Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
-
Wail Saif Al-Harrasi, was born in Muscat, Sultanate of Oman, he studied for a Bachelor’s degree in Chemical & Process Engineering at Sheffield University in 2005. He obtained a Master’s degree in Sustainable Chemical Engineering with Distinction at Newcastle University in 2006. He obtained his PhD in Chemical Engineering & Advanced Materials from Newcastle University in 2011. His PhD research thesis is titled “Novel Plasma Catalytic Systems for Fischer-Tropsch Reaction: Intensified Gas to Liquid Fuel Production”. His research focused on optimizing GTL process using non-thermal plasma catalytic microreactors. The research aimed at the liquification of syngas at atmospheric conditions to reduce operating costs and enhance process safety. In 2011, Dr. Al-Harrasi Joined Petroleum Development Oman (PDO), the main oil-producing company in Oman as a Process Engineer executing multimillion state-of-the-art projects.
Kui Zhang obtained a PhD degree in Physical Chemistry from Nankai University in China. He is experienced in catalysis chemistry and non-thermal plasma chemistry, as well as their applications in value-added chemical synthesis and air-pollution control technologies. Currently, as an associate with Prof. G. Akay, he is working on process intensified plasma catalysis technologies at low temperatures and ambient pressure for EU projects: COPIRIDE and PolyCat.
Professor Akay has held the Established Chair of Chemical and Process Engineering at Newcastle University since January 1998 and heads the “Process Intensification and Miniaturisation” Research Group. He has a multidisciplinary research and educational background (all degrees from Manchester University) covering Chemical Engineering (BSc, MSc), Mathematics (PhD), and Chemistry (Dozent). While at Unilever Research Laboratory (Port Sunlight) from 1983 to 1994, he pioneered the processing of PolyHIPE Polymers and discovered “flow-induced phase inversion” and “confinement” phenomena and applied them to chemical process intensification, which resulted in some 40 patents still utilized by Unilever. Later, in academia, through collaboration with biologists, and medical and agricultural scientists, he pioneered Process Intensification in energy conversion, as well as BioProcess and AgroProcess intensifications based on the “confinement phenomenon”. These intensified processes were underpinned with over 35 patents and patent applications in the last 12 years. His work on process intensification in energy conversion processes resulted in the world’s first intensified-integrated power generation plant from biomass proving that such plants do not have the burden of “economies of scale”. This technology is now commercialized by the Newcastle University spin-out company ITI Energy. More recently, following the demonstration of the confinement phenomenon through tissue engineering, he developed intensified processes in biomass-based energy/chemicals processing, catalyst synthesis, biotechnology and agriculture partly based on the use of his nano-structured micro-porous materials. In the last 4 years, he has been conducting full-time research and technology transfer activities via two Newcastle University spin-out companies, ITI Energy and GAP Technologies, which are based on the IPR generated in his research group. His interest in medicine led him to form the medical research charity UK Children’s Neurological Research Campaign with several medical academics and hospital consultants. He is a founding trustee of UKCNRC.


