Novel manufacturing techniques for microstructured reactors in industrial dimensions
-
Ulrich Krtschil
Ulrich Krtschil obtained his diploma in chemical engineering in 1975 from the former Technische Hochschule Merseburg. He was employed at the R&D division of Jenaer Glaswerk in Jena. After 2 years in the semiconductor industry in Erfurt, he was a project manager from 1991 to 2004, responsible for custom-built glass plants at Schott Engineering and QVF Engineering in Mainz. In 2004, he joined the Institut für Mikrotechnik Mainz (IMM). He is involved in several public and industrial funded R&D projects and due to his industrial background, mainly concerned with process and plant design. Currently, he acts as the technical project manager of the European CoPIRIDE project and also as leader of the work package concerned with modular microreactor design, fabrication and testing.
 ,
Christian Hofmann
,
Christian Hofmann
Christian Hofmann joined the Institut für Mikrotechnik Mainz GmbH (IMM) in Mainz, Germany, in 1996 and is a member of the mixing and fine chemistry department. He is involved in several public and industrial funded R&D projects and is mainly concerned with construction and realization of different manifold microreactors. Born in 1969, he concluded his education as a precision mechanic, and studied process engineering at the Fachhochschule Bingen in 1998, as a graduate engineer.
Patrick Löb studied chemistry at Heidelberg University. He received his PhD on the subject of “synthesis of strained organic polycycles” at the Institute of Organic Chemistry led by Professor Dr. R. Gleiter. Patrick Löb joined the Institut für Mikrotechnik Mainz GmbH (IMM) as a scientific fellow in January 2001. First, he worked in the department of microreaction technology, headed by Professor Dr. V. Hessel. In May 2003, he became group leader for mixing and reaction technology. At the beginning of 2008, he was appointed head of the mixing and fine chemistry department, which he had been provisionally in charge of since February 2007. Main focuses of the department are the development and realization of milli- and micro-reactors, their implementation for chemical processes and the setup of corresponding plants. Thereby, tasks from the fields of fine and speciality chemistry, consumer goods industry, bulk and petro chemistry are dealt with. Patrick Löb is author and coauthor of various publications, particularly on the topics of micro process engineering and application of micro-structured components within organic synthesis. He is coordinator of the large-scale integrated FP7 EU projects CoPIRIDE and POLYCAT.
Christian Schütt got his baccalaureate at the economical high school Ludwig-Erhard in Kiel. He finished his studies as a diploma engineer in biotechnology/process engineering at the Flensburg University of Applied Sciences in Flensburg and he carried out the practical part of his thesis at the Institute of Phytopathology at the Christian-Albrechts-University, Kiel. Since 2005, he has been an employee of the Institut für Mikrotechnik Mainz GmbH. The main tasks of his work are dimensioning, design, production control and testing of mixers, heat exchangers and reactors.
Peter Schorcht studied physics (nonlinear optics) at the Friedrich Schiller University, Jena. He was involved in the development of different lasers before he founded his own company, Laserzentrum Schorcht GmbH, in 1995.
Michael Streuber was involved in the development of different engraving and embossing processes for industrial applications, as head of product management at WETZEL GmbH. He has broad experience of embossing technology and rolling process engineering and led, within CoPIRIDE, the task related to the development of new manufacturing techniques by roll embossing and soldering. Since June 2013, he has been executive director at the company SB-Brutschin GmbH for special purpose machine manufacturing, with the main focus on realization of new embossed specialities.

Abstract
The results of the development of novel manufacturing techniques for microstructured reactors in the framework of the European project CoPIRIDE are reported. The work was aimed at promoting the application of microstructured chemical reactors in the chemical industry. This can be achieved by completely new ways of production of microstructured plates, as manufactured by the roll embossing technique. This opens the door to mass manufacturing capability, which is a common enabler for cost reduction and resource efficiency. Roll embossing is especially suited for automated mass production, particularly on the larger scale. A modular reactor concept and a novel microreactor design for such microstructured plates were developed. The stacked plate reactors are joined either by laser welding or vacuum brazing. In this way, microstructured reactors can be manufactured for a wide range of throughputs, pressures, temperatures, for single and multi-phase reactions as well as for non-catalytic, homogeneously or heterogeneously catalyzed reactions. Within the project, the suitability of the novel techniques for the manufacture of microreactors with a reaction volume of up to 2 l, which is already the lower production scale of the fine chemical industry, was demonstrated. Three different reactor types could be successfully applied in pilot plants.
1 Introduction
For some years, microstructured reactors have successfully been applied on the lab scale and in several cases even up to pilot and production scale, for the intensification of chemical processes [1, 2]. Currently available techniques are well established to enable the commercial manufacture of laboratory reactors in small series and pilot reactors. However, there is still a lack of appropriate and cost-efficient manufacturing techniques applicable for microstructured devices, which are suited for the high throughputs of the production scale. The development and improvement of such manufacturing techniques is a major goal within the European large-scale collaborative project CoPIRIDE, coordinated by IMM and involving 16 partners with strong industry participation (www.copiride.eu).
A typical design of micro- and millistructured reactors is a stack of reaction plates and heat transfer plates. Depending on the application, the channels can be coated with a catalyst. Due to the high ratio of surface to volume, such reactors are capable of transferring heat up to some kilowatts. This allows for better process control, for the use of highly active catalysts and for operating in Novel Process Windows [3, 4], such as elevated temperature and pressure [5]. Thus, the reaction time can be reduced from hours to minutes, or even seconds. Currently, metal and especially stainless steel plates are structured using wet chemical etching [6] or mechanical machining processes, such as milling [7]. Both techniques are comparably expensive, limited in size and less suited for an economic mass production.
