Direct Reduction of Ferrous Oxides to form an Iron-Rich Alternative Charge Material
-
H. İbrahim Ünal
 and
Attila Alkan
and
Attila Alkan

Abstract
In this study, production of sponge iron by direct reduction of oxides and the effect of reductant on metallization were investigated. In the first stage of the study, scale formed during hot rolling of slabs was reduced in a rotating furnace using solid and gas reductants. Coal was used as solid reductant and hydrogen released from the combustion reaction of LNG was used as the gas one. The sponge iron produced by direct reduction was melted and solidified. In the second stage, Hematite ore in the form of pellets was reduced using solid carbon in a furnace heated up to 1,100°C for 60 and 120 minutes. Reduction degree of process was evaluated as a function of time and the ratio of Cfix/Fetotal. In the third stage, final products were examined using scanning electron microscope and microanalysis was carried out by energy dispersive x-ray spectrometer attached to the electron microscope. It is concluded that (i) direct reduction using both solid and gas reductants caused higher metallization compared to using only solid reductant, (ii) as the reduction time and ratio of Cfix/Fetotal increased %-reduction of ore increased.
Introduction
One of the wastes generated in steel plants is the mill scale which represents about 2% of the steel produced. It is formed during the continuous casting and rolling mill processes when steel is submitted to thermal gradients in oxidant atmospheres, which promotes the growth of iron oxides layer at the surface of steel. Generally, the steelmaking by-products such as dust and mill scale are recycled by the metallurgical processes such as the blast furnace and/or the direct reduction reactors that use coal as reducing agent to produce pre-reduced pellets intended for the remelt in electric steel plant. In the integrated plants, the mill scale is habitually used as a raw material at the sintering plants. This waste is recycled as briquettes used in BOF steelmaking as well as an addition to the iron ore pellets designated for blast furnace process. Recycling part of these by-products is already supported by the powder metallurgy where the economic recovery is more favorable. It is possible to use the scale for pure iron powder production. The reduced iron powder is the most widely used material in powder metallurgy industry. The direct reduction process has commonly been used by many companies to obtain metallic iron powder by the reaction of iron oxide (magnetite, hematite ore or mill scale) and reducing gases (CO/H2) at high temperatures (>1,000°C) [1–3].
Sponge iron is the metallic form of iron produced from reduction of iron oxide below the fusion temperature of iron ore by utilizing hydrocarbon gases or carbonaceous fuels as coal. The reduced product having high degree of metallization exhibits a honeycomb structure due to which it is named as sponge iron. As the iron ore is in direct contact with the reducing agent throughout the reduction process, it is often termed as direct reduced iron (DRI). Sponge iron is produced primarily both by using non-coking coal and natural gas as reductant and therefore classified as coal-based and gas-based process, respectively. High purity sponge iron powder is currently manufactured from high purity iron ore following the basic steps of magnetic separation and milling, primary reduction process, hydrogen annealing, and final milling and classification. Due to a promising availability of coal, the coal-based sponge iron plants share the major amount of its production [4–8]. In this study, direct reduction of mill scale in a rotating furnace using gas and solid reductants was carried out and then final product was analyzed to determine the degree of metallization. On the other hand, the effects of reduction time and ratio of Cfix/Fetotal on %-reduction were discussed for hematite ore formed as pellets.
Experimental study
Materials
The charge materials, used in production of sponge iron in a rotating furnace, are mill scale, coal and slag formers. Mill scale is a steelmaking by-product from the rolling mill in the steel hot rolling process. Mill scale contains both iron in elemental form and three types of iron oxides: wustite (FeO), hematite (α-Fe2O3) and magnetite (Fe3O4). The iron content is normally around 70%, with traces of non-ferrous metals and alkaline compounds. Mill scale is formed by flaky particles of a size of generally less than 5.0 mm. The size distribution depends on the stage in the process where the mill scale is generated [9]. In this study, the particle size of the mill scale is between 400 and 500 μm. Table 1 shows the contents of raw materials for 1 ton. The slag formers having a particle size of ~200 μm include bentonite, dolomite, limestone and are added to charge as 20 kg. Table 2 shows the contents (%) of slag formers used in the study. The content of coal used in mill scale processing is 67.25% and its particle size is ~150 μm.