Abstract
The Fischer-Tropsch synthesis (FTS) for the conversion of carbon monoxide and hydrogen to higher hydrocarbons was investigated over a supported Cu/Co catalyst promoted by dielectric-barrier discharges (DBDs) at relatively low temperatures and ambient pressure. The effect of plasma power, operation pressure, and H2/CO molar ratio on the activity and selectivity of the catalyst in a DBD reactor were studied. The fresh and used catalyst samples were characterized by scanning electron microscopy, transmission electron microscopy, energy dispersive X-ray, and X-ray diffraction. We also used DBDs in catalyst preparation as a technique to enhance metal distribution on the catalyst support. The present study reveals that plasma can promote the FTS over a Cu/Co-based catalyst at low temperatures and ambient pressure. The formation of methane was strongly suppressed in plasma. In contrast to conventional FTS, CO conversion was higher at low operating pressure than that at higher pressure in the DBD-promoted FTS, which indicates the presence of a new reaction path for FTS.
1 Introduction
1.1 Significance
With the development of modern society, the demand for energy increases significantly. Fossil fuels, including coal, petroleum, and natural gas that contain high percentages of carbon, are non-renewable resources. Since the industrial revolution in the 18th and 19th centuries, fossil fuels have been playing an important role in the world energy market. The reserves of fossil fuels are being depleted much faster than new ones are formed in nature. Also, the production and use of fossil fuels have been major environmental concerns. The CO2 emissions resulting from energy production are a serious global environmental problem. A global movement toward the generation of renewable energy for sustainable development is therefore under way to meet the increased global energy needs.
The conversion of natural gas, coal bed gas, and biomass into clean liquid fuels is an attractive option to unlock large gas reserves to the fuel industry. There are two main gas-to-liquid technologies: the methanol to gasoline (MtG) process and the Fischer-Tropsch synthesis for production of hydrocarbons.
1.2 Fischer-Tropsch synthesis
Fischer-Tropsch synthesis (FTS) was discovered in the 1920s by two German scientists; Franz Fischer and Hans Tropsch [1, 2]. In recent years, interest has increased significantly in applying the Fischer-Tropsch process for the production of clean fuels [3]. It is a chemical reaction between CO and H2 for the formation of hydrocarbons over catalysts at higher pressure and various temperatures. Generally, the Fischer-Tropsch process is operated in the temperature range of 150–300°C. Higher reaction temperatures lead to faster reactions and higher conversion rates but tend to favour methane production. As a result, the reaction temperature is usually maintained at the low to middle part of the range. Increasing the pressure leads to higher conversion rates and also favours the formation of higher hydrocarbons in the process.
A variety of catalysts can be used for the Fischer-Tropsch process. Group VIII metals are the most commonly used catalysts for FTS. Cobalt is the second most popular metal used in FTS catalysts after Fe, which is due to its low cost [4] compared to other group VIII metals except for Fe. Cobalt is also favoured for its high activity [5] and higher resistance towards reoxidation of the active metal to the inactive metal oxide by water [4, 6, 7]. Co also has good selectivity to alcohols or linear hydrocarbons from short (C2-C4) to very long (C20-C60) chains [5, 6, 8–12]. At conditions favouring chain-growth, space-time yields on supported cobalt catalysts are traditionally considered independent of cobalt dispersion and of support identity [13, 14]. Cobalt remains in the metallic state under FT conditions, whereas iron’s composition changes during the FT reaction [15]. Ernst et al. [9] concluded that a completely reduced cobalt remains in the metallic state during CO/H2 reaction by in situ EXAFS.
1.3 Dielectric-barrier discharge (DBD) plasma
In physics and chemistry, plasma is defined as an electrically neutral ionized gas. It is considered to be a fourth state of matter because of its unique properties. Plasma is constituted by particles in constant interaction including photons, electrons, positive and negative ions, atoms, free radicals, and excited and non-excited molecules [16].
A DBD is one commonly used method for producing a non-equilibrium plasma at atmospheric pressure, which is an effective tool to generate energetic electrons. The temperature of the energetic electrons is from 10,000 to 100,000 K, while the actual gas temperature remains near ambient temperature. Through electron-impact ionization, dissociation, and excitation of the source gases, active radicals and ionic and excited atomic and molecular species are generated, which can initiate plasma chemical reactions. The fundamental aspects of non-equilibrium plasma phenomena have been discussed in the literature [17–20].
A great advantage of DBDs over other discharges is that the average energy of electrons can be influenced by changing either the gas pressure (or gas density) or gap width. Thus, in a simple way, the chemical process under investigation can be optimized. From the standpoint of enhancing the energy efficiency and improving the product selectivity, it is of interest to apply a catalyst in the plasma to realize the catalytic process at low temperature and ambient pressure. Kogelschatz et al. [21, 22] recently reviewed novel applications of DBD. Extensive research works on greenhouse gas conversion to produce carbon and hydrogen [23], oxygenates [24–26], synthesis gas (H2+CO) [27–29] and higher hydrocarbons [30–32] by the combination of plasma and zeolite catalysts have been reported. Eliasson and Kogelschatz [33] studied the hydrogenation of CO2 to methanol in a DBD with and without a catalyst in the DBD gap. Comparison of experiments shows that DBD can effectively lower the temperature range of optimum catalyst performance. The interaction between plasma and catalyst is more complicated. Van Durme and co-workers [34] reported some physical-chemical effects of the catalyst on the plasma such as change of discharge type and changes in the distribution of accelerated electrons. Other effects include the generation of new reactive species as reported by Roland et al. [35]. They concluded that short-lived oxidising species are formed in the pores of porous materials when they are exposed to plasma. It was reported that plasma can influence catalyst properties in a discharge, and it may also enhance the dispersion of active catalyst components as well as the oxidation state of the material [34–36].
1.4 Process intensification (PI) and integrated process intensification (IPI)
Chemical processing technologies involving commodity chemicals and fuels based on fossil fuels (i.e., oil refineries and petrochemical plants) are well established. In compliance with the centralised feedstock availability, these production facilities are also centralised and hence for economic viability, they require the benefit of ”economies of scale”, i.e., centralised very large production facilities [37]. Due to the unavailability of a suitable technology that does not have the burden of economies of scale, large quantities of oil-field gases are flared causing environmental damage without any benefit. Furthermore, unlike oil and gas technologies, renewable energy production from biomass and biomass waste require small-scale-distributed production facilities in compliance with the distributed nature of the feedstock availability [37–40].
In the first instance, such a small scale but sustainable technology can be achieved by using PI [41–44]. Further sustainability can be gained by IPI [45–48], in which intensified unit operations are integrated within the production plant as well as on a global scale so as to have a totally holistic process necessary to combat global warming. PI represents a new process synthesis philosophy based on the understanding of momentum, heat and mass transfer operations in confined spaces ranging from millimetre-to-nanometre taking into account multiple-interactions between reactants, products, catalysts, reactor and thermodynamic and processing conditions. PI can be achieved in several ways, including through micro-reactor technology [41–44] or the use of a suitable PI-intensification field (such as electric or radiation field) or by reducing the diffusion path for reactants/products or by increasing the surface area for catalytic or adsorptive processes [43].
Another technique for process intensification is the application of high pressure, which is particularly suitable for small-scale reactors or in food processing as a means of achieving bacterial cell rupture at low temperatures [43]. However, in some cases, the application of high pressure is necessary for thermodynamic reasons to achieve reasonable levels of conversions as in FT synthesis. Hence, any method that reduces pressure should be deemed to be PI as high pressure operations are highly capital intensive especially at high temperatures.
1.5 Novelty of the technique
The DBD plasma technique infact utilises both capillary flow and the above cited PI-fields. To our knowledge, the Fisher-Tropsch synthesis over porous catalysts promoted by a non-thermal plasma at low temperatures and ambient pressure has not been reported in the literature. The purpose of this study was to explore the feasibility of process intensified Fischer-Tropsch synthesis (PIFTS) over porous Co/Cu-based catalysts promoted by a DBD at ambient conditions. This is an alternative way to produce liquid hydrocarbons at low temperature and ambient pressure. The present study demonstrates that a non-thermal plasma-assisted Fisher-Tropsch process can reach higher CO conversions at low temperature and ambient pressure compared with conventional ones at relatively higher temperatures and higher pressure. Plasma-promoted FTS operates more efficiently at ambient pressure, which is different from the conventional FTS. The carbon formation on the surface of catalysts was strongly inhibited by the application of plasma. Non-thermal plasma showed a unique ability to improve the metal dispersion on the catalyst as well as reduce the metal particle size to less than 10 nm at low temperatures.
2 Experimental
2.1 Catalyst preparation
The supported Co/Cu catalysts used in the experiment were prepared by the incipient wetness method using copper nitrate (Sigma Aldrich, Gillingham, Dorset, UK) and cobalt nitrate (Sigma Aldrich, Gillingham, Dorset, UK) solutions. An aluminosilicate (Al2SiO5) ceramic foam monolith was received from SELEE Corporation, Hendersonville, NC, USA. The monolith had pore size of 20 ppi. The monolith was immersed in 45 ml of cobalt nitrate solution (20%, w/w) for 2 h, and then it was evaporated at 100°C for 24 h to remove water. After that, the sample was immersed in 45 ml of copper nitrate solution (20%, w/w) for 2 h, and then the sample was evaporated at 100°C for 24 h to remove water. The above operation was repeated twice to obtain a total catalyst loading of 35% (w/w) with Co/Cu=1 (weight ratio). After each impregnation, the catalyst was baked in air at 350°C for 2 h. The catalyst was crushed into 2–3 mm particles for further use. The prepared catalyst was then reduced in situ at 350°C in a hydrogen flow of 100 ml/min for 12 h prior to the reaction. It is important to make sure that the support aluminosilicate particles are not fully covered (hence crushing of the monolith into particulates) with the catalyst so that the catalyst does not act as an electrical conductor.
2.2 Catalyst characterization
Scanning electron microscopy (SEM), energy dispersive X-ray (EDX), transmission electron microscopy (TEM) and X-ray diffraction (XRD) were used in the characterisation of the catalysts.
Scanning electron microscopy (JSM-5300LV, JEOL Ltd., Tokyo, Japan) incorporated with EDX spectroscopy was used to investigate the morphology and the microstructure of the supported Cu/Co catalyst samples. EDX was used to analyze the surface composition of those catalyst samples. The catalyst structure was analysed by a PANalytical X’PERT Pro Diffractometer (PANalytical B. V., Almelo, The Netherlands) using CuKα1 source (λ=1.540598 Å). The scan range (2θ) is from 5 to 120°. The fine structure of the supported Cu/Co catalyst samples were analyzed with a Philips CM100 TEM (Philips/FEI Corporation, Eindhoven, Holland), and the images were collected using an AMT CCD camera.
2.3 Catalytic reactions
Figure 1 shows a schematic diagram of the set-up of the plasma assisted FTS. A tubular coaxial glass reactor was designed and constructed to incorporate HV electrodes for plasma generation. It consisted of two coaxial glass tubes, one inside the other. The wall thickness of the glass tubes was 1.5 mm. The outer glass tube had a 32 mm inner diameter and was 300 mm in length. The inner tube had a 17 mm outer diameter. Hence the gap between the two tubes was 7.5 mm. The reactor was fitted with a pressure gauge and a pressure relief valve to control the reaction pressure.

Schematic diagram of the set-up of the plasma promoted FTS.
A stainless steel mesh was wrapped around the outer surface of the external glass tube and the other mesh was inserted inside the inner glass tube. A high-voltage power supply could feed between 0 and 150 W into the discharge reactor by adjusting the amplitude of the applied voltage. An alternating sinusoidal high voltage of up to 20 kV amplitude (peak-to-peak) and about 20 kHz frequency was applied to the stainless steel mesh electrodes. The wall power consumed by the plasma system was measured by a plug-in power meter. The plasma power dissipated in the discharge was calculated by integrating the product of voltage and current.
The discharge was maintained in an annular discharge gap of 7.5 mm in radial width and 175 mm in length, giving a discharge volume of about 100 ml. The discharge volume of the reactor was filled with 100 ml of the porous Cu/Co-based catalyst (20 g) with a particle size of 2–3 mm. Prior to the plasma reaction, the catalyst was reduced at 350°C in a hydrogen flow of 50 ml/min for 12 h. After catalyst reduction, the furnace was switched off and the reactor was allowed to cool down to room temperature.
The feed gases, CO and H2 purchased from BOC, (BOC Industrial Gases, Surrey, UK), were introduced into the reactor from high-pressure cylinders via mass flow controllers (MFCs), admitting a total gas flow of 20–100 ml/min. A back pressure valve at the inlet of the DBD reactor was used to regulate the pressure in the reactor up to a maximum pressure of 6 bar. The preselected temperature of the reactor could be maintained by a tubular furnace.
The reaction products were analysed online using a Varian 450-GC (Varian, Inc., California, USA). The GC is equipped with 2 ovens, 5 columns and 3 detectors (1 TCD and 2 FID). One oven houses 3 columns [one HAYESEP Q 0.5 m×1/8"×2.0 mm Ultimetal (#CP81073), one HAYESEP T 0.5 m×1/8"×2.0 mm Ultimetal (#CP81072) and one Molsieve 13X 1.5 m×1/8"×2.0 mm Ultimetal (#CP81071)] to detect permanent gases. The second oven houses a CP-SIL 5 CB column (25 m, 0.25 mm, 0.4 μm, #CP7709) for hydrocarbons and a CP-WAX 52 CB column (25 m, 0.32 mm, 1.2 μm, #CP7763) for alcohols. The mass balance of the reaction was obtained by adding a controlled flow of nitrogen (20 ml/min) as reference gas to the exit of the reactor in order to monitor the change of volume flow due to the reaction. All results are reported in mole percent.
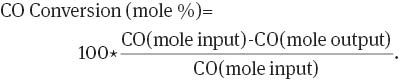
The conversion of CO is defined as:
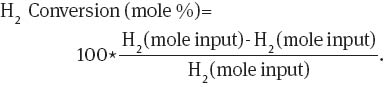
The conversion of H2 is defined as:
The product selectivity is defined as:

(i=CO2, CH4, C2H4, C2H6, C3H6, C3H10, C4H8, C4H10).
The selectivity to C5+ hydrocarbons was calculated from the carbon balance of the reactions.
3 Results and discussion
3.1 Catalyst characterization
The fresh and used catalyst samples were characterized by SEM, EDX, XRD and TEM. Figure 1A and B show the images of the supported Co/Cu catalyst structure before reaction and after plasma promoted FTS, respectively.
It is clear from Figure 2A and B that the metal particle size had reduced after the plasma reaction. Furthermore, EDX results of those catalyst samples demonstrated that the fresh catalyst surface was mainly dominated by Cu prior to the reaction. After plasma reaction, the amount of Co and Cu at the catalyst surface was almost the same, indicating that Co atoms can migrate to the surface of the catalyst in the reaction under plasma conditions. These results demonstrate that a non-thermal plasma can improve metal dispersion on the surface of a catalyst, which is very useful in catalyst preparation and catalyst modification at low temperature and ambient pressure.

SEM images of supported Cu/Co catalyst samples. (A) fresh catalyst; (B) after reaction in plasma.
XRD results (Figure 3) show that Co3O4 and CuO were present in the catalyst before reduction with H2. Only Cu and Co metals were present in the catalyst sample after reduction in a H2 flow of 50 ml/min at 350°C for 12 h. The results also revealed that Cu and Co were detected by XRD in the two used catalyst samples after conventional and plasma FTS reaction.

XRD histogram of Co/Cu catalyst supported on aluminosilicate before reduction and after reaction with and without plasma.
Figure 4 shows the TEM images of supported Cu/Co catalyst samples. A notable difference is in particle size among fresh catalyst (Figure 4A), the used catalyst in conventional FTS (Figure 4B) and in plasma-assisted FTS (Figure 4C). Catalyst particles in the used catalyst after plasma-assisted FTS appeared to be much smaller (Figure 4C) than those in the fresh one, which confirms the results from SEM. Furthermore, it is important to note that the particle size of the catalyst used in conventional FTS did not show any change compared to the fresh sample. These SEM, EDX, XRD and TEM results suggest that plasma can be used in catalyst preparation as a technique to enhance the metal distribution on the catalyst support. They also demonstrate that plasma modified the metal particle size to approximately less than 10 nm in the plasma promoted FTS.

TEM images of supported Cu/Co catalyst samples. (A) Fresh catalyst; (B) catalyst used in conventional FTS; and (C) catalyst used in plasma-assisted FTS.
3.2 FTS under conventional reaction conditions
First of all, for a better understanding of the reaction over a supported Cu/Co catalyst, we carried out the reaction at 230°C, reaction pressure of 6 bar, and a flow rate of 50 ml/min with a H2/CO molar ratio of 0.33, 0.5 or 1. The results are depicted in Figure 5A and B.

Influence of H2/CO molar ratio on FTS under conventional conditions. (A) Conversion; (B) selectivity. (Pressure: 6 bar; flow rate: 50 ml/min; wall temperature: 503 K.)
Figure 5A shows that an increase in the H2/CO molar ratio in the feed gas leads to an increase in CO conversion. In the reaction, the H2/CO molar ratio was lower than the standard ratio of 2 as lowering the ratio steers the reaction towards the production of short chain hydrocarbons and alcohols [15]. However, while steering the reaction towards these products, FTS activity with respect to CO conversion will be decreased. For the purpose of this research, the H2/CO molar ratios selected were 1, 0.5 and 0.33. It is apparent that the H2 conversion is at an almost identical level (87–89%) under all ratios tested.
Figure 5B reveals that the higher the H2/CO molar ratio is, the higher the selectivity to CH4 is in the reaction. This is due to the fact that the effective molar ratio of H2 and CO reacted is higher than the feed ratio and CH4 formation is favoured at high H2/CO molar ratios. With an increase in H2/CO ratio from 0.5 to 1, the selectivity to CH4 was increased significantly from 42 to 19%. In contrast, changes in CO2 selectivity do not follow a particular trend with an increase in H2/CO molar ratio in the reaction. It is important to mention that the selectivity to higher hydrocarbons (C2-4, C5+) decreases with an increase in H2/CO molar ratio under conventional FTS reaction conditions.
3.3 Plasma-assisted Fischer-Tropsch synthesis
In the plasma-assisted Fischer-Tropsch synthesis over Cu/Co-based catalyst at low temperatures and ambient pressure, we can detect methane, carbon dioxide, water, and higher hydrocarbons including C2 (ethylene, propylene), C3 (propane, propene), C4 (butylene, butane) and C5+ (other higher hydrocarbons) in the outlet gas stream.
3.3.1 Effect of plasma power
Plasma power is an important factor affecting FTS over a supported Cu/Co catalyst under plasma conditions. As the plasma power increases, more CO and H2 molecules are activated and more reactive species are generated in plasma or on the surface of the catalyst. So, increasing the discharge power leads to a substantial increase in CO conversion over a supported Cu/Co catalyst in plasma. The results depicted in Figure 6A demonstrate that an increase in the plasma power from 50 to 90 W enhances the CO conversion apparently from 15 to 24%.

Influence of plasma power on FTS. (A) Conversion; (B) selectivity. (Pressure: 1 bar; flow rate: 50 ml/min; wall temperature: 373 K; H2/CO in the feed: 1:1; frequency: 20 kHz.)
Figure 6B shows the influence of plasma power on the reaction selectivity over a supported Cu/Co catalyst. In terms of the effect of plasma power on the selectivity of FTS, one of the important observations was the absence of methane in the reaction under plasma conditions, which is different from the results obtained under conventional FTS conditions described in Figure 5B. It is suggested that the reaction channel between CO and H2 over a Cu/Co-based catalyst could be modified in plasma. The reaction channel for CH4 formation over the catalyst is strongly suppressed in plasma. When the plasma power was increased from 50 to 90 W, the selectivity to CO2 increased from 5.1 to 19.6%. In contrast, the selectivity to higher hydrocarbons decreased from 94.9 to 80.4%. Higher plasma power favours the higher selectivity to CO2, while lower plasma power is beneficial to higher selectivity to higher hydrocarbons over the supported Cu/Co catalyst under plasma conditions.
3.3.2 Effect of operating pressure
Operating pressure is an important parameter influencing the FTS under conventional conditions. Higher operation pressure can enhance the CO conversion in conventional FTS according to chemical equilibrium calculation. Under plasma conditions, the variation of operating pressure can influence the characteristics of DBDs. The electron energy distribution in the discharge strongly depends on electric field and gas density ratio, E/n. At a certain temperature, gas density is proportional to the gas pressure. So, it is possible to affect plasma chemical reactions in a DBD reactor by changing the feed gas pressure. As presented in Figure 7A, increasing the operating pressure decreases the conversion of CO apparently. For example, increasing the operating pressure from 1 to 6 bar resulted in the decreasing of CO conversion significantly from 24% to 8%. Our further study revealed that the parallelograms of voltage-current Lissajous figures became narrower at higher pressures, indicating that the discharge behavior changes with pressure at constant power. It is apparent that reaction operating pressure has a profound effect on FTS over the catalyst under plasma conditions. In contrast to conventional FTS, CO conversion is higher in plasma assisted FTS at low operating pressures.

Influence of operating pressure on FTS. (A) Conversion; (B) selectivity. (Wall temperature: 373 K; flow rate: 50 ml/min; H2/CO in the feed: 1:1; power: 90 W; frequency: 20 kHz.)
Figure 7B presents carbon selectivity of the reaction under plasma conditions. Increasing the operating pressure results in a significant decrease in the selectivity to CO2. It is important to note that there was no CH4 detected in the pressure range tested. The formation of higher hydrocarbons is significantly enhanced at higher operating pressures.
From the above results, it is clear that the average electron energy plays an important role in the reaction over a Cu/Co supported catalyst. At lower operating pressures, the average electron energy is higher than that at higher pressures, so favoring a high conversion of CO and higher selectivity to CO2. A higher operating pressure reduces the mean electron energy, decreases the conversion of feed gases, and is beneficial to get a high selectivity to lighter hydrocarbons. In the reaction, a suitable average electron energy is required to obtain high selectivity to higher hydrocarbons. Therefore, it is possible to control the FTS activity and selectivity over a supported Cu/Co catalyst by optimizing operating pressure.
3.3.3 Effect of H2/CO molar ratio
The influence of feed gas composition on the reaction under plasma conditions by using a supported Cu/Co catalyst is depicted in Figure 8A. When the molar ratio of H2/CO increased from 0.5 to 2, the conversion of CO increased from 21% to 38%. Similar to the FTS under convention conditions, higher H2/CO ratio in the feed gas results in higher CO conversion under plasma conditions.

Influence of H2/CO molar ratio on FTS. (A) Conversion; (B) selectivity. (Pressure: 1 bar; wall temperature: 373 K; flow rate: 50 ml/min; power: 90 W; frequency: 20 kHz.)
Our further experimental results demonstrate that CO conversion also increases with an increase in H2/CO ratio at higher operating pressure (3 bar and 6 bar) at various dissipated plasma power (50 W, 70 W, 90 W).
The product selectivity versus the molar ratio of H2/CO in the reaction is depicted in Figure 8B. The major products are higher hydrocarbons and CO2. Only a small amount of CH4 formed (1.6%) at the H2/CO molar ratio of 0.5. We did not detect CH4 at higher H2/CO molar ratios in the outlet gas stream. Increasing the H2/CO molar ratio leads to a substantial increase in the selectivity to higher hydrocarbons, while it leads to a decrease in the selectivity to CO2. When the ratio is increased from 0.5 to 2, the selectivity to higher hydrocarbons increased significantly from 65.4% to 88.2%. It is possible to enhance the formation of higher hydrocarbons, and at the same time, inhibit the formation of CH4 and CO2 by optimizing the H2/CO molar ratio of the feed gases in the reaction.
In conventional FTS, changes in CO2 selectivity due to variation in H2/CO molar ratio did not follow a particular trend and was attributed to the fact that the majority of CO2 produced was as a result of the water-gas-shift (WGS) reaction. However, in plasma-assisted FTS, CO2 selectivity decreases with an increase in H2/CO molar ratio suggesting that CO2 production could be a direct result of the plasma breaking down carbon monoxide molecules to produce CO2 via the plasma-promoted Boudouard disproportion reaction (2CO=CO2+C) on the surface of the catalyst. Another reaction channel for CO2 formation could be a plasma-assisted WGS reaction (CO+H2O=CO2+H2) under plasma conditions.
3.4 Mechanism of FTS over catalyst promoted by plasma
The FTS can be summarised by the following reactions:
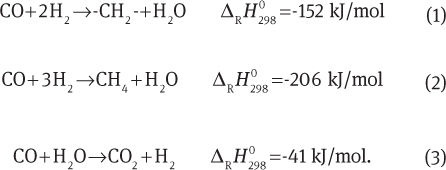
Equations 1 and 2 describe the formation of hydrocarbons and methane, respectively. The main reaction is the formation of alkanes (CnH2n+2):

Other products are alkenes (CnH2n) and alcohols (CnH2n+1OH):

Boudouard reaction: 2CO→C+CO2
Catalyst reduction:
MxOy+y H2 → yH2O+xM
MxOy+y CO → yCO2+xM.
Carbon monoxide can react with water vapour either present in the syngas or formed from equations 1 and 2 to form carbon dioxide and hydrogen as shown in equation 3.
From the point of the view of the mechanism under conventional FTS conditions, the Fischer-Tropsch reaction can be considered as a kind of polymerization. It contains 1) an adsorption and reactant activation step, 2) a chain initiation, 3) a propagation and 4) a chain growth termination. Fischer and Tropsch [1] supposed the dissociative adsorption of the carbon oxide on the metal atom, with formation of a carbide species. The insertion of the adsorbed dissociated hydrogen on this carbide generates the active CH2- intermediate that is the key component for the propagation step. The growing alkyl chain can desorb from the metal by hydrogenation, forming hydrocarbons, mainly olefins. According to this mechanism, higher pressure favours the reaction. In order to promote the dissociative adsorption of carbon monoxide on the metal, and generate adsorbed dissociated hydrogen, higher temperature and higher pressure is necessary to overcome the energy barrier of the reaction.
To our knowledge, the plasma-assisted FTS over catalysts has not been attempted in the literature. On the basis of the above discussion, a FTS reaction mechanism promoted by non-thermal plasma could be proposed as shown in the following steps.
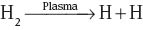
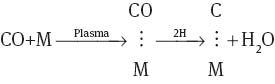
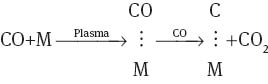
Plasma promoted H2 dissociation, and plasma promoted CO dissociative adsorption on metal atom
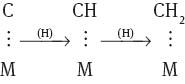
Insertion of plasma dissociated hydrogen
Propagation
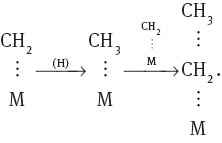
Under plasma conditions, the reaction is carried out via different routes from that under conventional FTS conditions. It is influenced apparently by plasma-activated species. Unlike the reaction mechanism under thermal conditions, the high energy electrons produced in non-thermal plasma can not only activate CO on the surface of the catalyst, but also activate hydrogen at low temperatures and ambient pressure. Because of the high dissociation energy of CO (11.16 eV), the plasma-promoted CO dissociative adsorption on the metal atom is the control step of FTS over the catalyst in plasma. The dissociative energy of H2 is only 4.25 eV, indicating that H2 can be dissociated easily in a DBD. The abundant plasma-activated hydrogen species generated in plasma can react with adsorbed and plasma-activated carbon monoxide to generate CHx-M, which will influence the initiation, propagation, and chain growth termination steps of the reaction. It is also possible that the CO can react with the plasma-activated CO adsorbed on the catalyst, which can generate carbon-metal legend and CO2. The carbon-metal legend can react with plasma-activated hydrogen to form CHx-M. The carbon formation on the catalyst is strongly inhibited due to the formation of plasma-activated hydrogen. The reaction between oxygen species on the surface of the catalyst with CO can form CO2, and with hydrogen can produce water.
4 Conclusions
The reaction of FTS to higher hydrocarbons was investigated over a supported Cu/Co catalyst promoted by DBDs at relatively lower temperature and ambient pressure. SEM, EDX, XRD and TEM results demonstrate that DBDs can be used to enhance metal distribution on the catalyst support. The present study reveals that plasma can promote the FTS over a Cu/Co-based catalyst at low temperatures and ambient pressure. An increase in plasma power and in H2/CO molar ratio can increase CO conversion. Lower plasma power, higher operation pressure and higher H2/CO molar ratio favour the higher selectivity to higher hydrocarbons. The formation of methane was strongly suppressed in the plasma-promoted FTS. In contrast to conventional FTS, CO conversion is higher at low operating pressure than that at higher pressure in the DBD-promoted FTS. It is possible to develop a new technology for FTS at lower temperatures and ambient pressure by optimizing the catalyst property and reaction parameters under plasma conditions.
About the authors

Wail Saif Al-Harrasi, was born in Muscat, Sultanate of Oman, he studied for a Bachelor’s degree in Chemical & Process Engineering at Sheffield University in 2005. He obtained a Master’s degree in Sustainable Chemical Engineering with Distinction at Newcastle University in 2006. He obtained his PhD in Chemical Engineering & Advanced Materials from Newcastle University in 2011. His PhD research thesis is titled “Novel Plasma Catalytic Systems for Fischer-Tropsch Reaction: Intensified Gas to Liquid Fuel Production”. His research focused on optimizing GTL process using non-thermal plasma catalytic microreactors. The research aimed at the liquification of syngas at atmospheric conditions to reduce operating costs and enhance process safety. In 2011, Dr. Al-Harrasi Joined Petroleum Development Oman (PDO), the main oil-producing company in Oman as a Process Engineer executing multimillion state-of-the-art projects.

Kui Zhang obtained a PhD degree in Physical Chemistry from Nankai University in China. He is experienced in catalysis chemistry and non-thermal plasma chemistry, as well as their applications in value-added chemical synthesis and air-pollution control technologies. Currently, as an associate with Prof. G. Akay, he is working on process intensified plasma catalysis technologies at low temperatures and ambient pressure for EU projects: COPIRIDE and PolyCat.

Professor Akay has held the Established Chair of Chemical and Process Engineering at Newcastle University since January 1998 and heads the “Process Intensification and Miniaturisation” Research Group. He has a multidisciplinary research and educational background (all degrees from Manchester University) covering Chemical Engineering (BSc, MSc), Mathematics (PhD), and Chemistry (Dozent). While at Unilever Research Laboratory (Port Sunlight) from 1983 to 1994, he pioneered the processing of PolyHIPE Polymers and discovered “flow-induced phase inversion” and “confinement” phenomena and applied them to chemical process intensification, which resulted in some 40 patents still utilized by Unilever. Later, in academia, through collaboration with biologists, and medical and agricultural scientists, he pioneered Process Intensification in energy conversion, as well as BioProcess and AgroProcess intensifications based on the “confinement phenomenon”. These intensified processes were underpinned with over 35 patents and patent applications in the last 12 years. His work on process intensification in energy conversion processes resulted in the world’s first intensified-integrated power generation plant from biomass proving that such plants do not have the burden of “economies of scale”. This technology is now commercialized by the Newcastle University spin-out company ITI Energy. More recently, following the demonstration of the confinement phenomenon through tissue engineering, he developed intensified processes in biomass-based energy/chemicals processing, catalyst synthesis, biotechnology and agriculture partly based on the use of his nano-structured micro-porous materials. In the last 4 years, he has been conducting full-time research and technology transfer activities via two Newcastle University spin-out companies, ITI Energy and GAP Technologies, which are based on the IPR generated in his research group. His interest in medicine led him to form the medical research charity UK Children’s Neurological Research Campaign with several medical academics and hospital consultants. He is a founding trustee of UKCNRC.
Support for this work by EU FP7 Integrated Project, COPIRIDE (Combining Process Intensification-driven Manufacture of Microstructured Reactors and Process Design regarding to Industrial Dimensions and Environment) is gratefully acknowledged. We are also grateful to Petroleum Development Oman (PDO) for supporting Dr Wail Al Harrasi for his PhD studies at Newcastle University.
References
[1] Fischer F, Tropsch H. Brennetoff-Chem. 1926, 7, 97.Search in Google Scholar
[2] Fischer F, Tropsch H. Brennstoff-Chem. 1930, 11, 489.Search in Google Scholar
[3] Trippe F, Frohling M, Schultmann F, Stahl R, Henrich E. Fuel Process. Technol. 2011, 92, 2169–2184.Search in Google Scholar
[4] Song DC, Li JL. J. Mol. Catal. A Chem. 2006, 247, 206–212.Search in Google Scholar
[5] Li P, Liu J, Nag N, Crozier PA. Appl. Catal. A Gen. 2006, 307, 212–221.Search in Google Scholar
[6] Saib AM, Borgna A, van de Loosdrecht J, van Berge PJ, Geus JW, Niemantsverdriet JW. J. Catal. 2006, 239, 326–339.Search in Google Scholar
[7] Tristantini D, Logdberg S, Gevert B, Borg O, Holmen A. Fuel Process. Technol. 2007, 88, 643–649.Search in Google Scholar
[8] Chernavskii PA, Khodako AY, Pankina GV, Girardon JS, Quinet E. Appl. Catal. A Gen. 2006, 306, 108–119.Search in Google Scholar
[9] Ernst B, Bensaddik A, Hilaire L, Chaumette P, Kiennemann A. Catal. Today 1998, 39, 329–341.10.1016/S0920-5861(97)00124-7Search in Google Scholar
[10] Ernst B, Hilaire L, Kiennemann A. Catal. Today 1999, 50, 413–427.10.1016/S0920-5861(98)00519-7Search in Google Scholar
[11] Girardon JS, Quinet E, Griboval-Constant A, Chernavskii PA, Gengembre L, Khodakov AY. J. Catal. 2007, 248, 143–157.Search in Google Scholar
[12] Martinez A, Lopez C, Marquez F, Diaz I. J. Catal. 2003, 220, 486–499.Search in Google Scholar
[13] Iglesia E, Reyes SC, Madon RJ, Soled SL. Adv. Catal. 1993, 39, 221–302.Search in Google Scholar
[14] Iglesia E, Soled SL, Fiato RA. J. Catal. 1992, 137, 212–224.Search in Google Scholar
[15] Van der Laan GP, Beenackers A. Catal. Rev. 1999, 41, 255–318.Search in Google Scholar
[16] Moreau M, Orange N, Feuilloley MGJ. Biotechnol. Adv. 2008, 26, 610–617.Search in Google Scholar
[17] Eliasson B, Egli W, Kogelschatz U. Pure Appl. Chem. 1994, 66, 1279–1286.Search in Google Scholar
[18] Eliasson B, Kogelschatz U. IEEE Trans. Plasma Sci. 1991, 19, 309–323.Search in Google Scholar
[19] Badyal JPS. Top. Catal. 1996, 3, 255–264.Search in Google Scholar
[20] Venugopalon M, Veprek S. Kinetics and Catalysis in Plasma Chemistry, Springer-Verlag: New York, 1983.Search in Google Scholar
[21] Kogelschatz U, Eliasson B, Egli W. J. Phys. IV 1997, 7, 47–66.Search in Google Scholar
[22] Kogelschatz U, Eliasson B, Egli W. Pure Appl. Chem. 1999, 71, 1819–1828.Search in Google Scholar
[23] Babariotskii AI, Deminskii MA, Demkin AI, Zhivotov VK, Potapkin BV, Poteknin SV, Rusanov VD, Ryazantsev EI, Etievan C. High Energ. Chem. 1999, 33, 45–51.Search in Google Scholar
[24] Larkin DW, Caldwell TA, Lobban LL, Mallinson RG. Energy Fuels, 1998, 12, 740–744.10.1021/ef970217nSearch in Google Scholar
[25] Kozlov KV, Michel P, Wagner HE. Plasma Polym. 2000, 5, 129–149.Search in Google Scholar
[26] Eliasson B, Kogelschatz U, Xue BZ, Zhou LM. Ind. Eng. Chem. Res. 1998, 37, 3350–3357.Search in Google Scholar
[27] Zhou LM, Xue B, Kogelschatz U, Eliasson B. Energ. Fuel 1998, 12, 1191–1199.10.1021/ef980044hSearch in Google Scholar
[28] Kogelschatz U, Zhou LM, Xue B, Eliasson B. Production of Synthesis Gas through Plasma-Assisted Reforming of greenhouse gases, Elsevier Science Bv: Amsterdam, 1999.10.1016/B978-008043018-8/50062-XSearch in Google Scholar
[29] Kraus M, Eliasson B, Kogelschatz U, Wokaun A. Phys. Chem. Chem. Phys. 2001, 3, 294.Search in Google Scholar
[30] Eliasson B, Liu CJ, Kogelschatz U. Ind. Eng. Chem. Res. 2000, 39, 1221–1227.Search in Google Scholar
[31] Zhang K, Eliasson B, Kogelschatz U. Ind. Eng. Chem. Res. 2002, 41, 1462–1468.Search in Google Scholar
[32] Zhang K, Kogelschatz U, Eliasson B. Energ. Fuel 2001, 15, 395–402.10.1021/ef000161oSearch in Google Scholar
[33] Eliasson B, Kogelschatz U. IEEE Trans. Plasma Sci. 1991, 19, 1063–1077.Search in Google Scholar
[34] Van Durme J, Dewulf J, Leys C, Van Langenhove H. Appl. Catal. B 2008, 78, 324–333.10.1016/j.apcatb.2007.09.035Search in Google Scholar
[35] Roland U, Holzer F, Kopinke FD. Appl. Catal. B 2005, 58, 217–226.10.1016/j.apcatb.2004.11.024Search in Google Scholar
[36] Chen HL, Lee HM, Chen SH, Chao Y, Chang MB. Appl. Catal. B 2008, 85, 1–9.10.1016/j.apcatb.2008.06.021Search in Google Scholar
[37] Akay G. Chem. Eng. 2006, 784, 27–30.Search in Google Scholar
[38] Akay G, Jordan AC. Energ. Fuel 2011, 25, 2274–2283.10.1021/ef101494wSearch in Google Scholar
[39] Jordan AC, Akay G. Fuel Process. Technol. 2013, 106, 654–660.Search in Google Scholar
[40] Akay G, Jordan AC, Mohammed AH. J. Energy Chem. 2013, 22, 426–435.Search in Google Scholar
[41] Stankiewicz AI, Moulijn JA. Chem. Eng. Prog. 2000, 96, 22–34.Search in Google Scholar
[42] Hessel V, Hardt S, Lowe H. Chemical Micro-Process Engineering, Wiley-VCH: Weinheim, Germany, 2004.10.1002/3527603042Search in Google Scholar
[43] Akay G. In Encyclopaedia of Chemicals Processing, Lee, S, Ed., Taylor & Francis: New York, 2006, pp. 183–190.Search in Google Scholar
[44] Kumar V, Nigam KDP. Green Process. Synth. 2012, 1, 79–107.Search in Google Scholar
[45] Akay G. UK Sci. Technol. 2011, 3, 148–152.Search in Google Scholar
[46] Akay G. PCT Int. Patent Publ. 2012, PCT WO 2012/025767.Search in Google Scholar
[47] Akay G, Al-Harrasi WSS, Chiremba E, El-Nagger A, Mohamed AH, Zhang K. PCTInt. Patent Publ. 2013, WO2013/108047.Search in Google Scholar
[48] Akay G. PCT Int. Patent Publ. 2013, WO2013/108045.Search in Google Scholar
©2013 by Walter de Gruyter Berlin Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Articles in the same Issue
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals
Articles in the same Issue
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals