Load Carrying Capacity of Case-Carburized Gears with Different Cryogenic Treatments
-
 ,
,

Abstract
Gearboxes of modern drivetrains, e.g., in wind turbines, can be exposed temporarily to low ambient temperatures during their manufacturing or during operation. During manufacturing or assembly, for example, very low temperatures sometimes occur during joining processes due to the cryogenic treatment of the components. In these cases, the temperature depends on the cooling medium used (typically dry ice or liquid nitrogen). Furthermore, depending on the application, gearboxes may be exposed to low ambient temperatures up to -60 °C when used in cold regions. The low temperatures can have an impact on the component properties and thus on the gear load carrying capacity. Therefore, the knowledge of these influences is very important regarding the design and dimensioning of gearboxes.
In this publication, further investigations on the load carrying capacity of cryogenic treated gears are presented based on previous research work. The focus is on results on the tooth root and pitting load carrying capacity. The load carrying capacity is analyzed in the context of changes in the component properties as a result of different low temperature treatments, and the dominant influencing factors are identified.
Kurzfassung
Getriebe moderner Antriebsstränge, z. B. in Windkraftanlagen, können während ihrer Fertigung oder während ihres Betriebs zeitweise niedrigen Umgebungstemperaturen ausgesetzt sein. Bei der Herstellung oder Montage treten z. B. bei Fügevorgängen aufgrund des Tiefkühlens der Bauteile teilweise sehr niedrige Temperaturen auf. In diesen Fällen hängt die Temperatur vom verwendeten Kühlmedium (typischerweise Trockeneis oder flüssiger Stickstoff) ab. Außerdem können Getriebe je nach Anwendung niedrigen Umgebungstemperaturen von bis zu -60 °C ausgesetzt sein, wenn sie in kalten Regionen eingesetzt werden. Die niedrigen Temperaturen können sich auf die Bauteileigenschaften und damit auf die Zahnradtragfähigkeit auswirken. Daher ist die Kenntnis dieser Einflüsse für die Auslegung und Dimensionierung von Getrieben von hoher Relevanz.
In dieser Publikation werden aufbauend auf früheren Forschungsarbeiten weitere Untersuchungen zur Tragfähigkeit von tieftemperaturbehandelten Zahnrädern vorgestellt. Der Schwerpunkt liegt dabei auf Ergebnissen zur Zahnfuß- und Grübchentragfähigkeit. Die Tragfähigkeit wird im Zusammenhang mit den Veränderungen der Bauteileigenschaften infolge verschiedener Tieftemperaturbehandlungen analysiert und die dominierenden Einflussfaktoren werden identifiziert.
1 Introduction
Case hardening represents the most common heat treatment process for steel gear applications. This well-established process makes it possible to meet the requirements regarding the material condition and load carrying capacity of the components. The requirements are specified in international and national standards, such as ISO 6336-5 [1], DIN 3990-5 [2] or AGMA 923-C22 [3].
During production, but also during subsequent operation, gearboxes may be exposed to low ambient temperatures. During production, for example, low temperatures occur during joining processes in which components (usually shafts or pinion shafts) are deliberately cryogenically cooled in order to achieve a change in volume and thus a certain joining dimension. Another application of cryogenic treatments in the context of the heat treatment process is to deliberately reduce the amount of retained austenite in the microstructure. For this, cooling media, such as dry ice (sublimation point at -78.5 °C at atmospheric pressure) or liquid nitrogen (boiling point at -196 °C), are typically used. During transport, longer downtimes or operation, low temperatures can occur in particular if the application is operated in a region with cold ambient temperatures (up to -60 °C). The cases described in the examples differ both in the amount of low temperatures reached and in the duration of action.
The aim of this publication is to increase the knowledge of the effects of intentional and unintentional cryogenic treatments of case-hardened cylindrical gears. To this end, extensive investigations of the tooth root and pitting load carrying capacity of cryogenically treated gears are carried out and analyzed with respect to the material properties and occurring temperature-affected changes in the properties.
The presented work is based on the FVA research project 612 II [4] which was carried out in cooperation between Leibniz-IWT Bremen and Gear Research Center (FZG).
2 State of the art
The conventional case hardening process results in a microstructure in the surface layer consisting of martensite and, depending on the selected process parameters, a more or less high amount of retained austenite. It is possible to further reduce the retained austenite content by applying low temperature treatments after quenching. Depending on the application, this may be necessary in order to meet the requirements for the surface layer microstructure, which are specified in ISO 6336-5 [1], DIN 3990-5 [2] or AGMA 923-C22 [3], for example.
According to ISO 6336-5 [1], a maximum retained austenite content of 30 vol.-% is permissible, whereby the microstructure should consist predominantly of fine, acicular martensite. The amount of retained austenite shall be determined by metallographic inspection. In order to meet the requirements of material quality ME, the retained austenite must be homogeneously distributed in the microstructure. DIN 3990-5 [2] specifies a maximum retained austenite content of 20 vol.-% for quality grade ME, provided that this is also finely distributed. According to the US information sheet AGMA 923-C22 [3], a maximum retained austenite content of 30 vol.-% is permitted, analogous to ISO 6336-5. In addition, a local minimum hardness of 58 HRC is required in the area of high retained austenite content.
In a previous publication of Kratzer et al. [5], results on the tooth root bending load carrying capacity of 13 cryogenically treated variants were presented. All variants were made out of the case hardening steel 18CrNiMo7-6. For all variants which were low temperature treated before tempering (HCT), the surface hardness increased compared to the corresponding reference (case-hardened without cryogenic treatment acc. to the recommendations given in ISO 6336-5 [1]) and the amount of retained austenite in the case layer decreased, simultaneously. Similar hardness values as for the HCT variants were determined for the corresponding variants with a cryogenic treatment after tempering (H+TC). The amount of retained austenite tends to decrease with decreasing cryogenic temperature, but this effect is relatively weak for the H+TC variants. The residual stresses of unpeened variants showed increased values when the low temperature treatment is applied before tempering. Shot blasted variants show higher residual stresses when the cooling temperature is decreased. Regarding the tooth root load carrying capacity, the shot blasted variants do not show large differences in their performance compared to the reference. On the contrary, the tooth root bending strength of the unpeened variants and the variants with higher amounts of retained austenite is reduced compared to the reference, see also [6].
Investigations on the residual stress state of samples of the material En 353 were carried out by Bensely et al. [7]. The author strongly recommends tempering after a cryogenic treatment because otherwise, surface cracks remain in the component and could reduce the service life dramatically. The residual stresses are highest in the cryogenic treated condition, and decrease when the tempering is applied. Fatigue tests were not performed in [7]. In [8], the observations of [7] can be confirmed, and a negative influence of sub-zero cooled conditions on the bending fatigue limit is observed. The detrimental effect is also described in [9] and is explained by high tensile residual stresses in the retained austenite.
Stratton [10] concludes from his investigations that there is no negative influence on the wear resistance and rotating bending strength of case carburized samples made of typical case hardening steels such as 20MnCr5 and 17CrNiMo6. The cryogenic treatment was carried out before tempering at different temperatures in a range from -70...-196 °C. In another publication, Stratton [11] investigated the effect of an additional tempering before cryogenic treatment for three case hardening steels (16MnCr5, 17CrNiMo6, SAE 9310). He could not determine significant differences between variants which were cryogenically treated before tempering or after additional tempering, respectively. Similar investigations were carried out by Preciado [12], concluding that a deep cryogenic treatment improves the wear resistance. For gears with cryogenic treatment after tempering, no further investigations on the tooth root and pitting load carrying capacity could be found in the literature despite an intensive search.
In simulative investigations regarding deep cryogenic treatments for carburized conditions [13], the authors could show that carbon is precipitated in the martensite matrix and combines with other alloy elements to metal carbides. These carbides increase the local strength of the material. Furthermore, a deep cryogenic treatment supports the transformation from retained austenite into martensite accompanied by a rise in hardness. These observations were confirmed by [14] in experimental investigations, for example. In [15], it is described that the transformation kinetics are temperature and time-dependant and determine the type of martensite (lath or plate martensite).
3 Investigations
3.1 Aim of the investigations
The aim of the investigations presented here is to expand the knowledge of the influence of low temperature treatments on the gear load carrying capacity. To this end, several variants made of the two materials 18CrNiMo7-6 (former short name 17CrNiMo6) and SAE 9310 were case-hardened accordingly and subjected to various low temperature treatments. The test variants were analyzed with regard to their tooth root and pitting load carrying capacity. Extensive accompanying investigations were carried out to characterize the existing microstructural conditions. The totality of the results allows a comprehensive classification of the research results in the state of the art and an analysis of the interactions between cryogenic treatments and the resulting gear load carrying capacity. The results presented in this work could help to adjust the heat treatment of highly loaded gear components even more precisely and to harmonize them with the requirements in terms of material condition and strength properties.
3.2 Investigated variants and scope of experiments
The investigated variants were made of the two typical case hardening steels 18CrNiMo7-6 and SAE 9310. In total, eight variants were investigated from which two are reference variants for both materials. In Table 1 and 2, the measured chemical composition of the two used material batches is compared with the corresponding minimum and maximum permitted values acc. to DIN EN ISO 683-3 [16] and SAE J1249 [17], respectively. The measured values were determined by optical emission spectrography (OES). It can be stated that all measured values are within the tolerances consistently.
Chemical composition of the investigated batch of 18CrNiMo7-6 (measured for the melt)
Tabelle 1. Chemische Zusammensetzung der untersuchten Werkstoffcharge des 18CrNiMo7-6 (Schmelzanalyse)
| Element | C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| Measured weight-% | 0.17 | 0.36 | 0.55 | 0.010 | 0.010 | 1.55 | 0.27 | 1.45 |
| Min. weight-% acc. to [16] | 0.15 | 0.15 | 0.50 | - | - | 1.50 | 0.25 | 1.40 |
| Max. weight-% acc. to [16] | 0.21 | 0.40 | 0.90 | 0.025 | 0.035 | 1.80 | 0.35 | 1.70 |
Chemical composition of the investigated batch of SAE 9310 (measured for the melt)
Tabelle 2. Chemische Zusammensetzung der untersuchten Werkstoffcharge des SAE 9310 (Schmelzanalyse)
| Element | C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| Measured weight-% | 0.10 | 0.26 | 0.51 | 0.004 | 0.001 | 1.32 | 0.10 | 3.17 |
| Min. weight-% acc. to [17] | 0.08 | 0.15 | 0.45 | - | - | 1.00 | 0.08 | 3.00 |
| Max. weight-% acc. to [17] | 0.13 | 0.35 | 0.65 | 0.025 | 0.025 | 1.40 | 0.15 | 3.50 |
In a first step, the steel blanks of all variants were rough machined with a hob cutter and subsequently case-hardened. The case hardening was carried out in a low-pressure carburizing (LPC) process with integrated oil quenching. The carburizing temperature was 940 °C and the hardening temperature was 840 °C for all variants. The quenching was carried out at a temperature of 60 °C for 30 min. Four variants were treated cryogenically before the tempering, two after the tempering. The tempering itself was done consistently by air circulation at a temperature of 180 °C for 2 h. The annealing temperature was not adapted for the cryogenically treated variants to investigate explicitly the influence of the low temperature treatment.
For the cryogenic treatment of the investigated variants, two different methods were used. The variants with a cooling temperature of -60 °C and -80 °C were treated in a commercially available freezing box with an injection of liquid nitrogen. The treatment of the variants with a cryogenic temperature of -196 °C was carried out in a Dewar vessel with liquid nitrogen and a total volume of about 100 liters. The temperature was measured continuously by means of thermocouples applied on corresponding test specimens for both methods. The influence of the cooling rate is not part of the herein presented investigations but could have an impact on the resulting material properties and will be addressed in following research projects.
The investigated variants are shown in Table 3. The variant A-Ref is the reference variant for the case hardening steel 18CrNiMo7-6 (material A). For this material, two other variants were investigated. Both were treated cryogenically after quenching and before tempering to reduce specifically the amount of retained austenite. Variant A-HCT-80 was cooled to -80 °C and variant A-HCT-196 was cooled to -196 °C. The case hardening steel SAE 9310 (material B) was investigated in five variants. The corresponding reference variant is named B-Ref. For the variants B-HCT-80 and B-HCT-196, the same cryogenic treatment as for the corresponding 18CrNiMo7-6 variants was applied. The variants B-HT+C-60 and B-HT+C-196 were treated cryogenically after heat treatment (carburizing and tempering) and shot blasting. Variant B-HT+C-60 was cooled to -60 °C to simulate an extremely low ambient temperature whereas variant B-HT+C-196 was cooled to -196 °C. This could be the case during joining processes with liquid nitrogen. For the load carrying capacity investigations, test gears with the main geometry data given in Table 4 were used.
Investigated heat treatment variants (pitting investigations for underlined variants)
Tabelle 3. Untersuchte Wärmebehandlungsvarianten (Untersuchungen zur Grübchentragfähigkeit für unterstrichene Varianten)
| Variant | Material | Description |
|---|---|---|
| A-Ref | 18CrNiMo7-6 | Reference (case-hardened without cryogenic treatment) |
| A-HCT-80 | Cooled to -80 °C before tempering | |
| A-HCT-196 | Cooled to -196 °C before tempering | |
| B-Ref | SAE 9310 | Reference (case-hardened without cryogenic treatment) |
| B-HCT-80 | Cooled to -80 °C before tempering | |
| B-HCT-196 | Cooled to -196 °C before tempering | |
| B-HT+C-60 | Cooled to -60 °C after tempering and shot blasting | |
| B-HT+C-196 | Cooled to -196 °C after tempering and shot blasting |
Main geometry data of the test gears
Tabelle 4. Hauptverzahnungsdaten der Prüfzahnräder
| Geometry | Test gears | |||
|---|---|---|---|---|
| Parameter | Symbol | Unit | Tooth root | Pitting |
| Normal module | mn | mm | 5 | 5 |
| Centre distance | a | mm | – | 91.5 |
| Face width | b | mm | 20 | 14 |
| Number of teeth | z | – | 24 | 17/18 |
| Normal pressure angle | αn | ° | 20 | 20 |
| Helix angle | β | ° | 0 | 0 |
| Profile shift coefficient | x | – | 0.486 | 0.475/0.445 |
| Tip diameter | da | mm | 133.6 | 99.75/104.45 |
| Tip relief | Ca | μm | – | 25 ± 3 |
All investigated test gears were shot blasted after tempering to achieve a better comparability among each other and to provide a sufficient tooth root bending strength in case of the pitting test gears. After the heat treatment, the cryogenic treatment and the shot blasting, the tooth flanks of the pitting test gears were profile ground to achieve the required gear geometry qualities and a low surface roughness.
