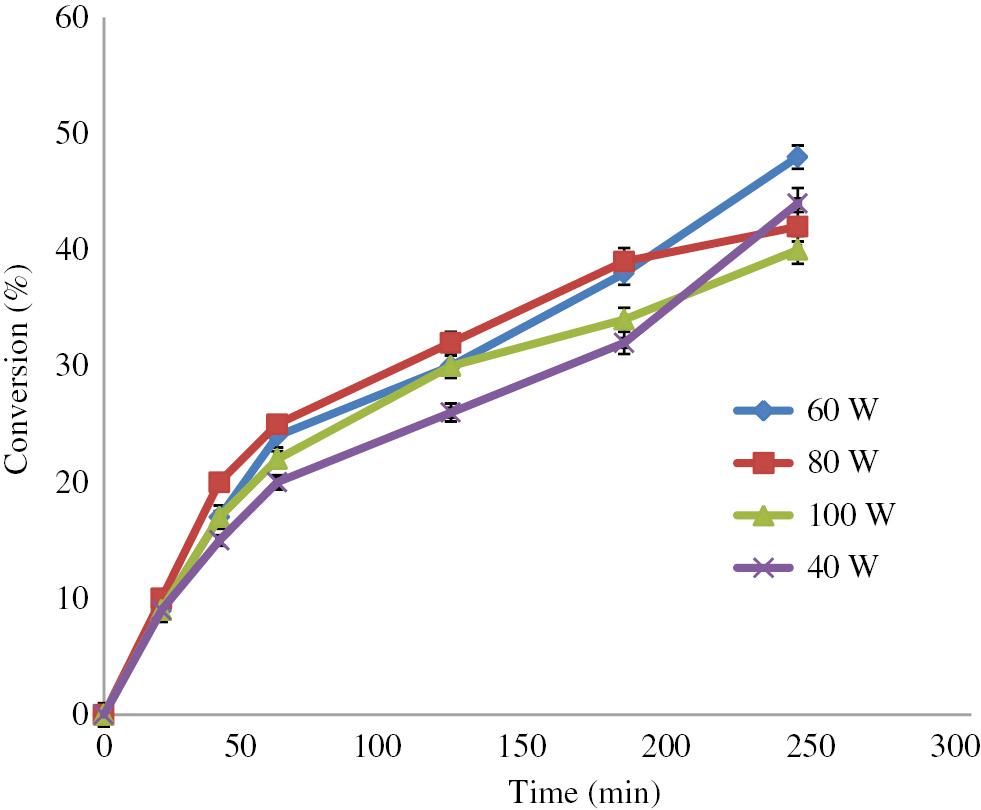
Effect of sonication power on conversion at hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 1% (w/v), temperature 50°C, agitation speed 100 rpm, duty cycle 80% and frequency 25 kHz.
3.4 Effect of enzyme loading
Enzyme loading is one of the crucial parameters affecting the conversion as well as the economy of the process. Experiments were performed with the enzyme loading ranging from 0.5~5% (w/v) and the results obtained are shown in Figure 4. The conversion was better with the addition in enzyme concentration up to 4% enzyme loading. The conversion obtained at 4 % (w/v) enzyme loading was 81%. While further increase in the enzyme at 5% fetched conversion of 82% with slight rise during the initial rate that is comparable to the data obtained with enzyme loading of 4%. The rise in reaction rate by increase in enzyme loading is due to the rapid formation of enzyme-substrate complex at sufficient enzyme loading. However, excess enzyme loading leads to the problem of mixing by an increase in viscosity. Similarly, when used in excess the active surface area of the catalyst may get reduced by blocking the active sites with the enzyme in the vicinity. Hence enzyme loading of 4% (w/v) was observed as the optimized condition and continued for further experimentation.
