Metallographic preparation of a composite of meteorite iron, steel, pure iron, and nickel manufactured by the Damascus technique
-
S. Strobl
Suanne Strobl is working as a scientific officer at the Institute of Chemical Technologies and Analytics (TU-Wien) and is teaching supervisor of metallography. She studied chemistry and her doctoral thesis was about sintered steels.
Roland Haubner is Ao.Univ.Prof. at TU-Wien. His fields of activity till now were industrial tungsten production, CVD (Chemical Vapor Deposition) and the low-pressure diamond deposition. He is also involved in materials characterization, ceramics, corrosion and archaeometallurgy.

Abstract
A composite material was subjected to metallographic examination. It was manufactured by forging together different ferrous materials and nickel. This technique ranks among the Damascus techniques and is also used to manufacture so-called “krises”. A kris is a traditional dagger from Southeast Asia, particularly from Indonesia and Malaysia, manufactured by processing different iron and nickel alloys or meteorite iron containing nickel. As is typical for Damascus materials, widely varied patterns are obtained on the blades which may have different shapes.
To manufacture a kris blade, sheets made of pure iron, C10 steel, meteorite iron, and nickel were forge-welded in preliminary tests. Samples were taken and subjected to metallographic examinations. Different layers can be recognized after polishing. Etchants typically used for steels (Nital, Klemm) cannot be used to reveal the nickel microstructure. The nickel grain boundaries can be revealed by ion etching. To improve the different ferrous material microstructures’ contrast, an additional heat tinting process was performed.
The metallographic examination reveals that forge welding created a homogeneous joint between the individual layers.
Kurzfassung
Ein Verbundwerkstoff, dessen Herstellung durch Zusammenschmieden unterschiedlicher Eisenwerkstoffe und Nickel erfolgte, wurde metallographisch untersucht. Durch diese Technik, die zur Damaszenertechnik gezählt wird, werden auch sogenannte „Krise“ hergestellt. Beim Kris handelt es sich um einen traditionellen Dolch aus dem südostasiatischen Raum, vor allem Indonesien und Malaysia, wobei verschiedene Eisen- und Nickellegierungen bzw. nickelhaltiges Meteoriteneisen verarbeitet werden. Wie für Damaszenerwerkstoffe typisch, erhält man variantenreiche Muster auf den Klingen, die unterschiedliche Formen aufweisen können.
Zur Herstellung einer Krisklinge wurden in Vorversuchen Bleche aus Reineisen, C10 Stahl, Meteoriteneisen und Nickel durch Schmieden feuerverschweißt, davon Proben entnommen und metallographisch untersucht. Bereits nach dem Polieren sind unterschiedliche Lagen erkennbar. Mit typischen Ätzmitteln für Stahl (Nital, Klemm) kann das Gefüge von Nickel nicht entwickelt werden. Mittels Ionenätzung konnten die Korngrenzen des Nickels entwickelt werden. Zur Verbesserung der Kontrastierung der unterschiedlichen Eisenwerkstoffgefüge wurde zusätzlich eine Anlassätzung durchgeführt.
Die metallographische Untersuchung zeigt, dass durch Feuerverschweißen ein homogener Verbund zwischen den einzelnen Lagen entstanden ist.
1 Introduction
A kris or keris (Javanese for “to cut”) is the term used to designate a traditional Indonesian/Southeast Asian weapon used for hunting or when fighting enemies. Dictionaries define a kris as a type of dagger or a stabbing tool. Krises are still in use today in traditional ceremonies in Indonesia and Malaysia. They are also venerated as sacred heirlooms endowed with supernatural qualities [1].
1.1 Krises – Indonesian daggers
Krises are still manufactured according to the traditional model. They are characterized by two different shapes in the blade area, straight or wavy, and a typically asymmetrical blade base (Figure 1).
The decorative pattern of the blades manufactured by master blacksmiths performing a fold forging process are obtained using different iron alloys [1, 2]. Steel, iron, meteorite iron containing nickel, and/or nickel are used as raw materials and joined by forge welding. Nickel provides a good contrast to the Damascus surface [3].

