A review on the mechanical and biocorrosion behaviour of iron and zinc-based biodegradable materials fabricated using powder metallurgy routes
-
Priyabrata Das
Mr. Priyabrata Das is currently pursuing his doctoral research at IIT Delhi in the area of multi principal element alloy design and fabrication. He has been awarded the prestigious Prime Minister Research Fellowship for carrying out his doctoral research at IIT Delhi. Prior to joining IIT Delhi, he has completed his M. Tech. degree in Metallurgical and Materials Engineering from the Indian Institute of Technology Bhubaneswar in 2020 with an academic excellence award. His M. Tech thesis was jointly developed by IIT Bhubaneswar and Saint Gobain Research India. He has published 8 peer reviewed papers in international journals and filed 1 patent.
Dr. Dayanidhi Krishana Pathak obtained a Master’s degree in Production Engineering from MNNIT Allahabad and a PhD degree from Indian Institute of Technology Delhi. He is currently working as Assistant Professor in Department of Mechanical and Automation Engineering at G.B. Pant DSEU Okhla-I Campus (formerly known as G. B. Pant Govt. Engineering College) New Delhi. He actively works in the area of biodegradable implants and powder metallurgy. He has published more than 10 publications and 1 patent (granted) to his credit.
 ,
Pawan Sharma
,
Pawan Sharma
Dr. Pawan Sharma is currently working as Assistant Professor in Department of Mechanical Engineering, IIT BHU. He obtained his Master’s degree and PhD degree from MNNIT Allahabad and IIT Delhi, respectively. He also served as Assistant Professor in SVNIT, Surat before joining IIT BHU. His research interests are in corrosion, additive manufacturing and powder metallurgy. He has more than 10 publications in well-known peer reviewed journals and 2 patents (granted).
Dr. Pulak Mohan Pandey is currently IHFC chair Professor (HAG) in the Department of Mechanical Engineering in Indian Institute of Technology (IIT), Delhi. Dr. Pandey has a prolific research profile in the field of rapid prototyping and tooling, reverse engineering, material development, non-traditional machining and finishing, and biomedical applications of 3D printed parts. He has approximately 230 international journal papers, 53 international/national refereed conference papers and 21 patents (granted) to his credit.

Abstract
Over the past two decades, research on alloys and composites based on Mg, Fe, and Zn has focused on biodegradable orthopaedic implants. Mg-based materials face issues like excessive corrosion rates and hydrogen gas evolution, while Fe and Zn-based materials show lower corrosion rates. However, these rates are slower than the optimal rate, which can be modified using powder metallurgy (PM) manufacturing. The PM process offers precise control over porosity distribution which in turn affects the mechanical and corrosion properties of the fabricated specimen. The highest rate of corrosion i.e. 0.944 mmpy was observed with the alloying of 2 wt% Pd in Fe and by using conventional sintering technique. Similarly, Zn-based samples fabricated by conventional sintering was found to exhibit higher corrosion rate as compared to microwave and spark plasma sintered specimen. PM-fabricated Fe and Zn-based bone scaffolds have been investigated for in-vitro corrosion and osseointegration. A higher porosity in the Fe and Zn scaffolds (>60 %) resulted in high corrosion rate which adversely impacted the cell proliferation. This timely review critically assessed PM-fabricated Fe and Zn-based materials that have the potential to transform regenerative medicine and patient care by redefining the field of biodegradable implants.
1 Introduction
1.1 Overview on metallic biomaterials
Metallic implants are surgically inserted into the human anatomy to reinforce the body’s structural integrity, promote healing, and replace missing or injured body parts (Holzapfel et al. 2013). Typically, these implants are fabricated using biocompatible metals such as titanium, stainless steel and cobalt–chromium alloys (Blackwood 2003; Prasad et al. 2017). On the basis of the service time of an implant, it can be categorized into permanent implants such as hip joints, dental implants, cardiac pacemakers and temporary implants such as bone plates, screws, surgical sutures, etc. The Food and Drug Administration (FDA) of the United States has authorized medical implants made of stainless steel (SS), co-based alloys, and titanium (Ti) that are intended for permanent implant applications, including orthopaedic staples, catheter guide wires, vascular stents, pacemakers, total joint replacement etc. The use of SS and Ti in temporary implant applications such as fracture plates, screws, nails etc. to stabilize and heal the broken bones necessitates a second operation to be performed in order to remove the implant which can be costly and cause additional injury to the patient (Das et al. 2022a; Kamrani and Fleck 2019; Shen et al. 2016). Although SS implants are cheap and routinely used in orthopaedics surgeries, it can cause stress shielding effect (Naghavi et al. 2022; Raffa et al. 2021) due to elastic modulus mismatch with the bone. The elastic modulus mismatch can result in gradual loss of bone or decrement in the bone density in the proximal region of the implant site. To address the drawbacks associated with traditional corrosion-resistant metallic implant materials, biodegradable metals have been investigated as potential temporary implant materials (Vojtěch et al. 2017; Zheng et al. 2014). An ideal biodegradable metal is expected to corrode at an optimum rate without causing any damage to internal organs, preserving the mechanical integrity during the crucial tissue remodelling phase followed by a complete disintegration at the end of the intended service period. However, in-vivo management of corrosion and mechanical characteristics is challenging to achieve and calls for the right material design, manufacturing process, and surface modification. Mg, Fe and Zn, either in pure form or in alloyed form are frequently investigated metals for temporary implant application in the past two decades (Dong et al. 2021). A large portion of the research on biodegradable implants has been concentrated on Mg-based material owing to their excellent biocompatibility and similarities of mechanical properties with the bone (Bairagi and Mandal 2022; Das et al. 2022a; Kamrani and Fleck 2019; Seetharaman et al. 2023). But the high corrosion rate, rapid deterioration of mechanical properties in the physiological environment, hydrogen gas evolution and pH increment associated with the Mg-based alloys pose difficulties during the clinical implantation (Dong et al. 2021; Grün et al. 2018; Hänzi et al. 2009; Kumar and Pandey 2020; Tsakiris et al. 2021; Yang et al. 2018). Fe and Zn-based alloys exhibit lower corrosion rate as compared to Mg due to the less negative reduction potentials (Fe: −0.44 V, Zn: −0.76 V and Zn: −2.37 V vs. standard hydrogen electrode). The elastic modulus (E) and ultimate compressive strength (UCS) of pure Fe are significantly higher than that of bone (Table 1) which can cause stress shielding. Further, the corrosion rate of pure Fe is extremely low in both in-vitro and in-vivo conditions (0.05–0.1 mmpy) (Moravej et al. 2010; H. Wang et al. 2017; Wegener et al. 2011). On the other hand, Zn shows a corrosion rate that is intermediate between Fe and Mg, but the mechanical properties are not sufficient to be used in implant application in as cast condition which can be seen in Table 1. Therefore, the selection of the right manufacturing technique is crucial for both Fe and Zn to achieve the desired mechanical and electrochemical characteristics.
Comparison of mechanical properties of Fe, Zn and Mg with bone and permissible intake levels of Fe, Zn and Mg.
-
aAll age group male; ball age group female; b1postmenopausal women; b2premenopausal women; c31–50 age group male; d31–50 age group female.
1.2 Fe and Zn as biodegradable material in physiological environment
Both Zn and Fe are necessary trace elements that are crucial to the functioning of the human body. Despite their relatively low quantities of necessity, their roles are essential for general health and well-being. Fe has a major role in oxygen transport, cellular respiration, energy production, DNA synthesis and immune function whereas Zn aids the enzyme functions, immune systems, wound healing, reproductive health, taste and smell receptors, growth and development of bones and muscles. The recommended dietary allowance (RDA) of Fe and Zn along with the upper intake level is provided in Table 1. The over and below consumptions of Zn (Levy et al. 2017) and Fe (Frossard et al. 2000) can lead to multiple illness and health complications as shown in Figure 1.
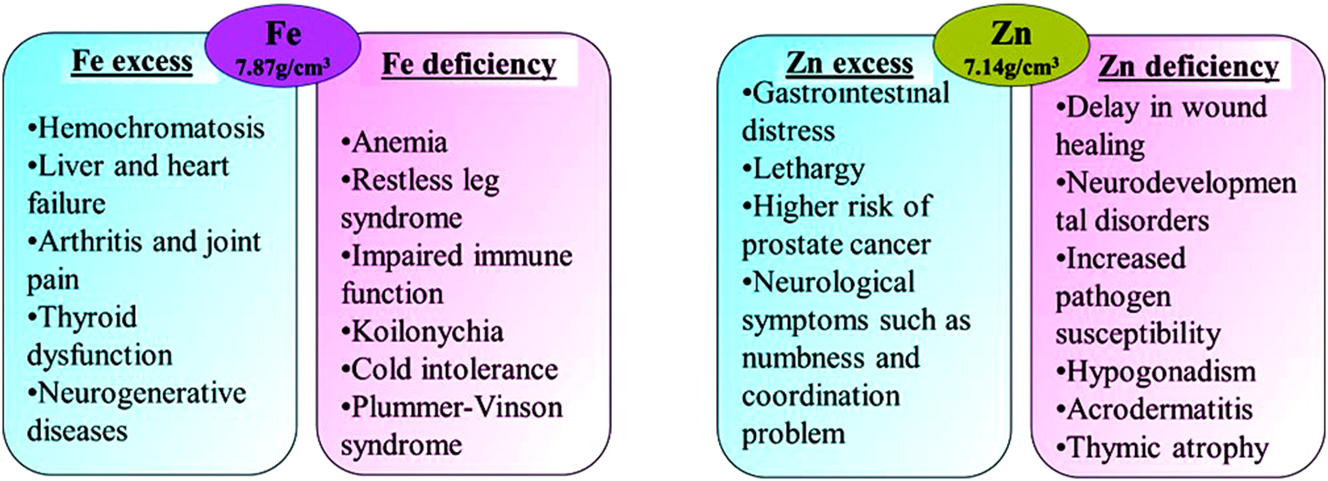
Illness and symptoms associated with excess and deficiencies of Fe and Zn (Frossard et al. 2000; Levy et al. 2017; Mezzaroba et al. 2019; Plum et al. 2010; Shankar and Prasad 1998).
When pure Zn is exposed to body fluid, a layer of ZnO/Zn(OH)2 is produced on the surface following the chemical reaction given in Equations (1) and (2). The presence of Cl− ion in high concentration in the body fluid cause the dissolution of ZnO/Zn(OH)2 surface film by converting them into soluble chloride salts as per Equations (3) and (4). Prolonged exposure of Zn in physiological environment (pH = 7.3, T = 310 K, E = 0.78 V) results in the formation of calcium phosphate and zinc carbonate along with ZnO. Liu et al. (2019) studied the effects of bovine serum albumin (BSA) on the in-vitro breakdown of pure Zn in artificial plasma during 28-day immersion period. It was reported that the corrosion process took three steps in the presence of BSA. Figure 2 depicts the corrosion of pure Zn in artificial plasma, comprising all three stages. These stages included: (i) BSA adsorption, which protected the substrate from dissolution (Day 1), (ii) BSA and Zn2+ chelation, which accelerated the corrosion rate (Day 3–7), and (iii) improved corrosion resistance due to the accumulation of corrosion products (after Day 7).The Pourbaix diagram of Zn (Krężel and Maret 2016) shows the presence of Zn2+ ions over 7–8 pH range and 0.8 V to −0.76 V potential range indicating the active nature of corrosion (partial/no protection from surface corrosion products) as confirmed by Thomas et al. (2012).
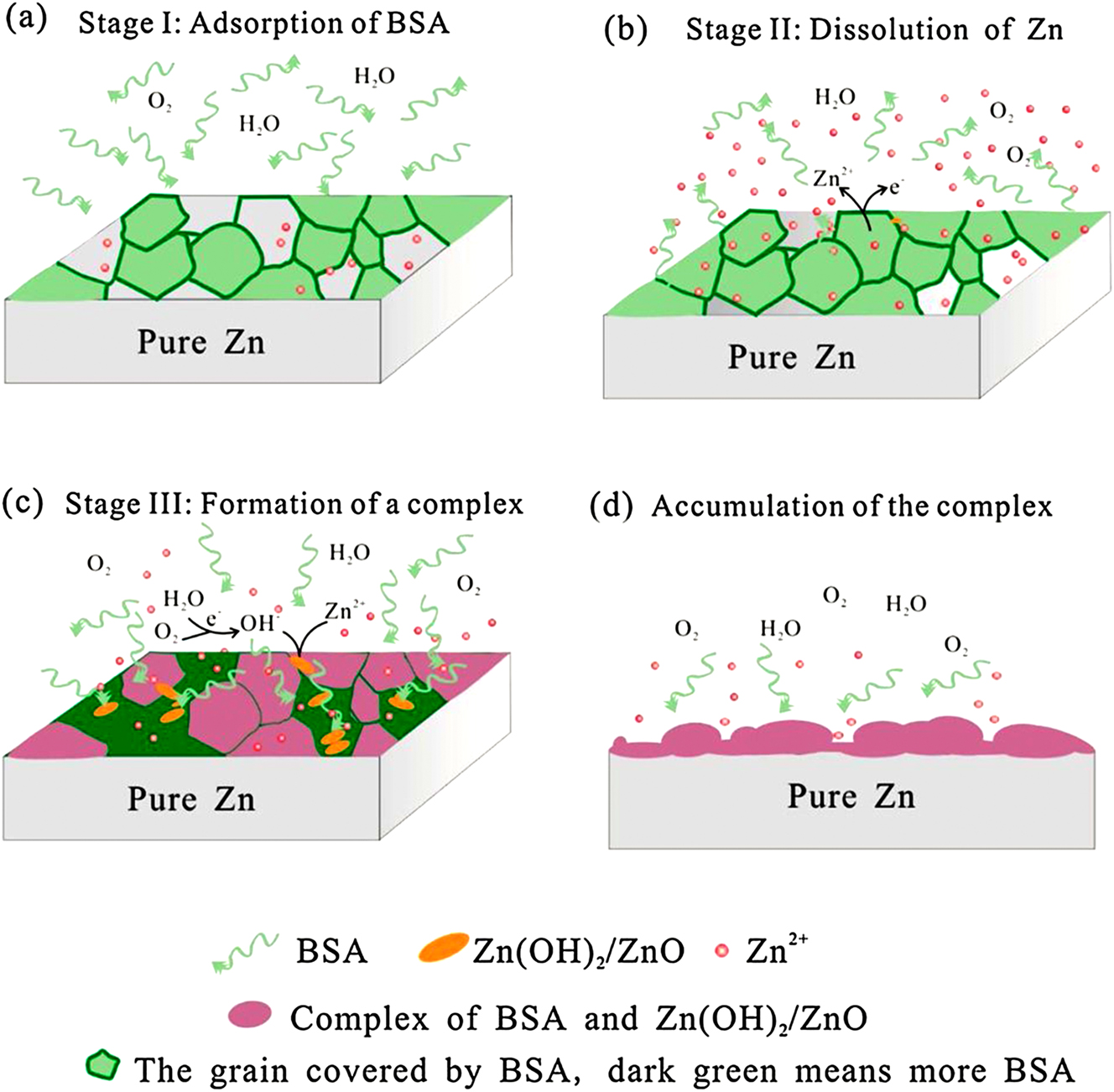
Illustration of the corrosion process of Zn in artificial plasma: (a) adsorption of BSA at the initial stage; (b) dissolution of Zn; (c) formation of a complex of BSA and Zn(OH)2/ZnO; (d) accumulation of the complex on Zn surface. Reprinted from Liu et al. (2019) with permission from Elsevier.
Similar to the case of Zn, a complete passivation cannot be achieved in the case of pure Fe in Cl− ion containing environment. The equilibrium chemical reaction of iron in Cl− ion rich environment given by Tolouei et al. (2016) can be seen in Equations (5)–(11). The degradation product may vary depending upon the type and concentration of different ions i.e., HCO3 −, HPO4 −/HPO4 2− present in the test medium (Salama et al. 2022; Tolouei et al. 2016).