3.3 Test rigs and test conditions
The tooth root bending strength was investigated on hydraulic and electromagnetic pulsating test rigs. In Figure 1 left, a schematic representation of an electromagnetic pulsating test rig is shown. The test gear is clamped over four teeth between two jaws so that the sinusoidal force is applied near the point D of the path of contact (end of the singular contact area). At this point, the maximum bending stress in running gears occurs. For the determination of the tooth root bending strength, investigations in the endurance range with constant load for every test run were carried out using the stair step-method. The results were evaluated applying the improved evaluation procedure acc. to Hück [18]. The maximum number of load cycles per test run was chosen to 6 × 106 in accordance with FVA guideline 563 I [19]. For all variants except the 18CrNiMo7-6 reference A-Ref, a standard statistical coverage of 10–12 test points in the endurance range was applied for the determination of the S-N curves. The variant A-Ref was investigated with a reduced number of seven test runs.
![Fig. 1
Electro-magnetic pulsator test rig [25] (left) and FZG back-to-back test rig with a center distance of 91.5 mm acc. to DIN ISO 14635-1 [20] (right)
Bild 1. Elektromagnetischer Pulsator-Prüfstand [25] (links) und FZG-Zahnradverspannungsprüfstand mit einem Achsabstand von 91,5 mm nach DIN ISO 14635-1 [20] (rechts)](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_001.jpg)
Electro-magnetic pulsator test rig [25] (left) and FZG back-to-back test rig with a center distance of 91.5 mm acc. to DIN ISO 14635-1 [20] (right)
Bild 1. Elektromagnetischer Pulsator-Prüfstand [25] (links) und FZG-Zahnradverspannungsprüfstand mit einem Achsabstand von 91,5 mm nach DIN ISO 14635-1 [20] (rechts)
A standardized FZG back-to-back test rig with a center distance of 91.5 mm was used for the pitting investigations. The test rig is specified in DIN ISO 14635-1 [20] and is depicted in Figure 1 right. The pinion was mounted on the motor side so that the rotational speed was identical with the motor speed of 3000 rpm. The maximum number of load cycles for the pinion was 100 × 106 acc. to FVA guideline 563 I [19]. The torque was applied on the side of the driven gear. The test gears were lubricated with a reference oil of type FVA 3A [21] which is a mineral oil with a viscosity grade of ISO VG 100 and a sulphur-phosphorus additive package (4 % Anglamol 99). The injection temperature of the lubricant was set to 60 °C (±2 °C) and the injection flow rate was adjusted to 2 l/min. These test conditions are in accordance with former research projects [22, 23, 24].
The pitting investigations were carried out in the endurance regime (long life) as well as in the regime of limited life. The variants A-Ref, A-HCT-196, B-HT+C-196 and B-HCT-196 were investigated on a random basis. The other two variants B-Ref and B-HT+C-60 were investigated with a reduced statistical coverage of about 7…9 test runs with focus on the endurance strength.
4 Results of the investigations
In the following, the results of the extensive experimental and accompanying investigations are presented and discussed. In a first step, the test gears are characterized with regard to the microstructure in the surface layer, the hardness and the case hardening depth values, the residual stresses and the amount of retained austenite. All accompanying investigations were carried out on the test parts in their initial state after manufacturing.
4.1 Microstructure
The microstructures of the pulsator test gears were analyzed by light optical metallographic inspection in the unground tooth root section near the 30° tangent of unloaded gear teeth. The results are arranged in Table 5.
Microstructures in the tooth root area near 30° tangent of the shot blasted, unground pulsator test gears (nital etched with 2 % nitric acid for 40 s)
Tabelle 5. Schliffbilder der reinigungsgestrahlten Pulsatorprüfräder im ungeschliffenen Zahnfuß nahe des Berührpunkts der 30°-Tangente (nitalgeätzt mit 2%-iger Salpetersäure für 40 s)
| 18CrNiMo7-6 | ||
| A-Ref | A-HCT-80 | A-HCT-196 |
 |
 |
 |
| SAE 9310 | ||
| B-Ref | B-HCT-80 | B-HCT-196 |
 |
 |
 |
| B-HT+C-60 | B-HT+C-196 | |
 |
 |
|
All microstructures are in heat-treated, cryogenically-treated and shot blasted condition. Due to the low pressure carburizing process, there is no internal oxidation on the surface of the test gears.
The microstructure of the 18CrNiMo7-6 reference variant shows predominantly fine acicular martensite with a certain amount of retained austenite in a range of about 20 %. The retained austenite is mainly distributed homogeneously in the investigated section. Indications for precipitated carbides cannot be observed. The corresponding, low temperature treated variants A-HCT-80 and A-HCT-196 show a microstructure with a somewhat lower amount of retained austenite compared to the reference. A significant difference in the amount of retained austenite cannot be concluded from the metallographic inspection of both variants. The martensite exists in a less acicular from.
The SAE 9310 reference has a slightly lower amount of retained austenite compared to the 18CrNiMo7-6 reference. The cryogenically treated variants show very similar microstructures, independent from the sequence of tempering and cryogenic treatment. The martensite is less acicularly pronounced than for the reference variant.
The microstructures of the pitting test gears are very similar to those of the pulsator test gears presented above. Therefore, they are not shown in detail in this publication. In total, the investigated grinding patterns can be assessed as typical for case-hardened and cryogenically treated gears. The desired heat treatment conditions could be achieved.
4.2 Hardness profiles and CHD values
The hardness depth profiles were measured in the unground tooth root area at the 30° tangent point of contact for the pulsator test gears and on the ground tooth flank near the pitch circle for the pitting test gears. All values represent the initial condition before the test runs. The Vickers hardness test acc. to ISO 6507-1 [26] was used for one test gear of each variant. Both flank sides were investigated, and the arithmetic mean is plotted in the following diagrams.
In Figure 2, the hardness profiles of the unground pulsator test gears for the eight variants are depicted. To determine the case hardening depth acc. to ISO 18203, the referred hardness limit of 550 HV [27] is indicated additionally.
![Fig. 2
Hardness profiles of pulsator test gears (measured in the unground tooth root at 30° tangent, mean values of left and right flank) and hardness limit of 550 HV 1 acc. to ISO 18203 [27]
Bild 2. Härtetiefenverläufe der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente, Mittelwerte aus linker und rechter Flanke) und Grenzhärte 550 HV 1 nach ISO 18203 [27]](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_002.jpg)
Hardness profiles of pulsator test gears (measured in the unground tooth root at 30° tangent, mean values of left and right flank) and hardness limit of 550 HV 1 acc. to ISO 18203 [27]
Bild 2. Härtetiefenverläufe der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente, Mittelwerte aus linker und rechter Flanke) und Grenzhärte 550 HV 1 nach ISO 18203 [27]
The diagram shows typical hardness profiles for case-hardened gears. For the 18CrNiMo7-6 reference variant A-Ref, a surface hardness of about 730 HV 1 (see also Figure 3) and a smooth transition to the core can be observed. The core hardness is in a range of 450 HV 1. The corresponding low temperature treated variants A-HCT-80 and A-HCT-196 have similar hardness profiles but differ in the area close to the surface. Surface hardness of both variants values are in a range of 800 HV 1 which is nearly 10 % higher than for the 18CrNiMo7-6 reference. The SAE 9310 variants show overall lower hardness values compared to the 18CrNiMo7-6 ones. The SAE 9310 reference (B-Ref) has a surface hardness of 673 HV 1 which is 8 % lower than the 18CrNiMo7-6 reference. Nevertheless, the same tendencies can be observed for the SAE 9310 material as for the 18CrNiMo7-6. The variants B-HCT-80 and B-HCT-196, which are cryogenically treated directly after quenching, show higher surface hardness values than the corresponding reference. The relative increases are about 7 % for the B-HCT-80 variant and about 10 % for the B-HCT-196 variant. The cryogenic treatment after tempering results in a hardness increase, too. The variants B-HT+C-60 and B-HT+C-196 have surface hardness values of 700 HV 1 and 726 HV 1, respectively. In general, the core hardness of the SAE 9310 variants is in a range of 400 HV 1 and therefore about 11 % below the 18CrNiMo7-6 core hardness due to the lower hardenability compared to 18CrNiMo7-6. The surface hardness values are summarized in Figure 3 for a better recognizability.
![Fig. 3
Comparison of surface hardness values of pulsator test gears (measured in the unground tooth root at 30° tangent, mean values of left and right flank) and permitted values acc. to ISO 6336-5 [1] (material quality MQ or ME)
Bild 3. Vergleich der Randhärtewerte der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente, Mittelwerte aus linker und rechter Flanke) und zulässige Werte nach ISO 6336-5 [1] (Werkstoffqualität MQ oder ME)](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_003.jpg)
Comparison of surface hardness values of pulsator test gears (measured in the unground tooth root at 30° tangent, mean values of left and right flank) and permitted values acc. to ISO 6336-5 [1] (material quality MQ or ME)
Bild 3. Vergleich der Randhärtewerte der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente, Mittelwerte aus linker und rechter Flanke) und zulässige Werte nach ISO 6336-5 [1] (Werkstoffqualität MQ oder ME)
For the ground pitting test gears, the hardness depth profiles on the tooth flank near the pitch circle are plotted in Figure 4. It is noticeable that the surface hardness values are lower compared to the values measured in the tooth root area of the pulsator test gears. However, the relations between the low temperature treated variants and the respective reference variant are identical. For all cryogenically treated variants, there is an increase in surface hardness from 5…11 %, see Figure 5.
![Fig. 4
Hardness profiles of pitting test gears (measured on the ground tooth flank near the pitch circle, mean values of left and right flank) and hardness limit of 550 HV 1 acc. to ISO 18203 [27]
Bild 4. Härtetiefenverläufe der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Mittelwerte aus linker und rechter Flanke) und Grenzhärte 550 HV 1 nach ISO 18203 [27]](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_004.jpg)
Hardness profiles of pitting test gears (measured on the ground tooth flank near the pitch circle, mean values of left and right flank) and hardness limit of 550 HV 1 acc. to ISO 18203 [27]
Bild 4. Härtetiefenverläufe der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Mittelwerte aus linker und rechter Flanke) und Grenzhärte 550 HV 1 nach ISO 18203 [27]
![Fig. 5
Comparison of surface hardness values of pitting test gears (measured on the ground tooth flank near the pitch circle, mean values of left and right flank) and permitted values acc. to ISO 6336-5 [1] (material quality MQ or ME)
Bild 5. Vergleich der Randhärtewerte der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Mittelwerte aus linker und rechter Flanke) mit den zulässigen Werten nach ISO 6336-5 [1] (Werkstoffqualität MQ oder ME)](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_005.jpg)
Comparison of surface hardness values of pitting test gears (measured on the ground tooth flank near the pitch circle, mean values of left and right flank) and permitted values acc. to ISO 6336-5 [1] (material quality MQ or ME)
Bild 5. Vergleich der Randhärtewerte der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Mittelwerte aus linker und rechter Flanke) mit den zulässigen Werten nach ISO 6336-5 [1] (Werkstoffqualität MQ oder ME)
The case hardening depth (CHD) values for the pulsator and the pitting test gears are determined with the help of the hardness depth profiles. For the eight investigated pulsator variants, the results can be taken from Figure 6. The three 18CrNiMo7-6 variants slightly exceed the common recommendations for optimal CHD regarding tooth root strength acc. to [28] and [29] (CHDF,opt ≈ 0.1…0.2 × mn). The SAE 9310 variants show CHD values between 0.81 mm and 0.88 mm and are within the recommended value range. An influence of the low temperature treatment on the resulting case hardening depth is not given based on the presented results.
![Fig. 6
Case hardening depth (CHD, mean values of left and right flank, hardness limit 550 HV) of pulsator test gears (measured in the unground tooth root at 30° tangent) and recommendation acc. to Tobie [28] respectively FVA 271 [29] for case carburized materials with lower or medium hardenability
Bild 6. Einsatzhärtungstiefen (CHD, Mittelwerte aus linker und rechter Flanke, Grenzhärte 550 HV) der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente) und Empfehlung nach Tobie [28] bzw. FVA 271 [29] für Einsatzstähle mit geringer oder mittlerer Härtbarkeit](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_006.jpg)
Case hardening depth (CHD, mean values of left and right flank, hardness limit 550 HV) of pulsator test gears (measured in the unground tooth root at 30° tangent) and recommendation acc. to Tobie [28] respectively FVA 271 [29] for case carburized materials with lower or medium hardenability
Bild 6. Einsatzhärtungstiefen (CHD, Mittelwerte aus linker und rechter Flanke, Grenzhärte 550 HV) der Pulsatorprüfräder (gemessen im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente) und Empfehlung nach Tobie [28] bzw. FVA 271 [29] für Einsatzstähle mit geringer oder mittlerer Härtbarkeit
The corresponding CHD values measured on the tooth flank of the pitting test gears essentially confirm the results of the CHD measurements on the pulsator test gears, see Figure 7. All variants except B-Ref fulfill the recommendations for optimal CHD regarding pitting resistance (CHDH,opt ≈ 0.15…0.4 mn) acc. to [1].
![Fig. 7
Case hardening depth (CHD, mean values of left and right flank, hardness limit 550 HV) of pitting test gears (measured on the ground tooth flank the near pitch circle) and recommendation acc. to ISO 6336-5 [1]
Bild 7. Einsatzhärtungstiefen (CHD, Mittelwerte aus linker und rechter Flanke, Grenzhärte 550 HV) der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises) und Empfehlung nach ISO 6336-5 [1]](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_007.jpg)
Case hardening depth (CHD, mean values of left and right flank, hardness limit 550 HV) of pitting test gears (measured on the ground tooth flank the near pitch circle) and recommendation acc. to ISO 6336-5 [1]
Bild 7. Einsatzhärtungstiefen (CHD, Mittelwerte aus linker und rechter Flanke, Grenzhärte 550 HV) der Laufprüfräder (gemessen an der geschliffenen Zahnflanke in der Nähe des Wälzkreises) und Empfehlung nach ISO 6336-5 [1]
4.3 Residual stresses and retained austenite
All variants were investigated additionally by X-ray diffraction to determine the initial residual stresses in axial direction and the amount of retained austenite in the case layer after the manufacturing process. While the pulsator test gears were analyzed in the tooth root area, the residual stresses of the pitting test gears were measured near the pitch circle on the ground tooth flank. The calculation of the residual stress values was done acc. to the sin2ψ procedure. The main parameters of the X-ray measurements are given in Table 6.
Main parameters of the X-ray diffraction measurements
Tabelle 6. Hauptparameter der röntgenographischen Messungen
| Type of diffractometer | Seifert XRD 3003 PTS |
|---|---|
| Type of radiation | Cr-Kα |
| Measured lattice plane | {211} |
| Diffraction angle | 144°...168° |
| Calculation of residual stresses | sin2ψ procedure |
Figure 8 shows the residual stress components in the tooth root area of the pulsator test gears whereby the maximum values with the related standard deviation is given. The 18CrNiMo7-6 reference has maximum compressive residual stresses of about -350 N/mm2, which is in the lower range for case-hardened and shot blasted gears. For the low temperature treated variants A-HCT-80 and A-HCT-196, smaller absolute residual stress values could be detected. The SAE 9310 reference shows a maximum value of more than -400 N/mm2. For this steel, different tendencies can be observed. Variant B-HCT-80 has lower residual stresses compared to B-Ref but variant B-HCT-196 is almost on the same level as B-Ref. For the after tempering cryogenically treated variant B-HT+C-196, the highest residual stresses of all pulsator variants were determined. Variant B-HT+C-60 is comparable to variant B-HCT-80.