In the framework of the CoPIRIDE project, IMM and its industrial partners, the companies Wetzel and Laserzentrum Schorcht, jointly developed novel manufacturing techniques for microstructured reactors, based on promising results that IMM had achieved in preliminary trials. These novel manufacturing techniques are based on roll embossing and laser cutting for the fabrication of structured plates. Furthermore, the joining technologies, vacuum brazing and laser welding, had to be improved in order for these to be applicable for larger dimensions of the reactors and adapted to plates structured by roll embossing. A corresponding modular reactor concept for the application of these techniques has been developed at IMM. Therefore, vacuum brazing enables the manufacture of large microstructured devices capable of withstanding higher pressures, whereas laser welding enables the joining of plates which are already coated with a catalyst. As an additional variant type, foam reactors were developed. These can be joined both by laser welding and vacuum brazing and used with or without catalyst coating.
Yet, the potential of these novel manufacturing techniques for cost reduction and resource efficiency holds for mass products produced at a very large scale. The article also critically comments on how such transfer is valid for a highly advanced product, such as microreactors, and on the risk of failure and other factors influencing the consumer acceptance of microreactors. The article cannot – for reasons of confidentiality, complexity of calculation, uncertainty in other cost contributions, and preliminary technology exploration – give precise cost analysis and comparison. This remains the topic of a future paper here, giving holistic costs analysis, including the interconnection and assembly costs at several production quantity scenarios. The latter cannot be isolated from considerations on how modularity on the reactor level may simplify or unify the microreactor manufacturing.
2 Modular microstructured reactors in industrial scale
Microstructured reactors show benefits if their application intensifies processes by using highly active catalysts or by operating in Novel Process Windows [3–5]. This reduces the required reaction time and the correlated reaction volume. Thus, modular microreactors are in line with the concept of modular compact plants for decentralized production, like the container-based Evotrainer developed by Evonik Industries (Hanau-Wolfgang, Germany) and applied for processes developed within CoPIRIDE [8, 9] or the similar future plant concept developed in the European project F3 Factory [10]. The original concept was developed by IMM [11–13]. Subsequently, it was applied by other suppliers of microstructured devices, such as Ehrfeld Mikrotechnik BTS.
2.1 Modular multi-scale approach for continuous reactors
IMM’s concept for continuous reactors is a multi-scale approach, as demonstrated here with the example of a pilot reactor for the synthesis of ionic liquids (Figure 1).
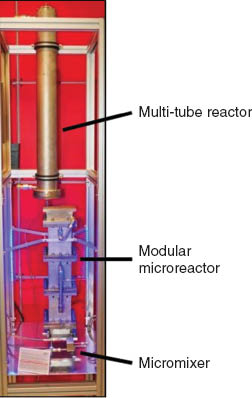
Modular multi-scale reactor (IMM) for the continuously operated synthesis of ionic liquids.
The micromixer is followed by a microstructured modular reactor for the first part of the reaction, where most of the heat is released in an exothermic reaction. The reaction is then completed, or at least continued on a larger scale, for example a multi-tube reactor with tubes with millimeter dimensions.
The complete microreactor consists of a mixing unit, which can be a separate device or integrated into the reaction plates, and the microstructured modular reactor. The latter offers the necessary residence time for the intended part of the reaction, and releases or brings in the heat of reaction, respectively. The modular microreactor shown in Figure 1 is an outcome of the former European FP6 project “IMPULSE” [13, 14]. It consists of a distributor module, three reaction modules and a collector module.
For the manufacturing of modular microreactors in industrial dimensions, in CoPIRIDE the following manufacturing techniques were newly or further developed: roll embossing as a novel technique for microstructuring of thin metal plates, vacuum brazing and laser welding as techniques for joining the stacked plates.
2.2 Reasons for applying modular microreactors
2.2.1 Flexibility to process needs
The main reason for the development of modular microreactors is that they facilitate flexibility to process needs. This means they can be adapted to varying throughputs and/or residence times, and to the reaction process itself, for example, by tempering each reaction module at an individual temperature level according to the desired reaction rate. Furthermore, modular microreactors can be adapted to the reaction conditions, i.e., to different pressure and temperature levels, to heat and mass transfer requirements, and to the number and nature of phases, including a single liquid phase, two immiscible liquid phases, or with an additional solid phase, e.g., if a heterogeneous catalyst is used.
2.2.2 Modularity in the design
The flexibility to process needs can be achieved due to the modularity in the design of the stacked plate reactors. On the one hand, the size and the composition of the reaction modules can be varied, e.g., by adjusting the structured width, the length and the number of plates and the size and shape of the channel cross section to the present process. On the other hand, the joining technology of the plates can be chosen, here, laser welding or vacuum brazing. In CoPIRIDE, the also applicable joining technology, diffusion welding, was not adopted since vacuum brazing offers more degrees of freedom in the design of the plate structure. Also, the application of different catalysts and supports is feasible, depending on the applied reactor design and chosen joining technology. Furthermore, the regular microstructured reaction plates can be exchanged for foam plates.
Possibilities also exist for modifications on-site, e.g., in the number of reaction modules, or the type of mixers.
3 Novel manufacturing techniques
The development of novel manufacturing techniques for microstructured reactors refers to those made of metals like stainless steel, or metals with a higher corrosion resistance, which cannot be microstructured by wet chemical etching, but which are sufficiently ductile for (roll) embossing. The developed novel reactor design and the novel manufacturing technique used to make such reactors are protected by a German patent [15]; an international patent application is pending.