kris from the Vienna World Museum: (a) straight kris with handle; (b) wavy kris with handle; (c) straight handle, overall view; (d) detail of the straight area of the blade; (e) detail of the asymmetrical blade base.
Bild 1a bis e:Kris aus dem Weltmuseum Wien: (a) Gerader Kris mit Griff; (b) gewellter Kris mit Griff; (c) gerader Griff, Gesamtansicht; (d) Detail des geraden Klingenbereichs; (e) Detail der asymmetrischen Klingenbasis.
1.2 Damascus technique
The earliest descriptions of Damascus blades date from 540 AD. Europeans encountered these weapons during the crusades [4, 5].
Blades of outstanding quality were brought to Europe from the trading center Damascus. The term Damascus blade became a concept encompassing brand, quality, and type. The Indonesian term “pamor” can be heard in the context of manufacturing krises. It means welding, designates the welding pattern of the blade, and is synonymous with damascening [6]. Different iron and steel types (which may also contain nickel) are welded together, initially generating lines. Several layers are created by folding or cutting up and performing another forge welding step. Indonesian blades typically have 60 or 120 layers. More complicated patterns are created by twisting the heated material. Only etching reveals the formed structures. A long etching process creates a relief (relief etching). In Indonesia, arsenic is ground with lemon juice and the mixture is brush-applied on the blade [6].
In any case, Western travelers reported on krises at the beginning of the 16th century. The oldest specimens found their way into European collections including Vienna, Oxford, Florence, etc., during the colonial era [7].
2 Experimental procedure
2.1 Raw materials and forging
The composite under examination was manufactured by welding together eleven sheets made of different iron alloys and Ni with an initial height of 6 mm and a length of 100 mm, respectively. The iron alloys are composed of pure iron with slag inclusions, steel with 0.1 wt.% C, and meteorite iron. The forging temperature was approx. 1100 °C. Figure 2 shows the sequence of layers. Composites with more than 50 layers could be manufactured by cutting the first composite, assembling the sections, and forging. Hence, the individual layers will considerably be thinned down [8, 9, 10].

Composite material after forging the initial sheets. Overview image in the LOM including the individual materials’microhardness values (HV 0.1) and their acronyms, Nital etching. Scale see Figure 3.
Bild 2: Verbundwerkstoff nach dem Schmieden der Ausgangsbleche. Übersichtsbild im LOM mit Kennzeichnung der einzelnen Materialien und ihrer Mikrohärte HV 0,1, Nitalätzung. Maßstab siehe Bild 3.
2.2 Metallography
The samples forged applying the described Damascus technique were available for metallographic examinations. First, suitable pieces were taken by cutting. These pieces were cold embedded and metallographically prepared (plane grinding, polishing using 9, 3, and 1 μm diamond suspension).
Etchants commonly used for steel (Klemm, Nital) cannot be used to reveal the nickel microstructure. We have therefore ion etched the released samples and subjected them to an additional heat tinting and Nital etching step.
Ion etching: accelerating voltage: 100 V; current: 10 mA; Ar pressure: 9 × 10-4 bar; time: 90 min.
Heat tinting in air: the released sample is placed on a heating plate, heating plate temperature approx.: 300 °C; time: 3–11 min (until the sample surface has a brown-violet appearance).
2.3 Microscopy and hardness measurement
The examinations were carried out using a Light Optical Microscope (LOM). Imaging was done using Backscattered Electrons (BSE) in a Scanning Electron Microscope (SEM), while the composition was determined by Energy Dispersive X-ray spectroscopy (EDS).
The microhardness was measured according to Vickers (HV 0.1) (Figure 2).
3 Results and discussion
Figures 3a–c are overview LOM images of the metallographically prepared composite after different etches, whereas Figure 3d is a SEM-BSE image without etching. The microstructures of the individual materials are nevertheless recognizable. The microstructure of the different materials and their transition areas will be described in the following.

Overview image after different etching processes: in the LOM (a) Nital 3 %; (b) ion etched; (c) ion etched and heat tinted; (d) SEM-BSE, unetched.