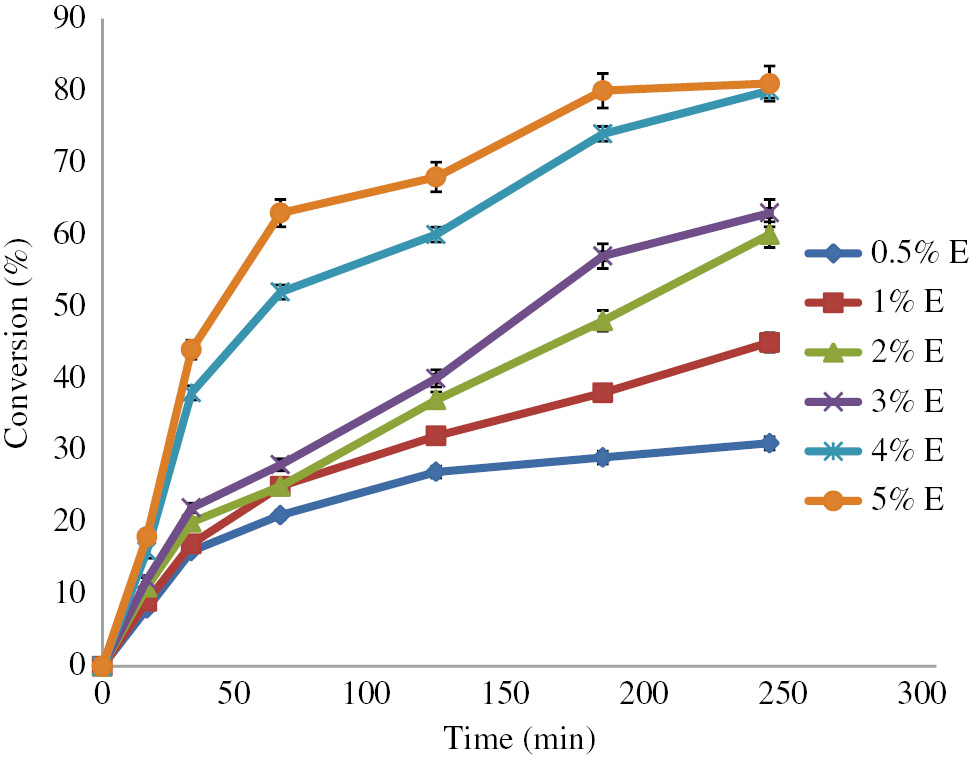
Effect of enzyme loading on conversion at hexanol:triacetin ratio 1:1, hexane 3 ml, temperature 50°C, agitation speed 100 rpm, power 60 W, duty cycle 80% and frequency 25 kHz.
3.5 Effect of duty cycle
Continuous exposure of ultrasound to enzyme causes its degradation and therefore, periodic exposure of ultrasound is generally preferred for its better utilization. Duty cycle refers to the exposure of reaction medium to the ultrasound waves in one cycle. The duty cycle % can be varied by changing on/off timing of ultrasound. Experiments were carried out in order to find the optimum duty cycle with respect to higher conversion. Experiments with different duty cycles in the range of 60~80% were conducted and results are reported in Figure 5. It has been observed that conversion increases with a duty cycle till 70% and it gives less conversion at 80% duty cycle. The rate of reaction was almost similar for initial 1 h for all three duty cycles studied. However, the rate of reaction was decreased for 80% duty cycle compared to 70% duty cycle. Lower conversion at higher duty cycle may be due to denaturation of enzyme by increasing the exposure time to sonication waves. Extensive cavitation at higher duty cycle affects the protein structure due to imparted mechanical shear [23]. Thus 70% duty cycle is considered as optimum for further reactions.

Effect of duty cycle on conversion at hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 4% (w/v), temperature 50°C, agitation speed 100 rpm, power 60 W and frequency 25 kHz.
