Bridging sustainability and intensified flow processing within process design for sustainable future factories
-
Dana Kralisch
Dana Kralisch studied Environmental Chemistry at the Friedrich Schiller-University (FSU) Jena in Germany. After finishing her PhD studies in 2006, she became the leader of the “Green Process Design and Evaluation” research group at the Institute of Technical and Environmental Chemistry (ITUC), focusing on the implementation of life cycle assessment (LCA) and life cycle costing (LCC) as decision support tools in early chemical process development. Dana is the author and co-author of various publications and book chapters on this topic and work package leader of the evaluation group in the FP7 EU project CoPIRIDE. In 2012, Dana founded her own company and started in parallel her work at the Department of Pharmaceutical Technology at FSU. Her working group is currently engaged in green pharmacy and bio-based material development for medical applications.
 ,
Denise Ott
,
Denise Ott
Denise Ott studied Chemistry at the FSU Jena. In 2009, she received her PhD funded by the German Federal Foundation for the Environment (DBU) dissertation fellowship, dealing with the ecological and economic evaluation of the synthesis and application of ionic liquids in the context of their classification as green solvents. Within her postdoctoral her research activities engaged in several national and international projects, first at ITUC and currently at the Department of Pharmaceutical Technology, she is dealing with process evaluation and optimization using life cycle based approaches and risk assessment tools.
Sabine Kressirer studied Chemistry at the FSU Jena. She received her PhD degree in 2011. Within her doctoral research study, embedded in the DBU research cluster “Novel Process Windows”, she dealt with the R&D accompanying ecological and economic assessment for sustainable micro-reactor based process design at ITUC. In the CoPIRIDE project, she was responsible for the evaluation of catalyst reuse options. Since 2012, she has been working as a scientific assistant, business area “sustainability”, for the German Plastics Center (SKZ) in Wuerzburg.
Christin Staffel studied Chemistry and Geological Sciences at the FSU Jena and received her Diploma degree in 2011. Within the framework of the CoPIRIDE project, she investigated different biodiesel production scenarios and evaluated them by means of LCA and LCC investigations. Today, she works at the JeNaCell GmbH, establishing a quality management system for the production of biotechnically gained nanocellulose.
Ina Sell studied Business Economics at the Otto von Guericke University Magdeburg. In 2010, she joined the research group of Dana Kralisch at ITUC, dealing with LCA and LCC analyses within CoPIRIDE. She established a new LCC evaluation method within the group and was responsible for the R&D accompanying evaluation during the process intensification of an existing epoxidation process.
Ulrich Krtschil obtained his Diploma in Chemical Engineering in 1975 from the former Technische Hochschule Merseburg. He was employed at the R&D division of Jenaer Glaswerk in Jena. After 2 years in the semiconductor industry in Erfurt, he was a project manager from 1991 to 2004, responsible for custom-built glass plants at Schott Engineering and QVF Engineering in Mainz. In 2004, he joined the Institut für Mikrotechnik Mainz (IMM). He is involved in several public and industrial funded R&D projects and due to his industrial background, is mainly concerned with process and plant design. Currently, he acts as Technical Project Manager of the European CoPIRIDE project.
Patrick Löb, studied Chemistry at Heidelberg University. He received his PhD on the subject of “Synthesis of strained organic polycycles” at the Institute of Organic Chemistry, led by Professor Dr. R. Gleiter. Patrick joined the Institut für Mikrotechnik Mainz GmbH (IMM) as a scientific fellow in January 2001. Initally, he worked in the department of Microreaction Technology, headed by Professor Dr. V. Hessel. In May 2003, he became group leader for Mixing and Reaction Technology. At the beginning of 2008, he was appointed head of the Mixing and Fine Chemistry department, which he was already provisionally in charge of, since February 2007. The main focuses of the department are the development and realization of milli- and micro-reactors, their implementation for chemical processes and the setup of corresponding plants. Thereby, tasks from the fields of fine and speciality chemistry, consumer goods industry, bulk and petro chemistry are dealt with. Patrick is author and coauthor of various publications, particularly on the topics of micro process engineering and application of microstructured components within organic synthesis. He is coordinator of the large-scale integrated FP7 EU projects, CoPIRIDE and POLYCAT.

Abstract
A holistic, life cycle based evaluation approach was followed within the European collaborative project CoPIRIDE, in order to provide multi-criteria decision support for environmentally benign and cost efficient process design strategies in front of a scale-up of newly developed concepts. The approach is presented by means of three case studies, dealing on the one hand with different catalyst plate reuse options, and on the other hand with two process concepts for intensified processing of natural feedstocks by means of epoxidation and transesterification reactions. Key criteria for future sustainable production processes could be identified prior to the transfer of the experimental flow chemistry results to pilot scale processing.
1 Introduction
During the last decades, Europe has developed into a global leader in sustainable development [1]. The European chemical industry has contributed greatly to this success. On the one hand, this was realized by the implementation of improved cleaning technologies and on the other hand, by the development of more material and energy efficient process strategies. The latter can be gained, e.g., by optimized or novel synthetic pathways, devices, and process conditions. The current status of fine chemical, pharmaceutical, and related industries approaching green chemistry and sustainability was summarized by Watson [2]. Where step change improvements can be gained by means of these measures, the term “process intensification” is used [3]. Besides environmental savings, cheaper processes, smaller equipment and plants, safer processes and shorter time-to-market are expected from this. Thus, process intensification is established today as one encouraging concept to further improve the sustainability of chemical processes [4]. A recent overview of its impact on industry is given by Harmsen [5].
The collaborative project CoPIRIDE (EU Seventh Framework Program for Research and Technological Development: CP-IP 228853) took up the idea of process intensification for a holistic, comprehensive, and integrated process and plant development, focusing on key issues such as, e.g., the chemical process itself, the reactor design and fabrication, catalyst development and a novel container plant concept [6]. Chemical core processes, such as the epoxidation and transesterification of vegetable oils, ammonia production, polymer chemistry reactions and sugar hydrogenation, were redesigned using flow chemistry processing often in combination with intensified synthesis conditions (also called Novel Process Windows) [7, 8]. In order to ensure the future sustainability of the processes under development, the design was supported by appropriate environmental and cost analyses and evaluation activities starting at an early stage of process development, since costing structures and environmental impacts become mostly predefined during this stage.
Although flow chemistry, especially microreaction technology, has already turned out to be a suitable tool to improve conventional engineering in a plethora of chemical reactions, it has provide significant benefits in, e.g., yield, selectivity, heat management, safety and/or production costs, to become a sustainable alternative. This is why a methodology of accompanying sustainability assessment and holistic decision making was followed within CoPIRIDE. Hot-spot up to holistic life cycle assessment (LCA) and life cycle costing (LCC) analyses were utilized in order to provide decision support [9–11]. Information about the inputs and outputs of the process, including the flow rates, compositions, pressure, temperature, and physical state of all material streams, the energy consumption rate from various sources and resulting costs served as database. During an evaluation step, the information was summarized using different process intensification indicators in order to assess whether the requirements specified during the objective formulation step are met. The screening step ended with a ranking of alternatives according to their overall level of attractiveness, applying multi-criteria decision making tools. The key criteria for process improvement determined by that, were then taken into account within the next iterative step of process design. The sustainability evaluation approach is summarized in Figure 1.