Bild 3a bis d:Übersichtsbilder nach unterschiedlichen Ätzungen: im LOM (a) Nital 3 %; (b) ionengeätzt; (c) ionen- und anlassgeätzt; (d) REM-BSE, ungeätzt.
3.1 The central meteorite iron layer
Meteorite iron is incorporated into the center of the workpiece. It is a sheet manufactured from the meteorite “Campo del Cielo” [11].
Next to the ferritic microstructures, various phases are arranged in lines. This structure results from manufacturing the sheet from the raw meteorite. Forging caused the phases contained in the meteorite to deform [12] (Figure 4). The SEM-EDS element distribution (Figure 5) of the meteorite iron reveals phosphorus, oxygen, and an increased Ni content. Note also the BSE image which depicts the grain structure even without etching.
The microhardness of this layer was 201 HV 0.1.
It is uniformly connected with the adjacent iron and no cracks or oxide layers can be observed at the interface (Figure 4b, d, f).

Meteorite iron in the center of the sample: (a, b) 3 % Nital etching; (c, d) ion etched and heat tinted; (e, f) SEM-BSE images.
Bild 4a bis f:Meteoriteneisen im Zentrum der Probe: (a, b) 3 % Nital Ätzung; (c, d) ionen- und anlassgeätzt; (e, f) REM-BSE Aufnahmen.
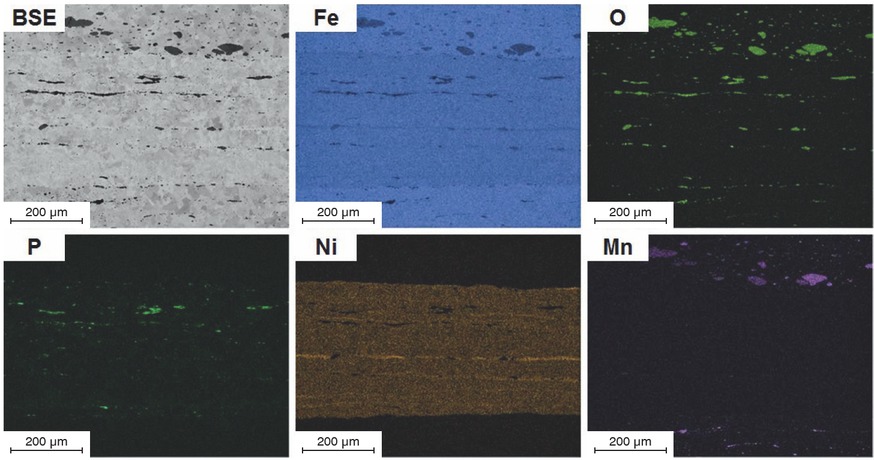
SEM-EDS element distribution of the central meteorite region.
Bild 5:REM-EDX Elementverteilung des mittleren Meteoritenbereichs.
3.2 The iron-nickel-iron composite
The pure iron layers are characterized by a ferritic microstructure without cementite precipitations. Oxide and slag inclusions are also recognizable (Figure 6a, b). The SEM-EDS element distribution (Figure 5) reveals increased manganese concentrations in the oxides contained in the pure iron.
The different coloring of the layers after heat tinting is quite interesting: colors (purple, violet, blue) are darker and more intensive at the edge, while they are dark yellow to brownish towards the core (Figure 3c). A microhardness value of 102 HV 0.1 was measured.
Since iron acts as a protective anode, the microstructure of the more noble nickel cannot be revealed next to the pure iron using the usual solutions. Ion etching was performed instead (Figures 6a–c). Additional heat tinting hardly introduced any changes in the Ni (Figures 6d–e). Nickel is characterized by a coarse grain microstructure with twins. Interestingly, the grain boundaries of the nickel are clearly recognizable in the SEM-BSE image even without etching (Figure 6f). A microhardness of 98 HV 0.1 was measured.
Presomably as a result of diffusion processes, a thin, approximately 10–15 μm layer (Figure 6e) formed between Ni and pure iron on the one hand, and, on the other hand, an oxidized zone with fine grain. Oxygen possibly penetrated the material during forge welding and oxides formed (Figure 6c).