2 Powder metallurgy processes for Fe and Zn-based implant fabrication
The powder metallurgy route for producing biomedical implants offers flexibility over casting route in terms of porosity control (Čapek et al. 2015), complex shape manufacturing (Lewis 2013), reduced waste and near net shaping (Alam et al. 2020). Casting produces highly dense implants with slow degradation rate, making them suited for fabrication of permanent implants having a high service time within physiological environment. In contrast, powder metallurgy creates porous implants that improve tissue integration and vascularization. This method also allows for faster, controlled degradation, beneficial for rapid resorption needs. In addition, powder metallurgy allows for greater design and material customisation, potentially lowering production costs and environmental impact. The sintering process is an integral part of the powder metallurgy manufacturing technique that is used to form solid objects from powdered materials without reaching complete melting stage. It involves heating the powdered material to a temperature below its melting point but high enough to promote diffusion, particle bonding and densification. The powder features such as size distribution, shape and minor element concentration can affect the final porosity in the final specimen which can directly affect the mechanical and corrosion properties irrespective of the use of same sintering route. A narrow powder size distribution with a smaller average particle size has known to yield better packing density, thereby enhancing the mechanical strength and reducing defect (Shon et al. 2014). Further, some studies (Clares et al. 2022; Manchili et al. 2021; Oh et al. 2016) reported that the use of bimodal powder mixture can result in improved sintered density which can be explained with the help of German’s prediction model (German 1992). According to this model, designing powder mixtures for maximum sintered density is critically related to the large and small powder shrinkage. A high density can be expected in a bimodal system containing large particles with higher sintering shrinkage and small particle with relatively lesser sintering shrinkage. Particle shape also plays an important role as it can affect the particle packing density. Irregular powder particle exhibits greater interparticle friction which can lead to poor powder packing, resulting in inferior quality of sintering. Hence, a pressure assistance is provided before (pressure-based densification) or during the sintering process (hybrid densification) involving irregular powder particle. On the other hand, spherical powders have excellent powder packing characteristics and can be sintered without pressure due to their large surface area. However, relatively high level of porosity can be expected while dealing with pressureless sintering which can reduce the mechanical properties and increase the corrosion rate due to infiltration of corrosive physiological fluids within the pores. Besides, powder shape and size distribution, the presence of minor elements can significantly affect the mechanical and corrosion properties due to the formation of intermetallic or undesired phases. Hence selection of precursor powder is also important in powder metallurgy. On the basis of the type of heating mechanism and application of pressure the sintering process used for Fe and Zn-based material can be broadly classified into three categories as mentioned below.
2.1 Conventional sintering
In a conventional sintering setup, an electrical resistance-based heating mechanism (Lee et al. 2023) is used to heat the heating chamber in which the green compact is placed. Tube furnace and muffle furnace are two widely used furnaces that employ resistance-based heating. The schematic diagram for the tube furnace can be seen in Figure 3. In the case of a tube furnace, the electrical heating coil surrounds the exterior of the refractory tube providing uniform and direct heating to the sample within the tube. On the other hand, a muffle furnace incorporates indirect heating of the sample through convection and radiation (Oghbaei and Mirzaee 2010). The atmosphere of the heating chamber in both the cases can be controlled with the use of various gases for specific applications. To avoid oxidation of the sample during sintering, an Argon protective atmosphere should be maintained within the heating chamber. These categories of furnaces are cheaper but the prolonged sintering cycle arising from slower heating rates can cause grain coarsening which can directly affect the mechanical and corrosion properties of fabricated samples.
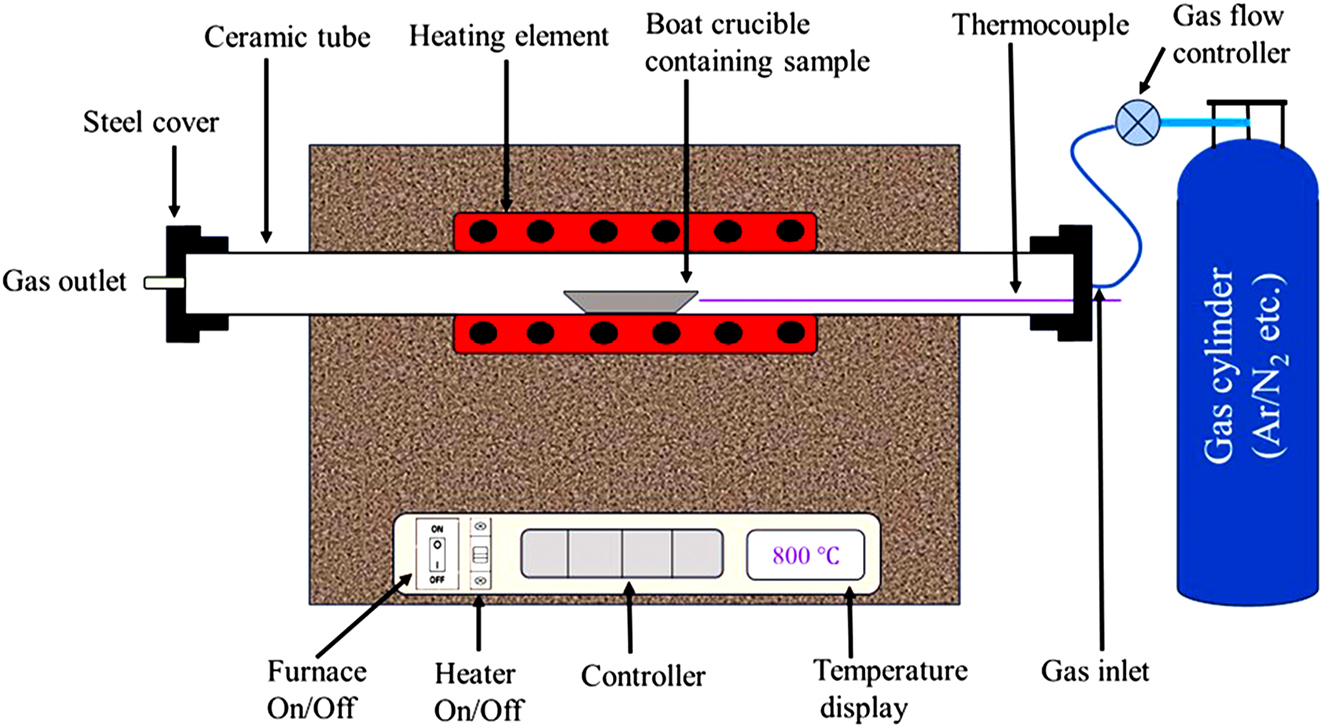
Schematic representation of a tube furnace.
2.2 Microwave sintering
Microwave sintering incorporates microwave radiation of frequency 2.45 GHz to facilitate internal volumetric heat generation required for sintering. This process utilizes the dielectric loss of a material in a microwave electromagnetic field to generate heat by converting the electromagnetic energy into thermal energy (Cheng et al. 2022; Mehta et al. 2023). The volumetric internal heating of the specimen helps in obtaining high heating rates ranging from 5-100 K/min. The faster heating rates augmented with uniform heating significantly reduce the duration of the sintering cycle (Salehi et al. 2021). The energy consumption in the case of microwave sintering is significantly lesser (nearly 9 times) as compared to conventional sintering owing to difference in sintering mechanism and shorter cycle time (Demirskyi et al. 2011; Salehi et al. 2019, 2021). However, the sintering efficiency of the final product depends on the type of material to be sintered. Microwave absorbers such as ceramics are best suited for microwave sintering whereas bulk metals are opaque to microwave at room temperature. Powdered metals can absorb microwave radiation to a certain extent at room temperature and the absorbance increases with an increase in the temperature (Agrawal 2013, p. 362). Hence, to improve the heating of green specimens of Fe and Zn at room temperature, microwave susceptors made up of ceramics are placed inside the casket cavity surrounding the green compact (Das and Pandey 2024) as depicted in Figure 4a. This step ensures the heating of the sample at low temperature by establishing two-directional heating as shown in Figure 4b. Microwave sintering produces finer grain size compact owing to shorter heating and holding time. However, the cost of the microwave furnace is higher than that of conventional sintering furnaces.
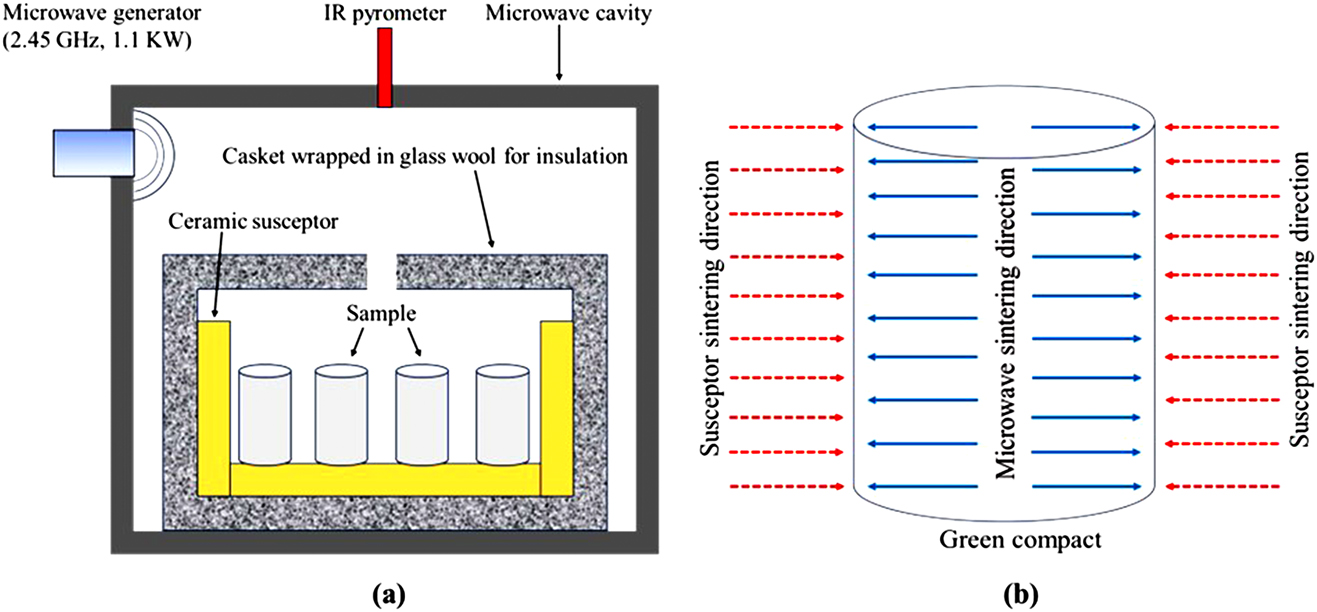
Schematic representation of (a) hybrid microwave sintering setup and (b) bi-directional heat flow in the sample in hybrid microwave sintering.
2.3 Spark plasma sintering
Spark plasma sintering (SPS), also referred to as field-assisted sintering technique (FAST) is a hybrid sintering technique that densifies the product by simultaneous application of heat and pressure (Guillon et al. 2014). This process involves the direct passage of pulsed or unpulsed direct current or alternating current through the graphite die containing the powder compact along with the application of pressure to obtain the final product (Figure 5a). The internal heat generation by Joule heating facilitates achieving very high heating rates of upto 1,000 K/min, reducing the overall sintering time to a few minutes. The uniformity in current distribution over the die and compacted powder affects the sintering quality which can be seen in Figure 5b. The high speed of the sintering process effectively minimizes the grain coarsening which assists in producing nanostructured metal, alloys and composites yielding exceptional strength and corrosion resistance (Herrmann et al. 2010). Metastable phases such as phases present in multi-principal element alloys can be preserved using this technique (Das et al. 2022b; Shkodich et al. 2022). However, the cost of the SPS furnace and associated tooling is significantly higher than that of conventional furnaces and microwave furnaces. A complete comparison between the three types of sintering furnace is summarized in Table 2.
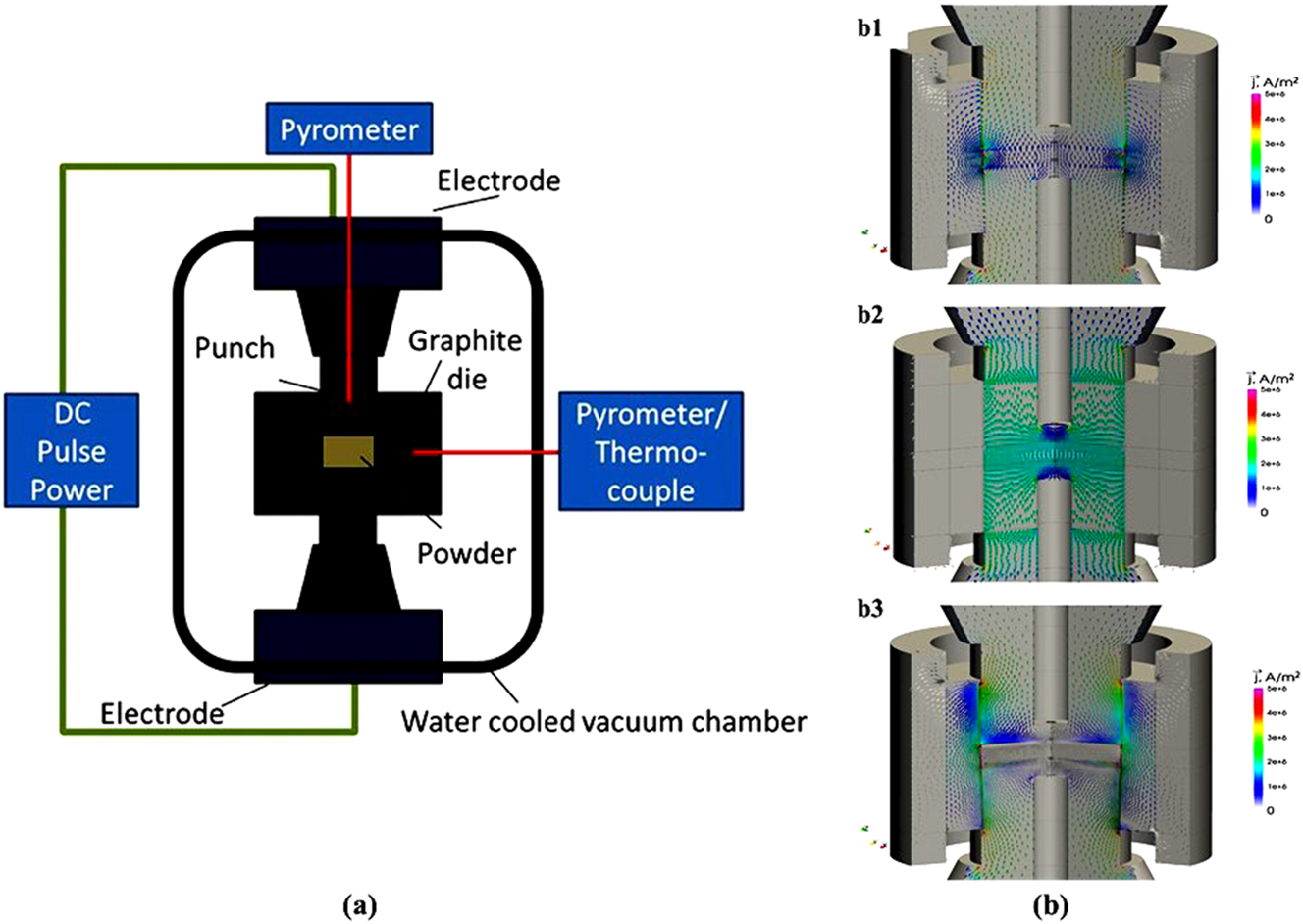
Schematic representation of (a) SPS process, (b) schematic current flow diagrams for (b1) conductive die and powder, (b2) insulating die and conductive powder, and (b3) conductive die and non-conductive powder (Guillon et al. 2014).
Comparison between conventional sintering, microwave sintering and spark plasma sintering.
| Name | Heating type, principle | Heating rate (K/min) | Holding time (min) | Advantage and drawbacks |
|---|---|---|---|---|
| Conventional sintering | External, resistance heating | 1–20, Peroglio et al. (2022) | 120–600, Kumar and Pandey (2020) | Low capital investment, high sintering cycle time, excessive grain growth |
| Microwave sintering | Internal, dielectric loss | 5–100, Gunnewiek and Kiminami (2014); Singh et al. (2018) | 10–90, Gunnewiek and Kiminami (2014); Singh et al. (2018) | Moderate capital investment, less sintering cycle time, minimize grain growth |
| Spark plasma sintering | Internal, Joule heating | 5–1,000, Sharma et al. (2019), p. 30 | ∼2–30, Sharma et al. (2019), p. 30 | High capital investment, least sintering cycle time, minimize grain growth |
2.4 Hot extrusion of powders
Hot extrusion of metal powders is a high-precision manufacturing process that integrates the benefits of powder metallurgy with the capabilities of traditional extrusion techniques. This process begins with the careful selection and blending of metal powders to achieve the desired alloy composition. Subsequently, the blended powders are compacted into billets or preforms, ensuring uniform density and structural integrity. The green compacts are extruded at high temperature environments (0.7–0.9 times the melting temperature) using extrusion press which significantly enhances the ductility and plasticity of the material, making it easier to deform under pressure. The high temperature and pressure conditions help to break down oxide layers on the powder particles and promote diffusion bonding, resulting in a dense, homogenous material with reduced porosity (Zubizarreta et al. 2009). This densification process is critical for achieving high mechanical properties in the final product, such as improved tensile strength, enhanced fatigue resistance, and better corrosion resistance. One of the primary advantages of hot extrusion is its ability to produce complex and precise shapes that would be challenging or cost-prohibitive with other manufacturing methods. The process also allows for the uniform distribution of alloying elements, which can be difficult to achieve through traditional casting methods. This uniformity ensures consistent material properties throughout the extruded product. From an economic perspective, hot extrusion is efficient as it minimizes material waste and enables recycling (Güley et al. 2010; Wagiman et al. 2020). Nearly all of the powder used is incorporated into the final product, reducing the need for extensive post-processing and machining. This near-net shape manufacturing capability not only lowers production costs but also reduces lead times.
