Hybrid Alloyed Sinter Hardening Steels Based on Different Prealloyed Powders
-
 ,
,

Abstract
Sinter hardening grade steels were prepared using hybrid alloying by combining Cr-Mo and Mo prealloyed powders with fine Mn-Si masteralloy powders. Compacts from both base powders showed the “internal getter” effect, which however was much more pronounced for the Cr-Mo powders because of the markedly high starting oxygen content. Combining the base powders with the masteralloy resulted in the desired sinter hardenability, the Mo prealloyed powder resulting in somewhat better properties because of more complete dissolution of the masteralloy and lower residual oxygen content.
Kurzfassung
Sinterhärtende Stähle wurden durch Hybridlegierungstechnik hergestellt, indem Cr-Mo- bzw. Mo-vorlegierte Basispulver mit feinen Mn-Si-Masteralloy-Pulvern kombiniert wurden. Presslinge aus beiden Basispulvern zeigten den Effekt des „internal gettering“, der aber im Fall des Cr-Mo-Pulvers wegen des markant höheren Ausgangsgehalts an Sauerstoff sehr viel stärker war. Die Kombination der Basispulver mit der Masteralloy resultierte in erwünschtem, sinterhärtendem Verhalten, wobei das Mo-Basispulver aufgrund vollständigerer Auflösung der Masteralloy-Partikel beim Sintern und geringeren Restsauerstoffgehalts etwas bessere Eigenschaften ergab.
1 Introduction
The wide variety of alloying techniques is one peculiarity of the powder metallurgy (PM) manufacturing routes. Depending on alloy element, processing route and application, prealloyed, mixed, diffusion bonded or masteralloy variants may be the optimum [1]. Furthermore, different alloying techniques can be combined within one material, as the so-called hybrid alloying route.
This variety is also attractive for low alloyed sintered steels used for precision parts, today typically automotive components [2, 3]. Here, PM manufacturing enables generation of complex-shaped parts with excellent geometrical precision and in large production lots as well as with high material and energy efficiency [1, 4]. However, many of those parts are used for internal combustion engines and transmissions. The increasing trend to other drivetrain systems forces PM parts manufacturers to exploit other applications for PM precision parts [5]. This requires improved mechanical properties as well as reduced cost.
The alloy elements used today for high strength PM parts, Cu and Ni, are uncritical for sintering, but have volatile prices and offer problems regarding availability, recycling and toxicity. The alloy elements common in wrought steels, mainly Mn, Cr and Si, offer both technical and economical advantages [6, 7, 8, 9] as well as the option of sinter hardening, i. e., gas quenching directly at the exit of the sintering furnace. In PM manufacturing, however, the high oxygen affinity of these elements is a disadvantage, inhibiting both the removal of the natural oxygen content of the powders (which in turn inhibits sintering) and necessitating highly pure sintering atmospheres. Lowering the chemical activity of these elements seems attractive here. The most effective way, using prealloyed powders by atomizing suitably alloyed melts, is however impractical at least for Mn and Si since these elements markedly increase the hardness of ferrite [1], thus compromising the compactibility of the powders.
A viable solution is the masteralloy (MA) technique, i. e., admixing a small fraction of complex-alloyed powders to a well compactible base powder. This route has been exploited already in the 1970s with masteralloy grades MCM, MVM and MM, which yielded attractive mechanical properties [10, 11, 12, 13]; however, these powders with high carbide content and angular shape, produced by milling of ingots, were extremely abrasive and resulted in inacceptable tool wear. Production by inert gas atomizing is preferable here since spherical particles, even with high hardness, are far less abrasive. The ultra high pressure water atomizing (UHPWA) technique recently developed by Atomising Systems Ltd. Is particularly attractive, yielding fine, rounded powders with d50 <20 μm and oxygen contents <1 %. A further advantage of the masteralloy route compared to admixing elemental or ferroalloy powders is the chance to tailor the composition such as to result in melting below the isothermal sintering temperature, thus generating transient liquid phase during sintering [15], which dramatically enhances homogenization of the alloy elements [15, 16].
In the present study it was investigated how hybrid alloying, i. e., combining very low prealloyed powders with masteralloys, influences sintering and properties. Previous studies had confirmed that sinter hardenability can thus be attained [17, 18]. However, when base powders with low oxygen affinity are combined with masteralloys having higher affinity, the risk of “internal gettering”, oxygen transfer from the base powders to the additive, occurs, which compromises deoxidation [19]. In this work, a newly developed low Cr-Mo prealloyed base powder with fairly high oxygen content and, for comparison, a low oxygen Mo prealloyed powder were combined with masteralloys to study deoxidation during sintering and the resulting properties.
2 Experimental techniques
The base powders used were supplied by Höganäs AB, the newly developed prealloyed powder Astaloy CrS (Fe-0.85 %Cr-0.15 %Mo) and the established Astaloy85Mo (Fe-0.85 %Mo). Two variants of UHPWA-Mn-Si-masteralloys were supplied by Atomising Systems Ltd. (see Table 1), and carbon was introduced through natural graphite (Kropfmühl UF4 96/97). The nominal carbon content was adjusted such as to result in 0.60 ± 0.05 wt.%C combined C after sintering. The powders were blended in a Turbula mixer and compacted using die wall lubrication (for the thermal analysis specimens) and EBS (Microwax C) to impact test bars ISO 5754. The compacting pressure was chosen to result in a target density of 7.0 g/cm-3.
Composition of the starting powders used (in wt%); nominal contents; for oxygen: content measured on LECO TC400 for the respective batch
Tabelle 1. Zusammensetzung der verwendeten Ausgangspulver (in Masse%); Gehalte nominell, für O-Gehalt: an der betr. Charge gemessen mit LECO TC400
| Designation | Fe | Cr | Mo | Mn | Si | C | O |
|---|---|---|---|---|---|---|---|
| Astaloy CrS | balance | 0.85 | 0.15 | 0.267 | |||
| Astaloy85Mo | balance | 0.85 | 0.081 | ||||
| MAI (H166) | balance | 33.0 | 7.5 | 3.4 | 0.275 | ||
| MA2 (H200) | balance | 40.0 | 9.0 | 1.5 | 0.544 |
Sintering and deoxidation behaviour was studied in argon 5.0 using a pushrod dilatometer Netzsch 402 with alumina measuring system and a linked quadrupol mass spectrometer Netzsch Aeolos. Subsequently, sintering runs were done in an SiC rod heated pusher furnace with gas tight superalloy retort in N2-10 %H2 (5.0 quality). The specimens were heated at a rate of 10 K/min, analogous to the dilatometric runs. Cooling was performed by pushing the boat with the specimens into the water-jacketed exit zone of the furnace.
Sinter hardenability was investigated using a quench dilatometer LinseisL78Q. From sintered specimens, small bars of approx. 10.4 × 4 × 4 mm3 were cut, inserted into the dilatometer and inductively heated in vacuum at a rate of 5.4 K/s to 1100 °C. After soaking for 300 s, each was sequentially nitrogen quenched at different rates. The effective rates were 89.6 – 39.8 – 21.9 – 14.7 – 11.0 – 8.8 – 6.3 – 6.0 – 4.9 – 2.9 – 1.4 – 1.0 – 0.7 – 0.5 K/s (see also [18]).