The joints between both materials can nevertheless be described as uniform. The welding was thus successful.

Iron-nickel-iron area, LOM: (a–c) ion etched; (d, e) ion etched/heat tinted; (f) SEM-BSE, unetched.
Bild 6a bis f:Bereich Eisen-Nickel-Eisen, LOM: (a – c) ionengeätzt; (d, e) ionen – anlassgeätzt; (f) REM-BSE, ungeätzt.
3.3 The iron-steel-iron composite
The sheets of unalloyed steel containing 0.1 wt.% C, briefly referred to as C10, are also characterized by a mainly ferritic microstructure with some pearlite due to the presence of C (Figure 7).

Iron-steel-iron area: (a) SEM-BSE, unetched; LOM: (b, c) 3 % Nital etched; (d–h) ion etched/heat tinted.
Bild 7a bis h:Bereich Eisen-Stahl-Eisen: (a) REM-BSE, ungeätzt; LOM: (b, c) 3 % Nital geätzt; (d–h) ionen – anlassgeätzt.
Ion etching/heat tinting does not reveal the pearlite (Figure 7f, h). Pearlite can, however, be recognized after Nital etching (Figure 7b, c). The microhardness was 142 HV 0.1.
The interface Fe/C10 is very homogeneous. Thus, after ion etching and heat tinting, the different layers can only be distinguished owing to the slag inclusions in the Fe and the somewhat brighter grain in the C10 (Figure 7f, h). Next to the Nital etched interface, a 30–40 μm thick zone is clearly recognizable. It cannot be said whether it is a zone with fine oxides or carbides (Figures 7b, c). The grains of both ferrous materials are recognizable in the SEM-BSE even without etching; on the left side of the image, it appears as if oxide is enriched at the interface, whereas on the right, the interface is very homogeneous (Figure 7a).
3.4 Further processing into a finer, multilayer Damascus composite
Figure 8a shows the cross section of the forging for which 5 initial sheets (Figure 2) were stacked and forged again. The indi-
vidual layers are thus considerably thinned down, the microstructures of the individual layers and their transitions, however, are comparable to the initial microstructures (Figure 8b, c).

Multilayer Damascus composite in the LOM, heat tinted: (a) overview image with more than 50 layers; (b, c) detailed images of (a).
Bild 8a bis c: Mehrlagiger Damastverbund im LOM, anlassgeätzt: (a) Überblicksbild mit über 50 Lagen; (b, c) Detailbilder von (a).
4 Conclusions
It can be said that the composite created by forge welding between the individual sheets can be considered mostly satisfactory. Only isolated cases of oxidation or crack formation could be observed at the interfaces.
Owing to the complex structure of the kris blade composed of pure iron, C10 steel, meteorite iron, and nickel, different methods were necessary to reveal the microstructure. Nital and Klemm solutions are well suited to etch the iron alloys (pure iron, C10 steel, meteorite iron). Ion etching was used to reveal the nickel microstructure, as the other etchants preferentially attacked the steels. Alternatively, heat tinting was also performed and beautifully revealed the microstructure.
1 Einleitung
Als Kris oder Keris (schneiden, Javanesisch) wird eine traditionelle indonesiche/südostasiatische Waffe bezeichnet, die zur Jagd oder im Kampf gegen Feinde Einsatz findet. In Lexika wird ein Kris als eine Art Dolch bzw. als stechendes Werkzeug definiert. In Indonesien und Malaysia werden bis heute Krise für traditionelle Zeremonien verwendet und darüber hinaus als heilige Erbstücke mit übernatürlichen Eigenschaften verehrt [1].
1.1 Krise – indonesische Dolche
Auch heute werden Krise nach traditionellem Vorbild hergestellt. Kennzeichnend sind zwei unterschiedliche Formen des Klingenbereiches, gerade oder gewellt, und typisch ist eine asymmetrische Klingenbasis (Bild 1).