3.1 Novel reactor design
Stacked plate devices as heat exchangers and reactors have been used for a while as an internal numbering-up concept for microchannels [16]. Here, several microchannels are arranged on one plate, in many cases in parallel. In the case of the reactor, reaction and heat transfer plates are alternately stacked. The single plates are then joined using different technologies, depending on the material and the application.
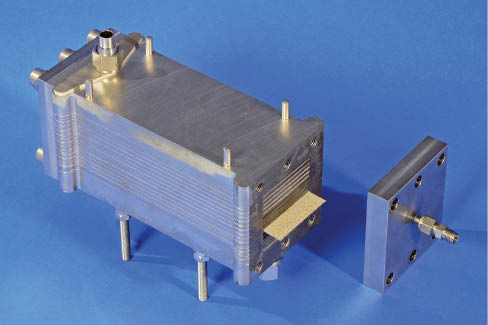
Normally, one plate, which was structured by conventional methods like milling, wet chemical etching, photostructuring, grit blasting, etc., is a single component. In the novel reactor design for metal stacked plate reactors, one structured plate is composed of the (micro) structured part, which can efficiently be manufactured by using roll embossing, and additional frames and flat intermediate plates. This concept allows for the realization of a wide range of stacked plate reactors, requiring only a small number of manufacturing tools, like embossing rolls. If the inlet and outlet of the reaction channels remain open, several modules can be arranged in series to adjust the reactor to residence time and/or to throughput, respectively (Figure 2). In addition, inspection and cleaning of the microchannels is also possible. In this concept, the mixing of the reactants is realized by using a micromixer which is directly connected upstream. Thanks to the interaction of the connectors at the inlet and outlet side, the reaction mixture is as uniformly as possible distributed between the individual plates of the stack and between the channels of a plate. For example, from residence time distribution experiments, a Bodenstein number (Bo) of 50 was determined for the reactor shown in Figure 2 within the intended range of volume flow. This value represents good equal distribution and is near to plug flow behavior which is theoretically the case at Bo→∞, but in reality already achieved for Bo>100. Sometimes in the literature, Bodenstein numbers >7 for real reactors are considered as a good approximation to plug flow behavior [17]. To further improve equal distribution and to get the best design of the connectors, simulation calculations using COMSOL were carried out.

Modular microreactor (vacuum brazed) with integrated heat exchange function and a micromixer connected upstream.
3.1.1 Reactors comprising plates with regularly arranged microchannels
Two types of reactors comprising plates were developed and realized. These were comprised of microstructured plates, both at the reaction and the heat transfer side made by roll embossing. Vacuum brazed reactors are suited for applications with higher pressure but without wall coated catalysts. Currently, they are designed and successfully tested to withstand pressures up to 10 MPa which enables an operating pressure of up to 7 MPa. Laser welded reactors can only be operated at lower pressures, but comprise plates which can be coated with a catalyst, if needed. In the latter case, it is very beneficial that the microstructured plates which are coated with the catalyst can be removed and also reinserted after joining the stack by laser welding. This is impossible for the conventional design (e.g., using wet chemical etched plates). Within the CoPIRIDE project, several methods of the removal of deactivated catalytic coatings and the recycle of the microstructured substrate were investigated and compared to fresh plates, with respect to their economic efficiency and environmental impact [18]. Figure 3 exemplarily shows the basic design of a stack comprising, on both sides, plates which were microstructured by using roll embossing.

Basic design of a stacked plate microreactor (exploded view) comprising plates microstructured by using roll embossing.
If a higher pressure is required, as is possible for laser welded reactors, vacuum brazed reactors comprising metal foams with a catalyst coating provide a solution.
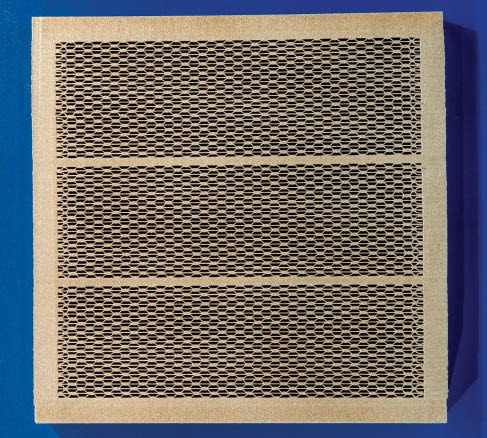
3.1.2 Reactors comprising open-cell foam plates at the reaction side
As mentioned, the reaction plates which are microstructured by roll embossing and exhibiting parallel microchannels can be exchanged for foam plates. Such metal (or ceramic) open-cell foams are commercially available, e.g., sheets of nickel foam with different pore sizes and thicknesses. These foam plates offer benefits for multi-phase reactions, e.g., if one liquid reactant is dispersed in another one and the dispersion tends to coalesce during the reaction time. In this case, the foam can act as a re-dispersion unit for a pre-dispersed reaction mixture or, at higher velocities, even as disperser. This behavior could be verified by experiments with a test system carried out at IMM (see Figure 4). After passing the micromixer and the subsequent foam reactor, the mean droplet diameter was, both for the smaller caterpillar micromixer CPMM-R600 and for the bigger CPMM-R1200 one [19, 20], almost the same as after the respective micromixers alone. However, with the foam reactor alone, significant higher throughputs were necessary to achieve the same mean droplet diameters.