In parallel, sinter hardening experiments were performed in the pusher furnace. The sintered specimens were austenitized for 30 min at 1100 °C and then quenched with cold N2 in the rapid-quench unit of the furnace. The N2 flow was set as to result in a linearized cooling rate of approx. 3 K/s, according to Kalss [20]. This simulated cooling in an industrial furnace; it was assumed that the additional heat treatment at 1100 °C would not markedly affect the specimens sintered before at higher temperatures (which is however only an approximation at least for sintering temperatures up to 1150 °C). The core hardness HV30 was measured in the cross section; the impact energy was tested unnotched and perpendicular to the pressing direction, according to ISO 5754 [21].
2.1 Dilatometric runs
Dilatometric and mass spectrometry (MS) graphs are shown in Figure 1 (see also [22]). The former graphs reveal a fairly uniform and dimensionally stable behaviour; marked expansion, as observed with elemental alloy powders by transient liquid phase or, in case of Mn, by gas phase transport were not observed. This indicates that homogenization is fairly slow for these masteralloys, which is beneficial for dimensional stability and shape retention. The MS signals for mass 28 (CO), which indicate carbothermal reduction, clearly show an “internal getter” effect [19]. While for plain Astaloy CrS-C, reduction starts at about 1000 °C and proceeds to 1200 °C in several stages – for Astaloy85Mo-C this process occurs between 700 and 1000 °C – the MA-containing variants show a reduction maximum well above 1200 °C for both base powders, in a temperature range typical for reduction of MnO. MA grades MA1 and MA2 result in virtually identical deoxidation behaviour despite the different composition.
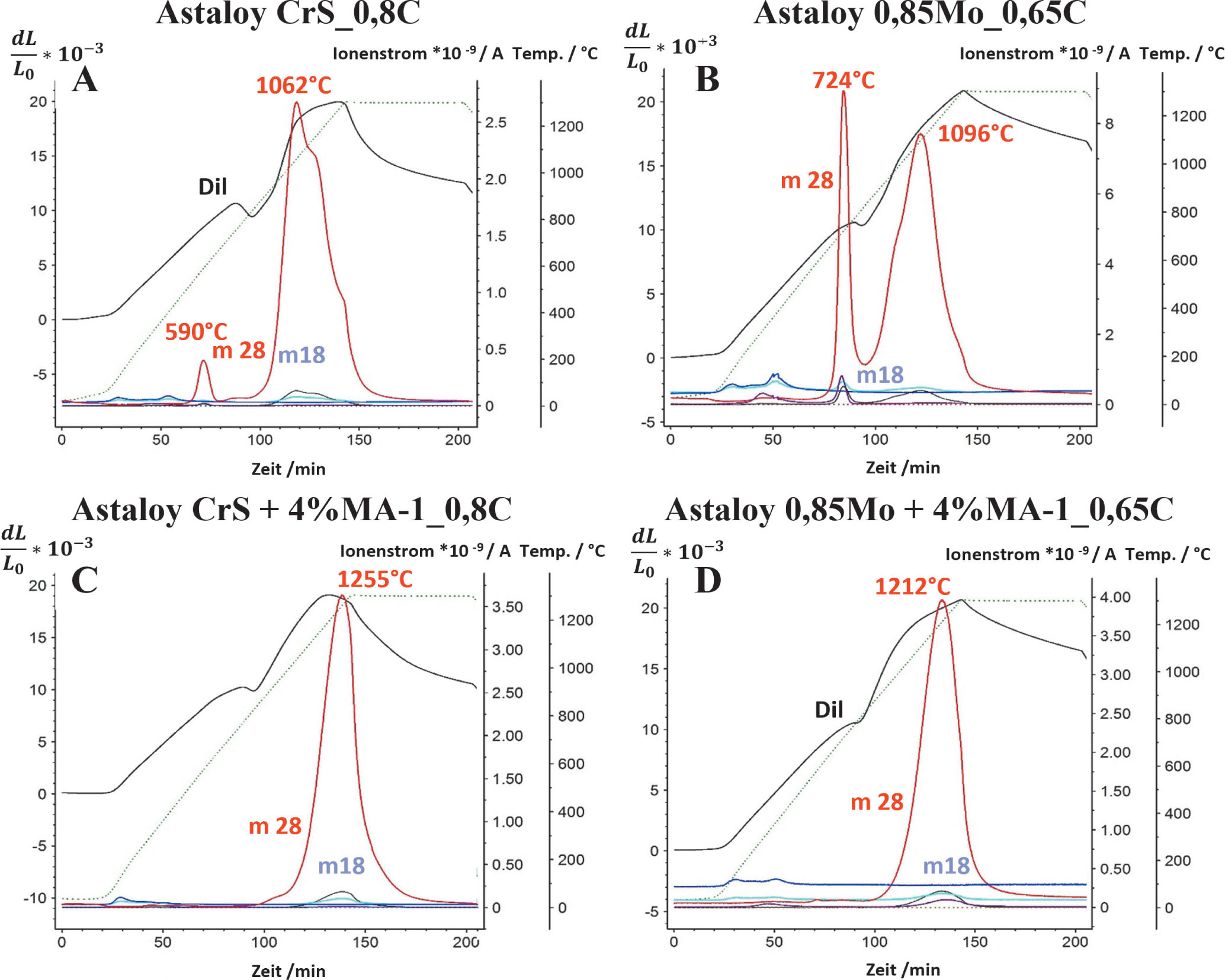
Dilatometer-MS diagrams for sintered steels based on Astaloy CrS (A, C) and Astaloy85Mo (B, D). Heating/cooling rate 10 K/min, Tmax = 1300 °C, Argon (5.0 grade; flowing). Green: temperature; black: dilatogram; mass: violet: m16; blue: m18; red: m28
Bild 1. Dilatometer-MS-Diagramme für Sinterstähle auf Basis Astaloy CrS (A, C) und Astaloy85Mo (B, D). Heiz/Kühlrate 10 K/min, Tmax = 1300 °C, Argon (5.0 Qualität; strömend). Grün: Temperatur, schwarz: Dilatogramm, Massen: violett: m16, blau: m18, rot: m28
This shows that the oxygen originally present at the base powders is transferred to the MA particles during heating. This process seems to start at fairly low temperatures since the small m28 peak observed with AstCrS at 600 °C is no more present with the MA alloyed variants. With Ast85Mo-C this peak is much more pronounced than for AstCrS but once more disappears if MA is added, the reduction peak being recorded at virtually the same temperature as for AstCrS, with a maximum at about 1250 °C.
It can thus be concluded that if the MAs are present, the temperature interval for deoxidation is determined by them and not by the base powder used, because of the “internal getter” effect. The base powder is however relevant for the intensity of deoxidation. Since the main contribution of oxygen comes from the base powder, which is much lower for Ast85Mo than for AstCrS, the intensity of the m28 peaks is markedly higher for the latter, as visible also from the ion current.
In any case it has to be expected that at the usual belt furnace temperatures of 1120 to 1150 °C, oxygen removal is less complete in the MA-containing variants than in the plain base materials. This should be relevant in particular for the Cr-Mo alloyed base powder, which introduces significantly more oxygen than the Mo prealloyed type.
2.2 Sintering runs in the pusher furnace
The sintering runs were done in the lab pusher furnace but at industry-like conditions, at belt furnace temperature 1140 °C and atmosphere N2-10 %H2. Furthermore, heating was done at 10 K/min. This is relevant since for the masteralloys the formation of transient liquid phase strongly depends on the heating rate [23].
