Process intensification for continuous synthesis of performic acid using Corning advanced-flow reactors
-
Shekar M. Gaikwad
Shekhar M. Gaikwad completed an MTech in chemical engineering with a specialization in computer aided process and equipment design at NIT Warangal (2015). He graduated in chemical engineering at Dr. Babasaheb Ambedkar Technological University, Lonere (2013). Currently, he is working as an application engineer at Corning Technologies India Pvt Ltd.
Prashant D. Jolhe has worked as an assistant professor in Sinhgad College of Engineering for the last 8 years. He completed his BTech and ME in chemical engineering and is currently pursuing his PhD in chemical engineering on the topic of process intensification and kinetic study of chemical synthesis. He has published four papers in international journals on subjects ranging from wastewater treatment, nanoparticle synthesis to microreactor technology. He has also published one book chapter, and a book on heat transfer.
Bharat A. Bhanvase is currently working as an associate professor at the Chemical Engineering Department, Laxminarayan Institute of Technology, RTM Nagpur University, Nagpur, Maharashtra, India. His research interests are focused on wastewater treatment, cavitation based nanomaterials and nanocomposites, process intensification, microfluidics, and nanofluids. Forty articles in international journals, four in national journals and 19 book chapters are to his credit. He is a recipient of the Young Scientist Award from the Science and Engineering Research Board, New Delhi.
Abhijeet Kulkarni completed his MTech in chemical engineering with a specialization in computer aided process and equipment design from NIT Warangal (2015). He completed his BTech in chemical engineering at Vishwakarma Institute of Technology, Pune (2013). He is currently working as CEO at FLOWRHEX Technologies.
Vilas S. Patil is currently working as a professor at the Chemical Engineering Department, University Institute of Chemical Technology, North Maharashtra University, Jalgaon, Maharashtra, India. His research interests are focused on process intensification, microfluidics, and separation techniques. He has published 29 articles in international journals, 22 in national journals and presented 12 papers at international and 22 at national conferences. He has completed/ongoing projects of worth 2.5 core subject credits. He has guided five PhD students and currently is guiding three PhD students.
Makarand S. Pimplapure is currently working as an application development manager at Corning. His research interests are focused on process modeling, reaction engineering, conceptual process design, flow chemistry, microreactor technology, and process intensification. He completed his PhD in chemical engineering at Universiteit Twente (2006).
Srinath Suranani is currently an associate professor at the Department of Chemical Engineering, National Institute of Technology (NIT) Warangal, India. He obtained his PhD in chemical engineering from NIT. His main areas of scientific research are thermal conversion of solid waste, biofuels, catalysis, microreactors, and process modeling and simulation. He has filed two Indian patents and published more than 25 research articles in national and international conference proceedings and journals.
 ,
Irina Potoroko
,
Irina Potoroko
Irina Potoroko is currently working as an assistant professor and as head of the Department of Expertise and Quality Control of Food Production, Institute of Economics, Trade and Technology, FSSFEI HPE South Ural State University (National Research University). Irina’s areas of expertise are innovation technologies of food production, application of sonochemistry effects in food production, electrophysical effects in food production, and detoxification of food products. Irina has 113 publications, 19 of which are educational editions, and 94 scientific works including patents and other intellectual property items.
Shirish Sonawane is currently working as an associate professor at the Chemical Engineering Department, National Institute of Technology Warangal, Telengana, India. His research interests are focused on synthesis of hybrid nanomaterials, cavitation based inorganic particle synthesis, sonochemical synthesis of nanolatex, process intensification, and microreactors for nanoparticle production. Dr. Sonawane has published more than 100 research papers in reputed journals, eight book chapters, and holds six Indian patent applications.
und
Shriram S. Sonawane
Shriram Sonawane is at the faculty of Chemical Engineering, Visvesvaraya National Institute of Technology Nagpur. Dr. Sonawane is working in research areas such as polymer nanocomposites, nanofluids, nanoseparation technology, and process modeling and simulation. He has filed and published two Indian patents and published more than 73 research papers in national and international journals of repute. He has also presented more than 42 research papers at national and international conferences.

Abstract
The present paper reports the experimental details for the synthesis of performic acid (PFA) using Corning advanced-flow reactors (AFRs) using formic acid and H2O2 as reactants, and sulfuric acid as homogeneous catalyst. The effect of different operating parameters on PFA concentration such as reactant flow rates (residence time), temperature, reactant and catalyst concentration were studied. The experimental results indicate that the heart-shaped pellet structure in AFR provides better mixing, and hence more conversion with less residence time achieved. Moreover, AFR technology offers the possibility to conduct chemical reactions in a more sustainable way due to miniaturization and increased safety. Reactions show optimum results at 30°C with a feed flow rate of 80 ml/h in the presence of 1 w/w % H2SO4 as catalyst. The optimized results demonstrated the capability of AFR technology for enhancement in the formation of PFA (time equal to 1 min) with high conversion (95.85%). Further, it has been found that the concentration of PFA was reached at maximum value within 1 min of time. Therefore, the production of PFA is very fast in a microreactor, which saves our time and energy and in turn it saves the environment on fuel requirement and therefore this process is green.
1 Introduction
Performic acid (PFA), an unstable colorless liquid, can be produced by reacting formic acid with hydrogen peroxide (H2O2). It belongs to the category of percarboxylic acids which are acidswhich contains an acidic -OOH group [1]. Percarboxylic acids are commonly strongoxidizers and are used as disinfecting and bleaching agents in various industries like paper, textile and fine chemicals. PFA is a nontoxic but potent chemical which can cause skin irritation, and is a very unstable chemical, since even 50% solution is highly reactive which makes its use within 12 h mandatory. Being unstable and explosive, there is a risk in the batch production and transportation of PFA and hence researchers are paying attention towards its process development using microfluidics reactors, which are comparatively considered as safe [1], [2].
Various types of organic solvents like alcohol, ether, benzene, andchloroformgenerally are used for the dissolution of PFA.Due to its strong oxidizing properties, PFA is used for breaking the disulfide bonds in protein, epoxidation, hydroxylation and oxidation reactions in organic synthesis [3].It is also used to sterilize the equipment in medical and food industries. PFA is a popular safe sterilizer due to formation of safe degradation products such asoxygen, water, and carbon dioxide. Further, PFA is being used for disinfection purposes and it is more active compared to hydrogen peroxide and peracetic acid [4], [5]. The spontaneous decomposition of PFA takes place with an increase in the temperature (>40°C) and it will explode with speedy heating at and above 80–85°C [5], [6], [7].
In the batch process, there are safety issues raised due to autoacceleration and uncontrolled reactions. In batch scale production, homogeneous (sulfuric acid) or heterogeneous (ion exchange resin Dowex 50W×2 and Dowex 50W×8) catalysts can be used to enhance the reaction rate. Drawbacks such as separation difficulty and corrosion to equipment in the use of a homogeneous catalyst, like sulfuric acid, limit its use [8]. To overcome these problems, heterogeneous catalysts are used, as they are easy to handle and provide good thermal stability. A heterogeneous catalyst gets deactivated with its use, thereby affecting the rate of reaction. Batch scale production of PFA is likely to stand on the commercial stage so that on site production of PFA is feasible in continuous mode using a microstructured reactor [1], [9].
The continuous processes using microreactors enable faster processing of unstable chemicals and avoid problems of operation. In the production of unstable chemicals using microreactors, there is reliable temperature control resulting in higher selectivity and yields. Microreactor technology empowers new pathways for the development of economical, innovative and intensified processes in the chemical industry [9]. Microreactor technology provides clear advantages over conventional process technology through: (1) short mixing time, (2) high heat transfer rates, (3) inherent safety of small hold-up, (4) precise control of reaction time and (5) faster scale-up/time-to-market. Microstructured devices have higher surface to volume ratio (up to three orders of magnitude) compared to conventional reactors, which results in intensified heat transfer. Further, microreactors are an exceptional alternative for immensely fast and exothermic/endothermic reactions. These types of reactions can be controlled in a better way in microreactors and the possibility of hot spots can be avoided [10], [11]. This has resulted in higher yields, higher selectivity, safer operation, and new pathways for many reactions.
Corning advanced-flow reactors (AFR) are patented by Corning Incorporated. Corning AFRs can be used in the continuous production of a number of chemicals, including pharmaceuticals, dyes and biodiesel. They offer broad capabilities from feasibility to production and enable the transition from batch to continuous flow [12], [13]. The small-scale channels in AFR reactors offer advantages over the classical batch approach. This emerging invention helps to reduce the complications of equipment and provides a quality product that enables safe operations [12]. In the Corning AFR reactors, the design, structure, and surface technology are properly enhanced for the performance and output [13], [14].
The use of AFRs, which have heart-shaped small channels, offers advantages such as faster mixing, better heat and mass transfer. The fluidic module having a hydraulic diameter in the range of 0.3 mm to a few millimeters is an important component of the AFR system. This module contains a chain of duplicate cells which have a changing cross-sectional area, and due to the presence of internal elements, leads to the formation of a jet, splitting of the liquid and then recombining.
PFA is explosive and unstable even in mild conditions. Hence, safety aspects should be considered in synthesis processes. AFR efficiently works to handle exothermic reactions and unstable products. The main objective of this study is the intensification of existing processes with the use of AFR reactors in the synthesis of PFA to improve safety and provide sustainability. To check the feasibility of AFR and optimum operating conditions, experiments were carried out at different flow rates ranging from 60 ml/h to 120 ml/h and at different temperatures ranging from 20°C to 40°C.
2 Materials and methods
2.1 Chemicals
Formic acid (98–99 v/v%, SRL Pvt. Ltd., Mumbai), hydrogen peroxide (30 v/v%, Fine Chem. Industries, Mumbai, Maharashtra, India) and homogeneous catalysts i.e. sulfuric acid (98 v/v%, Molychem, Mumbai, Maharashtra, India) were the chemicals used in the experiments as reactants. Ammonium cerium sulfate (98–99%, SD-Fine Chemical, Mumbai), sodium thiosulphate (99%, SD-Fine Chemical), potassium iodide (99%, Fisher Scientific, Mumbai, Maharashtra, India) and starch (Fine Chem. Industries) were used for the analysis of PFA samples. All chemicals were used as they were received without any further purification. Different solutions were prepared with the use of Millipore water with a conductivity of 3 μs.
2.2 Reaction
The reactions were carried out by varying different parameters in the AFR. The reaction scheme pertaining to synthesis of PFA is depicted in Eq. (1):
Sulfuric acid was used as a catalyst in the reaction of formic acid and H2O2 to produce PFA earlier in microreactors [15], [16], [17], while it has not been studied in the AFR system. Formic acid, hydrogen peroxide and sulfuric acid (homogeneous catalyst) were used in aqueous solution form during the preparation of PFA in the AFR.
2.3 Experimental set-up
The experiments were conducted in Corning AFR labs and the experimental set up for the preparation of PFA is shown in Figure 1. It consists of the AFR, syringe pumps, peristaltic pump and a cooling unit. The AFR contains heart-shaped modules made up of glass with a volume of 0.45 ml each. For this experiment, two modules were used to maintain a suitable residence time. In order to feed the reactants to the AFR system, two syringe pumps were used. The feed flow rate was varied from 60 ml/h to 120 ml/h. Teflon tubes were used for connecting syringes with the AFR. The peristaltic pump was used for maintaining the utility requirements. The flow rate of coolant was maintained constant at 300 ml/h. The system was calibrated to make it ready for the operation.

Experimental set-up for synthesis of performic acid in advanced-flow reactor (AFR) – two modules.
In these experiments, the AFR consisted of two modules and the plate arrangement is shown in Figure 1. As can be seen in Figure 2, there were four glass plates arranged in such a manner that the chemical reaction takes place inside the reaction layer. The reactants selected for the reaction were fed to the reactor simultaneously and in the outer layer (heat exchange layer) the coolant was fed which acts as a utility for the system [18].

Heat exchange and mixing integrated in fluidic module.
2.4 Experimental procedure of synthesis of PFA
The laboratory experiments were carried out in Corning AFRs. The experiment consisted of two feed streams injected in the AFR by syringe pumps as shown in Figure 1. One feed was formic acid (98–99 v/v%) and the other was hydrogen peroxide (30 w/w %). They were both fed in as 1:1 molar ratio and 1:2 volume ratios. At the start, experiments were conducted without using a catalyst and then with the use of a homogeneous catalyst, i.e. sulfuric acid, at similar working conditions. Sulfuric acid was added to formic acid in a measured amount and then fed into the AFR. Based on the experimental data of synthesis of PFA under variable operating parameters using the Corning AFR, the optimum operating conditions were monitored and confirmed. Experiments were carried out at atmospheric pressure and at different flow rates for feeds (70–90 ml/h), catalyst concentration (0–1%) and at a fixed reactant concentration (1 mol%). The maximum operating temperature was maintained at 40°C at atmospheric pressure. The temperature was maintained with the use of utility, i.e. water from the chiller at respective temperatures. The samples were collected after a regulated time period at the end of the AFR and were analyzed by the titration method. The theoretical yield was 65 g PFA (per hour basis) for the total feed flow rate of 80 ml/h (formic acid flow rate=40 ml/h).
The product was collected in the sample bottle at the end of the reactor and was analyzed by titration. In a typical analysis, a 0.2 ml sample was taken into a 500 ml conical flask which contains 200 ml of ice cold 1 N H2SO4 that allows titration at 0–10°C. The temperature was maintained using a chiller (temperature range: 0–5°C). Ferroin solution was used as an indicator. This solution was titrated against 0.1 N ammonium cerium sulfate [(NH4)4Ce(SO4)4.2H2O]. The end point was confirmed by disappearance of a salmon colored solution to colorless. A burette reading was taken for the first titration. A further 10 ml of 10% KI solution and 2 ml of prepared starch solution were then added to the sample solution and titrated the against 0.1 N sodium thiosulfate (Na2S2O3), to liberate the iodine. A second burette reading was taken into consideration to calculate the concentration of PFA as reported in previous literatures [1], [17], [19]. Readings were taken and graphs were plotted. Different samples were collected by changing operating parameters and titrated to find out the concentration of PFA. The experiments were conducted by varying different parameters viz. residence time (30–60 s), catalyst concentration (0–1 w/w %), hydrogen peroxide concentration (15–30 w/w %), feed flow rates (60–120 ml/h) and temperatures (20–40°C).
3 Results and discussion
3.1 Effect of residence time with and without catalyst on PFA formation
Figure 3 shows the variation in the formation of product, i.e. PFA, with respect to residence time, i.e. flow rates. Here, the reactions were carried out with and without a homogeneous catalyst. Each sample was collected after the fixed time of 5 min and analyzed. The residence time for the reaction varies inversely with the feed rate. Therefore, the reaction is carried out at room temperature maintaining the volume ratio of 1:2 (formic acid:hydrogen peroxide) and changing the feed rates. The residence time for the reaction to occur depends upon the internal volume of the AFR and the total feed flow rate. As the internal volume is fixed to 0.9 ml, Figure 3 shows that at the residence time of 41 s, i.e. at a flow rate of 80 ml/h, maximum (95.85%) conversion is achieved. Also, the first set of reactions was performed without a catalyst and others in the presence of a homogeneous catalyst at 1 w/w % H2SO4. Higher concentrations can be achieved with the use of a catalyst, which is attributed to the catalytic activity of H2SO4 in the AFR. Henceforth, as seen in Figure 3, the residence time of 41 s, i.e. at a flow rate of 80 ml/h and catalyst concentration of 1%, was used for further investigation to find optimum operating conditions.
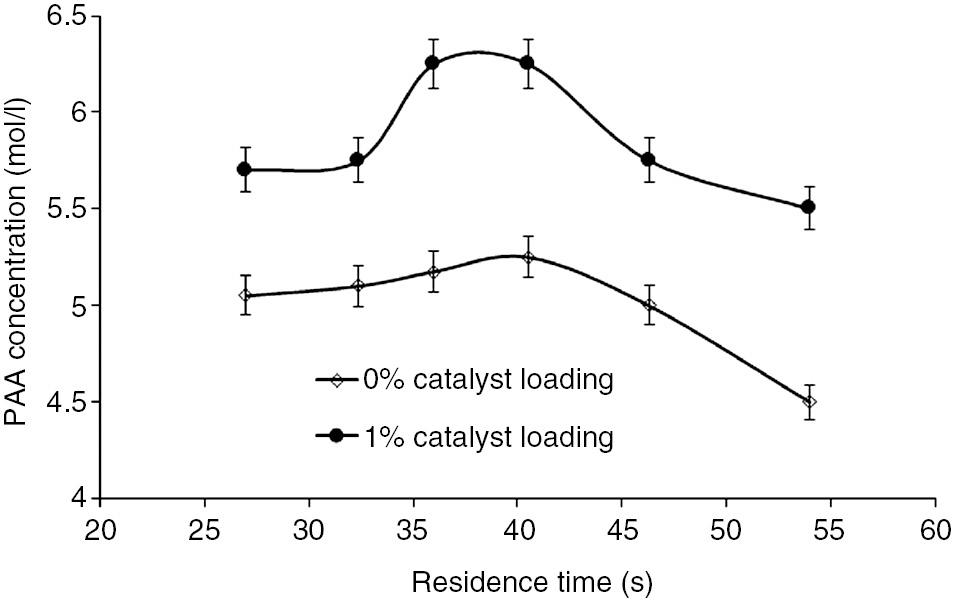
Effect of feed flow rate and catalyst concentration on formation rate of performic acid (PFA) (temperature=30°C, molar ratio=1:1).
3.2 Effect of different temperatures on PFA formation
For further confirmation of the optimum flow rate and identifying the optimum temperature for synthesis of PFA in the AFR, the reactions were carried out at different temperatures with different flow rates ranging from 60 ml/h to 120 ml/h at a catalytic concentration of 1 w/w % H2SO4. Figure 4 confirms the optimum feed rate as 80 ml/h, i.e. residence time 41 s. Also, it shows that the reaction gives high concentrations of PFA as 6.25 mol/l at a temperature of 30°C. As the temperature increases from 20°C to 30°C, the reaction rate increases and more formation of PFA occurred. However, with an increase in the temperature from 30°C to 40°C, the concentration of PFA was observed to decrease, which can be attributed to decomposition of PFA at higher temperatures and therefore less amount of PFA was present in the reaction mixture. Based on the experimental results, 30°C is the preferable temperature for this reaction to be carried out using the AFR. Moreover, with the increase in temperature, PFA decomposed in the pathway of the AFR, so higher temperatures are avoided.

Effect of feed flow rate and temperature on formation rate of performic acid (PFA) (molar ratio=1:1, catalyst loading=1%).
The effect of time at different temperatures on the formation of PFA was also studied experimentally. The PFA concentration was measured with respect to actual time at the outlet of the reactor and this data is presented in Figure 5. The reactions were carried out with 1 w/w % of H2SO4 catalyst and a flow rate of 80 ml/h with different operating temperatures of 20°C, 30°C and 40°C . It can be seen from Figure 5 that the PFA concentration increased with an increase in the temperature from 20°C to 30°C, and then decreased with increase in temperature from 30°C to 40°C. Figure 5 shows that as the temperature increased to 40°C, the concentration of PFA also decreased. The decreased concentration of PFA at 40°C can be attributed to decomposition of PFA at a higher temperature and therefore less amount of PFA was present in the reaction mixture. Therefore, the decomposition temperature of PFA was observed to be 40°C where the reverse reaction starts [16]. Thus, 30°C is the most preferable temperature for this reaction to be carried out in the AFR.

Effect of operating temperature as a function of time on the formation of performic acid (PFA) in AFRTM (flow rate=80 ml/h, molar ratio=1:1, catalyst loading=1%).
3.3 Effect of H2O2 concentration on PFA formation
Synthesis of PFA depends upon the concentration of reactants, mainly the concentration of hydrogen peroxide. All experiments were carried out with the 30 w/w % concentration of hydrogen peroxide. So as to investigate the effect of concentration of H2O2 on the rate of formation of PFA, two different experiments were carried out with 1 w/w % of H2SO4 catalyst along with the optimum values for temperature, i.e. 30°C, and at a feed flow rate of 80 ml/h. The hydrogen peroxide concentration of 15 w/w % and 30 w/w % was maintained for two different experiments. The samples were collected at the outlet of the reactor with respect to time for the analysis as the reactions proceed.
Figure 6 indicates that PFA formation highly depends upon the H2O2 concentration. From the experimental results it can be observed that the PFA concentration for the reaction with 30 w/w % H2O2 was four times more compared to the reaction with 15 w/w % H2O2 concentration. It can be seen from Figure 6 that maximum PFA concentration is recorded at the highest concentration of hydrogen peroxide. With decrease in concentration, the product concentration decreased with time, whereas unreacted hydrogen peroxide concentration decreased with decrease in initial concentration. Also, it shows that once the reaction is complete, there are very small changes in the concentration of PFA with respect to time.

Effect of concentration of hydrogen peroxide on production rate of performic acid (PFA) in AFRTM (flow rate=80 ml/h, temperature=30°C, catalyst loading=1%).
3.4 Effect of time on formation of PFA at different feed flow rate
The comparison between flow rates was studied experimentally. The reactions were carried out with 1 w/w % of H2SO4 catalyst and at 30°C with different flow rates. Figure 7 shows the variation in the concentration of product PFA at the outlet of the reactor with respect to time at different flow rates. The flow rates were varied from 70 ml/h to 90 ml/h, with an increment of 10 ml/h. It can be seen from Figure 7 that the concentration of PFA marginally increases with the time. Also, it is found to be increased with the flow rates from 70 ml/h to 80 ml/h and then found to be decreased marginally. This may be attributed to the decrease in flow rate as the residence time increases and as a result of increased contact between reactants and the product. Optimum concentration of PFA was found out to be 6.25 mol/l (the conversion=95.85%), at the optimum flow rate of 80 ml/h.

Effect of time on production rate of performic acid (PFA) for different feed flow rate in AFRTM (molar ratio=1:1, temperature=30°C, catalyst loading=1%).
4 Conclusion
In the present paper, PFA synthesis was successfully achieved using Corning AFRs which provided efficient technology for converting impractical batch processes to a continuous process, with the added advantage of process intensification and sustainability. The present study summarizes the effect of different parameters such as temperature, flow rate (residence time), catalyst and reactant concentration on the formation rate of PFA. The optimized parameters were found out to be 30°C, total feed flow rate of 80 ml/h (residence time=41 s), catalyst concentration as 1 w/w % of total moles, and H2O2 concentration as 30 w/w % of solution to give optimum concentration of PFA as 6.25 mol/l. Excellent features of Corning AFRs demonstrated feasibility of getting maximum conversion rate with optimal reaction conditions at low temperatures compared to microreactors and batch reactors.
About the authors

Shekhar M. Gaikwad completed an MTech in chemical engineering with a specialization in computer aided process and equipment design at NIT Warangal (2015). He graduated in chemical engineering at Dr. Babasaheb Ambedkar Technological University, Lonere (2013). Currently, he is working as an application engineer at Corning Technologies India Pvt Ltd.

Prashant D. Jolhe has worked as an assistant professor in Sinhgad College of Engineering for the last 8 years. He completed his BTech and ME in chemical engineering and is currently pursuing his PhD in chemical engineering on the topic of process intensification and kinetic study of chemical synthesis. He has published four papers in international journals on subjects ranging from wastewater treatment, nanoparticle synthesis to microreactor technology. He has also published one book chapter, and a book on heat transfer.

Bharat A. Bhanvase is currently working as an associate professor at the Chemical Engineering Department, Laxminarayan Institute of Technology, RTM Nagpur University, Nagpur, Maharashtra, India. His research interests are focused on wastewater treatment, cavitation based nanomaterials and nanocomposites, process intensification, microfluidics, and nanofluids. Forty articles in international journals, four in national journals and 19 book chapters are to his credit. He is a recipient of the Young Scientist Award from the Science and Engineering Research Board, New Delhi.

Abhijeet Kulkarni completed his MTech in chemical engineering with a specialization in computer aided process and equipment design from NIT Warangal (2015). He completed his BTech in chemical engineering at Vishwakarma Institute of Technology, Pune (2013). He is currently working as CEO at FLOWRHEX Technologies.

Vilas S. Patil is currently working as a professor at the Chemical Engineering Department, University Institute of Chemical Technology, North Maharashtra University, Jalgaon, Maharashtra, India. His research interests are focused on process intensification, microfluidics, and separation techniques. He has published 29 articles in international journals, 22 in national journals and presented 12 papers at international and 22 at national conferences. He has completed/ongoing projects of worth 2.5 core subject credits. He has guided five PhD students and currently is guiding three PhD students.

Makarand S. Pimplapure is currently working as an application development manager at Corning. His research interests are focused on process modeling, reaction engineering, conceptual process design, flow chemistry, microreactor technology, and process intensification. He completed his PhD in chemical engineering at Universiteit Twente (2006).

Srinath Suranani is currently an associate professor at the Department of Chemical Engineering, National Institute of Technology (NIT) Warangal, India. He obtained his PhD in chemical engineering from NIT. His main areas of scientific research are thermal conversion of solid waste, biofuels, catalysis, microreactors, and process modeling and simulation. He has filed two Indian patents and published more than 25 research articles in national and international conference proceedings and journals.

Irina Potoroko is currently working as an assistant professor and as head of the Department of Expertise and Quality Control of Food Production, Institute of Economics, Trade and Technology, FSSFEI HPE South Ural State University (National Research University). Irina’s areas of expertise are innovation technologies of food production, application of sonochemistry effects in food production, electrophysical effects in food production, and detoxification of food products. Irina has 113 publications, 19 of which are educational editions, and 94 scientific works including patents and other intellectual property items.

Shirish Sonawane is currently working as an associate professor at the Chemical Engineering Department, National Institute of Technology Warangal, Telengana, India. His research interests are focused on synthesis of hybrid nanomaterials, cavitation based inorganic particle synthesis, sonochemical synthesis of nanolatex, process intensification, and microreactors for nanoparticle production. Dr. Sonawane has published more than 100 research papers in reputed journals, eight book chapters, and holds six Indian patent applications.

Shriram Sonawane is at the faculty of Chemical Engineering, Visvesvaraya National Institute of Technology Nagpur. Dr. Sonawane is working in research areas such as polymer nanocomposites, nanofluids, nanoseparation technology, and process modeling and simulation. He has filed and published two Indian patents and published more than 73 research papers in national and international journals of repute. He has also presented more than 42 research papers at national and international conferences.
Acknowledgments
The authors acknowledge Corning Incorporated for installing Corning advanced-flow reactors in the Chemical Engineering Department, NIT Warangal.
Conflict of interest statement: The authors declare that they have no conflicting interests regarding the publication of this article.
References
[1] Ebrahimi F, Kolehmainen E, Oinas P, Hietapelto V, Turunen I. Chem. Eng. J. 2011, 167, 713–717.10.1016/j.cej.2010.08.091Suche in Google Scholar
[2] Ebrahimi F, Kolehmainen E, Laari A, Haario H, Semenov D, Turunen I. Chem. Eng. Sci. 2012, 71, 531–538.10.1016/j.ces.2011.11.028Suche in Google Scholar
[3] Patnaik P. A Comprehensive Guide To The Hazardous Properties Of Chemical Substances, Wiley-Interscience: Hoboken, NJ, USA, 2007, pp 128.10.1002/9780470134955Suche in Google Scholar
[4] Gehr R, Chen D, Moreau M. Water Sci. Technol. 2009, 59, 89–96.10.2166/wst.2009.761Suche in Google Scholar PubMed
[5] Preuss A, Fuchs R, Huss M, Schneider R. U.S. Patent 6,211,237, 3 April, 2001.Suche in Google Scholar
[6] Koubek E. Ph.D. Thesis, Brown University, New York, 1964.Suche in Google Scholar
[7] Bydzovska O, Merka V. J. Hyg. Epidemiol. Microbiol. Immunol. 1980, 25, 414–423.Suche in Google Scholar
[8] Savaki Y, Ogata Y. Bull. Chem. Soc. Jap. 1965, 38, 2103–2106.10.1246/bcsj.38.2103Suche in Google Scholar
[9] Kashid MN, Kiwi-Minsker L. Ind. Eng. Chem. Res. 2009, 48, 6465–6485.10.1021/ie8017912Suche in Google Scholar
[10] Salmi T, Carucci J, Roche M, Eränen K, Wärnå J, Murzin D. Chem. Eng. Sci. 2013, 87, 306–314.10.1016/j.ces.2012.10.016Suche in Google Scholar
[11] Ying Y, Chen G, Zhao Y, Li S, Yuan Q. Chem. Eng. J. 2009, 135, 209–215.10.1016/j.cej.2007.03.009Suche in Google Scholar
[12] Nieves-Remacha MJ, Kulkarni AA, Jensen KF. Ind. Eng. Chem. Res. 2013, 52, 8996–9010.10.1021/ie4011707Suche in Google Scholar
[13] Calabrese G, Pissavini S. AIChE J. 2011, 57, 828–834.10.1002/aic.12598Suche in Google Scholar
[14] Chivilikhin M, Soboleva V, Kuandykov L, Woehl P, Lavric ED, Avon F. Chem. Eng. Trans. 2010, 21, 1099–1104.Suche in Google Scholar
[15] Milchert E, Smagowicz A. Czasopismo Techniczne. Chemia 2008, 105, 283–291.Suche in Google Scholar
[16] Xiaoying S, Xuebing Z, Wei D, Dehua L. Chin. J. Chem. Eng. 2011, 19, 964–971.10.1016/S1004-9541(11)60078-5Suche in Google Scholar
[17] Zhao X, Zhang T, Zhou Y, Liu D. Chin. J. Process Eng. 2008, 8, 754–769.Suche in Google Scholar
[18] Baxendale I. J. Chem. Technol. Biotechnol. 2013, 88, 519–552.10.1002/jctb.4012Suche in Google Scholar
[19] Matilla T, Aksela R. U.S. Patent 6,049,002, 2000.Suche in Google Scholar
©2017 Walter de Gruyter GmbH, Berlin/Boston
This article is distributed under the terms of the Creative Commons Attribution Non-Commercial License, which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Artikel in diesem Heft
- Frontmatter
- In this issue
- Original articles
- Optimization of the recipe for the synthesis of CuInS2/ZnS nanocrystals supported by mechanistic considerations
- Green synthesis of silver nanoparticles from deoiled brown algal extract via Box-Behnken based design and their antimicrobial and sensing properties
- Effect of surfactant concentration on the morphology of MoxSy nanoparticles prepared by a solvothermal route
- The influences of the concentrations of “green capping agents” as stabilizers and of ammonia as an activator in the synthesis of ZnS nanoparticles and their polymer nanocomposites
- Shape control of silver selenide nanoparticles using green capping molecules
- Process intensification for continuous synthesis of performic acid using Corning advanced-flow reactors
- To date the greenest method for the preparation of α-hydroxyphosphonates from substituted benzaldehydes and dialkyl phosphites
- Factorial study to assess an ultrasonic methodology for the allylation of 4-chloroaniline
- Statistical analysis and optimization of recovering indium from jarosite residue with vacuum carbothermic reduction by response surface methodology (RSM)
- Optimization of recovering cerium from the waste polishing powder using response surface methodology
- Testing ecological suitability for the utilization of recycled aggregates
- An alternative green separation process for the pure isolation of commercially important bioactive molecules from plants
- Green methods for the determination of nitrite in water samples based on a novel diazo coupling reaction
- Conference announcement
- 22nd International Biohydrometallurgy Symposium (Freiberg, Saxony, Germany, September 24–27, 2017)
- Book review
- Biomaterials: biological production of fuels and chemicals
Artikel in diesem Heft
- Frontmatter
- In this issue
- Original articles
- Optimization of the recipe for the synthesis of CuInS2/ZnS nanocrystals supported by mechanistic considerations
- Green synthesis of silver nanoparticles from deoiled brown algal extract via Box-Behnken based design and their antimicrobial and sensing properties
- Effect of surfactant concentration on the morphology of MoxSy nanoparticles prepared by a solvothermal route
- The influences of the concentrations of “green capping agents” as stabilizers and of ammonia as an activator in the synthesis of ZnS nanoparticles and their polymer nanocomposites
- Shape control of silver selenide nanoparticles using green capping molecules
- Process intensification for continuous synthesis of performic acid using Corning advanced-flow reactors
- To date the greenest method for the preparation of α-hydroxyphosphonates from substituted benzaldehydes and dialkyl phosphites
- Factorial study to assess an ultrasonic methodology for the allylation of 4-chloroaniline
- Statistical analysis and optimization of recovering indium from jarosite residue with vacuum carbothermic reduction by response surface methodology (RSM)
- Optimization of recovering cerium from the waste polishing powder using response surface methodology
- Testing ecological suitability for the utilization of recycled aggregates
- An alternative green separation process for the pure isolation of commercially important bioactive molecules from plants
- Green methods for the determination of nitrite in water samples based on a novel diazo coupling reaction
- Conference announcement
- 22nd International Biohydrometallurgy Symposium (Freiberg, Saxony, Germany, September 24–27, 2017)
- Book review
- Biomaterials: biological production of fuels and chemicals