Residual stresses of pulsator test gears (measured by X-ray diffraction in the unground tooth root at 30° tangent, maximum values with standard deviation)
Bild 8. Eigenspannungen der Pulsatorprüfräder (gemessen mittels Röntgendiffraktometrie im ungeschliffenen Zahnfuß am Berührpunkt der 30°-Tangente, Maximalwerte mit Standardabweichung)
The results of the retained austenite measurements on the pulsator test gears are plotted in Figure 9. The height of the bars represents the median amount of retained austenite, evaluated in a depth range > 20 μm and < 350 μm to ignore surface effects. The error bars indicate the minimum and maximum measured values.
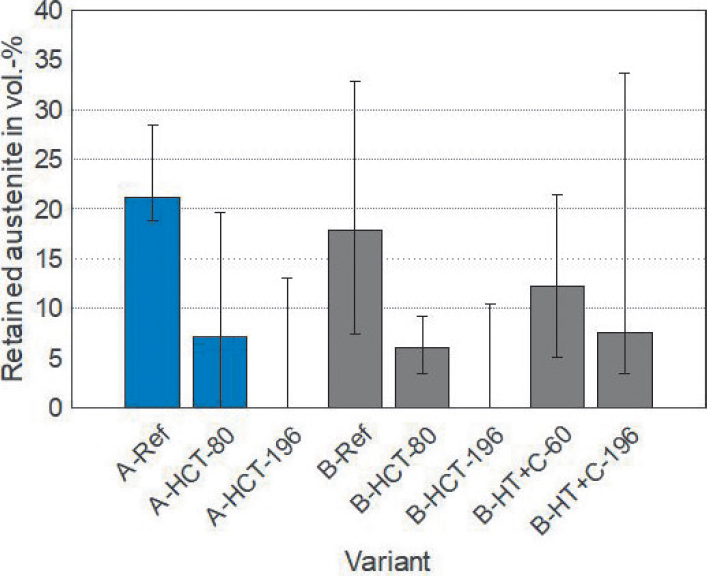
Amount of retained austenite of unground pulsator test gears (measured by X-ray diffraction in the tooth root at 30° tangent, median values with minimum and maximum); two measurements for SAE 9310 variants
Bild 9. Restaustenitgehalte der ungeschliffenen Pulsatorprüfräder (gemessen mittels Röntgendiffraktometrie im Zahnfuß am Berührpunkt der 30°-Tangente, Medianwerte mit Minimum und Maximum); zwei Messungen für SAE 9310-Varianten
The conventionally low pressure carburized 18CrNiMo7-6 reference A-Ref shows a typical amount of retained austenite of about 20 vol.-%. The low temperature treatments directly after quenching cause a reduction in the retained austenite content as to be expected due to the thermally induced transformation from retained austenite to non-quenched martensite. While the median value for variant A-HCT-80 is between 5 and 10 vol.-%, variant A-HCT-196 shows a median value of 0 vol.-% and a maximum value of approximately 13 vol.%. The material SAE 9310 shows a similar behavior like the 18CrNiMo7-6. The B-Ref variant’s amount of retained austenite is approximately 18 vol.-%. Variant B-HCT-80 shows a comparable amount like the corresponding 18CrNiMo7-6 variant A-HCT-80 but with a smaller scattering. Variant B-HCT-196 has a median amount of retained austenite of 0 vol.-% as it was detected for variant A-HCT-196, too. The reduction of retained austenite is relatively lower for the H+TC variants but also significant in comparison to the SAE 9310 reference.
The measured values of the amount of retained austenite (index ‘γ’) in the tooth root area were compared with calculated values Vγ,calc acc. to the approach of Koistinen and Marburger [30]:
For the calculation, the martensite start temperature Ms is required and therefore calculated acc. to the approach of Kunitake [31] from the chemical composition of the material and the amount of carbon in the carburized surface layer. Other approaches, e.g. [32, 33], were attempted but lead to lower conformity and tend to overestimate the amount of retained austenite for the investigated variants. The equation of Koistinen and Marburger was determined for Ms > Tq > -80 °C originally, whereby Tq is the lowest temperature reached during the quenching process. In the context of this work, the range of validity was exceeded consciously due to the cryogenic temperatures. The temperature Tq was modified to consider the absolute cooling temperature TC and the order of the low temperature treatment in the whole heat treatment process for each variant in the following manner:
Tquench represents the quenching temperature which was 60 °C for all investigated variants.
A change in the amount of retained austenite by the tempering process (air circulation at 180 °C for 2 h) is not assumed in accordance with [34, 35]. The influence of the shot blasting process on the amount of retained austenite was neglected due to its low intensity which caused relatively low compressive residual stresses. Furthermore, the calculations were only performed for the tooth root variants and not for the pitting variants because the grinding process partly removes the surface layer. Thus, the calculated amount of retained austenite differs from the measured values.
The results of the calculations are depicted in Figure 10. On the abscissa, the median amount of retained austenite measured by X-ray diffraction Vγ,X-ray is plotted together with the corresponding minimum and maximum values. On the ordinate, the calculated values of retained austenite Vγ,calc are plotted. The diagram shows a good correlation between the measured and the calculated values for the amount of retained austenite. All variants lie within the tolerance of ±5 vol.-%. Although the number of variants is small and the scattering of the measured values is comparatively high, the presented calculation method proves basic applicability for low pressure carburized and cryogenically treated gears.

Comparison of measured and calculated amount of retained austenite for the investigated pulsator variants (error bar represents minimum and maximum measured values over depth)
Bild 10. Vergleich der gemessenen und berechneten Restaustenitgehalte für die untersuchten Pulsatorvarianten (Fehlerbalken stellen die minimalen und maximalen Messwerte über der Tiefe dar)
Figure 11 depicts the results of the residual stress measurements on tooth flanks of the pitting test gears in the initial condition before the test runs. They should be interpreted with respect to the influence of the grinding process which can be dominant towards the residual stresses resulting from the heat treatment and shot blasting process, especially very close to the surface. The highest compressive residual stresses could be found for the 18CrNiMo7-6 reference variant with an absolute value of about -550 N/mm2 (at the surface). The residual stresses of variant A-HCT-196 are significantly lower in a range of -250 N/mm2. The SAE 9310 variants show maximum compressive residual stresses from -225 N/mm2 to -366 N/mm2, consistently. The residual stresses of variant B-HCT-196 are identical as for the corresponding 18CrNiMo7-6 variant A-HCT-196 under neglect of the measurement uncertainty. The two variants with cryogenic treatment after the manufacturing process show slightly higher maximum compressive residual stresses than the SAE 9310 reference B-Ref.

Residual stresses of pitting test gears (measured by X-ray diffraction on the ground tooth flank near the pitch circle, maximum values over depth indicated with standard deviation)
Bild 11. Eigenspannungen der Laufprüfräder (gemessen mittels Röntgendiffraktometrie an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Maximalwerte über der Tiefe mit Standardabweichung angegeben)
The measured amounts of retained austenite on the pitting test gears are shown in Figure 12. The highest median values could be determined for the two reference variants A-Ref and B-Ref. For the variants H-CT-196, a significant decrease of over 70 % (18CrNiMo7-6) and nearly 50 % (SAE 9310) can be observed compared to their respective reference. The median amount of retained austenite of variant B-HT+C-60 is identical compared to variant B-HCT-196 but the maximum detected value is much higher. Variant B-HT+C-196 has the lowest retained austenite content of all investigated pitting variants.

Amount of retained austenite of ground pitting test gears (measured by X-ray diffraction on the ground tooth flank near the pitch circle, median values with minimum and maximum)
Bild 12. Restaustenitgehalte der geschliffenen Laufprüfräder (gemessen mittels Röntgendiffraktometrie an der geschliffenen Zahnflanke in der Nähe des Wälzkreises, Medianwerte mit Minimum und Maximum)
4.4 Fatigue tests
The determination of the tooth root bending strength was carried out in various single-load tests on pulsating test rigs (see presented above). For every variant, the S-N curve was derived from test runs in the endurance regime and in the regime of limited life. A standard statistical coverage was applied for all pulsator variants except the 18CrNiMo7-6 reference A-Ref. This includes 10…12 test runs in the endurance regime and usually 5 test runs on two discrete load stages in the regime of limited life each. The nominal tooth root bending strength σF0 was calculated from the effective pulsator force acc. to ISO 6336-3 [36] or DIN 3990-3 [37], respectively. The tooth root bending endurance limit σF0∞,50 % for a failure probability of 50 % was evaluated acc. to the improved method of Hück [18]. In the regime of limited life, the test runs were evaluated under consideration of a logarithmic normal distribution on each load stage [38]. The S-N curve in the regime of limited life is defined by the load stage and the corresponding average number of load cycles until tooth root breakage, indicated with a failure probability of 50 %. Thus, the S-N curve is defined explicitly by the tooth root bending endurance limit σF0∞,50 %, the number of load cycles at the transition from limited life to endurance (long life) ND,50 % and the gradient k50 % of the S-N curve in the regime of limited life.
Figure 13 shows the S-N curves of the three 18CrNiMo7-6 variants. For the variant A-Ref, a tooth root bending endurance limit σF0∞,50 % of approximately 1100 N/mm2 was determined which fits well for a conventionally case-carburized and shot blasted variant, see e.g. [22, 5]. The tooth root bending endurance limit is reduced by about 10 % for variant A-HCT-80 and by about 14 % for variant A-HCT-196. Therefore, a reduction of the cooling temperature is assumed to lead to decreasing endurance strength values depending on the absolute value of the cryogenic temperature. Furthermore, the almost identical slopes of the three S-N curves in the regime of limited life are remarkable.

S-N diagram for tooth root bending strength of the three investigated 18CrNiMo7-6 variants, indicated with 50 % failure probability
Bild 13: Wöhlerdiagramm zur Zahnfußtragfähigkeit der drei untersuchten 18CrNiMo7-6-Varianten, angegeben mit 50 % Ausfallwahrscheinlichkeit
The corresponding results for the SAE 9310 material are depicted in Figure 14. For a better comparability between the two materials, the S-N curve of the A-Ref variant is added. The SAE 9310 reference has a tooth root bending endurance limit of σF0∞,50 % = 1194 N mm2 which is 8 % higher than for the 18CrNiMo7-6 reference. The results for the variants B-HCT-80 and B-HCT-196 are contradictory to the corresponding 18CrNiMo7-6 variants. The tooth root bending endurance limit of variant B-HCT-80 is lower compared to variant B-HCT-196 which is almost on the level of variant B-Ref. The cryogenic treatment after tempering and shot blasting leads to a similar (B-HT+C-60) or slightly increased (B-HT+C-196) tooth root bending endurance limit with regard to the SAE 9310 reference. The relative difference between variant B-HT+C-196 and the reference is in a range of approximately 5 %. Compared to the 18CrNiMo7-6 reference, all SAE 9310 variants except B-HCT-80 reach similar or higher values of the tooth root bending endurance limit. The slopes of the S-N curves in the regime of limited life are almost identical so there is no influence from the cryogenic treatments.

S-N diagram for tooth root bending strength of the five investigated SAE 9310 variants, indicated with 50 % failure probability, and comparison with the 18CrNiMo7-6 reference variant (A-Ref)
Bild 14. Wöhlerdiagramm zur Zahnfußtragfähigkeit der fünf untersuchten SAE 9310-Varianten, angegeben mit 50 % Ausfallwahrscheinlichkeit und Vergleich mit der Referenzvariante 18CrNiMo7-6 (A-Ref)
In the following, the results of the pitting investigations are presented. The pitting strength was determined in running tests on the FZG back-to-back test rig which was described above. Due to the high expenditure of time, most of the variants were only investigated by 2…3 test runs in the regime of limited life on a constant load level of σH0 = 1700 N/mm2. For the evaluation of the test results, a Weibull distribution of the failure load cycle numbers is assumed, see [38]. For variants B-Ref and B-HT+C-60, the pitting endurance strength σH0∞,50 % was determined by up to 5 test runs and evaluated acc. to the Probit method [39]. The calculation of the nominal contact stress σH0 followed the procedure acc. to ISO 6336-2 [40] or DIN 3990-2 [41], respectively.
The results of the experimental pitting investigations can be taken from Figure 15. On the ordinate, the number of load cycles until pitting failure is plotted for each of the six investigated variants. The 18CrNiMo7-6 reference shows an average failure load cycle number of approximately 35 million. The cryogenically treated variant A-HCT-196 fails after 20 million load cycles and therefore about 40 % earlier compared to A-Ref. The average failure load cycle number of the SAE 9310 reference is on the same scale. Variants B-HCT-196 and B-HT+C-60 tend to fail earlier compared to variant B-Ref but one run-out has to be considered for variant B-HT+C-60. The longest service life of all variants could be observed for variant B-HT+C-196 with one pitting failure near 100 million load cycles.

Results of pitting strength investigations in the regime of limited life (σH0 = 1700 N/mm2) for the investigated variants (average failure load cycles calculated with Weibull distribution)
Bild 15. Ergebnisse der Untersuchungen zur Grübchentragfähigkeit im Bereich der Zeitfestigkeit (σH0 = 1700 N/mm2) für die untersuchten Varianten (mittlere Ausfalllastspielzahl berechnet mit Weibull-Verteilung)
The pitting endurance strength of variant B-Ref was determined to σF0∞,50 % = 1547 N/mm2 whereas the corresponding value for variant B-HT+C-60 is 1447 N/mm2. These results confirm the tendencies observed in the regime of limited life.
4.5 Damage patterns
The damage patterns of the tested gears were investigated by optical microscopy. In Table 7, exemplary fracture surfaces in the endurance regime for all eight tooth root bending test variants are documented.
Exemplary damage patterns of pulsator tests gears in the endurance range (crack initiation on top of each picture)
Tabelle 7. Exemplarische Bruchflächen aus Pulsatorversuchen im Bereich der Dauerfestigkeit (Rissinitiierung jeweils am oberen Bildrand)
| 18CrNiMo7-6 | ||
| A-Ref | A-HCT-80 | A-HCT-196 |
| Fpn = 45 kN, N = 861152 | Fpn = 35 kN, N = 1660369 | Fpn = 37,5 kN, N = 666485 |
 |
 |
 |
| SAE 9310 | ||
| B-Ref | B-HCT-80 | B-HCT-196 |
| Fpn = 45 kN, N = 210994 | Fpn = 45 kN, N = 110106 | Fpn = 45 kN, N = 129250 |
 |
 |
 |
| B-HT+C-60 | B-HT+C-196 | |
| Fpn = 50 kN, N = 124283 | Fpn = 50 kN, N = 134110 | |
 |
 |
|
All tooth root failures show the typical separation in the area of fatigue failure (upper area) and the area of overload fracture (lower area). The SAE 9310 variants tend to more ductile fractures due to their higher nickel content. The higher ductility leads to a higher deformation of the tooth which causes the flat and sheared areas in the fractured surfaces.