Table 2 shows that the MA-containing variants are dimensionally well stable. At least for the Ast85Mo based grades the sintered bars had the same dimensions as the green compacts. As expected, higher hardness implies lower impact energy, the ratio HV-IE being markedly better for Ast85Mo-MA-C than for the AstCrS based grades, which can be attributed to the higher oxygen content of the latter.
As-sintered properties of PM steels based on prealloyed powders. Compacted at 600 MPa, dewaxed 30 min at 600 °C in N2, sintered at 1140 °C 60 min isothermal in N2-10 % H2, controlled heating 600–1140 °C at 10 K/min
Tabelle 2. Eigenschaften von Sinterstählen auf Basis vorlegierter Pulver. Gepresst mit 600 MPa, entwachst 30 min bei 600 °C in N2, gesintert im Durchstoßofen bei 1140 °C 60 min isotherm in N2-10 % H2, gesteuerte Aufheizung 600–1140 °C mit 10 K/min
| Material (wt%) | dimensional change (%) | Impact energy (J/cm2) | hardness (HV 30) | C content (wt%) | O content (wt%) | C loss (wt%) |
|---|---|---|---|---|---|---|
| AstCrS-0.8 %C | -0.12 ± 0.01 | 16.5 ± 2.0 | 180 ± 4 | 0.606 ± 0.053 | 0.057 ± 0.009 | 0.194 |
| AstCrS-4 %MAl-0.75 %C | -0.23 ± 0.03 | 10.8 ± 1.6 | 288 ± 10 | 0.604 ± 0.022 | 0.111 ± 0.005 | 0.182 |
| AstCrS-4 %MA2-0.75 %C | -0.22 ± 0.00 | 7.1 ± 0.5 | 336 ± 6 | 0.655 ± 0.020 | 0.119 ± 0.068 | 0.095 |
| AstCrS-2Ni-0.8 %C | -0.44 ± 0.05 | 16.8 ± 4.0 | 246 ± 7 | 0.666 ± 0.071 | 0.052 ± 0.001 | 0.134 |
| Ast85Mo-0.7 %C | -0.08 ± 0.01 | 19.1 ± 4.0 | 166 ± 3 | 0.601 ± 0.019 | 0.014 ± 0.001 | 0.099 |
| Ast85Mo-4 %MA1-0.7 %C | 0.04 ± 0.02 | 14.0 ± 1.7 | 319 ± 9 | 0.583 ± 0.036 | 0.070 ± 0.021 | 0.117 |
| Ast85Mo-4 %MA2-0.7 %C | 0.05 ± 0.05 | 14.6 ± 1.1 | 340 ± 16 | 0.616 ± 0.016 | 0.081 ± 0.026 | 0.094 |
The plain prealloyed steels show homogeneous microstructures, fine pearlite for AstCrS-C (Figure 2a) and upper bainite – as typical for Mo steels – for Ast85Mo (Figure 2b). The hybrid alloyed grades, in contrast, show heterogeneous structures, martensitic networks with pearlitic/bainitic islands (Figure 2c, d). This indicates that the MA elements are homogenized, but at 1140 °C not yet completely, because of too slow diffusion of Mn and Si into the cores of the larger base powder particles. At higher magnification the AstCrS-MA grades reveal undissolved MA particles, which are not present in the Ast85Mo based variants (Figure 3). The reason is probably stabilizing of the MA particles by oxide skins which in case of the oxygen-rich AstCrS can be expected to be thicker than for Ast85Mo, because of the more pronounced internal getter effect.

Microstructures of prealloyed and hybrid alloyed PM steels. Compacted at 600 MPa, sintered 60 min at 1140 °C in N2-10 %H2, heated 600–1400 °C at 10 K/min, as sintered, Nital etched. A) AstCrS-0.8 %C; B) Ast85Mo-0.7 %C; C) AstCrS-4 %MA1-0.75 %C; D) Ast85Mo-4 %MA1-0.7 %C
Bild 2. Gefüge von vorlegierten und hybridlegierten Sinterstählen. Gepresst 600 MPa, gesintert 60 min 1140 °C in N2-10 %H2, Aufheizung 600–1140 °C mit 10 K/min. Sinterzustand, Nital geätzt. A) AstCrS-0,8 %C; B) Ast85Mo-0,7 %C; C) AstCrS-4 %MA1-0,75 %C; D) Ast85Mo-4 %MA1-0,7 %C

Microstructures of hybrid alloyed PM steels, details. Nital etched. A) AstCrS-4 %MA1-0.75 %C; B) Ast85Mo-4 %MA1-0.7 %C
Bild 3. Gefüge von hybridlegierten Sinterstählen, Detailaufnahmen. Nital geätzt. A) AstCrS-4 %MA1-0,75 %C; B) Ast85Mo-4 %MA1-0,7 %C
2.3 Sinter hardening runs
AstCrS-MA and in particular Ast85Mo-MA show fairly high hardness already as-sintered, after rather slow cooling at about 25 K/min (linearized). This indicates that combining Cr and/or Mo from the base powder with Mn and Si from the masteralloys results in attractive sinter hardening. To check the effect of actual sinter hardening treatment, broken impact test bars were austenitized for 30 min at 1100 °C in N2 and gas quenched in the rapid-quench unit of the furnace.
The hardness values obtained are shown in Table 3. They confirm that MA addition strongly improves the sinter hardening capacity. While the plain prealloyed grades show hardness levels only marginally increased by gas quenching, MA addition results in significant hardness increase compared to the as-sintered state, from 290–340 to 500–540 HV30. Also here, Ast85Mo is slightly better, which indicates that combining prealloyed Mo with Mn+Si from the masteralloy is more synergistic than Cr. Furthermore, also the less complete MA dissolution in the AstCrS matrix (see Figure 3a) might contribute to these results.
Apparent hardness HV30 of sintered steels based on prealloyed powders, pressed and sintered as in Table 2, austenitized 30 min 1100 °C, N2 quenched at 3 K/s (linearized), in part tempered 60 min at 180 °C in air
Tabelle 3. Härte HV30 von Sinterstählen auf Basis vorlegierter Pulver, im Sinterzustand und sintergehärtet. Gepresst und gesintert wie in Tabelle 2, austenitisiert 30 min 1100 °C, N2-abgeschreckt mit 3 K/s (linearisiert), nicht angelassen bzw. 60 min angelassen bei 180 °C an Luft
| Material (wt%) | Apparent hardness (HV 30) | ||
|---|---|---|---|
| As sintered | Gas quenched | Gas quenched and tempered | |
| AstCrS-0.8 %C | 180 + 4 | 210 + 1 | 223 + 2 |
| AstCrS-4 %MA1-0.75 %C | 288 + 10 | 499 + 5 | 494 + 7 |
| AstCrS-4 %MA2-0.75 %C | 336 + 6 | 501 + 17 | 472 + 23 |
| Ast85Mo-0.7 %C | 166 + 3 | 219 + 7 | 234 + 8 |
| Ast85Mo-4 %MA1-0.7 %C | 319 + 9 | 539 + 12 | 528 + 10 |
| Ast85Mo-4 %MA2-0.7 %C | 340 + 16 | 529 + 13 | 492 + 3 |
The microstructures of the as-quenched specimen show fine pearlite (Figure 4a) and bainite (Figure 4b), which confirms that both base materials do not sinter harden. The hybrid alloyed steels based on AstCrS (Figure 4c) are predominantly martensitic, but with bainitic islands, which indicate the cores of the larger base powder particles which have not sufficiently alloyed with the masteralloy elements. This effect has been observed also earlier, mainly with MA alloyed steels based on plain iron base powders [22]. The steels based on Ast85Mo (Figure 4d) do not reveal such islands but the microstructure is fully martensitic, which agrees with the slightly higher hardness.