3 Mechanical, biodegradation and in-vitro biocompatibility behaviour of iron-based material
Iron-based materials have high strength-ductility, which is necessary for their usage in orthopaedic applications. However, the density and elastic modulus mismatch with the bone can give rise to the problem of stress shielding. In this regard, the powder metallurgy technique can be beneficial as control over both the density (by adjusting porosity) and elastic modulus can be achieved through this manufacturing route. The comparison of mechanical properties of Fe-based alloys/composites fabricated by the PM route can be seen in Table 3. The in-vitro corrosion rate which is affected by the exposed surface area, porosity, and type of element present is also reported in the same table. The data presents a wide range of variations in mechanical properties depending on the type of PM route and post-processing technique. The spread of elastic modulus in the range of 0.16–56.6 GPa indicates the flexibility of the PM process over the casting process as the elastic modulus of as cast Fe-based material is in the range of 100–210 GPa (Feng et al. 2016; Marshall et al. 1982; Xu et al. 2015). Xu et al. (2015) compared the mechanical properties of Fe–28Mn–xSi (x = 0, 2, 4) fabricated by two different routes i.e. casting + forging and compaction + conventional sintering. In both cases, UTS and Young’s modulus (E) increased with the increase in the amount of Si in the alloy. However, the UTS and E values showed by PM samples (156.6–362 MPa, 77.58–88.55 GPa respectively) were remarkably lesser than that of the forged sample (682.48–847.55 MPa, 158–163.58 GPa respectively) owing to the presence of porosity in the sintered specimen. A closer inspection of the fracture morphology of the tensile specimen revealed the presence of voids which were the main reason for brittle fracture in the case of PM fabricated Fe–28Mn–xSi alloys. On the other hand, the presence of porosity favoured accelerated corrosion kinetics in the PM sample more than its forged counterpart regardless of Si content. Other elements such as Ag, Pd and Mg were also alloyed with Fe in literature to enhance its corrosion rate. From two independent studies conducted by Čapek et al. (2016) (employing conventional sintering) and Čapek et al. (2017) (employing SPS) on Fe–2Pd alloy, it can be concluded that the in-vitro corrosion rate of Fe–2Pd alloy tested in SBF is higher than that of pure Fe irrespective of the type of PM process used. However, both studies showed contrasting results on the effect of mechanical properties on Pd addition. The study that employed conventional sintering (Čapek et al. 2016) exhibited a decrease in mechanical properties whereas the study involving SPS (Čapek et al. 2017) reported an enhancement in mechanical properties with the addition of 2 wt% Pd to pure Fe. In general, the YS and UCS of Fe–Pd alloy should increase owing to the second phase strengthening effect as the solid solution strengthening is expected to be non-significant due to negligible lattice distortion (Huang et al. 2014). Also, incorporation of SPS can aid in reducing the porosity and restricting the grain growth which can improve the strength of the sintered Fe–Pd specimens simultaneously. The explanation for the decreased mechanical properties of Fe–2Pd in the case of conventional sintering (Čapek et al. 2016) can be related to the existence of a high volume % of porosity (19 ± 1.4) in comparison to the Fe–2Pd sample manufactured by SPS (5 vol %) (Čapek et al. 2017). Apart from alloying, Fe-hydroxyapatite (HAP) metal matrix composites (MMCs) were fabricated by Dehestani et al. (2016) by using conventional sintering and Tripathi and Pandey (2023) by employing pressureless microwave sintering. Specifically, the study reported by Dehestani et al. (2016) assessed the effect of HAP loading and HAP particle size on yield strength, tensile strength and in-vitro corrosion behaviour of Fe-HAP MMCs which can be seen in Figure 6. Increase in the HAP content from 2.5 to 10 wt% and lowering the HAP particle size from 100 to 200 µm to <1 µm resulted in a reduction of mechanical properties and an increase in the corrosion rate (refer to Figure 6 for the values). From the above observation, it can be inferred that when the amount of HAP in a matrix material is increased while the size of the HAP particles is decreased (which results in a greater surface area of HAP), the Fe–HAP interface regions, as well as the size and number of defects associated with those regions, are also increased, which led to higher corrosion rates. Also, incorporation of ultrafine HAP particles (<1 µm) in Fe matrix resulted in improper interfacial bonds, causing porosity in the sintered specimen which acted as penetration sites for physiological medium. Recently, hydrogen evolution was observed during the in-vivo and in-vitro testing of Fe–35Mn–1Ag alloys (Dargusch et al. 2021) similar to that of Mg alloys. However, the volume of evolved H2 was significantly lesser than that of Mg alloys.
Mechanical properties and corrosion rate of Fe based material prepared through the PM route.
| Name | Method of fabrication | Modulus (GPa) | YS (MPa) | UCS/UTS (MPa) | Failure strain | Test medium | In-vitro corrosion rate (mm/year) | Reference |
|---|---|---|---|---|---|---|---|---|
| Fe | Compaction + conventional sintering | – | – | – | – | SBF | 0.095a | Wegener et al. (2011) |
| Fe–0.6P | Compaction + conventional sintering | – | – | – | – | SBF | 0.127a | Wegener et al. (2011) |
| Fe–1.6P | Compaction + conventional sintering | – | – | – | – | SBF | 0.12a | Wegener et al. (2011) |
| Fe–0.05B | Compaction + conventional sintering | – | – | – | – | SBF | 0.129a | Wegener et al. (2011) |
| Fe–1Ag | Compaction + conventional sintering | – | – | – | – | SBF | 0.149a | Wegener et al. (2011) |
| Fe–5Ag | Compaction + conventional sintering | – | – | – | – | SBF | 0.181a | Wegener et al. (2011) |
| Fe | Compaction + conventional sintering | 5.6c | 144.8c | 672.8c | 0.5c | SBF | 0.582a | Čapek et al. (2016) |
| 0.491b | ||||||||
| Fe–2Pd | Compaction + conventional sintering | 1.4c | 127.2c | 584.7c | 0.5c | SBF | 0.944a | Čapek et al. (2016) |
| 0.787b | ||||||||
| Fe–2Ag | Compaction + conventional sintering | 1.8c | 116.1c | 640.6c | 0.6c | SBF | 0.176a | Čapek et al. (2016) |
| 0.141b | ||||||||
| Fe–2C | Compaction + conventional sintering | 1.1c | 113.3c | 583c | 0.48c | SBF | 0.799a | Čapek et al. (2016) |
| 0.653b | ||||||||
| Fe–35Mn | Compaction + conventional sintering + cold rolling + heat treatment | – | 235d | 550d | 0.31d | Modified Hank | 0.44b | Hermawan et al. (2008) |
| Fe | Mixing + hot rolling | – | 394d | 411.7d | 0.2d | Modified Hank | 0.14a | Sikora-Jasinska et al. (2017) |
| 0.25b | ||||||||
| Fe + 1.5Mg2Si (mixing) | Mixing + hot rolling | – | 286.5d | 316.6d | 0.049d | Modified Hank | 0.22a | Sikora-Jasinska et al. (2017) |
| 0.3b | ||||||||
| Fe + 1.5Mg2Si | Ball milling of Mg2Si + mixing + hot rolling | – | 477.6d | 519.4d | 0.08d | Modified Hank | 0.28a | Sikora-Jasinska et al. (2017) |
| 0.31b | ||||||||
| Fe + 1.5Mg2Si | Mechanical alloying + hot rolling | – | 567.1d | 626.9d | 0.034d | Modified Hank | 0.19a | Sikora-Jasinska et al. (2017) |
| 0.27b | ||||||||
| Fe | Compaction + conventional sintering | – | 96.1d | 214.9d | 0.13d | Kokubo’s solution | 0.11a | Dehestani et al. (2016) |
| 0.2b | ||||||||
| Fe + 2.5HA | Compaction + conventional sintering | – | 81.7d | 130.1d | 0.048d | Kokubo’s solution | 0.24 a | Dehestani et al. (2016) |
| 0.23b | ||||||||
| Fe + 5HA | Compaction + conventional sintering | – | 62.1d | 82.2d | 0.023d | Kokubo’s solution | 0.36a | Dehestani et al. (2016) |
| 0.3b | ||||||||
| Fe + 10HA | Compaction + conventional sintering | – | 31.8d | 33.9d | 0.0049d | Kokubo’s solution | 0.46a | Dehestani et al. (2016) |
| 0.46b | ||||||||
| Fe | SPS | – | 765.4c | – | – | SBF | 0.04b | Čapek et al. (2017) |
| Fe–2Pd | SPS | – | 845.8c | – | – | SBF | 0.115b | Čapek et al. (2017) |
| Fe-(5/10/15/20)HA | SLA 3D printing + microwave sintering | 0.16–0.82c | 50–176c | – | – | – | – | Tripathi and Pandey (2023) |
| Fe | Inkjet 3D printing + microwave sintering | 2.2c | 98.1c | – | – | SBF | 0.24b | Mishra and Pandey (2020) |
| Fe–20Mn | Compaction + conventional sintering | 34.8c | 228c | 1059c | 0.015d | Hank’s solution | 0.116a | Dargusch et al. (2019) |
| 56.6d | 198d | 294d | 0.11b | |||||
| Fe–30Mn | Compaction + conventional sintering | 27.6c | 137c | 1055c | 0.025d | Hank’s solution | 0.141a | Dargusch et al. (2019) |
| 55.2d | 102d | 145d | 0.14b | |||||
| Fe–35Mn | Compaction + conventional sintering | 14.6c | 64c | 567c | 0.04d | Hank’s solution | 0.306a | Dargusch et al. (2019) |
| 53.3d | 94d | 144d | 0.51b | |||||
| Fe–35Mn | Compaction + conventional sintering | 14.6c | 64c | 567c | 0.3c | Hank’s solution | 0.31a | Dargusch et al. (2021) |
| 0.51b | ||||||||
| Fe–35Mn–1Ag | Compaction + conventional sintering | 15.9c | 98c | 746c | 0.3c | Hank’s solution | 0.88a | Dargusch et al. (2021) |
| 0.96 b | ||||||||
| Fe | SPS | – | 244.15c | 1345c | – | Hank’s solution | 0.074a | Huang et al. (2016) |
| 0.070b | ||||||||
| Fe–2Ag | SPS | – | 215.4c | 1,235.6c | – | Hank’s solution | 0.08a | Huang et al. (2016) |
| 0.119b | ||||||||
| Fe–5Ag | SPS | – | 368.6c | 1,632.4c | – | Hank’s solution | 0.095a | Huang et al. (2016) |
| 0.140b | ||||||||
| Fe10Ag | SPS | – | 196.2c | 1149c | – | Hank’s solution | 0.085a | Huang et al. (2016) |
| 0.174b | ||||||||
| Fe–2Au | SPS | – | 330.3c | 1,378.7c | – | Hank’s solution | 0.081a | Huang et al. (2016) |
| 0.173b | ||||||||
| Fe–5Au | SPS | – | 234.5c | 1311c | – | Hank’s solution | 0.105a | Huang et al. (2016) |
| 0.130b | ||||||||
| Fe–10Au | SPS | – | 333.1c | 1,421.8c | – | Hank’s solution | 0.076 a | Huang et al. (2016) |
| 0.098b | ||||||||
| Fe–28Mn | Compaction + conventional sintering | – | – | 244.3d | 0.093d | SBF | 0.56b | Xu et al. (2016) |
| Fe–28Mn–3Si | Compaction + conventional sintering | – | – | 338d | 0.09d | SBF | 0.48b | Xu et al. (2016) |
| Fe–28Mn | Compaction + conventional sintering | 77.58d | – | 156.6d | 0.022d | SBF | 0.62b | Xu et al. (2015) |
| Fe–28Mn–1Si | Compaction + conventional sintering | 78.96d | – | 175.3d | 0.0203d | SBF | 0.53b | Xu et al. (2015) |
| Fe–28Mn–2Si | Compaction + conventional sintering | 81.78d | – | 181d | 0.034d | SBF | 0.46b | Xu et al. (2015) |
| Fe–28Mn–3Si | Compaction + conventional sintering | 82.43d | – | 323d | 0.0418d | SBF | 0.4b | Xu et al. (2015) |
| Fe–28Mn–4Si | Compaction + conventional sintering | 88.55d | – | 362d | 0.0323d | SBF | 0.38b | Xu et al. (2015) |
-
aEstimated from immersion test; bpotentiodynamic polarization. cValues obtained from compression test. dValues obtained from the tensile test. Porosity was assumed as 10 % to calculate density wherever porosity is not mentioned for the calculation of corrosion rate from weight loss and corrosion current density.
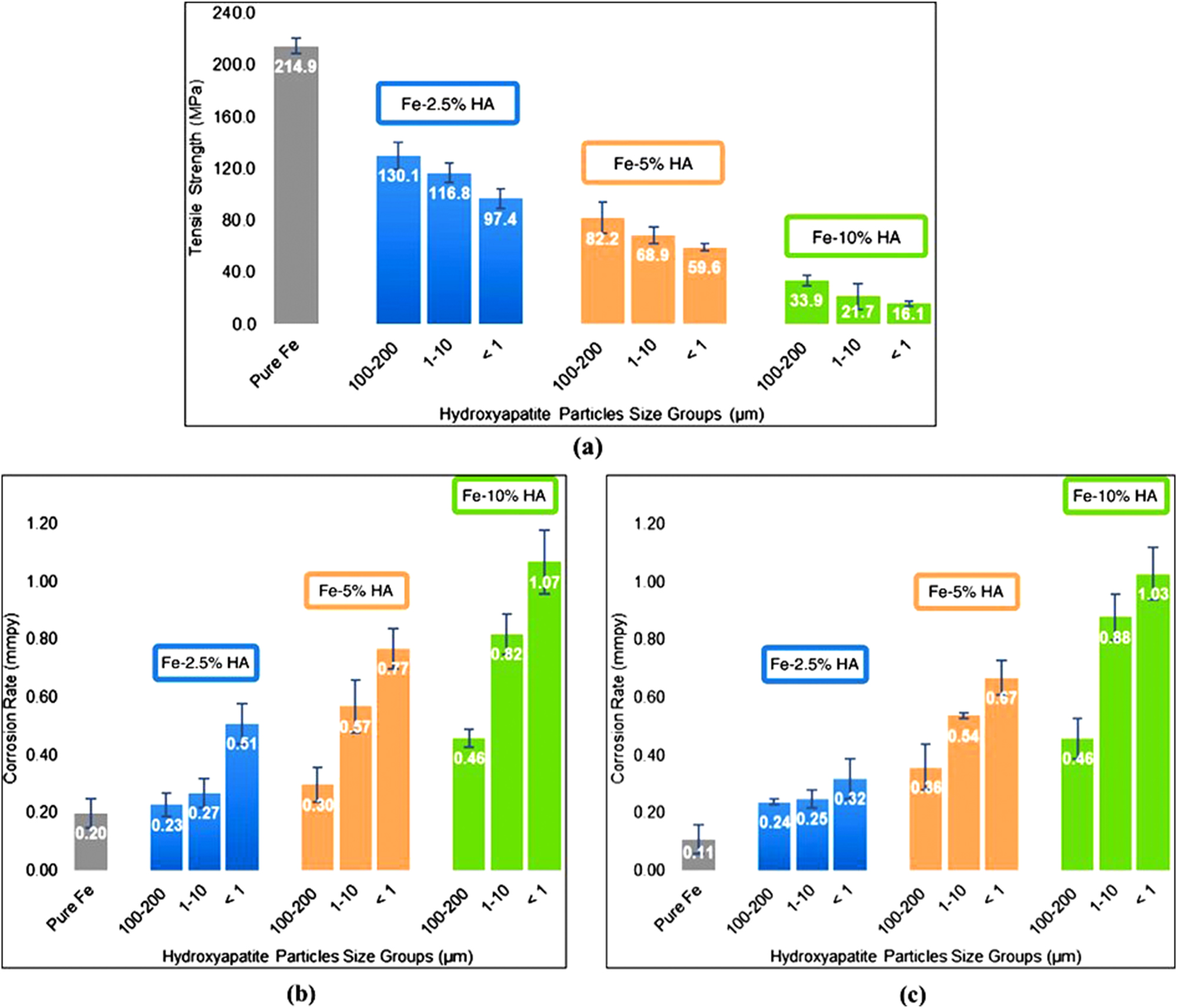
Effect of HAP content and its size on (a) tensile strength, (b) corrosion rate obtained from potentiodynamic polarization and (c) corrosion rate obtained from immersion test for 21 days in Kokubo’s solution. Reprinted from Dehestani et al. (2016) with permission from Elsevier.