3.6 Effect of speed of agitation
Earlier, it is reported that the only use of ultrasound is not sufficient to suspend the solid catalyst in the reaction mixture even a mild agitation is needed to improve the conversion. Hence, in order to determine the optimum value of speed of agitation, it is varied between 0~300 rpm by keeping other conditions at optimum (Figure 6). It was found that conversion is increased with an increase in speed up to 100 rpm and beyond that there is no significant increase in conversion. Ultrasound can improve mass transfer only when the enzyme is suspended in the reaction mixture. Thus when agitation speed is increased the more enzyme particles are suspended in reaction mixture which further increased the conversion. Once all the enzyme particles are suspended in reaction mixture there is no change in reaction conversion after 100 rpm. Similar results for the dependence of agitation speed in ultrasound assisted lipase catalysed reaction have been reported earlier [29].
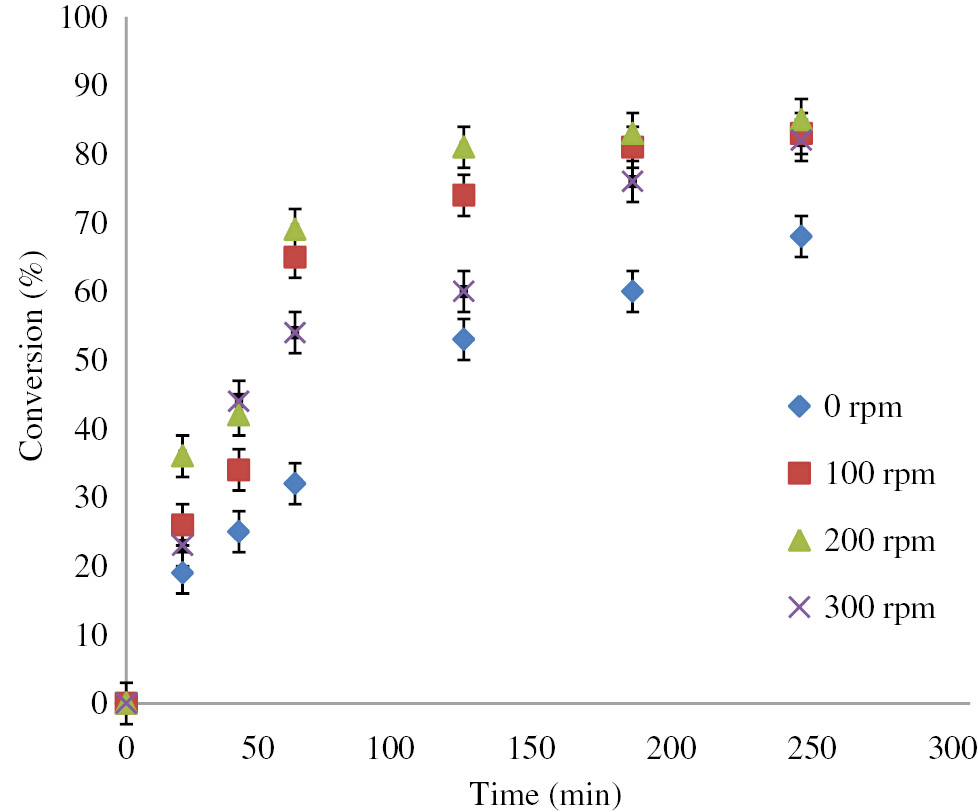
Effect of agitation speed on conversion at hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 4% (w/v), temperature 50°C, power 60 W, duty cycle 70% and frequency 25 kHz.
3.7 Enzyme reusability
It is necessary to reuse the catalyst after the reaction, as immobilized enzyme plays crucial role in economic profitability in biocatalytic reaction. Thus reusability study is important for the economic feasibility of a reaction. Reusability study was performed by using optimum parameters. After each cycle immobilized enzyme was filtered, washed with acetone, then kept in a desiccator at room temperature (30±2°C) for overnight, and then reused for the next cycle. The results obtained after six cycles are shown in Figure 7. It shows that conversion was decreased with an increase in reusability cycle. Due to continuous decrease in enzyme activity fall in percent conversion up to 36% was seen after sixth cycle. The loss in activity and a decrease in percent conversion was due to the possibility of physical damage during each cycle and the ultrasonic irradiation which may lead to the breakage of bonding between enzyme and supporting media.
