Stain removal performance of moisture-wicking fabric during home laundry
-
Wenhua Shi
Wenhua Shi is currently a Master student in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science, Shanghai, China. He studied the physical morphology and the stain removal performance of moisture-wicking fabric, and wrote this paper.
Liujun Pei is a professor in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science, Shanghai, China. He studied the surface morphology of sebum and carbon black oil, and revised this paper.
 ,
Xiaomin Gu
,
Xiaomin Gu
Xiaomin Gu is a professor working in the Engineering Research Center of Textile Chemistry and Clean Production, School of Textiles and Fashion; Shanghai University of Engineering Science. With 20 year experience in various coating business, she developed many successful products and became company technical expert in paper coating and glass fiber coating. Her developed products are global applied in glass fiber companies in China, India and USA, including three biggest glass fiber manufacturers of China Jushi, CTG and CPIC. In this investigation, she reviewed this paper.
Jiping Wang is a chair professor in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science. He is the director of Textile Chemical Cleaner Production Engineering Technology Research Center. Before joining Shanghai University of Engineering Science in 2019, He was the director of the Key Laboratory of Advanced Textile Materials & Manufacturing Technology, Ministry of Education and the director of the National Base for International Cooperation in Science and Technology of Textiles and Daily Chemistry in Zhejiang Sci-Tech University. Before joining Zhejiang Sci-Tech University in 2011, he was the principal scientist at the Procter & Gamble Company, Cincinnati, Ohio, USA.

Abstract
Moisture-wicking clothes are widely used in various sports or athletic activities due to their function of moisture absorption and perspiration. In this study, the washing and decontamination of moisture-wicking fabrics, especially the performance and decontamination effect of moisture-wicking fabrics after washing were investigated. The results showed that the physical morphology of moisture-wicking fabric is very different from that of an ordinary polyester fabric. The cross-section of the moisture-wicking fabric is hexagonal, and this fabric has good hydrophilicity. After the degreasing & thermosetting process, the air permeability of the moisture-wicking fabric is increased from 1013 mm/s to 2911 mm/s. However, the air permeability is decreased after one washing, but it has little effect during the subsequent washing cycles. Moreover, the degreasing & thermosetting process also improve the stains removal index. If the moisture-wicking fabric was washed before the preparation of stained fabric, the stain removal index of carbon black soil and sebum stains is increased. Although most of the aggregated particles on the surface of the fibers are removed after washing, a small amount of sebum still remains in the spaces between the fibers. These results indicate that most of the carbon black in the stained area is removed after washing, while oil components are hardly removed from the moisture-wicking fabric during home laundry. Compared to other surfactants, C18 fatty acid methyl ester ethoxylates and nonionic surfactants with long carbon chains can effectively reduce the surface tension of water and improve the wettability of moisture-wicking fabric, so that water molecules can diffuse well between fibers and stains, the binding force between stains and fabric is weakened, and the decontamination of the fabric is improved.
1 Introduction
For some years now, moisture-wicking clothes are widely used in various sports or athletic activities. This type of clothing material is used to ensure good wearing comfort. Once sweating occurs, the skin will not stick to the clothes, resulting in a clammy feeling. Therefore, moisture-wicking clothes have the function of moisture absorption and perspiration. Although cotton garments, for example, are also comfortable to wear and have good moisture absorption, when the human body skin sweats, the cotton fibers begin to absorb moisture and swell the damp fabric sticks to the skin [1], [2], [3]. At the same time, the water dispersing speed of cotton fiber is slow, which makes the human body feel clammy and cold. For synthetic fibers, such as polyethylene terephthalate (PET)-based polyester fibers, some deficiencies like poor moisture absorption and stuffiness have become increasingly prominent, especially in the field of sportswear and casual wear. In addition, in high-intensity exercise or sports competitions, the sweat generated by the human body is difficult to be discharged quickly through the fabric, which will cause the clothes to stick to the skin, resulting in heat accumulation and even oppression feeling [4], [5], [6]. Therefore, moisture-wicking clothes are widely investigated.
At present, the production methods of moisture-wicking fabrics include physical and chemical modification. Most of the moisture-wicking fabrics are prepared by physical modification [7], [8], [9], [10]. Physical modification methods include changing the cross-sectional shape of the fiber, reducing the fiber fineness, and increasing the specific surface area of the fiber. Hydrophilic agents are also employed to coat fiber surfaces. Chemical modification methods are mainly introduced in the chemical fiber macromolecules or graft copolymer hydrophilic groups on the fiber surface. Therefore, these fabrics pull moisture away from the wearer’s skin, distributing the moisture evenly throughout the fabric and allowing the fabric to dry quickly. By wicking away the moisture, less moisture is absorbed by the fabric, generally keeping the garment lighter and in many cases, more comfortable for the wearer.
In our daily life, stains are everywhere. When the stains adhere to the surface of a fabric, the original shine and colour of the fabric are changed, and the appearance of the fabric is also affected, such as some special smells or the feel of the hand. When the stain penetrates the fabric or fibers, the gaps and structure of the fabric are blocked so that the moisture and sweat released from the human body cannot be removed in time, and more stains will be formed on the clothes and the damp fabric will stick to human body. With repeated wearing and washing, clothes lose breathability, body moisture increases when worn, and clothes tend to become damp and mouldy [11]. Therefore, keeping clothes clean and removing stains from clothes plays a crucial role in our daily lives.
The main task of laundering is to remove visible stains and soils, which can be visually determined by professional and non-professional consumers. As well known, washing is a complex process involving the interaction of numerous physical and chemical factors among textile, soil, water, washing machine, and detergent. Therefore, stain removal ability is highly sensitive to factors such as textile properties, soil type, water quality, washing technique, detergent composition, etc. [12]. Among them, detergent is almost essential in our daily washing process. During laundry, surfactant molecules can be adsorbed to the surface of the fabric and stains, reducing the interfacial tension between the medium (usually water) and the fabric surface and between the medium and the stain surface. Water molecules can penetrate the surface of stains, and enter the inside of fabric [13]. Besides reducing their interaction power, surfactants have various properties related to washing, such as penetration, adsorption, wetting, dispersion, emulsification, protein degradation, foaming. Therefore, detergents often contain a variety of surfactants [14, 15].
In our previous studies, the moisture-wicking finishing of fabrics and new functionalities of fabrics were investigated. However, there are few studies on the washing and decontamination of moisture-wicking fabrics, especially the performance and decontamination effect of moisture-wicking fabrics after washing.
In this paper, the decontamination properties of moisture-wicking fabrics were studied using sebum produced by the human body and ordinary carbon black oil as soiling materials. The combination of stains and moisture-wicking fabrics was analyzed. Moreover, the influence of washing on the breathability of moisture-wicking fabrics was also studied.
2 Experimental procedures
2.1 Materials
Fabric: 100% polyester plain weave, weight: (154–160) g/m2, longitude and latitude density: 32 × 21, yarn thickness: (0.48–0.56) mm. Textile fabrics for sweating sportswear were used for the cleaning performance test, which was purchased from Quanzhou Haitian Material Technology Co., Ltd. The information on fabric is shown in Table 1. Materials for the preparation of stains of sebum and carbon black oil were purchased from Hangzhou Lvze Yuhe Biotechnology Co., Ltd.
The parameters of moisture-wicking clothes.
| Fabric | Color | Width (cm) | Weight (g/m2) | Longitude and latitude density | Thickness (mm) | |
|---|---|---|---|---|---|---|
| Pure polyester plain weave fabric | Original cloth | Pure white | 164 | 160 | 31 × 21 | 0.48 |
| Degreasing | Pure white | 164 | 165 | 32 × 23 | 0.56 | |
| Degreasing & thermosetting | Pure white | 164 | 154 | 32 × 19 | 0.48 | |
-
Remarks: Degreasing: fat alcohol polyoxymethylene ether (R-O-(CH2CH2O)5-H) bath at 90 °C for 30 min; degreasing & thermosetting (hereinafter referred to as stereotype): 2 g/L hydrophilic silicone oil (OFX-3667), 180 °C, 45 m/min.