As Fe is not FDA-approved, the biocompatibility evaluation of the Fe-based material manufactured by powder metallurgy is critical. To this end, Paim et al. (2020) reported the in-vitro biocompatibility analysis of 99.5 % and 99.95 % pure Fe fabricated through the PM route with Adipose-derived mesenchymal stromal cells (ADSCs). The study incorporated both indirect cytotoxicity test and a direct culture of ADSCs on the surface of sintered specimen. The cell viability of both the samples determined through MTT assay at two different time points i.e., 24 h and 48 h showed good cytocompatibility even with the 100 % extract. In addition, the sulforhodamine B (SRB) assay confirmed that the iron extracts did not hinder the proliferation potential of ADSC cells. The study also confirmed the slightly haemolytic nature of Fe-based material (haemolytic index: 1.46–5.327 %). Wegener et al. (2011) evaluated the effect of individual addition of multiple elements such as C, P, B and Ag to Fe on its cytotoxicity behaviour with fibroblasts. Under the static testing condition, rapid cell death was observed for pure Fe and Ag containing Fe whereas the P and B containing Fe exhibited a limited cell growth over 5 days. The dynamic test conducted in a perfusion bioreactor (continuous exchange of culture medium while keeping the cell in the bioreactor) also showed the similar trend of cell growth. Huang et al. (2016) used SPS to incorporate Ag and Au into the Fe matrix in varying wt% (2, 5, 10) to enhance the galvanic corrosion of Fe due to presence of nobler Ag and Au. The maximum corrosion rate evaluated by potentiodynamic polarization in Hank’s solution was 0.1746 mmpy which corresponds to Fe–10Ag. The relatively lower value of corrosion rate can be ascribed to the absence of porosity which is supported by the stated relative density (∼98.5 %) of all samples. The study also evaluated the cytotoxicity (indirect assay) of Fe–Ag and Fe–Au composites by using L-929 murine fibroblast cells, human vascular smooth muscle cells (VSMCs) and endothelial cells (EA. hy-926) obtained from the human umbilical vein. All of the experimental material extracts had no substantial toxicity on the L-929 and EA. hy-926 cells, however they did reduce the proliferation of vascular smooth muscle cells significantly. The as-sintered Fe-based material exhibited good antiplatelet adhesion properties as compared to as-cast pure iron. Xu et al. (2016) investigated the biocompatibility of frequently used Fe–Mn-based alloys (Fe–28Mn and Fe–28Mn–3Si) fabricated by conventional sintering. The indirect cytotoxicity test indicated no adverse effect of corroding ions on L929 cell proliferation. However, the presence of Fe2+ and Fe3+ ion in excess can escalate the production of reactive oxygen species such as hydroxyl radicals (
4 Mechanical, biodegradation and in-vitro biocompatibility behaviour of zinc-based material
Pure Zn fabricated from the casting route suffers from low mechanical strength as well as limited ductility due to the absence of enough slip systems at room temperature (Hermawan 2018; Tong et al. 2018). Pure Zn prepared by different sintering techniques exhibited mechanical strength in between the range of 33–171 MPa which can be seen from Table 4. The Zn sample prepared by SPS showed the highest strength of 171 MPa (Yang et al. 2018) owing to the advantages associated with the SPS process. Hot extrusion of the compacted Zn also showed a high tensile and compressive strength of 156 ± 5 MPa and 215 ± 4 MPa respectively due to the presence of bimodal grain structure having equiaxed grains of size 10–30 µm and elongated grains of 50–300 µm length and 10 µm thickness (Kubáse et al. 2019). Alloying Zn with other elements such as Mn, Mg, and Fe results in the formation of second phases, which improves the mechanical characteristics of Zn. Bagha et al. (2018) synthesized nanocrystalline Zn–4Mn and Zn–24Mn by employing high energy ball milling and conventional sintering in a tube furnace. The Zn–4Mn alloy exhibited a compressive strength of 290 MPa due to the presence of MnZn3 and MnZn13 intermetallics in the microstructure. However, the addition of 24 % of Mn led to formation of intermetallics in high volume fraction which adversely affected the strength and failure strain. Also, the addition of Mn lowered the corrosion rate significantly due to the presence of intermetallic phases. The cytotoxicity evaluation involving the L929 cells demonstrated a decrease in the cell viability with increasing the exposure time due to the accumulation of ZnO particles in the media. Despite the reduction in cell viability with time, both Zn–4Mn and Zn–24Mn exhibited permissible cytotoxicity (grade 0–1) as per ISO 10993-5:2009 (2009). Similarly, Li et al. (2023) fabricated a series of Zn–xFe (1, 1.5, 2) alloys by employing SPS which resulted in the formation of FeZn13 intermetallics. Also, the addition of Fe promoted grain boundary pinning phenomena which resulted in grain refinement. The compressive yield strength increased from 96.1 MPa for pure Zn to 135.2 MPa for Zn–1.5Fe due to the combined strengthening effect arising from grain boundary pinning and precipitation strengthening which can be visualised in Figure 7. However, the addition of Fe beyond 1.5 wt% resulted in decreased mechanical properties due to the high-volume fraction of intermetallic phases. The potentiodynamic polarization study indicated a shift of corrosion potential (E corr) towards more negative side and increase in corrosion current density (i corr) value with the addition of Fe resulting from micro-galvanic mode of corrosion. The CCK-8 assay in Mg-63 human osteosarcoma cells performed on Zn–1.5Fe alloy extract showed a slight level of cytotoxicity (cell viability >85 %) which can be classified as 0–1 grade cytotoxicity. Besides alloying, reinforcing the Zn matrix with bioceramics such as HAP can improve the mechanical properties as well as biocompatibility. Incorporation of HAP in the Zn matrix prepared by microwave sintering (Pathak and Pandey 2020, 2021) in the range of 1–5 wt% significantly enhanced the compressive yield strength of the MMCs owing to the effective load transfer mechanism at matrix-reinforcement interface. However, the addition of HAP beyond 5 wt% significantly reduced the compressive yield strength arising from HAP agglomeration and weak interfacial bonding. Yang et al. (2018) also fabricated Zn–xHAP(1, 5, 10 wt%) metal matrix composite by employing a different sintering approach i.e. SPS. In contrast to the results published in (Pathak and Pandey 2020), this study reported a decrease in compressive strength with the addition of HAP particles to Zn matrix. The contrasting effect of HAP addition documented in (Pathak and Pandey 2020; Yang et al. 2018) can be related to the measured density of the MMCs which is a direct measure of porosity. The MMC samples fabricated by Yang et al. (2018) showed a lesser density as comparison to the samples prepared by Pathak and Pandey (2020) indicating a higher level of porosity in the case of SPS prepared sample which may be the reason for the decrease in mechanical properties. The presence of higher level of porosity in the case of SPSed samples can be also confirmed by the corrosion rate obtained from the potentiodynamic polarization test. The samples prepared by SPS showed a corrosion rate of 0.63 mmpy in Hank’s solution whereas the microwave sintered sample exhibited a corrosion rate of 0.275 mmpy for the Zn–5HAP sample. The indirect cytotoxicity assay involving MC3T3-E1 cells demonstrated grade 2–3 cytotoxicity (viability: 51.99 ± 8.5 at 24 h) in the case of pure Zn. On the other hand, the Zn–xHAP MMCs showed excellent biocompatibility with cell viability >80 % at each time point. The grade 3 cytotoxicity of pure Zn extracts (100 % concentration) was also reported by Tong et al. (2018).
Mechanical properties and corrosion rate of Zn based material prepared through the PM route.
| Name | Method of fabrication | Modulus (GPa) | YS (MPa) | UCS/UTM (MPa) | Failure strain | Test medium | In-vitro corrosion rate (mm/year) | Reference |
|---|---|---|---|---|---|---|---|---|
| Zn | Compaction + conventional sintering | 0.704c | 79.29c | 83.45c | 0.22c | SBF | 0.388a | Yu et al. (2014) |
| Zn–1ND | Compaction + conventional sintering | 0.791c | 59.69c | 73.56c | 0.25c | SBF | 0.188a | Yu et al. (2014) |
| Zn–2.5ND | Compaction + conventional sintering | 0.575c | 43.39c | 58.81c | 0.35c | SBF | 0.14a | Yu et al. (2014) |
| Zn–0.5Fe | Compaction + conventional sintering | – | – | 100.53d | 0.51d | Ringer | 0.146b | Liu et al. (2022) |
| Zn | Ball milling + compaction + conventional sintering | 9.1c | – | 33c | 0.16c | Hank | 2.71b | Bagha et al. (2018) |
| Zn–4Mn | Ball milling + compaction + conventional sintering | 26.1c | – | 290.8c | 0.149c | Hank | 0.72b | Bagha et al. (2018) |
| Zn–24Mn | Ball milling + compaction + conventional sintering | 19.4c | – | 132.4c | 0.067c | Hank’s solution | 0.02b | Bagha et al. (2018) |
| Zn | Compaction + hot extrusion | – | 170c | 215c | 0.35c | SBF | 0.21a | Kubáse et al. (2019) |
| 114d | 156d | 0.35d | ||||||
| Zn–5Mg | Compaction + hot extrusion | – | 209c | 256c | 0.35c (not failed) | SBF | 0.027a | Kubáse et al. (2019) |
| 148d | 183d | 0.16d | ||||||
| Zn | Compaction + microwave sintering | – | ∼20c | – | – | SBF | 0.074b | Pathak and Pandey (2020) |
| Zn–3HAP | Compaction + microwave sintering | – | 110.56c | – | – | SBF | 0.084b | Pathak and Pandey (2020) |
| Zn–(3–15)HAP | Compaction + microwave sintering | – | 45.087–86.763c | – | – | – | – | Pathak and Pandey (2020) |
| Zn | Compaction + microwave sintering | – | 68c | 82c | 0.64c | SBF | 0.077b | Pathak and Pandey (2021) |
| Zn–5HAP | Compaction + microwave sintering | – | 83c | 131c | 0.58c | SBF | 0.275b | Pathak and Pandey (2021) |
| Zn–5HAP–2Fe | Compaction + microwave sintering | – | 118c | 172c | 0.6c | SBF | 0.116 b | Pathak and Pandey (2021) |
| Zn | SPS | – | 49.8c | 171c | – | Hank’s solution | 0.0049a | Yang et al. (2018) |
| 0.073b | ||||||||
| Zn–1HAP | SPS | – | 65.8c | 157.9c | – | Hank’s solution | 0.0027a | Yang et al. (2018) |
| 0.327b | ||||||||
| Zn–5HAP | SPS | – | 38c | 106.2c | – | Hank’s solution | 0.011a | Yang et al. (2018) |
| 0.63b | ||||||||
| Zn–10HAP | SPS | – | 44.8c | 71.3c | – | Hank’s solution | 0.0248a | Yang et al. (2018) |
| 0.856b | ||||||||
| Zn | SPS | – | 96.1c | 165.9c | 0.37c | SBF | 0.282b | Li et al. (2023) |
| Zn–1Fe | SPS | – | 118.7c | 182.5c | 0.22c | SBF | 0.406b | Li et al. (2023) |
| Zn–1.5Fe | SPS | – | 135.2c | 184c | 0.18c | SBF | 0.469 b | Li et al. (2023) |
| Zn–2Fe | SPS | – | 120.6c | 178.1c | 0.32c | SBF | 0.618b | Li et al. (2023) |
-
aEstimated from immersion test; bpotentiodynamic polarization. cValues obtained from compression test. dValues obtained from the tensile test. Porosity was assumed as 10 % to calculate density wherever porosity is not mentioned for the calculation of corrosion rate from weight loss and corrosion current density.
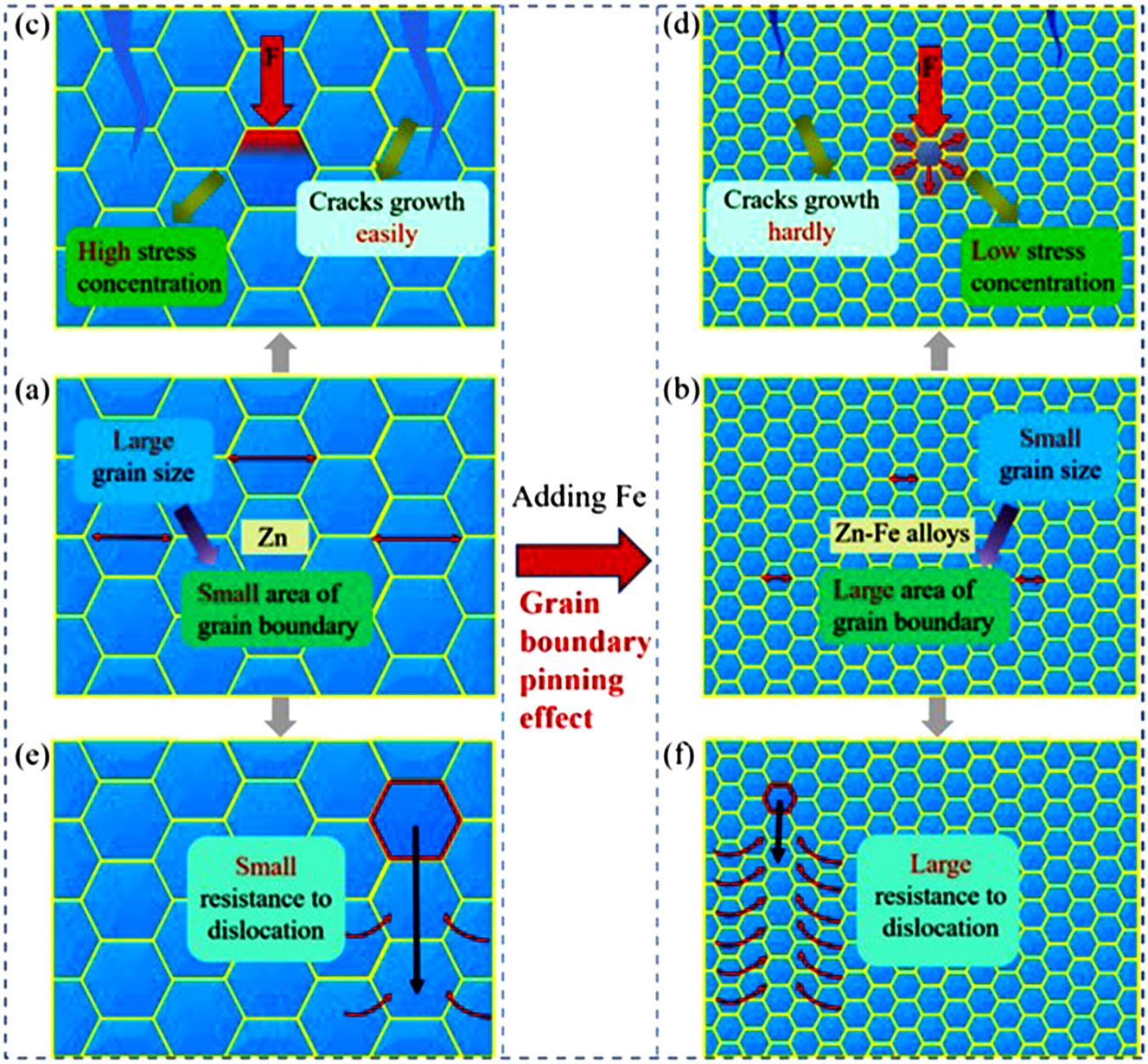
Effect of Fe addition on (a, b) grain refinement, (c, d) crack growth and stress concentration and (e, f) resistance to dislocation. Reprinted from Li et al. (2023) with permission from Elsevier.
By comparing the in-vitro cytotoxicity behaviour of pure Fe and pure Zn available in the literature, it can be concluded that Zn shows a higher level of cytotoxicity as compared to pure Fe. However, Fe can induce oxidative stress and damage the cellular components due to the formation of reactive oxygen species through the Fenton reaction. The cytotoxicity effect strongly depends on the concentration of ionic species present in the extract. Because Zn has a faster corrosion rate than Fe and the upper intake limit of Zn (40 mg/day) is lower than the upper intake limit of Fe (45 mg/day) (Table 1), the medium contains a larger amount of Zn ions than Fe ions, which is responsible for the increased cytotoxicity in the case of Zn.