Microstructures of prealloyed vs. hybrid alloyed PM steels. Pressed and sintered as in Figure 2, gas quenched at 3 K/s (linearized), as-quenched state, Nital etched. A) AstCrS-0.8 %C; B) Ast85Mo-0.7 %C; C) AstCrS-4 %MA1-0.75 %C; D) Ast85Mo-4 %MA1-0.7 %C
Bild 4. Gefüge von vorlegierten und hybridlegierten Sinterstählen. Gesintert 60 min 1140 °C in N2-10 %H2, sintergehärtet 3 K/s, nicht angelassen, Nital geätzt. A) AstCrS-0,8 %C; B) Ast85Mo-0,7 %C; C) AstCrS-4 %MA1-0,75 %C; D) Ast85Mo-4 %MA1-0,7 %C
Tempering changes the apparent hardness only marginally, the steels alloyed with MA1 being most stable. The base powder Ast85Mo once more results in somewhat higher hardness than AstCrS, which further confirms the better suitablility of this base powder for hybrid alloying.
2.4 CCT diagrams
To further characterize sinter hardenability and in particular to estimate which effective cooling rates yield martensitic microstructures reliably, CCT diagrams were taken in the quench dilatometer for the materials. These are shown in Figure 5; the transformations were identified from the cooling graphs.

CCT diagrams of prealloyed and hybrid alloyed PM steels. Compacted at 600 MPa, sintered 60 min at 1140 °C in N2-10 %H2, heated 600–1140 °C at 10 K/min. Controlled cooling with N2; blue graphs: cooling rate ca. 3 K/s
Bild 5. Kontinuierliche ZTU-Diagramme für hybridlegierte Sinterstähle. Gepresst 600 MPa, gesintert 60 min 1140 °C in N2-10 %H2, Aufheizung 600–1140 °C mit 10 K/min. Gesteuerte Abschreckung mit N2; blaue Kurven: Kühlrate ca. 3 K/s
These diagrams clearly confirm that the plain prealloyed materials do not sinter harden even at higher C levels; for hardening, cooling rates would be required that are markedly higher than those possible in industrial furnaces. Addition of masteralloys drastically increases the hardenability: even at cooling rates as low as 1 K/s bainitic or pearlitic transformation is not visible. This agrees with the fairly high as-sintered hardness levels and the in part martensitic as-sintered microstructures (see Figure 2, 3).
However, it has to be considered that, as stated e. g. by Geroldinger et al. [18], small areas with bainitic or pearlitic transformation are not indicated in the CCT diagram. Even if the diagram predicts fully martensitic microstructures, metallography might reveal some pearlite or bainite, in particular in the cores of the largest former base powder particles. In practice, the tolerance of the system regarding the cooling rate is relevant. With Ast85Mo-MA-C the CCT diagram indicates bainite at cooling rates <1 K/s. In this material also the cores of the larger particles have been alloyed sufficiently as to result in fully martensitic transformation at 3 K/s, as visible from Figure 4d.
3 Conclusions
Deoxidation of hybrid alloyed steels during sintering, investigated in inert argon atmosphere, is strongly affected by the addition of Mn-Si masteralloys. The plain prealloyed base materials differ strongly regarding carbothermal reduction: the CO peaks emerge at significantly higher temperatures in case of Astaloy CrS compared to Astaloy85Mo. Addition of Mn-Si-masteralloys further shifts the deoxidation intervals to higher temperature, as consequence of the “internal getter” effect. The CO reduction peaks are virtually identical for both base powders, with maxima at T > 1200 °C. The intensity is however quite different: AstCrS results in markedly higher m28 peaks, because of the about threefold starting oxygen content.
Sintering runs performed at 1140 °C in N2-10 %H2 revealed a negative correlation between the as-sintered O content and the impact energy, although sinter hardening effects have to be considered for the masteralloy-containing variants. For these, as sintered hardness levels of >300 HV30 were recorded, somewhat at the expense of the impact energy. In general, the materials based on Ast85Mo showed the better combination of apparent hardness and impact energy.
The plain prealloyed base materials revealed homogeneous pearlitic and bainitic microstructures, respectively; addition of masteralloys resulted in heterogeneous martensitic microstructures with larger bainitic islands, indicating insufficient homogenization of the alloy elements Mn and Si. In the steels AstCrS-MA, residues of MA particles are visible which are probably stabilized by oxide surface layers.
Sinter hardening experiments in the pusher furnace with gas quench device showed that, as expected, the plain base powders do not result in sinter hardening at cooling rates of 3 K/s (linearized), which agrees with the CCT diagrams taken. MA addition increases the apparent hardness up to >500 HV30 as-quenched and still >470 HV30 after tempering. Metallography revealed that Ast85Mo-MA was fully martensitic while in the case of AstCrS-MA some bainitic islands were observed, which indicates better homogenization in the former material, maybe also better synergy between Mn-Si and Mo compared to Cr.
1 Einleitung
Ein Charakteristikum der pulvermetallurgischen Herstellverfahren ist die Breite an Legierungstechniken, die zur Verfügung stehen; je nach Legierungselement, Verarbeitungstechnik und Anwendung können vorlegierte, mischlegierte, diffusionslegierte oder über Masteralloys legierte Varianten vorteilhaft sein [1]. Ebenso können unterschiedliche Legierungstechniken in einem Werkstoff in Form der Hybridlegierungstechnik kombiniert werden.
Diese Vielfalt ist auch für niedriglegierte Sinterstähle für Präzisionsteile interessant, die heute vor allem für Automobilkomponenten produziert werden [2, 3]. Hier ermöglicht die pulvermetallurgische Formteilfertigung die Herstellung komplexer Formteile mit ausgezeichneter geometrischer Präzision und in hohen Stückzahlen [1, 4] sowie mit guter Rohstoff- und Energieeffizienz. Allerdings werden viele dieser Präzisionsteile in Verbrennungsmotoren und Getrieben eingesetzt. Mit dem zunehmenden Trend zu alternativen, vor allem batterieelektrischen, Antrieben ist die PM-Formteilindustrie gezwungen, neue Anwendungsgebiete für PM-Präzisionsteilen zu erschließen [5]. Gefordert sind hier einerseits verbesserte mechanische Eigenschaften, andererseits auch günstigere Kostenstrukturen.
Gegenüber den heute verwendeten Legierungselementen Cu und Ni, die zwar beim Sintern unkritisch, aber preislich volatil und von Recycling und Arbeitnehmerschutz her problematisch sind, bieten die in der Schmelzmetallurgie gängigen Elemente Mn, Cr und Si technische und ökonomische Vorteile [6, 7, 8, 9] sowie die Option des Sinterhärtens, d. h. Gasabschreckung am Ende der Sinterzone des Ofens. Allerdings ist in der Pulvermetallurgie die hohe Sauerstoffaffinität dieser Elemente ein Nachteil, die einerseits die Entfernung des natürlichen Sauerstoffgehalts erschwert, der den Sinterprozess behindert, andererseits auch sehr sauerstoffarme Sinteratmosphären erforderlich macht. Hier erscheint die Verringerung der chemischen Aktivität der Elemente als aussichtsreiche Variante. Die Vorlegierungstechnik, also das Verdüsen entsprechend legierter Schmelzen, scheidet jedoch zumindest bei Mn und Si aus, weil diese Elemente die Härte des Ferrits anheben und damit die Pressbarkeit der Pulver verschlechtern [1].