2.2 Preparation of the stained fabrics
The stains were placed on the printing screen equipment (LY-1600 Multicolor Printing Machine, Dongyuan Experiment Equipment Factory, Jiangsu, China) to prepare the stained fabric with the stain evenly distributed. After printing, the stained fabric was dried in an oven at 60 °C. After 30 min, the stained fabric was cured at 120 °C for 120 min.
2.3 Preparation of the standard detergent and surfactant
To prepare a standard detergent, 8% alkylbenzene sulfonic acid (calculated by active ingredient content), 4% polyethoxylated fatty alcohol (average EO addition number is 9), 2% sodium ethoxyl alkyl sulphate (2 EO, calculated by active ingredient content), 0.5% triethanolamine, 0.6% trisodium citrate dihydrate and 0.1% preservative were weighed in successively. Then this mixture was added to a certain amount of water, dissolved and stirred while heating. The pH of the solution was adjusted to 8.5–9.0 with sodium hydroxide, and this solution was made up to 100% with further water. The prepared standard detergent was stored at room temperature for 24 h. All the above materials were purchased from Guangzhou Blue Moon Co. Information on other surfactants used in the experiment can be found in Table 2.
Information on surfactants.
| Surfactant | Active content (%) | Manufacturer |
|---|---|---|
| Alkyl benzene sulfonic acid (LAS) | 96.00 | Guangzhou Blue Moon co., Ltd. |
| Sodium alkyl polyoxyethylene ether sulfate (AES) | 70.00 | |
| Isodecanol polyoxyethylene ether (XO-30) | 80.80 | |
| Isotridecanol polyoxyethylene ether (TO-8) | 98.32 | |
| Fatty acid methyl ester ethoxylates (FMEE) | 55.75 | |
| Alkyl polyoxyethylene (AEO9) | 99.90 | |
| Alkylamidopropyl dimethyl amine oxide (CAPAO) | 30.00 |
2.4 Laundry conditions
Wash load fabric = 15 g; washing machine: wash fastness tester from Ningbo Textile Instrument Factory (Zhejiang, China), washing bath: 300 mL water with a hardness of 250 ppm [16]; washing detergent: 0.6 g liquid detergent (Tide), washing mechanics: 5 steel balls; washing temperature: 40 °C; duration of one wash cycle: 30 min; rinsing bath: 1× with water, drying: oven.
2.5 Stain removal index (SRI)
The K/S value is broadly used in the textile industry as an indication of fabric color depth. The higher the K/S value, the deeper the fabric color. The difference in the K/S value can be used as the fabric color change before and after laundering [17]. A Datacolor SF650-PLUS (Datacolor, United States) was employed for K/S value measurement. The following equation was used to calculate the stain removal index (SRI).
In Eq. (1), K/SBS is the K/S value of the stained area before washing, while K/SAS is the K/S value of the stained area after washing. K/SBU is the K/S value of the unstained area before washing while K/SAU is the K/S value of the unstained area after washing.
2.6 Characterization
2.6.1 Physical morphology of fabrics
Before and after washing, the surface and section morphology of the moisture-wicking fabrics were observed by scanning electron microscope (SEM). The Hitachi’s TM4000 Plus II scanning electron microscope was employed for analysis.
2.6.2 Air permeability test of fabrics
A YG461E-III automatic air permeability meter (Ningbo Textile Instrument Factory, Zhejiang, China) was used to measure the air permeability of fabrics. The control fabrics were subjected 1, 2, and 3 wash cycles according to the above laundry conditions without detergent, and the air permeability of the fabrics after washing was measured based on standard GB/T13174-2008 [18].
2.6.3 Washing performance of different fabrics
Stains of sebum and carbon black oil were printed on moisture-wicking fabrics with three different finishes. The stained fabrics were washed based on the previous laundry conditions, and the SRIs of the three stained fabrics were obtained and compared with the SRIs of the stains on the three fabrics before laundering. The influence of different finishing processes on the stain removal rates of the fabrics was investigated.
2.6.4 Decontamination performance of fabric after washing
The moisture-wicking textiles were subjected to 1, 2 and 3 wash cycles under the above washing conditions without detergent. After the prewash, the control textiles were dyed and then the SRI of the dyed textiles was determined.
2.6.5 Morphology and element analysis of stained fabric after washing
Morphology of stain on fabric before and after washing was observed by SEM. Three different positions on the fabric surface were selected for element analysis before and after washing by X-ray Energy Dispersive Analysis (EDS, INCA Energy, Oxford Instruments). The voltage was 15 kV.
2.6.6 Surface tension measurement
A 40 mL of 2 g/L surfactant solution was prepared, and then the surface tension of the prepared solution was measured with a surface tensiometer (Krüss K100, Germany) according to the suspension ring method. Each sample was tested 5 times and its average value was employed for analysis.
2.6.7 Capillary effect measurement
According to the GB/T21655.1 method, some fabric samples with a length of 30 cm and a width of 2.5 cm were prepared. The samples were stored for 24 h at a constant temperature of (20 ± 2) °C and humidity of (65 ± 3)%. Subsequently, the fabrics were placed hanging vertically in a pure water solution and the wetting height was measured after 30 min.
3 Results and discussion
3.1 Physical morphology of fabrics
The physical morphology of moisture-wicking fabric is very different from ordinary polyester fabric. The main physical parameters of the fabrics used in this investigation are listed in Table 3.
Physical parameters of the fabrics.
| Fabric | Thickness (mm) | Weight (g/m2) | Fiber morphology (SEM) | |
|---|---|---|---|---|
| Pure polyester plain weave fabric | Original cloth | 0.48 | 160 |
|
| Degreasing | 0.56 | 165 | ||
| Degreasing & thermosetting | 0.48 | 154 | ||
After degreasing, the thickness and weight of the moisture-wicking fabric increased, indicating that the fabric had shrunk. The reason for this could be that the macromolecules of the fibres formed hydrogen bonds after degreasing and the distance between the fibres decreased. After stereotype finishing process, the fabric was stretched in width and its weight and thickness were reduced.
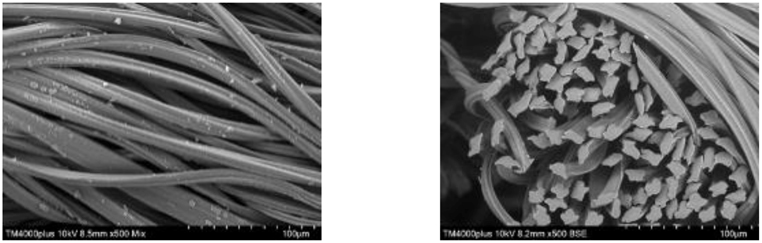
The fabric was examined using SEM. The results showed that the cross-section of the fabric was hexagonal and that there were small particles on the fibre surface. These small particles were caused by the spinning process of the polyester, due to the poor compatibility of polyethylene glycol terephthalate with a polyvalent hydrophilic finishing agent (N,N-di-(hydroxyethyl) coconut oil amide) and a cationic quaternary ammonium surfactant [19], [20], [21]. Therefore, some of the hydrophilic finishing agent and surfactant was deposited on the fibre surface during the melt spinning of the polyester fibres.
3.2 Influence of washing on the air permeability of fabrics
The diagram in Figure 1 shows the change in air permeability of moisture-wicking fabrics before and after washing. After the degreasing & thermosetting process, the air permeability of the moisture-wicking fabric increases from 1013 mm/s to 2911 mm/s. The air permeability of the fabric is greatly improved after the thermosetting process, proving that the thermosetting finish is particularly critical for improving the gas permeability of the fabric. All three fabrics show a slight decrease in air permeability after washing. After a single washing cycle of the fabric (fabric treatment: degreasing & thermosetting), the air permeability decreases by 11.40%. After the second and third wash, the air permeability of the fabric changes less than after the first wash. These results indicate that the air permeability of moisture-wicking garments decreases slightly after the first wash, but does not change significantly with subsequent washes.