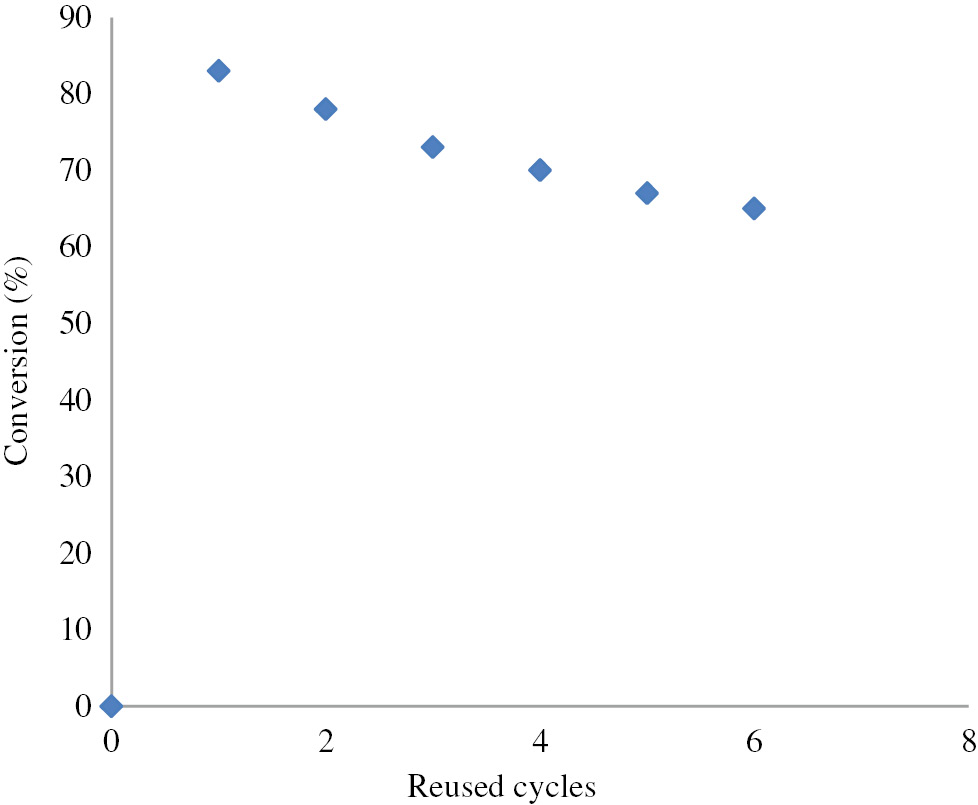
Reusability study performed at hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 4% (w/v), temperature 50°C, agitation speed 100 rpm, duty cycle 70% and frequency 25 kHz.
3.8 Comparison with conventional methods
To compare the results obtained under ultrasound and conventional stirring method, three experiments were carried out under optimized conditions for enzyme catalysed transesterification. Transesterification in the presence of ultrasonication, reactions assisted with sonication but without stirring and conventional stirring methods were compared to detect the efficiency of the experimentation methodologies. It was observed that the conversion of hexyl acetate when ultrasound coupled with stirring gives the conversion of 85% as compared to 67% and 60% for conventional stirring method and only ultrasound without stirring after 4 h, respectively. Figure 8 gives the comparison between enzyme catalyzed synthesis in the presence and in absence of ultrasound. This clearly shows that the rate of reaction in the presence of ultrasound is very high and almost 85% conversion is obtained in 4 h while conventional stirred could only produce 68% at a prolonged time of 9 h. Thus, it can be concluded that in the case of ultrasonication coupled with stirring gives higher conversion compared with ultrasonication alone and conventional stirring method. Also, the value of the activation energy for conventional process reported in the literature is positive and found to be in the range of 5~45 kJ/mol [30], [31] and for ultrasound assisted process it shows negative value, describing very less amount of energy required to overcome the energy barrier of transition state to form a product. This might be happened due to the cavitation phenomenon which produces adequate turbulence and mixing of the reaction mass. On the other hand, in order to understand the energy effectiveness of the ultrasound, the preliminary calculation for power required are done and it is found that ultrasonic irradiation requires nearly 20% extra power than conventional stirring method. However, considering the large difference in time requirement for conventional stirring method, this method sounds technically feasible in case of process intensification and ambient operating conditions. Further, various researchers are currently working on the scale up of sonochemical reactors, which suggest the use of multiple transducers in a reactor having uniform power distribution over a wide area [32].