![Figure 1 Evaluation approach within CoPIRIDE according to Kralisch and colleagues [11].](/document/doi/10.1515/gps-2013-0058/asset/graphic/gps-2013-0058_fig1.jpg)
Evaluation approach within CoPIRIDE according to Kralisch and colleagues [11].
Here, the application of multi-criteria decision making tools in parallel to process design activities and the decision support gained from this for a knowledge-based eco-efficient process design in front of a scale-up of novel concepts, will be presented. The results of LCA and LCC analyses can be indifferent or even contradictory. Then, outranking approaches are helpful in making an unbiased search for the best performing candidates meeting several criteria.
2 Methodological approach
The potential ecological impacts of alternative production pathways can be assessed and compared by means of a comparative LCA. LCA is an internationally standardized methodology for “compilation and evaluation of the inputs, outputs and environmental impacts of a product system throughout its life cycle” normed by the International Organization for Standardization (ISO) [12, 13]. This holistic approach includes the whole life cycle of a product, process or service: extraction of resources, the production of all materials, energies used in the product system, the usage through to products recycling, reuse and disposal (also called “cradle-to-grave”). During the third step of LCA, the life cycle impact assessment (LCIA), the calculated mass and energy flows are assigned to different environmental impact categories, e.g., according to mid-point indicators like global warming potential (GWP) [14] (for more categories see Table 1).
Life cycle impact assessment (LCIA) categories [7] used for (S)LCA investigation in case studies A–C.
| LCIA category | Abbreviation |
|---|---|
| Global warming potential | GWP |
| Abiotic resource depletion potential | ADP |
| Ozone depletion potential | ODP |
| Photochemical ozone creation potential concerning low NOx | POCP |
| Acidification potential | AP |
| Eutrophication potential | EP |
| Land use | |
| Human toxicity potential | HTP |
| Terrestrial eco-toxicity potential | TETP |
If LCA is used as a decision making tool during process design, the analysis is typically related to a product unit, which is similar for all alternatives under consideration. Then, the analysis mostly comprises only the life cycle stages up to the production of the purified product (called “cradle-to-gate”).
In early stages of process design, further strategies for simplification are often necessary [15]. This is, on the one hand, due to the limited data base and process knowledge gained so far, and on the other hand, due to the required quickness in response to the development team. The evaluation task can be also associated with a different level of knowledge about the alternative systems, e.g., the comparison of a newly developed laboratory-scaled process with an industrially established production process. These challenges can be met by simplified LCA (SLCA) [16], based, e.g., on process simulation or calculation of hypothetical case scenarios first. It is lower in time and effort and allows, e.g., the exclusion of certain life cycle stages, impact categories and the use of generic data modules to fill data gaps. Although the methodological rules defined in the ISO norms for life cycle management [12, 13] are not fully met, SLCA is a very helpful approach to start with an iterative screening and detection of ecological hot-spots from a holistic point of view already in early design stages. Thus, environmental fail decisions can be avoided right from the start [16]. It has already been used for screening purposes by several working groups [17–22]. However, within the further design progress and with an enhanced data base, the SLCA outcome should be refined and extended, resulting in a detailed LCA (Figure 1).
For process modeling during life cycle inventory (LCI) and LCIA in SLCA, as well as detailed LCA, e.g., the software Umberto can be used [23]. By this, material and energy flows of experimental or production processes and up-stream and down-stream processes can be modeled. Such software is often used in combination with Ecoinvent, a broad database for (mostly) European LCI data [24]. Then, the environmental burden resulting from process alternatives can be assessed using common LCIA categories (see Table 1).
By means of a combination of LCA with LCC [25, 26] analyses as a second evaluation method, a detailed insight into the impact of, e.g., single reagents, process modules or process parameter variations on the resulting eco-efficiency of the overall process becomes possible. The LCC analysis has been developed according to the principles of LCA and summarizes all costs connected with the life cycle of a product, process or service, again in a cradle-to-gate or cradle-to-grave approach. Similar to LCA, decisions taken at an early stage of process development possess a higher impact on LCC than those taken at a later stage of the product life cycle.
The results of LCA and LCC can be summarized in an eco-portfolio (see Figure 2). The eco-portfolio offers the possibility of graphical representation of environmental impacts in relation to costs of individual scenarios and to derive recommendations for action from this [27].

Eco-portfolio related to cost and environmental efficiency of alternative scenarios.
As a consequence of the fact that usually more than one objective is incorporated in a process design and evaluation progress, typically, a multi-objective decision making problem occurs in the case of contradictory or indifferent results within the eco-portfolio. The problem of comparing several alternatives with respect to several objectives can be solved using standardized algorithms for identifying Pareto-optimal [28] solution candidates constituting the basis for, e.g., partial ranking (outranking) procedures. For this objective, fast acting purpose, the software D-Sight [29] was used within our work. The concept has been already successfully used for the development of eco-efficient synthesis and application strategies for ionic liquids (see Kralisch et al. [19] and Reinhardt et al. [30]). As a result of the outranking, preferences for specific, Pareto-optimal options can be quantified. The results are transferable to an eco-portfolio depiction referred to environmental and cost efficiency. At this, environmental efficiency is determined based on the relative saving potentials in different LCIA categories (see Table 1), referring to the worst as well as best case candidates (highest or lowest environmental impact potential, respectively), calculated in each of these categories. It can be summarized in one environmental efficiency value by means of weighting factors. Cost efficiency is calculated likewise, taking into account relevant variable and fixed production cost criteria, e.g., investment, material, energy, personnel, and waste treatment costs. In both cases, higher values (scaled from 0 to 1) point to more preferential options.
The following environmental and cost-oriented strategies can be obtained, depending on the quadrant of the eco-portfolio figure, where the scenario is included (see Figure 2):
Elimination: The alternative is considered as not efficient regarding environmental and economic criteria and should be discarded or fundamentally rethought.
Green image: The considered alternative leads to essentially environmental, but not economic, efficiency. The objective of cost minimization should be focused.
Innovation: Environmental and economic benefits can both be drawn from the considered alternative.
Maximization of revenue: The alternative considered leads to higher economic (profit-increase), but not environmental, efficiency. There should be focus on improvement of the environmental efficiency.
In the work presented here, the results of outranking are valid under the following regulations: linear minimization of all LCIA criteria (or costs), relative values ranging from percentage equal weight of all criteria, and were determined using the software D-Sight. We decided for an equal weighting of all LCIA criteria, due to the fact that all of the more specific weighting methods suggested so far were found to be internally inconsistent in terms of treatment of place and time, and incomplete, lacking environmental interventions and effect routes [31].
Besides eco-efficiency considerations, the potential hazards for humans and ecosystems of substances are important criteria when justifying novel synthesis pathways. For this purpose, the environmental, health and safety (EHS) method developed by Hungerbühler and colleagues was found to be a suitable, user-friendly approach to assess risks resulting from the handling of chemicals [32, 33]. It facilitates the estimation of the risks at an early stage of process design and was used within CoPIRIDE to critically judge the environmental risks connected with the transfer of conventional to supercritical biodiesel process conditions applying the same concept of outranking the best suited process alternatives. This aspect will not be discussed here (for more information see Kralisch and colleagues, 2013 [11]).
3 Results
At the beginning of process design within the CoPIRIDE project, R&D activities especially were supported by environmental and cost efficiency evaluation. The knowledge gained by means of these early stage investigations will be demonstrated in an example, dealing with different catalyst plate reuse options (case study A).
Later, the evaluation procedure was refined and narrowed down in parallel to the ongoing process development in several optimization-evaluation-loops. At the end, the environmental impacts and costs of the newly designed chemical processes were quantified and compared with the state of the art. This holistic design approach will be discussed by means of two case examples, focusing on, on the one hand, the evaluation of the epoxidation reaction of soybean oil (SBO) from laboratory scale investigations to pilot plant engineering (case study B), and on the other hand, the comparative evaluation of different concepts for biodiesel generation via transesterification (case study C). In both cases, the key criteria for a future sustainable production process could be defined prior to the transfer of the experimental flow chemistry results to pilot scale processing.
3.1 Case study A: analysis of catalyst plate reuse options
Due to the process design activities within CoPIRIDE focusing on flow conditions, reactor and especially catalyst development activities aiming for, e.g., long-life time and reusability, play an important role in the context of sustainability. In particular, within the project consortium, catalyst plates consisting of Ru/alumina catalytic coatings on stainless steel microstructured substrates were of interest. In order to identify the most eco-efficient option of catalyst plate treatment after use, a simplified cost analysis and LCA for the catalytic coating of microchannels, including the removal of the coating, and the recycling of the plates as well as of the catalytic compounds, was done (more detailed information can be found in Kressirer et al. [10]).
Here, the results of an eco-efficiency analysis based on experimental scale investigations are briefly summarized for catalytic plates with a size of 150×225×2 mm and with channel depth of 400 μm and diameter of 600 μm. After thermal pretreatment of fresh stainless steel plates, the catalyst was coated on the walls of the microchannels. Prior to use, the coated plates were dried and calcined. After use, there were several possibilities of treatment:
Disposal of the plates and preparation of new ones.
Removal of the coating and use of a new coating slurry on the recycled stainless steel plates.
Removal of coating and recycling of stainless steel plates as well as of the catalytic components.
The analysis is based on the full capacity and under consideration of the life time of each device used within this process. The removal of the coating was done in four different ways, of which two were suited to recycle the catalytic components (Table 2). The term “base case” was used for the disposal of plates after use without removal of the coating or the recycling of the plates.
Options of treatment of catalytically coated microstructured plates [10] considered for eco-efficiency analysis.
| Method | Description | Removal time (h) |
|---|---|---|
| Base case | Coating with γ-alumina+RuCl3, disposal of plates after use | |
| Method 1 | Coating with γ-alumina+RuCl3, removal of coating with 37 wt% nitric acid, reuse of plates | 1.5 |
| Method 2 | Coating with γ-alumina+RuCl3, removal of coating with citric acid, tartaric acid, Na gluconate, recycling of coating, reuse of plates | 0.25 |
| Method 3 | Coating with γ-alumina+RuCl3, removal of coating with NaOH, ethanolamine, Na gluconate, recycling of coating, reuse of plates | 1 |
| Method 4 | Coating with γ-alumina+RuCl3, removal of coating with 20 wt% nitric acid, reuse of plates | 1.5 |
Figure 3 shows an outranking of the environmental efficiency of the base case scenario versus Methods 1–4, taking into account typical environmental impact categories evaluated within the LCIA step (see Table 1 for explanation of the abbreviations). As an example, the base case was found to be preferential in the case of GWP and abiotic resource depletion potential, whereas Method 2 should be preferred concerning eutrophication potential, acidification potential, photochemical ozone creation potential concerning low NOx, ozone depletion potential and terrestrial eco toxicity potential. These outranking results of environmental efficiency provided the basis for the eco-efficiency analysis depicted in Figure 4.

Multi-criteria outranking of base case versus Methods 1–4 concerning environmental efficiency, taking into account several life cycle impact assessment (LCIA) categories.

Multi-criteria outranking of different methods for catalyst plate treatment after use according to their environmental and cost efficiency.
Considering both, environmental aspects and costs, Methods 2 and 3 for catalyst plate treatment after use were found to be the most sustainable options. This outcome influenced further catalyst and reactor design activities within the CoPIRIDE project in a substantial manner.
3.2 Case study B: reaction under harsh conditions from batch to flow – epoxidation of SBO
Case study B deals with process intensification of the epoxidation of SBO. Epoxidized SBO (ESBO) is bio-based, non-toxic, non-corrosive and biodegradable and can substitute phthalates, legally prohibited in some applications [34]. Thus, it is the most common oleochemical used for PVC compounding. Due to its excellent market and green product expectations, the improvement of its current production process has been chosen as one development case within the CoPIRIDE project.
In industry, the reaction is usually performed in pulse-fed-batch or fed-batch reactors at a reaction temperature between 60°C and 70°C, gradually adding the oxidant reagents to the oil. ESBO is produced by reacting hydrogen peroxide with the double bonds contained in the SBO oil molecules under the presence of formic acid (Scheme 1) and a mineral acid, such as sulfuric or phosphoric acid. Due to its highly exothermic nature, the reaction requires a sufficient control addressing corresponding safety issues. To overcome the limitations of the time and energy consuming batch process, the synthesis of ESBO was planned to be transferred to a flow process within the project [6, 35] in order to increase the productivity as well as its eco-efficiency [9].
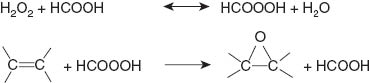
Soybean oil epoxidation: sequence of the occurring reactions placed at the double bounds of oil compounds.
Within the initial development stage, process simulation was found to be a powerful tool for screening of different alternatives [6]. It was apparent that due to the interfacial mass transfer and heat management, the reaction can be speeded up by utilizing microreaction technology and possibly also by Novel Process Windows (e.g., high temperatures).
As a first step, the influence of different parameter variations was screened by a set-up of 13 partly theoretical scenarios. They were based on information of the existing production process under batch conditions, results from process simulation, pilot plant engineering and expert knowledge of the partners involved in the process development (more detailed information can be found in Kralisch et al. [9]). Based on these early investigations, the following key criteria for the development of a sustainable epoxidation process were defined: i) maximizing the yield of the epoxidized product, ii) minimizing the amount of H2O2 and HCOOH, and iii) best suited reaction temperature range: 100°C–120°C (in cases where digestion times of 1 h and more are foreseen in the process) or synthesis at high temperatures (150°C–180°C) and residence times within seconds, if technically feasible. The conjoint implementation of all optimization ideas in the pilot process can lead, for example, to a reduction of environmental impacts up to 12% in terms of the LCIA category GWP, or 11% in terms of human toxicity potential. The results also showed that the environmental benefits of the synthesis under Novel Process Windows and short residence times will strongly depend on the resulting ESBO yield and on the hydrogen peroxide decomposition rate [6]. In a case where the amount of hydrogen peroxide would have to be increased due to a significant decomposition at high temperatures, the human toxicity potential would escalate, resulting in a worse environmental balance compared to process alternatives at lower reaction temperatures [9]. An optimum between temperature, reaction time, yield, decomposition rate and technical feasibility had to be found here.
In the next step, the existing industrial fed-batch process for SBO epoxidation at Mythen S.p.a., Italy, covering an annual production volume of 18,500 t, was taken as benchmark for a sustainability evaluation of the new process under development at pilot scale (planned annual production capacity: 2,500 t). For this, detailed information about the production and post-processing steps, including hydrogen peroxide decomposition, neutralization, and separation, were provided by the company. Two pilot scale process alternatives (pilot process, base case: continuous flow at elevated temperature and short residence time; pilot process, best case: pilot process, base case and reduced material and energy demand) were taken into account including again, the environmental burden related to all educts, solvents and auxiliaries, energy supply, synthesis, work-up and treatment of wastes. The process parameters of these SBO processing alternatives are summarized in Table 3. A more detailed insight into the optimization task and support for process design decisions could be gained from this. Figure 5 shows an outranking of the environmental efficiency of the process alternatives under consideration for pilot scale, compared to the industrial fed-batch process against different LCIA criteria. A clear preference for an intensified flow process operating at elevated temperatures with reduced H2O2 and HCOOH excess and heat recovery (pilot process, best case) was found among the three candidates considered.
Scenarios considered for environmental and cost efficiency evaluation of soybean oil (SBO) processing [9].
| Epoxidized SBO process scenario | Industrial fed-batch | Pilot process, base casea | Pilot process, best casea |
|---|---|---|---|
| Operation | Fed-batch | 2-step continuous flow+discontinuous digestion | 2-step continuous flow+discontinuous digestion |
| Reaction temperature (°C) | 60–70 | 150 | 150 |
| Reaction time (min) | 420 | 0.5+60 (digestion) | 0.5+60 (digestion) |
| Annual capacity (t/a) | 18,500 | 2,500 | 2,500 |
| Yield (%) | 90 | 90 | 90 |
| MoleH2O2 per DB | 1.3 | 1.3 | 1.1 |
| MoleHCOOH per DB | 0.3 | 0.3 | 0.2 |
| Heat recovery | No | No | Yes |
| Work-up | Yes | Yes | Yes |
aHypothetical process based on experimental investigations, process simulation and process engineering.
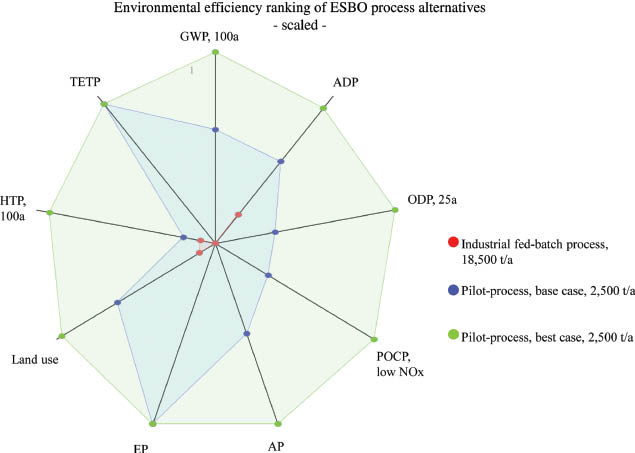
Multi-criteria ranking of epoxidized soybean oil (ESBO) process alternatives (industrial fed-batch, 18,500 t/a; pilot process, base case, 2,500 t/a; pilot process, best case, 2,500 t/a) concerning environmental efficiency (saving potential) taking into account several LCIA categories.
In addition to the comparative environmental assessment, an evaluation of the future production costs of utilizing the new flow chemistry concept as alternative to the established fed-batch production plant was also performed (see Figures 6–9). The ESBO production costs are composed of variable and fixed cost components. Investment costs, calculatory depreciation and imputed interests considered as fixed costs were estimated from average values of typical equipment costs, in the case of the established production process. In Figure 6, the composition of typical investment costs taken into account for the hypothetical installation of a new fed-batch process is illustrated. They sum up to overall investment costs of €1.5 million.
Composition of theoretical investment costs for an epoxidized soybean oil (ESBO) fed-batch production plant.
Composition of production costs for the epoxidized soybean oil (ESBO) fed-batch production plant.
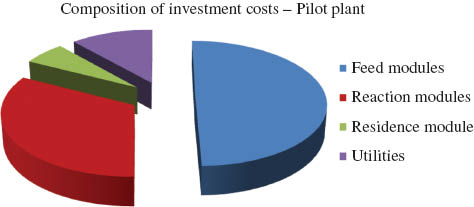
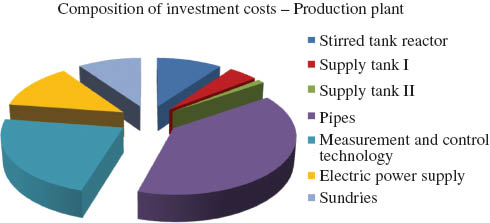
Composition of investment costs for the epoxidized soybean oil (ESBO) pilot plant, best case scenario.
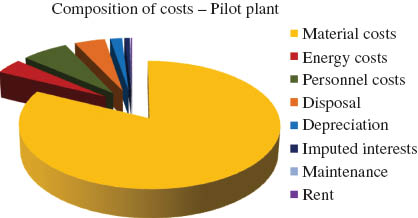
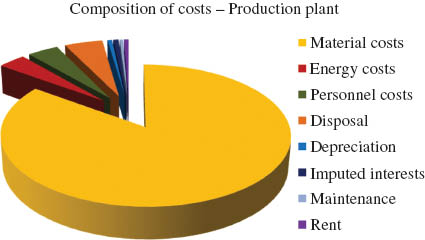
Composition of future production costs for the epoxidized soybean oil (ESBO) pilot plant, best case scenario.
The composition of the overall production costs for the ESBO fed-batch production plant is shown in Figure 7. The considered cost categories for the variable costs are those for materials, energy, personnel and disposal. These cost figures are obtained, e.g., by assessing the quantitative consumption of raw materials, auxiliaries and supplies with a corresponding price. Energy costs (in the form of supply costs for electrical current and natural gas) are those costs that are incurred in the production of the product and are required for the operation of the plant. Personnel costs consist of salaries, wages and social costs. Also, waste arises during the production of the product. It was disposed of separately, for which additional costs incurred. The variable costs were dominated by the costs of the feedstock SBO (€0.45/l) followed by the costs for hydrogen peroxide and formic acid.
Based on the production costs of the existing production process, a prognosis for the impact on potential cost savings of a scale-up of the new processing concept to pilot scale was done. In Figures 8 and 9, the composition of the costs estimated for installing and operating is shown. Here, an annual outcome of 2,500 t per year is assumed. The calculation is based on the same market prices for materials, energy, natural gas and disposal as well as typical personnel costs for a production in Italy; in this case, it is also based on a detailed plan of investment costs.
As shown in Figure 9, the share of personnel costs on the overall production costs is higher for the pilot process, due to the significantly lower annual production capacity. However, in the case of increasing production capacities, the personnel costs can be expected to significantly fall below the personnel costs of the reference fed-batch process [9]. In combination with further cost savings gained by an increase of the annual production capacity of the microreaction plant concept, advantages of the overall production costs against the fed-batch process are likely. In summary, the results of this comparative evaluation pointed out that the overall ESBO production costs are dominated by variable costs independent from batch or continuous processing. In the case of the new pilot plant, the estimated share of variable costs is 97%.
Combining the results of the economic and the environmental assessments of the three case scenarios discussed, an eco-efficiency ranking of the alternative process options was created (see Figure 10). The overall cost efficiencies were interrelated to the environmental efficiencies (see Figure 5). In all cases, the same yield of 90% high-quality ESBO (oxirane number>6) was assumed. From the current state of knowledge, the most favorable scenario would be a continuously operating production process with a reduced amount of required substances and heat recovery (pilot process, best case scenario). Figure 10 reveals that this result was found due to improvements in environmental efficiency. Thus, further process intensification activities should mainly concentrate on a minimization of the production costs, in order to come out with an innovation (scenarios located in the up-right part of the eco-portfolio). As stated before, this can be supported by further capacity increase. But the main key criteria will be the most efficient use of the materials, demanding for: i) maximized yield and ii) minimized oxidative media excess. In order to meet these critical targets, recently promising progress has been made in the development of a highly active, selective heterogeneous catalyst, suited for continuous processing [36].
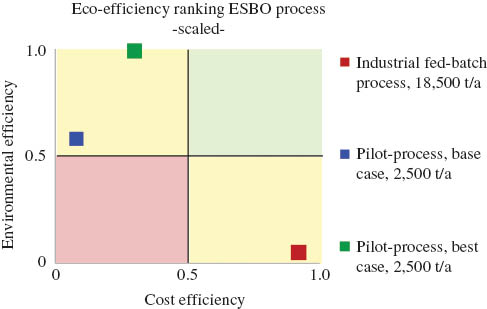
Eco-efficiency ranking of three discontinuously or continuously running epoxidized soybean oil (ESBO) process scenarios.
3.3 Case study C: reaction under harsh conditions from batch to flow – process design for intensified biodiesel production
The third case study deals with the development of a novel, intensified biodiesel production alternative [11, 37–40]. Biodiesel, a biodegradable, nontoxic diesel fuel substitute, has shown a significant added value compared to petrodiesel, because of its higher lubricity, lack of sulfur and aromatics and its carbon footprint benefits. However, in current comparative environmental studies between biodiesel and petroleum-based diesel, some significant drawbacks, such as direct and indirect land use changes, nitrous oxide emissions, the decrease of biodiversity and the competition to food, are also mentioned [41]. The CoPIRIDE project rose to the challenge of an intensified and more sustainable biodiesel production process (Scheme 2):

Transesterification reaction of vegetable oil and methanol.
Economic and ecological screening analyses of 18 process parameter variations at an early stage of process design revealed:
A clear advantage for waste vegetable oil as biodiesel feedstock.
The advantages of methanol over ethanol or methyl acetate as a reactant as well as solvent [11].
In the next step, detailed LCA and cost analyses comparing five alternative process routes (pretreated alkali-catalyzed, acid-catalyzed, heterogeneous acid-catalyzed, and two supercritical alternatives) utilizing waste vegetable oil and methanol, were carried out for industrial scale processing (production capacity 8,000 t/a). Four of these routes were based on the work of West et al. published in 2008 [42]. The fifth was based on a simulation of an improved supercritical process alternative developed within the project, based on the results of the initial screening procedure applying ASPEN Tech 11.1 as software tool (see Table 4). The analysis included pretreatment, product separation and purification, and the recovery of methanol.
Summary of operation conditions modeled in ASPEN Tech for five biodiesel process alternatives utilizing waste oil and methanol in all cases; processes A–D in accordance to West et al. [42]; scenario E taken from Kralisch and colleagues [11].
| Process Aa | Process B | Process C | Process D | Process E | |
|---|---|---|---|---|---|
| Catalyst | H2SO4/NaOH | H2SO4 | SnO | N/A | N/A |
| Reactor type | CSTR/CSTR | CSTR | Multi-phase | CSTR | TR/µR |
| Pressure (kPa) | 400/400 | 400 | 101.3 | 20,000 | 20,000 |
| Temperature (°C) | 70/60 | 80 | 60 | 350 | 380 |
| Alcohol/oil ratio | 6:1/6:1 | 50:1 | 4.5:1 | 42:1 | 42:1 |
| Residence time (h) | 1/4 | 4 | 3 | 0.333 | 0.083 |
| Conversion (%) | 100/95 | 97 | 94 | 98 | 98 |
| Work-up and methanol recovery | Yes | Yes | Yes | Yes | Yes |
aIncluding pretreatment.
CSTR, continuous stirred tank reactor; TR, tubular reactor; µR, micro reactor.
The outranking of the resulting environmental efficiency of these process alternatives is shown in Figure 11 as the basis for eco-efficiency determination. The supercritical processes D and E are characterized by more or less the same environmental impacts (overlaying yellow and pink points and areas). More importantly, conventional process alternatives have benefits in none of the LCIA criteria considered. All in all, a reduction of the GWP (as a representative and relevant environmental impact) by nearly 70% can be gained utilizing the new CoPIRIDE process concept, compared to traditional heterogeneously or homogeneously catalyzed transesterification processes at moderate process conditions. Emission savings of approximately 6,900 t/CO2-equivalents per year can be expected from the technology transfer at a production capacity of 8,000 t biodiesel/a.
![Figure 11 Multi-criteria outranking of different biodiesel process alternatives utilizing waste vegetable oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, mass and energy flows considered according to West et al. [42] and Process E: supercritical process developed within CoPIRIDE) concerning environmental efficiency, taking into account several life cycle impact assessment (LCIA) categories.](/document/doi/10.1515/gps-2013-0058/asset/graphic/gps-2013-0058_fig11.jpg)
Multi-criteria outranking of different biodiesel process alternatives utilizing waste vegetable oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, mass and energy flows considered according to West et al. [42] and Process E: supercritical process developed within CoPIRIDE) concerning environmental efficiency, taking into account several life cycle impact assessment (LCIA) categories.
Further, a cost analysis of the new developed process E in comparison to the results published by West et al. [42] (A–D) was performed. This cost analysis included pretreatment, product separation and purification, and the recovery of methanol. The resulting general expenses, direct (required for the production) as well as indirect manufacturing costs (overhead costs) are shown in Figure 12. More detailed information cannot be published due to confidentiality reasons. The conventional, heterogeneously catalyzed process C was found to be the cheapest. However, the total manufacturing costs of process E were between 12% and 20% less than the total manufacturing costs of the processes A and B, mostly applied in industry (see Figure 12).
![Figure 12 Comparison of production costs for different biodiesel production alternatives (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE) feedstock in all cases: waste vegetable oil.](/document/doi/10.1515/gps-2013-0058/asset/graphic/gps-2013-0058_fig12.jpg)
Comparison of production costs for different biodiesel production alternatives (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE) feedstock in all cases: waste vegetable oil.
In Figure 13, the results of the LCA investigation and the cost analysis were used as basis for an eco-efficiency portfolio, pointing out the outranking results under consideration of both key criteria for sustainability. It can clearly be seen that, although process C was found to be more cost efficient than the supercritical processes D and E (CoPIRIDE process), the latter is more environmentally benign and more eco-efficient (Pareto-optimal).
![Figure 13 Eco-efficiency ranking of different biodiesel process alternatives utilizing waste oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE) ranked according to their environmental and cost efficiency.](/document/doi/10.1515/gps-2013-0058/asset/graphic/gps-2013-0058_fig13.jpg)
Eco-efficiency ranking of different biodiesel process alternatives utilizing waste oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE) ranked according to their environmental and cost efficiency.
The following general lessons were learned from case study C for biodiesel production: i) supercritical is beneficial against conventional processing in the case of waste vegetable oil utilization, but not preferred for fresh oil, ii) the ratio between oil and alcohol or acetate should be kept as low as possible, and iii) heterogeneous should be preferred against homogeneous catalysis, both due to decreased efforts for downstream processing.
An explanation of the background of the results shown in Figure 13 is given in Figure 14. Whereas the good eco-efficiency of process C is mainly reasoned by its cost efficiency, environmental issues were mainly addressed in the cases of process D and E.
![Figure 14 Criteria contribution on overall eco-efficiency ranking of different biodiesel process alternatives utilizing waste oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE).](/document/doi/10.1515/gps-2013-0058/asset/graphic/gps-2013-0058_fig14.jpg)
Criteria contribution on overall eco-efficiency ranking of different biodiesel process alternatives utilizing waste oil (Process A: pretreated alkali-catalyzed; Process B: acid-catalyzed; Process C: heterogeneous acid-catalyzed; Process D: supercritical process, all published by West et al. [42] and Process E: supercritical process developed within CoPIRIDE).
Based on the outcome of the eco-efficiency analysis, a mini-plant for a supercritical production process of biodiesel, through a transesterification of waste vegetable oil using methanol in intensifying continuous flow reactors, was designed by Chemtex Italia, Politecnico di Torino and further partners. Here, a supercritical environment enhances the contact among the above-mentioned reagents and intensifies the process. Clear safety benefits can be gained, due to the processing in continuous micro-flow compared to a continuous stirred tank reactor (CSTR) [11]. The mini-plant will allow for a continuous production of about 6 l/h biodiesel.
4 Conclusions
The results presented here allow an insight into the efforts needed for and the chances of intensified flow chemistry process design under consequent consideration of environmental and cost criteria.
By means of a broad screening of environmental impacts of established production alternatives, as well as of novel design concepts, valuable information about drawbacks and advantages of these alternatives as well as of specific parameter combinations could be gained in an early stage of process design. The suggestions for improvement of sustainability aspects against state of the art concepts were followed within the next steps of process design, whereas the evaluation procedure was refined and intensified during the whole process development. Finally, a comparison of the development outcome with state of the art reference processes, by means of detailed LCA and LCC analyses, allowed for a profound comparison of alternative approaches.
Indeed, the process design accompanying results pointed out that a continuously running microreaction process has the potential to be superior against an established (fed-) batch process. But it is not a priori “sustainable”. Significant efforts for process intensification by means of flow chemistry, e.g., in combination with a Novel Process Windows regime, can be necessary to reach this goal. For this, first of all, the underlying chemistry has to be understood, especially in novel process regimes [9].
The outcome in case study B could be mainly reasoned by the strong share of the raw material costs of SBO on the overall production costs. Thus, maximization of yield of high quality ESBO utilizing a minimum of oxidative media was found to be the key figure for material cost savings. In combination with savings in personnel costs, due to a reduced time for operating and supervising compared to the batch process, a further reduction of the overall production costs can be expected for a future industrial plant based on the pilot plant concept.
In case study C, clear benefits concerning environmental sustainability of biodiesel generation could be shown for the combination of supercritical processing, waste oil and methanol. First results regarding enhanced safety properties in the context of microstructured devices during biodiesel production by supercritical processing were also found [11]. In spite of harsh reaction conditions connected with higher safety risks, it might become a suitable alternative, due to benefits arising from significantly shortened residence times and reduced EHS risks within small scale reactor hold-up.
Last, but not least, answering case study overlapping questions, such as catalyst treatment after use (see case study A), can provide valuable support to meet the needs of sustainable future factory design from the beginning.
About the authors

Dana Kralisch studied Environmental Chemistry at the Friedrich Schiller-University (FSU) Jena in Germany. After finishing her PhD studies in 2006, she became the leader of the “Green Process Design and Evaluation” research group at the Institute of Technical and Environmental Chemistry (ITUC), focusing on the implementation of life cycle assessment (LCA) and life cycle costing (LCC) as decision support tools in early chemical process development. Dana is the author and co-author of various publications and book chapters on this topic and work package leader of the evaluation group in the FP7 EU project CoPIRIDE. In 2012, Dana founded her own company and started in parallel her work at the Department of Pharmaceutical Technology at FSU. Her working group is currently engaged in green pharmacy and bio-based material development for medical applications.

Denise Ott studied Chemistry at the FSU Jena. In 2009, she received her PhD funded by the German Federal Foundation for the Environment (DBU) dissertation fellowship, dealing with the ecological and economic evaluation of the synthesis and application of ionic liquids in the context of their classification as green solvents. Within her postdoctoral her research activities engaged in several national and international projects, first at ITUC and currently at the Department of Pharmaceutical Technology, she is dealing with process evaluation and optimization using life cycle based approaches and risk assessment tools.

Sabine Kressirer studied Chemistry at the FSU Jena. She received her PhD degree in 2011. Within her doctoral research study, embedded in the DBU research cluster “Novel Process Windows”, she dealt with the R&D accompanying ecological and economic assessment for sustainable micro-reactor based process design at ITUC. In the CoPIRIDE project, she was responsible for the evaluation of catalyst reuse options. Since 2012, she has been working as a scientific assistant, business area “sustainability”, for the German Plastics Center (SKZ) in Wuerzburg.

Christin Staffel studied Chemistry and Geological Sciences at the FSU Jena and received her Diploma degree in 2011. Within the framework of the CoPIRIDE project, she investigated different biodiesel production scenarios and evaluated them by means of LCA and LCC investigations. Today, she works at the JeNaCell GmbH, establishing a quality management system for the production of biotechnically gained nanocellulose.

Ina Sell studied Business Economics at the Otto von Guericke University Magdeburg. In 2010, she joined the research group of Dana Kralisch at ITUC, dealing with LCA and LCC analyses within CoPIRIDE. She established a new LCC evaluation method within the group and was responsible for the R&D accompanying evaluation during the process intensification of an existing epoxidation process.

Ulrich Krtschil obtained his Diploma in Chemical Engineering in 1975 from the former Technische Hochschule Merseburg. He was employed at the R&D division of Jenaer Glaswerk in Jena. After 2 years in the semiconductor industry in Erfurt, he was a project manager from 1991 to 2004, responsible for custom-built glass plants at Schott Engineering and QVF Engineering in Mainz. In 2004, he joined the Institut für Mikrotechnik Mainz (IMM). He is involved in several public and industrial funded R&D projects and due to his industrial background, is mainly concerned with process and plant design. Currently, he acts as Technical Project Manager of the European CoPIRIDE project.

Patrick Löb, studied Chemistry at Heidelberg University. He received his PhD on the subject of “Synthesis of strained organic polycycles” at the Institute of Organic Chemistry, led by Professor Dr. R. Gleiter. Patrick joined the Institut für Mikrotechnik Mainz GmbH (IMM) as a scientific fellow in January 2001. Initally, he worked in the department of Microreaction Technology, headed by Professor Dr. V. Hessel. In May 2003, he became group leader for Mixing and Reaction Technology. At the beginning of 2008, he was appointed head of the Mixing and Fine Chemistry department, which he was already provisionally in charge of, since February 2007. The main focuses of the department are the development and realization of milli- and micro-reactors, their implementation for chemical processes and the setup of corresponding plants. Thereby, tasks from the fields of fine and speciality chemistry, consumer goods industry, bulk and petro chemistry are dealt with. Patrick is author and coauthor of various publications, particularly on the topics of micro process engineering and application of microstructured components within organic synthesis. He is coordinator of the large-scale integrated FP7 EU projects, CoPIRIDE and POLYCAT.
The financial support of the EU Seventh Framework Program for Research and Technological Development (CP-IP 228853, CoPIRIDE) is gratefully acknowledged.
References
[1] Cefic. Cefic Report 2011/2012: The Chemical Industry in Europe: Towards Sustainability, Brussels, 2012.10.1016/S1351-4210(12)70227-5Search in Google Scholar
[2] Watson WJW. Green Chem. 2012, 14, 251–259.Search in Google Scholar
[3] Stankiewicz A, Moulijn JA, Re-engineering the Chemical Processing Plant: Process Intensification, Marcel Dekker: New York, 2003.10.1201/9780203913291.ch1Search in Google Scholar
[4] European Roadmap for Process Intensification, 2007, URL: http://www.efce.info (last access: October 2012).Search in Google Scholar
[5] Harmsen J. In Process Intensification for Green Chemistry, Boodhoo K, Harvey A, Eds., John Wiley & Sons, Ltd: 2013, pp. 369–378; 393–400.10.1002/9781118498521.ch16Search in Google Scholar
[6] Hessel V, Cortese B, de Croon MHJM. Ind. Eng. Chem. Res. 2011, 51, 1680–1689.Search in Google Scholar
[7] Hessel V, Kralisch D, Kockmann N, Noël T, Wang Q. ChemSusChem 2013, 6, 746–789.10.1002/cssc.201200766Search in Google Scholar PubMed
[8] Hessel V. Chem. Eng. Technol. 2009, 32, 1655–1681.Search in Google Scholar
[9] Kralisch D, Streckmann I, Ott D, Krtschil U, Santacesaria E, Di Serio M, Russo V, De Carlo L, Linhart W, Christian E, Cortese B, de Croon MHJM, Hessel V. ChemSusChem 2012, 5, 300–311.10.1002/cssc.201100445Search in Google Scholar PubMed
[10] Kressirer S, Protasova LN, de Croon MHJM, Hessel V, Kralisch D. Green Chem. 2012, 14, 3034–3046.Search in Google Scholar
[11] Kralisch D, Staffel C, Ott D, Bensaid S, Saracco G, Bellantoni P, Loeb P. Green Chem. 2013, 15, 463–477.Search in Google Scholar
[12] International Organization for Standardization, Environmental Management – Life Cycle Assessment – Principles and Framework, EN ISO 14040, Geneva, 2006.Search in Google Scholar
[13] International Organization for Standardization, Environmental Management – Life Cycle Assessment Requirements and Guidelines, EN ISO 14044, Geneva, 2006.Search in Google Scholar
[14] Guinée JB, Gorrée M, Heijungs R, Huppes G, Kleijn R, de Koning A, van Oers L, Wegener Sleeswijk A, Suh S, de Haes UHA, de Bruijn H, van Duin R, Huijbregts MAJ, Handbook on life cycle assessment. Operational guide to the ISO standards. Kluwer Academic Publishers: Dordrecht, 2002.Search in Google Scholar
[15] Kralisch D. In Green Chemistry Metrics, Lapkin A, Constable D, Eds., John Wiley & Sons Ltd: Chichester, UK, 2009, pp. 248–271.Search in Google Scholar
[16] Society of Environmental Chemistry and Toxicology (SETAC). Simplifying LCA: just a cut? – Final report of the SETAC-Europe Screening and Streamlining Working-Group, Brussels, 1997.Search in Google Scholar
[17] Fleischer G, Schmidt WP. Int. J. Life Cycle Assess. 1997, 2, 20–24.Search in Google Scholar
[18] Hur T, Lee J, Ryu J, Kwon E. J. Environ. Manag. 2005, 75, 229–237.Search in Google Scholar
[19] Kralisch D, Reinhardt D, Kreisel G. Green Chem. 2007, 9, 1308–1318.Search in Google Scholar
[20] Kressirer S, Kralisch D, Stark A, Krtschil U, Hessel V. Environ. Sci. Technol. 2013, 47, 5362–5371.Search in Google Scholar
[21] Curzons AD, Jimenez-Gonzalez C, Duncan AL, Constable DJC, Cunningham VL. Int. J. Life Cycle Assess. 2007, 12, 272–280.Search in Google Scholar
[22] Huebschmann S, Kralisch D, Hessel V, Krtschil U, Kompter C. Chem. Eng. Technol. 2009, 32, 1757–1765.Search in Google Scholar
[23] ifu Institut fuer Umweltinformatik, Germany; ifeu Institut für Energie- und Umweltforschung, Umberto v.5.5, Heidelberg, 2007.Search in Google Scholar
[24] Swiss Centre for Life Cycle Inventories. Ecoinvent Data v2.1, Dübendorf, 2009.Search in Google Scholar
[25] Rebitzer G, Hunkeler D. Int. J. Life Cycle Assess. 2003, 8, 253–256.Search in Google Scholar
[26] Saling P, Kicherer A, Dittrich-Krämer B, Wittlinger R, Zombik W, Schmidt I, Schrott W, Schmidt S. Int. J. Life Cycle Assess. 2002, 7, 203–218.Search in Google Scholar
[27] Sell I, Ott D, Kralisch D. Chem. Ing. Tech. 2013, 85, 447–454.Search in Google Scholar
[28] Pareto V. Cours D’Economie Politique, Lausanne, 1896.Search in Google Scholar
[29] D-Sight sprl, D-sight v.3, Brussels, 2012.Search in Google Scholar
[30] Reinhardt D, Ilgen F, Kralisch D, Koenig B, Kreisel G. Green Chem. 2008, 10, 1170–1181.Search in Google Scholar
[31] Huppes G, Oers L, Pretato U, Pennington D. Int. J. Life Cycle Assess. 2012, 17, 876–891.Search in Google Scholar
[32] Koller G, Fischer U, Hungerbühler K. Ind. Eng. Chem. Res. 2000, 39, 960–972.Search in Google Scholar
[33] Sugiyama H, Fischer U, Hungerbühler K. ETH Zurich, Safety & Environmental Technology Group, Zurich, 2006.Search in Google Scholar
[34] Fenollar O, García D, Sánchez L, López J, Balart R. Eur. Polym. J. 2009, 45, 2674–2684.Search in Google Scholar
[35] Santacesaria E, Renken A, Russo V, Turco R, Tesser R, Di Serio M. Ind. Eng. Chem. Res. 2011, 51, 8760–8767.Search in Google Scholar
[36] Turco R, Titiella R, Russo V, Tesser R, Santacesaria E, Di Serio M, Green Proc. Synth. 2013, 2, 427–434.Search in Google Scholar
[37] Hoang D, Bensaid S, Saracco G, Green Proc. Synth. 2013, 2, 407–425.Search in Google Scholar
[38] Di Serio M, Mallardo S, Carotenuto G, Tesser R, Santacesaria E. Catal. Today 2012, 195, 54–58.10.1016/j.cattod.2012.01.013Search in Google Scholar
[39] Campanelli P, Banchero M, Manna L. Fuel 2010, 89, 3675–3682.10.1016/j.fuel.2010.07.033Search in Google Scholar
[40] Santacesaria E, Turco R, Tortorelli M, Russo V, Di Serio M, Tesser R. Green Proc. Synth. 2012, 1, 181–189.Search in Google Scholar
[41] Bowyer C. Anticipated Indirect Land Use Change Associated with Expanded Use of Biofuels and Bioliquids in the EU – An Analysis of the National Renewable Energy Action Plans, Institute for European Environmental Policy: London, 2011.Search in Google Scholar
[42] West AH, Posarac D, Ellis N. Bioresource Technol. 2008, 99, 6587–6601.Search in Google Scholar
©2013 by Walter de Gruyter Berlin Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Articles in the same Issue
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals
Articles in the same Issue
- Masthead
- Masthead
- Graphical abstracts
- In this issue
- Editorial
- “Teamed Science” – the Future, and is 1+1=3?
- CoPIRIDE
- EU FP7 Project CoPIRIDE – towards new production and factory concepts for a sustainable and competitive European chemical industry
- Investigations on the anionic polymerization of butadiene in capillaries by kinetic measurements and reactor simulation
- Supercritical fluid technology in biodiesel production: pilot plant design and operation
- Supercritical fluid technology in biodiesel production
- Selective epoxidation of soybean oil with performic acid catalyzed by acidic ionic exchange resins
- Multi-injection microstructured reactor for intensification of fast exothermic reactions: proof of concept
- Novel manufacturing techniques for microstructured reactors in industrial dimensions
- Bridging sustainability and intensified flow processing within process design for sustainable future factories
- Process intensification in gas-to-liquid reactions: plasma promoted Fischer-Tropsch synthesis for hydrocarbons at low temperatures and ambient pressure
- Original articles
- Atom- and step-economic synthesis of biaryl-substituted furocoumarins, furoquinolones and furopyrimidines by multicomponent reactions and one-pot synthesis
- Development of a continuous emulsification process for a highly viscous dispersed phase using microstructured devices
- Conference announcements
- Ecochem: Free Conference & Exhibition on Sustainable Chemistry & Engineering (MCH Congress Center, Basel, Switzerland, November 19–21, 2013)
- 3rd Industrial Green Chemistry World: Convention & Ecosystem (IGCW-2013; Mumbai, India, December 6–8, 2013)
- 52nd Eastern Analytical Symposium and Exposition (EAS2013): Analytical in Motion: Knowledge, Network, and Career (Somerset, NJ, USA, November 18–20, 2013)
- 2nd International Flow Chemistry Asia Conference and Tradeshow, held in association with the Flow Chemistry Society (Singapore, November 14–15, 2013)
- 15th Brazilian Meeting on Organic Synthesis (15th BMOS): Applied Organic Synthesis in Action: Strategies and Process Development (Campos do Jordão, Brazil, November 10–13, 2013)
- 1st International Symposium on Nanoparticles/Nanomaterials and Applications (ISN2A-2014; Costa de Caparica, Portugal, January 20–22, 2014) and 1st International Conference on Ultrasonic-based Applications: from Analysis to Synthesis. (ULTRASONICS2014; Costa de Caparica, Portugal, September 15–17, 2014)
- Sustainable Oil and Gas 2013 (Edinburgh, Scotland, November 25–26, 2013)
- Conferences 2013–2017
- Book reviews
- Biomimetics: a molecular perspective
- Right first time in fine-chemical process scale-up
- Chemical photocatalysis
- Industrial separation processes: fundamentals