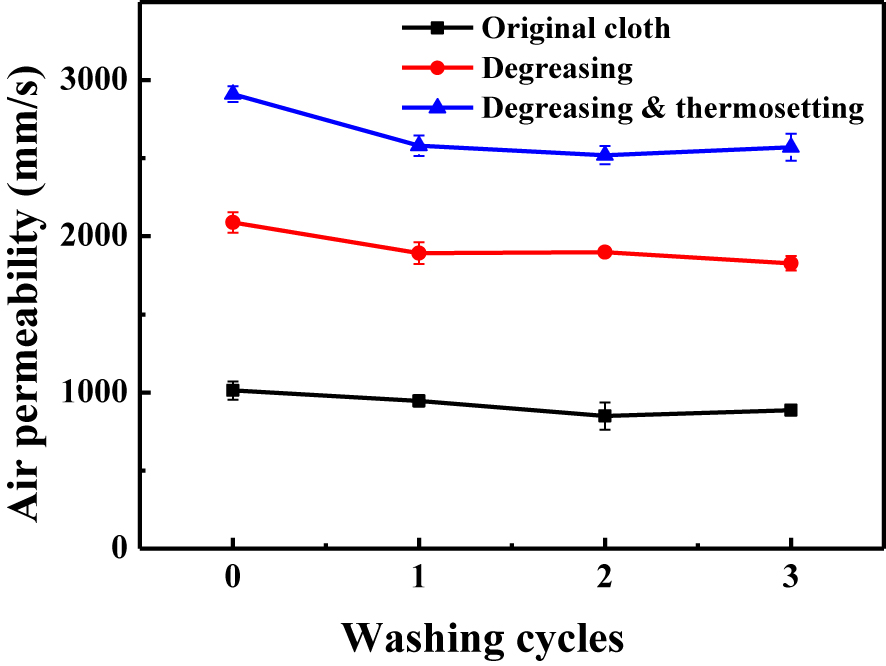
Influence of washing cycles on the air permeability of fabrics.
3.3 Influence of different finishing processes on fabric stain removal performance
The stain removal performance of moisture-wicking fabric was evaluated by the SRI index. As shown in Figure 2, the SRI of sebum on the fabric (degreasing and degreasing & thermosetting) increases from 37.85% to 75.19% and 66.67%, respectively, indicating that the decontamination performance of sebum is significantly improved. In the case of carbon black oil, the SRI index of the fabrics after degreasing and after degreasing & thermosetting increases from 26.90% to 56.32% (1.09-fold) and 61.03% (1.27-fold), respectively.
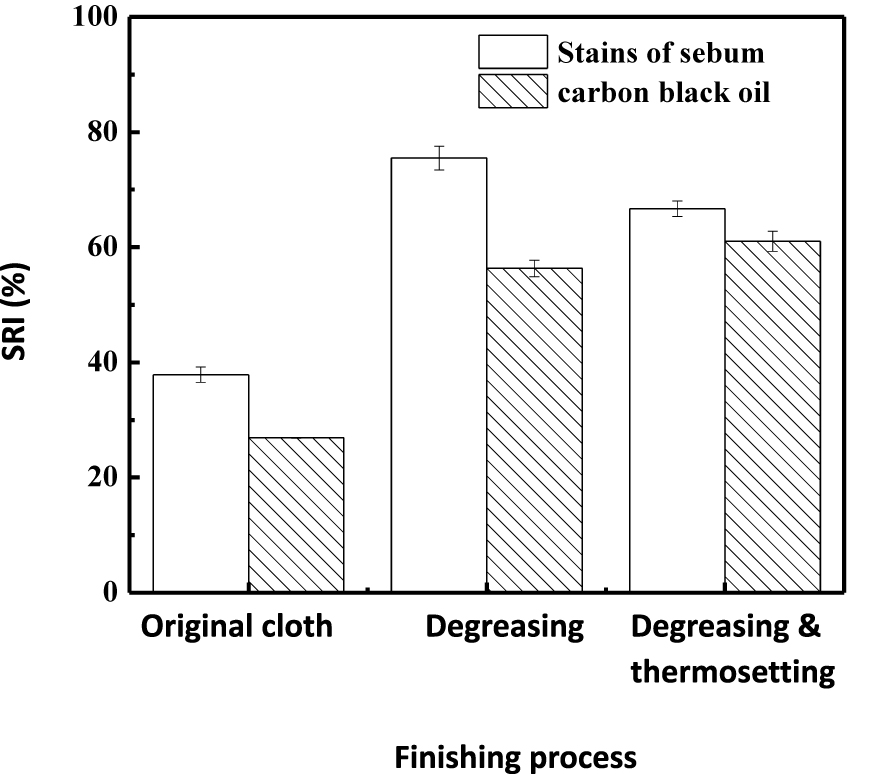
Carbon black oil and sebum removal indices on moisture-wicking fabrics.
If the fabrics had excellent hydrophilicity, the spaces between the fibers and the stains are more easily wetted by water molecules, resulting in a loose binding force between the stains and the fibers. In addition, since the surfactant can effectively reduce the surface tension of water during washing, the fabric is more easily wet by water, and the stain is more easily removed during the washing process [22], [23], [24]. The hydrophilic performance parameters of the three fabrics are shown in Table 4. The wetting time of the original cloth was about 31 s, and the contact angle between the water droplet and the fabric was large (about 140°) after wetting 1 s, which indicated that the original cloth was hydrophobic and had poor wettability. After degreasing or degreasing & thermosetting, the hydrophilicity of the fabric had been significantly improved, and the water droplets penetrated the fiber within 0.5 s, which indicated that the hydrophobic oil on the surface of the fabric was removed, and the wettability of the fabric was improved. This also explained the significant improvement in the SRI of carbon black oil.
Physical parameters of the fabrics.
| Fabric | Wicking effect (cm) | Contact angle (°) | Wetting time (s) |
|---|---|---|---|
| Original cloth | 4.35 ± 0.41 | 139.42 ± 2.41 | 31.28 ± 0.21 |
| Degreasing | 21.80 ± 0.59 | – | 0.48 ± 0.04 |
| Degreasing& thermosetting | 24.70 ± 0.77 | – | 0.22 ± 0.01 |
-
Remarks: “–” indicates that the contact angle is extremely small and there is no data.
More interestingly, the cleaning power of sebum stains was decreased after thermosetting compared to the degreasing treatment. The reason might that the stains of sebum had more saturated and unsaturated oils and the fabrics were saturated with oils during the aging process. The standard detergent used in washing, anionic surfactants account (alkylbenzene sulfonic acid) for the main component, and the content of nonionic surfactants (polyethoxylated fatty alcohol) is less. The removal of grease stains was not ideal, which also made the results more obvious. On the other hand, there was a layer of hydrophilic silicone oil on the surface of the fabric after thermosetting [25, 26]. These silicone oils were segmented hydroxyl silicone oils, and the branched-chain contained EO groups, which increased the intermolecular force between the stain of sebum and the fabric (hydrogen bond, van der Waals force, etc.), resulting in the physical bonding force between the stain and the finishing agent was strengthened, the stain removal performance was decreased.
3.4 Influence of washing on decontamination performance of fabrics
The fabric was washed before the dyed fabric was made. The washed fabric was then printed with stains. Figure 3a shows that the SRI of the carbon black oil on the original fabric hardly changed after several washing cycles, while the SRI of the carbon black oil on the degreased & thermosetted fabric was significantly improved. For the sebum stains, the SRI of the three fabrics is increased after washing (Figure 3b). The decontamination performance of moisture-wicking fabric after washing was affected. With the extension of washing cycles, the decontamination performance of stains on the fabric was improved, but not significantly changed.