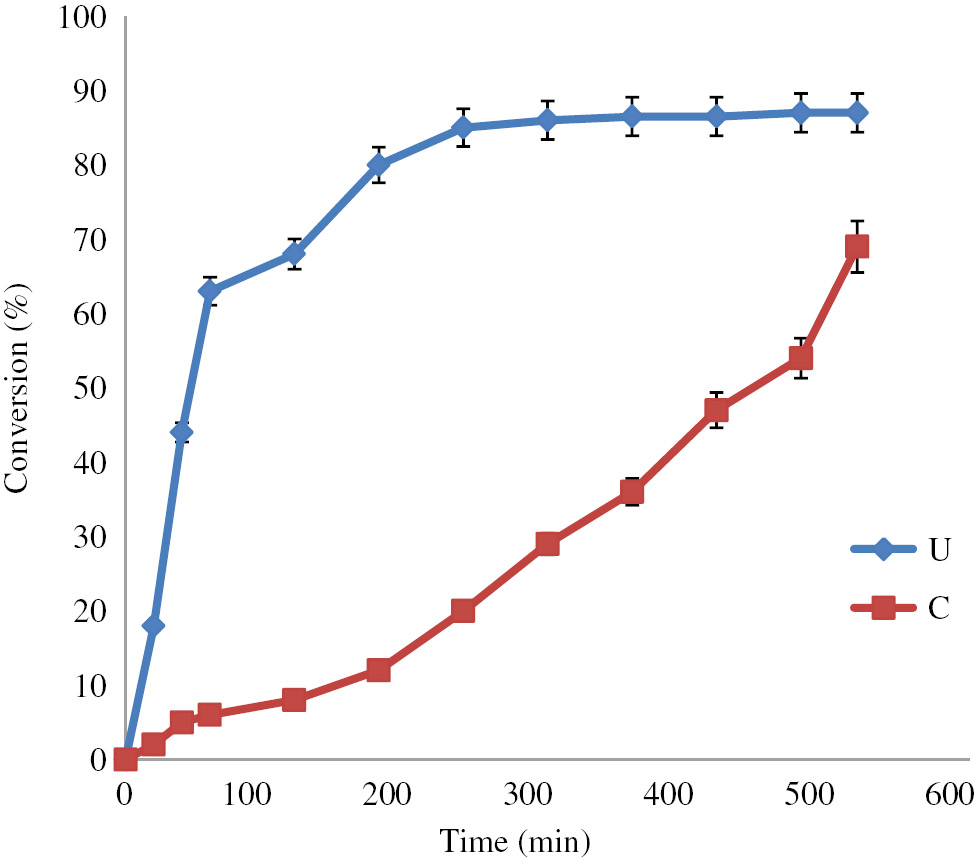
Comparison between Sonication & Conventional method (Sonication Condition- hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 4% (w/v), temperature 50°C, agitation speed 100 rpm, duty cycle 70% and frequency 25 kHz) (conventional method condition- hexanol:triacetin ratio 1:1, hexane-3 ml, enzyme loading 4% (w/v), temperature 50°C, agitation speed, 400 rpm).