Ein Ausweg ist hier die Masteralloy (MA)-Technik, also das Zumischen geringer Mengen an komplex legierten Pulvern, zu einem gut verpressbaren Basispulver. Erste Versuche wurden bereits in den 1970ern mit den Masteralloys der Typen MCM, MVM und MM durchgeführt und ergaben gute mechanische Eigenschaften [10, 11, 12, 13]; allerdings waren diese hochkarbidhaltigen Pulver, die durch Mahlen entsprechender Ingots hergestellt wurden, extrem abrasiv und verursachten untragbaren Matrizenverschleiß. Günstiger ist hier die Inertgasverdüsung der Masteralloys, weil kugelige Partikel, auch bei hoher Härte, wenig abrasiv sind. Attraktiv erscheint insbesondere die kürzlich von Fa. Atomising Systems Ltd. entwickelte Ultrahochdruck-Wasserverdüsung (UHPWA), die rundliche Pulver mit d90 <20 μm und Sauerstoffgehalten <1 % liefert [14]. Ein weiterer Vorteil der Masteralloy-Technik gegenüber der Verwendung von Elementarpulvern oder Ferrolegierungen ist die Möglichkeit, die Zusammensetzung der Masteralloys so zu steuern, dass das Schmelzintervall unterhalb der isothermen Sintertemperatur liegt und damit beim Sintern intermediär flüssige Phase auftritt [15], was die Homogenisierung der Legierungselemente beschleunigt [15, 16].
In der vorliegenden Studie wurde untersucht, wie sich die Kombination sehr niedrig vorlegierter Basispulver mit Masteralloys, die sog. Hybridlegierungstechnik, auf Sinterverhalten und Eigenschaften auswirkt. Frühere Arbeiten hatten gezeigt, dass über diese Route vor allem attraktives Sinterhärteverhalten erreicht werden kann [17, 18]. Allerdings beinhaltet die Kombination wenig sauerstoffaffiner Basispulver mit stärker sauerstoffaffinen Masteralloys tendenziell das Risiko des sog. „Internal getter“-Effekts, der Übertragung von Sauerstoff vom Basispulver auf die Legierungszusätze, was die Desoxidation erschwert [19]. Deshalb wurden hier ein neu auf den Markt gekommenes, niedrig Cr-Mo-legiertes Basispulver mit relativ hohem Ausgangsgehalt an Sauerstoff und zum Vergleich ein sauerstoffarmes Mo-Vorlegierungspulver mit Masteralloys kombiniert, um das Desoxidationsverhalten beim Sintern und die resultierenden Eigenschaften zu untersuchen.
2 Experimentelle Durchführung
Als Basispulver wurden zwei Pulver von Höganäs AB, das neue Vorlegierungspulver Astaloy CrS (Fe-0,85 %Cr-0,15 %Mo) sowie das etablierte Astaloy85Mo (Fe-0,85 %Mo), eingesetzt. Zwei Varianten von UHPWA-Mn-Si-Masteralloys, bereitgestellt von Fa. Atomising Systems Ltd., wurden verwendet (siehe Tabelle 1), und als Kohlenstoffträger wurde Naturgraphit (Kropfmühl UF4 96/97) zugesetzt. Bei der Festlegung des C-Gehalts wurde der nominelle C-Gehalt so eingestellt, dass sich nach dem Sintern ein combined carbon von 0,60 ± 0,05 Masse%C ergeben sollte. Die Pulvermischungen wurden im Turbula-Mischer homogenisiert und mit Matrizenschmierung (für die Thermische Analyse) bzw. mit EBS (Microwax C) zu Schlagbiegeprobestäben nach ISO 5754 verpresst. Der Pressdruck wurde so gewählt, dass bei allen Varianten die Zieldichte von 7,0 g/cm3 erreicht wurde.
Das Sinter- und Entgasungsverhalten in Argon 5.0 wurde in einem Schubstangendilatometer Netzsch 402 mit Korundmesssystem und über ein durch Kapillarkopplung angeschlossenes Quadrupol-Massenspektrometer Netzsch Aeolos untersucht. Anschließend wurden Sinterfahrten in einem SiC-beheizten Durchstoßofen mit gasdichter Superlegierungsretorte in N2-10 %H2 (5.0 Qualität) durchgeführt. Die Proben wurden mit dem Ofen analog zum Dilatometer ebenfalls mit einer Rate von 10 K/min aufgeheizt. Die Abkühlung erfolgte durch Einschieben des Probenschiffchens in die wassergekühlte Auslaufzone des Ofens.
Das Sinterhärteverhalten der Stähle wurde an einem Abschreckdilatometer Linseis L78Q untersucht. Dazu wurden von gesinterten Proben kleine Stäbe von ca. 10,4 × 4 × 4 mm3 herausgetrennt, ins Dilatometer eingesetzt und in Vakuum mit einer Rate von 5,4 K/s induktiv auf 1100 °C aufgeheizt, 300 s gehalten und dann sequentiell an jeweils der gleichen Probe mit unterschiedlichen Kühlraten durch Anblasen mit Stickstoff abgeschreckt. Die Kühlraten betrugen effektiv 89,6 – 39,8 – 21,9 – 14,7 – 11 – 8,8 – 6,3 – 6 – 4,9 – 2,9 – 1,4 – 1 – 0,7 – 0,5 K/s (siehe auch [18]).
Parallel wurden Sinterhärteversuche im Durchstoßofen durchgeführt. Die gesinterten Proben wurden 30 min bei 1100 °C in Rein-N2 austenitisiert und dann in der Schnellkühlzone des Ofens mit kaltem N2 abgeschreckt; der N2-Fluss wurde so eingestellt, dass sich gemäß den Arbeiten von Kalss [20] eine linearisierte Kühlrate von etwa 3 K/s ergeben sollte. Damit wurde die Sinterhärtung im industriellen Ofen simuliert; es wurde angenommen, dass die zusätzliche Glühbehandlung bei 1100 °C die zuvor bei höheren Temperaturen gesinterten Proben nicht nennenswert beeinflusst (was allerdings zumindest bei Sintertemperaturen bis 1150 °C nur näherungsweise gilt). Die Kernhärte HV30 wurde im Querschliff gemessen, die Schlagzähigkeit wie in ISO 5754 angeführt ungekerbt mit Schlagrichtung quer zur Pressrichtung [21].
2.1 Dilatometerversuche
Einige Ergebnisse der Versuche im Schubstangendilatometer mit MS-Kapilllarkopplung in Ar 5.0 sind in Bild 1 gezeigt (siehe auch [22]. Die Dilatometerkurven zeigten ein recht einheitliches und maßstabiles Verhalten; markante Expansionseffekte, wie sie im Fall von Elementarpulvern durch intermediäre flüssige Phase oder, im Fall von Mn, durch Gasphasenprozesse zu beobachten sind, waren hier nicht zu erkennen. Dies weist darauf hin, dass die Homogenisierung bei diesen Masteralloys eher allmählich abläuft, was für die Maß- und Formstabilität günstig ist. Die MS-Signale für m28 (CO), die die carbothermische Reduktion anzeigen, lassen deutlich einen „internal getter“-Effekt erkennen. Während bei reinem AstCrS-C die carbothermische Reduktion bei etwa 1000 °C beginnt, offenkundig mehrstufig bis ca. 1200 °C verläuft und dann langsam abnimmt – bei Ast85Mo-C findet man diese Reaktion schon zwischen 700 und 1100 °C –, liegt das Reduktionsmaximum bei den Masteralloy-haltigen Varianten für beide Basispulver oberhalb von 1200 °C, in einem Bereich, der für die Reduktion vor allem von MnO typisch ist (Bild 1). MA1 und MA2 ergeben trotz der unterschiedlichen Zusammensetzung praktisch gleiches Desoxidationsverhalten.