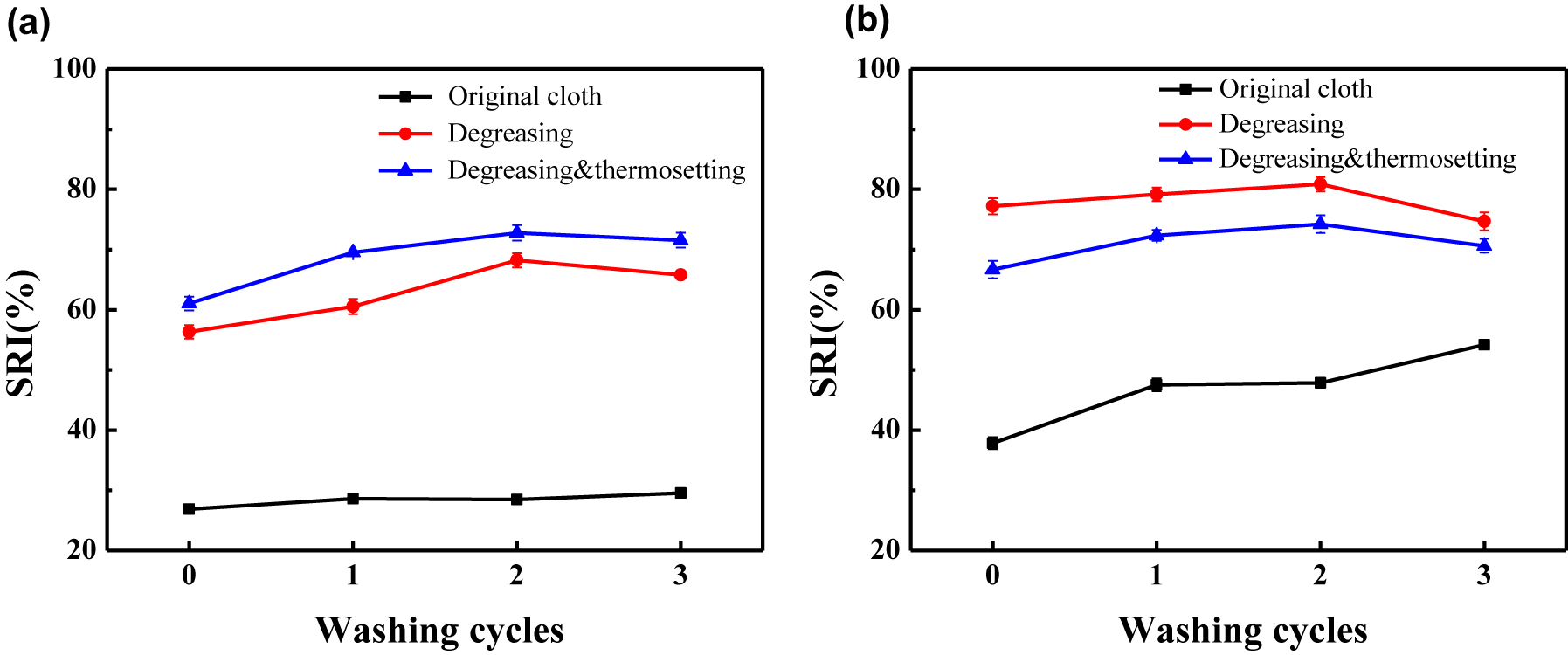
The SRI of stained fabrics: (a) carbon black oil, (b) sebum.
3.5 Surface morphology of sebum and carbon black oil on fabrics
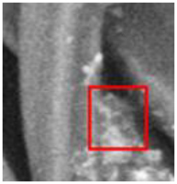
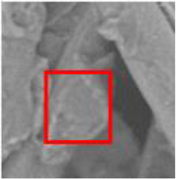
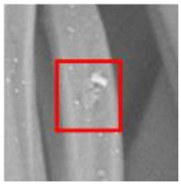
The morphology of the stains on the fabric before and after washing was examined with the SEM. The images in Figure 4a and b shows that there are many lumpy particles on the fabric and that the sebum stains aggregated on the fibre after ageing. At the same time, the fibre surface is covered with sebum stains and there is a lot of sebum between the fibres and in the spaces between the fibres. After washing, most of the lumpy particles on the fibre surface are removed and the fibre surface is smooth, but a small amount of sebum can still be observed in the gaps between the fibres (Figures 4c and d).
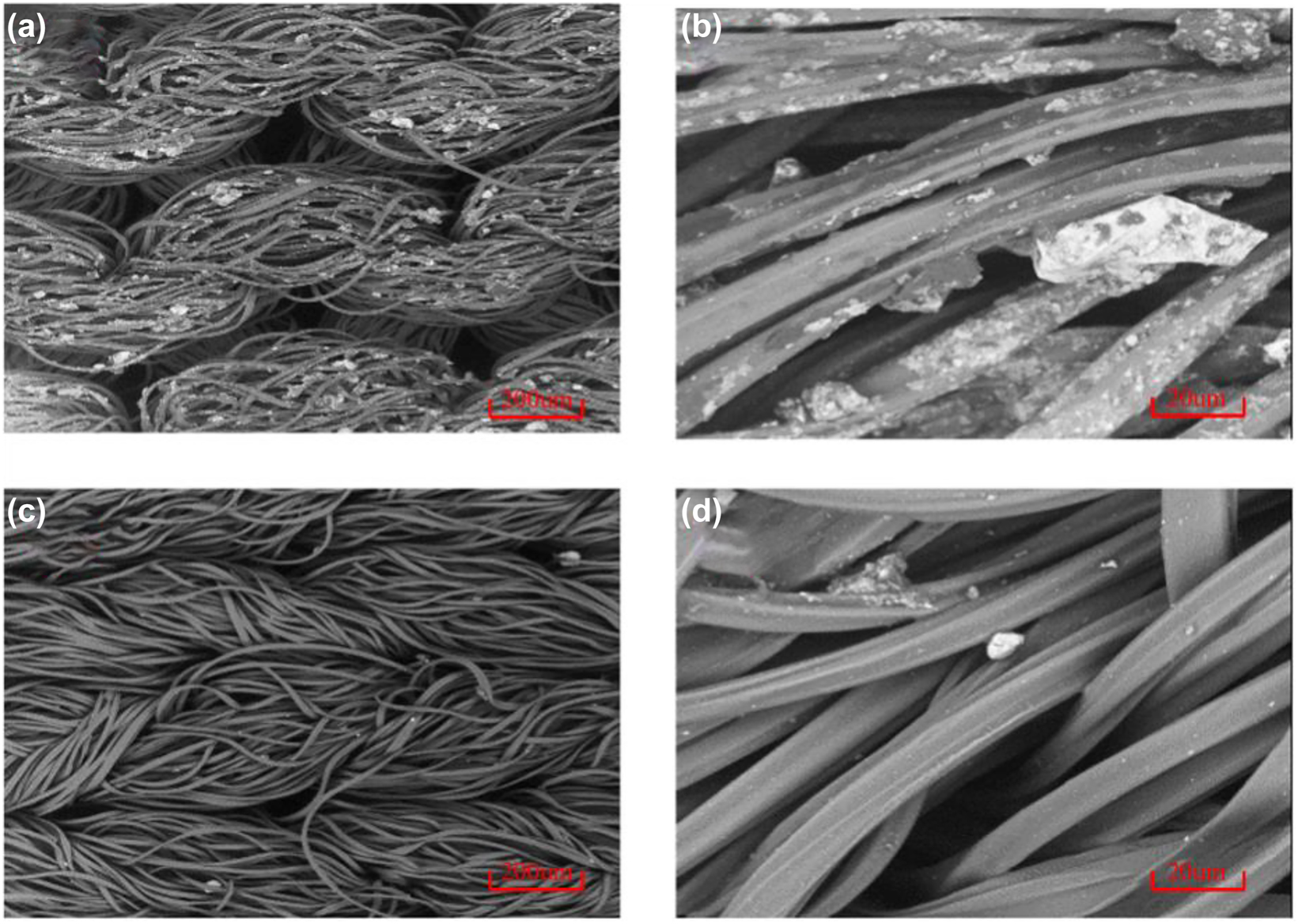
The topography of the fabric (degreased) to sebum before (a and b) and after washing (c and d).