4 Conclusion
Intensification of hexyl acetate production from hexanol and triacetin with lipozym RM IM in hexane is successfully carried out using ultrasound. Under optimized conditions, overall conversion of 85% was obtained in 4 h. Ultrasound parameters such as power and duty cycle have significant impact on reaction conversion. Due to use of mild sonication conditions, there was less damage to enzyme, due to which enzyme could be reused for six cycles retaining its 64% activity. Also the use of sonication not only reduced the reaction time but also increases conversion as compared to conventional batch reactor. As conventional method requires 9 h, whereas ultrasonic assisted method requires 4 h. The data indicates that ultrasound can be very useful for the intensification of enzyme catalysed synthesis of flavors and similar products.
About the authors

Ashwini R. Deshmukh completed her Master of Technology in Perfume and Flavor at Institute of Chemical Technology (UDCT), Matunga, Mumbai, India. Ashwini has a total of 5.5 years of industrial experience as a technical assistant in new product development and R&D department. She has also obtained a BTech. in Food Sciences and thus her research mostly highlights on work related to the food and flavor industry. Currently she works as an assistant manager for a private company in India.

Virendra K. Rathod is Professor in the Chemical Engineering Department, Institute of Chemical Technology, Mumbai, India. His research interests include extraction of natural ingredients, synthesis of perfumes and flavors, separation of biomolecules, enzyme-catalyzed reactions, biodiesel preparation and purification, separation processes and wastewater treatment. He has almost 14 years’ teaching and research experience. He is a Fellow of the Maharashtra Academy of Sciences. He has published around 90 papers in international peer-reviewed journals.
References
[1] Bauer K, Garbe D, Surburg H. Common Fragrance and Flavours Materials, VCH Publishers: New York, 1990.Search in Google Scholar
[2] Welsh FW, Williams RE. Enzyme Microb. Technol. 1990, 12, 743–748.10.1016/0141-0229(90)90145-GSearch in Google Scholar
[3] Yadav GD, Mehta PH. Ind. Eng. Chem. Res. 1994, 33, 2198–2208.10.1021/ie00033a025Search in Google Scholar
[4] Bokade VV, Yadav GD. Ind. Eng. Chem. Res. 2009, 48, 9408–9415.10.1021/ie801543kSearch in Google Scholar
[5] Serra S, Fuganti C, Brenna E. Trends Biotechnol. 2005, 23, 193–198.10.1016/j.tibtech.2005.02.003Search in Google Scholar
[6] Kristensen JB, Xu XB, Mu HB. J. Agric. Food Chem. 2005, 53, 7059–7066.10.1021/jf0507745Search in Google Scholar
[7] Krishna SH, Divakar S, Prapulla SG, Karanth NG. J. Biotechnol. 2001, 87, 193–201.10.1016/S0168-1656(00)00432-6Search in Google Scholar
[8] Chiang WD, Chang SW, Shieh CJ. Process. Biochem. 2003, 38, 1193–1199.10.1016/S0032-9592(02)00281-9Search in Google Scholar
[9] Leblanc D, Morin A, Gu D, Zhang XM, Bisaillon JG, Paquet M, Dubeau H. Biotechnol. Lett. 1998, 20, 1127–1131.10.1023/A:1005372319116Search in Google Scholar
[10] Talon R, Montel MC, Berdague JL. Enzyme Microb. Technol. 1996, 19, 620–622.10.1016/S0141-0229(96)00075-0Search in Google Scholar
[11] Wang D, Mu XQ, Zhao GA, Zhang KC. J. Mol. Catal. B. Enzym. 2002, 18, 29–37.10.1016/S1381-1177(02)00056-5Search in Google Scholar