Die dekorativen Muster der Klingen werden durch Verwendung verschiedener Eisenlegierungen erhalten, die Meisterschmiede mit einer Falt-Schmiedetechnik herstellen [1, 2]. Als Ausgangsmaterialien werden Stahl, Eisen, Nickel haltiges Meteoriteneisen und/oder Nickel verwendet und durch Feuerverschweißen zusammengefügt. Durch das Nickel entsteht ein guter Kontrast an der Damaszeneroberfläche [3].
1.2 Damaszenertechnik
Die frühesten Beschreibungen von Damaszenerklingen stammen aus 540 n. Chr., und während der Kreuzzüge kamen die Europäer in Kontakt mit diesen Waffen [4, 5].
Aus dem Handelszentrum Damaskus gelangten Klingen hervorragender Qualität nach Europa. Die Bezeichnung Damaszenerklinge wurde zu einem Marken-, Qualitäts- und Typenbegriff. Im Zusammenhang mit der Krisherstellung taucht der Indonesische Begriff „pamor“ auf. Er bedeutet „schweißen“, bezeichnet das Schweißmuster der Klinge und ist mit „Damaszieren“ gleichzusetzen [6]. Unterschiedliche Eisen- und Stahlsorten, die auch Nickel enthalten können, werden zusammengeschweißt und es zeigen sich zunächst Linien. Durch Falten oder Zerschneiden und neuerlichen Zusammenschmieden entstehen mehrere Lagen. Typisch für indonesische Klingen sind 60 bzw. 120 Lagen, kompliziertere Muster entstehen durch Verdrehen des erhitzten Materials. Die entstandenen Strukturen werden erst durch Ätzen sichtbar gemacht. Durch langes Ätzen entsteht ein Relief (Reliefätzung). In Indonesien werden Arsenik und Zitronensaft gerieben und das Gemisch mit einer Bürste auf die Klinge aufgetragen [6].
Jedenfalls berichten westliche Reisende Anfang des 16. Jhd. von Krisen. Die ältesten Stücke gelangten während der Kolonialzeit in europäische Sammlungen, so z. B. in Wien, Oxford, Florenz u. a. [7].
2 Experimentelles
2.1 Ausgangsmaterialien und Schmieden
Durch Zusammenschmieden von elf Blechen aus verschiedenen Eisenlegierungen und Ni mit einer Ausgangshöhe von jeweils 6 mm und einer Länge von 100 mm wurde der zu untersuchende Verbundwerkstoff hergestellt. Bei den Eisenlegierungen handelt es sich um Reineisen mit Schlackeneinschlüssen, einem Stahl mit 0,1 Gew.% C und Meteoriteneisen. Die Schmiedetemperatur lag bei etwa 1100 °C. Die Schichtabfolge ist in Bild 2 gezeigt. Durch Zerschneiden des ersten Verbundes und Zusammenfügen der Teilstücke sowie Schmieden konnten Verbunde mit über 50 Lagen hergestellt werden. Die einzelnen Lagen werden dadurch wesentlich dünner [8, 9, 10].
2.2 Metallographie
Die nach dieser beschriebenen Damaszenertechnik geschmiedeten Proben standen für metallographische Untersuchungen zur Verfügung. Zunächst wurden durch Trennen geeignete Stücke entnommen, kalt eingebettet und metallographisch präpariert (Planschleifen, Politur mit 9, 3 und 1 μm Diamantsuspension).
Das Nickelgefüge kann mit typischen Ätzmittel für Stahl (Klemm, Nital) nicht entwickelt werden. Deshalb erfolgte nach dem Ausbetten der Proben eine Ionenätzung, zusätzlich wurden eine Anlass- und eine Nitalätzung durchgeführt.
Ionenätzung: Beschleunigungsspannung: 100 V; Strom: 10 mA; Ar-Druck: 9 × 10-4 bar; Zeit: 90 min.
Anlassätzung an Luft: die ausgebettete Probe wird auf eine Heizplatte gelegt, Heizplattentemperatur ca.: 300 °C; Zeit: 3–11 min (bis die Probenoberfläche braun-violett erscheint).