Das bedeutet, dass der zunächst an das Basispulver gebundene Sauerstoff während der Aufheizung auf die Masteralloy-Partikel übertragen wird. Dieser Prozess scheint bereits bei relativ niedrigen Temperaturen zu beginnen, denn der bei AstCrS-C zu beobachtete kleine m28-Peak bei 600 °C ist bei den Masteralloy-legierten Varianten verschwunden. Dieser Peak ist bei Ast85Mo-C viel deutlicher ausgeprägt, aber in Kombination mit dem MA kaum mehr zu identifizieren; hier liegt der Reduktionspeak praktisch gleich mit dem entsprechenden Material auf Basis AstCrS, mit einem Maximum bei etwa 1250 °C.
Dies zeigt sehr deutlich, dass das Temperaturfenster für die Desoxidation bei Vorhandensein von Masteralloys vor allem von diesen bestimmt wird und nicht so sehr vom verwendeten Basispulver, eben aufgrund des „internal getter“-Effekts. Das Basispulver spielt allerdings sehr wohl eine Rolle, wenn die Intensität der Desoxidation betrachtet wird. Da die Hauptmenge des Ausgangssauerstoffs vom Basispulver eingebracht wird, die bei Ast85Mo deutlich geringer ist als bei AstCrS, ist die Intensität der m28- Peaks bei letzterem markant höher, wie an der Intensität des Ionenstroms zu sehen.
Jedenfalls ist damit zu rechnen, dass bei den üblichen Bandofentemperaturen von 1120–1150 °C der Abbau des Sauerstoffgehalts in den Masteralloy-legierten Varianten weniger vollständig abläuft als bei den reinen Basiswerkstoffen; dies sollte vor allem im Fall des Cr-Mo-Basispulvers Auswirkungen haben, weil mit diesem Pulver wesentlich mehr Sauerstoff eingebracht wird als bei dem Mo-vorlegierten Pulver.
2.2 Sinterversuche im Laborofen
Die Sinterserie wurde im Labor-Durchstoßofen durchgeführt, aber unter Bedingungen, die denen im Industrieofen nahekommen, d. h. bei Bandofentemperatur 1140 °C und in N2-10 %H2-Atmosphäre; des Weiteren wurden die Proben wie oben beschrieben im Ofen mit 10 K/min auf Sintertemperatur gebracht. Das ist insofern von Bedeutung, als bei den Masteralloys die Bildung intermediärer flüssiger Phase angestrebt wird, die stark von der Heizrate abhängt [23].
In Tabelle 2 lässt sich erkennen, dass in Bezug auf die Maßhaltigkeit die Varianten mit den Masteralloys vielversprechend sind. Insbesondere in Kombination mit Astaloy85Mo ließen sich nach dem Sintern die gleichen Maße feststellen wie beim Grünkörper. Wie zu erwarten, ist mit einem Härtegewinn ein Abfall der Schlagzähigkeit zu verzeichnen. Hier ergeben die Varianten mit Astaloy85Mo + MA bessere Verhältnisse von Härte zu Schlagzähigkeit als die Varianten mit Astaloy CrS, was nicht zuletzt auch mit dem höheren O-Gehalt der Astaloy CrS-Varianten zu tun hat.
Wie aus Bild 2 ersichtlich, weisen die rein vorlegierten Stähle homogene Gefüge auf, feinperlitisch für Astaloy CrS-C (a), oberer Bainit – wie charakteristisch für Mo-vorlegierte Stähle – bei Ast85Mo (b). Bei den mit Masteralloys hybridlegierten Stählen zeigen sich heterogene Strukturen, ein martensitisches Netzwerk mit perlitischen Inseln.
Aus den Gefügen lässt sich also schlussfolgern, dass die Masteralloy-Elemente zwar homogenisieren, aber bei 1140 °C noch nicht vollständig. Die Ursache ist zu langsame Festphasendiffusion ins Innere der gröberen Matrixpartikel. Auffällig ist, dass bei höherer Vergrößerung in den Sinterstählen Astaloy CrS + MA noch deutlich ursprüngliche Masteralloy-Teilchen sichtbar sind, dagegen nicht bei den vergleichbaren Materialien auf Basis Astaloy85Mo (Bild 3). Eine Ursache dafür dürfte eine Stabilisierung der MA-Partikel durch Oxidhäute sein, die im Fall des sehr sauerstoffreichen AstCrS aufgrund des intensiveren internal gettering vermutlich deutlich dicker ausfallen als beim sauerstoffarmen Ast85Mo.
2.3 Sinterhärteversuche
Die recht hohen Härten von CrS-MA und vor allem Ast85Mo-MA bereits im Sinterzustand, also bei relativ langsamer Abkühlung mit (linearisiert) ca. 25 K/min, weisen darauf hin, dass die Kombination der Legierungselemente Cr und Mo aus dem Basispulver mit Mn und Si aus den Masteralloys sehr gutes Sinterhärteverhalten ergibt. Um abzuschätzen, wie sich eine Sinterhärtung tatsächlich auswirkt, wurden Bruchstücke von Schlagbiegeproben 30 min bei 1100 °C in Rein-N2 austenitisiert und dann in der Schnellkühlzone des AHT-Ofens mit kaltem N2 abgeschreckt. Die Ergebnisse sind in Tabelle 3 angeführt.
Wie ersichtlich, hat sich die Annahme bestätigt, dass die Basispulver durch Zusatz von Masteralloys sehr viel besseres Sinterhärteverhalten zeigen. Während Ast85Mo-C und auch AstCrS-C nach der Sinterhärtung nur geringfügig höhere Härte zeigen als im Sinterzustand, bewirkt der Masteralloy-Zusatz eine markante Steigerung der Härte gegenüber dem Sinterzustand, von 290–340 auf 500–540 HV30, der Trend bei den Basispulvern ist hier der gleiche, d. h. Ast85Mo ist etwas wirksamer. Dies kann bedeuten, dass die Kombination des vorlegierten Mo mit Mn+Si aus der Masteralloy einen höheren synergistischen Effekt ergibt als Cr. Auch die unvollständige Auflösung der Masteralloy-Partikel in der CrS-Matrix (siehe Bild 3a) könnte zu dem geringeren Härtungseffekt beitragen.
Metallographische Untersuchungen der nicht angelassenen Materialien (Bild 4) zeigen für die vorlegierten Stähle ein feinperlitisches (a) bzw. bainitisches (b) Gefüge, was auch die mäßige Härte erklärt, d. h. wie zu erwarten sind beide Basismaterialien nicht sinterhärtend. In den zusätzlich legierten Materialien auf Basis AstCrS (c) ist martensitisches Gefüge dominant, allerdings mit bainitischen Inseln, die offenbar die Kerne der gröberen Basismetall-Partikel anzeigen, die bei den gegebenen Sinterbedingungen nicht vollständig mit den Zusatzelementen legiert wurden, wie auch früher [22] vor allem in mit MA legierten Stählen auf Reineisenbasis beobachtet. In den hybridlegierten Werkstoffen auf Basis Astaloy85Mo (d) finden sich solche weicheren Inseln nicht, sondern das Gefüge ist durchwegs martensitisch, was auch die etwas höhere Härte erklärt.