[12] Carvalho CML, Serralheiro MLM, Cabral JMS, Aires-Barros MR. Enzyme Microb. Technol. 1997, 21, 117–123.10.1016/S0141-0229(96)00245-1Search in Google Scholar
[13] Shieh CJ, Chang SW. J. Agric. Food Chem. 2001, 49, 1203–1207.10.1021/jf001050qSearch in Google Scholar
[14] Chaabouni MK, Ghamgui H, Ahmed Rekik SB, Gargouri Y. Process Biochem. 2006, 41, 1692–1698.10.1016/j.procbio.2006.02.022Search in Google Scholar
[15] Bourg-Garros S, Razafindramboa N, Pavia AA. J. Am. Oil Chem. Soc. 1997, 74, 1471–1475.10.1007/s11746-997-0256-0Search in Google Scholar
[16] Rokhina EV, Lens P, Virkutyte J. Trends Biotechnol. 2009, 27, 298–306.10.1016/j.tibtech.2009.02.001Search in Google Scholar
[17] Hobuss CB, Venzke D, Pacheco BS, Souza AO, Santos MAZ. Ultrason. Sonochem. 2012, 19, 387–389.10.1016/j.ultsonch.2011.06.020Search in Google Scholar
[18] Kwiatkowska B, Bennett J, Akunna J, Walker GM, Bremner DH. Biotechnology. Adv. 2011, 29, 768–780.10.1016/j.biotechadv.2011.06.005Search in Google Scholar
[19] Zheng MM, Wang L, Huang FH, Dong L, Guo PM, Deng QC. Ultrason. Sonochem. 2012, 19, 1015–1020.10.1016/j.ultsonch.2012.02.004Search in Google Scholar
[20] Sinisterra JV. Ultrason. Sonochem. 1992, 30, 180–185.10.1016/0041-624X(92)90070-3Search in Google Scholar
[21] Batistella L, Lerin LA, Brugnerotto P, Danielli AJ, Trentin CM, Popiolski A, Treichel H, Oliveira, De Oliveira D. Ultrason. Sonochem. 2012, 19, 452–458.10.1016/j.ultsonch.2011.11.018Search in Google Scholar PubMed
[22] Tomke PD, Rathod VK. Ultrason. Sonochem. 2015, 27, 241–246.10.1016/j.ultsonch.2015.04.022Search in Google Scholar
[23] Avhad DN, Niphadkar SS, Rathod VK. Ultrason. Sonochem. 2014, 21, 628–633.10.1016/j.ultsonch.2013.10.002Search in Google Scholar
[24] Kulkarni VM, Rathod VK. Ultrason. Sonochem. 2014, 21, 606–611.10.1016/j.ultsonch.2013.08.021Search in Google Scholar
[25] Chowdary GV, Ramesh MN, Prapulla SG. Process Biochem. 2000, 36, 331–339.10.1016/S0032-9592(00)00218-1Search in Google Scholar
[26] Yadav GD, Trivedi AH. Enzyme Microb. Technol. 2003, 32, 783–789.10.1016/S0141-0229(03)00064-4Search in Google Scholar
[27] Waghmare GV, Rathod VK. Ultrason. Sonochem. 2016, 32, 60–67.10.1016/j.ultsonch.2016.01.033Search in Google Scholar PubMed
[28] Bansode SR, Rathod VK. Process Biochem. 2014, 49, 1297–1303.10.1016/j.procbio.2014.04.018Search in Google Scholar
[29] Salina MR, Kamar MS, Salhah OS. J. Environ. Sci. Eng. 2011, 5, 146–153.Search in Google Scholar
[30] Marisa R, Worapon K, Navadol L, Verawat C. Chem. Eng. J. 2015, 278, 19–23.10.1016/j.cej.2015.01.016Search in Google Scholar
[31] Varma MN, Madras G. J. Chem. Technol. Biotechnol. 2008, 83, 1135–1144.10.1002/jctb.1897Search in Google Scholar
[32] Gogate PR, Sutkar VS, Pandit AB. Chem. Eng. J. 2011, 166, 1066–1082.10.1016/j.cej.2010.11.069Search in Google Scholar
©2017 Walter de Gruyter GmbH, Berlin/Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Articles in the same Issue
- Frontmatter
- In this issue
- Review
- Biomass processing into ethanol: pretreatment, enzymatic hydrolysis, fermentation, rheology, and mixing
- Original articles
- Shora (Capparis petiolaris) fruit mediated green synthesis and application of silver nanoparticles
- Hydrothermal green synthesis of silver nanoparticles using Pelargonium/Geranium leaf extract and evaluation of their antifungal activity
- Green synthesis of gold nanoparticles using quail egg yolk and investigation of potential application areas