5 Powder metallurgy assisted iron and zinc-based bone scaffold preparation
Increasing the surface area of an implant can enhance the corrosion rate and osteogenesis as reported by multiple studies (Alvarez and Nakajima 2009; Barfeie et al. 2015; Hutmacher 2000; Lewis 2013; W. Wang et al. 2017). The surface area of an implant can be increased by incorporating varying levels of porosity through different manufacturing approaches. To this end, two techniques i.e., space holder and rapid prototyping are found to be extensively used to fabricate metallic scaffolds. The space holder technique has the capability of producing highly porous metallic scaffolds having closed and/or interconnected pores with perfect randomness. Pore interconnectivity which is an essential parameter for corrosion can not be fully controlled by the space holder technique. On the other hand, rapid prototyping technique can produce ordered open pores in a scaffold ensuring proper pore connectivity. Mandal et al. (2021) used the spaceholder technique to fabricate a Fe–25Mn–10Cu alloy scaffold with porosity ranging from 42 to 76 %. Higher interconnectivity of pores was observed in the sample having the maximum porosity, which resulted in a high corrosion rate of 2.75 mmpy and 1.56 mmpy evaluated at the end of 30 and 90 day immersion periods respectively. The samples having total porosities of 42 %, 53 % and 62 % also showed a corrosion rate greater than 0.75 mmpy during the 30 day immersion period. However, the UCS and elongation were adversely affected by the increase in porosity. The 76 % porous scaffold exhibited a low UCS of 7.21 MPa with a failure strain of 3.9 %. A high cell proliferation rate of MG-63 cells was observed in the case of all the scaffold samples. Similarly, Huang et al. (2019) fabricated Fe–30Mn scaffolds with open porosity ranging from 5.7 to 13 % by using ammonium bicarbonate as the porogen. The scaffold having 13 % open porosity was determined to have the optimum combination of UCS, Young’s modulus and corrosion rate (evaluated in α-MEM medium) of 381 MPa, 1.29 GPa and 0.98 mmpy respectively. Interestingly, the direct and indirect cytotoxicity testing involving mouse bone marrow stromal cells (BMSC) revealed the cytotoxicity effect of a sample containing 13 % open porosity. The Mn ion release in the case of 13 % open porous sample was found to be higher (7.1 mg/day) than the upper intake level of Mn i.e. 5 mg/day (Huang et al. 2019). Also, the high rate of metal ions and particulate leaching created hinderance in cell proliferation. Similar to iron scaffolds, Zn scaffolds with porosity varying from 11.3 to 63.3 % were fabricated by Yao et al. (2022) by vacuum hot press sintering using NaCl as space holder particles. The compressive yield strength, elastic modulus and corrosion rate determined from weight loss measurement (in revised SBF media) of the scaffolds were in the range of 14.2–73.7 MPa, 1.9–6.7 GPa and 0.41–4.24 mmpy respectively. The cytocompatibility assessment by direct cell seeding (mouse pre-osteoblasts MC3T3-E1) on the scaffold surface showed improved cell adherence and proliferation ability with increase in the porosity. However, the scaffold having 63.3 % porosity reported to have an adverse effect on cell proliferation (Figure 8) which can be due to the high degradation rate (4.24 mmpy) of the scaffold. To address the cytotoxicity issue associated with high porosity, Yao et al. (2023) reinforced the Zn matrix with 1 wt% Mg and 3 vol% β-Tricalcium phosphate (TCP) bio ceramics while maintaining the same manufacturing and testing procedure. Irrespective of a high corrosion rate i.e. 4.28 mmpy shown by Zn–1Mg–3βTCP–P60 (60 vol% NaCl) scaffold, enhanced cell adhesion and cell proliferation was observed which can be seen in Figure 9. The reason for improvement in cell adhesion and proliferation can be attributed to the presence of Mg and Ca ions which are known to be beneficial for bone tissue proliferation.

Live/dead staining of MC3T3-E1 osteoblasts with culture duration of 1, 3 and 5 days on the surface of bulk Zn (ai–aiii) and Zn scaffolds. (bi–biii) 11.3 % porous scaffold, (ci–ciii) 18.7 % porous scaffold, (di–diii) 38.5 % porous scaffold, (ei–eiii) 53.1 % porous scaffold and (fi–fiii) 63.3 % porous scaffold. D-image: 3D view scanning and F-view: front view of the D-image. Reprinted from Yao et al. (2022) with permission from Elsevier.
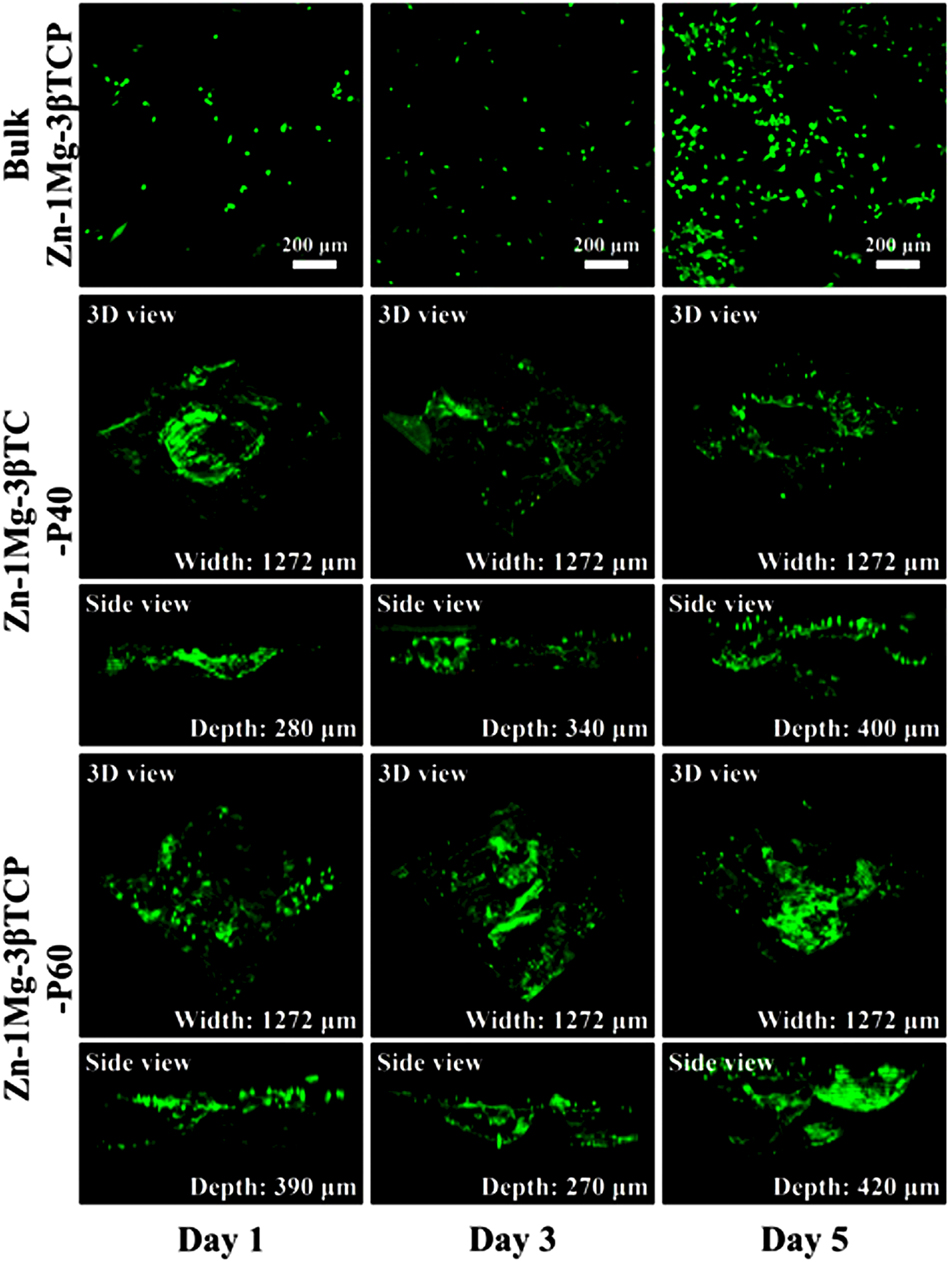
Live/dead staining of MC3T3-E1 osteoblasts with culture duration of 1, 3 and 5 days on the surface of bulk Zn–1Mg–3βTCP, Zn–1Mg–3βTCP–P40 scaffold and Zn–1Mg–3βTCP–P60 scaffold. Reprinted from Yao et al. (2023) with permission from Elsevier.
Although the space holder approach is inexpensive and may achieve different levels of porosity in a sample, it cannot provide effective control of open porosity or porosities of ordered nature. To address this issue, Sharma and Pandey (2018a, 2018b) and Sharma et al. (2020) fabricated topologically ordered porous iron scaffold (TOPIS) by incorporating template-based additive manufacturing and pressureless microwave sintering process. The use of additive manufacturing in designing the sacrificial scaffold provided flexibility in adjusting the open pore sizes and shapes to achieve varying porosity levels. Further, the use of pressureless microwave sintering (no compaction step) induced microporosity in the TOPIS sample which enhanced the corrosion rate of the scaffolds in the SBF medium. The scaffold samples with a porosity range of 45.6–86.9 % had a UCS value of 13–52 MPa, plateau stress of 4–21.5 MPa, and an elastic modulus of 0.2–0.85 GPa, all of which fall within the mechanical property range of cancellous bone. The maximum corrosion rate (2.25 mmpy) was obtained for truncated octahedron-based unit cell scaffolds having 80.97 % porosity (designed macro pore + micropores). The indirect and direct cytotoxicity test performed with mouse fibroblast 3T3 cells showed a significant reduction in cell viability and cell count with an increase in the treatment duration. Further, the sample with the highest porosity and highest degradation rate showed the maximum reduction in cell viability and maximum cell death implying high Fe concentration (>5 μg/ml) may adversely affect cell proliferation. Recently, Tripathi and Pandey (2024) designed Fe–3HAP scaffold having a hollow core which showed a CYS value of 17.62 ± 1.1 MPa and a corrosion rate of 1.68 ± 0.06 mmpy (when tested in SBF). Similarly, Mishra and Pandey (2021) used micro extrusion-based additive manufacturing technique in conjunction with microwave sintering and obtained TOPIS samples of different unit cell shapes and size. The method incorporated by Mishra and Pandey (2021) reduced the processing steps as compared to (Sharma and Pandey 2018a) by eliminating the mould preparation step. However, scaffold preparation utilising direct metal printing requires spherical powders and specialized metal 3D printers such as selective laser sintering and direct energy deposition, making the technique more costly than the space holder approach.
Insights obtained from the literature review on Fe and Zn-based scaffolds can be summarized as follows:
The mechanical properties of Fe and Zn-based scaffolds are equivalent to those of cancellous bone.
The optimum porosity range in Fe and Zn-based scaffolds is 40–60 %, beyond which both the mechanical properties and cytocompatibility are adversely affected.
Bone scaffolds with random porosity can be fabricated by spaceholder method by using compaction and sintering techniques. The process is cheap and a high level of porosity (>70 %) can be obtained with this method.
Without the use of any pressure, conventional sintering and microwave sintering can produce Fe and Zn-based scaffolds with both designed macro porosity and random microporosity. However, the precursor powders should be spherical in nature to facilitate pressureless sintering.
6 Clinical use of iron and zinc-based alloys fabricated by powder metallurgy
The pure Fe sample of dimension ϕ 6.5 mm and 2 mm height prepared by tube furnace was implanted into the dorsal region of Wistar rats (Paim et al. 2020). The follow-up study up to 6 months did not show any significant mass loss indicating the in-vivo mass loss rate of pure Fe to be lower than that of the in-vitro mass loss rate. As the sample was prepared through compaction, the porosity level and the pore size present in the implanted cylinder was smaller which explains its very low corrosion rate in vivo. Irrespective of insignificant mass loss of implants, the implant site showed proliferation of connective tissue and no iron accumulation in the tissue and organs. To improve the biodegradability and bioactivity of Fe, Ulum et al. (2014) prepared HAP and TCP-reinforced Fe composite (5 × 2 × 0.5 mm3) using compaction and conventional tube furnace sintering. The implants were placed in flattened bone defects drilled under the radius periosteum membrane of the radial forelegs in the medio proximal area of five male sheep. This study used radiodensity for the qualitative examination of the degradation process. Among all the composite, Fe-5wt% TCP showed the highest decrease in radiodensity value at the end of the 70-day follow up period indicating higher degradation as compared to Fe-5wt% HAP composite and pure Fe. However, the study did not provide a time frame for the complete degradation of the implant in an in-vivo environment. Recently, Dargusch et al. (2021) investigated the in-vivo (rat model) performance of Fe–35Mn and Fe–35Mn–1Ag alloy prepared through conventional sintering. The degradation rate and in-vivo biocompatibility of Fe-based alloys were compared against frequently used WE43 Mg alloy. Interestingly, this study observed gas pocket formation in Fe–35Mn and Fe–35Mn–1Ag alloy for the first time similar to that of WE43. However, the gas pockets dispersed in between the 4–12 week implantation period. The comparison between the in-vivo corrosion rate showed that the degradation rate of all the alloys was found to be maximum during the 4-week implantation period. The Fe–35Mn–1Ag alloy showed a corrosion rate of 0.22 ± 0.017 and 0.14 ± 0.019 mmpy at the end of 4 weeks and 12 weeks respectively which was comparable to the corrosion rate obtained by WE43 i.e. 0.26 ± 0.013 and 0.17 ± 0.014 for 4 and 12 week period respectively in male rats. However, the Fe–35Mn showed a low corrosion rate of 0.06 ± 0.005 at the end of the 12-week implantation period due to the absence of micro-galvanic corrosion. The Fe–35Mn–1Ag alloy did not show any chronic toxicity during the 12-week study period despite the early inflammatory response. Also, macrophage assisted transportation of degradation products away from the implantation site was also confirmed from this study. Mandal et al. (2021) assessed the in-vivo performance of Fe–25Mn–10Cu porous scaffold by implanting it in rabbit femurs and examining the bone growth at 30 and 90 days after sacrificing the rabbits. The µ-CT images taken at 30 and 90 days indicated the presence of irregularly shaped bone tissues and regularly shaped bone tissue (bone remodelling) respectively around the bone-implant interface. The scaffold with the highest porosity (76 %) demonstrated remarkable bone regeneration both within and outside of the scaffold. The histological analysis, depicted in Figure 10A, showed the presence of Haversian canals, osteoblasts and osteoclasts in abundance at the 30-day implantation period. At the 90-day implantation period, an enhanced proliferation of osseous structure was observed for all the samples. The samples with 62 % and 76 % porosity exhibited more osteoblast and osteoclast infiltration suggesting high level of bone regeneration which can be seen from Figure 10B.
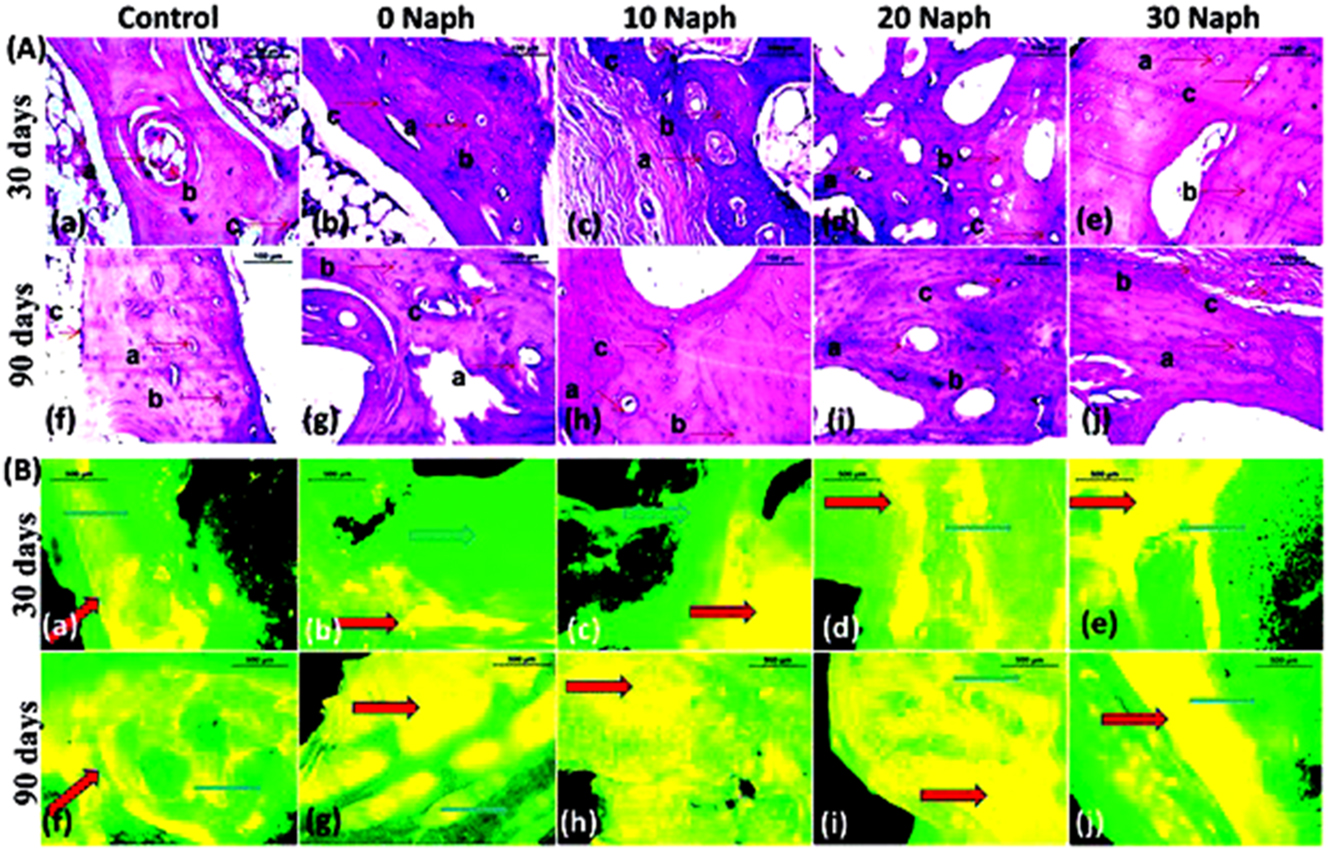
Histological H&E staining and fluorescence micrograph of implanted Fe-Mn-Cu scaffolds: (A) Histological H&E staining of implanted samples (a–e) at 30 days and (f–j) at 90 days (a: Haversian canal, b: osteoblasts, c: osteoclasts). (B) Fluorescence micrograph of the bone-implant interface (a–e) at 30 days and (f–j) at 90 days (red arrow: new bone, blue arrow: old bone). Reprinted from Mandal et al. (2021) with permission from Royal Society of Chemistry.
The in-vivo investigations on Zn-based systems manufactured using PM methods are limited in the literature. The authors can find only one study reported by Yang et al. (2018) which incorporated pure Zn and Zn–5HAP composite fabricated through the SPS technique in a rat femur condyle model. Pure Zn and Zn–5HAP cylinders of dimension (ϕ2 mm × 5 mm) were implanted into the left or right femur condyle of rats and the condyles were examined by micro-CT and histomorphometric analysis at 4 or 8 weeks. The Zn–5HAP exhibited rougher surface morphology with a decrease in the volume of the implant of 3.2 ± 0.56 % at the end of 8 weeks which was higher than the decrease in volume of the implant in the case of pure Zn (1.7 ± 1.02 %). Although there was no significant difference in the degradation volume of both the material, the Zn–5HAP showed a localized form of corrosion whereas pure Zn exhibited uniform corrosion mode. At week 8, the Zn–5HAP composite had a stronger effect on stimulating new bone production by replacement of fibrous layer by new bone tissue which can be seen from the Van Gieson staining of hard tissue sections given in Figure 11.
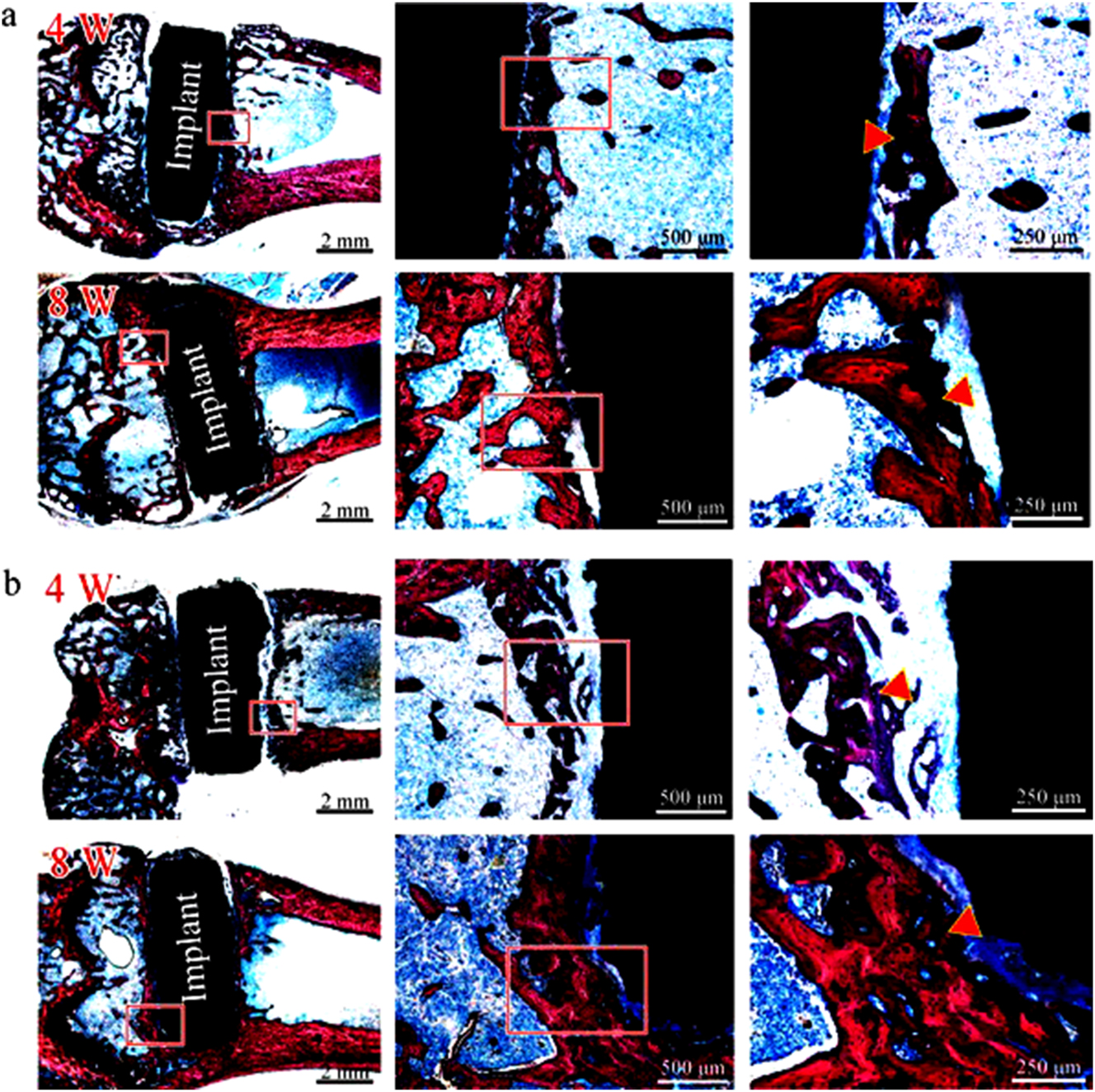
Histological staining (Van Gieson) of hard tissue sections at weeks 4 and 8 for (a) pure Zn and (b) Zn–5HAP composite. Red rectangles: magnified bone-implant interface, red triangle: newly formed bone. Reprinted from Yang et al. (2018) with permission from Elsevier.
By comparing the in-vitro and in-vivo corrosion rates of Fe and Zn-based implants, it can be inferred that the in-vivo degradation rate is always lower than the in-vitro corrosion rate. This observation is supported by multiple studies (Dargusch et al. 2021; Kiær et al. 1992; Kraus et al. 2014; Ulum et al. 2014; Yang et al. 2018). The reason for such behaviour can be ascribed to limited oxygen availability in the surrounding tissue of implants (in vivo) which inhibits the cathodic oxygen reduction reaction. Hence, the mass transport of dissolved oxygen to the metal surface becomes the rate-determining step in the in-vivo condition.
7 Outlook and conclusion
With careful adjustment of the degradation behaviour and improvement in bioactivity, Fe and Zn-based bioimplants can be a superior option to Mg-based bioimplants. The addition of nobler elements to the Fe and Zn matrix enhances the overall corrosion rate by accelerating galvanic corrosion. Elements like Ag, C, Mn, and Pd have been known to enhance the corrosion kinetics in Fe-containing systems whereas elements like Mn, and Fe have been reported to increase the corrosion rate in Zn-containing systems. The biocompatibility and corrosion rate are concurrently improved by adding bioceramics like HAP and bioglass to the Fe and Zn matrix. However, the volume fraction of the second phase should be optimized to achieve desirable mechanical, electrochemical, and biological performance. The benefits of PM approaches, such as porosity control and manufacturing of complicated geometry to enhance the corroding surface area, can be used to improve the deterioration rate of Fe and Zn-based bioimplants. Although research on the fabrication of Fe and Zn-based bioimplants by PM route increased significantly in the last decade, certain issues have to be addressed to facilitate their medical use which is summarized below.
More long-term in-vivo investigations on Fe and Zn-based PM implants are needed to completely understand their biodegradability and biocompatibility nature. Specifically, the effect of constituent element ions on tissue growth must be addressed and the safe dosage of constituent element ions should be identified.
The role of dissolved oxygen in the in-vitro testing media on the corrosion rate of the Fe and Zn-based implant should be considered to minimize the mismatch between the in-vivo and in-vitro corrosion rate.
Perfusion bioreactor can be used to perform in-vitro studies to closely mimic the dynamic in-vivo environment.
Time-dependent decrease in the mechanical properties and fracture modes of Fe and Zn-based load bearing implants in in-vitro tests must be explored to eliminate the possibility of premature implant failure.
The adverse effect of the high rate of corrosion on cell proliferation of highly porous (>60 %) Fe and Zn-based scaffolds can be mitigated by providing bioactive reinforcement in the scaffold matrix or bioactive coatings over the scaffold surface.
The effective surface area that is in direct contact with the corrosion medium can be optimized to adjust the corrosion rate in the initial period of implantation. Additive manufacturing combined with the PM route can be used for this purpose.
About the authors

Mr. Priyabrata Das is currently pursuing his doctoral research at IIT Delhi in the area of multi principal element alloy design and fabrication. He has been awarded the prestigious Prime Minister Research Fellowship for carrying out his doctoral research at IIT Delhi. Prior to joining IIT Delhi, he has completed his M. Tech. degree in Metallurgical and Materials Engineering from the Indian Institute of Technology Bhubaneswar in 2020 with an academic excellence award. His M. Tech thesis was jointly developed by IIT Bhubaneswar and Saint Gobain Research India. He has published 8 peer reviewed papers in international journals and filed 1 patent.

Dr. Dayanidhi Krishana Pathak obtained a Master’s degree in Production Engineering from MNNIT Allahabad and a PhD degree from Indian Institute of Technology Delhi. He is currently working as Assistant Professor in Department of Mechanical and Automation Engineering at G.B. Pant DSEU Okhla-I Campus (formerly known as G. B. Pant Govt. Engineering College) New Delhi. He actively works in the area of biodegradable implants and powder metallurgy. He has published more than 10 publications and 1 patent (granted) to his credit.

Dr. Pawan Sharma is currently working as Assistant Professor in Department of Mechanical Engineering, IIT BHU. He obtained his Master’s degree and PhD degree from MNNIT Allahabad and IIT Delhi, respectively. He also served as Assistant Professor in SVNIT, Surat before joining IIT BHU. His research interests are in corrosion, additive manufacturing and powder metallurgy. He has more than 10 publications in well-known peer reviewed journals and 2 patents (granted).

Dr. Pulak Mohan Pandey is currently IHFC chair Professor (HAG) in the Department of Mechanical Engineering in Indian Institute of Technology (IIT), Delhi. Dr. Pandey has a prolific research profile in the field of rapid prototyping and tooling, reverse engineering, material development, non-traditional machining and finishing, and biomedical applications of 3D printed parts. He has approximately 230 international journal papers, 53 international/national refereed conference papers and 21 patents (granted) to his credit.
Acknowledgments
Not applicable.
-
Research ethics: Not applicable.
-
Informed consent: Not applicable.
-
Author contributions: The authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Use of Large Language Models, AI and Machine Learning Tools: None declared.
-
Conflict of interest: The authors state no conflict of interest.
-
Research funding: None declared.
-
Data availability: Not applicable.
References
Agrawal, D. (2013). Microwave sintering of metal powders. In: Chang, I. and Zhao, Y. (Eds.). Advances in powder metallurgy: properties, processing and applications. Woodhead Publishing, Cambridge, pp. 361–379.10.1533/9780857098900.3.361Suche in Google Scholar
Alam, M.A., Ya, H.H., Azeem, M., Hussain, P.B., Salit, M.S.B., Khan, R., Arif, S., and Ansari, A.H. (2020). Modelling and optimisation of hardness behaviour of sintered Al/SiC composites using RSM and ANN: a comparative study. J. Mater. Res. Technol. 9: 14036–14050, https://doi.org/10.1016/j.jmrt.2020.09.087.Suche in Google Scholar
Alvarez, K. and Nakajima, H. (2009). Metallic scaffolds for bone regeneration. Materials 2: 790, https://doi.org/10.3390/ma2030790.Suche in Google Scholar
Bagha, P.S., Khaleghpanah, S., Sheibani, S., Khakbiz, M., and Zakeri, A. (2018). Characterization of nanostructured biodegradable Zn-Mn alloy synthesized by mechanical alloying. J. Alloys Compd. 735: 1319–1327, https://doi.org/10.1016/j.jallcom.2017.11.155.Suche in Google Scholar
Bairagi, D. and Mandal, S. (2022). A comprehensive review on biocompatible Mg-based alloys as temporary orthopaedic implants: current status, challenges, and future prospects. J. Magnesium Alloys 10: 627–669, https://doi.org/10.1016/j.jma.2021.09.005.Suche in Google Scholar
Barfeie, A., Wilson, J., and Rees, J. (2015). Implant surface characteristics and their effect on osseointegration. Br. Dent. J. 218: E9, https://doi.org/10.1038/sj.bdj.2015.171.Suche in Google Scholar PubMed
Beaufay, F., Quarles, E., Franz, A., Katamanin, O., Wholey, W.Y., and Jakob, U. (2020). Polyphosphate functions in vivo as an iron chelator and fenton reaction inhibitor. mBio 11: 1–14, https://doi.org/10.1128/mbio.01017-20.Suche in Google Scholar
Blackwood, D.J. (2003). Biomaterials: past successes and future problems. Corros. Rev. 21: 97–124, https://doi.org/10.1515/corrrev.2003.21.2-3.97.Suche in Google Scholar
Čapek, J., Vojtěch, D., and Oborná, A. (2015). Microstructural and mechanical properties of biodegradable iron foam prepared by powder metallurgy. Mater. Des. 83: 468–482, https://doi.org/10.1016/j.matdes.2015.06.022.Suche in Google Scholar
Čapek, J., Stehlíková, K., Michalcová, A., Msallamová, Š., and Vojtěch, D. (2016). Microstructure, mechanical and corrosion properties of biodegradable powder metallurgical Fe-2 wt% X (X = Pd, Ag and C) alloys. Mater. Chem. Phys. 181: 501–511, https://doi.org/10.1016/j.matchemphys.2016.06.087.Suche in Google Scholar
Čapek, J., Msallamová, Š., Jablonská, E., Lipov, J., and Vojtěch, D. (2017). A novel high-strength and highly corrosive biodegradable Fe-Pd alloy: structural, mechanical and in vitro corrosion and cytotoxicity study. Mater. Sci. Eng. C 79: 550–562, https://doi.org/10.1016/j.msec.2017.05.100.Suche in Google Scholar PubMed
Carluccio, D., Bermingham, M., Kent, D., Demir, A.G., Previtali, B., and Dargusch, M.S. (2019). Comparative study of pure iron manufactured by selective laser melting, laser metal deposition, and casting processes. Adv. Eng. Mater. 21: 1900049, https://doi.org/10.1002/adem.201900049.Suche in Google Scholar
Cheng, J., Shao, Z., Xu, T., Liang, D., and Wei, W. (2022). The advantages of microwave in using engineering spoil to sinter bricks. J. Build. Eng. 57: 104940, https://doi.org/10.1016/j.jobe.2022.104940.Suche in Google Scholar
Clares, A.P., Gao, Y., Stebbins, R., Duin, A.C.T., and Manogharan, G. (2022). Increasing density and mechanical performance of binder jetting processing through bimodal particle size distribution. Mater. Sci. Addit. Manuf. 1: 20, https://doi.org/10.18063/MSAM.V1I3.20.Suche in Google Scholar
Dargusch, M.S., Dehghan-Manshadi, A., Shahbazi, M., Venezuela, J., Tran, X., Song, J., Liu, N., Xu, C., Ye, Q., and Wen, C. (2019). Exploring the role of manganese on the microstructure, mechanical properties, biodegradability, and biocompatibility of porous iron-based scaffolds. ACS Biomater. Sci. Eng. 5: 1686–1702, https://doi.org/10.1021/acsbiomaterials.8b01497.Suche in Google Scholar PubMed
Dargusch, M.S., Venezuela, J., Dehghan-Manshadi, A., Johnston, S., Yang, N., Mardon, K., Lau, C., and Allavena, R. (2021). In vivo evaluation of bioabsorbable Fe-35Mn-1Ag: first reports on in vivo hydrogen gas evolution in Fe-based implants. Adv. Healthcare Mater. 10: 2000667, https://doi.org/10.1002/adhm.202000667.Suche in Google Scholar PubMed
Das, P. and Pandey, P.M. (2024). Multi-objective optimization and machine learning assisted design and synthesis of magnesium based novel non-equiatomic medium entropy alloy. J. Alloys Compd. 985: 174066, https://doi.org/10.1016/j.jallcom.2024.174066.Suche in Google Scholar
Das, P., Kumar, T.S.S., Sahu, K.K., and Gollapudi, S. (2022a). Corrosion, stress corrosion cracking and corrosion fatigue behavior of magnesium alloy bioimplants. Corros. Rev. 40: 289–333, https://doi.org/10.1515/corrrev-2021-0088.Suche in Google Scholar
Das, P., Nandan, R., and Pandey, P.M. (2022b). A review on corrosion properties of high entropy alloys fabricated by additive manufacturing. Trans. Indian Inst. Met. 75: 2465–2476, https://doi.org/10.1007/s12666-022-02610-9.Suche in Google Scholar
Dehestani, M., Adolfsson, E., and Stanciu, L.A. (2016). Mechanical properties and corrosion behavior of powder metallurgy iron-hydroxyapatite composites for biodegradable implant applications. Mater. Des. 109: 556–569, https://doi.org/10.1016/j.matdes.2016.07.092.Suche in Google Scholar
Demirskyi, D., Agrawal, D., and Ragulya, A. (2011). Neck growth kinetics during microwave sintering of nickel powder. J. Alloys Compd. 509: 1790–1795, https://doi.org/10.1016/j.jallcom.2010.10.042.Suche in Google Scholar
Dong, X.N., Acuna, R.L., Luo, Q., and Wang, X. (2012). Orientation dependence of progressive post-yield behavior of human cortical bone in compression. J. Biomech. 45: 2829–2834, https://doi.org/10.1016/j.jbiomech.2012.08.034.Suche in Google Scholar
Dong, H., Lin, F., Boccaccini, A.R., and Virtanen, S. (2021). Corrosion behavior of biodegradable metals in two different simulated physiological solutions: comparison of Mg, Zn and Fe. Corros. Sci. 182: 109278, https://doi.org/10.1016/j.corsci.2021.109278.Suche in Google Scholar
Feng, Y.P., Blanquer, A., Fornell, J., Zhang, H., Solsona, P., Baró, M.D., Suriñach, S., Ibáñez, E., García-Lecina, E., Wei, X., et al.. (2016). Novel Fe–Mn–Si–Pd alloys: insights into mechanical, magnetic, corrosion resistance and biocompatibility performances. J. Mater. Chem. B 4: 6402–6412, https://doi.org/10.1039/c6tb01951j.Suche in Google Scholar
Frossard, E., Bucher, M., Mächler, F., Mozafar, A., and Hurrell, R. (2000). Potential for increasing the content and bioavailability of Fe, Zn and Ca in plants for human nutrition. J. Sci. Food Agric. 80: 861–879, https://doi.org/10.1002/(sici)1097-0010(20000515)80:7<861::aid-jsfa601>3.3.co;2-g.10.1002/(SICI)1097-0010(20000515)80:7<861::AID-JSFA601>3.3.CO;2-GSuche in Google Scholar
Ganesh, V.V. and Gupta, M. (2000). Synthesis and characterization of stiffness-critical materials using interconnected wires as reinforcement. Mater. Res. Bull. 35: 2275–2286, https://doi.org/10.1016/s0025-5408(00)00445-1.Suche in Google Scholar
German, R.M. (1992). Prediction of sintered density for bimodal powder mixtures. Metall. Trans. A. 23: 1455–1465, https://doi.org/10.1007/BF02647329.Suche in Google Scholar
Grün, N.G., Holweg, P., Tangl, S., Eichler, J., Berger, L., van den Beucken, J.J.J.P., Löffler, J.F., Klestil, T., and Weinberg, A.M. (2018). Comparison of a resorbable magnesium implant in small and large growing-animal models. Acta Biomater. 78: 378–386, https://doi.org/10.1016/j.actbio.2018.07.044.Suche in Google Scholar
Guillon, O., Gonzalez-Julian, J., Dargatz, B., Kessel, T., Schierning, G., Räthel, J., and Herrmann, M. (2014). Field-assisted sintering technology/spark plasma sintering: mechanisms, materials, and technology developments. Adv. Eng. Mater. 16: 830–849, https://doi.org/10.1002/adem.201300409.Suche in Google Scholar
Güley, V., Ben Khalifa, N., and Tekkaya, A.E. (2010). Direct recycling of 1050 aluminum alloy scrap material mixed with 6060 aluminum alloy chips by hot extrusion. Int. J. Material Form. 3: 853–856, https://doi.org/10.1007/s12289-010-0904-z.Suche in Google Scholar
Gunnewiek, R.F.K. and Kiminami, R.H.G.A. (2014). Effect of heating rate on microwave sintering of nanocrystalline zinc oxide. Ceram. Int. 40: 10667–10675, https://doi.org/10.1016/j.ceramint.2014.03.051.Suche in Google Scholar
Hänzi, A.C., Gunde, P., Schinhammer, M., and Uggowitzer, P.J. (2009). On the biodegradation performance of an Mg-Y-RE alloy with various surface conditions in simulated body fluid. Acta Biomater. 5: 162–171, https://doi.org/10.1016/j.actbio.2008.07.034.Suche in Google Scholar PubMed
Hermawan, H. (2018). Updates on the research and development of absorbable metals for biomedical applications. Prog. Biomater. 7: 93–110, https://doi.org/10.1007/s40204-018-0091-4.Suche in Google Scholar PubMed PubMed Central
Hermawan, H., Alamdari, H., Mantovani, D., and Dubé, D. (2008). Iron–manganese: new class of metallic degradable biomaterials prepared by powder metallurgy. Powder Metall. 51: 38–45, https://doi.org/10.1179/174329008x284868.Suche in Google Scholar
Herrmann, M., Shen, Z., Schulz, I., Hu, J., and Janear, B. (2010). Silicon nitride nanoceramics densified by dynamic grain sliding. J. Mater. Res. 25: 2354–2361, https://doi.org/10.1557/jmr.2010.0313.Suche in Google Scholar
Holzapfel, B.M., Reichert, J.C., Schantz, J.T., Gbureck, U., Rackwitz, L., Nöth, U., Jakob, F., Rudert, M., Groll, J., and Hutmacher, D.W. (2013). How smart do biomaterials need to be? A translational science and clinical point of view. Adv. Drug Delivery Rev. 65: 581–603, https://doi.org/10.1016/j.addr.2012.07.009.Suche in Google Scholar PubMed
Huang, T., Cheng, J., and Zheng, Y.F. (2014). In vitro degradation and biocompatibility of Fe-Pd and Fe-Pt composites fabricated by spark plasma sintering. Mater. Sci. Eng., C 35: 43–53, https://doi.org/10.1016/j.msec.2013.10.023.Suche in Google Scholar PubMed
Huang, T., Cheng, J., Bian, D., and Zheng, Y. (2016). Fe–Au and Fe–Ag composites as candidates for biodegradable stent materials. J. Biomed. Mater. Res. B Appl. Biomater. 104: 225–240, https://doi.org/10.1002/jbm.b.33389.Suche in Google Scholar PubMed
Huang, S.M., Nauman, E.A., and Stanciu, L.A. (2019). Investigation of porosity on mechanical properties, degradation and in-vitro cytotoxicity limit of Fe30Mn using space holder technique. Mater. Sci. Eng. C 99: 1048–1057, https://doi.org/10.1016/j.msec.2019.02.055.Suche in Google Scholar PubMed
Hutmacher, D.W. (2000). Scaffolds in tissue engineering bone and cartilage. Biomaterials 21: 2529–2543, https://doi.org/10.1016/s0142-9612(00)00121-6.Suche in Google Scholar PubMed
Institute of Medicine (US) Standing Committee on the Scientific Evaluation of Dietary Reference Intakes (1997). Dietary reference intakes for calcium, phosphorus, magnesium, vitamin D, and fluoride. National Academies Press (US), Washington, DC.Suche in Google Scholar
Institute of Medicine (US) Panel on Micronutrients (2001). Dietary reference intakes for vitamin A, vitamin K, arsenic, boron, chromium, copper, iodine, iron, manganese, molybdenum, nickel, silicon, vanadium, and zinc. National Academies Press (US), Washington, DC.Suche in Google Scholar
ISO 10993-5:2009 (2009). Biological evaluation of medical devices — Part 5: tests for in vitro cytotoxicity.Suche in Google Scholar
Kamrani, S. and Fleck, C. (2019). Biodegradable magnesium alloys as temporary orthopaedic implants: a review. BioMetals 32: 185–193, https://doi.org/10.1007/s10534-019-00170-y.Suche in Google Scholar PubMed
Kiær, T., Dahl, B., and Lausten, G. (1992). Partial pressures of oxygen and carbon dioxide in bone and their correlation with bone-blood flow: effect of decreased arterial supply and venous congestion on intraosseous oxygen and carbon dioxide in an animal model. J. Orthop. Res. 10: 807–812, https://doi.org/10.1002/jor.1100100609.Suche in Google Scholar PubMed
Kraus, T., Moszner, F., Fischerauer, S., Fiedler, M., Martinelli, E., Eichler, J., Witte, F., Willbold, E., Schinhammer, M., Meischel, M., et al.. (2014). Biodegradable Fe-based alloys for use in osteosynthesis: outcome of an in vivo study after 52 weeks. Acta Biomater. 10: 3346–3353, https://doi.org/10.1016/j.actbio.2014.04.007.Suche in Google Scholar PubMed
Krężel, A. and Maret, W. (2016). The biological inorganic chemistry of zinc ions. Arch. Biochem. Biophys. 611: 3–19, https://doi.org/10.1016/j.abb.2016.04.010.Suche in Google Scholar PubMed PubMed Central
Kubáse, J., Dvorský, D., Čapek, J., Pinc, J., and Vojtěch, D. (2019). Zn-Mg biodegradable composite: novel material with tailored mechanical and corrosion properties. Materials 12: 3930, https://doi.org/10.3390/ma12233930.Suche in Google Scholar PubMed PubMed Central
Kumar, A. and Pandey, P.M. (2020). Development of Mg based biomaterial with improved mechanical and degradation properties using powder metallurgy. J. Magnesium Alloys 8: 883–898, https://doi.org/10.1016/j.jma.2020.02.011.Suche in Google Scholar
Ledbetter, H.M. (1977). Elastic properties of zinc: a compilation and a review. J. Phys. Chem. Ref. Data 6: 1181–1203, https://doi.org/10.1063/1.555564.Suche in Google Scholar
Lee, S., Choi, G., Choi, J., Kim, Y., and Kim, H.K. (2023). Effect of high-speed sintering on the marginal and internal fit of CAD/CAM-fabricated monolithic zirconia crowns. Sci. Rep. 13: 1–10, https://doi.org/10.1038/s41598-023-44587-5.Suche in Google Scholar PubMed PubMed Central
Levy, G.K., Goldman, J., and Aghion, E. (2017). The prospects of zinc as a structural material for biodegradable implants. A review paper. Metals 7: 402, https://doi.org/10.3390/met7100402.Suche in Google Scholar
Lewis, G. (2013). Properties of open-cell porous metals and alloys for orthopaedic applications. J. Mater. Sci.: Mater. Med. 24: 2293–2325, https://doi.org/10.1007/s10856-013-4998-y.Suche in Google Scholar PubMed
Li, H., Duan, Q.Q., Li, X.W., and Zhang, Z.F. (2007). Compressive and fatigue damage behavior of commercially pure zinc. Mater. Sci. Eng., A 466: 38–46, https://doi.org/10.1016/j.msea.2007.02.062.Suche in Google Scholar
Li, S., Wang, X., Ren, J., Liu, C., Hu, Y., and Yang, Y. (2023). Microstructure, mechanical property and corrosion behavior of biomedical Zn-Fe alloy prepared by low-temperature sintering. J. Alloys Compd. 934: 167812, https://doi.org/10.1016/j.jallcom.2022.167812.Suche in Google Scholar
Lim, S.C.V., Gupta, M., and Lu, L. (2001). Processing, microstructure, and properties of Mg–SiC composites synthesised using fluxless casting process. Mater. Sci. Technol. 17: 823–832, https://doi.org/10.1179/026708301101510591.Suche in Google Scholar
Liu, L., Meng, Y., Volinsky, A.A., Zhang, H.J., and Wang, L.N. (2019). Influences of albumin on in vitro corrosion of pure Zn in artificial plasma. Corros. Sci. 153: 341–356, https://doi.org/10.1016/j.corsci.2019.04.003.Suche in Google Scholar
Liu, Y., Fu, Z., Chu, X., Lu, Y., Zhang, J., Huang, J., Liu, Y., Yan, Y., and Yu, K. (2022). Fabrication and characterization of A Zn-0.5Fe alloy membrane by powder metallurgy route for guided bone regeneration. Mater. Res. Express 9: 065401, https://doi.org/10.1088/2053-1591/ac743d.Suche in Google Scholar
Manchili, S.K., Wendel, J., Hryha, E., and Nyborg, L. (2021). Sintering of bimodal micrometre/nanometre iron powder compacts - A master sintering curve approach. Powder Technol. 391: 557–568, https://doi.org/10.1016/J.POWTEC.2021.06.052.Suche in Google Scholar
Mandal, S., Viraj, Nandi, S.K., and Roy, M. (2021). Effects of multiscale porosity and pore interconnectivity on in vitro and in vivo degradation and biocompatibility of Fe–Mn–Cu scaffolds. J. Mater. Chem. B 9: 4340–4354, https://doi.org/10.1039/d1tb00641j.Suche in Google Scholar PubMed
Marshall, D.B., Noma, T., and Evans, A.G. (1982). A simple method for determining elastic-modulus–to-hardness ratios using Knoop indentation measurements. J. Am. Ceram. Soc. 65: c175–c176, https://doi.org/10.1111/j.1151-2916.1982.tb10357.x.Suche in Google Scholar
Meenashisundaram, G.K., Seetharaman, S., and Gupta, M. (2014). Enhancing overall tensile and compressive response of pure Mg using nano-TiB2 particulates. Mater. Charact. 94: 178–188, https://doi.org/10.1016/j.matchar.2014.05.021.Suche in Google Scholar
Mehta, A., Vasudev, H., and Jeyaprakash, N. (2023). Role of sustainable manufacturing approach: microwave processing of materials. Int. J. Interact. Des. Manuf.: 1–17, https://doi.org/10.1007/s12008-023-01318-4.Suche in Google Scholar
Mezzaroba, L., Alfieri, D.F., Colado Simão, A.N., and Vissoci Reiche, E.M. (2019). The role of zinc, copper, manganese and iron in neurodegenerative diseases. Neurotoxicology 74: 230–241, https://doi.org/10.1016/j.neuro.2019.07.007.Suche in Google Scholar PubMed
Mirzaali, M.J., Schwiedrzik, J.J., Thaiwichai, S., Best, J.P., Michler, J., Zysset, P.K., and Wolfram, U. (2016). Mechanical properties of cortical bone and their relationships with age, gender, composition and microindentation properties in the elderly. Bone 93: 196–211, https://doi.org/10.1016/j.bone.2015.11.018.Suche in Google Scholar PubMed
Mishra, D.K. and Pandey, P.M. (2020). Effect of sintering parameters on the microstructure and compressive mechanical properties of porous Fe scaffold fabricated using 3D printing and pressure less microwave sintering. Proc. IME C J. Mech. Eng. Sci. 234: 4305–4320, https://doi.org/10.1177/0954406220921416.Suche in Google Scholar
Mishra, D.K. and Pandey, P.M. (2021). Effects of morphological characteristics on the mechanical behavior of 3D printed ordered pore topological Fe scaffold. Mater. Sci. Eng., A 804: 140759, https://doi.org/10.1016/j.msea.2021.140759.Suche in Google Scholar
Montani, M., Demir, A.G., Mostaed, E., Vedani, M., and Previtali, B. (2017). Processability of pure Zn and pure Fe by SLM for biodegradable metallic implant manufacturing. Rapid Prototyp. J. 23: 514–523, https://doi.org/10.1108/rpj-08-2015-0100.Suche in Google Scholar
Moravej, M., Prima, F., Fiset, M., and Mantovani, D. (2010). Electroformed iron as new biomaterial for degradable stents: development process and structure–properties relationship. Acta Biomater. 6: 1726–1735, https://doi.org/10.1016/j.actbio.2010.01.010.Suche in Google Scholar PubMed
Morgan, E.F., Unnikrisnan, G.U., and Hussein, A.I. (2018). Bone mechanical properties in healthy and diseased states. Annu. Rev. Biomed. Eng. 20: 119–143, https://doi.org/10.1146/annurev-bioeng-062117-121139.Suche in Google Scholar PubMed PubMed Central
Naghavi, S.A., Lin, C., Sun, C., Tamaddon, M., Basiouny, M., Garcia-Souto, P., Taylor, S., Hua, J., Li, D., Wang, L., et al.. (2022). Stress shielding and bone resorption of press-fit polyether–ether–ketone (PEEK) hip prosthesis: a sawbone model study. Polymers 14: 4600, https://doi.org/10.3390/polym14214600.Suche in Google Scholar PubMed PubMed Central
Oghbaei, M. and Mirzaee, O. (2010). Microwave versus conventional sintering: a review of fundamentals, advantages and applications. J. Alloys Compd. 494: 175–189, https://doi.org/10.1016/j.jallcom.2010.01.068.Suche in Google Scholar
Oh, J.W., Bollina, R., Lee, W.S., and Park, S.J. (2016). Effect of nanopowder ratio in bimodal powder mixture on powder injection molding. Powder Technol. 302: 168–176, https://doi.org/10.1016/J.POWTEC.2016.08.051.Suche in Google Scholar
Paim, T.C., Wermuth, D.P., Bertaco, I., Zanatelli, C., Naasani, L.I.S., Slaviero, M., Driemeier, D., Schaeffer, L., and Wink, M.R. (2020). Evaluation of in vitro and in vivo biocompatibility of iron produced by powder metallurgy. Mater. Sci. Eng. C 115: 111129, https://doi.org/10.1016/j.msec.2020.111129.Suche in Google Scholar PubMed
Pathak, D.K. and Pandey, P.M. (2020). An experimental investigation of the fabrication of biodegradable zinc–hydroxyapatite composite material using microwave sintering. Proc. IME C J. Mech. Eng. Sci. 234: 2863–2880, https://doi.org/10.1177/0954406220910445.Suche in Google Scholar
Pathak, D.K. and Pandey, P.M. (2021). Effect of 2 wt.% addition of Fe on the compressive properties and corrosion behavior of Zn-HAp-Fe material. J. Mater. Eng. Perform. 30: 3510–3523, https://doi.org/10.1007/s11665-021-05632-4.Suche in Google Scholar
Peroglio, M., Meunier, C., Favre, J., Faucheu, J., and Petit, C. (2022). A parametric study of conventional and high-speed microwave sintering of robocast porcelain. Open Ceram. 9: 100246, https://doi.org/10.1016/j.oceram.2022.100246.Suche in Google Scholar
Plum, L.M., Rink, L., and Hajo, H. (2010). The essential toxin: impact of zinc on human health. Int. J. Environ. Res. Publ. Health 7: 1342–1365, https://doi.org/10.3390/ijerph7041342.Suche in Google Scholar PubMed PubMed Central
Prasad, K., Bazaka, O., Chua, M., Rochford, M., Fedrick, L., Spoor, J., Symes, R., Tiepoo, M., Collins, C., Cao, A., et al.. (2017). Metallic biomaterials: current challenges and opportunities. Materials 10: 884, https://doi.org/10.3390/ma10080884.Suche in Google Scholar PubMed PubMed Central
Qin, Y., Yang, H., Liu, A., Dai, J., Wen, P., Zheng, Y., Tian, Y., Li, S., and Wang, X. (2022). Processing optimization, mechanical properties, corrosion behavior and cytocompatibility of additively manufactured Zn-0.7Li biodegradable metals. Acta Biomater. 142: 388–401, https://doi.org/10.1016/j.actbio.2022.01.049.Suche in Google Scholar PubMed
Raffa, M.L., Nguyen, V.H., Hernigou, P., Flouzat-Lachaniette, C.H., and Haiat, G. (2021). Stress shielding at the bone-implant interface: influence of surface roughness and of the bone-implant contact ratio. J. Orthop. Res. 39: 1174–1183, https://doi.org/10.1002/jor.24840.Suche in Google Scholar PubMed
Salama, M., Vaz, M.F., Colaço, R., Santos, C., and Carmezim, M. (2022). Biodegradable iron and porous iron: mechanical properties, degradation behaviour, manufacturing routes and biomedical applications. J. Funct. Biomater. 13: 72, https://doi.org/10.3390/jfb13020072.Suche in Google Scholar PubMed PubMed Central
Salehi, M., Maleksaeedi, S., Nai, M.L.S., and Gupta, M. (2019). Towards additive manufacturing of magnesium alloys through integration of binderless 3D printing and rapid microwave sintering. Addit. Manuf. 29: 100790, https://doi.org/10.1016/j.addma.2019.100790.Suche in Google Scholar
Salehi, M., Seet, H.L., Gupta, M., Farnoush, H., Maleksaeedi, S., and Nai, M.L.S. (2021). Rapid densification of additive manufactured magnesium alloys via microwave sintering. Addit. Manuf. 37: 101655, https://doi.org/10.1016/j.addma.2020.101655.Suche in Google Scholar
Sankaranarayanan, S., Jayalakshmi, S., and Gupta, M. (2011). Effect of addition of mutually soluble and insoluble metallic elements on the microstructure, tensile and compressive properties of pure magnesium. Mater. Sci. Eng., A 530: 149–160, https://doi.org/10.1016/j.msea.2011.09.066.Suche in Google Scholar
Seetharaman, S., Sankaranarayanan, D., and Gupta, M. (2023). Magnesium-based temporary implants: potential, current status, applications, and challenges. J. Funct. Biomater. 14: 324, https://doi.org/10.3390/jfb14060324.Suche in Google Scholar PubMed PubMed Central
Shankar, A.H. and Prasad, A.S. (1998). Zinc and immune function: the biological basis of altered resistance to infection. Am. J. Clin. Nutr. 68: 447S–463S, https://doi.org/10.1093/ajcn/68.2.447s.Suche in Google Scholar
Sharma, P. and Pandey, P.M. (2018a). A novel manufacturing route for the fabrication of topologically-ordered open-cell porous iron scaffold. Mater. Lett. 222: 160–163, https://doi.org/10.1016/j.matlet.2018.03.206.Suche in Google Scholar
Sharma, P. and Pandey, P.M. (2018b). Morphological and mechanical characterization of topologically ordered open cell porous iron foam fabricated using 3D printing and pressureless microwave sintering. Mater. Des. 160: 442–454, https://doi.org/10.1016/j.matdes.2018.09.029.Suche in Google Scholar
Sharma, N., Alam, S.N., and Ray, B.C. (2019) Fundamentals of spark plasma sintering (SPS): an ideal processing technique for fabrication of metal matrix nanocomposites. In: Cavaliere, P. (Ed.). Spark plasma sintering of materials. Springer, Cham, pp. 21–59.10.1007/978-3-030-05327-7_2Suche in Google Scholar
Sharma, P., Jain, K.G., Pandey, P.M., and Mohanty, S. (2020). In vitro degradation behaviour, cytocompatibility and hemocompatibility of topologically ordered porous iron scaffold prepared using 3D printing and pressureless microwave sintering. Mater. Sci. Eng. C 106: 110247, https://doi.org/10.1016/j.msec.2019.110247.Suche in Google Scholar PubMed
Shen, C., Liu, X., Fan, B., Lan, P., Zhou, F., Li, X., Wang, H., Xiao, X., Li, L., Zhao, S., et al.. (2016). Mechanical properties, in vitro degradation behavior, hemocompatibility and cytotoxicity evaluation of Zn–1.2Mg alloy for biodegradable implants. RSC Adv. 6: 86410–86419, https://doi.org/10.1039/c6ra14300h.Suche in Google Scholar
Shkodich, N.F., Kovalev, I.D., Kuskov, K.V., Kovalev, D.Y., Vergunova, Y.S., Scheck, Y.B., Vadchenko, S.G., Politano, O., Baras, F., and Rogachev, A.S. (2022). Fast mechanical synthesis, structure evolution, and thermal stability of nanostructured CoCrFeNiCu high entropy alloy. J. Alloys Compd. 893: 161839, https://doi.org/10.1016/j.jallcom.2021.161839.Suche in Google Scholar
Shon, J.H., Song, I.B., Cho, K.S., Park, Y.I., Hong, J.K., Park, N.K., and Oh, M.H. (2014). Effect of particle size distribution on microstructure and mechanical properties of spark-plasma-sintered titanium from CP-Ti powders. Int. J. Precis. Eng. Manuf. 15: 643–647, https://doi.org/10.1007/S12541-014-0382-1.Suche in Google Scholar
Sikora-Jasinska, M., Paternoster, C., Mostaed, E., Tolouei, R., Casati, R., Vedani, M., and Mantovani, D. (2017). Synthesis, mechanical properties and corrosion behavior of powder metallurgy processed Fe/Mg2Si composites for biodegradable implant applications. Mater. Sci. Eng. C 81: 511–521, https://doi.org/10.1016/j.msec.2017.07.049.Suche in Google Scholar PubMed
Singh, D., Rana, A., Sharma, P., Pandey, P.M., and Kalyanasundaram, D. (2018). Microwave sintering of Ti6Al4V: optimization of processing parameters for maximal tensile strength and minimal pore size. Metals 8: 1086, https://doi.org/10.3390/met8121086.Suche in Google Scholar
Thomas, S., Birbilis, N., Venkatraman, M.S., and Cole, I.S. (2012). Corrosion of zinc as a function of pH. Corrosion 68: 015009-1, https://doi.org/10.5006/1.3676630.Suche in Google Scholar
Tolouei, R., Harrison, J., Paternoster, C., Turgeon, S., Chevallier, P., and Mantovani, D. (2016). The use of multiple pseudo-physiological solutions to simulate the degradation behavior of pure iron as a metallic resorbable implant: a surface-characterization study. Phys. Chem. Chem. Phys. 18: 19637–19646, https://doi.org/10.1039/c6cp02451c.Suche in Google Scholar PubMed
Tong, X., Zhang, D., Zhang, X., Su, Y., Shi, Z., Wang, K., Lin, J., Li, Y., Lin, J., and Wen, C. (2018). Microstructure, mechanical properties, biocompatibility, and in vitro corrosion and degradation behavior of a new Zn–5Ge alloy for biodegradable implant materials. Acta Biomater. 82: 197–204, https://doi.org/10.1016/j.actbio.2018.10.015.Suche in Google Scholar PubMed
Tripathi, G. and Pandey, P.M. (2023). Experimental investigations into pressureless microwave sintering of iron–hydroxyapatite composite for biodegradable implants. Proc. IME C J. Mech. Eng. Sci. 237: 5933–5950, https://doi.org/10.1177/09544062231166488.Suche in Google Scholar
Tripathi, G. and Pandey, P.M. (2024). Study of compaction-free fabrication of topologically ordered functionally graded iron-hydroxyapatite-zinc biodegradable composite implants. J. Mater. Sci.: 1–17, https://doi.org/10.1007/s10853-024-09786-z.Suche in Google Scholar
Tsakiris, V., Tardei, C., and Clicinschi, F.M. (2021). Biodegradable Mg alloys for orthopedic implants. A review. J. Magnesium Alloys 9: 1884–1905, https://doi.org/10.1016/j.jma.2021.06.024.Suche in Google Scholar
Ulum, M.F., Arafat, A., Noviana, D., Yusop, A.H., Nasution, A.K., Abdul Kadir, M.R., and Hermawan, H. (2014). In vitro and in vivo degradation evaluation of novel iron-bioceramic composites for bone implant applications. Mater. Sci. Eng. C 36: 336–344, https://doi.org/10.1016/j.msec.2013.12.022.Suche in Google Scholar PubMed
Vojtěch, D., Kubásek, J., Čapek, J., and Pospíšilová, I. (2017). Biodegradable metallic materials for temporary medical implants. Mater. Sci. Forum 891: 395–399, https://doi.org/10.4028/www.scientific.net/msf.891.395.Suche in Google Scholar
Wagiman, A., Mustapa, M.S., Asmawi, R., Shamsudin, S., Lajis, M.A., and Mutoh, Y. (2020). A review on direct hot extrusion technique in recycling of aluminium chips. Int. J. Adv. Manuf. Technol. 106: 641–653, https://doi.org/10.1007/s00170-019-04629-7.Suche in Google Scholar
Wang, Z., Wang, C., Li, C., Qin, Y., Zhong, L., Chen, B., Li, Z., Liu, H., Chang, F., and Wang, J. (2017a). Analysis of factors influencing bone ingrowth into three-dimensional printed porous metal scaffolds: a review. J. Alloys Compd. 717: 271–285, https://doi.org/10.1016/j.jallcom.2017.05.079.Suche in Google Scholar
Wang, H., Zheng, Y., Jiang, C., Li, Y., and Fu, Y. (2017b). In vitro corrosion behavior and cytocompatibility of pure Fe implanted with Ta. Surf. Coat. Technol. 320: 201–205, https://doi.org/10.1016/j.surfcoat.2017.01.051.Suche in Google Scholar
Wang, J., Liu, Y., Wang, Y., and Sun, L. (2021). The cross-link between ferroptosis and kidney diseases. Oxid. Med. Cell. Longev. 2021: 6654887, https://doi.org/10.1155/2021/6654887.Suche in Google Scholar PubMed PubMed Central
Wegener, B., Sievers, B., Utzschneider, S., Müller, P., Jansson, V., Rößler, S., Nies, B., Stephani, G., Kieback, B., and Quadbeck, P. (2011). Microstructure, cytotoxicity and corrosion of powder-metallurgical iron alloys for biodegradable bone replacement materials. Mater. Sci. Eng. B 176: 1789–1796, https://doi.org/10.1016/j.mseb.2011.04.017.Suche in Google Scholar
Wu, S., Liu, X., Yeung, K.W.K., Liu, C., and Yang, X. (2014). Biomimetic porous scaffolds for bone tissue engineering. Mater. Sci. Eng. R Rep. 80: 1–36, https://doi.org/10.1016/j.mser.2014.04.001.Suche in Google Scholar
Xu, Z., Hodgson, M.A., and Cao, P. (2015). A comparative study of powder metallurgical (PM) and wrought Fe–Mn–Si alloys. Mater. Sci. Eng., A 630: 116–124, https://doi.org/10.1016/j.msea.2015.02.021.Suche in Google Scholar
Xu, Z., Hodgson, M.A., and Cao, P. (2016). Effect of immersion in simulated body fluid on the mechanical properties and biocompatibility of sintered Fe–Mn-based alloys. Metals 6: 309, https://doi.org/10.3390/met6120309.Suche in Google Scholar
Yan, Y., Qi, Y., Jiang, Q.W., and Li, X.W. (2015). Temperature-dependent compressive deformation behavior of commercially pure iron processed by ECAP. Acta Metall. Sin. 28: 531–541, https://doi.org/10.1007/s40195-015-0229-5.Suche in Google Scholar
Yang, H., Qu, X., Lin, W., Wang, C., Zhu, D., Dai, K., and Zheng, Y. (2018). In vitro and in vivo studies on zinc-hydroxyapatite composites as novel biodegradable metal matrix composite for orthopedic applications. Acta Biomater. 71: 200–214, https://doi.org/10.1016/j.actbio.2018.03.007.Suche in Google Scholar PubMed
Yao, R., Han, S., Sun, Y., Zhao, Y., Shan, R., Liu, L., Yao, X., and Hang, R. (2022). Fabrication and characterization of biodegradable Zn scaffold by vacuum heating-press sintering for bone repair. Biomater. Adv. 138: 212968, https://doi.org/10.1016/j.bioadv.2022.212968.Suche in Google Scholar PubMed
Yao, R., Wang, H., Shan, R., Liu, L., Zhao, Y., Sun, Y., Yao, X., Huang, D., and Hang, R. (2023). Biodegradable porous Zn-1Mg-3βTCP scaffold for bone defect repair: in vitro and in vivo evaluation. J. Mater. Sci. Technol. 162: 189–202, https://doi.org/10.1016/j.jmst.2023.03.055.Suche in Google Scholar
Yu, M., George, C., Cao, Y., Wootton, D., and Zhou, J. (2014). Microstructure, corrosion, and mechanical properties of compression-molded zinc-nanodiamond composites. J. Mater. Sci. 49: 3629–3641, https://doi.org/10.1007/s10853-014-8066-x.Suche in Google Scholar
Zheng, Y.F., Gu, X.N., and Witte, F. (2014). Biodegradable metals. Mater. Sci. Eng. R Rep. 77: 1–34, https://doi.org/10.1016/j.mser.2014.01.001.Suche in Google Scholar
Zioupos, P., Cook, R.B., and Hutchinson, J.R. (2008). Some basic relationships between density values in cancellous and cortical bone. J. Biomech. 41: 1961–1968, https://doi.org/10.1016/j.jbiomech.2008.03.025.Suche in Google Scholar PubMed
Zubizarreta, C., Giménez, S., Martín, J.M., and Iturriza, I. (2009). Effect of the heat treatment prior to extrusion on the direct hot-extrusion of aluminium powder compacts. J. Alloys Compd. 467: 191–201, https://doi.org/10.1016/j.jallcom.2007.12.035.Suche in Google Scholar
© 2024 the author(s), published by De Gruyter, Berlin/Boston
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Frontmatter
- Reviews
- A review on the mechanical and biocorrosion behaviour of iron and zinc-based biodegradable materials fabricated using powder metallurgy routes
- Advances in understanding biofilm-based marine microbial corrosion
- Progress of material degradation: metals and polymers in deep-sea environments
- Theoretical and experimental exploration of organic molecules adsorption on iron surfaces for corrosion inhibition: a review
- Original Articles
- Evaluation of surface properties of modified Ti6Al4V alloy with copper nanoparticles organic nanostructure for biomedical applications: dependency on anticorrosive, antibacterial, and biocompatibility
- Comparison of waterline corrosion of a weathering steel in static and dynamic simulated seawater
- Numerical study on characteristics of flow accelerated corrosion in a globe valve under different working conditions
Artikel in diesem Heft
- Frontmatter
- Reviews
- A review on the mechanical and biocorrosion behaviour of iron and zinc-based biodegradable materials fabricated using powder metallurgy routes
- Advances in understanding biofilm-based marine microbial corrosion
- Progress of material degradation: metals and polymers in deep-sea environments
- Theoretical and experimental exploration of organic molecules adsorption on iron surfaces for corrosion inhibition: a review
- Original Articles
- Evaluation of surface properties of modified Ti6Al4V alloy with copper nanoparticles organic nanostructure for biomedical applications: dependency on anticorrosive, antibacterial, and biocompatibility
- Comparison of waterline corrosion of a weathering steel in static and dynamic simulated seawater
- Numerical study on characteristics of flow accelerated corrosion in a globe valve under different working conditions