Exemplary pitting failures of all six investigated variants are depicted in Table 8. All pictures were taken on pinion flanks of gears tested at a nominal contact stress of σH0 = 1700 N/mm2. Additionally, the number of load cycles reached in the tests is given. All pitting failures occur in combination with micro-pitting, which can cause a mutual interaction between these two failure modes [42]. The failures observed on the deep cryogenically treated variants start partly from the face edges of the gears, which was caused by flank bulges resulting from transformation from retained austenite to martensite.
Exemplary damage patterns on pinion of pitting tests at a constant nominal contact stress of σH0 = 1700 N/mm2
Tabelle 8. Exemplarische Schadensbilder an Laufprüfritzeln bei einer nominellen Flankenpressung von σH0 = 1700 N/mm2
| 18CrNiMo7-6 | |
| A-Ref (N = 30 × 106) | A-HCT-196 (N = 22 × 106) |
 |
 |
| SAE 9310 | |
| B-Ref (N = 20 × 106) | B-HCT-196 (N = 9 × 106) |
 |
 |
| B-HT+C-60 (N = 17.14 × 106) | B-HT+C-196 (N = 12 × 106) |
 |
 |
6 Discussion
6.1 Tooth root bending strength
The tooth root load carrying capacity was investigated systematically to carve out the differences between several variants with cryogenic treatments. The results are discussed with respect to the state of the art in the following.
The nominal stress numbers for bending σF lim were calculated from the nominal tooth root load carrying capacity acc. to ISO 6336-3 [36] and are inserted in the corresponding diagram for case hardened wrought steels acc. to ISO 6336-5 [1] (see Figure 16).
![Fig. 16
Experimentally determined nominal stress numbers for tooth root bending, plotted in the diagram for case hardened wrought steels acc. to ISO 6336-5 [1]
Bild 16. Experimentell ermittelte Dauerfestigkeitswerte für Zahnfuß-Biegenennspannung, eingetragen in das Festigkeitsschaubild für einsatzgehärtete Einsatzstähle nach ISO 6336-5 [1]](/document/doi/10.1515/htm-2024-0010/asset/graphic/j_htm-2024-0010_fig_016.jpg)
Experimentally determined nominal stress numbers for tooth root bending, plotted in the diagram for case hardened wrought steels acc. to ISO 6336-5 [1]
Bild 16. Experimentell ermittelte Dauerfestigkeitswerte für Zahnfuß-Biegenennspannung, eingetragen in das Festigkeitsschaubild für einsatzgehärtete Einsatzstähle nach ISO 6336-5 [1]
The 18CrNiMo7-6 reference is classified in the lower range of material quality MQ which is slightly below the common expected level for case-hardened and shot blasted gears of this material. The corresponding cryogenically treated variants are in the middle range of the lower material quality ML. Cryogenic treatment directly after quenching has a negative influence on the resulting tooth root load carrying capacity of gears made out of 18CrNiMo7-6 although the surface hardness values of the two variants are higher than the surface hardness of the reference.
The SAE 9310 reference shows a nominal stress number for bending in the middle range of material quality MQ. The negative impact of cryogenic treatments after quenching and before tempering can be confirmed for the case hardening steel SAE 9310. The increase in the surface hardness is not that significant as for the corresponding 18CrNiMo7-6 variants. The variants that were low temperature treated after tempering show a comparable (B-HT+C-60) or higher (B-HT+C-196) tooth root bending strength, related to a rise in surface hardness. Variant B-HT+C-196 reaches a nominal stress number of more than 500 N/mm2 which corresponds to a material quality in the upper range of MQ.
In the regime of limited life, there are significant differences for the material 18CrNiMo7-6. The cryogenically treated variants have a service life that is up to 80 % shorter compared to the reference. For the material SAE 9310, the differences in the regime of limited life are not that systematic. The gradients of the S-N curves of all investigated variants are very similar.
The reason for the better performance of SAE 9310 in the cryogenic condition could be the higher alloy content of nickel in comparison to 18CrNiMo7-6. The higher content of nickel increases the material’s ductility (see e.g. [43, 44, 45]) and therefore forms a counterweight to the increased brittleness caused by the temperature-induced transformation from retained austenite to non-tempered martensite. For the HT+C variants, a possible explanation for the relatively good performance regarding tooth root bending fatigue as well as pitting resistance could be the formation of finely distributed precipitations and the stabilization of retained austenite during tempering as it is described e.g. in [15, 14]. This could increase the local strength in the material while at the same time maintaining ductility.
In comparison to previous investigations [5], the current work mainly confirms the trends observed. Increased surface hardness values and reduced amounts of retained austenite for HTC variants compared to the respective reference could be determined. The changes in surface hardness and amount of retained austenite correlate with the cooling temperature. The surface hardness of the SAE 9310 H+TC variants was also increased significantly by the cryogenic treatment, which was not observed in [5]. The herein presented results show reduced tooth root bending strength numbers for HTC variants which was less pronounced in the previous investigations. [5] Nearly identical tooth root bending strength numbers for the H+TC variants compared to the reference variant could be determined, which is in accordance with [5].
Summarizing, the tooth root load carrying capacity of case-carburized gears made of 18CrNiMo7-6 or SAE 9310 cannot be improved by the application of cryogenic treatments directly after quenching. For cryogenic temperatures of -80 °C as well as -196 °C an obvious decrease of the tooth root bending strength has to be considered in case that the cryogenic treatment is applied directly after the quenching process but before the tempering. Cryogenic treatments after tempering result in similar or slightly higher tooth root bending strength values for the material SAE 9310.
6.2 Pitting load carrying capacity
Regarding the tooth flank load carrying capacity, cryogenic treatments with a temperature of -196 °C before tempering result in a reduction of the reachable number of load cycles until pitting failure in the regime of limited life. This behavior can be observed for the 18CrNiMo7-6 as well as for the SAE 9310. The relative decrease in the reached number of load cycles is in a range from 40…50 %. Investigations on the pitting endurance strength were not carried out systematically.
For the SAE 9310 variants with a cryogenic treatment after the manufacturing process (HT+C), a slight decrease in the pitting endurance limit could be determined. For a cryogenic treatment to -60 °C, the decrease is about 5…10 %. In the regime of limited life, the statistical scattering rises clearly, in particular for the variant B-HT+C-196.
The herein applied cryogenic treatments on case-carburized gears influence the pitting load carrying capacity negatively. Especially for variants with tempering after the final manufacturing (grinding) process, changes in the microgeometry of the test gears could be observed due to the temperature induced transformation from retained austenite to martensite, see Figure 17. The flank bulges on the face edges cause local elevations in Hertzian pressure and therefore non-optimal load distributions on the tooth flanks. The consequences are a higher risk of micropitting and a decreased pitting load carrying capacity.

Exemplary flank bulges on a pitting test pinion of variant B-HT+C-196
Bild 17. Exemplarische Flankenaufwölbungen an einem Laufprüfritzel der Variante B-HT+C-196
7 Conclusion and outlook
In this publication, the load carrying capacity of low pressure carburized and cryogenically treated gears made from the common case hardening steels 18CrNiMo7-6 and SAE 9310 was presented. The results of the tooth root bending and pitting fatigue tests were supplemented by additional metallographic and radiographical investigations and discussed with regard to the state of the art.
The tooth root bending strength of the cryogenically treated variants is similar or smaller in comparison to corresponding reference variants. A negative influence can be observed for the HCT (carburizing and quenching, cryogenic treatment and tempering) variants, particularly. A clear relationship between the cryogenic temperature and the resulting tooth root endurance strength is not obvious.
With regard to the pitting load carrying capacity, the HCT variants show a significant decrease of the service life in the regime of limited life. The variants with low temperature treatment after manufacturing (HT+C) show increased statistical scattering in the regime of limited life and a slight decrease in the pitting endurance strength.
In future investigations, the focus should be on the determination of a threshold temperature below influences on the tooth root and tooth flank load carrying capacity are to be expected. Therefore, investigations with several other cryogenic temperatures are to be carried out.
1 Einleitung
Das Einsatzhärten ist das gebräuchlichste Wärmebehandlungsverfahren für Zahnradanwendungen aus Stahl. Mit diesem bewährten Verfahren lassen sich die Anforderungen an die Materialbeschaffenheit und die Tragfähigkeit der Bauteile erfüllen. Die Anforderungen sind in internationalen und nationalen Normen wie ISO 6336-5 [1], DIN 3990-5 [2] oder AGMA 923-C22 [3] spezifiziert.
Während der Fertigung, aber auch im späteren Betrieb, können Getriebe niedrigen Umgebungstemperaturen ausgesetzt sein. In der Fertigung treten niedrige Temperaturen beispielsweise bei Fügeprozessen auf, bei denen Bauteile (meist Wellen oder Ritzelwellen) gezielt tiefgekühlt werden, um eine Volumenänderung und damit ein bestimmtes Fügemaß zu erreichen. Eine weitere Anwendung von Tieftemperaturbehandlungen im Rahmen des Wärmebehandlungsprozesses ist die gezielte Verringerung des Restaustenitgehalts im Gefüge. Hierfür werden typischerweise Kühlmedien wie Trockeneis (Sublimationspunkt bei -78,5 °C bei Atmosphärendruck) oder flüssiger Stickstoff (Siedepunkt bei -196 °C) eingesetzt. Beim Transport, bei längeren Stillstandszeiten oder im Betrieb können niedrige Temperaturen auftreten, insbesondere, wenn die Anwendung in einer Region mit kalten Umgebungstemperaturen (bis -60 °C) betrieben wird. Die in den Beispielen beschriebenen Fälle unterscheiden sich sowohl im Betrag der erreichten Tiefkühltemperaturen als auch in der Wirkdauer.
Ziel dieser Veröffentlichung ist es, das Wissen über die Auswirkungen von beabsichtigten und unbeabsichtigten Tieftemperaturbehandlungen einsatzgehärteter Zahnräder zu erweitern. Zu diesem Zweck werden umfangreiche Untersuchungen zur Zahnfuß- und Grübchentragfähigkeit von tieftemperaturbehandelten Zahnrädern durchgeführt und im Hinblick auf die Werkstoffeigenschaften und auftretende temperaturbedingte Eigenschaftsveränderungen analysiert.
Die vorliegende Arbeit basiert auf dem FVA-Forschungsprojekt 612 II [4], das in Kooperation zwischen dem Leibniz-IWT Bremen und der Forschungsstelle für Zahnräder und Getriebesysteme (FZG) durchgeführt wurde.
2 Stand der Technik
Der herkömmliche Einsatzhärtungsprozess führt zu einem Randschichtgefüge, das aus Martensit und, je nach den gewählten Prozessparametern, einem mehr oder weniger hohen Anteil an Restaustenit besteht. Es ist möglich, den Restaustenitgehalt durch Tieftemperaturbehandlungen nach dem Abschrecken weiter zu reduzieren. Dies kann je nach Anwendungsfall notwendig sein, um die Anforderungen an das Randschichtgefüge zu erfüllen, die z. B. in ISO 6336-5 [1], DIN 3990-5 [2] oder AGMA 923-C22 [3] festgelegt sind.
Gemäß ISO 6336-5 [1] ist ein maximaler Restaustenitgehalt von 30 Vol.-% zulässig, wobei das Gefüge überwiegend aus feinem, nadelförmigem Martensit bestehen soll. Der Restaustenitanteil ist durch metallographische Prüfung zu ermitteln. Um die Anforderungen der Werkstoffqualität ME zu erfüllen, muss der Restaustenit gleichmäßig im Gefüge verteilt sein. DIN 3990-5 [2] legt für die Werkstoffqualität ME einen maximalen Restaustenitgehalt von 20 Vol.-% fest, sofern der Restaustenit fein verteilt ist. Nach dem US-Informationsblatt AGMA 923-C22 [3] ist analog zu ISO 6336-5 ein maximaler Restaustenitgehalt von 30 Vol.-% zulässig. Darüber hinaus wird im Bereich hoher Restaustenitgehalte eine lokale Mindesthärte von 58 HRC gefordert.
In einer früheren Veröffentlichung von Kratzer et al. [5] wurden Ergebnisse zur Zahnfußtragfähigkeit von 13 tieftemperaturbehandelten Varianten vorgestellt. Alle Varianten wurden aus dem Einsatzstahl 18CrNiMo7-6 hergestellt. Bei allen Varianten, die vor dem Anlassen tieftemperaturbehandelt wurden (HCT), stieg die Oberflächenhärte im Vergleich zur entsprechenden Referenz (einsatzgehärtet ohne Tiefkühlen nach den Empfehlungen der ISO 6336-5 [1]) und gleichzeitig nahm der Restaustenitgehalt in der Randschicht ab. Ähnliche Härtewerte wie für die HCT-Varianten wurden auch für die entsprechenden Varianten mit einer Tieftemperaturbehandlung nach dem Anlassen (H+TC) ermittelt. Die Menge an Restaustenit nimmt tendenziell mit abnehmender Tiefkühltemperatur ab, jedoch ist dieser Effekt bei den H+TC-Varianten relativ schwach ausgeprägt. Die Eigenspannungen der nicht gestrahlten Varianten zeigen erhöhte Werte, wenn die Tieftemperaturbehandlung vor dem Anlassen durchgeführt wird. Kugelgestrahlte Varianten weisen höhere Eigenspannungen auf, wenn die Tiefkühltemperatur gesenkt wird. Hinsichtlich der Zahnfußtragfähigkeit zeigen die kugelgestrahlten Varianten im Vergleich zur Referenz keine großen Unterschiede. Andererseits ist die Zahnfußtragfähigkeit der nicht gestrahlten Varianten und der Varianten mit höheren Restaustenitanteilen im Vergleich zur Referenz reduziert, siehe auch [6].
Untersuchungen zum Eigenspannungszustand von Proben aus dem Werkstoff En 353 wurden von Bensely et al. [7] durchgeführt. Der Autor empfiehlt nachdrücklich ein Anlassen nach einer Tieftemperaturbehandlung, da sonst Oberflächenrisse im Bauteil verbleiben und diese Lebensdauer drastisch reduzieren könnten. Die Eigenspannungen sind im tiefgekühlten Zustand am höchsten und nehmen während des Anlassens ab. Ermüdungsversuche wurden dabei nicht durchgeführt [7]. In [8] werden die Beobachtungen von [7] bestätigt und es wird ein negativer Einfluss von Tieftemperaturbehandlungen auf die Biegeschwellfestigkeit festgestellt. Der nachteilige Effekt wird auch in [9] beschrieben und wird durch hohe Zugeigenspannungen im Restaustenit erklärt.