Hematite ores in pellet form was supplied from ERDEMİR A.Ş. and its reduction by solid carbon having a purity of 99% was investigated as a function of reduction time and the ratio of Cfix/Fetotal. Cfix/Fetotal ratio can be described as the amount of carbon necessary to reduce completely the iron oxide that exists in the system [10]. Table 3 shows x-ray fluorescence (XRF, Rigaku) analysis of both mill scale and ore materials.
The contents of raw materials (%)
| Raw materials | % |
| Mill scale | 76.39 |
| Coal | 22.06 |
| Slag formers | 1.550 |
The contents of slag formers used in the study (%)
| Slag formers | % |
| Bentonite | 10 |
| Dolomite | 40 |
| Limestone | 50 |
XRF analysis of mill scale and ore material used in the experimental study
| Materials | Composition (w-%) | |||||||
| Fe | Mn | Si | Al | Ca | Cr | K | O | |
| Mill scale | 69.10 | 0.66 | 0.11 | – | 0.21 | 0.10 | – | 29.82 |
| Hematite ore | 62.40 | – | 1.20 | 0.30 | 0.50 | – | 0.10 | 35.50 |
Reduction procedure
Industrially iron is produced from iron ores, principally hematite (Fe2O3), magnetite (Fe3O4) by a carbothermic reaction that is reduction with carbon, in a blast furnace at temperatures about 800–1,600°C. In the blast furnace, iron ore, carbon in the form of coke, and a flux such as limestone are fed into the top of the furnace, while blast of heated air is forced into the furnace at the bottom. Reduction of iron oxides occurs either by carbon or by carbon monoxide, formed by the gasification of carbon. The reduction process carried out by the carbon is called as direct reduction and the reaction can be defined in eq. (1).
On the other hand, the reduction process conducted with CO is called as indirect reduction and its reaction is given in eqs (2) and (3). The reduction of ferrous materials can be indirectly achieved by hydrogen and eqs (4)–(6) indicate the stages of reactions. The reduction of iron ores by hydrogen is a gas–solid reaction which occurs in two or three stages. For temperatures higher than 570°C, hematite (Fe2O3) is first transformed into magnetite (Fe3O4), then into wustite (Fe1-yO), and finally into metallic iron whereas at temperatures below 570°C, magnetite is directly transformed into iron since wustite is not thermodynamically stable.
The iron also can be produced from its ore by the direct reduction of iron ore by a reducing agent which is coal based or may be a gaseous reducing agent, which is called direct reduced iron (DRI) or sponge iron. DRI is a good substitute of scrap for making steel in electric arc furnace, basic oxygen furnace, etc. and there has been a rapid worldwide growth in its production. DRI is a solid state product of direct reduction processes which is produced either in the form of lump or pellet. Availability of huge amounts of non-coking coal, scarcity of coking coal deposits and industrial significance of DRI led to many efforts for the development of many direct reduction processes [6, 11].
In this study, two different techniques were applied for the reduction of ferrous oxide materials. In the first stage, the reduction of mill scale was carried out in a rotating furnace using solid and gas reductants to produce sponge iron. The coal is used as solid reductant and its features have been given in “Materials” section. The source of hydrogen used as gas reductant is liquefied natural gas (LNG). The mixture of gas formed after the decomposition by combustion of LNG has 95% H2. The flow of reduction in the rotating furnace is summarized in Table 4. The reduction in the rotating furnace was carried out in two media: (i) solid coal and (ii) solid coal and hydrogen gas. After reduction, produced sponge iron was smelted and the decomposition of metal-slag was done. In the second stage, the reduction of hematite ore formed as pellets was carried out using solid carbon in a furnace. The furnace is heated up to 1,100°C step by step with 10°C/min. The pellets having different Cfix/Fetotal were reduced at 1,100°C for 60 and 120 minutes. Table 5 shows the reduction conditions for ore in pellet form. In order to reduce all iron oxides, carbon ratio was selected as 1.5 and 2 times of the theoretical amount. The amount of binder in pellet was neglected.
