Influence of oscillating fiber laser welding process parameters on the fatigue response and mechanical performance of butt-jointed TWIP980 steels
-
Oktay Cavusoglu
Oktay Cavusoglu is a Ph.D. candidate in the Department of Mechanical Engineering at the Bursa Uludag University in Türkiye. He works as a research assistant at Duzce University in Türkiye. He was born in 1994. His research interests include manufacturing methods, joining technologies and materials testing.

 ,
Hakan Aydın
,
Hakan Aydın
Dr. Hakan Aydın is a Full Professor in the Department of Mechanical Engineering at the Bursa Uludag University in Türkiye. He was born in 1976. His research interests include advanced joining technology (laser welding, friction stir welding, etc.) and material characterization.
Dr. Mehmet Eroglu is a Full Professor in the Department of Metallurgy and Materials Engineering at the Firat University in Türkiye. He was born in 1968. His research interests include advanced welding technology, coating technology, material process and characterization.
Dr. Kemal Davut, is an Assistant Professor in the Department of Materials Science and Engineering at the Izmir Institute of Technology in Türkiye. He was born in 1982. His areas of interest include crystallographic texture analysis, EBSD technique, SEM, quantitative metallography, magnetic Barkhausen noise, heat treatment of ferrous alloys and advanced high strength steels.

Abstract
In this study, the effect of laser power, welding speed, linear heat inputs on the mechanical performance of TWIP980 steels joined by oscillating fiber laser welding in butt welding configuration was investigated. Oscillating fiber laser welding were changed: laser power from 1.2 to 1.6 kW, welding speed from 20 to 30 mm s−1, linear heat input from 40 to 80 J mm−1. The tensile, hardness and fatigue tests were carried out to determine mechanical performance. A significant improvement in weld penetration, fatigue performance and mechanical properties was detected at linear heat inputs above 53.33 J mm−1. The best mechanical properties were obtained at 1.6 kW laser power and 25 mm s−1 welding speed. The study reveals that linear heat inputs, laser power, and welding speed have significant effects on mechanical performance and weld geometry. Furthermore, the results demonstrate that oscillating fiber laser welding enables good weldability even at low laser power.
1 Introduction
Nowadays the major effects of global warming are seen more clearly. Many states have begun to take steps to limit the consumption of fossil fuels and reduce emissions. Aircraft, automotive and shipping sectors have started to search for new materials that meet their requirements [1], [2]. Therefore, lightweight studies are critical research topics. Lightening body-in-white (BIW) by using improved high-strength new generation steels is among the main goals [3], [4]. The spread of new generation steels in the automotive industry has brought joining technologies to the agenda [5]. The most common welding process is used in BIW to join similar and dissimilar materials [6]. Therefore, the welding quality must be at the highest level without endangering driver and passenger safety. With the development of technology, welding processes have improved themselves [7]. New processes have been created with superior features compared to traditional welding methods. Laser welding technologies have great potential for the future thanks to their superior advantages [8], [9]. Their replace traditional welding methods due to its advantages such as low heat input, high speed, weldability of different materials and aesthetic appearance [10], [11]. TWIP steels are steels that contain high manganese and gain excellent tensile strength–ductility through the twinning mechanism [12], [13]. Since this will increase energy absorption, it allows TWIP steels to be used in safety applications [14], [15]. The TWIP steels are difficult process to weld due to the high manganese contain. Due to the negative effects of heat input during welding, defects such as manganese segregation, cracks and porosity may be encountered [16].
Researchers aim to overcome these problems with new generation laser welding processes. There are limited studies in the literature on laser welding of austenitic TWIP steel containing high manganese. Yang et al. [17] analyzed the effects of welding speed on mechanical properties and microstructure by keeping the laser power constant in medium-thickness TWIP steel. Full penetration was achieved at the determined welding speeds. They observed columnar, cellular dendrites and shrinkage porosities with austenitic single phase in the microstructure. They also stated that the mechanical strength of all welded joints was lower than that of the base material. Du et al. [18] studied the effect of focal offset in laser welding of metals that are dissimilar TWIP steel/Al alloy in butt configuration. They evaluated crack defects by analyzing microstructures. The results showed that laser welding parameters significantly affected the mechanical properties. They emphasized the importance of welding parameters in the laser welding process. Du et al. [19] investigated the weldability of 2 mm thick TWIP steels with fiber laser welding. TWIP steels as a similar material, was welded with fiber laser welding in the butt configuration by changing the laser power. The welding process was carried out on a 2 kW capacity IPG YLR-2000 fiber laser welding device, keeping the welding speed and focal distance constant. Laser power first increased and then decreased mechanical strength and elongation. All samples were broken at the weld seam. Moreover, fracture surface showed ductile behavior. Cavusoglu et al. [20] analysed linear fibre laser welding with constant laser power, variable focal distance and high welding speed for similar joints in TWIP steels. Welding speed and focal distance have been shown to have an effect on the geometry of the weld. Columnar and equiaxed dendrites were detected in fusion zone. Equiaxed dendrites were located close to the weld center. The dendrites exhibited a directional sequence of solidification. Ahmed et al. [21] investigated the weldability of high manganese TWIP steels by friction stir spot welding. In their study, they investigated the effect of tool rotation speed. They examined the welding quality by applying tensile tests, microstructure and hardness tests to the welded samples. It has been observed that tool rotation speed affects mechanical strength. They found that the welded samples elongated significantly without breaking. Additionally, dimpled ductile fractures were observed. As the rotation speed changed the heat input, it affected the width of the HAZ in the microstructure. The rotation speed increased the HAZ width. Friction stir spot welding has become a different welding method approach for TWIP steels. In recent times, oscillating laser welding technology has emerged as a further development in addition to the established standard of laser welding. The process of moving the laser beam rapidly and oscillatingly can be called oscillation laser welding. Compared to standard laser welding, oscillating laser welding has advantages such as higher gap filling capacity, easier weldability of different thicknesses, wide melting zone, and homogeneous heat distribution, etc. [22]. Since oscillating laser welding technologies are still very new, they need to be researched in detail. Özen et al. [23] investigated the effects of oscillating fiber laser welding parameters on the mechanical properties of TWIP/304 L steels. Welding processes were carried out at different laser powers at 80 and 120 mm s−1 welding speeds. Maximum strength was achieved at 3600 W laser power and 80 mm s−1 welding speed. Due to the welding of different materials, a wide range of hardness was measured in the fusion zone. The joints exhibited both brittle and ductile fracture. It was concluded that oscillatory laser welded TWIP/304 L steels can be welded without cracks and pores by optimizing the parameters, and heat input has a limited effect on mechanical properties. Chen et al. [24] examined the effects of 4 different oscillation modes (transverse, longitudinal, circular and without oscillation) on high-strength steels. They observed that the oscillation modes had significant effects on the weld morphology. The circular oscillation has the highest weld penetration and asymmetric weld cross-section. They stated that the asymmetric image may result from the energy distribution in the circular oscillation. Additionally, the highest mechanical strength was obtained in the circular oscillation mode. In their studies, they proved that the oscillatory motion is effective on the weld mechanical properties and weld morphology. Sanati et al. [25] carried out an review on oscillating laser welding. Despite its importance and advantages, they emphasized the lack of literature and limited studies. This emphasis also supports the purpose of this study. In their studies, they made evaluations in terms of metallurgical, geometric, mechanical and defects. Oscillating laser welding has been stated to significantly improve weld quality and reduce weld defects. They emphasized that oscillatory laser welding power, welding speed and frequency parameters should be optimized for good welding quality. They concluded that in the future, the limited features of the standard laser welding can be combined with the advantages of the oscillating laser welding to create a technological revolution.
The aim of this study is to obtain joints of high weld quality by overcoming the limitations of standard laser welding, which is expected to be widely used in various sectors in the future, with an oscillating laser beam. In the study, the effects of laser power, welding speed, and linear heat input on the weld quality and mechanical properties were investigated in the joining of high manganese-containing austenitic TWIP steel with oscillating laser welding, which are difficult to weld with standard welding methods. Perfect welded joints can be achieved by combining the limitations of laser welding with the advantages of oscillating laser welding. Oscillating laser welding has great potential for the near future.
2 Materials and experimental setup
2.1 Materials
The TWIP steels are austenitic steels with a face-centered cubic structure, which gain strength with the twinning mechanism. In all experiments, 1.4 thickness uncoated TWIP980 steel was used. TWIP steels are high strength and elongation steels. Additionally, it contains high manganese. The TWIP (Twinning-Induced Plasticity) steels used in this study were obtained from POSCO Steel Co., a prominent manufacturer based in Pohang, South Korea, known for producing high-quality advanced steels. The chemical compositions are given Table 1. The mechanical properties of TWIP980 steel, which is listed as follows: tensile strength 972 MPa, yield strength 537 MPa, elongation 50 %.
Chemical composition of TWIP980 (wt.%).
| C | Si | Mn | P | S | Al | Fe |
|---|---|---|---|---|---|---|
| 0.64 | 0.042 | 16.689 | 0.012 | 0.0005 | 1.66 | Bal. |
2.2 Oscillating fiber laser welding process
The oscillating fiber laser welding has superior features compared to standard laser welding methods. Welding process parameters are critical for weld quality. The different experimental sets were designed to analyze the effects of oscillating laser welding parameters and to determine the optimum oscillating laser welding parameters. Laser power, welding speed, and linear heat input were determined as the basic input parameters. The sheet plates were cut in 80 mm × 140 mm sample sizes. The samples were joined by continuous oscillating laser welding in the butt configuration. The circular oscillation mode laser was used. Welding operations were carried out on water-cooled fiber laser welding device. The welding process was carried out on an LRW420 model single-axis oscillating 70° inclined laser head, at 1,080 ± 10 nm laser wavelength, 100 mm collimator distance, 200 mm focal distance, under 15 l min−1 argon shielding gas, 1 mm oscillation amplitude. The process schematic visual and test sample dimensions are shown in Figure 1.

Process schematic visual and test sample dimensions.
Within the scope of the study, the effects of laser power, welding speed and linear heat input were investigated. Since laser power and welding speed directly affect the heat input to the material surface, the linear heat input effect was also investigated as a parameter to be studied. Linear heat input was calculated according to Equation (1). The welding parameters used during oscillating laser welding are shown in Table 2.
Oscillating laser welding process parameters.
| Sample | Laser power (kW) | Welding speed (mm·s−1) | Linear heat input (J·mm−1) |
|---|---|---|---|
| a | 1.2 | 20 | 60 |
| b | 1.2 | 25 | 48 |
| c | 1.2 | 30 | 40 |
| d | 1.4 | 20 | 70 |
| e | 1.4 | 25 | 56 |
| f | 1.4 | 30 | 46.67 |
| g | 1.6 | 20 | 80 |
| h | 1.6 | 25 | 64 |
| i | 1.6 | 30 | 53.33 |
2.3 Mechanical and metallurgical investigations
Samples were precisely cut to size and placed in hot bakelite for metallurgical examination. Bakelite samples were sanded from rough to fine on an ATA-Saphir 520 brand automatic sander to remove scratches on the surface. It was polished with diamond solution and etched with 2 % nital solution. Microstructural examination was carried out on a Nikon brand optical microscope. In addition, scanning electron microscope (SEM) analysis was performed on the FEI brand Quanta FEG 250 model device for detailed examinations and SEM-EDS analysis. Tensile test specimens were cut to size according to ASTM-E8 standards. Dimensions of sub-size test samples are shown in Figure 1. In order to avoid the effect of extra heat during cutting of the samples, the cutting process was carried out with water-jet. The tensile testing was applied to determine the maximum strength and elongation at break of welded joints. All tensile tests were carried out on a U-Test brand tensile testing machine at strain rate of 0.001 s−1. Tensile tests were carried out at. In addition, computer software was used to compare areas under the tensile test curve for toughness. Force-controlled fatigue tests were performed on a Shimadzu fatigue testing machine to determine the fatigue behavior of the welds. A stress ratio R (σ min/σ max) of 0.1 and a frequency of 10 Hz were used in all experiments. The micro-hardness measurements were carried out on the Metkon brand Duroline-M micro hardness device with load of 200 g and dwell time of 10 s.
3 Results and discussion
3.1 Microstructural analysis
Morphology of cross sections of welded joint at different parameters (laser power, welding speed and heat input) are given in Figure 2. The oscillatory laser welding parameters were found to affect macrostructural. It has been observed that secondary melting areas occur due to the oscillatory movement during laser welding. The formation of secondary melting areas can be explained by the energy distribution in the oscillating laser welding performed by Horník et al. [26]. In case of low heat input, the heat was not sufficient for penetration into the weld center. The laser power distribution was more intense at the boundaries of the oscillatory motion. These secondary melting zones are more obvious at high welding speeds and low heat inputs Figure 2b, c, f and i. A good weld seam with full penetration was obtained in welded joints above 53.33 J mm−1 linear heat input. At lower heat inputs, unmelted areas and secondary melting zones were formed in the weld seam. 1.2 kW laser power, 30 mm s−1 welding speed, 40 J mm−1 heat input could not provide sufficient heat input for joining. As a result of the oscillating movement, a non-welded area was detected in the centre of the weld Figure 2c. At 1.4 kW laser power, 30 mm s−1 welding speed, 46.67 J mm−1 heat input, an unmelted area at the bottom of the weld seam and macroporosity were detected in this transition region Figure 2f. In the case of low heat input, it can be seen that there are areas where the microstructure does not melt. At high welding speeds, secondary melt areas appeared on either side of the weld center. This is due to the oscillating movement and the insufficient time for penetration at high speed. In case of high heat input, full penetration is observed to be achieved. The material melted and flowed from the lower surface of the weld seam due to high heat Figure 2g and h.

The cross-sections images according to the sample no.
The micro-structure images for high and low heat input cases are given in Figure 3 (Sample g) and Figure 4 (Sample i), respectively. There are three basic zones in the microstructure: base material (BM), heat affected zone (HAZ) and fusion zone (FZ). The welded joint have an austenitic structure containing dendrites [19]. Columnar dendrites were detected in the fusion zone. The dendrites formation can be seen in austenitic steel welding [27], [28]. Compared to the linear laser weld, the dendrites exhibited a relatively more irregular arrangement in the weld fusion zone. Moreover, dendrites were dispersed in the weld pool. It is thought that this is due to the oscillating movement and the solidification mode.

Microstructure images of sample g.

Microstructure images of sample i.
The shrinkage porosity occurs due to shrinkage of the metal in the fusion zones. During cooling after welding, shrinkage porosity may occur due to the molten area not being fed with molten metal [29]. Guo et al. [30] reported that TWIP steels are weak in terms of weld defects due to their high shrinkage rate and are prone to the formation of shrinkage porosity in the fusion zone. They emphasized that shrinkage porosity can be reduced by optimizing the welding parameters. The SEM image taken from the fusion zone of sample h. The SEM image shows micro-porosities in the internal structure with diameters ranging from 0.621 to 1.649 µm. In HAZ, grains have become larger due to the effect of heat. After the welding process, the SEM/EDS elemental mapping image taken from the fusion zone are shown in Figure 5. Fe and Mn dominance is clearly seen. The elements exhibit an almost uniform distribution [31].

EDS elemental mapping of the fusion zone.
3.2 Mechanical testing
In this study, the effects of laser power, welding speed and linear heat input on the oscillating laser welding process were examined. Laser power and welding speed are parameters that directly affect linear heat input. The linear heat input was calculated according to equation (1). The tensile test was applied to determine the mechanical properties of the welded joint. Tensile test stress-strain curves obtained according to the determined process parameters are shown in Figure 6a. The effects of laser power and welding speed on the tensile strength values are shown in Figure 6b. The laser power and welding speed appears to have significant effects on mechanical strength in oscillating laser welding. At 1.2 kW laser power, tensile strength decreased when the welding speed increased. The highest tensile strength of 652.324 MPa was measured at a welding speed of 20 mm s−1. The lowest tensile strength was measured as 287.64 MPa at a welding speed of 30 mm s−1. This may be due to partial penetration and unjoinied region in the microstructure. Although close tensile strengths were achieved at 1.4 kW laser power, there was a minimal decrease at 30 mm s−1 welding speed. At 1.6 kW laser power, the tensile strength first increased and then decreased. The highest tensile strength was measured as 705.137 MPa at a welding speed of 25 mm s−1. At a low welding speed of 20 mm s−1, the pores occurred on the upper surface of the weld as this caused high heat input. These weld defects may have reduced the tensile strength. The effects of laser power and welding speed on the elongation values are shown in Figure 6c. At 1.2 kW laser power and 20–25–30 mm s−1 welding speeds, elongation values of 7.749 %, 3.635 % and 1.855 % were obtained, respectively. At 1.4 kW laser power and 20–25–30 mm s−1 welding speeds, elongation values of 8.626 %, 7.023 % and 4.848 % were obtained, respectively. The elongation values depending on welding speed showed similar trends at 1.2 kW and 1.4 kW laser powers. Elongation decreased when the welding speed increased. At 1.6 kW laser power and 20–25–30 mm s−1 welding speeds, elongation values of 6.139 %, 10.603 % and 2.55 % were obtained, respectively. At 1.6 kW laser power, elongation first increased and then decreased. Partial penetration observed at 30 mm s−1 welding speed caused a significant decrease in elongation. Crash boxes of vehicle bodies are the most common areas of use of TWIP steels. The crash boxes require high energy absorption to prevent the impact energy from being transmitted to the driver’s cabin. In addition, since the usage fields of TWIP steels are fields where safety is at the highest level, energy absorption values are of critical importance. The effects of laser power and welding speed on the energy absorption values are shown in Figure 6d. At 1.2 kW laser power and 20–25–30 mm s−1 welding speeds, energy absorption values of 37417.69 kJ m−3, 11141.43 kJ m−3 and 2011.31 kJ m−3 were obtained, respectively. At 1.4 kW laser power and 20–25–30 mm s−1 welding speeds, energy absorption values of 40563.81 kJ m−3, 31957.94 kJ m−3 and 17118.77 kJ m−3 were obtained, respectively. At 1.6 kW laser power and 20–25–30 mm s−1 welding speeds, energy absorption values of 23884.95 kJ m−3, 55755.62 kJ m−3 and 4,871.08 kJ m−3 were obtained, respectively. The maximum energy absorption value was obtained at 1.6 kW laser power and 25 mm s−1 welding speed. The energy absorption values exhibited almost similar trends to tensile strength and elongation.

Mechanical properties of oscillating laser welded samples, a) the stress-strain curves, b) tensile strength, c) elongation, d) energy absorption.
Oscillatory laser welding is more difficult to set optimum laser welding parameters in terms of weld quality because the heat input is applied to a wide area and different beam geometry. Since laser power and welding speed will affect the heat input to the material surface, it is necessary to examine the effects of heat input on the mechanics and weld seam. The change in mechanical properties of the linear heat input calculated according to the determined laser welding parameters is shown in Figure 7. In case of complete penetration, a significant improvement in mechanical properties was observed. At high heat input (56–80 J mm−1), tensile strength, elongation and energy absorption values first increased and then decreased. The increase in tensile strength was relatively limited. At low heat input (40–53.33 J mm−1), lower tensile strength, elongation and energy absorption values were obtained compared to high heat input. This difference became more evident in elongation and energy absorption values.

Heat input depended mechanical properties, a) tensile strength, b) elongation, c) energy absorption.
In this study, all welded samples were subjected to fatigue testing at a constant stress amplitude of 180 MPa. Fatigue life must be high in steels subjected to repeated load [32]. Repeated load may cause sudden fractures. Fatigue test cycle results are given in Table 3. Infinite fatigue life was considered to be 106 cycles. The fatigue testing was terminated in 106 cycles. In welded samples, 150,457–8,197 fatigue life cycles were obtained. The fatigue strength of all welded joints is lower than the fatigue strength of non-welded joints. Maximum fatigue strength was determined at 1.4 kW laser power and 20 mm s−1 welding speed. It was determined that fatigue strength improved at high heat inputs. Due to insufficient heat input at 1.2 kW laser power and 30 mm s−1 welding speed, fatigue test could not be performed due to the lack of successful joining.
Fatigue test cycles of welded samples.
| Laser power (kW) | Welding speed (mm·s−1) | Life (cycle) |
|---|---|---|
| 1.2 kW | 20 | 139,284 |
| 25 | 10,593 | |
| 30 | Not performed | |
| 1.4 kW | 20 | 150,457 |
| 25 | 143,394 | |
| 30 | 137,739 | |
| 1.6 kW | 20 | 101,237 |
| 25 | 107,295 | |
| 30 | 8,197 | |
| Un-welded | 106 | |
The hardness profiles of the welded samples are shown in Figure 8. V-shaped microhardness profiles were obtained in the weld zone. All fusion zones exhibited lower hardness values than the base material. The heat input softened the fusion zones. The base material was measured to be approximately 290 ± 10 HV0.2, and the fusion zone was measured to be approximately 245 ± 15 HV0.2. The FZ exhibited approximately 45 HV0.2 lower hardness than the base material. This can be attributed to the fully austenitic structure and coarse dendritic grains. Wang et al. found similar hardness values in their studies [33]. Hardness values were measured at approximately 265 ± 15 HV0.2 in the grain zones where grain coarsening occurred due to heat. In Figure 8c, sudden hardness increases were detected in the FZ. This is due to insufficient heat input and unmelted regions in the microstructure due to the lowest laser power and high welding speed. The effect of welding parameters on the change in hardness values was limited.
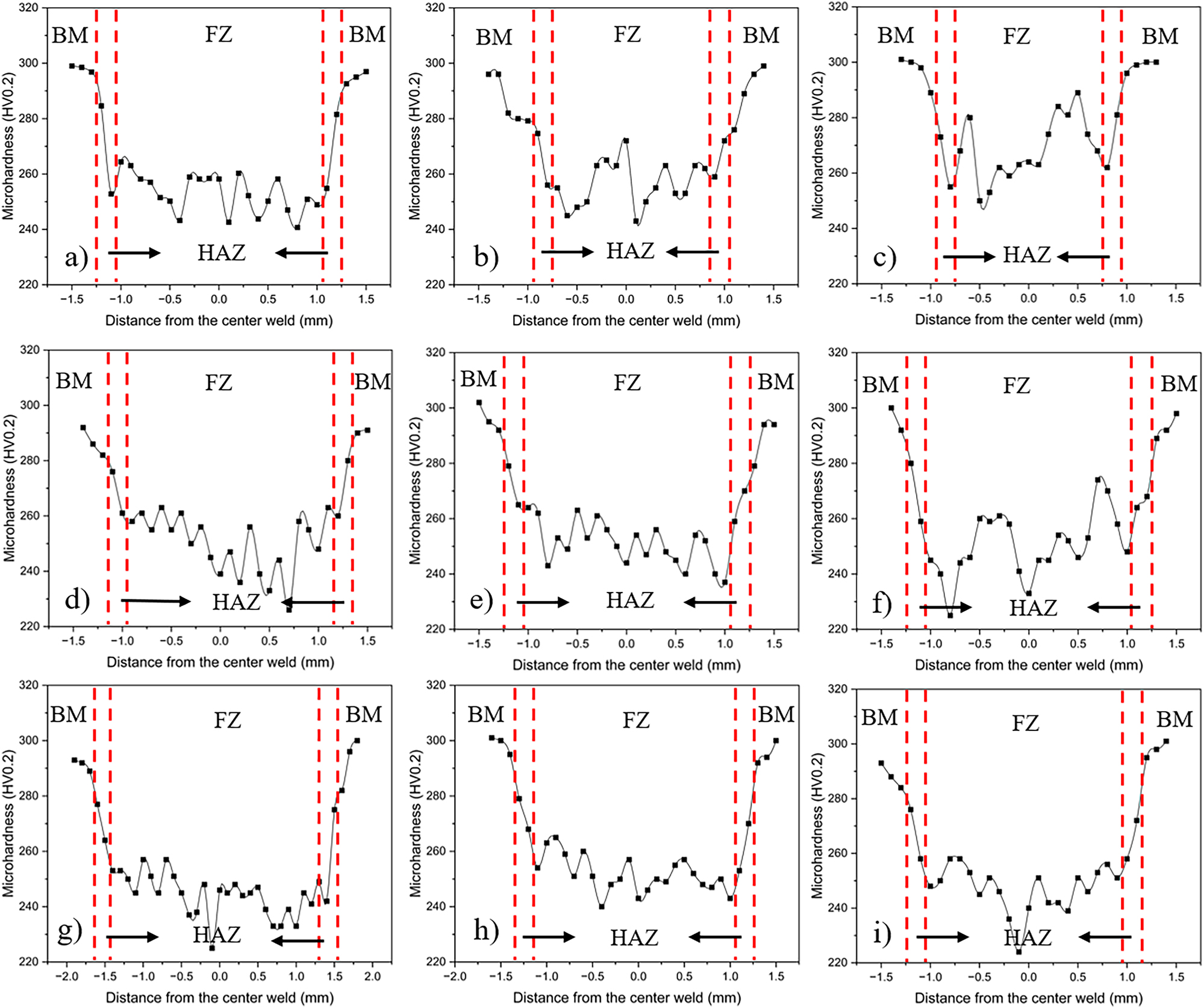
Microhardness profile of TWIP980 steel welded at, a) 1.2 kW & 20 mm s−1, b) 1.2 kW & 25 mm s−1, c) 1.2 kW & 30 mm s−1, d) 1.4 kW & 20 mm s−1, e) 1.4 kW & 25 mm s−1, f) 1.4 kW & 30 mm s−1, g) 1.6 kW & 20 mm s−1, h) 1.6 kW & 25 mm s−1, i) 1.6 kW & 30 mm·s−1.
3.3 Fractography
Fracture surfaces contain important information about the fracture behavior and reliability of the joint. The fracture surface examination of the welded sample at 1.6 kW laser power, 25 mm s−1 welding speed is shown in Figure 9. All welded joints were broken from their fusion zones. This is attributed to the low hardness in the FZ. The fusion zone can be a cause of low strength because the high heat input is melting the joint and affecting its chemical structure. Additionally, micro-porosities in the fracture zone may have accelerated fracture and reduced the strength of the joint. The welded joints exhibited a ductile fracture mode. Many dimples with small grain were detected on the fracture surface. The presence of small dimples and frequency density on the fracture surface support the ductile fracture mode.

Fracture surface evaluation, a) SEM image fracture surface at 240 × magnifications, b) SEM image fracture surface at 4,000 × magnifications, c) SEM image with identified dimples, d) dimple size distribution of fracture surface of sample.
4 Conclusions
The findings of the study on oscillatory fiber laser welding parameters of high manganese TWIP steel are summarized. In oscillatory laser welding, laser power, welding speed, and heat input affect the weld seam geometry and mechanical properties. It was clearly seen that mechanical properties improved when heat input increased. This is related to weld geometry and microstructure. Unusual weld geometries were observed due to oscillatory motion at low heat input, low laser power and high welding speeds. The oscillatory movement created secondary melting areas on both sides of the weld center. These areas are more visible in low heat input. Partial penetrations were detected at lineer heat input below 53.33 J mm−1. The weld penetration increased at high heat inputs. Fatigue life at low heat input was lower than at high heat input. The highest fatigue life was obtained as 150,457 cycles at 1.4 kW laser power and 20 mm s−1 welding speed. In general, fatigue life over 100,000 cycle has been determined under full penetration and high heat input conditions. The results of the study show that it may not be sufficient to examine only the basic fiber laser welding parameters. Additionally, the linear heat input should be examined. The porosities of the fusion zones were detected. No significant differences were observed in hardness values depending on oscillatory laser welding parameters. The fusion zones have lower hardness values than the base material. Heat input has caused softening in the FZ. Therefore, fractures occur in this softened FZ. Oscillating laser welding may not be a good alternative laser welding method for TWIP steels since a larger melted zone is formed compared to linear laser welding.
About the authors
Oktay Cavusoglu is a Ph.D. candidate in the Department of Mechanical Engineering at the Bursa Uludag University in Türkiye. He works as a research assistant at Duzce University in Türkiye. He was born in 1994. His research interests include manufacturing methods, joining technologies and materials testing.
Dr. Hakan Aydın is a Full Professor in the Department of Mechanical Engineering at the Bursa Uludag University in Türkiye. He was born in 1976. His research interests include advanced joining technology (laser welding, friction stir welding, etc.) and material characterization.
Dr. Mehmet Eroglu is a Full Professor in the Department of Metallurgy and Materials Engineering at the Firat University in Türkiye. He was born in 1968. His research interests include advanced welding technology, coating technology, material process and characterization.
Dr. Kemal Davut, is an Assistant Professor in the Department of Materials Science and Engineering at the Izmir Institute of Technology in Türkiye. He was born in 1982. His areas of interest include crystallographic texture analysis, EBSD technique, SEM, quantitative metallography, magnetic Barkhausen noise, heat treatment of ferrous alloys and advanced high strength steels.
Acknowledgments
The authors would like to express their gratitude to The Scientific and Technological Research Council of Türkiye (TÜBİTAK) for supporting Oktay’s Ph.D. thesis through the TÜBİTAK 2244 Industry Ph.D. Program (Project No: 118C083).
-
Research ethics: Not applicable.
-
Informed consent: Not applicable.
-
Author contributions: The authors have accepted responsibility for the entire content of this manuscript and approved its submission.
-
Use of Large Language Models, AI and Machine Learning Tools: None declared.
-
Conflict of interest: The authors state no conflict of interest.
-
Research funding: None declared.
-
Data availability: Not applicable.
References
[1] C. Backes, M. Kahlert, M. Vollmer, M. Smaga, T. Niendorf, and T. Beck, “Microstructure and magnetic domain structure of additively manufactured Fe–Si soft magnetic alloys with 3 and 9 wt.-% Si,” J. Mater. Res. Technol., vol. 29, pp. 1691–1702, 2024, https://doi.org/10.1016/j.jmrt.2024.01.229.Search in Google Scholar
[2] I. O. Yilmaz and H. Aydın, “Mechanical properties of laser welded similar and dissimilar steel joints of TBF1050 and DP1000 steel sheets,” Mater. Test., vol. 67, no. 1, pp. 147–159, 2025, https://doi.org/10.1515/mt-2024-0135.Search in Google Scholar
[3] N. Şen, T. Civek, Ö. İlhan, Ö. Erdem Yurt, M. H. Çetin, and H. Şimşir, “Prediction of flow behavior and deformation analysis of AA5754 sheet metal at warm and hot temperatures,” J. Mater. Eng. Perform., vol. 33, no. 7, pp. 3657–3668, 2024, https://doi.org/10.1007/s11665-023-08235-3.Search in Google Scholar
[4] O. Çavuşoğlu, H. İ. Sürücü, S. Toros, and M. Alkan, “Thickness dependent yielding behavior and formability of AA6082-T6 alloy: experimental observation and modeling,” Int. J. Adv. Manuf. Technol., vol. 106, nos. 9–10, pp. 4083–4091, 2020, https://doi.org/10.1007/s00170-019-04878-6.Search in Google Scholar
[5] E. Doruk and S. Demir, “New generation steels for light weight vehicle safety related applications,” Mater. Test., vol. 66, no. 7, pp. 992–998, 2024, https://doi.org/10.1515/mt-2024-0052.Search in Google Scholar
[6] O. Andersson, D. Semere, A. Melander, M. Arvidsson, and B. Lindberg, “Digitalization of process planning of spot welding in body-in-white,” in Procedia CIRP, vol. 50, Amsterdam, Netherlands, Elsevier BV, 2016, pp. 618–623.10.1016/j.procir.2016.05.082Search in Google Scholar
[7] S. Apay, “Weldability of grade 2 titanium sheets with pulsed Nd:YAG microlaser welding filler and without filler,” Medziagotyra, vol. 28, no. 2, pp. 190–195, 2022, https://doi.org/10.5755/j02.ms.28372.Search in Google Scholar
[8] H. Vahiddastjerdi, A. Rezaeian, M. R. Toroghinejad, G. Dini, and E. Ghassemali, “Optimizing pulsed Nd: YAG laser welding of high-Mn TWIP steel using response surface methodology technique,” Opt. Laser Technol., vol. 120, p. 105721, 2019, https://doi.org/10.1016/j.optlastec.2019.105721.Search in Google Scholar
[9] X. Ma, J. Lin, J. Ju, Y. Lei, and H. Fu, “Effect of laser welding speed on the weld quality of a 5A06 aluminum alloy,” Mater. Test., vol. 60, no. 11, pp. 1085–1092, 2018, https://doi.org/10.3139/120.111253.Search in Google Scholar
[10] Y. Zhang, B. Chen, C. Tan, X. Song, and H. Zhao, “Investigation of keyhole behaviour and its impact on the performance of laser beam oscillating welding through imaging and acoustic signal analysis,” Sci. Technol. Weld. Join., vol. 28, no. 9, pp. 1003–1010, 2023, https://doi.org/10.1080/13621718.2023.226279.Search in Google Scholar
[11] Z. Xuewen, W. Kaiming, F. Hanguang, and P. R. China, “Microstructure and properties of fiber laser welded high strength steel butt joints,” Mater. Test., vol. 62, no. 2, pp. 172–176, 2020, https://doi.org/10.3139/120.111466.Search in Google Scholar
[12] S. Wei, Y. Li, and S. Lu, “Similar and dissimilar resistance spot weldability of Q&P980 and TWIP1180 steels,” Sci. Technol. Weld. Join., vol. 27, no. 2, pp. 77–83, 2022, https://doi.org/10.1080/13621718.2021.195394.Search in Google Scholar
[13] T. Dieffenbach, K. Treutler, and V. Wesling, “High-speed tensile tests on high-manganese steel at low temperatures,” Mater. Test., vol. 65, no. 1, pp. 124–133, 2023, https://doi.org/10.1515/mt-2022-0245.Search in Google Scholar
[14] S. Wesselmecking, M. Kreins, M. Dahmen, and W. Bleck, “Material oriented crash-box design – combining structural and material design todoc improve specific energy absorption,” Mater. Des., vol. 213, no. Jan, 2022, https://doi.org/10.1016/j.matdes.2021.110357.Search in Google Scholar
[15] A. E. Salas-Reyes, G. Altamirano-Guerrero, J. F. Chávez-Alcalá, “Influence of boron content on the solidification structure, magnetic properties and hot mechanical behavior in an advanced as-cast twip steel,” Metals, vol. 10, no. 9, pp. 1–23, 2020, https://doi.org/10.3390/met10091230.Search in Google Scholar
[16] M. Tutar, H. Aydin, and A. Bayram, “Effect of weld current on the microstructure and mechanical properties of a resistance spot-welded TWIP steel sheet,” Metals, vol. 7, no. 12, 2017, https://doi.org/10.3390/met7120519.Search in Google Scholar
[17] N. Yang, X. Wang, and J. Liang, “Characterization of microstructures and mechanical properties of laser welded TWIP steel plate,” J. Mater. Res. Technol., vol. 30, pp. 7228–7241, 2024, https://doi.org/10.1016/j.jmrt.2024.05.083.Search in Google Scholar
[18] M. Du, W. Wang, X. Zhang, and J. Niu, “Effect of process parameters on performances of TWIP steel/Al alloy dissimilar metals butt joints by laser offset welding,” Mater. Sci. Eng.: A, vol. 853, p. 143746, 2022, https://doi.org/10.1016/j.msea.2022.143746.Search in Google Scholar
[19] M. Du, W. Wang, X. Zhang, J. Niu, and L. Liu, “Influence of laser power on microstructure and mechanical properties of laser welded TWIP steel butted joint,” Opt. Laser Technol., vol. 149, p. 107911, 2022, https://doi.org/10.1016/j.optlastec.2022.107911.Search in Google Scholar
[20] O. Çavuşoğlu, C. Yuce, and H. Aydın, “Mechanical characterization and microstructure of fiber laser welded TWIP980 steel depending on welding speed and focal distance,” Optik, vol. 274, no. Mar, 2023, https://doi.org/10.1016/j.ijleo.2023.170541.Search in Google Scholar
[21] M. M. Z. Ahmed, E. Ahmed, A. S. Hamada, S. A. Khodir, M. M. El-Sayed Seleman, and B. P. Wynne, “Microstructure and mechanical properties evolution of friction stir spot welded high-Mn twinning-induced plasticity steel,” Mater. Des., vol. 91, pp. 378–387, 2016, https://doi.org/10.1016/j.matdes.2015.12.001.Search in Google Scholar
[22] E. Gündoğdu İş, E. Akman, M. Yilmaz, and P. Topuz, “Effect of laser welding speed on pore formation in AA 6061 T6 alloy,” Mater. Test., vol. 62, no. 10, pp. 979–984, 2020, https://doi.org/10.3139/120.111573.Search in Google Scholar
[23] F. Özen, “Effect of welding parameters on mechanical performance and microstructural characterization of fiber laser oscillation welded dissimilar TWIP/304L steel joints,” Trans. Indian Inst. Met., vol. 77, no. 9, pp. 2637–2650, 2024, https://doi.org/10.1007/s12666-024-03353-5.Search in Google Scholar
[24] C. Chen, H. Zhou, C. Wang, L. Liu, Y. Zhang, and K. Zhang, “Laser welding of ultra-high strength steel with different oscillating modes,” J. Manuf. Process, vol. 68, pp. 761–769, 2021, https://doi.org/10.1016/j.jmapro.2021.06.004.Search in Google Scholar
[25] S. Sanati, S. F. Nabavi, R. Esmaili, and A. Farshidianfar, “Laser wobble welding process: a review on metallurgical, mechanical, and geometrical characteristics and defects,” Lasers in Manuf. Mater. Process., vol. 11, no. 3, pp. 743–780, 2024, https://doi.org/10.1007/s40516-024-00252-x.Search in Google Scholar
[26] P. Horník, H. Šebestová, J. Novotný, and L. Mrňa, “Laser beam oscillation strategy for weld geometry variation,” J. Manuf. Process, vol. 84, pp. 216–222, 2022, https://doi.org/10.1016/j.jmapro.2022.10.016.Search in Google Scholar
[27] N. Yang, X. Wang, and J. Liang, “Characterization of microstructures and mechanical properties of laser welded TWIP steel plate,” J. Mater. Res. Technol., vol. 30, pp. 7228–7241, 2024, https://doi.org/10.1016/j.jmrt.2024.05.083.Search in Google Scholar
[28] B. Kumar, S. Bag, S. Mahadevan, C. P. Paul, C. R. Das, and K. S. Bindra, “On the interaction of microstructural morphology with residual stress in fiber laser welding of austenitic stainless steel,” CIRP J. Manuf. Sci. Technol., vol. 33, pp. 158–175, 2021, https://doi.org/10.1016/j.cirpj.2021.03.009.Search in Google Scholar
[29] V. García-García, O. D. Frasco-García, F. Reyes-Calderón, O. Hernández-Cristóbal, and H.-J. Vergara-Hernández, “Effect of the thermal field on the microstructure of dissimilar welded joints between TWIP steel and 2205 duplex stainless steel,” J. Mater. Res. Technol., vol. 17, pp. 2913–2934, 2022, https://doi.org/10.1016/j.jmrt.2022.02.029.Search in Google Scholar
[30] W. Guo, Z. Wan, and Q. Jia, “Laser weldability of TWIP980 with DP980/B1500HS/QP980 steels: microstructure and mechanical properties,” Opt. Laser Technol., vol. 124, p. 105961, 2020, https://doi.org/10.1016/j.optlastec.2019.105961.Search in Google Scholar
[31] V. Onar, “Mechanical and microstructural characterizations of resistance spot welded dissimilar TWIP/304L stainless steel,” Trans. Indian Inst. Met., vol. 75, no. 7, pp. 1731–1739, 2022, https://doi.org/10.1007/s12666-021-02446-9.Search in Google Scholar
[32] C. Bleicher, C. Pittel, A. Kansy, J. Niewiadomski, and H. Kaufmann, “Strain-life behavior of thick-walled nodular cast iron,” Mater. Test., vol. 66, no. 4, pp. 459–477, 2024, https://doi.org/10.1515/mt-2023-0307.Search in Google Scholar
[33] T. Wang, M. Zhang, W. Xiong, R. Liu, W. Shi, and L. Li, “Microstructure and tensile properties of the laser welded TWIP steel and the deformation behavior of the fusion zone,” Mater. Des., vol. 83, pp. 103–111, 2015, https://doi.org/10.1016/j.matdes.2015.06.002.Search in Google Scholar
© 2025 the author(s), published by De Gruyter, Berlin/Boston
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Frontmatter
- Auxetic behavior of Ti6Al4V lattice structures manufactured by laser powder bed fusion
- Hardness, shear strength, and microstructure of friction stir lap welded copper/aluminum using various parameters
- Influence of oscillating fiber laser welding process parameters on the fatigue response and mechanical performance of butt-jointed TWIP980 steels
- Fatigue analysis of TIG welded joints of dissimilar aluminum alloys
- Corrosion of self-piercing riveting joint in a Cl− and HSO3− environment
- Effect of annealing for stress relief on the surface integrity of gray cast iron with lamellar graphite after cavitation erosion
- Effects of boride coating on wear behaviour of biomedical grade Ti–45Nb alloy
- Effect of space holder agent on microstructural and mechanical properties of commercially pure titanium
- Impact and biaxial tensile-after impact behaviors of inter-ply hybrid carbon-glass/epoxy composite plates
- Improvement of the mechanical and wear properties of Al6061 alloys with quartz and SiC hybrid reinforcements by powder metallurgy
- Surface strain-based calculation of principal directional strains in multi-material carbon fiber laminates
- Tribological and mechanical behaviour of Al 359 composites reinforced with B4Cp, SiCp and flyash
- Effect of Al-based coatings deposited by EASC on exfoliation corrosion susceptibility of EN AW 7020-T6
- Green synthesis of CuO nanoparticles using Curcuma longa L. extract: composite dielectric and mechanical properties
- Comprehensive optimization of shot peening intensity using a hybrid model with AI-based techniques via Almen tests
Articles in the same Issue
- Frontmatter
- Auxetic behavior of Ti6Al4V lattice structures manufactured by laser powder bed fusion
- Hardness, shear strength, and microstructure of friction stir lap welded copper/aluminum using various parameters
- Influence of oscillating fiber laser welding process parameters on the fatigue response and mechanical performance of butt-jointed TWIP980 steels
- Fatigue analysis of TIG welded joints of dissimilar aluminum alloys
- Corrosion of self-piercing riveting joint in a Cl− and HSO3− environment
- Effect of annealing for stress relief on the surface integrity of gray cast iron with lamellar graphite after cavitation erosion
- Effects of boride coating on wear behaviour of biomedical grade Ti–45Nb alloy
- Effect of space holder agent on microstructural and mechanical properties of commercially pure titanium
- Impact and biaxial tensile-after impact behaviors of inter-ply hybrid carbon-glass/epoxy composite plates
- Improvement of the mechanical and wear properties of Al6061 alloys with quartz and SiC hybrid reinforcements by powder metallurgy
- Surface strain-based calculation of principal directional strains in multi-material carbon fiber laminates
- Tribological and mechanical behaviour of Al 359 composites reinforced with B4Cp, SiCp and flyash
- Effect of Al-based coatings deposited by EASC on exfoliation corrosion susceptibility of EN AW 7020-T6
- Green synthesis of CuO nanoparticles using Curcuma longa L. extract: composite dielectric and mechanical properties
- Comprehensive optimization of shot peening intensity using a hybrid model with AI-based techniques via Almen tests