Durch das Anlassen ändern sich die Härtewerte gegenüber dem nur abgeschreckten Zustand recht wenig. Am stabilsten zeigen sich die Materialien, die mit MA1 legiert wurden. Ast85Mo als Basispulver ergibt geringfügig höhere Härten als Astaloy CrS, was die gute Eignung des Mo-vorlegierten Pulvers als Basis für Hybridlegierung noch einmal bestätigt.
2.4 Kontinuierliche ZTU-Diagramme
Um das Sinterhärteverhalten näher zu charakterisieren und vor allem abschätzen zu können, welche effektiven Kühlraten noch zuverlässig martensitische Gefüge ergeben, wurden am Abschreckdilatometer kontinuierliche ZTU-Diagramme an unterschiedlichen Materialien aufgenommen. Die Diagramme sind in Bild 5 wiedergegeben. Die Umwandlung wurde nur durch die Abkühlkurven identifiziert.
Die ZTU-Diagramme zeigen deutlich, dass die reinen Vorlegierungspulver auch bei höheren C-Gehalten nicht sinterhärtend sind; hier wären Kühlraten erforderlich, die deutlich höher liegen als die, die in industriellen Sinteraggregaten erreichbaren. Der Zusatz von Masteralloys hat dagegen eine markante Steigerung der Härtbarkeit zur Folge; bis hinunter zu Kühlraten von <1 K/s sind keine Anzeichen für bainitische oder perlitische Umwandlung zu erkennen, was auch mit den beobachteten hohen Härten bereits im Sinterzustand übereinstimmt und den teilweise martensitischen Gefügen, siehe Bild 2, 3.
Allerdings ist zu bedenken, dass – wie auch von Geroldinger et al. [18] erwähnt – im ZTU-Diagramm kleinere Bereiche solcher Umwandlungen nicht angezeigt werden, d. h. auch dann, wenn im ZTU-Diagramm für die gegebene Kühlrate rein martensitische Gefüge prognostiziert werden, können im Schliff durchaus noch Perlit- oder Bainitreste auftreten, insbesondere in den Kernbereichen der größten ursprünglichen Pulverpartikel. Hier spielt für die Praxis die Toleranz gegenüber der Kühlrate eine Rolle. Bei Ast85Mo-MA-C wird im ZTU-Diagramm die Bildung von Bainit erst bei Kühlraten <1 K/s angezeigt, d. h. hier sind offenbar auch die Kernbereiche der gröberen Pulverpartikel so weit legiert, dass bei 3 K/s durchgehend martensitische Umwandlung auftritt.
3 Zusammenfassung
Das Desoxidationsverhalten der hybridlegierten Stähle beim Sintern, untersucht in inerter Argon-Atmosphäre, wird durch den Zusatz von Masteralloys stark beeinflusst. Die carbothermische Reduktion der MA-freien Basismaterialien unterscheidet sich wie zu erwarten stark; die CO-Peaks treten bei AstCrS bei wesentlich höheren Temperaturen auf als bei Ast85Mo. Durch Zusatz der Mn-Si-Masteralloys werden die Desoxidationsfenster bei beiden Basispulvern aufgrund der Sauerstoffübertragung vom Basispulver auf die MAs durch den „internal getter“-Effekt zu noch höheren Temperaturen verschoben und liegen mit Maxima bei T > 1200 °C bei beiden Basispulvern fast gleich. Unterschiedlich ist allerdings die Intensität – bei CrS zeigen sich sehr viel intensivere m28-Peaks aufgrund des fast dreimal so hohen Ausgangsgehalts an Sauerstoff wie bei Ast85Mo.
Sinterversuche im Durchstoßofen bei 1140 °C in N2-H2 zeigten eine Korrelation zwischen dem Rest-O-Gehalt und der Schlagzähigkeit. Höhere O-Gehalte ergeben tendenziell niedrigere Schlagzähigkeiten, wobei allerdings bei den mit MA legierten Varianten auch die Tendenz zur Aufhärtung zu berücksichtigen ist. Im Sinterzustand konnten Härten >300 HV30 gemessen werden, allerdings auf Kosten der Schlagzähigkeit. Insgesamt ergaben die Materialien auf Basis Ast85Mo etwas bessere Kombinationen Härte-Schlagzähigkeit.
Metallographische Untersuchungen zeigten bei den MA-freien Basispulvern, wie zu erwarten, homogene feinperlitische bzw. bainitische Gefüge, bei den mit MA legierten dagegen heterogene martensitische Gefüge mit größeren Bainitinseln, da offenbar bei der relativ niedrigen Sintertemperatur die Homogenisierung der Legierungselemente aus den Masteralloys noch eher unvollständig ist. Bei der Kombination AstCrS-MA zeigen sich Reste von MA-Partikeln, die eventuell durch oxidische Oberflächen stabilisiert wurden.
Sinterhärteversuche im Durchstoßofen unter Nutzung der Schnellabkühlvorrichtung zeigten, dass, wie zu erwarten, die reinen Basispulver bei Kühlraten von 3 K/s (linearisiert) keine Sinterhärtung ergeben – was auch mit den aufgenommenen CCT-Diagrammen übereinstimmt –, während der Masteralloy-Zusatz die Härte markant steigert, bis auf >500 HV30 im gasabgeschreckten und immerhin >470 HV30 im angelassenen Zustand, wobei das Anlassen die Härte nur unbedeutend verringert. Im Schliffbild zeigen sich bei AstCrS-MA noch einzelne bainitische Inseln, während Ast85Mo-MA durchgehend martensitisch ist. Auch dies ist ein Hinweis auf bessere Homogenisierung, eventuell auch auf bessere Synergie zwischen Mn-Si und Mo im Vergleich zu Cr.
Danksagung
Die Autoren danken Fa. Atomising Systems Ltd., Sheffield, UK, für die Bereitstellung der Masteralloy-Pulver und Höganäs AB, Schweden, für die Lieferung der Basispulver. Die Autoren bedanken sich bei der TU Wien Bibliothek für die finanzielle Unterstützung durch das Open Access Funding Program.
Note: Part of a contribution to the Hagen Symposium on Powder Metallurgy 2023, 30.11–01.12.23, Hagen, Germany.
Acknowledgement
The authors wish to thank Atomising Systems Ltd., Sheffield, UK, for pr eparing and supplying the masteralloy powders used and Hoganas AB, Sweden, for supplying the base powders. The authors acknowledge TU Wien Bibliothek for financial support through its Open Access Funding Programme.
-
Note added in proof: The nitrogen-hydrogen sintering atmospheres were regarded not to lead to nitrogen dissolution at the applied temperature and thus not to affect the presented CCT diagrams, with reference to M. Dlapka et al. (Powder Metallurgy Progress 16 (2016) No.2, p. 86–98).
-
Anmerkung: Gemäß den Erkenntnissen von M. Dlapka et al. (Powder Metallurgy Progress 16 (2016) No.2, p. 86–98) wurde angenommen, dass die Stickstoff-Wasserstoff-Atmosphäre bei der gewählten Sintertemperatur nicht aufstickend wirkt und damit die dargestellten ZTU-Diagramme nicht beeinflusst.