2.3 Mikroskopie und Härtemessung
Für die Untersuchungen wurde ein Lichtmikroskop (LOM) verwendet. Im Rasterelektronenmikroskop (REM) wurde mit den Rückstreuelektronen gearbeitet (BSE) sowie mit energiedispersiver Röntgenanalyse (EDX) die Zusammensetzung bestimmt.
Die Mikrohärtemessungen erfolgten nach Vicker’s HV 0,1 (Bild 2).
3 Ergebnisse und Diskussion
Überblicksbilder des metallographisch präparierten Verbunds sind im LOM nach verschiedenen Ätzungen in Bild 3a–c dargestellt. Hingegen zeigt Bild 3d eine REM-BSE Aufnahme ohne Ätzung, trotzdem sind die Gefüge der einzelnen Werkstoffe erkennbar. Die Gefüge der verschiedenen Materialien sowie deren Übergangsbereiche werden im Folgenden erläutert.
3.1 Die zentrale Lage aus Meteoriteneisen
Im Zentrum des Werkstücks ist ein Meteoriteneisen eingearbeitet. Es handelt sich um ein Blech, das aus dem Meteorit „Campo del Cielo“ hergestellt wurde [11]. Neben dem ferritischen Gefüge sind linienartig verschiedene Phasen angeordnet. Diese Struktur stammt aus der Herstellung des Blechs aus dem ursprünglichen Meteoriten. Die im Meteoriten enthaltenen Phasen wurden beim Schmieden verformt [12] (Bild 4). Die REM-EDX Elementverteilung (Bild 5) zeigt den erhöhten Ni-Gehalt im Meteoriteneisen sowie Phosphor und Sauerstoff. Man beachte auch das BSE Bild, in dem die Kornstruktur auch ohne Ätzung erkennbar ist.
Die Mikrohärte dieser Lage betrug 201 HV 0,1.
Der Verbund zum benachbarten Eisen ist gleichmäßig und es sind keine Risse oder Oxidschichten an der Grenzfläche festzustellen (Bild 4b, d, f).
3.2 Der Eisen-Nickel-Eisen Verbund
Die Reineisenlagen zeigen ferritisches Gefüge ohne Zementitausscheidungen. Des Weiteren sind Oxid- und Schlackeneinschlüsse erkennbar (Bild 6a, b). In der REM-EDX Elementverteilung (Bild 5) ist zu sehen, dass die im Reineisen enthaltenen Oxide erhöhte Mangankonzentrationen enthalten.
Interessant ist die unterschiedliche Färbung der Lagen nach dem Anlassätzen: Am Rand sind sie dunkler und intensiver (purpur, violett, blau) und gegen die Mitte dunkelgelb bis bräunlich gefärbt (Bild 3c). Es wurde eine Mikrohärte von 102 HV 0,1 gemessen.
Das Gefüge des edlen Nickels kann neben dem Reineisen mit den üblichen Lösungen nicht entwickelt werden, weil Eisen wie eine Schutzanode wirkt. Deshalb erfolgte eine Ionenätzung (Bild 6a–c). Durch zusätzliches Anlassätzen wird das Ni kaum verändert (Bild 6d–e). Nickel zeigt ein Grobkorngefüge mit Zwillingen. Interessanterweise sind die Korngrenzen des Nickels im REM-BSE Bild auch ohne Ätzung deutlich zu sehen (Bild 6f). Es wurde eine Mikrohärte von 98 HV 0,1 gemessen.
Vermutlich durch Diffusionsvorgänge entstand einerseits zwischen Ni und Reineisen eine dünne, etwa 10–15 μm breite Schicht (Bild 6e), andererseits eine oxidierte Zone mit Feinkorn. Möglicherweise ist beim Feuerverschweißen Sauerstoff in den Werkstoff eingedrungen und es kam zur Oxidbildung (Bild 6c).
Trotzdem können die Verbindungsstellen zwischen beiden Werkstoffen als gleichmäßig bezeichnet werden und somit war die Verschweißung erfolgreich.
3.3 Der Eisen-Stahl-Eisen Verbund
Die Bleche aus unlegiertem, 0,1 Gew.-% C-haltigem Stahl, kurz als C10 bezeichnet, zeigen ebenso ein überwiegend ferritisches Gefüge und daneben tritt, aufgrund des Vorhandenseins von C, Perlit auf (Bild 7).
Der Perlit ist nach der Ionen-Anlassätzung nicht erkennbar (Bild 7f, h) – im Gegensatz zur Nitalätzung (Bild 7b, c). Die Mikrohärte betrug 142 HV 0,1.
Die Grenzfläche Fe/C10 ist sehr homogen und nach der Ionen- und Anlassätzung sind die unterschiedlichen Lagen nur durch die Schlackeneinschlüsse im Fe und durch das etwas hellere Korn im C10 zu unterscheiden (Bild 7f, h). Bei der mit Nital geätzten Grenzfläche ist eine 30–40 μm dicke Zone deutlich erkennbar. Ob es sich hier um feine Oxide oder Karbide handelt, kann nicht gesagt werden (Bild 7b, c). Im REM-BSE Bild sind die Körner beider Eisenwerkstoffe auch ohne Ätzung erkennbar; links im Bild scheint Oxid an der Grenzfläche angereichert sein, rechts hingegen ist die Grenzfläche wiederum sehr homogen (Bild 7a).
3.4 Weiterverarbeitung zu einem feinerem, mehrlagigen Damastverbund
In Bild 8a ist der Querschnitt durch das Schmiedestück gezeigt, bei dem 5 Ausgangsbleche (Bild 2) gestapelt und abermals geschmiedet wurden. Die einzelnen Lagen werden dadurch deutlich dünner, die Gefüge der einzelnen Lagen und deren Übergänge sind jedoch mit den Ausgangsgefügen vergleichbar (Bild 8b, c).
4 Schlussfolgerungen
Es lässt sich sagen, dass der Verbund durch Feuerverschweißen zwischen den einzelnen Blechen überwiegend als zufriedenstellend beschrieben werden kann. Nur vereinzelt wurde Oxidation oder Rissbildung an den Grenzflächen beobachtet.
Aufgrund des komplexen Aufbaus der Krisklinge, aus Reineisen, C10 Stahl, Meteoriteneisen und Nickel waren unterschiedlichen Methoden zur Entwicklung des Gefüges notwendig. Die Eisenlegierungen (Reineisen, C10 Stahl, Meteoriteneisen) konnten gut mit Nital- und Klemm-Lösungen geätzt werden. Das Gefüge des Nickels wurde mittels Ionenätzung entwickelt, denn andere Ätzmittel haben vorwiegend die Stähle angegriffen. Als Alternative wurde auch eine Anlassätzung durchgeführt, die eine sehr schöne Gefügeentwicklung ergab.
About the authors

Suanne Strobl is working as a scientific officer at the Institute of Chemical Technologies and Analytics (TU-Wien) and is teaching supervisor of metallography. She studied chemistry and her doctoral thesis was about sintered steels.

Roland Haubner is Ao.Univ.Prof. at TU-Wien. His fields of activity till now were industrial tungsten production, CVD (Chemical Vapor Deposition) and the low-pressure diamond deposition. He is also involved in materials characterization, ceramics, corrosion and archaeometallurgy.
5 Acknowledgement
Our thanks go out to Mr. Kevin Grimas who helped preparing the samples as part of his bachelor thesis.
The authors would like to thank the TU Vienna Library for the financial support through its Open Access Funding Program.
5 Danksagung
Unser Dank geht an Herrn Kevin Grimas, der im Rahmen seiner Bachelorarbeit bei der Probenpräparation geholfen hat.
Die Autoren danken der TU Wien Bibliothek für die finanzielle Unterstützung durch ihr Open-Access-Förderprogramm.
References / Literatur
[1] Purwanto, S., Nuhamidah, I.: Introduction to Kris, a traditional weapon of Indonesia: Preserved-lingering issues of facts, Journal of English Education, Literature, and Culture, Vol. 6, No. 2, August 2021, pp. 397–410. DOI:10.30659/e.6.2.397-41010.30659/e.6.2.397-410Search in Google Scholar
[2] Visser, S.: Iron of the Gods, Version 210701, Publisher Seerp Visser, 2021.Search in Google Scholar
[3] Strobl, S.; Haubner, R.: Characterisation of a San Mai Steel Composite for the Manufacture of Knives. Materials Science Forum, 1082 (2023), pp. 183–188. DOI:10.4028/p-5jp4r110.4028/p-5jp4r1Search in Google Scholar
[4] Denig, H.: Alte Schmiedekunst, Damaszenerstahl, Arbogast, Otterbach/Pfalz, 1999.Search in Google Scholar
[5] Sherby, O. D.; Wadsworth, J.: Ancient blacksmiths, the Iron Age, Damascus steels, Journal of Materials Processing Technology 117 (2001), pp. 347–353. DOI:10.1016/S0924-0136(01)00794-410.1016/S0924-0136(01)00794-4Search in Google Scholar
[6] Janata, A.: Damaststahl und Pamoreisen, Annals oft he Naprstek Museum 5, Prague,1966.Search in Google Scholar
[7] Weihrauch, A.: Ursprung und Entwicklungsgeschichte des indonesischen Kris – Historische und metallurgische Untersuchungen, Dissertation, Universität Basel, 2001.Search in Google Scholar
[8] Strobl, S.; Haubner, R.; Scheiblechner, W.: New Steel Combinations Produced by the Damascus Technique, Advanced Engineering Forum, 27 (2018), pp. 14–21. DOI:10.4028/www.scientific.net/AEF.27.1410.4028/www.scientific.net/AEF.27.14Search in Google Scholar
[9] Strobl, S.; Haubner, R.: Microstructural Characterization of Ferrous Materials Forged by the Damascus Technique, Materials Performance and Characterization, 5 (2016), pp. 617–626. DOI:10.1520/MPC2016002810.1520/MPC20160028Search in Google Scholar
[10] Strobl, S.; Haubner, R.: Characterisation of steel composites produced by the Damascus technique, Materials Science Forum, 825–826 (2015), pp. 852–859. DOI:10.4028/www.scientific.net/MSF.825-826.85210.4028/www.scientific.net/MSF.825-826.852Search in Google Scholar
[11] Scheiblechner, W.; Schubert, W. D.; Strobl, S.; Haubner, R.: Ein himmlisches Schwert, Practical Metallography 59 (2022), pp. 445–458. DOI:10.1515/pm-2022-101610.1515/pm-2022-1016Search in Google Scholar
[12] Haubner, R.; Strobl S.: Campo del Cielo – an Iron Meteorite found in Argentina. Practical Metallography, 58 (2021), pp. 570–580. DOI:10.1515/pm-2021-004710.1515/pm-2021-0047Search in Google Scholar
© 2023 S. Strobl, W. Scheiblechner, R. Haubner, Published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Contents
- Editorial
- Dear readers
- Metallographic preparation of a composite of meteorite iron, steel, pure iron, and nickel manufactured by the Damascus technique
- The WG Fractography Online Database – stage of development and planning
- Failure Analysis
- A brief guide to conducting failure analysis on ceramic components
- Intergranular Corrosion in X39CrMo17-1 – A Review
- Picture of the Month
- Picture of the Month
- People
- Nachruf auf Dr. Jörg Trempler
- News
- Eine neue Ära des metallografischen Ätzens – Von der wissenschaftlichen Idee zum Serienprodukt „ThEtching“
- Meeting Diary
- Meeting Diary
Articles in the same Issue
- Contents
- Editorial
- Dear readers
- Metallographic preparation of a composite of meteorite iron, steel, pure iron, and nickel manufactured by the Damascus technique
- The WG Fractography Online Database – stage of development and planning
- Failure Analysis
- A brief guide to conducting failure analysis on ceramic components
- Intergranular Corrosion in X39CrMo17-1 – A Review
- Picture of the Month
- Picture of the Month
- People
- Nachruf auf Dr. Jörg Trempler
- News
- Eine neue Ära des metallografischen Ätzens – Von der wissenschaftlichen Idee zum Serienprodukt „ThEtching“
- Meeting Diary
- Meeting Diary