Stratton [10] kommt in seinen Untersuchungen zu dem Schluss, dass es keinen negativen Einfluss auf die Verschleißfestigkeit und die Umlaufbiegefestigkeit von einsatzgehärteten Proben aus typischen Einsatzstählen wie 20MnCr5 und 17CrNiMo6 gibt. Das Tiefkühlen wurde vor dem Anlassen bei verschiedenen Temperaturen im Bereich von -70…-196 °C durchgeführt. In einer anderen Veröffentlichung untersuchte Stratton [11] die Wirkung eines zusätzlichen Anlassens vor der Tieftemperaturbehandlung für drei Einsatzstähle (16MnCr5, 17CrNiMo6, SAE 9310). Er konnte keine signifikanten Unterschiede zwischen Varianten feststellen, die vor dem Anlassen bzw. nach dem zusätzlichen Anlassen tieftemperaturbehandelt wurden. Ähnliche Untersuchungen wurden von Preciado durchgeführt [12], die zu dem Schluss kam, dass eine tiefe Kryobehandlung die Verschleißfestigkeit verbessert. Für Zahnräder mit Tieftemperaturbehandlung nach dem Anlassen konnten in der Literatur trotz intensiver Suche keine weiteren Untersuchungen zur Zahnfuß- und Grübchentragfähigkeit gefunden werden.
In simulativen Untersuchungen zu Tiefkühlbehandlungen für aufgekohlte Zustände [13] konnten die Autoren zeigen, dass sich Kohlenstoff in der Martensitmatrix ausscheidet und sich mit anderen Legierungselementen zu Metallcarbiden verbindet. Diese Carbide erhöhen die lokale Festigkeit des Werkstoffs. Darüber hinaus unterstützt eine tiefe Tieftemperaturbehandlung die Umwandlung von Restaustenit in Martensit, die mit einem Anstieg der Härte einhergeht. Diese Beobachtungen wurden durch [14] in experimentellen Untersuchungen bestätigt. In [15] wird beschrieben, dass die Umwandlungskinetik temperatur- und zeitabhängig ist und die Art des vorliegenden Martensits (Latten- oder Plattenmartensit) bestimmt.
3 Untersuchungen
3.1 Ziel der Untersuchungen
Ziel der hier vorgestellten Untersuchungen ist es, das Wissen über den Einfluss von Tieftemperaturbehandlungen auf die Zahnradtragfähigkeit zu erweitern. Zu diesem Zweck wurden mehrere Varianten aus den beiden Werkstoffen 18CrNiMo7-6 (vormals 17CrNiMo6) und SAE 9310 entsprechend einsatzgehärtet und verschiedenen Tieftemperaturbehandlungen unterzogen. Die Versuchsvarianten wurden hinsichtlich ihrer Zahnfuß- und Grübchentragfähigkeit analysiert. Zur Charakterisierung der vorhandenen Gefügezustände wurden umfangreiche Begleituntersuchungen durchgeführt. Die Gesamtheit der Ergebnisse erlaubt eine umfassende Einordnung der Forschungsergebnisse in den Stand des Wissens und eine Analyse der Wechselwirkungen zwischen Tieftemperaturbehandlungen und der resultierenden Zahnradtragfähigkeit. Die in dieser Arbeit vorgestellten Ergebnisse können dazu beitragen, die Wärmebehandlung von hochbelasteten Getriebekomponenten noch genauer einzustellen und mit den Anforderungen an den Werkstoffzustand und die Festigkeitseigenschaften in Einklang zu bringen.
3.2 Untersuchte Varianten und Umfang der Versuche
Die untersuchten Varianten wurden aus den beiden typischen Einsatzstählen 18CrNiMo7-6 und SAE 9310 hergestellt. Insgesamt wurden acht Varianten untersucht, von denen zwei Referenzvarianten für beide Werkstoffe sind. In Tabelle 1 und 2 wird die gemessene chemische Zusammensetzung der beiden verwendeten Werkstoffchargen mit den entsprechenden minimal und maximal zulässigen Werten nach DIN EN ISO-683-3 [16] bzw. SAE J1249 [17] verglichen. Die Messwerte wurden mittels optischer Emissionsspektroskopie (OES) ermittelt. Es kann festgestellt werden, dass alle gemessenen Elementgehalte innerhalb der Toleranzen liegen.
In einem ersten Schritt wurden die Stahlrohlinge aller Varianten mit einem Wälzfräser vorbearbeitet und anschließend einsatzgehärtet. Die Einsatzhärtung erfolgte in einem Niederdruckaufkohlungsprozess (LPC) mit integrierter Ölabschreckung. Die Aufkohlungstemperatur lag für alle Varianten bei 940 °C und die Härtetemperatur bei 840 °C. Die Abschreckung erfolgte bei einer Temperatur von 60 °C für 30 min. Vier Varianten wurden vor dem Anlassen tiefgekühlt, zwei nach dem Anlassen. Das Anlassen selbst erfolgte mittels Luftumwälzung bei einer Temperatur von 180 °C für 2 h. Die Anlasstemperatur wurde bei den tieftemperaturbehandelten Varianten nicht angepasst, um explizit den Einfluss der Tieftemperaturbehandlung zu untersuchen.
Für die Tieftemperaturbehandlung der untersuchten Varianten wurden zwei verschiedene Methoden angewandt. Die Varianten mit einer Tiefkühltemperatur von -60 °C und -80 °C wurden in einer handelsüblichen Gefrierbox mit einer Injektion von flüssigem Stickstoff behandelt. Die Behandlung der Varianten mit einer Tiefkühltemperatur von -196 °C erfolgte in einem Dewar-Gefäß mit flüssigem Stickstoff und einem Gesamtvolumen von etwa 100 Litern. Die Temperatur wurde bei beiden Verfahren kontinuierlich mithilfe von Thermoelementen messtechnisch erfasst, die an entsprechenden Prüfkörpern angebracht waren. Der Einfluss der Abkühlgeschwindigkeit ist nicht Teil der hier vorgestellten Untersuchungen, könnte sich aber auf die resultierenden Materialeigenschaften auswirken und wird in nachfolgenden Forschungsprojekten untersucht.
Die untersuchten Varianten sind in Tabelle 3 aufgeführt. Die Variante A-Ref ist die Referenzvariante für den Einsatzstahl 18CrNiMo7-6 (Werkstoff A). Für diesen Werkstoff wurden zwei weitere Varianten untersucht. Beide wurden nach dem Abschrecken und vor dem Anlassen tiefgekühlt, um insbesondere den Restaustenitgehalt zu reduzieren. Die Variante A-HCT-80 wurde auf -80 °C und die Variante A-HCT-196 auf -196 °C abgekühlt. Der Einsatzstahl SAE 9310 (Werkstoff B) wurde in fünf Varianten untersucht. Die entsprechende Referenzvariante wird als B-Ref bezeichnet. Für die Varianten B-HCT-80 und B-HCT-196 wurde die gleiche Tieftemperaturbehandlung wie für die entsprechenden 18CrNiMo7-6-Varianten angewendet. Die Varianten B-HT+C-60 und B-HT+C-196 wurden nach der Wärmebehandlung (Aufkohlen und Anlassen) und der Strahlbehandlung tieftemperaturbehandelt. Die Variante B-HT+C-60 wurde auf -60 °C abgekühlt, um eine extrem niedrige Umgebungstemperatur zu simulieren, während die Variante B-HT+C-196 auf -196 °C abgekühlt wurde. Dies könnte bei Fügeprozessen mit flüssigem Stickstoff der Fall sein.
Für die Tragfähigkeitsuntersuchungen wurden Prüfzahnräder mit den Hauptverzahnungsdaten nach Tabelle 4 verwendet.
Alle untersuchten Prüfzahnräder wurden nach dem Anlassen reinigungsgestrahlt, um eine bessere Vergleichbarkeit untereinander zu erreichen und um bei den Laufprüfrädern eine ausreichende Zahnfußtragfähigkeit zu gewährleisten. Nach der Wärmebehandlung, der Tieftemperaturbehandlung und der Strahlbehandlung wurden die Zahnflanken der Laufprüfräder hartfeinbearbeitet, um die geforderten Eigenschaften hinsichtlich der Verzahnungsgeometrie und eine geringe Oberflächenrauheit zu erreichen.
3.3 Prüfstände und Prüfbedingungen
Die Zahnfußtragfähigkeit wurde auf hydraulischen und elektromagnetisch erregten Pulsatorprüfständen untersucht. In Bild 1 links ist eine schematische Darstellung eines elektromagnetischen Pulsatorprüfstands zu sehen. Das Pulsatorprüfrad wird über vier Zähne zwischen zwei planparallelen Backen eingespannt, sodass die sinusförmige Kraft in der Nähe des Punktes D der Eingriffsstrecke (Ende des Einzeleingriffsgebiets) aufgebracht wird. An diesem Punkt tritt die maximale Biegespannung bei kämmenden Zahnrädern auf. Zur Bestimmung der Zahnfußtragfähigkeit wurden Untersuchungen im Bereich der Dauerfestigkeit bei konstanter Belastung während jedes Prüflaufs nach dem Treppenstufenverfahren durchgeführt. Die Auswertung der Ergebnisse erfolgte mit dem verbesserten Auswerteverfahren nach Hück [18]. Die maximale Lastwechselzahl pro Prüflauf wurde auf 6 × 106 gemäß der FVA-Richtlinie 563 I festgelegt [19]. Für alle Varianten außer der Referenz A-Ref des Werkstoffs 18CrNiMo7-6 wurde für die Ermittlung der Wöhlerlinien eine statistische Standard-Versuchsbelegung von 10–12 Versuchspunkten im Dauerfestigkeitsgebiet verwendet. Die Variante A-Ref wurde mit einer reduzierten Anzahl von 7 Prüfläufen untersucht.
Für die Untersuchungen zur Grübchentragfähigkeit wurde ein genormter FZG-Zahnradverspannungsprüfstand mit einem Achsabstand von 91,5 mm verwendet. Der Prüfstand ist in DIN ISO 14635-1 beschrieben [20] und in Bild 1 rechts dargestellt. Das Ritzel wurde auf der Motorseite montiert, sodass dessen Drehzahl identisch mit der Motordrehzahl von 3000 U/min war. Die Grenzlastspielzahl für das Ritzel betrug 100 × 106 nach FVA-Richtlinie 563 I [19]. Das Drehmoment wurde auf der Seite des angetriebenen Rades aufgebracht. Die Prüfzahnräder wurden mit einem Referenzöl des Typs FVA 3A [21] geschmiert, einem Mineralöl der Viskositätsklasse ISO VG 100 und einem Schwefel-Phosphor-Additivpaket (4 % Anglamol 99). Die Einspritztemperatur des Schmierstoffs wurde auf 60 °C (±2 °C) und der Ölvolumenstrom auf 2 l/min geregelt. Diese Versuchsbedingungen stehen im Einklang mit früheren Forschungsprojekten [22, 23, 24].
Die Grübchentragfähigkeitsuntersuchungen wurden sowohl im Bereich der Dauerfestigkeit als auch im Bereich der Zeitfestigkeit durchgeführt. Die Varianten A-Ref, A-HCT-196, B-HT+C-196 und B-HCT-196 wurden in Stichversuchen untersucht. Die beiden anderen Varianten B-Ref und B-HT+C-60 wurden mit einer reduzierten statistischen Versuchsbelegung von etwa 7…9 Prüfläufen mit Schwerpunkt auf der Dauerfestigkeit untersucht.
4 Ergebnisse der Untersuchungen
Im Folgenden werden die Ergebnisse der umfangreichen experimentellen und versuchsbegleitenden Untersuchungen vorgestellt und diskutiert. In einem ersten Schritt werden die Prüfzahnräder hinsichtlich des vorliegenden Randschichtgefüges, der Härte und der Einsatzhärtungstiefe, der Eigenspannungen und des Restaustenitgehalts charakterisiert. Alle versuchsbegleitenden Untersuchungen wurden an Prüfteilen im Neuzustand nach der Fertigung durchgeführt.
4.1 Mikrostruktur
Die Randschichtgefüge der Pulsatorprüfräder wurden mittels lichtoptischer metallographischer Untersuchung im ungeschliffenen Zahnfußbereich der unbelasteten Verzahnung nahe der 30°-Tangente analysiert. Die Ergebnisse sind in Tabelle 5 zusammengestellt.
Alle Randschichtgefüge liegen im wärmebehandelten, tiefgekühlten und reinigungsgestrahlten Zustand vor. Aufgrund des Niederdruck-Aufkohlungsprozesses liegt keine Randoxidation an der Bauteiloberfläche der Prüfzahnräder vor.
Das Mikrogefüge der Referenzvariante aus 18CrNiMo7-6 zeigt überwiegend feinen, nadelförmigen Martensit mit einem gewissen Anteil an Restaustenit in einem Bereich von etwa 20 %. Der Restaustenit im untersuchten Schliff ist überwiegend homogen verteilt. Anzeichen für ausgeschiedene Carbide sind nicht zu erkennen. Die entsprechenden, tieftemperaturbehandelten Varianten A-HCT-80 und A-HCT-196 zeigen ein Gefüge mit einem etwas geringeren Anteil an Restaustenit im Vergleich zur Referenz. Ein signifikanter Unterschied hinsichtlich des Restaustenitgehalts lässt sich aus der metallographischen Untersuchung beider Varianten nicht ableiten. Der Martensit liegt in einer weniger nadelförmigen Form vor.
Die Referenz aus dem Werkstoff SAE 9310 weist im Vergleich zur Referenz aus 18CrNiMo7-6 einen etwas geringeren Restaustenitgehalt auf. Die tieftemperaturbehandelten Varianten zeigen sehr ähnliche Gefüge, unabhängig von der Reihenfolge des Anlassens und der Tieftemperaturbehandlung. Der Martensit ist weniger nadelförmig ausgeprägt als bei der Referenzvariante.
Die Randschichtgefüge der Laufprüfräder sind denen der oben vorgestellten Pulsatorprüfräder sehr ähnlich. Daher werden sie in dieser Veröffentlichung nicht im Detail dargestellt. Insgesamt können die untersuchten Schliffbilder als typisch für einsatzgehärtete und tieftemperaturbehandelte Zahnräder eingeordnet werden. Die gewünschten Wärmebehandlungszustände konnten eingestellt werden.
4.2 Härteprofile und CHD-Werte
Die Härtetiefenverläufe wurden an den Pulsatorprüfrädern im ungeschliffenen Zahnfußbereich am Berührungspunkt der 30°-Tangente und bei den Laufprüfrädern an der geschliffenen Zahnflanke auf Höhe des Wälzkreises gemessen. Alle Werte stellen den Ausgangszustand vor den Prüfläufen dar. Die Vickers-Härteprüfung nach ISO 6507-1 [26] wurde für je ein Prüfzahnrad jeder Variante angewendet. Es wurden beide Zahnflanken untersucht und das arithmetische Mittel ist in den folgenden Diagrammen dargestellt.
In Bild 2 sind die Härtetiefenverläufe der ungeschliffenen Pulsatorprüfräder für die acht Varianten dargestellt. Zur Bestimmung der Einsatzhärtungstiefe nach ISO 18203 ist zudem die Grenzhärte von 550 HV [27] angegeben.