Comparison of the mean droplet diameter as function of the total volumetric flow using water (0.01 mol SDS)/heptane at a flow rate ratio of 5:1.
Another advantage of foam plates is that they can be coated with high loads of a catalyst. Both for laser welded reactors and vacuum brazed reactors, these catalyst coated foam plates can be inserted after joining and removed when the catalyst has to be renewed. This enables the use of vacuum brazed reactors also for heterogeneously catalyst reactions, since catalysts are normally not able to withstand the high temperatures applied for joining (above 1000°C).
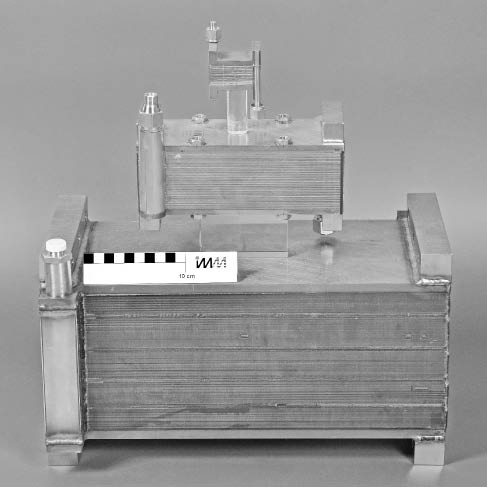
A special variant of the foam reactor, however, with comparatively thick plates made by wet chemical etching, was manufactured especially for a reaction under supercritical conditions. It is applicable at a pressure of 20 MPa and at temperatures up to 400°C (Figure 5).
Vacuum brazed foam reactor for high pressure and temperature applications.
3.2 Microstructuring by using roll embossing
An important step forward was the technology development for microstructuring by using the roll embossing technique (principle shown in Figure 6). To realize this concept, especially for larger dimensioning and cost-effective mass production, IMM initiated a co-operation with the Wetzel firm, a company with an established record in roll embossing.
![Figure 6 Basic principle of microstructuring metal strips by using roll embossing [15].](/document/doi/10.1515/gps-2013-0066/asset/graphic/gps-2013-0066_fig6.jpg)
Basic principle of microstructuring metal strips by using roll embossing [15].
This technique is suited both for mass production and for larger dimensions than were previously possible. It overcomes technological limits of the currently most frequently used mechanical and chemical structuring methods. Roll embossing is automatable and enables cost savings with increasing lot size. In preliminary tests, IMM and Wetzel could verify the suitability of the roll embossing technique for microstructuring thin metal sheets [21].
As opposed to embossing, where the necessary power increases with the area of the workpart, the power needed for roll embossing depends only on one dimension, i.e., at a fixed thickness only on the width of the workpart. Furthermore, for every different part, an embossing tool (or combination of tools) is required, but in the case of roll embossing, different component parts can be manufactured with one mating roll. Thus, embossing is more beneficial if large numbers of the same component are to be manufactured. Roll embossing, however, provides more flexibility if a wide variety of similar components in large numbers are to be efficiently produced. Reactors for the (fine) chemical industry need relatively big plates in high numbers, but have to be adapted to the respective process. Thus, on the one hand flexibility is needed, while on the other hand, the intended commercial manufacture profits from high lot sizes. In summary, microstructuring by using roll embossing allows a combination of the intended cost-effective manufacture of microstructured plates with the necessary flexibility.
An aim was to produce a microstructured strip from coil to coil, i.e., from a coil of a precision stainless steel strip to a coil of the microstructured strip. Separation of the microstructured plates, in the required shape and length, can be performed, e.g., by laser cutting. Figure 7 shows the last part of the assembly used for roll embossing with the rewinder for the structured strip.
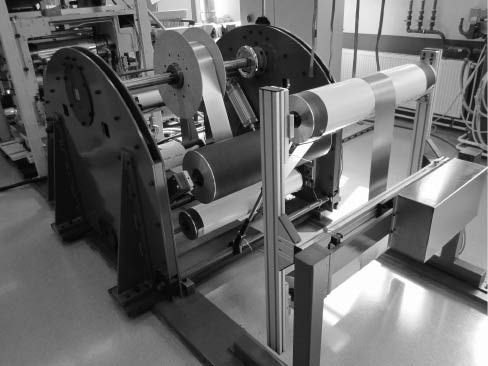
Detail of the assembly for roll embossing (by courtesy of Wetzel GmbH).
The degree of benefits gained from the novel manufacturing techniques depends on the number of microstructured plates and devices manufactured by using them. For example, in the case of stainless steel, the manufacturing costs are almost constant from a relatively small number of plates, if they are microstructured by wet chemical etching. The one-off costs for preparing the mask are relatively low; the ongoing expenses for, e.g., the acids however, are comparatively high. The opposite is the case for microstructuring by roll embossing. The once-only manufacture of the mating roll is more expensive, but rolling from coil to coil and separating by laser cutting is inexpensive and can be automated. Furthermore, this microstructuring technique is also applicable for other corrosion resistant metals, like Hastelloy or titanium. The combination of a cheap technique for microstructuring of a big number of plates with a flexible, modular reactor concept requires only a small number of tools for embossing and joining. Thus, cost-effective manufacturing of a wide variety of microstructured reactors, as needed for the industrial application for different chemical processes, can be enabled.