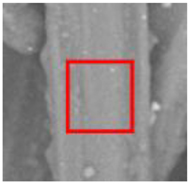
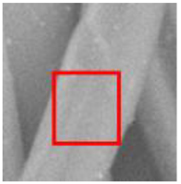
The topography of the carbon black oil on the fabric (degreased) is shown in Figure 5. As shown in Figure 5a and b, the carbon black oil is evenly distributed in the fibre interstices and on the fibre surfaces. After washing, the large carbon black oil particles on the fabric have been removed (Figure 5c and d). However, when magnified, small particles can still be seen on the fibre surface, indicating that the carbon black oil has hardly been removed.
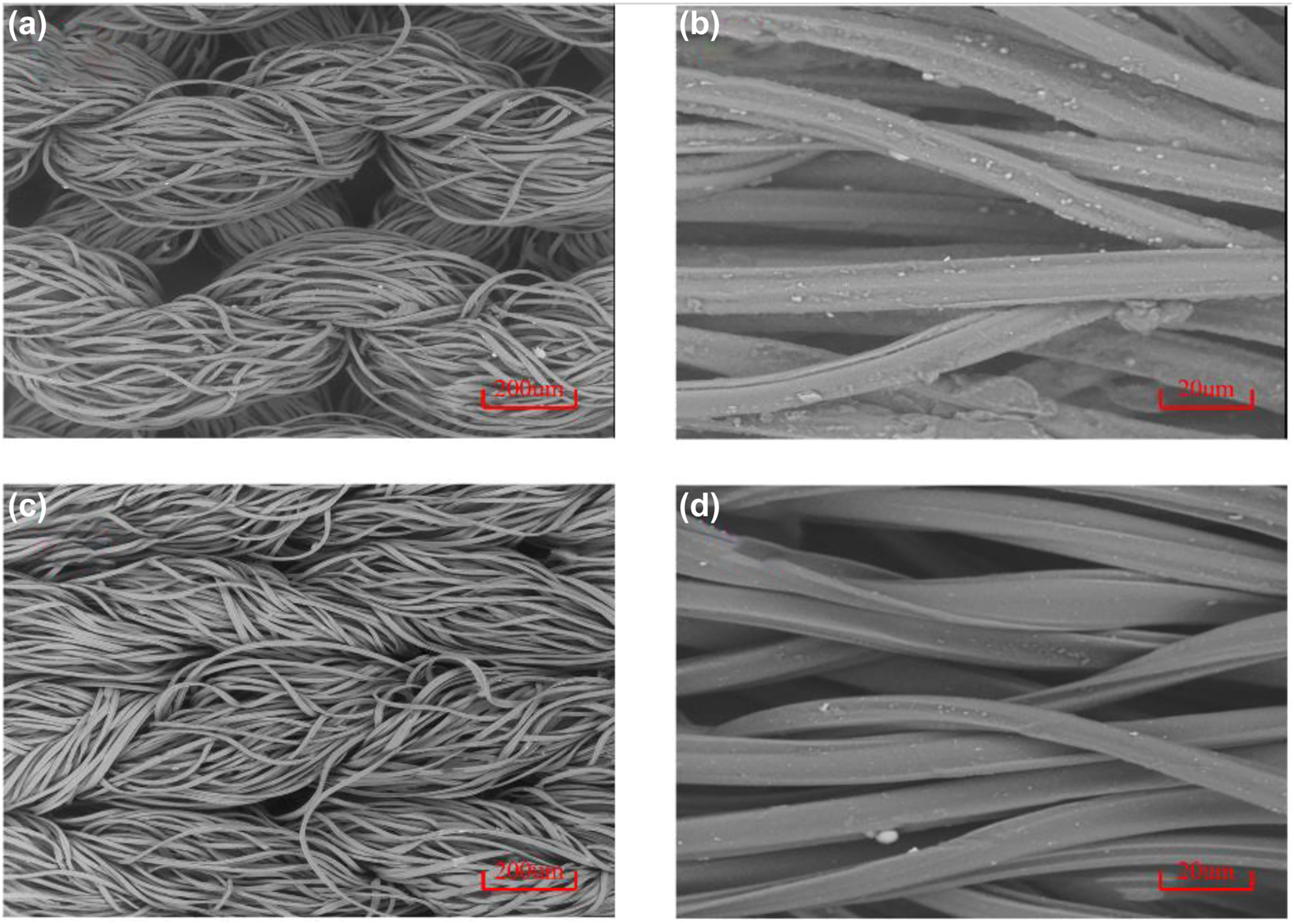
The topography of the fabric degreasing process to carbon black oil before (a and b) and after washing (c and d).
3.6 Element analysis of sebum and carbon black oil on fabrics
Three different positions on the moisture-wicking fabric before and after washing were selected for elemental analysis, and the elements found in sebum are shown in Table 5.
Element analysis of sebum on the fabric (degreased).
| Element | Atomic ratio (%) | |||||
|---|---|---|---|---|---|---|
| Before washing | After washing | |||||
| Fiber | Stain on bright | Stain on dark | Fiber | Stain on bright | Stain on dark | |
|

|

|

|
|
|
|
| C | 61.43 | 42.71 | 86.91 | 77.03 | 45.81 | 74.37 |
| O | 30.73 | 43.11 | 12.55 | 22.97 | 44.76 | 17.06 |
| Si | 6.15 | 13.45 | 0.33 | 6.79 | 8.47 | |
| Al | 1.17 | 0.55 | 0.12 | 1.74 | 0.1 | |
| Fe | 0.11 | 0.29 | ||||
| K | 0.42 | 0.06 | 0.9 | |||
| S | 0.02 | 0.07 | ||||
| Ca | 0.03 | |||||
| Mg | 0.1 | 0.4 | ||||
In addition to C and O, Si and some metal elements such as Al, K, Mg, etc. were also found on the fiber surface before washing. Silicone was mainly derived from the hydrophilic silicone finishing agent on the fabric, and the sludge component in the stains of sebum had many metal elements. After washing, other elements except C and O were hardly detected, which proved that most of the sludge on the surface of fabric was removed, and the hydrophilic silicone oil was also washed away. The oxygen content in the stain on the bright spots was significantly increased, indicating that a lot of oil was in the stains on the bright spots. After washing, the carbon and oxygen ratio of the stain was changed little, and the oil components of the stains at the bright spots were almost changed little during washing. The carbon content of the stain on the dark (fiber and fiber gap) was significantly increased and contained a small amount of Al, S, and Ca, indicating that there were large amounts of carbon black and a small amount of sludge in the dark spot. After washing, the carbon content of the dark spot was decreased, the Al content was decreased, and the element of S and Ca disappeared. Therefore, some carbon black and most of the sludge were washed off during the washing process.
As shown in Table 6, a simple element analysis of carbon black oil is also performed on the stains before and after washing. The results show that most of the carbon black in the stained area was also removed after washing, and most of the oil substances are washed off. In summary, sludge and carbon black of the stains of sebum were mainly removed after washing, while oil components were hardly removed.
Element analysis of carbon black oil on the fabric (degreased).
| Element | Atomic ratio (%) | |||
|---|---|---|---|---|
| Before washing | After washing | |||
| Fiber | Stain | Fiber | Stain | |
|
|
|
|
|
| C | 74.2 | 75.42 | 74.29 | 46.79 |
| O | 25.8 | 24.51 | 25.71 | 52.29 |
| Si | 0.08 | 0.93 | ||
3.7 Influence of different surfactants on stain removal performance of fabrics
Different types of surfactants were used to improve the stain removal performance of moisture-wicking fabrics. The decontamination effect of different surfactants on two types of stains on the fabric subjected to the degreasing & thermosetting finish treatment was verified by comparing them with the standard detergent. The results are shown in Figure 6. It can be seen that TO-8, FMEE, AEO9, and CAPAO have a better decontamination effect on sebum than the standard detergent (66.50%). Their SRI is 68.44%, 70.72%, 72.01%, and 68.41%, respectively. Only FMEE (71.03%) has a better removal performance of carbon black oil than the standard detergent. These results indicate that the soil removal performance of anionic surfactants is not as good as that of standard detergent, and the non-ionic surfactants, especially FMEE, have better decontamination effects. Most interestingly, the removal performance of XO-30 is very poor, but the effect of TO-8 with a longer carbon chain is much better, indicating that the decontamination effect is better when the carbon chain is longer. Non-ionic surfactants with long carbon chains have a better removal effect.