- Low temperature green synthesis of LaAlO3 using microcrystalline LaOCl and amorphous Al2O3 precursors derived from spray pyrolysis
- Intensification of enzyme catalysed synthesis of hexyl acetate using sonication
- The development and numerical simulation of a plasma microreactor dedicated to chemical synthesis
- Ultrasound promoted green synthesis of benzofuran substituted thiazolo[3,2-b][1,2,4]triazoles
- Solventless synthesis of solketal with commercially available sulfonic acid based ion exchange resins and their catalytic performance
- Investigation on the conversion of rapeseed oil via supercritical ethanol condition in the presence of a heterogeneous catalyst
- Investigation on drying characteristics of high titanium slag using microwave heating
- Effects of waste eggshells and SiC addition in the synthesis of aluminum hybrid green metal matrix composite
- Conference announcements
- 4th International Conference Implementation of Microreactor Technology in Biotechnology (IMTB 2017), Bled, Slovenia, April 23–26, 2017
- 7th Advances in Microfluidics & Nanofluidics (AMN)/9th International Symposium on Microchemistry and Microsystems (ISMM)/5th Asia-Pacific Chemical and Biological Microfluidic Conference (APCBM)/8th Australia New Zealand Nano-Microfluidics Symposium (ANZNMF) (Hobart, Australia, June 26–29, 2017)
- Book review
- Alternative energy sources for green chemistry
Articles in the same Issue
- Frontmatter
- In this issue
- Review
- Biomass processing into ethanol: pretreatment, enzymatic hydrolysis, fermentation, rheology, and mixing
- Original articles
- Shora (Capparis petiolaris) fruit mediated green synthesis and application of silver nanoparticles
- Hydrothermal green synthesis of silver nanoparticles using Pelargonium/Geranium leaf extract and evaluation of their antifungal activity
- Green synthesis of gold nanoparticles using quail egg yolk and investigation of potential application areas
- Low temperature green synthesis of LaAlO3 using microcrystalline LaOCl and amorphous Al2O3 precursors derived from spray pyrolysis
- Intensification of enzyme catalysed synthesis of hexyl acetate using sonication
- The development and numerical simulation of a plasma microreactor dedicated to chemical synthesis
- Ultrasound promoted green synthesis of benzofuran substituted thiazolo[3,2-b][1,2,4]triazoles
- Solventless synthesis of solketal with commercially available sulfonic acid based ion exchange resins and their catalytic performance
- Investigation on the conversion of rapeseed oil via supercritical ethanol condition in the presence of a heterogeneous catalyst
- Investigation on drying characteristics of high titanium slag using microwave heating
- Effects of waste eggshells and SiC addition in the synthesis of aluminum hybrid green metal matrix composite
- Conference announcements
- 4th International Conference Implementation of Microreactor Technology in Biotechnology (IMTB 2017), Bled, Slovenia, April 23–26, 2017
- 7th Advances in Microfluidics & Nanofluidics (AMN)/9th International Symposium on Microchemistry and Microsystems (ISMM)/5th Asia-Pacific Chemical and Biological Microfluidic Conference (APCBM)/8th Australia New Zealand Nano-Microfluidics Symposium (ANZNMF) (Hobart, Australia, June 26–29, 2017)
- Book review
- Alternative energy sources for green chemistry