3.2.1 Development steps
At the beginning, it was challenging to find out the shape and the dimensions of microchannels which had to meet several demands, which in parts, contradict each other. From the point of view of the reaction, the channels had to be small for optimum heat transfer properties, but large enough to minimize pressure drop and risk of blockage; from the manufacturing point of view, the challenge was to enable roll embossing and joining by vacuum brazing, without filling the channels with the brazing alloy. The channel width should be large enough according to the achievable tolerances in the case of screen printing with brazing paste. As a first compromise, manual embossing tests with several channel shapes and dimensions were made and exemplary simulation calculations for the heat transfer properties for a real, highly exothermic reaction were performed, as can be seen in Figure 8.
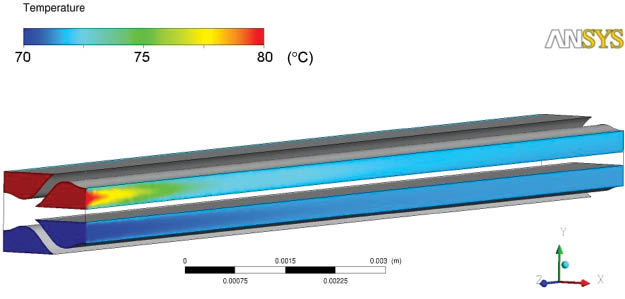
Temperature profile for oil (hot side) and water (cold side) as result of computational fluid dynamics simulation of the reactor’s channel geometry.
Since it was necessary to fix the brazing alloy in a defined position to avoid an uncontrolled partial filling of the channels, two different channel shapes for laser welded and vacuum brazed reactors were developed, the latter with a groove at the top, which is able to fix the brazing alloy (see Figure 9).
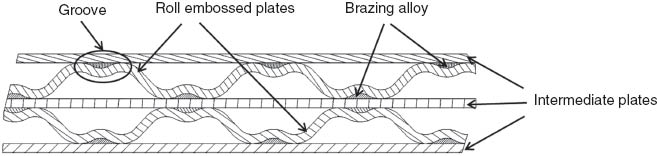
Cross section view of two microstructured layers comprising vacuum brazed plates microstructured by roll embossing.
With the manually embossed plates, first test reactors with plates of 17 mm structured width were manufactured to prove the principle of design.
After the respective channel shapes and dimensions were found, different mating rolls for microstructuring of precision stainless steel strips of 60 mm width were manufactured by Wetzel, which were applicable both for laser welded and vacuum brazed reactors. Using the microstructured coils, Laserzentrum Schorcht (laser cutting, laser welding) and IMM (screen printing, vacuum brazing at a subcontractor, refinishing and connectors) manufactured laser welded and vacuum brazed reactors comprising roll embossed plates with 60 mm width and 200 mm length.
With the experiences of the manufacture of these first devices, a second generation of slightly redesigned embossing rolls for brazed reactors was manufactured, and used for an advanced version of these microreactors. Furthermore, the dimensions were increased and a mating roll for the microstructuring of strips with 150 mm width was made (Figure 10).

Downstream side of mating roll 150 mm with microstructured strip.
With plates of this width, reactors for the pilot scale or lower production scale with respect to fine and specialty chemistry can be manufactured. The manufacturing process is executed by means of rollers in a special embossing calender, which was redeveloped as part of the CoPIRIDE project. This in-house developed embossing calender was incorporated in the test line in order to also test the required complete manufacturing process from coil to coil.
In addition, the Wetzel Company designed a large scale embossing calender system which is suited for strips with further increased width for microreactors on the production scale. As an example, for ductile metals with higher corrosion resistance, titanium sheets were microstructured by manual embossing and a first test reactor with the same channel and outer dimensions as the stainless steel test reactor was manufactured by using vacuum brazing.
3.3 Joining by using vacuum brazing
Another new manufacturing technique is joining the plates of a stack by vacuum brazing. Vacuum brazing results in high pressure stability, which is widely independent of the size and thus, also suited for larger dimensions. For stainless steel, a chemically stable nickel-based brazing solder is used, which is coated on the flat plates between the microstructured ones by screen printing. A disadvantage is the high temperature necessary for brazing, which does not allow the insertion of a catalyst prior to joining.
3.3.1 Manufacture of the components
In a first step, the structured plates for the reaction and the heat transfer side have to be separated from the microstructured strip coil in the desired length and shape. Next, the additional frames and intermediate plates have to be prepared. In our case, both were done by Laserzentrum Schorcht, by using laser cutting. Finally, the stack has to be completed by the top plate, temperature sensing plates and the bottom plate, the latter also functioning as a stacking device. Prior to stacking, the separated plates microstructured by roll embossing have to be flattened by using a sheet metal straightening machine; this was done at IMM.
3.3.2 Screen printing of the brazing paste
The nickel-based brazing paste was coated on both sides of the flat intermediate plates between the microstructured ones, by using a precision screen printing machine at IMM (Figure 11). The brazing metal connects the single parts of the stack along the outline and between each of the microchannels. The challenge is to apply the paste evenly, at the right position and in an optimal thickness to achieve the best results with respect to pressure stability and to avoid filling of the microchannels with the brazing alloy. After several basic in-house tests and thanks to the experiences gained during the development of the novel manufacturing techniques within CoPIRIDE, IMM is now able to achieve reproducible results in the required quality. The now patent protected [15] special shape of the channel, which exhibits a dent at the top for inclusion of the brazing alloy, successfully prevents it from clogging by the brazing alloy (see Figure 14).

Precision screen printing machine at IMM for coating plates with brazing solder.
After drying of the coated plates in a drying furnace, all components are then ready for stacking.