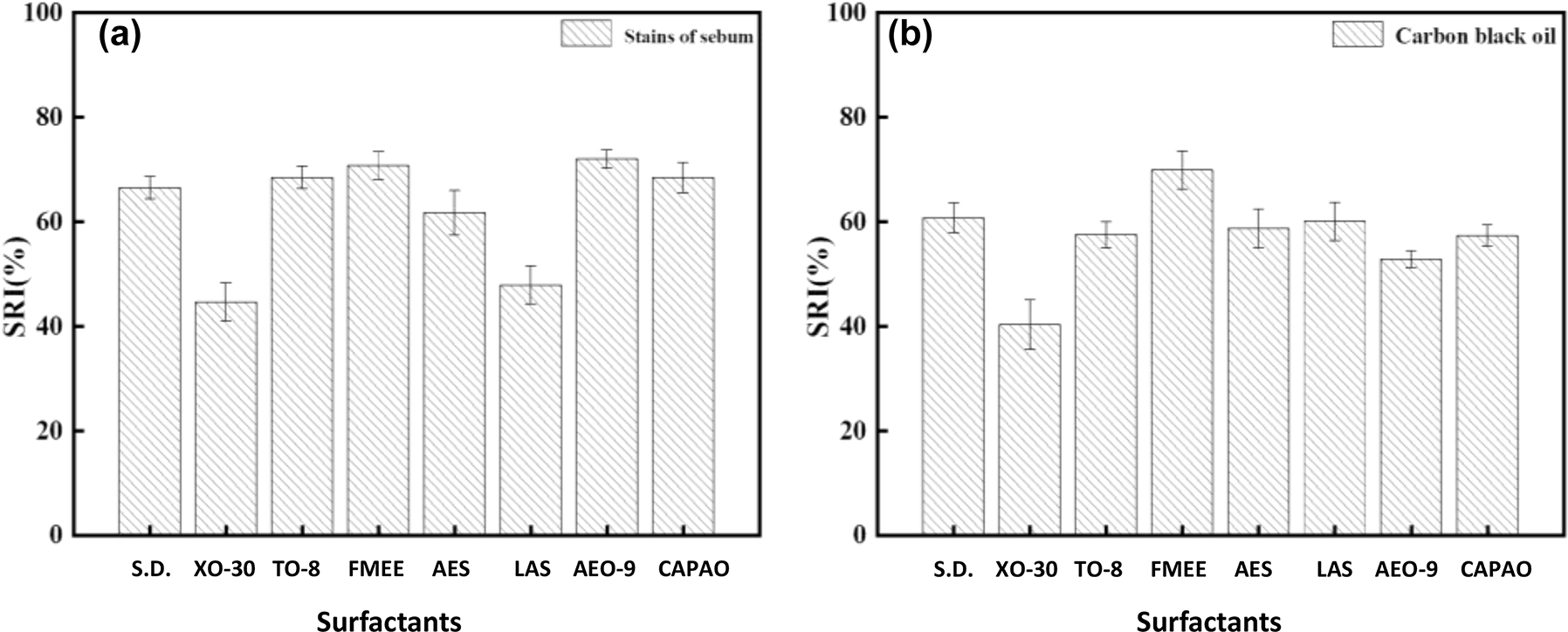
SRI of different surfactants: (a) stains of sebum, (b) carbon black oil; S.D. = standard detergent.
In a detergent formulation, surfactants play a key role in washing as they reduce the surface tension of water and emulsify, disperse, etc. soil components [15]. As shown in Figure 7, due to the strong repulsive force between the hydrophobic chain of the surfactant and the water molecules and the strong force between the hydrophilic chain of the surfactant and the water molecules, the surfactant diffuses to the gas-liquid interface when added to an aqueous solution and forms micelles surrounded by water molecules [27]. As a result, the surface tension of the water and the wettability of the fabric are affected during the washing process.
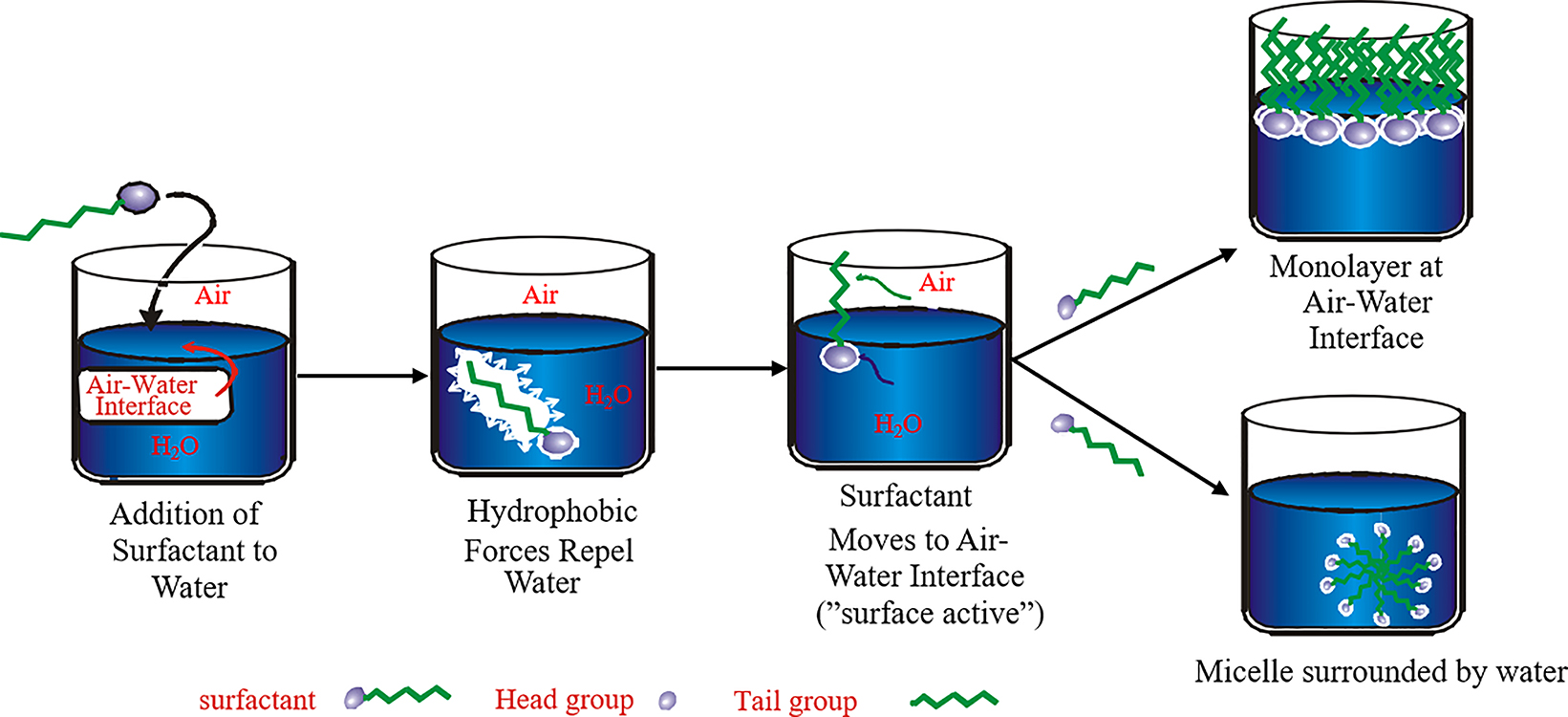
The functions of surfactants in aqueous solution.
To investigate the function of the surfactant in aqueous solution, the surface tension of different surfactants was measured, and the wetting time of the water-permeable fabric was also measured after adding the surfactant. As shown in Table 7, the surface tension of the pure water solution is 72.83 mN/m at 25 °C. After adding detergent or surfactant to the water solution, the surface tension of the water solution is reduced. The capillary action of the fabric is 24.70 cm when there was no surfactant in the water solution. After adding 2 g/L of standard detergent or surfactant, the capillary action of the water-permeable fabric is improved, indicating that the water molecules could easily spread on the surface of the water-permeable fabric and the surface of the water-permeable fabric could be easily wetted. Therefore, water molecules can diffuse well between fibres and stains with the help of surfactants, weakening the binding force between stains and fabric and improving the decontamination performance of the fabric.
Surface tension of the surfactants and capillary effect of fabric in surfactant solution.
| Chemicals | Surface tension (mN/m) | Wicking effect (cm) |
|---|---|---|
| Water | 72.83 ± 0.37 | 24.70 ± 0.27 |
| Standard detergent | 33.61 ± 0.12 | 27.14 ± 0.31 |
| XO-30 | 38.79 ± 0.31 | 25.62 ± 0.27 |
| TO-8 | 32.79 ± 0.16 | 28.57 ± 0.30 |
| FMEE | 30.51 ± 0.23 | 28.64 ± 0.37 |
| AES | 34.32 ± 0.13 | 26.59 ± 0.22 |
| LAS | 36.16 ± 0.26 | 25.07 ± 0.15 |
| AEO9 | 34.69 ± 0.20 | 28.31 ± 0.30 |
| CAPAO | 35.04 ± 0.14 | 27.21 ± 0.14 |
Table 7 shows that the surface tension of water is reduced from 72.83 mN/m to 33.61 mN/m after adding 2 g/L of standard detergent to the water solution. The comparison of the different surfactants shows that the surface tension of water is lowered by TO-8 (isotridecanol polyoxyethylene ether) and FMEE (fatty acid methyl ester ethoxylates) from 72.83 mN/m to 31.79 mN/m and 30.51 mN/m, respectively. However, the surface tension of water is lowered to 38.79 mN/m by XO-30. The hydrophobic chain of TO-8 molecular structure contains 13 carbon atoms while the molecular structure of FMEE contains 18 carbon atoms. However, the molecular structure of XO-30 contains only 10 carbon atoms. Therefore, the surface tension of water is reduced more significantly by the two surfactants with the longer hydrocarbon chains TO-8 and FMEE.
In addition, the capillary action of substances can be significantly improved by TO-8 and FMEE. LAS and AES are anionic surfactants with good water solubility, which would affect their adsorption on the surface of the water solution. Therefore, the surface tension of water is reduced by LAS and AES from 72.83 mN/m to 36.16 mN/m and 34.32 mN/m, respectively. CAPAO (alkylamidopropyldimethylamine oxide, amphoteric surfactant) can lower the surface tension of water to 35.04 mN/m, and the capillary action of the fabric is only 27.21 cm. Regarding the influence of surfactants on stain removal performance, it can be found that C18 fatty acid methyl ester ethoxylates and isotridecanol polyoxyethylene ether effectively reduce the surface tension of water and improve the wettability of water-permeable fabric. Therefore, these surfactants are suitable for use in detergent formulations.
4 Conclusions
Moisture wicking fabric differs greatly in its physical morphology from that of ordinary polyester fabric. The cross-section of the moisture-wicking fabric is hexagonal and there are small particles on the fiber surface, which results in the moisture-wicking fabric having good hydrophilicity. After the degreasing & thermosetting process, the air permeability of the moisture-wicking fabric increased from 1013 mm/s to 2911 mm/s, indicating that the air permeability of the fabric was greatly improved after the thermosetting process. However, the air permeability decreased after one wash, while it hardly changed in subsequent washes. As for the stain removal of the moisture-wicking fabric, degreasing & thermosetting also improved the stain removal index. If the moisture-wicking fabric was washed before preparing the stained fabric, the SRI of carbon black oil and sebum stains increased. In addition, most of the particles accumulated on the fiber surface were removed after washing and the fiber surface was smooth, but a small amount of sebum remained in the spaces between the fibers. These results indicate that most of the carbon black in the soiled area is removed after washing, while the oil components are hardly removed during household washing. Furthermore, the decontamination effects of the different surfactants were very different, and the SRI of most individual surfactants was not as good as that of standard detergents. However, the effect of non-ionic surfactants with long carbon chains on stain removal is obvious.
About the authors
Wenhua Shi is currently a Master student in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science, Shanghai, China. He studied the physical morphology and the stain removal performance of moisture-wicking fabric, and wrote this paper.
Liujun Pei is a professor in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science, Shanghai, China. He studied the surface morphology of sebum and carbon black oil, and revised this paper.
Xiaomin Gu is a professor working in the Engineering Research Center of Textile Chemistry and Clean Production, School of Textiles and Fashion; Shanghai University of Engineering Science. With 20 year experience in various coating business, she developed many successful products and became company technical expert in paper coating and glass fiber coating. Her developed products are global applied in glass fiber companies in China, India and USA, including three biggest glass fiber manufacturers of China Jushi, CTG and CPIC. In this investigation, she reviewed this paper.
Jiping Wang is a chair professor in the School of Textiles and Fashion Engineering; Shanghai University of Engineering Science. He is the director of Textile Chemical Cleaner Production Engineering Technology Research Center. Before joining Shanghai University of Engineering Science in 2019, He was the director of the Key Laboratory of Advanced Textile Materials & Manufacturing Technology, Ministry of Education and the director of the National Base for International Cooperation in Science and Technology of Textiles and Daily Chemistry in Zhejiang Sci-Tech University. Before joining Zhejiang Sci-Tech University in 2011, he was the principal scientist at the Procter & Gamble Company, Cincinnati, Ohio, USA.
-
Author contribution: All the authors have accepted responsibility for the entire content of this submitted manuscript and approved submission.
-
Research funding: This work was supported by the National Natural Science Foundation of China (22072089), Key Research and Development Program of Xinjiang Production and Construction Corps (2019AA001), Shanghai Sailing Program (21YF1416000).
-
Conflict of interest statement: The authors declare no conflicts of interest regarding this article.
References
1. Su, C., Fang, J., Chen, X., Wu, F. Moisture absorption and release of profiled polyester and cotton composite knitted fabrics. Textil. Res. J. 2007, 77, 764–769. https://doi.org/10.1177/0040517507080696.Suche in Google Scholar
2. Kenins, P. Influence of fiber type and moisture on measured fabric-to-skin friction. Textil. Res. J. 1994, 64, 722–728. https://doi.org/10.1177/004051759406401204.Suche in Google Scholar
3. Mahbubul, B. M., Khan, M. A. An overview on surface modification of cotton fiber for apparel use. J. Polym. Environ. 2013, 21, 181–190. https://doi.org/10.1007/s10924-012-0476-8.Suche in Google Scholar
4. Zhao, K., Wang, Y., Wang, W., Yu, D. Moisture absorption, perspiration and thermal conductive polyester fabric prepared by thiol–ene click chemistry with reduced graphene oxide finishing agent. J. Mater. Sci. 2018, 53, 14262–14273. https://doi.org/10.1007/s10853-018-2671-z.Suche in Google Scholar
5. Huang, J., New, J., Tham, J., Tok, A. Novel moisture management test of polyethylene terephthalate and nylon fabric under stretching and surface patterning. Textil. Res. J. 2018, 88, 69–79. https://doi.org/10.1177/0040517516676057.Suche in Google Scholar
6. Kang, C., Yoon, H. J., Hong, C., Sun, J., Baik, D. H. Synthesis of hydrophilic copolyesters and the characterization of their moisture-related cooling properties. Fibers Polym. 2015, 16, 2513–2518. https://doi.org/10.1007/s12221-015-5677-z.Suche in Google Scholar
7. Moudood, A., Rahman, A., Öchsner, A., Islam, M., Francucci, G. Flax fiber and its composites: an overview of water and moisture absorption impact on their performance. J. Reinforc. Plast. Compos. 2019, 38, 323–339. https://doi.org/10.1177/0731684418818893.Suche in Google Scholar
8. Wang, W., Sain, M., Cooper, P. A. Study of moisture absorption in natural fiber plastic composites. Compos. Sci. Technol. 2006, 66, 379–386. https://doi.org/10.1016/j.compscitech.2005.07.027.Suche in Google Scholar
9. Shi, S. Diffusion model based on Fick’s second law for the moisture absorption process in wood fiber-based composites: is it suitable or not. Wood Sci. Technol. 2007, 41, 645–658. https://doi.org/10.1007/s00226-006-0123-4.Suche in Google Scholar
10. Leman, Z., Sapuan, S. M., Saifol, A. M., Maleque, M. A., Ahmad, M. M. H. M. Moisture absorption behavior of sugar palm fiber reinforced epoxy composites. Mater. Des. 2008, 29, 1666–1670. https://doi.org/10.1016/j.matdes.2007.11.004.Suche in Google Scholar
11. Pink, S. Dirty laundry everyday practice, sensory engagement and the constitution of identity. Soc. Anthropol. 2005, 13, 275–290. https://doi.org/10.1017/S0964028205001540.Suche in Google Scholar
12. Yun, C., Park, S., Park, C. H. The effect of fabric movement on washing performance in a front-loading washer. Textil. Res. J. 2013, 83, 1786–1795. https://doi.org/10.1177/0040517512452927.Suche in Google Scholar
13. Dipak, D. P., Archana, S. Ba., Dipak, V. P., Rahul, R. K., Usha, S. Application of silicone surfactant along with hydrocarbon surfactants to textile washing for the removal of different complex stains. J. Surfactants Deterg. 2016, 20, 287–295. https://doi.org/10.1007/s11743-016-1901-0.Suche in Google Scholar
14. James-Smith, M. A., Shekhawat, D., Shah, D. O. Importance of micellar lifetime and sub-micellar aggregates in detergency processes. Tenside Surfactants Deterg. 2013, 44, 142–154. https://doi.org/10.3139/113.100334.Suche in Google Scholar
15. Bain, C. D., Claesson, P. M., Langevin, D., Meszaros, R., Nylander, T., Stubenrauch, C., Vonklitzing, R. Complexes of surfactants with oppositely charged polymers at surfaces and in bulk. Adv. Colloid Interface Sci. 2010, 155, 32–49. https://doi.org/10.1016/j.cis.2010.01.007.Suche in Google Scholar PubMed
16. Standardization Administration of the People’s Republic of China. GB/T 23119-2017: Household and Similar Electrical Appliances—Water for Performance Testing. China: Standards Press.Suche in Google Scholar
17. Pei, L., Ge, H., Wang, D., Zhong, Q., Wang, J. The influence of silicone softeners on fabric stain removal and whiteness maintenance during home laundry. J. Surfactants Deterg. 2014, 17, 331–339. https://doi.org/10.1007/s11743-013-1552-3.Suche in Google Scholar
18. Standardization Administration of the People’s Republic of China. GB/T 13174-2008: Determination of Detergency and Cycle of Washing Property for Laundry Detergents. China: Standards Press.Suche in Google Scholar
19. Ikeda-Fukazawa, T., Ikeda, N., Tabbata, M., Hattori, M., Aizawa, M., Yunoki, S., Sekine, Y. Effects of crosslinker density on the polymer network structure in poly-N,N-dimethylacrylamide hydrogels. J. Polym. Sci., Polym. Phys. Ed. 2013, 51, 1017–1027. https://doi.org/10.1002/polb.23305.Suche in Google Scholar
20. Meziani, M. J., Zajac, J., Partyka, S. Adsorption and interfacial aggregation of a cationic quaternary ammonium surfactant on powdered mesoporous MCM-41 aluminosilicates from dilute aqueous solutions. Langmuir 2000, 16, 8410–8418. https://doi.org/10.1021/la000528h.Suche in Google Scholar
21. Cui, X., Qiao, C., Wang, S., Ding, Y., Hao, C., Li, Z. Synthesis, surface properties, and antibacterial activity of polysiloxane quaternary ammonium salts containing epoxy group. Colloid Polym. Sci. 2015, 293, 1971–1981. https://doi.org/10.1007/s00396-015-3588-6.Suche in Google Scholar
22. Goel, G., Kaur, S. A study on chemical contamination of water due to household laundry detergents. J. Hum. Ecol. 2012, 38, 65–69. https://doi.org/10.1080/09709274.2012.11906475.Suche in Google Scholar
23. Murata, M., Hoshino, E., Suzuki, A. Importance of the removal of sebum soil from cotton undershirts in Japanese home laundry. J. Jpn. Oil Chem. Soc. 1992, 41, 472–479. https://doi.org/10.5650/jos1956.41.472.Suche in Google Scholar
24. Miller, R., Akaenko, E. V., Fainerman, V. B. Dynamic interfacial tension of surfactant solutions. Adv. Colloid Interface Sci. 2017, 247, 115–129. https://doi.org/10.1016/j.cis.2016.12.007.Suche in Google Scholar PubMed
25. Chen, X., Jiao, C., Zhang, J. Microencapsulation of ammonium polyphosphate with hydroxyl silicone oil and its flame retardance in thermoplastic polyurethane. J. Therm. Anal. Calorim. 2011, 104, 1037–1043. https://doi.org/10.1007/s10973-011-1347-6.Suche in Google Scholar
26. Heidenkummer, H.-P., Kampik, A., Thierfelder, S. Emulsification of silicone oils with specific physicochemical characteristics. Graefe’s Arch. Clin. Exp. Ophthalmol. 1991, 229, 88–94. https://doi.org/10.1007/BF00172269.Suche in Google Scholar PubMed
27. Christenson, H.-K., Claesson, P.-M., Berg, J., Herder, P. C. Forces between fluorocarbon surfactant monolayers: salt effects on the hydrophobic interaction. J. Phys. Chem. 1989, 93, 1472–1478. https://doi.org/10.1021/j100341a057.Suche in Google Scholar
© 2023 Walter de Gruyter GmbH, Berlin/Boston
Artikel in diesem Heft
- Frontmatter
- Automatic Dishwashing
- How many resources can be saved by changing consumers’ automatic dishwashing behaviour?
- Textile Treatment
- Stain removal performance of moisture-wicking fabric during home laundry
- Physical Chemistry
- Tensiometric and rheological investigations of single and mixed systems consisting of cocamidopropyl betaine (CAPB) and sodium dodecyl benzene sulfonate (SDBS) in aqueous solutions
- Dilute hydrochloric acid induced switching from antagonism to synergism in the binary mixed systems of cocamidopropyl betaine (CAPB) and sodium dodecyl benzene sulfonate (SDBS)
- Study on the properties of amide Gemini surfactants
- Application
- Potential of binary mixtures of sodium lauryl sulfoacetate (SLSA) and alkyl polyglucoside (APG10) as oil degreaser
- The effects of SDS, APG, and DTAB surfactants on the morphology of micro-nano RDX particles prepared in a microfluidic reactor
- Synthesis
- Synthesis and properties of alkyl glyceryl ether sulfonate
- Study on the synthesis and properties of cardanol sulfonate
Artikel in diesem Heft
- Frontmatter
- Automatic Dishwashing
- How many resources can be saved by changing consumers’ automatic dishwashing behaviour?
- Textile Treatment
- Stain removal performance of moisture-wicking fabric during home laundry
- Physical Chemistry
- Tensiometric and rheological investigations of single and mixed systems consisting of cocamidopropyl betaine (CAPB) and sodium dodecyl benzene sulfonate (SDBS) in aqueous solutions
- Dilute hydrochloric acid induced switching from antagonism to synergism in the binary mixed systems of cocamidopropyl betaine (CAPB) and sodium dodecyl benzene sulfonate (SDBS)
- Study on the properties of amide Gemini surfactants
- Application
- Potential of binary mixtures of sodium lauryl sulfoacetate (SLSA) and alkyl polyglucoside (APG10) as oil degreaser
- The effects of SDS, APG, and DTAB surfactants on the morphology of micro-nano RDX particles prepared in a microfluidic reactor
- Synthesis
- Synthesis and properties of alkyl glyceryl ether sulfonate
- Study on the synthesis and properties of cardanol sulfonate