The flow of reduction in the rotating furnace used
| Process |
| Charging of materials (mill scale + coal + slag formers) to furnace |
 |
| 1st reduction (entrance to furnace) : ~850–900°C |
 |
| 2nd reduction (middle of furnace) : ~950–1,000°C |
 |
| 3rd reduction (close to nozzle) : ~1,200°C |
The reduction conditions for pellet material
| Carbon ratio | Cfix/Fetotal | Temperature, °C | Time, min. |
| 1.5 | 0.48 | 60 | |
| 2 | 0.64 | 1,100 | 120 |
Calculation of ore reduction
The stoichiometric amount of carbon was determined using the reaction given in eq. (7). All reduced products were cooled from selected reaction temperature to room temperature in the furnace and scaled to determine %-reduction (R). This value was calculated using eq. (8).
Microscopic examinations
Solidified sponge iron and its slag were prepared by metallographic methods. Grinding was carried out with 320, 600 and 1,000 mesh size SiC abrasives, respectively and then ground surfaces were polished with 3 μm diamond solution. Etching was done with nital (% 3 HNO3) to characterize the microstructure. Jeol JSM 6060 and JSM 840A scanning electron microscopes (SEM) were used for metallographic examinations. Energy dispersive x-ray spectrometer (EDS) was used for elemental analysis of the phases observed in the electron microscope.
Results and discussion
Microstructural characterization of reduced mill scale
In iron-steel making industry, it is desired that sponge iron as an alternative charge material must have high degree of iron. The effect of reductant in the reduction conditions is very important in obtaining the final product. Figure 1(a) and (b) shows SEM micrographs of solidified sponge iron reduced by only solid carbon (coal). The solid metal form includes coal particle in dark contrast within the matrix and it indicates that the reduction of ferrous oxides by coal is unsufficient. An EDS (IXRF model) analysis is given in Figure 1(c) and it shows the degree of metallization in the selected image area. The amount of carbon is very high and the amount of iron is lower than that of traditional sponge iron (55–65 Fe%). Iron ore can also be reduced by hydrogen. Wagner et al. reported that (i) most of the reaction features are very similar to that of the reduction by carbon monoxide and many mechanisms are common to both of them, (ii) the reduction with hydrogen is endothermic, whereas it is exothermic with carbon monoxide and conversely, thermodynamics are more favorable with hydrogen than with carbon monoxide above 800°C, (iii) with hydrogen, the hot gas fed has to bring enough calories to heat and maintain the solid at a temperature sufficiently high for the reaction to occur, (iv) kinetics are also faster with hydrogen [11]. Figure 2(a) and (b) shows SEM micrographs of sponge iron reduced by solid + gas reductants. Hydrogen accompanies coal for the reduction mechanism and causes a high degree of metallization. EDS analysis given in Figure 2(c) indicates that the content of iron is higher and the amount of carbon is lower than the sponge iron reduced by coal only.