3.3.3 Stacking of the components
Using pins for adjusting the parts, the stack is built from alternating reaction and heat transfer layers, respectively, (Figure 12). Each layer consists of a microstructured plate made by roll embossing, frames and a separation plate coated with the brazing paste (see Figure 3). The latter has the additional function of closing the micro dents formed into the corrugated sheets (see Figure 9). Plates with several openings for the potential insertion of temperature sensors, like thermocouples, are provided in the improved versions. This allows information to be obtained about the temperature distribution along the length, the width and the height of the reactor.
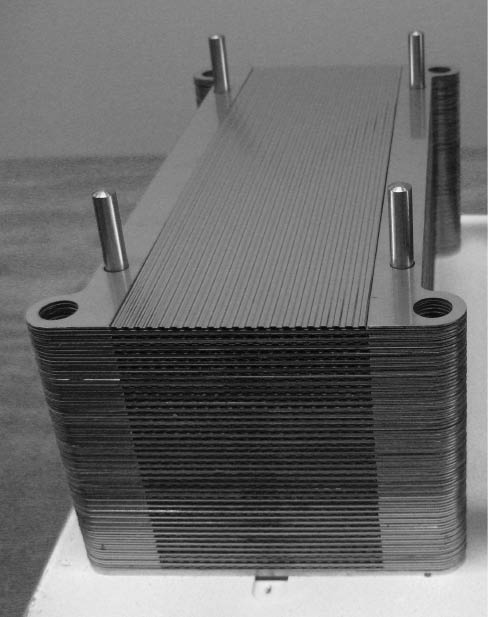
Stacking of a reaction module (first version) at IMM. View on the reaction side with still uncovered channels.
Stacking starts from the bottom plate in which the adjusting pins are inserted. After a plate for temperature sensing, the first layer is for heat transfer, the second for reaction and so on. After a certain number of layers, additional plates for temperature sensing can be included. After a last plate for temperature sensing, the stack is completed with the top plate.
Currently, during the development of the technology, stacking is carried out manually at IMM, but in principle also assembly robots can be applied for stacking if for industrial applications, if a large number of stacks are required.
3.3.4 Vacuum brazing of the stacks
Vacuum brazing requires high-vacuum furnaces and operates at high temperatures. Since such devices are expensive and are not available on site of the project partners, IMM co-operates with a subcontractor. However, due to the novelty for the subcontractor with respect to vacuum brazing of stacks with such a high content of brazing paste, IMM was also involved in the development of the brazing technology, i.e., finding out optimal sequences and operating conditions (mounting, evacuation/pressurization, temperature profiles, duration). The individual steps are warm-up, debinding, fusing and cooling down. For vacuum brazing, the stacks have to be burdened with weights (see Figure 13).
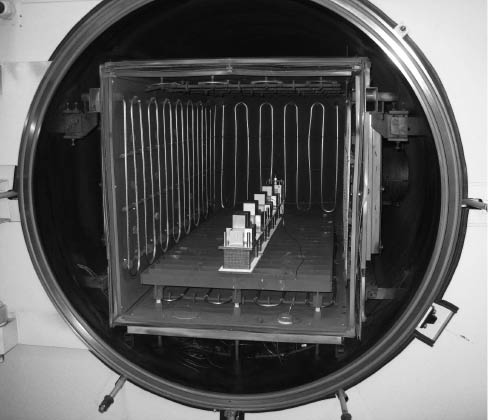
Stacks burdened with weights inside the vacuum oven.
After vacuum brazing, the reactor looks like a monolith, but consists of layers of different materials, e.g., of stainless steel and nickel. Figure 14 demonstrates the achieved equability and high quality of the joinings.
Cross cut view after vacuum brazing of the stacked plate reactor.
3.3.5 Post-processing and completion with connecting parts
After vacuum brazing, the sealing surface has to be treated and the brazed stack has to be coupled with other modules and the distribution and sampling connectors at the reaction side. For this purpose, special coupling components have to be manufactured. The flanges have to ensure tightness under the intended operating conditions and the distribution and sampling connectors shall enable the distribution of the reaction media to the reaction channels as uniformly as possible. In addition to the picture of a complete assembled reactor of the first design (Figure 2), Figure 15 shows the last version, which requires further reduced treatment of the brazed stack.

Vacuum brazed reaction module (improved version) assembled with distribution and sampling connectors.
Before use, all single reaction modules, as well as the assembled reactor, are tested with respect to tightness and pressure stability, to ensure the suitability under the intended operating conditions.
3.4 Joining by using laser welding
If the required pressure stability is not as high, an alternative joining technique can be used i.e., laser welding. For this purpose, a technologically advanced and cost-effective fiber laser can be applied. This laser type allows for an increase of the penetration depth, which leads to an enhanced strength of weld seam [22]. This method is also well suited for larger dimensions of the devices. Commercially important, is the high welding speed achievable. In contrast to vacuum brazing, the controlled heat input, which appears only at the edges of the plates, enables catalyst insertion prior to welding.
With the exception that the joining technology of the stack is laser welding, the manufacturing steps component manufacture, stacking and joining are comparable with the vacuum brazed reactors (see chapter 3.3) and will not be described here again. All manufacturing steps, except for the connecting parts, were carried out by Laserzentrum Schorcht. For this purpose, Laserzentrum Schorcht developed the existing technology for stacked plate reactors with wet chemically etched plates, further for the use with stacks comprising roll embossed plates and thin metal sheets. Furthermore, the adaptation of the technology to the significantly increased dimensions of the reactors was necessary (see Figure 16).
Comparison of the dimensions of laser welded stacked reactor: top – plates 17×50 mm, mid – plates 60×200 mm, below – first prototype with plates 150×400 mm.
As described in chapter 3.1.1, in the novel reactor concept, exchangeable reaction plates are applied which enable the renewal of a wall coated catalyst after joining the stack (Figure 17).

Laser welded stack (structured width 150×400 mm), showing the exchangeability of the reaction plates.
IMM has a large experience in wall coating of microchannels with supported catalysts. The most applied technology is wash coating [23]. Thanks to the further development of this technology and its adaptation to corrugated plates made by roll embossing and comprising open microchannels on both sides, it is now possible to achieve uniform and durable catalyst coatings on both sides of roll embossed plates, successfully tested up to dimensions of 150×400 mm.
4 Conclusion
In the framework of the European research project CoPIRIDE, novel manufacturing techniques for microstructured reactors were successfully developed. These techniques are based on a modular reactor concept, which allows the manufacture of different reactors according to the requirements of the chemical processes. The main progress compared to existing technologies is microstructuring of thin metal strips from coil to coil by using roll embossing. This technique enables cheap and resource-efficient production of microstructured plates, especially in big numbers and large dimensions, which shall promote the application of microstructured chemical reactors, currently mainly in the fine chemical industry. Thanks to the modular concept and the availability of different joining technologies, and of different sizes and reactor types, microstructured reactors can be manufactured: (1) for a wide range of pressures, (2) for a wide range of temperatures, (3) for single and multi-phase reactions, (4) for non-catalytic reactions, (5) for homogeneously catalyzed reactions, or (6) for heterogeneously catalyzed reactions, based only on a small number of manufacturing tools.
The suitability of the manufactured reactors, all with plates of 60 mm structured width, was demonstrated by their operation in three pilot plants. The vacuum brazed reactor shown in Figure 2 was applied for the highly exothermic epoxidation of soybean oil [24], a liquid-liquid biphasic process. A similar reactor, but joined by laser welding, was used for a single-phase propoxylation process, which is also highly exothermic [25]. Furthermore, a special high pressure/high temperature version of the foam reactor was made for the supercritical production of biodiesel [26].
During the development of the novel manufacturing techniques, the size of the manufactured reactors was, in the case of those that were laser welded, increased from plates of the size 17×50 mm up to plates with the dimensions of 150×400 mm. This corresponds to an increase of the reaction volume by a factor of 1000 up to 2 l. If a reaction time of about 2 min is assumed, this is sufficient for a throughput of 500 m³ per year and thus reaches the lower production range of the fine chemical industry.
About the authors

Ulrich Krtschil obtained his diploma in chemical engineering in 1975 from the former Technische Hochschule Merseburg. He was employed at the R&D division of Jenaer Glaswerk in Jena. After 2 years in the semiconductor industry in Erfurt, he was a project manager from 1991 to 2004, responsible for custom-built glass plants at Schott Engineering and QVF Engineering in Mainz. In 2004, he joined the Institut für Mikrotechnik Mainz (IMM). He is involved in several public and industrial funded R&D projects and due to his industrial background, mainly concerned with process and plant design. Currently, he acts as the technical project manager of the European CoPIRIDE project and also as leader of the work package concerned with modular microreactor design, fabrication and testing.

Christian Hofmann joined the Institut für Mikrotechnik Mainz GmbH (IMM) in Mainz, Germany, in 1996 and is a member of the mixing and fine chemistry department. He is involved in several public and industrial funded R&D projects and is mainly concerned with construction and realization of different manifold microreactors. Born in 1969, he concluded his education as a precision mechanic, and studied process engineering at the Fachhochschule Bingen in 1998, as a graduate engineer.

Patrick Löb studied chemistry at Heidelberg University. He received his PhD on the subject of “synthesis of strained organic polycycles” at the Institute of Organic Chemistry led by Professor Dr. R. Gleiter. Patrick Löb joined the Institut für Mikrotechnik Mainz GmbH (IMM) as a scientific fellow in January 2001. First, he worked in the department of microreaction technology, headed by Professor Dr. V. Hessel. In May 2003, he became group leader for mixing and reaction technology. At the beginning of 2008, he was appointed head of the mixing and fine chemistry department, which he had been provisionally in charge of since February 2007. Main focuses of the department are the development and realization of milli- and micro-reactors, their implementation for chemical processes and the setup of corresponding plants. Thereby, tasks from the fields of fine and speciality chemistry, consumer goods industry, bulk and petro chemistry are dealt with. Patrick Löb is author and coauthor of various publications, particularly on the topics of micro process engineering and application of micro-structured components within organic synthesis. He is coordinator of the large-scale integrated FP7 EU projects CoPIRIDE and POLYCAT.

Christian Schütt got his baccalaureate at the economical high school Ludwig-Erhard in Kiel. He finished his studies as a diploma engineer in biotechnology/process engineering at the Flensburg University of Applied Sciences in Flensburg and he carried out the practical part of his thesis at the Institute of Phytopathology at the Christian-Albrechts-University, Kiel. Since 2005, he has been an employee of the Institut für Mikrotechnik Mainz GmbH. The main tasks of his work are dimensioning, design, production control and testing of mixers, heat exchangers and reactors.

Peter Schorcht studied physics (nonlinear optics) at the Friedrich Schiller University, Jena. He was involved in the development of different lasers before he founded his own company, Laserzentrum Schorcht GmbH, in 1995.