References
1 Šalak, A.: Ferrous Powder Metallurgy. Cambridge Int. Sci. Publ., Cambridge, 1995. – ISBN: 9781898326038Search in Google Scholar
2 Silbereisen, H.: Zur Geschichte der Sinterstahlfertigung in Deutschland. Powder Metall. Int. – Mitt Auss. Pulvermet. 16 (1984) 2, pp. 65–69; 3, pp. 138–144Search in Google Scholar
3 Whittaker, D.: Innovation drives Powder Metallurgy structural components forward in the automotive industry. Powder Metall. Rev. 4 (2015) 2, pp. 35–53Search in Google Scholar
4 Beiss, P.: Pulvermetallurgische Fertigungstechnik. Springer, Berlin, 2013, 10.1007/978-3-642-32032-3Search in Google Scholar
5 Kotthoff, G.; Leupold, B.; Janzen, V.: Potenziale von PM-Verzahnungen für den Einsatz in konventionellen und elektrifizierten Antrieben. Hagener Symposium Pulvermetallurgie, 30.11.–01.12.2017, Hagen, Germany, Pulvermetallurgie in Wissenschaft und Praxis Vol. 33, Fachverband Pulvermetallurgie, Hagen, 2017, pp. 185–206Search in Google Scholar
6 Tengzelius, J.; Grek, S.-E.;.Blände, C.-A: Limitations and Possibilities in the utilization of Cr and Mn as alloying elements in high strength sintered steels. Modern Dev. in Powder Metall. 13 (1981), pp. 159–182Search in Google Scholar
7 Klein, A. N.; Oberacker, R.; Thümmler, F.: Development of new high strength Si-Mn alloyed sintered steels. Modern Dev. in Powder Metall. 16 (1984), pp. 141–152Search in Google Scholar
8 Šalak, A.: Sintered Manganese Steels Part I: Effect of Structure of Initial Iron Powders upon Mechanical Properties. Powder Metall. Int. 12 (1980) 1, pp. 28–31Search in Google Scholar
9 Šalak, A.: Sintered Manganese Steels Part II: Manganese Evaporation During Sintering. Powder Metall. Int. 12 (1980) 2, pp. 72–75Search in Google Scholar
10 Albano-Müller, L.; Thümmler, F.; Zapf, G.: High strength sintered iron base alloys by using transition metal carbides. Powder Metall. 16 (1973) 32, pp. 236–256, 10.1179/pom.1973.16.32.006Search in Google Scholar
11 Zapf, G.; Dalal, K.: Introduction of high oxygen affinity elements manganese, chromium, and vanadium in the powder metallurgy of P/M parts. Modern Dev. in Powder Metall. 10 (1977), pp. 129–152Search in Google Scholar
12 Schlieper, G.; Thümmler, F.: High strength heat-treatable sintered steels containing manganese, chromium, vanadium and molybdenum. Powder Metall. Int. 11 (1979) 4, pp. 172–176Search in Google Scholar
13 Banerjee, S.; Schlieper, G.; Thümmler, F.; Zapf, G.: New Results in the Master Alloy Concept for High Strength Sintered Steels. Modern Dev. in Powder Metall. 13 (1981), pp. 143–157Search in Google Scholar
14 de Oro Calderon, R.; Dunkley, J. J.; Gierl-Mayer, C.; Danninger, H.: New opportunities for master alloys: Ultra high pressure water atomized powders. Powder Metall. Rev. 8 (2019) 1, pp. 55–66, 20.500.12708/142709Search in Google Scholar
15 James, B. A.: Liquid phase sintering in ferrous powder metallurgy. Powder Metall. 28 (1985) 3, pp. 121–130, 10.1179/pom.1985.28.3.121Search in Google Scholar
16 Fischmeister, H. F.; Larsson; L. E.: Fast Diffusion Alloying for Powder Forging Using a Liquid-Phase. Powder Metall. 17 (1974) 33, pp. 227–240, 10.1179/pom.1974.17.33.015Search in Google Scholar
17 Geroldinger, S.: The master alloy route as an attractive alloying alternative for sintered steels. Dissertation, TU Wien, 2023, 20.500.12708/177089Search in Google Scholar
18 Geroldinger, S.; de Oro Calderon, R.; Gierl-Mayer, C.; Danninger, H.: Sinter Hardening PM Steels Prepared through Hybrid Alloying. HTM J. Heat. Treatm. Mat. 76 (2021) 2; pp. 105–119, 10.1515/htm-2020-0007, open accessSearch in Google Scholar
19 Gierl-Mayer, C.; de Oro Calderon, R.; Danninger, H.: The role of oxygen transfer in sintering of low alloy steel powder compacts: A review of the “internal getter” effect. JOM 68 (2016) 3, pp. 920–927, 10.1007/s11837-016-1819-zSearch in Google Scholar
20 Kalss, G.; Gierl-Mayer, C.; Danninger, H.; Stetina, G.: Sinter hardening of Cr-Mo pre-alloyed steels as a function of the carbon content. Powder Metall. Progr. 20 (2020) 2, pp. 81–93, 10.2478/pmp-2020-0008, open accessSearch in Google Scholar
21 DIN EN ISO 5754:2023-12: Sintermetalle, ausgenommen Hartmetalle – Ungekerbte Probe für den Schlagzähigkeitsversuch. Beuth Verlag, Berlin, 2023Search in Google Scholar
22 Geroldinger, S.; Hellein, R.; Hojati, M.; de Oro Calderon, R.; Gierl-Mayer, C.; Danninger, H.: Rohstoffeffiziente Sinterstähle durch Hybrid-Masteralloylegierungstechnik. 41. Hagener Symposium Pulvermetallurgie 2023, 30.11.–01.12.2023, Hagen, Germany, Pulvermetallurgie in Wissenschaft und Praxis, Bd. 38, Fachverband Pulvermetallurgie, Hagen, 2023, 20.500.12708/192370Search in Google Scholar
23 Geroldinger, S.; de Oro Calderon, R.; Gierl-Mayer, C.; Danninger, H.: Transient Liquid Phase Sintering of PM Steel — A Matter of the Heating Rate. Metals 11 (2021) 10, 1662 10.3390/met11101662, open accessSearch in Google Scholar
© 2024 S. Geroldinger, M. Hojati, R. de Oro Calderon, C. Gierl-Mayer, H. Danninger, R. Hellein, publiziert von De Gruyter
Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
Articles in the same Issue
- Contents / Inhalt
- Load Carrying Capacity of Case-Carburized Gears with Different Cryogenic Treatments
- Effect of Thermomechanical Processing on the Transformation Kinetics, Microstructure and Mechanical Properties of a Continuously Cooled Cementite-free Bainitic Steel
- Hybrid Alloyed Sinter Hardening Steels Based on Different Prealloyed Powders
- Imprint / Impressum
- Imprint / Impressum
- From and for Practice / Praxis-Informationen
- AWT-Info / HTM 03-2024
- HTM Praxis
Articles in the same Issue
- Contents / Inhalt
- Load Carrying Capacity of Case-Carburized Gears with Different Cryogenic Treatments
- Effect of Thermomechanical Processing on the Transformation Kinetics, Microstructure and Mechanical Properties of a Continuously Cooled Cementite-free Bainitic Steel
- Hybrid Alloyed Sinter Hardening Steels Based on Different Prealloyed Powders
- Imprint / Impressum
- Imprint / Impressum
- From and for Practice / Praxis-Informationen
- AWT-Info / HTM 03-2024
- HTM Praxis