Das Diagramm zeigt typische Härtetiefenverläufe für einsatzgehärtete Zahnräder. Für die Referenzvariante A-Ref aus 18CrNiMo7-6 ergibt sich eine Randhärte von etwa 730 HV 1 (siehe auch Bild 3) und es ist ein sanfter Übergang zum Kern zu beobachten. Die Kernhärte liegt im Bereich von 450 HV 1. Die entsprechenden tieftemperaturbehandelten Varianten A-HCT-80 und A-HCT-196 haben ähnliche Härteprofile, unterscheiden sich aber im oberflächennahen Bereich. Die Randhärte beider Varianten liegt im Bereich von 800 HV 1, was fast 10 % höher ist als bei der Referenz aus 18CrNiMo7-6. Die SAE 9310-Varianten weisen im Vergleich zu den 18CrNiMo7-6-Varianten insgesamt niedrigere Härtewerte auf. Die SAE 9310-Referenz (B-Ref) hat eine Randhärte von 673 HV 1, was 8 % niedriger ist als bei der 18CrNiMo7-6 -Referenz. Dennoch lassen sich für den Werkstoff SAE 9310 die gleichen Tendenzen beobachten wie für den 18CrNiMo7-6. Die Varianten B-HCT-80 und B-HCT-196, die direkt nach dem Abschrecken tieftemperaturbehandelt wurden, weisen höhere Randhärtewerte auf als die entsprechende Referenz. Die relativen Steigerungen betragen etwa 7 % für die Variante B-HCT-80 und etwa 10 % für die Variante B-HCT-196. Die Tieftemperaturbehandlung nach dem Anlassen führt ebenfalls zu einer Härtesteigerung. Die Varianten B-HT+C-60 und B-HT+C-196 besitzen eine Randhärte von 700 HV 1 bzw. 726 HV 1. Im Allgemeinen liegt die Kernhärte der SAE 9310-Varianten in einem Bereich von 400 HV 1 und damit etwa 11 % unter der Kernhärte von 18CrNiMo7-6 aufgrund der geringeren Härtbarkeit im Vergleich zum 18CrNiMo7-6. Die Werte der Randhärte sind in Bild 3 für eine bessere Anschaulichkeit zusammengefasst.
Für die geschliffenen Laufprüfräder sind die Härtetiefenverläufe auf der Zahnflanke in der Nähe des Wälzkreises in Bild 4 dargestellt. Es fällt auf, dass die Randhärte im Vergleich zu den im Zahnfußbereich gemessenen Werten der Pulsatorprüfräder niedriger ist. Die Verhältnisse zwischen den tieftemperaturbehandelten Varianten und der jeweiligen Referenzvariante sind jedoch identisch. Bei allen tieftemperaturbehandelten Varianten ist ein Anstieg der Oberflächenhärte von 5…11 % festzustellen, siehe Bild 5.
Mithilfe der Härtetiefenverläufe werden die Einsatzhärtungstiefen (CHD) der Pulsator- und Laufprüfräder ermittelt. Für die acht untersuchten Pulsatorvarianten können die Ergebnisse Bild 6 entnommen werden. Die drei 18CrNiMo7-6-Varianten überschreiten leicht die gängigen Empfehlungen für eine optimale CHD hinsichtlich der Zahnfußtragfähigkeit nach [28] und [29] (CHDF,opt ≈ 0.1…0.2 × mn). Die SAE 9310-Varianten zeigen CHD-Werte zwischen 0,81 mm und 0,88 mm und liegen damit im empfohlenen Wertebereich. Ein Einfluss der Tieftemperaturbehandlung auf die resultierende Einsatzhärtungstiefe ist auf Basis der vorliegenden Ergebnisse nicht gegeben.
Die entsprechenden CHD-Werte, die an der Zahnflanke der Laufprüfräder gemessen wurden, bestätigen im Wesentlichen die Ergebnisse der CHD-Messungen an den Pulsatorprüfrädern, siehe Bild 7. Alle Varianten mit Ausnahme von B-Ref erfüllen die Empfehlungen für eine optimale CHD hinsichtlich der Grübchentragfähigkeit (CHDH,opt ≈ 0,15…0,4 × mn) nach [1].
4.3 Eigenspannungen und Restaustenit
Alle Varianten wurden zusätzlich mittels Röntgendiffraktometrie untersucht, um die Eigenspannungen in axialer Richtung und den Restaustenitgehalt in der Randschicht nach der Fertigung zu bestimmen. Während die Pulsatorprüfräder im Zahnfußbereich analysiert wurden, wurden die Eigenspannungen der Laufprüfräder im Bereich des Wälzkreises auf der geschliffenen Zahnflanke gemessen. Die Berechnung der Eigenspannungswerte erfolgte nach dem sin2ψ-Verfahren. Die wichtigsten Parameter der röntgenographischen Messungen sind in Tabelle 6 dokumentiert.
Bild 8 zeigt die Eigenspannungskomponenten im Zahnfußbereich der Pulsatorprüfräder, wobei die Maximalwerte mit der zugehörigen Standardabweichung angegeben sind. Die Referenz aus 18CrNiMo7-6 weist maximale Druckeigenspannungen von etwa -350 N/mm2 auf, was im unteren Bereich für einsatzgehärtete und reinigungsgestrahlte Zahnräder liegt. Für die tieftemperaturbehandelten Varianten A-HCT-80 und A-HCT-196 konnten geringere Eigenspannungsbeträge ermittelt werden. Die Referenz aus SAE 9310 zeigt einen Maximalwert von mehr als -400 N/mm2. Bei diesem Stahl können unterschiedliche Tendenzen beobachtet werden. Die Variante B-HCT-80 weist im Vergleich zu B-Ref geringere Eigenspannungen auf, während die Variante B-HCT-196 fast auf dem gleichen Niveau wie B-Ref liegt. Für die nach dem Anlassen tieftemperaturbehandelte Variante B-HT+C-196 wurden die höchsten Eigenspannungen aller Pulsatorvarianten ermittelt. Die Variante B-HT+C-60 ist vergleichbar mit der Variante B-HCT-80.
Die Ergebnisse der Restaustenitmessungen an den Pulsatorprüfrädern sind in Bild 9 dargestellt. Die Höhe der Balken stellt den Medianwert des Restaustenitgehalts dar, die in einem Tiefenbereich von > 20 μm und < 350 μm ausgewertet wurde, um Oberflächeneffekte auszuschließen. Die Fehlerbalken repräsentieren die minimalen und maximalen Messwerte.
Das konventionell niederdruckaufgekohlte 18CrNiMo7-6-Referenz A-Ref weist einen typischen Restaustenitgehalt von etwa 20 Vol.-% auf. Die Tieftemperaturbehandlungen direkt nach dem Abschrecken führen zu einer Verringerung des Restaustenitgehalts, wie es aufgrund der thermisch induzierten Umwandlung von Restaustenit in nicht abgeschreckten Martensit zu erwarten ist. Während der Medianwert für die Variante A-HCT-80 zwischen 5 und 10 Vol.-% liegt, zeigt die Variante A-HCT-196 einen Medianwert von 0 Vol.-% und einen Maximalwert von etwa 13 Vol.-%. Der Werkstoff SAE 9310 zeigt ein ähnliches Verhalten wie der 18CrNiMo7-6. Die B-Ref-Variante weist einen Restaustenitgehalt von ca. 18 Vol.-% auf. Die Variante B-HCT-80 zeigt einen vergleichbaren Anteil wie die entsprechende 18CrNiMo7-6-Variante A-HCT-80, jedoch mit einer geringeren Streuung. Die Variante B-HCT-196 weist einen mittleren Restaustenitgehalt von 0 Vol.-% auf, wie er auch bei der Variante A-HCT-196 festgestellt wurde. Die Verringerung des Restaustenits ist bei den H+TC-Varianten relativ betrachtet geringer, aber im Vergleich zur Referenz aus SAE 9310 ebenfalls signifikant.
Die gemessenen Restaustenitgehalte (Index ‚y‘) im Zahnfußbereich wurden mit berechneten Werten Vγ,calc nach dem Ansatz von Koistinen und Marburger verglichen [30]:
Für die Berechnung wird die Martensitstarttemperatur Ms benötigt und daher nach dem Ansatz von Kunitake [31] aus der chemischen Zusammensetzung des Werkstoffs und dem Kohlenstoffanteil in der aufgekohlten Randschicht berechnet. Andere Ansätze, z. B. [32, 33] wurden ebenfalls betrachtet, führen aber zu einer geringeren Übereinstimmung und neigen dazu, den Restaustenitgehalt für die untersuchten Varianten zu überschätzen. Die Gleichung von Koistinen und Marburger wurde ursprünglich für Ms > Tq > -80 °C ermittelt, wobei Tq die niedrigste während des Abschreckens erreichte Temperatur ist. Im Rahmen dieser Arbeit wurde der Gültigkeitsbereich aufgrund der gewählten Tiefkühltemperaturen bewusst überschritten. Die Temperatur Tq wurde unter Berücksichtigung der absoluten Abkühltemperatur TC und der Reihenfolge der Tieftemperaturbehandlung im gesamten Wärmebehandlungsprozess für jede Variante in folgender Weise modifiziert:
Tquench steht für die Abschrecktemperatur, die bei allen untersuchten Varianten 60 °C betrug.
Eine Veränderung des Restaustenitgehalts durch das Anlassen (Luftumwälzung bei 180 °C für 2 h) wird gemäß [34, 35] nicht angenommen. Der Einfluss des Strahlprozesses auf den Restaustenitgehalt wurde aufgrund seiner geringen Strahlintensität, die relativ geringe Druckeigenspannungen verursacht, vernachlässigt. Außerdem wurden die Berechnungen nur für die Pulsatorvarianten und nicht für die Grübchenvarianten durchgeführt, da beim Schleifen die Randschicht teilweise abgetragen wird. Daher weichen die berechneten Restaustenitgehalte von den gemessenen Werten ab.
Die Ergebnisse der Berechnungen sind in Bild 10 dargestellt. Auf der Abszisse ist der mittels Röntgendiffraktometrie gemessene Medianwert an Restaustenit Vγ,X-ray zusammen mit den entsprechenden Minimal- und Maximalwerten abgebildet. Auf der Ordinate sind die berechneten Werte des Restaustenitgehalts Vγ,calc aufgetragen. Das Diagramm zeigt eine gute Korrelation zwischen den gemessenen und den berechneten Werten des Restaustenitgehalts. Alle Varianten liegen innerhalb der Toleranz von ±5 Vol.-%. Obwohl die Anzahl der Varianten gering und die Streuung der Messwerte vergleichsweise hoch ist, beweist die vorgestellte Berechnungsmethode die grundsätzliche Anwendbarkeit für niederdruckgekohlte und tieftemperaturbehandelte Zahnräder.
Bild 11 zeigt die Ergebnisse der Eigenspannungsmessungen an den Zahnflanken der Laufprüfräder im Neuzustand vor den Prüfläufen. Sie sind im Hinblick auf den Einfluss des Schleifprozesses zu interpretieren, der gegenüber den aus der Wärmebehandlung und dem Strahlen resultierenden Eigenspannungen – insbesondere in Oberflächennähe – dominant sein kann. Die höchsten Druckeigenspannungen wurden für die Referenzvariante aus 18CrNiMo7-6 mit einem Betrag von etwa -550 N/mm2 (an der Oberfläche) gefunden. Die Eigenspannungen der Variante A-HCT-196 liegen deutlich niedriger in einem Bereich von -250 N/mm2. Die SAE 9310-Varianten weisen maximale Druckeigenspannungen von -225 N/mm2 bis -366 N/mm2 auf. Die Eigenspannungen der Variante B-HCT-196 sind unter Vernachlässigung der Messunsicherheit identisch mit denen der entsprechenden 18CrNiMo7-6-Variante A-HCT-196. Die beiden Varianten mit Tieftemperaturbehandlung nach der Fertigung weisen etwas höhere maximale Druckeigenspannungen auf als die SAE 9310-Referenz B-Ref.
Die gemessenen Restaustenitgehalte an den Laufprüfrädern sind in Bild 12 dargestellt. Die höchsten Medianwerte konnten für die beiden Referenzvarianten A-Ref und B-Ref ermittelt werden. Für die Varianten H-CT-196 ist eine signifikante Abnahme von über 70 % (18CrNiMo7-6) und fast 50 % (SAE 9310) im Vergleich zu ihrer jeweiligen Referenz zu beobachten. Der Medianwert des Restaustenitgehalts ist bei der Variante B-HT+C-60 im Vergleich zur Variante B-HCT-196 identisch, der maximal detektierte Wert liegt jedoch wesentlich höher. Die Variante B-HT+C-196 hat den niedrigsten Restaustenitgehalt aller untersuchten Varianten zur Untersuchung der Grübchentragfähigkeit.
4.4 Ermüdungsversuche
Die Bestimmung der Zahnfußtragfähigkeit wurde in mehreren Einstufenversuchen auf Pulsatorprüfständen durchgeführt (siehe oben). Für jede Variante wurde die Wöhlerlinie aus Versuchen im Dauer- und Zeitfestigkeitsgebiet ermittelt. Für alle Pulsatorvarianten mit Ausnahme der 18CrNiMo7-6-Referenz A-Ref wurde eine statistische Standard-Versuchsbelegung angewendet. Diese umfasst 10…12 Versuche im Bereich der Dauerfestigkeit und in der Regel 5 Versuche auf jeweils zwei diskreten Lasthorizonten im Bereich der Zeitfestigkeit. Die Zahnfuß-Nennspannung σF0 wurde aus der aufgebrachten Pulsatorkraft nach ISO 6336-3 [36] bzw. DIN 3990-3 [37] berechnet. Die dauerfest ertragbare Zahnfuß-Nennspannung σF0∞,50 % für eine Ausfallwahrscheinlichkeit von 50 % wurde nach der verbesserten Auswertemethode nach Hück [18] ermittelt. Im Bereich der Zeitfestigkeit wurden die Versuche unter Berücksichtigung einer logarithmischen Normalverteilung auf jeder Laststufe ausgewertet [38]. Die Wöhlerlinie im Bereich der Zeitfestigkeit ist definiert durch das Lastniveau und die entsprechende mittlere Bruchlastspielzahl bis zum Zahnfußbruch, angegeben mit einer Ausfallwahrscheinlichkeit von 50 %. Die Wöhlerlinie ist demnach vollständig definiert durch die dauerfest ertragbare Zahnfuß-Nennspannung σF0∞,50 %, die Knicklastspielzahl ND,50 % und die Steigung k50 % des Zeitfestigkeitsastes.
Bild 13 zeigt die Wöhlerlinien der drei 18CrNiMo7-6-Varianten. Für die Variante A-Ref wurde eine dauerfest ertragbare Zahnfuß-Nennspannung σF0∞,50 % von ca. 1100 N/mm2 ermittelt, die für eine konventionell einsatzgehärtete und reinigungsgestrahlte Variante der Erwartung entspricht, siehe z. B. [22, 5]. Die Zahnfuß-Dauerfestigkeit ist bei der Variante A-HCT-80 um etwa 10 % und bei der Variante A-HCT-196 um etwa 14 % reduziert. Es ist also davon auszugehen, dass eine Absenkung der Tiefkühltemperatur zu sinkenden Dauerfestigkeitswerten in Abhängigkeit vom Absolutwert der Tiefkühltemperatur führt. Bemerkenswert sind auch die nahezu identischen Steigungen der drei Wöhlerlinien im Bereich der Zeitfestigkeit.
Die entsprechenden Ergebnisse für den Werkstoff SAE 9310 sind in Bild 14 dargestellt. Für eine bessere Vergleichbarkeit der beiden Werkstoffe wurde die Wöhlerlinie der A-Ref-Variante hinzugefügt. Die Referenz des SAE 9310 weist eine dauerfest ertragbare Zahnfuß-Nennspannung von σF0∞,50 % = 1194 N/mm2 auf, die um 8 % höher liegt als die der Referenz aus 18CrNiMo7-6. Die Ergebnisse der Varianten B-HCT-80 und B-HCT-196 stehen im Widerspruch zu den entsprechenden 18CrNiMo7-6-Varianten. Die Zahnfuß-Dauerfestigkeit der Variante B-HCT-80 ist niedriger als die der Variante B-HCT-196, die nahezu auf dem Niveau der Variante B-Ref liegt. Die Tieftemperaturbehandlung nach dem Anlassen und Strahlen führt zu einer ähnlichen (B-HT+C-60) oder leicht erhöhten (B-HT+C-196) Zahnfuß-Dauerfestigkeit im Vergleich zur SAE 9310-Referenz. Die relative Differenz zwischen der Variante B-HT+C-196 und der Referenz liegt in einem Bereich von etwa 5 %. Im Vergleich zur 18CrNiMo7-6-Referenz erreichen alle SAE 9310-Varianten außer B-HCT-80 ähnliche oder höhere Werte hinsichtlich der Zahnfuß-Dauerfestigkeit. Die Steigungen der Zeitfestigkeitsäste sind fast identisch, sodass hier kein Einfluss der Tieftemperaturbehandlungen vorliegt.
Im Folgenden werden die Ergebnisse der Grübchentragfähigkeitsuntersuchungen vorgestellt. Die Grübchentragfähigkeit wurde in Laufversuchen auf dem oben beschriebenen FZG-Zahnradverspannungsprüfstand ermittelt. Aufgrund des hohen Zeitaufwandes wurden die meisten Varianten nur mit 2…3 Versuchsläufen im Bereich der Zeitfestigkeit auf einem konstanten Lastniveau von σH0 = 1700 N/mm2 untersucht. Für die Auswertung der Versuchsergebnisse wird eine Weibull-Verteilung der Bruchlastspielzahlen angenommen, siehe [38]. Für die Varianten B-Ref und B-HT+C-60 wurde die dauerfest ertragbare Flankenpressung σH0∞,50 % durch bis zu 5 Versuche ermittelt und nach der Probit-Methode ausgewertet [39]. Die Berechnung der nominellen Flankenpressung σH0 erfolgte nach dem Verfahren gemäß ISO 6336-2 [40] bzw. DIN 3990-2 [41].
Die Ergebnisse der experimentellen Grübchentragfähigkeitsuntersuchungen können Bild 15 entnommen werden. Auf der Ordinate ist für jede der sechs untersuchten Varianten die Anzahl der Lastwechsel bis zum Ausfall durch Grübchen aufgetragen. Die Referenz 18CrNiMo7-6 zeigt eine durchschnittliche Ausfalllastspielzahl von etwa 35 Millionen. Die tieftemperaturbehandelte Variante A-HCT-196 versagt nach 20 Millionen Lastwechseln und damit etwa 40 % früher als A-Ref. Die durchschnittliche Ausfalllastspielzahl der SAE 9310-Referenz liegt in der gleichen Größenordnung. Die Varianten B-HCT-196 und B-HT+C-60 versagen im Vergleich zur Variante B-Ref tendenziell früher, wobei bei der Variante B-HT+C-60 ein Durchläufer berücksichtigt werden muss. Die längste Lebensdauer aller Varianten konnte für die Variante B-HT+C-196 mit einem Grübchenschaden nach bei 100 Millionen Lastwechseln beobachtet werden.
Die Grübchen-Dauerfestigkeit der Variante B-Ref wurde zu σH0∞,50 % = 1547 N/mm2 bestimmt, während der entsprechende Wert für die Variante B-HT+C-60 1447 N/mm2 beträgt. Diese Ergebnisse bestätigen die im Bereich der Zeitfestigkeit beobachteten Tendenzen.
4.5 Schadensbilder
Die Schadensbilder der untersuchten Prüfzahnräder wurden mittels Lichtmikroskopie untersucht. In Tabelle 7 sind beispielhafte Bruchflächen im Bereich der Dauerfestigkeit für alle acht Pulsatorvarianten dokumentiert.
Alle Zahnfußbrüche zeigen die typische Aufteilung in den Bereich des Ermüdungsbruchs (oberer Bereich) und den Bereich des Restgewaltbruchs (unterer Bereich). Die SAE 9310-Varianten neigen aufgrund ihres höheren Nickelgehaltes zu duktilen Brüchen. Die höhere Duktilität führt zu einer stärkeren Verformung des Zahns, was die flachen und abgescherten Bereiche in den Bruchflächen verursacht.
Exemplarische Grübchenschäden aller sechs untersuchten Varianten sind in Tabelle 8 dargestellt. Alle Bilder wurden an Ritzelflanken von Zahnrädern aufgenommen, die bei einer nominellen Flankenpressung von σH0 = 1700 N/mm2 geprüft wurden. Zusätzlich ist die Anzahl der in den Versuchen erreichten Lastwechsel angegeben. Alle Grübchenschäden treten in Kombination mit Graufleckigkeit auf, was zu einer Wechselwirkung dieser beiden Schadensarten führen kann [42]. Die an den tieftemperaturbehandelten Varianten beobachteten Ausfälle gehen teilweise von den Stirnkanten der Zahnräder aus, was durch Stirnkantenaufwölbungen infolge der Umwandlung von Restaustenit in Martensit verursacht wurde.
6 Diskussion
6.1 Zahnfußtragfähigkeit
Die Zahnfußtragfähigkeit wurde systematisch untersucht, um die Unterschiede zwischen verschiedenen Varianten mit Tieftemperaturbehandlung herauszuarbeiten. Die Ergebnisse werden im Folgenden im Hinblick auf den Stand des Wissens diskutiert.
Die Zahnfuß-Dauerfestigkeit σF lim wurde aus der dauerfest ertragbaren Zahnfuß-Nennspannung nach ISO 6336-3 [36] berechnet und in das entsprechende Diagramm für einsatzgehärtete Einsatzstähle nach ISO 6336-5 eingefügt [1] (siehe Bild 16).
Die 18CrNiMo7-6-Referenz ordnet sich in den unteren Bereich der Werkstoffqualität MQ ein, was etwas unter dem üblichen erwarteten Niveau für einsatzgehärtete und reinigungsgestrahlte Zahnräder aus diesem Werkstoff liegt. Die entsprechenden tieftemperaturbehandelten Varianten liegen im mittleren Bereich der unteren Werkstoffqualität ML. Das Tiefkühlen direkt nach dem Abschrecken hat einen negativen Einfluss auf die resultierende Zahnfußtragfähigkeit von Zahnrädern aus 18CrNiMo7-6, obwohl die Randhärtewerte der beiden Varianten höher sind als die Randhärte der Referenz.
Die Referenz aus SAE 9310 zeigt eine Zahnfuß-Dauerfestigkeit im mittleren Bereich der Werkstoffqualität MQ. Der negative Einfluss von Tieftemperaturbehandlungen nach dem Abschrecken und vor dem Anlassen kann für den Einsatzstahl SAE 9310 bestätigt werden. Der Anstieg der Randhärte ist nicht so signifikant wie für die entsprechenden 18CrNiMo7-6-Varianten. Die Varianten, die nach dem Anlassen tieftemperaturbehandelt wurden, zeigen eine vergleichbare (B-HT+C-60) oder höhere (B-HT+C-196) Zahnfuß-Dauerfestigkeit, die mit einem Anstieg der Randhärte zusammenhängt. Die Variante B-HT+C-196 erreicht eine Zahnfuß-Dauerfestigkeit von mehr als 500 N/mm2, was einer Werkstoffqualität im oberen Bereich von MQ entspricht.
Im Bereich der Zeitfestigkeit gibt es signifikante Unterschiede für den Werkstoff 18CrNiMo7-6. Die tieftemperaturbehandelten Varianten haben eine um bis zu 80 % kürzere Lebensdauer im Vergleich zur Referenz. Für den Werkstoff SAE 9310 sind die Unterschiede im Bereich der Zeitfestigkeit weniger systematisch. Die Neigungen der Zeitfestigkeitsgeraden sind bei allen untersuchten Varianten sehr ähnlich.
Der Grund für die höhere Tragfähigkeit des SAE 9310 im tieftemperaturbehandelten Zustand könnte der höhere Legierungsgehalt an Nickel im Vergleich zum 18CrNiMo7-6 sein. Der höhere Nickelgehalt erhöht die Duktilität des Werkstoffs (siehe z. B. [43, 44, 45]) und bildet somit ein Gegengewicht zur erhöhten Sprödigkeit, die durch die temperaturbedingte Umwandlung von Restaustenit in nicht angelassenen Martensit entsteht. Für die HT+C-Varianten könnte eine mögliche Erklärung für das relativ gute Verhalten hinsichtlich der Zahnfuß- sowie Grübchentragfähigkeit in der Bildung fein verteilter Ausscheidungen und der Stabilisierung von Restaustenit beim Anlassen liegen, wie es z. B. in [15, 14] beschrieben ist. Dies könnte die lokale Werkstofffestigkeit erhöhen und gleichzeitig die Duktilität erhalten.
Im Vergleich zu früheren Untersuchungen [5] bestätigt die aktuelle Arbeit im Wesentlichen die beobachteten Tendenzen. Es konnten erhöhte Randhärtewerte und verringerte Restaustenitgehalte für die HTC-Varianten im Vergleich zur jeweiligen Referenz festgestellt werden. Die Veränderungen der Randhärte und des Restaustenitgehalts korrelieren mit der Tiefkühltemperatur. Auch die Randhärte der SAE 9310 H+TC-Varianten wurde durch die Tieftemperaturbehandlung deutlich erhöht, was in [5] nicht beobachtet wurde. Die hier vorgestellten Ergebnisse zeigen reduzierte Zahnfuß-Dauerfestigkeitswerte für die HTC-Varianten, die in früheren Untersuchungen weniger ausgeprägt waren [5]. Für die H+TC-Varianten konnten im Vergleich zur Referenzvariante nahezu identische Zahnfuß-Dauerfestigkeitswerte ermittelt werden, was in Übereinstimmung mit [5] steht.
Zusammenfassend lässt sich sagen, dass die Zahnfußtragfähigkeit von einsatzgehärteten Zahnrädern aus 18CrNiMo7-6 oder SAE 9310 durch die Anwendung von Tieftemperaturbehandlungen direkt nach dem Abschrecken nicht erhöht werden kann. Sowohl bei Tiefkühltemperaturen von -80 °C als auch -196 °C ist eine deutliche Abnahme der Zahnfuß-Dauerfestigkeit zu berücksichtigen, wenn die Tieftemperaturbehandlung direkt nach dem Abschrecken, aber vor dem Anlassen durchgeführt wird. Tieftemperaturbehandlungen nach dem Anlassen führen zu ähnlichen oder leicht höheren Zahnfuß-Dauerfestigkeitswerten für den Werkstoff SAE 9310.
6.2 Grübchentragfähigkeit
Hinsichtlich der Zahnflankentragfähigkeit führen Tieftemperaturbehandlungen mit einer Temperatur von -196 °C vor dem Anlassen zu einer Reduzierung der ertragbaren Lastspielzahl bis zum Ausfall durch Grübchen im Bereich der Zeitfestigkeit. Dieses Verhalten kann sowohl für den 18CrNiMo7-6 als auch für den SAE 9310 beobachtet werden. Die relative Abnahme der ertragbaren Lastspielzahlen liegt in einem Bereich von 40…50 %. Systematische Untersuchungen zur Grübchen-Dauerfestigkeit wurden nicht durchgeführt.
Für die SAE 9310-Varianten mit einer Tieftemperaturbehandlungnach der Fertigung (HT+C) konnte eine leichte Abnahme der Grübchentragfähigkeit festgestellt werden. Bei einer einem Tiefkühlen auf -60 °C beträgt die Abnahme etwa 5…10 %. Im Bereich der Zeitfestigkeit steigt die Versuchsstreuung deutlich an, insbesondere bei der Variante B-HT+C-196.
Die hier angewandten Tieftemperaturbehandlungen an einsatzgehärteten Zahnrädern beeinflussen die Grübchentragfähigkeit negativ. Insbesondere bei den Varianten mit Anlassen nach dem letzten Fertigungsschritt (Hartfeinbearbeitung) konnten Veränderungen in der Mikrogeometrie der Prüfzahnräder aufgrund der temperaturbedingten Umwandlung von Restaustenit in Martensit beobachtet werden, siehe Bild 17. Die Flankenaufwölbungen an den Stirnkanten verursachen lokale Pressungsüberhöhungen und damit eine suboptimale Lastverteilung auf den Zahnflanken. Die Folgen sind ein höheres Risiko von Graufleckigkeit und eine geringere Grübchentragfähigkeit.
7 Schlussfolgerung und Ausblick
In dieser Veröffentlichung wurde die Tragfähigkeit von niederdruckaufgekohlten und tieftemperaturbehandelten Zahnrädern aus den gängigen Einsatzstählen 18CrNiMo7-6 und SAE 9310 vorgestellt. Die Ergebnisse der Zahnfuß- und Grübchentragfähigkeitsversuche wurden durch zusätzliche metallographische und röntgenographische Untersuchungen ergänzt und im Hinblick auf den Stand des Wissens diskutiert.
Die Zahnfußtragfähigkeit der tieftemperaturbehandelten Varianten ist ähnlich oder geringer im Vergleich zu entsprechenden Referenzvarianten. Ein negativer Einfluss ist vor allem bei den HCT-Varianten (Aufkohlen und Abschrecken, Tiefkühlen und Anlassen) zu beobachten. Ein eindeutiger Zusammenhang zwischen der Tiefkühltemperatur und der resultierenden Zahnfuß-Dauerfestigkeit ist nicht erkennbar.
Im Hinblick auf die Grübchentragfähigkeit zeigen die HCT-Varianten eine deutliche Abnahme der Lebensdauer im Bereich der Zeitfestigkeit. Die Varianten mit Tieftemperaturbehandlung nach der Fertigung (HT+C) zeigen eine erhöhte Versuchsstreuung im Bereich der Zeitfestigkeit und eine leichte Abnahme der Grübchentragfähigkeit.
In zukünftigen Untersuchungen sollte der Fokus auf der Ermittlung einer Grenztemperatur liegen, unterhalb der Einflüsse auf die Zahnfuß- und Zahnflankentragfähigkeit zu erwarten sind. Daher sollen Untersuchungen mit mehreren anderen Tiefkühltemperaturen durchgeführt werden.
Acknowledgment
The presented results are based on the research project IGF no. 18302 N undertaken by the Research Association for Drive Technology e. V. (FVA) supported by the German Federation of Industrial Research Associations e.V. (AiF) in the framework of the Industrial Collective Research Programme (IGF) by the Federal Ministry for Economic Affairs and Climate Action (BMWK) based on a decision taken by the German Bundestag. The authors would like to thank for the sponsorship and support received from the FVA, AiF and the members of the project committee.
Danksagung
Die vorgestellten Ergebnisse basieren auf dem Forschungsprojekt IGF Nr. 18302 N der Forschungsvereinigung Antriebstechnik e. V. (FVA), das von der Arbeitsgemeinschaft industrieller Forschungsvereinigungen e. V. (AiF) im Rahmen des Programms Industrielle Gemeinschaftsforschung (IGF) des Bundesministeriums für Wirtschaft und Klimaschutz (BMWK) aufgrund eines Beschlusses des Deutschen Bundestages gefördert wird. Die Autoren bedanken sich für die Förderung und Unterstützung durch die FVA, die AiF und die Mitglieder des Projektausschusses.
-
Conflicts of interest
Declaration of conflicting interests: The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
-
Erklärung über Interessenkonflikte: Die Autoren erklärten, dass es keine potenziellen Interessenkonflikte in Bezug auf die Forschung, Autorenschaft und/oder Veröffentlichung dieses Artikels gibt.

References
1 ISO 6336-5:2016: Calculation of load capacity of spur and helical gears – Part 5: Strength and quality of materials. International Organization for Standardization, 2016Search in Google Scholar
2 DIN 3990-5:1987: Calculation of load capacity of cylindrical gears; endurance limits and material qualities. Deutsches Institut für Normung e.V., Berlin 1987, 10.31030/2069829Search in Google Scholar
3 AGMA 923-C22: Metallurgical Specifications for Steel and Cast Iron Gearing. American Gear Manufacturers Association, Alexandria, VA, USA, 2022Search in Google Scholar
4 Kratzer, D.; Surm, H; Tobie, T. Steinbacher, M.; Stahl, K.; Fechte-Heinen, R.: Tiefe Temperaturen II – Einfluss von tiefen Temperaturen auf die Flankentragfähigkeit einsatzgehärteter Zahnräder. Final report, Forschungsvereinigung Antriebstechnik e.V., IGF-Nr. 18302-N, FVA 612 II, Issue 1440, 2021Search in Google Scholar
5 Kratzer, D.; Dobler, F.; Tobie, T.; Hoja, T.; Steinbacher, M.; Stahl, K.: Effects of low-temperature treatments on surface hardness, retained austenite content, residual stress condition and the resulting tooth root bending strength of case-hardened 18CrNiMo7-6 gears. P. I. Mech. Eng. C. – J. Mec. 233 (2019) 21–22, pp. 7350–7357, 10.1177/0954406219846160Search in Google Scholar
6 Dobler, F.; Tobie. T.; Stahl, K.: Influence of Low Temperatures on Material Properties and Tooth Root Bending Strength of Case-Hardened Gears. ASME 2015 Power Transmission and Gearing Conf, 02.–05.08.2015, Boston, USA, ASME (ed.), 2015, 10.1115/DETC2015-46325Search in Google Scholar
7 Bensely, A.; Venkatesh, S.; Mohan Lal, D., Nagarajan, G.; Rajadurai, J.; Junik, K.: Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel. Mater. Sci. Eng.: A 479 (2008) 1–2, pp. 229–235, 10.1016/j.msea.2007.07.035Search in Google Scholar
8 Jung, S.-C.; Medlin, D. J.; Krauss, G: Effects of Subzero Treatments on the Bending Fatigue Performance of Carburized SAE-4320 and SAE-9310 Steels. SAE Technical Paper 960313, 1996, 10.4271/960313Search in Google Scholar
9 Kim, C.; Diesburg, D. E.; Buck, R. M.: Influence of Sub-Zero and Shot-Peening Treatments on Impact and Fatigue Fracture Properties of Case-Hardened Steels. J. Heat Treating 2 (1981), pp. 43–53, 10.1007/BF02833073Search in Google Scholar
10 Stratton, P.: Cryogenic treatment of case hardened steel. Int. Heat Treatm. Surf. Eng. 4 (2010) 1, pp. 14–16, 10.1179/174951410X12646901266681Search in Google Scholar
11 Stratton, P.: The Effect of Prior Tempering on Cryogenic Treatment to Reduce Retained Austenite. 18th IFHTSE Congress, 26.–30.07.2010, Rio de Janeiro, Brazil, ABM, Rio, Brazil, pp. 4995–5004Search in Google Scholar
12 Preciado, M.; Bravo, P. M.: Alegre, J. M.: Effect of low temperature tempering prior cryogenic treatment on carburized steels. J. Mater. Process. Tech. 176 (2006) 1–3, pp. 41–44, 10.1016/j.jmatprotec.2006.01.011Search in Google Scholar
13 Wei, X.; Zhang, X.; He, W.; Li, J.; Zhang, J.; Li, D.; Li, S.: Influence of Deep Cryogenic Treatment on Microstructural Evolution and Transformation Kinetics Simulation by Finite Element Method of Low-Carbon High-Alloy Martensitic-Bearing Steel. Steel Res. int. 93 (2022), 10.1002/srin.202100785Search in Google Scholar
14 Yan, Y.; Liu, K.; Luo, Z.; Wang, M.; Wang, X.: Effect of Cryogenic Treatment on Microstructure, Mechanical Properties and Distortion of Carburized Gear Steels. Metals 11 (2021), 12, 10.3390/met11121940Search in Google Scholar
15 Villa, M.; Somers, M. A. J.: On the Role of Isothermal Martensite Formation during Cryogenic Treatment of Steels. HTM J. Heat. Treatm. Mat. 75 (2020) 5, pp. 49–72, 10.3139/105.110420, open accessSearch in Google Scholar
16 ISO 683-3:2022: Heat-treatable steels, alloy steels and free-cutting steels – Part 3: Case-hardening steels. International Organization for Standardization, Genf, Switzerland, 2022Search in Google Scholar
17 SAE J1249_200812: Former SAE Standard and Former SAE Ex-Steels. SAE International, Warrendale, PA, USA, 2008, 10.4271/J1249_200812Search in Google Scholar
18 Hück, M.: Ein verbessertes Verfahren für die Auswertung von Treppenstufenversuchen. Materialwiss. Werkst. 14 (1983) 12, pp. 406–417, 10.1002/mawe.19830141207Search in Google Scholar
19 Forschungsvereinigung Antriebstechnik e.V.: Vereinheitlichung von Tragfähigkeitsversuchen – Empfehlungen zur Vereinheitlichung von Tragfähigkeitsversuchen an vergüteten und gehärteten Zylinderrädern. FVA Richtlinie 563 I, Frankfurt am Main, 2012Search in Google Scholar
20 DIN ISO 14635-1:2006: Zahnräder – FZG-Prüfverfahren – Teil 1: FZG-Prüfverfahren A/8,3/90 zur Bestimmung der relativen Fresstragfähigkeit von Schmierölen (ISO 14635-1:2000). Deutsches Institut für Normung e.V., Berlin, 2006Search in Google Scholar
21 Lautotka, E. M.: Referenzölkatalog. FVA Issue 660, Forschungsvereinigung Antriebstechnik e.V., Frankfurt am Main, 2007Search in Google Scholar
22 Blech, N.; Güntner, C.; Schurer, S.; Steinbacher, M.; Tobie, T.; Stahl, K.: Material influence on mechanical properties of gears with alternative microstructures. Forsch. Ingenieurwes. 87 (2023), pp. 593–603, 10.1007/s10010-022-00608-9Search in Google Scholar
23 Dobler, F.; Hoja, T.; Tobie, T.; Hoffmann, F.; Stahl, K.; Zoch, H.-W.: Tiefe Temperaturen – Einfluss von tiefen Temperaturen auf die Festigkeitseigenschaften einsatzgehärteter und verzahnter Bauteile. Final report, Forschungsvereinigung Antriebstechnik e.V., FVA 612 I, Issue 1106, Frankfurt am Main, 2014Search in Google Scholar
24 Lombardo, S.; Steinbacher, M.: Carbozahn – Carbonitrieren von verzahnten Getriebebauteilen. Final report, FVA 513 I, Issue 970, Frankfurt am Main, 2011Search in Google Scholar
25 Weber, C.; Tobie, T.; Stahl, K.: Rapid and Precise Manufacturing of Special Involute Gears for Prototype Testing. AGMA FTM 2019, 14.–16.10.2019, Detroit, USA, 2019. – ISBN: 9781643530406Search in Google Scholar
26 ISO 6507-1:2023: Metallic materials – Vickers hardness test – Part 1: Test method. International Organization for Standardization, Genf, Switzerland, 2023Search in Google Scholar
27 ISO 18203:2016: Steel – Determination of the thickness of surface-hardened layers. International Organization for Standardization, Genf, Switzerland 2016Search in Google Scholar
28 Tobie, T.: Zur Grübchen- und Zahnfußtragfähigkeit einsatzgehärteter Zahnräder – Einflüsse aus Einsatzhärtungstiefe, Wärmebehandlung und Fertigung bei unterschiedlicherBaugröße. Dissertation, Technical University of Munich, 2001Search in Google Scholar
29 Tobie, T.; Oster, P.; Höhn, B.-R.:Härtetiefe-Großzahnräder – Einfluss der Einsatzhärtetiefe auf die Grübchen- und Zahnfußtragfähigkeit großer Zahnräder. Final report, Forschungsvereinigung Antriebstechnik e.V., FVA 271, Issue 622, Frankfurt am Main, 2001Search in Google Scholar
30 Koistinen, D. P.; Marburger, R. E.: A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 7 (1959), pp. 50–6010.1016/0001-6160(59)90170-1Search in Google Scholar
31 Kunitake, T.: Prediction of ac1, ac3 and ms temperature of steels by empirical formulas. J. Jpn. Soc. Heat Treatm. 43 (2001) 3, pp. 164–169Search in Google Scholar
32 Rowland, E. S.; Lyle, S. R.: The Application of MS Points to Case Depth Measurements. Trans. Am. Soc. Met. 37 (1946), pp. 27–47Search in Google Scholar
33 Payson, P.; Savage, C. H.: Martensite Reactions in Alloy Steels. Transactions of the American Society for Metals 33 (1944), pp. 261–280Search in Google Scholar
34 Cheng, L.; Brakman, C. M.; Korevaar, B. M.; Mittemeijer, E. J.: The tempering of iron-carbon martensite; dilatometric and calorimetric analysis. Metall. Trans. A 19 (1988), pp. 2415–2426, 10.1007/BF02645469Search in Google Scholar
35 Speich, G. R.; Leslie, W. C.: Tempering of steel. Metall. Trans. 3 (1972), pp. 1043–1054, 10.1007/BF02642436Search in Google Scholar
36 ISO 6336-3:2019: Calculation of load capacity of spur and helical gears – Part 3: Calculation of tooth bending strength. International Organization for Standardization, Genf, Switzerland, 2019Search in Google Scholar
37 DIN 3990-3:1987: Tragfähigkeitsberechnung von Stirnrädern; Berechnung der Zahnfußtragfähigkeit. Deutsches Institut für Normung e.V., Berlin, 1987, 10.31030/2069801Search in Google Scholar
38 Hein, M.; Geitner, M.; Tobie, T., Stahl, K.; Pinnekamp, B.: Reliability of Gears – Determination of Statistically Validated Material Strength Numbers. AGMA Fall Technical Meeting 2018, 24–26.09.2018, Oak Brook, USA, American Gear Manufacturers Association, Alexandria, PA, USA, 2018. – ISBN: 978-1-5108-7268-4Search in Google Scholar
39 Hösel, T.; Joachim, F.: Zahnflankenwälzfestigkeit unter Berücksichtigung der Ausfallwahrscheinlichkeit. Antriebstechnik 17 (1978) 12, pp. 533–537Search in Google Scholar
40 ISO 6336-2:2019: Calculation of load capacity of spur and helical gears – Part 2: Calculation of tooth surface durability (pitting). International Organization for Standardization, Genf, Switzerland, 2019Search in Google Scholar
41 DIN 3990-2:1987: Tragfähigkeitsberechnung von Stirnrädern; Berechnung der Grübchentragfähigkeit. Deutsches Institut für Normung e.V., Berlin, 1987Search in Google Scholar
42 Felbermaier, M. M. A.: Untersuchungen zur Graufleckenbildung und deren Einfluss auf die Grübchentragfähigkeit einsatzgehärteter Stirnräder. Dissertation, Technical University of Munich, 2016. – ISBN: 978-3-8439-2942-4Search in Google Scholar
43 Grosch, J.; Wicke, D.: Bruchverhalten und Duktilität schlagbeanspruchter einsatzgehärteter Gefüge. HTM Härterei-Techn. Mitt. 37 (1982) 5, pp. 227–235, 10.1515/htm-1982-370503Search in Google Scholar
44 Bavaro, A.; Bergonzi, I.; Vailati, A.: Low-temperature toughness of various types of case-hardened and quenched steel. Metallurgia Italiana 106 (2014), pp. 5–9Search in Google Scholar
45 Furuya, H.; Tagawa, T.; Ishikawa, T.: Effect of Nickel Content on the Tensile Deformation Characteristics of Cryogenic Steels. J. Iron Steel Inst. Jpn. 100 (2014), 5 pp. 678–687, 10.2355/tetsutohagane.100.678Search in Google Scholar
© 2024 Walter de Gruyter GmbH, Berlin/Boston, Germany
Articles in the same Issue
- Contents / Inhalt
- Load Carrying Capacity of Case-Carburized Gears with Different Cryogenic Treatments
- Effect of Thermomechanical Processing on the Transformation Kinetics, Microstructure and Mechanical Properties of a Continuously Cooled Cementite-free Bainitic Steel
- Hybrid Alloyed Sinter Hardening Steels Based on Different Prealloyed Powders
- Imprint / Impressum
- Imprint / Impressum
- From and for Practice / Praxis-Informationen
- AWT-Info / HTM 03-2024
- HTM Praxis
Articles in the same Issue
- Contents / Inhalt
- Load Carrying Capacity of Case-Carburized Gears with Different Cryogenic Treatments
- Effect of Thermomechanical Processing on the Transformation Kinetics, Microstructure and Mechanical Properties of a Continuously Cooled Cementite-free Bainitic Steel
- Hybrid Alloyed Sinter Hardening Steels Based on Different Prealloyed Powders
- Imprint / Impressum
- Imprint / Impressum
- From and for Practice / Praxis-Informationen
- AWT-Info / HTM 03-2024
- HTM Praxis