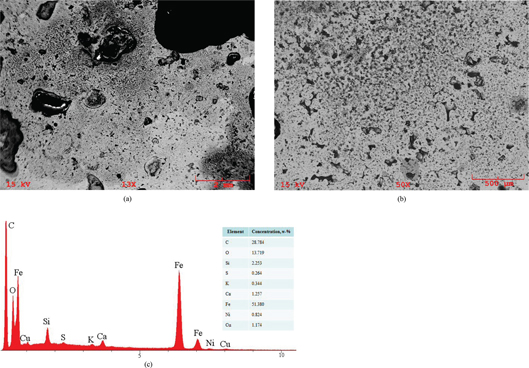
(a) and (b) SEM micrographs of solidified sponge iron after reduction by solid reductant (coal), (c) EDS analysis of matrix illustrated in (b)
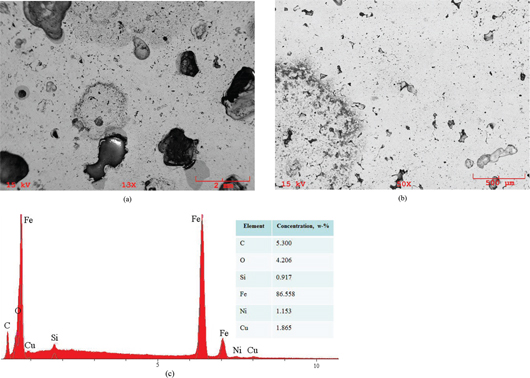
(a) and (b) SEM micrographs of solidified sponge iron after reduction by solid + gas reductants (coal + H2), (c) EDS analysis of matrix illustrated in (b)
Effect of reduction time and ratio of Cfix/Fetotal
Reaction kinetics in iron ore reduction deal with the rate at which iron oxides are converted to metallic iron by the removal of oxygen. The rate of a chemical reaction increases with increase in temperature. For this reason, the reaction kinetics are not generally a matter of great importance in the blast furnace because of the high temperatures at which the furnace is operated. On the other hand, in DR processes where the iron is reduced in the solid state, the maximum temperature is below the melting temperature and the reaction rates are slower. For direct reduction of iron ore, the mechanisms are complex because the oxide must go through a series of step wise changes before the conversion is complete. The slowest step in the process determines the overall reaction rate and is referred to as the rate controlling step [12]. Aguilar et al. reported the reduction process for a given spherical pellet material and they illustrated a schema explaining the reduction from outside to core. The reduction of hematite to metallic iron is carried out by the following reactions (eqs (9)–(11)) [13].

The reduction (%) as a function of the reduction time and the ratio of Cfix/Fetotal
Conclusions
In this study, reduction of ferrous oxide materials like mill scale and hematite as pellet was studied. Two distinct techniques were used for the reduction. In the first stage of the study, a mixture consisting of mill scale, coal and slag formers was tried to be reduced in a rotating furnace. The reduction was carried out using solid reductant as coal and also hydrogen which was obtained from the combustion LNG. After reducing, the metallization was clarified by phase analysis. In the second stage, hematite ore as pellet was reduced in a furnace. Its %-reduction was evaluated as a function of the reduction time and the ratio of Cfix/Fetotal. The results can be given as follows;
Reduction of mill scale could be achieved using solid plus gas reductants. EDS analysis displayed that higher metallization (higher iron and lower oxygen contents) was obtained in the system having adequate coal plus hydrogen concentration.
Reduction of hematite ore as pellet depended on the reduction time and ratio of Cfix/Fetotal. As the reduction time in addition to the ratio of Cfix/Fetotal increased, %-reduction indicating the metallization increased.
References
1. BagatiniMC, ZymlaV, OsorioE, VilelaAC. ISIJ Int2011;51:1072–9.10.2355/isijinternational.51.1072Search in Google Scholar
2. BenchiheubO, MechachtiS, SerraiS, KhalifaMG. J Mater Environ Sci2010;1:267–76.Search in Google Scholar
3. MazurovEF, GnuchevSM, SkripchukVS, MarkinAA, LyalinES. Metallurgist1964;8:602–4.10.1007/BF01133796Search in Google Scholar
4. SelanM, LehrhoferJ, FriedrichK, KordeschK, SimaderG. J Power Sources1996;61:247–53.10.1016/S0378-7753(96)02366-XSearch in Google Scholar
5. LeshchenkoIP, TereshchenkoVT, MartynovOV, TrakhimovichVI, BorzenkovDV. Metallurgist1973;17:491–4.10.1007/BF01094155Search in Google Scholar
6. TurgutE. The production of sponge iron by direct reduction. [MSc Thesis], Kocaeli-Turkey, 2010.Search in Google Scholar
7. GermanRM. Powder metallurgy science. Princeton, NJ: MPIF, 1994.Search in Google Scholar
8. PrasadAK, PrasadRK, KhanamS. IJRRAS2011;6:77–88.Search in Google Scholar
9. MartínMI, LópezFA, RabanalME, TorralbaJM. Proceedings of I. Spanish National Conference on Advances in Materials Recycling and Eco-Energy, November 12–13, 2009, Madrid, 2009:107–110.Search in Google Scholar
10. ÇamcıL, AydınS, ArslanC. Turk J Eng Environ Sci2002;26:37–44.Search in Google Scholar
11. WagnerD, DevismeO, PatissonF, AblitzerD. Proceedings of Sohn International Symposium, August 27–31, 2006, San Diego, 2006:111–120.Search in Google Scholar
12. BaliarsinghSK, MishraB. Kinetics of iron ore reduction by coal and charcoal [MSc Thesis], India, 2008.Search in Google Scholar
13. AguilarJA, GomezI. J Microwave Power Electromagn Energy1997;32:67–73.10.1080/08327823.1997.11688325Search in Google Scholar
©2015 by De Gruyter
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Articles in the same Issue
- Frontmatter
- Effects of Yttrium Addition on Microstructure and Mechanical Properties of AZ80–2Sn Magnesium Alloys
- Direct Reduction of Ferrous Oxides to form an Iron-Rich Alternative Charge Material
- Investigation of BaCO3 Powders Synthesized by Microwave Homogeneous Precipitation
- Research on the Influence of Technological Forging Parameters on the Quality of Biphasic Titanium Alloys
- High-Temperature Graphitization Failure of Primary Superheater Tube
- Metal Loss of Steam-Oxidized Alloys after Exposures at 675°C and 725°C for 500 Hours
- CVD Diamond Coating on Al-Interlayered FeCoNi Alloy Substrate: An Interfacial Study
- Kinetics Study on Reduction of CaWO4 by Si from 1423 K to 1523 K
- Effect of Boron and Titanium Addition on the Hot Ductility of Low-Carbon Nb-Containing Steel
- The Effects of Carbon Content on the Microstructure and 650°C Tensile Properties of Incoloy 901 Superalloy
- Ball Indentation Studies on the Effect of Nitrogen on the Tensile Properties of 316LN SS
- Effect of Ga Addition on Morphology and Recovery of Primary Si During Al–Si Alloy Solidification Refining
- Preparation and Thermal Properties of High-Purified Molten Nitrate Salt Materials with Heat Transfer and Storage
Articles in the same Issue
- Frontmatter
- Effects of Yttrium Addition on Microstructure and Mechanical Properties of AZ80–2Sn Magnesium Alloys
- Direct Reduction of Ferrous Oxides to form an Iron-Rich Alternative Charge Material
- Investigation of BaCO3 Powders Synthesized by Microwave Homogeneous Precipitation
- Research on the Influence of Technological Forging Parameters on the Quality of Biphasic Titanium Alloys
- High-Temperature Graphitization Failure of Primary Superheater Tube
- Metal Loss of Steam-Oxidized Alloys after Exposures at 675°C and 725°C for 500 Hours
- CVD Diamond Coating on Al-Interlayered FeCoNi Alloy Substrate: An Interfacial Study
- Kinetics Study on Reduction of CaWO4 by Si from 1423 K to 1523 K
- Effect of Boron and Titanium Addition on the Hot Ductility of Low-Carbon Nb-Containing Steel
- The Effects of Carbon Content on the Microstructure and 650°C Tensile Properties of Incoloy 901 Superalloy
- Ball Indentation Studies on the Effect of Nitrogen on the Tensile Properties of 316LN SS
- Effect of Ga Addition on Morphology and Recovery of Primary Si During Al–Si Alloy Solidification Refining
- Preparation and Thermal Properties of High-Purified Molten Nitrate Salt Materials with Heat Transfer and Storage