Michael Streuber was involved in the development of different engraving and embossing processes for industrial applications, as head of product management at WETZEL GmbH. He has broad experience of embossing technology and rolling process engineering and led, within CoPIRIDE, the task related to the development of new manufacturing techniques by roll embossing and soldering. Since June 2013, he has been executive director at the company SB-Brutschin GmbH for special purpose machine manufacturing, with the main focus on realization of new embossed specialities.
The financial support of the EU Seventh Framework Program for Research and Technological Development (CP-IP 228853, CoPIRIDE) is gratefully acknowledged.
References
[1] Hessel V, Löwe H. Chem. Eng. Technol. 2005, 28, 267–284.Suche in Google Scholar
[2] Illg T, Löb P, Hessel V. Bioorg. Med. Chem. 2010, 18, 3707–3719.Suche in Google Scholar
[3] Hessel V, Cortese B, de Croon MHJM. Chem. Eng. Sci. 2011, 66, 1426–1448.Suche in Google Scholar
[4] Hessel V, Kralisch D, Kockmann N, Noël T, Wang Q. ChemSusChem 2013, 6, 746–789.10.1002/cssc.201200766Suche in Google Scholar PubMed
[5] Razzaq T, Kappe CO. Chem. Asian J. 2010, 5, 1274–1289.Suche in Google Scholar
[6] Rao PN, Kunzru D. J. Micromech. Microeng. 2007, 17, N99.Suche in Google Scholar
[7] Brandner J. In Micro Process Engineering: a Comprehensive Handbook : Volume 3, Hessel V, Renken A, Schouten JC, Yoshida JI, Eds., Wiley-VCH: Weinheim, 2009, pp. 25–43.Suche in Google Scholar
[8] Hessel V, Gürsel IV, Wang Q, Noël T, Lang J. Chem. Ing. Tech. 2012, 84, 660–684.Suche in Google Scholar
[9] Lang J, Stenger F, Schütte R. Chem. Ing. Tech. 2012, 84, 883–884.Suche in Google Scholar
[10] Britest Ltd., F3 Factory Newsletter, http://www.f3factory.com/scripts/pages/en/newsevents/F3_Factory_Newsletter_3.pdf, 2012.Suche in Google Scholar
[11] Ehrfeld W, Löwe H, Michel F, Lohf A, Hofmann C. Microreactor Modul Mikroreaktormodul, WO/2000/062918, IMM Institut für Mikrotechnik Mainz GmbH, 26/10/2000.10.1002/3527601953Suche in Google Scholar
[12] Löwe H, Hausner O, Richter T, Modular Microreaction System, WO200141916A1, IMM Institut für Mikrotechnik Mainz GmbH, 14/06/2001.Suche in Google Scholar
[13] Löb P, Schütt C, Illg T, Krtschil U, Hofmann C, Metzke D, Kost H, Hessel V. In: Proceedings of the 2ndInternational Congress on Green Process Engineering, Toulouse 2009.Suche in Google Scholar
[14] Krtschil U, Löb P, Schütt C, Hofmann C, Metzke D, Kost H, Hessel V. In: Conference Proceedings AIChE Spring National Meeting, 2009, pp. 8aSuche in Google Scholar
[15] Hofmann C, Krtschil U. Mikrostrukturbauteil und Verfahren zu dessen Herstellung, DE102012204178, Institut für Mikrotechnik Mainz GmbH, 21/03/2013.Suche in Google Scholar
[16] Schubert K, Brandner J, Fichtner M, Linder G, Schygulla U, Wenka A. Microscale Thermophys. Eng. 2001, 5, 17–39.Suche in Google Scholar
[17] Hagen J. Chemiereaktoren, Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, 2004.Suche in Google Scholar
[18] Kressirer S, Protasova LN, de Croon MHJM, Hessel V, Kralisch D. Green Chem. 2012, 14, 3034–3046.Suche in Google Scholar
[19] Schönfeld F, Hessel V, Hofmann C. Lab Chip 2004, 4, 65–69.10.1039/B310802CSuche in Google Scholar
[20] Carrier O, Funfschilling D, Debas H, Poncin S, Löb P, Li H. AIChE J. 2013, 59, 2679–2685.Suche in Google Scholar
[21] Cover picture, Chem. Eng. Technol. 2007, 30.Suche in Google Scholar
[22] O’Connell M, Kolb G, Schelhaas K, Wichert M, Tiemann D, Pennemann H, Zapf R. Chem. Eng. Res. Des. 2012, 90, 11–18.Suche in Google Scholar
[23] Zapf R, Becker-Willinger C, Berresheim K, Bolz H, Gnaser H, Hessel V, Kolb G, Löb P, Pannwitt A, Ziogas A. Reaction Engineering: Microstructured Reactors 2003, 81, 721–729.10.1205/026387603322302887Suche in Google Scholar
[24] Kralisch D, Streckmann I, Ott D, Krtschil U, Santacesaria E, Di Serio M, Russo V, De Carlo L, Linhart W, Christian E, Cortese B, de Croon M, Hessel V. ChemSusChem 2012, 5, 300–311.10.1002/cssc.201100445Suche in Google Scholar PubMed
[25] Linhart W, at: CoPIRIDE Public Dissemination Event, Hanau, 22/02/2013.Suche in Google Scholar
[26] Kralisch D, Staffel C, Ott D, Bensaid S, Saracco G, Bellantoni P, Loeb P. Green Chem. 2013, 15, 463–477.Suche in Google Scholar
©2013 by Walter de Gruyter Berlin Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Artikel in diesem Heft
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals
Artikel in diesem Heft
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals