“Corrosion” on multi-layer composite pipes – the case of damage
-
Gunther Pajonk
ist Leiter des Sachgebiets „Schadensanalyse“ am MPA NRW. Seit mehr als 30 Jahren erforscht er Versagensabläufe an Bauteilen aus der Trinkwasserinstallation und dem Bauwesen unter den Belastungen des jeweiligen Einsatzfalls. Er ist ein anerkannter Experte für Werkstofftechnik, Korrosion, nachwachsende Brennstoffe und Abgastechnik sowie Sachverständiger für öffentliche und private Auftraggeber.

1 Introduction
Experts, insurance company specialists, lawyers and judges again and again have to deal with damage cases that appear at multilayer composite pipes made of thermoplastic materials such as polyethylene (PE), polypropylene (PP) or polybutene (PB). The damages occur under the influence of water-based corrosive media in drinking water systems, air conditions and heating facilities as well, sometimes leading to considerable damages on buildings. In legal evidentiary hearings it is frequently asked which error is the cause of damage and who is responsible for it. This background paper is intended to support interested persons to read and better understand expertising papers on this topic and to track the damage progress.
VDI Guideline 3822 “damage analysis” takes the trend that many pipes in drinking water and heating installations are now made of thermoplastic materials into account. It has been revised and supplemented by the sheets No. 2.1.1 to No. 2.1.10” damage to thermoplastic products”. Sheet 2.1.7 deals with “damages on thermoplastic products due to medial stress”; this terminology avoids the expression “corrosion” in the title as DIN EN ISO 8044 defines “corrosion as a chemical reaction of a metal with its environment”.
VDI 3822 gives an overview of damage patterns. However, the correspondence of damage patterns to illustrations of this guideline is not sufficient to identify the particular kind of damage and the damage process. For a sure evaluation, experts must make themselves familiar with the production processes of composite pipes and with the normative requirements given by the technical rules and regulations. They must know how installations are constructed and put into operation as well as what loads appear at the damage site. This only makes it possibile to exclude operaton-related deterioration and to identify production or installation mistakes that justify regress claims towards the manufacturer or the installer according to the Product Liability Act.
VDI 3822, sheet 2.1.2 states in the introduction: “When identifying possible damage reasons, it has to be taken into account that very similar damage patterns can be caused by different causes or load. In this context, it cannot be assumed that a cause of damage is unambiguously identified as soon as a damage phenomenon in one of the supplementary sheets corresponds to a given damage pattern. Due to this lack of uniqueness, it is appropriate for a responsibile user of this guideline to always consider all supplementary sheets, unless the damage environment allows exclusions.”
VDI 3822 only offers an overview of analytical methods. It does not contain a procedure on how to carry out damage analyses in individual cases. The current publication is intended to close this gap. It describes a possible procedure for further investigations. This article presents a case of damage resulting from the drinking water installation of a single-family house and is representative of damage to multilayer pipes. The cause and sequence of failure are illustrated in numerous figures. The test methods and studies that led to the determination of the damage cause are presented in an exemplary manner. Further details are available for interested persons in the references as well as in the superior publication on the case of damage and its excursuses which have already been published on internet.
2 The Case of Damage – Common description of the damaged part
This publication reports on a case of damage that occurred to a multilayer composite pipe in 2020. Piping systems made of multilayer composite pipes are normatively designed to last 50 years. The damage analysis therefore focused on the question of who was responsible. In addition to the cause of damage, it should be determined whether the multilayer pipe was already pre-damaged before installation allowing a legal claim towards the pipe manufacturer, and whether the installation is meanwhile so hardly disrupted that all pipes must be replaced.
As quickly as such questions are asked, the more elaborate it is to answer them. The manufacturer must be shown to have made errors in material composition, design, production, instruction and labeling, or a planner must be proven to have made mistakes in the selection of components/materials for the agreed requirements of operation. Happened the damage time shifted? Is the installation already naturally worn out? The service life, however, depends on the maximum as well as on the continous operation temperature, the water composition and on the kind of tube materials. Is the shortened service life a result of e.g. harmful water additives, non-permitted operation conditions or of an inadequate maintenance? In order to answer such questions, it depends on the information that the expert receives from the involved parties.
In the present case, substantial details were unknown to the client. There was a lack of information on age and construction as well as on the operating conditions and the commissioning of the installation. The test institute received the damaged part accompanied by an order letter and only few details on the matter. It had no authority to take evidence on it. The test house therefore had to request pictures from the client taken during his on-site inspection. Other information needed to be determined at the internet, from literature as well as from standards and regulations. However, the most important, independent source of information is the damaged part itself. To ensure that nothing is lost, all steps from receiving the sample to the final result must be documented in detail.
In the present case, the test center received two sections of a multilayer composite pipe and a T-piece for damage analysis. As stated by the client, the parts were taken from a thermally insulated hot water pipe system in a private house. They were horizontally installed under the concrete screed of the basement floor (Figure 1). One pipe section was leaking. Water was dripping out of the leak, resulting in major water damage. The humidity rising from the floor damaged the wall surfaces and caused mold to grow.

Test pieces and leakage in floor under the
Bild 1: Prüfstücke screed. mit der Leckage im Fußboden unter dem Estrich.
The T-piece was labeled according to DIN EN ISO 21003, Part 3 “Multilayer composite piping systems for hot and cold water installation inside buildings – pipes” with the connector dimensions 20/16/20 and the material polyphenylsulfone (PPSU) as well as by the manufacturer’s trademark and a certification mark (Figure 2). By the labeling the t-piece could be tracked to a supplier and by reference to the supplier’s catalog. In the main line’s straight section, DN 20 multilayer pipes were mounted on the support sleeves of the T-piece and joined together; in the vertical branch, a small DN 15 pipe (11.7 mm inside diameter, 2.3 mm Wall thickness) was fitted.

Damaged parts after delivery.
Bild 2: Defekte Prüfstücke nach der Anlieferung.
Multilayer composite pipes must be longitudinally labeled per meter due to DIN EN ISO 21003-2 by the standard, the manufacturer’s mark, the nominal diameter × wall thickness, the design type of the pipe as well as by details like the application class, opacity, operation pressure/temperature and on the production site and the month/year of manufacture as well.
The damaged pipe is a M-type “PE-MD/AL/PE-MD” polymer/metal polycomposite (Figure 3). It has a sheath and an inliner of medium density polyethylene and a diffusion diffusion barrier made of aluminum. The pipe is DN 20, having an inside diameter of 14.8 mm and a wall thickness of 2.5 mm. It comes from a “100 m” roll. It is “Made in Germany” in 2009. The pipe is designed and certified for a service at 8 bar and 70 °C.
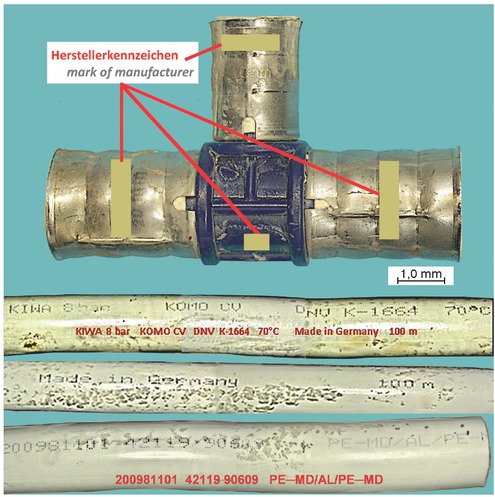
Damaged parts PE-MD/AL/PE-MD, Made in Germany for subfloor heatings (Tmax ≤ 70 °C).
Bild 3: Defekte Prüfstücke, Kennzeichnung PE-MD/AL/PE-MD, Made in Germany für Fußbodenheizungen (Tmax ≤ 70 °C).
However, the test center got pipe sections that were to short. The surface outside was damaged by wear and aging. The labeling was incomplete. The section containing the manufacturer´s mark was missing. The manucturer, therefore, could not be identified.
The composite pipe and the fittings of an installation are usually from the same manufacturer. They are traded in a complete product line as a composite pipe system. If the assembly instructions are followed, the system producer assumes liability for the connection technology.
Therefore, a reference pipe of DN 20 × 2.5 mm was purchased from the T-piece producer (Figure 4). Its marking was compared in each detail with the labeling of the damaged pipe sections.

Reference of T-piece-producer: PE-Xc/Al/PE-HD, Made in EU for drinking water applications (Tmax ≤ 95 °C).
Bild 4: Vergleichsrohr des T-Stück-Systemherstellers: PE-Xc/Al/PE-HD, Made in EU für Trinkwasser (Tmax ≤ 95 °C).
As the comparison confirms, the markings of the both pipes are not identical in shape and content. The reference pipe from the T-piece manufacturer is labeled “PE-Xc/AL/PE-HD”. Its oxygen barrier is aluminum; its inliner consists of electron beam cross-linked polyethylene PE-Xc, and its outside jacket is high-density polyethylene PE-HD. The pipe is “Made in EU” and certified for increased pressure demands of 8 or 10 bars and temperatures up to 95 °C. According to DIN EN ISO 21003, Table E5.2, it is approved for application class 2 “drinking water applications” and for operating temperatures up to 85 °C (maximum: 95 °C) and depending on diameter for pressure loads of 8 to 10 bar. The limit of use of 70 °C, which is indicated in the labeling of the defective pipe, does not correspond to this. The markings “8 bar” and “70 °C” on the defective pipes prove that this pipes was originally for application class 4 “underfloor heating systems and connection of low-temperature radiators”.
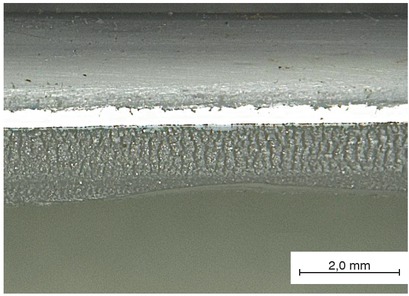
There are qualitative structural differences of the composite pipes, too. The layer dimensions are – as their cross-sections show – not the same. The wall thickness of the damaged pipe is 2.5 mm. Its MDPE inliner is 1.6 mm thick and appears green in daylight. It is followed by a 0.3 mm thick aluminum foil, and completed by a 0.6 mm thick white MDPE outer jacket (Figure 5a). The wall of the reference is only 2.3 mm. Its PEXc-inliner is 1.1 mm. It apperas yellowish in day-light. Finally, after the diffusion barrier (0.30 mm) a white, 0.9 mm thick HDPE-jacket finished the run (Figure 5b).

Dimensions of layers of damaged pipe and the system reference: a) damage pipe at 12 o’clock, b) reference pipe.
Bild 5a und b: Abmessungen der Verbundschichten von defektem Rohr und System-Vergleichsrohr: a) 12-Uhr-Schnitt des defekten Rohrs, b) Schnitt des Vergleichsrohr.
Test result: The damaged pipe is not designed for drinking water applications. The damaged pipe and the T-piece are not system parts from the same producer. The installer of the hot water installation used parts from different manufacturers. A claim for system liability does not exist.
3 Techniques of Themoplastics Identification
Given that the production of the composite pipe – as evidenced by the marking – is certified and externally monitored, it must be assumed that the pipe was in satisfactory condition at the time of delivery. However, due to the option of product liability, the damaged pipe needed to be inspected to identify manufacturing imperfections. The visual and light-optical examinations at the test center did not reveal any grooves, bubbles or entrapments indicating fabrication errors – apart from assembly-related wear that is not relevant.
In any damage analysis, the material from which the damaged part is made must also be examined by adequate methods of analysis. In the present case, it was necessary to verify that the jacket and the inliner of the damaged composite pipe were made of medium-density polyethylene PE-MD, as declared by the manufacturer. Elementary analytical methods such as spectroanalysis, AAS atomic absorption analysis, ICP-OES or ICP-MS are not suitable because thermoplastics consist almost completely of hydrocarbons. The properties of polymers are not determined by their chemical composition, but by their molecular structure. Therefore, techniques – usually vibration spectroscopic methods like IR and Raman spectroscopy – are choosen, that allow the molecullar structure to be explained. In these methods, the individual molecular units inside the polymers are excited into oscillations by appropriate wavelengths of radiation. In each of the IR and Raman spectra of thermoplastics, significant signals appear at typical wave-numbers that provide information about the structure. Since numerous thermoplastic materials have already been studied, many polymers may be identified by comparison with databases or with reference grades. In the present case, the T-piece and the defective composite pipe submitted for examination were examined by IR spectroscopy and Raman microscopy. The T-piece is made of PPSU, as it is verified by a comparing its IR spectrum to that of commercial rods (Figure 6).

IR-spectra comparison of the T-piece and commercial polyphenylsulfone PPSU rods.
Bild 6: IR-Spektrenvergleich vom T-Stück und von Polyphenylsulfon PPSU (Stange).
On the damaged pipe, samples were taken from the outer jacket and from the inliner at 12 o’clock, where the pipe is only marginally damaged. Both samples were examined by IR spectroscopy and Raman microscopy. The inliner and outer jacket of the damaged pipe are – as proven by reference from literature [22, 24, 29, 30], from commercial rods and with new pipes (Figure 7) – made of polyethylene. At the IR spectra the polyethylene typical bands appear of the (C-H)-stretchings at 2919/2850 cm-1 and (C-H)-deformations at 1470/1460 cm-1 as well as of (-CH2)-deformations at bei 730/720 cm-1 (Table 1). In the Raman spectra (Figure 8), there are PE-typical bands of the C-C stretchings at 1128 cm-1 (νsC-C) und 1160 cm-1 (νasC-C), the pendular vibration ρ(C-C) at 2848 cm-1 as well as the C-H valences at 2848 cm-1 (νsCH2) and 2881 cm-1 (νasCH2), the bands of the C-H torsion τ(CH2) at 1170 cm-1 and three others C-H deformations δ(CH2) bei 1417 cm-1, 1438 cm-1 and 1463 cm-1 (Table 2).

IR-spectra of the damaged composite pipe versus pipes of commercial PE qualities.
Bild 7: IR-Spektrum des defekten Verbundrohrs im Vergleich zu handelsüblichen PE-Rohren.
Wavenumbers and intensity of IR-bands taken from polyethylene pipes of different qualities.
Tabelle 1: Lage und Intensität der IR-Banden von Polyethylen-Rohr verschiedener Qualitäten.
| PE-MD | PE-RT II | PE-Xa | PE-Xb | PE-Xc | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| cm-1 | % | cm-1 | % | cm-1 | % | cm-1 | % | cm-1 | % | |
| -C-H δsym | 719.1 | 5.6 | 718.8 | 1.6 | 718.6 | 18.5 | 718.6 | 16.3 | 718.8 | 10.9 |
| -C-H δas | 729.9 | 3.7 | 729.9 | 9.6 | 730.0 | 12.9 | 729.8 | 9.9 | 729.9 | 6.7 |
| -CH2- δsym | 1462.8 | 4.3 | 1462.6 | 12.2 | 1462.0 | 13.2 | 1462.6 | 11.5 | 1462.7 | 8.3 |
| -CH2- δas | 1472.1 | 3.7 | 1472.1 | 11.2 | 1472.2 | 11.4 | 1472.1 | 12.1 | 1472.0 | 7.4 |
| -CH2- δsym | 2848.2 | 10.4 | 2847.6 | 37.2 | 2847.5 | 27.2 | 2846.7 | 35.3 | 2847.9 | 21.7 |
| -CH2- δas | 2915.9 | 11.7 | 2914.8 | 43.9 | 2915.0 | 29.5 | 2914.6 | 42.7 | 2915.5 | 24.3 |

Raman-spectra of the damaged composite pipe versus pipes of commercial PE qualities.
Bild 8: Raman-Spektrum des defekten Verbundrohrs im Vergleich zu handelsüblichen PE-Rohren.
Differential scanning calorimetry (DSC) is a thermal analysis technique. It is suitable for the supplementary investigations. In DSC, heat absorption is measured and recorded vs. temperature when a sample is heated by a defined heating rate. Phase transitions such as melting, crystallization or structure changes during glass transition occur at the transformation point in the heating or cooling plot as a heat absorptions. Their position describes the phase transition temperature (melting/crystallization temperature) and its magnitude the materials’ degree of crystallization. Since transitions of the individual materials or of grades of the same polymer in most cases happen at different points, they can be identified in mixtures (blends). However, DSC is not very specific. With DSC, for example, polyethylenes cannot be distinguished from polybutene-1, since – as shown in Table 3 – their melting temperature and degree of crystallization are in the same range. In this case the identification only in combination with IR and Raman spectroscopy.
Wavenumbers of Raman-lines taken from polyethylene pipes of different qualities.
Tabelle 2: Lage von Raman-Linien von Polyethylen-Rohr verschiedener Qualität.
| Defektes Rohr/damaged pipe | |||||||
|---|---|---|---|---|---|---|---|
| Mantel/jacket cm-1 | Inliner cm-1 | PE-MD cm-1 | PE-RT II cm-1 | PE-Xa cm-1 | PE-X^ cm-1 | PE-Xc cm-1 | |
| -C-C- νas | 1060 | 1060 | 1061 | 1062 | 1061 | 1061 | 1062 |
| -C-C- νsym | 1128 | 1129 | 1129 | 1128 | 1128 | 1128 | 1128 |
| -C-C- ρ | 1170 | 1168 | 1170 | 1168 | 1170 | 1168 | 1168 |
| -CH2 τ | 1294 | 1294 | 1295 | 1295 | 1296 | 1294 | 1294 |
| C-H ω | 1370 | 1370 | 1370 | 1367 | 1368 | 1367 | 1368 |
| -CH2 δ | 1417 | 1418 | 1416 | 1416 | 1416 | 1415 | 1416 |
| -CH2- νsym | 2446 | 2447 | 2446 | 2446 | 2447 | 2447 | 2447 |
| -CH2- νas | 2881 | 2881 | 2881 | 2881 | 2881 | 2881 | 2881 |
In this study, material was taken for DSC analysis from the outer jacket and from the inliner of the damaged composite pipe at 12 o’clock. In addition, PE rods and composite pipes crosslinked by different procedures were purchased for reference of various polyethylene grades and tested by DSC afterwards. In each case, the curves of the 1st and 2nd heat cycle as well as the cooling line were recorded. From the plots, the melting temperatures and the degrees of crystallization could be obtained. All results are summarized in Table 3.
Melting temperatures / degrees of crystallization of the damaged inliner and of commercial products.
Tabelle 3: Schmelztemperaturen / Kristallisationsgrade vom defekten Inliner und kommerziellen Produkten.
| Bauteile / parts | Schmelztemperatur °C / melting temperature °C | Kristallisationsgrad % / Christallinity % | |||
|---|---|---|---|---|---|
| Heizzyklus / heating | Heizzyklus / heating | ||||
| 1. | 2. | 1. | 2. | ||
| Defektes Rohr / damaged pipe | |||||
| außen / external | Mantel / jacket | 126.4 | 125.6 | 47.3 % | 47.4 |
| 12:00 | Inliner | 125.7 | 127.2 | 48.1 % | 46.4 |
| 6:00 | Inliner | 136.7 | 128.5/132.1 | 66.4 % | 60.7 |
| Verbundrohre / composite pipes | |||||
| PE-Xc, T-Hersteller/ T-producer, Inliner | 132.0 | 130.6 | 53.8 % | 49.6 | |
| PE-Xc | Inliner | 130.6 | 133.3 | 49.7 | 53.8 |
| PE-Xb | Mantel / jacket | 134.0 | 50.9 | ||
| PE-Xb | Inliner | 135.1 | 53.1 | ||
| PE-Xa | Inliner | 133.7 | 130.6 | 49.3 | 52.0 |
| PE-RT | Inliner | 133.0 | 129.0 | 49.5 | 53.3 |
| PE MD / PE-80 kein Verbund/non composite | 132.2 | 127.4 | 50.4 | 53.7 | |
| Stangen / rods | |||||
| PE UHMV / PE 1000 | Hersteller / producer 1 | 136.4 | |||
| PE UHMV / PE 1000 | Hersteller / producer 2 | 130.8 | |||
| PE HD / PE 500 | Hersteller / producer 1 | 135.6 | |||
| PE HD / PE 500 | Hersteller / producer 2 | 135.2 | |||
| PE 300 | 141.9 | ||||
| Polybuten(e)-1 PB | Granulat / granulate | 127.8 | 56.1 | ||
| Polybuten(e)-1 PB | Rohr / pipe | 130.5 | 61.2 | ||
The DSC analysis proves that the damaged tube does not come from the manufacturer of the T-piece. In Figure 9 the plots of the 1st and 2nd heating of the pipe of the T-piece manufacturer versus the lines of the inliner of the damaged pipe are shown. The melting temperature and degree of crystallization of both samples are significantly different. Melting of the damaged pipe appears between 125.6 °C – 127.2 °C and its degree of crystallization is 46.4 % – 48.1 %. On the reference, in the 1st heating cycle 132.0 °C/53.8 % are obtained and 130.6 °C/49.6 % in he 2nd.

DSC-plots of the 1st and 2nd heating of the damaged inliner at 12 o’clock according to the PEXc tube of the T-piece producer.
Bild 9: DSC-Kurven vom 1. und 2. Heizzyklus vom defekten Inliner und bei 12 Uhr vom PEXc-Rohr des T-Stück-Hersteller.
As it is shown by Table 3, melting of crosslinked polyethylene always happens above 130 °C near to ∼134 °C. The degree of crystallization is > 50 % (52 %–54 %). That also applies to the rods made of PE 300, HDPE and PE UHMV (∼135 °C). For the damaged pipe, otherwise melting is always < 129 °C.; the crystallization degree is ≤ 48.1 %. That agrees to not crosslinked MDPE and PE-RT.
Elemental analytical techniques – except for metallic and mineral inclusions – are hardly appropriate for the characterization of thermoplastic materials. There is, however, one significant alternative. In crosslinked polyethylene PE-Xb the silane crosslinking can be detected by EDS analysis because the bridges between the hydrocarbon chains contain silicon. PEXb can be significantly identified by a linescan pependicular to the inliner of a PEXb composite pipe. In a line scan across the diameter of a composite pipe, a silicon line appears that is clearly distinguishable from the background. In all other polyethylene grades – such as PERT-II, PEXa, PEXc and PEXd – no other lines than carbon appear in the scan, since there are only carbon bridged. Silicon and other signals are within the range of the detector noise. It therefore is established that the inliner of the damaged pipe is not silanecrosslinked and does not consist of PEXb.
Molecular mass, density, degree of crystallization and crosslinking between the carbon chains naturally influence the mobility of individual molecular groups, carbons and hydrogens. In higher molecular polyethylene or in a higher density polyethylene, the carbon chains are more closely packed, and the degree of crystallization is higher. After crosslinking, the distance between the chains is significantly reduced and the molecular groups are fixed in their blocks. As the mobility of atoms and atomic groups changes along their chemical bonds, the intensity of signals from the oscillation modes is naturally changed in both the IR and Raman spectra. It therefore makes sense to record the individual intensities of signals regarding to the PE-type and to relate and compare those that change particularly strongly along the same axis in order to identify the PE-grade on base of the ratios.
In this study, we carried out comparatively Raman analyses on the damaged composite pipe and on commercial PE references. Hence, it was possible to identify the thermoplast of the outer jacket and of the inter-liner by comparing the ratios of bands for the stretchings νs/νas(CC) und νs/νas(CH2) and for deformations δ1415/δ1460 (CH2) (Table 4). At the outer jacket the ratios are νs/νas(CC) = 1.04, νs/νas (CH2) = 0.81 and δ1415/δ1460(CH2) = 0.52 and at the inliner the ratios are νs/νas(CC) = 0.97, νs/νas(CH2) = 0.93 and δ1415/δ1460(CH2) = 0.25, respectively. These values are closely to νs/νas(CC) = 1.0 – 1.1, νs/νas(CH2) = 0.8 – 0.9 and δ1415/δ1460(CH2) = 0.4 – 0.5 as well, obtained from commercial references of medium density polyethylene MDPE. It is therefore concluded that the inlinerand outside jacket of the damaged composite pipe both consist of MDPE.
sym/asym-Raman ratios of the damaged inliner taken at 12 o’clock versus commercial references.
Tabelle 4: Vergleich der Raman-Verhältnisse der Innenschalen des defekten Rohrs mit kommerziellen Proben.
| Polyethylensorte / polyethylene grade | νs(CC) / νas(CC) | δ1415(CH2)/δ1460(CH2) | νs(CH2)/νas(CH2) | ||
|---|---|---|---|---|---|
| LDPE | 1.12 | 0.7 | 1.03 | ||
| PE 200 | 0.30 | 0.8 | 1.41 | ||
| MDPE/PE 80 | 1.0 – 1.1 | 0.4 – 0.5 | 0.8 – 0.9 | ||
| HDPE | 1.45 – 1.46 | 1.17 – 1.19 | 1.29 – 1.35 | ||
| PE UHMV | (Hersteller / producer) | 1 | 1.53 | 1.12 | 1.10 |
| 2 | 1.32 | 1.13 | 1.50 | ||
| PERT-II | 1.08 | 0.49 | 1.05 | ||
| PE-Xa | 2.10 | 2.02 | 0.91 | ||
| PE-Xb | 1.80 | 1.43 | 1.09 | ||
| PE-Xc | 1.26 | 1.25 | 1.12 | ||
| PE-Xc T-Stück-Hersteller / PE-Xc T-piece-producer | 1.11 | 0.81 | 1.30 | ||
| Inliner (12:00) | 0.97 | 0.25 | 0.93 | ||
| Mantel / external jacket | 1.04 | 0.52 | 0.81 | ||
Test result: Errors in manufacturing or in labeling the pipe were not found. The outer jacket and inliner of the damaged multilayer composite pipe are made of medium-density polyethylene MDPE, as it is specified by the manufacturer. The polyethylene is neither crosslinked, nor stabilized via silicon bridges or by any other crosslinking process.
4 Description of Damage Patterns
On the outside of the pipe sections, there are dark traces of some drainage, resulting from the water leakage and consisting of the minerals of the floor screed. At 6 o’clock deformations and longitudinal cracks exist. The jacket polymer is bulging outside. The individual lenth cracks are forming a longitudinal notch.
Figure 10 illustrates the leakage at the bottom of tube 1 where the water escaped from the composite pipe during the damage. The jacket is bulging; there is a notch in the center of the “dent”; a transverse crack at the base of the notch has appeared and penetrated all the way to the water side.

Leakage at 6 o’clock towards outside of the pipe across a crack on the base of a longitudinal notch of the PE jacket.
Bild 10: Leckage bei 6-Uhr in einer Längskerbe mit Querriss inder Kernzone der Wölbung des PE-Mantels nach außen.
A 55 mm long piece was cut off from the damage site. The piece was cut into halves between 3 and 9 o’clock to expose the interior of the tube below the water leak (Figure 11). The sections were examined by means of light and electron optics at several locations. The composition of the deposits was determined by EDS analysis.
Watersided areas of the PE inliner at 12 and 6 o’clock.
Bild 11: PE-Inliner bei 12-Uhr und 6-Uhr.
Longitudinal and transverse crosscuts were made from the upper and lower half pieces and examined by light-optics. The base cut containing the leakage is quite different from the half above.
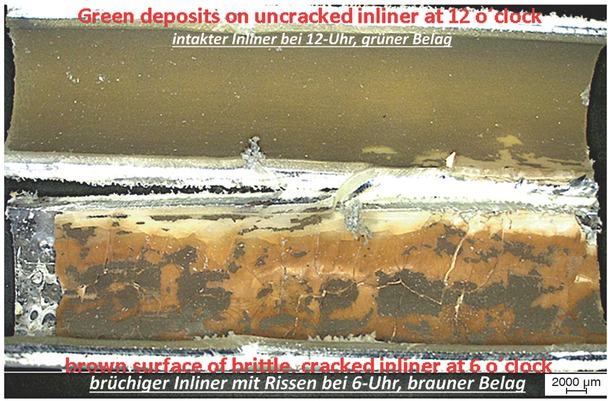
The PE jacket and the aluminum barrier at 12 o’clock are completely intact. The polyethylene is entirely bonded to the aluminum interface (Figure 12). The PE-inliner is free of cracks. It is only superficially water attacked. A fine-grained, green film adheres on its internal surface (Figure 13 and Figure 14). It mainly consists of water compounds like potassium (0.2 At.%), calcium (0.6 At.%) and magnesium (1.2 At.%) (Figure 15). In addition, zinc (8.9 At.%) and copper (1.8 At.%) (brass) and iron (3.5 At.%), nickel (1.8 At.%), manganese 0.7 At.%, cobalt 0.9 At.% and titanium 0.2 At.% (steel) are found. These deposits are corrosion products from brass and steel. The deposits also contain noticeably amounts of aluminum (4.2 At.%) and silicon (4.5 At.%) (Figure 15). Individual (aluminum silicate?) particles are located on layers of corrosion products from zinc carbonate ZnCO3 (Zn: 16.4 At.%/C: 19.4 At.%/O: 49.6 At.%) (Figure 16).
Jacket and inliner completely bonded to the aluminum at 12 o’clock.
Bild 12: Vollständige Haftung von Außenmantel und Inliner bei 12-Uhr.
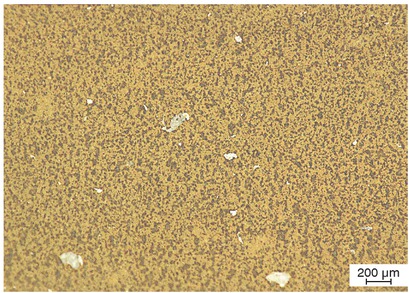
Green deposits at the waterside of the inliner at 12 o’clock by light microscopy.
Bild 13: Grüner Belag auf dem Inliner bei 12-Uhr in der lichtoptischen Vergrößerung.

Morphology of the green deposits at the inliner at 12 o’clock by electron microscopy.
Bild 14: Belag auf dem Inliner bei 12-Uhr in der elektronenoptischen Vergrößerung.

Chemical composition of the green deposits in At.% at 12 o’clock by edx analysis.
Bild 15: Chemische Zusammensetzung des 12-Uhr-Belags in At.% durch eine EDX-Analyse.

Aluminosilicate needles on the top of the 12 o’clock deposits.
Bild 16: Aluminosilikat-Nadeln auf dem 12-Uhr-Belag.
The delamination of the inliner from aluminum started at 3 o’clock and 9 o’clock, where the convexity of outer jacket begins. The inliner is already crossed there by cracks, which proceed from inside to outside (Figure 17).

Start of shell delamination from each other at 3 o’clock.
Bild 17: Anfang der Delamination bei 3-Uhr.
At 6 o’clock, the internal surface is reddish-brown with some green spots. The polyethylene is longitudinally and transversely cracked (Figure 18). The PE crumbles into pieces that may disintegrate from the ialuminum at any time (Figure 19). Such fragments degrade to dust of microplastics under pressure (Figure 20).

Longitudinal and transverse cracks at the waterside of the inliner at 6 o’clock.
Bild 18: Längs- und Querrisse in der Innenfläche bei 6-Uhr.

Dropping out of PE-fragments from the inliner.
Bild 19: Aus dem Inliner herausfallende Segmente.

Decomposition of the inliner to dust at 6 o’clock.
Bild 20: Amorpher Zerfall der Segmente.
The inliner has detached from the aluminum over a large area (Figure 21). It is crisscrossed by numerous fracture steps. In the cross-section, there are line-shaped structures that run parallel to the circumference and occure wax-like or transparent crystalline in daylight (Figure 22). Between the layers, there are horizointal sharp-edged crevices and vertically cleavages cracking the polymer. On the water side, the PE is strongly ruptured. Fine lamellae are evident, which filiform detach from each other and follow the individual hydrocarbon strings (Figure 23).

Circumferential and radial fractures across the delaminated inliner at 6 o’clock.
Bild 21: Umfangs- und Radialbrüche im delaminierten Inliner bei 6-Uhr.

Different optical properties the PE-inliner in a crosscut.
Bild 22: PE mit unterschiedlichen optischen Eigenschaften.
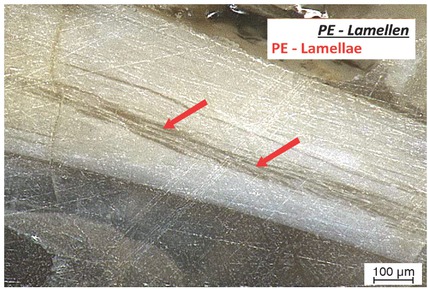
PE-Lamellae after decay on the water side at 6 o’clock.
Bild 23: Lamellarer Zerfall an der Wasserseite bei 6-Uhr.
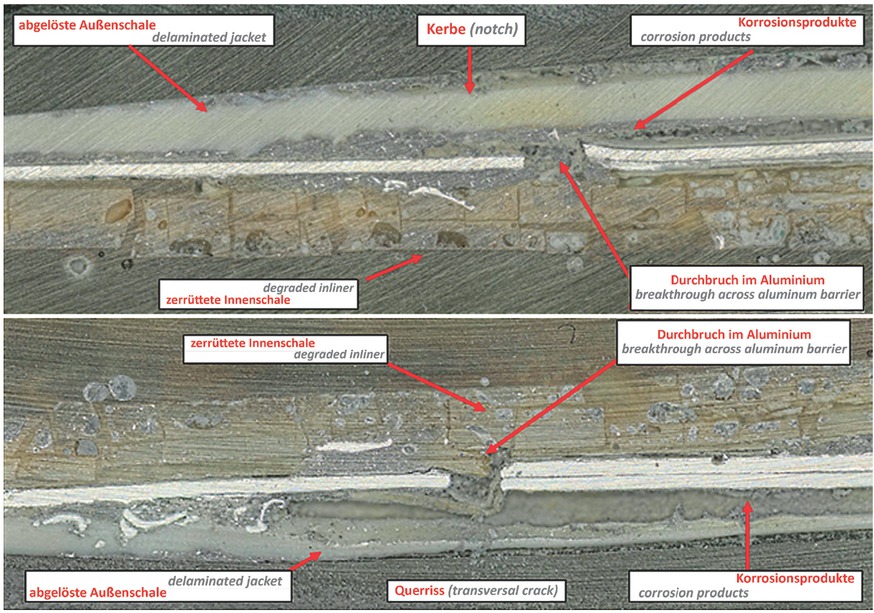
At the cross-cut at 6 o’clock, the leakage may be tracked (Figure 24–Figure 28). The damage started from the internal surface of the composite pipe, which has been exposed to tap water. The polyethylene expanded and embrittled. It has been lamellar detached. This enabled the water gradually penetrate and more and more damage the polymer.

Leakage along fracture steps across the inliner at 6 o’clock.
Bild 24: Leckage an Bruchstufen des Inliners bei 6-Uhr.

Corrosion of the aluminum joint after the primer breakdown at the inliner/aluminum-interface.
Bild 25: Leckage nach Versagen des Primers zwischen Außenmantel, Aluminiumsperre und Inliner.

Aluminum sided surface of an inliner section.
Bild 26: Aluminiumseitige Fläche eines Bruchstücks.

Leakage across the welding joint to outside of the aluminum barrier by crevice corrosion.
Bild 27: Leckage in der Schweißnaht und an der Außenseite der Aluminiumsperre durch Spaltkorrosion.

Delamination of PE-cladding from the aluminum barrier.
Bild 28: Leckage in der Schweißnaht und an der Außenseite der Aluminiumsperre durch Spaltkorrosion.
Since the pipe was under pressure, tensile circumferential stresses were present that expanded the pipe. These are normally compensated in damage-free thermoplastic polymers. However, the embrittled thermoplastic gradually cracked under the tensile load. From the inside, horizontal cracks and vertical fracture steps proceeded in stages until the water reached the aluminum barrier (Figure 24).
At the aluminum interface, the primer failed and the PE inliner detached from the aluminum barrier; thus, a gap was formed which was filled by water, by water compounds, as well as by aluminum and silicon salts. The chemical composition of the deposits was determined on the aluminum sided surface of some inliner fragments by EDS analysis.
Increased aluminum and silicon concentrations are even expected at the aluminum barrier interface. Alkaline alumina and alumina hydrates are formed in this place from the aluminum by corrosion; silicon oxide or silicates are devellopeded from the primer polydimethylsiloxane PDMS (Table 5). The water finally reached the area where the two sides of the aluminum foil parallely overlap and where they ware welded together to from a tube (Figure 27).
Composition of sediments in the different areas of the damaged composite pipe in At.%.
Tabelle 5: Zusammensetzung der Sedimente der verschiedenen Zonen des schadhaften Verbundrohrs in At.%.
| At% | C | O | Al | Si | Na | K | Ca | Mg | Zn | Cu | Fe | Ni | Co | Mn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Figure 4, 5 | 23.1 | 48.2 | 4.2 | 4.5 | – | 0.2 | 0.6 | 1.2 | 8.9 | 1.8 | 3.5 | 1.8 | 0.9 | 0.7 | 0.2 |
| Figure 4, 7 | 19.4 | 49.6 | 2.7 | 9.1 | – | – | 0.3 | 0.9 | 16.4 | 0.3 | 0.6 | 0.4 | 0.2 | – | – |
| Figure 4, 17 | 35.5 | 42.2 | 6.9 | 4.0 | 1.2 | – | 0.3 | 1.0 | 5.0 | 0.9 | 1.3 | 1.0 | 0.3 | – | 0.04 |
In the overlapping area a narrow gap existed where favorable conditions for crevice corrosion appeares. The water in the gap corroded the welding filler. This allowed the water to permeate through the diffusion barrier outside. The aluminum foil was corroded outside above and adjacent to the passage. Alkaline corrosion products were formed that are hydrated and voluminous. They have caused the jacket to bulge. Under the alkaline-mechanical stress, the primer between the PE jacket and the aluminum foil failed (Figure 25) and the PE jacket has detached more and more from the aluminum tube (Figure 28).
The alkaline deposits in the outside gap are obvious (Figure 29). The salts bulged the polyethylene of the outer jacket over the joint until it tore into a longitudinal notch at 6 o’clock. The bottom the notch finally reached a pocket containing some corrosion products. A transverse crack appeared at the base of the notch (Figure 10), running from the top of the pocket into the notch (Figure 28). At this point the water was leaking from the hot water pipe.
Leakage profile at 6 o’clock in longitudinal microsections.
Bild 29: Längsschnitt durch die Leckage bei 6-Uhr.
Test result: The internal shell is only close to the 6 o’clock position water-sided progressively embrittled and fractured until the cracks arrive the aluminum barrier. After that, the welding joint of the barrier failed. Above the welding joint, the PE mantle breacked open until a transverse crack led the water out by leakage.
5 Tracking of Local Embrittlements by Nanoidentation
Nanoindentation is a technique of low-load, small volume hardness testing. It provides information on the plastic and elastic properties of materials – for example, hard materials and polymers – as well as of coatings and paints. Nanoindentation is therefore ideal to detect the local embrittlement of thermoplastics parts. By nanoindentation even small-scale hardness differences in the material can be determined. Because of the small indenter, in particular tests are possible on small surfaces like the shell of multilayer composite pipes. Consequently, the test result in the actually given case delivers information on the damage history.
In the current incident, tests were carried out by nanoidentation on a cross section of the damaged pipe and of the reference tube of the T-piece manufacturer as well. At the damaged one, measurements were taken at 12 o’clock of the PE inliner as well as at 6 o’clock near to the outer and inner edge of the internal shell. In each of the individual areas, tests were carried out three times at nearby points. The three individual values are statistically analyzed and combined to a median and a standard deviation. From the measurement results, the Martens hardness HM, the identation hardness HIT, the Young’s modulus EIT, the indentation creep resistance CIT I0.5/30/15 and the elastic part of the indentation work ηIT were calculated.
In current, a pyramid-shaped indenter was used. Therefore, the hardnesses according to Vicker HVIT are obtained by revaluation. All parameters are listed in tabular form at the respective points and assigned to the test locations on the shell of the polyethylene inliner.
Significant test results are consistently obtained by nanoindentation in the actually case of damage (Table 6). Despite the few data measured, the standard deviation is less than 5.5 %. The test positions, the individually determined curves and the tables of results are shown below in Figure 30.
Parameters taken from the damaged inliner at 6 o’clock by nano identation.
Tabelle 6: Mechanische Parameter am Inliner bei 6-Uhr durch Nanoindentierung.
| Messpunkt / test position | 1 | 2 | 3 | Xpart | 4 | 5 | 6 | Xpart | Xtot | Sn=6 |
|---|---|---|---|---|---|---|---|---|---|---|
| HM [N/mm2] | 65.9 | 62.5 | 62.9 | 63.8 | 60.2 | 60.4 | 55.3 | 58.6 | 61.6 | 2.9 |
| Cit 0,5/30/15[%] | 14.8 | 15.2 | 14.8 | 14.9 | 17.2 | 16.9 | 16.1 | 16.7 | 15.7 | 0.9 |
| ηiτ [%] | 20.9 | 20.6 | 21.0 | 20.8 | 20.0 | 20.1 | 20.1 | 20.1 | 20.5 | 0.4 |
| Hit [N/mm2] | 85.9 | 81.3 | 82.2 | 83.1 | 78.6 | 79.2 | 71.9 | 76.6 | 80.3 | 3.8 |
| Eit [GPa] | 2.52 | 2.41 | 2.38 | 2.44 | 2.3 | 2.2 | 2.1 | 2.2 | 2.3 | 0.12 |
| Hvit [Vickers] | 8.11 | 7.67 | 7.76 | 7.8 | 7.42 | 7.47 | 6.79 | 7.2 | 7.6 | 0.36 |
| Er [GPa] | 2.87 | 2.74 | 2.70 | 2.77 | 2.57 | 2.55 | 2.41 | 2.51 | 2.66 | 0.14 |

Parameters taken by nanoidentation from a reference and from different regions of the damaged composite pipe.
Bild 30: Mechanische Parameter in den verschiedenen Zonen des defekten Verbundrohrs mit dem Vergleichsrohrs.
In Figure 31, the averages obtained at 12 o’clock and at 6 o’clock of the internal shell of the damaged tube are compared to the reference tube and to each other. On the damaged part, the values detected near to 6 o’clock in relation to the almost undamaged area at 12 o’clock are strongly increased. The Martens hardness HM, the indentation hardness HIT or the Vickers hardness HVIT as well as the Young modulus EIT have almost doubled; other parameters depending on the elastic properties of the polymer are slightly reduced. The elastical portion of the indentation work ηIT dropped by 12 %; the change of the indentation creep CIT [0.5/30/15] of 4 % is, however, not significant. This indicates that the inliner is hardened. This means that the inliner is harder above the leakage.
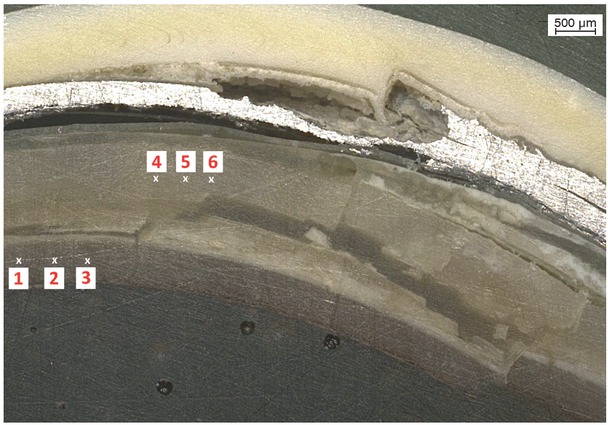
Different test positions at 6 o’clock of the damaged inliner.
Bild 31: Prüfpositionen auf dem Querschnitt des Inliners bei 6-Uhr.
At 6 o’clock, there are significant changes depending on where the tests are carried out (Figure 31, Table 6). At the internal surface of the tube, where the polyethylen has been exposed to water for a longer time, the hardnesses HM and HIT are about 8 % higher as well as the Young modulus EIT about 14 % higher than further inside near to the border of the aluminum barrier. Close to the water, the polyethylen inliner is less plastic; its CIT (penetration creep) is there reduced approx. 10 %.
The properties measured on the damaged tube outside the damage area nearly correspond to those of the reference. The parameters for the plastic behavior, such as the penetration creep CIT and the plastic share of the penetration work ηIT are approximately the same. The hardnesses HM, HIT and HVIT are only 8 % to 10 % higher than for the reference tube. The Young modulus EIT is about 10 % higher at 1100 MPa. It is in the dimension as reported in literature [35, 36, 37] for high-density polyethylene PE-HD
Test result: The inliner of the multilayer composite pipe is embrittled at the point of damage by outside influences. The polyethylene more and more hardened at the water-sided surface, as longer as it was exposed to the medium. Outside the 6 o’clock area, the polyethylen inliner is only marginally altered. There, its state corresponds approximately to that, which occurs by ordinary aging over time.
6 Degradation Analysis by Gel Permeation Chromatography GPC
The disintegration of polyethylene is tracked by gel permeation chromatography (GPC). GPC is a separation technique used to portion mixtures of high molecular substances into their individual components. It utilizes the fact that molecular chains, which differ in size and geometry, differently interact with an appropriate carrier gel, placed in a columnar arrangement. They are purged from the column in each case at different times. Since thermoplastic materials decompose into fractions of different chain lengths during oxidative deterioration, GPC is ideally suited to monitor the progress of damage during degradation.
Actually, the molecular mass distributions and averages were obtained by high-temperature gel permeation chromatography (HT-GPC) using a PG15 Polymer Char analyzer. The instrument was calibrated against an external standard of 15 polystyrene grades each having a defined molecular weight (Mp = 266 – 5,090,000).
The molecular distributions were obtained from the elution curves in Figure 32 by comparing to the calibration line in Figure 33. The molecular weights thus measured are only relative. They do not correspond to the true values, since polystyrene and polyethylene differ in their behaviour during elution. However, the knowledge of absolute numbers is not necessary for tracking chain degrading.

Elution plots of the inliner (12/6 o’clock) and the outer jacket.
Bild 32: Elutionskurven von Außen- und Innenmantel (12-/6-Uhr).

Calibration plot using 15 polystyrene standards.
Bild 33: Kalibrierkurve mit 15 Standardproben aus Polystyrol.
For testing, pieces of the internal shell were taken from the composite tube at the damaged area at 6 o’clock, at the intact region at 12 o’clock and from the outer jacket. The material was accurately weighed and dissolved in 1,2,4-trichlorobenzene (TCB) at 160 °C. 200 μl of each solution were placed on the top of a series of four PSS POLEFIN columns and separated (column temperature: 160 °C). The mobile phase was 1,2,4-trichlorobenzene (TCB) used at a flow rate of 1.0 ml/min. The signals were determined by IR6-CH2 detector.
As shown in Figure 34 the outer jacket and the inner shell of the damaged pipe are made of polyethylene of the same quality. The distribution curves of the outer jacket and of the hardly damaged area at 12 o’clock of the inner shell are nearly congruent. The average molecular weight of the outer shell is 155,000. The polyethylene at 12 o’clock is only minimally aged. Its molecular weight of 146,000 is somewhat smaller. The result confirms the labeling of the manufacturer, according to which the jacket and the inliner are of the same quality

Distribution of molecular masses at the outer jacket and of different degrees of degradation at the inliner (12/6 o’clock).
Bild 34: Verteilung der Molekulargewichte am Mantel und von Zerfallsstufen am Inliner bei 12-Uhr und 6-Uhr.
At 6 o’clock, on the other hand, the polyethylene has decomposed. The molecular chains have essentially diminished in length. The molecular weight has decreased considerably. The maximum of the distribution line is 22,400, which is 14.4 % of the initial value. As in the initial state, the curve does not correspond to a normal distribution. On the low molecular branch of the curve, shoulders are at 14,500 and 6,000. These submaximums are smaller; therefore, there are less fragments with this chain length. Their values are at 9.4 % and 3.9 % of the original molecular mass, respectively, and correspond to shorter molecular chains generated stepwise during desintegration.
Test result: The degradation primarily happened at 6 o’clock by step by step fracture of molecular chains.
7 Degradation of Polyethylene by Autooxidation
Thermoplastic materials like polyethylene and polypropylene are not indestructible – as commonly assumed. Such polymers are composed of long hydrocarbon chains. They are artificially produced by “radical polymerization” or according to Ziegler-Natta synthesis by “coordinative chain polymerization”. They may disintegrate again reversing the synthesis pathway. The disintegration always happens simultaneously by embrittlement and chain degradation. The material ages. The properties of the thermoplastic polymer are continuously transformed. It becomes harder and is cracked. Extruded parts like tubes and fittings became brittle. Like in the current case, they decompose into very small pieces. Finally, very small particles from the thermoplastic are formed and released as microplastics into our environment. This effect is already discussed in public. The amount of damage on biosphere caused by microplastics is not yet investigated.
Chain degradation is a natural process that starts immediately after polymerization and cannot be stopped. The aging of thermoplastic materials is autocatalytic. The mechanism is explained in Figure 35. Degradation is a chain reaction which does not proceed via ions – as in the case of corrosion – but via intermediate atomic states – called “radicals”. Once it has started, proceeding can never be stopped. It can only be delayed by radical neutralizers, but not prevented. This contradicts the general opinion that only plastic pipes – because they “do not corrode” – are suitable for water applications.

Mechanism of the auto-oxidation of polymers.
Bild 35: Mechanismus der Autooxidation von Thermoplasten.
The “free radicals” are already created when the process of decomposition starts. During activation (1), several carbon bonds of the molecular chains (bonding length: d(C-C) = 1.54 Å (1 Å = 10-10 m)) are cracked or hydrogen atoms are split off from the hydrcarbon groups (bonding length: d(C-H) = 1.08 Å).
Activation is endothermic. The energy of debonding is externally applied thermally (by heat), photochemically (by light) or by chemical reaction (chemical activation). The dissociation energy may differ for each bond. In one molecule, it depends on the nearto groups. The average C/C energy of carbon to carbon bondings in aliphatic (saturated) hydrocarbons will be 345 KJ/mol. This amount of energy is equivalent to UVA light of 347 nm wave length. The C/H bonding energy (of hydrogen) is 413 KJ/mol; it correlates to UVB radiation of 290 nm wavelength. The energy input is independent from one single mode of energy. It is the total amount that really matters.
Therefore, to generate the first “free radicals” in thermally excited (oscillating) molecules light with energies in the visible range is already enough. However, “radicals” are only intermediate states. They are essentially not stable. Chain reactions therefore only happen if appropriate partners are available to form new chemical compounds while simultaneously yielding energy. In the case of water pipes, that partner is oxygen dissolved in the water. The thermoplastic polymer is water-soaked. It is easy for oxygen to penetrate into the polymer and react with radicals. During each conversion more radicals are formed. The chain reactions (2) restart again and again. In each pass three times more radicals are generated. Meanwhile decomposition rate exponentially increases and disintegration “gallops away” until the polymer is completely decomposed into ultrafinest microplastic pieces.
During autocatalytic oxidation, initially alcohols are formed by the chain reaction and, in subsequent reactions (4), other degradation products such as aldehydes, ketones, carboxylic acids, anhydrides and esters are produced, too. Their quantity indicates where and how much the polymer already has decomposed. They can be detected by appropriate techniques. If adequate partners for the chain progress are missing, the reactions are terminated (3). Then former partners recombine (a) – they return to the initial state. Otherwise hydrogens may be exchanged during disprotioning (c) to form unsaturated compounds (double bonds) or if dimerization (b) happens to extend the hydrocarbon chains or to cross-link the hydrocarbon chains.
Activating the cross-linking using peroxides, electron beams or UV light, the dimerization is used in industrie to produce PE-Xa, PE-Xc or PE-Xe from medium-density polyethylene (MDPE) or high-density polyethylene (HDPE). The quantity of radicals that exists inside the polymer at the onset is essential, because their number is exponentially increasing during the auto-oxidation.
The number of radicals increases and the service life of thermoplastic components decreases under thermal stress and exposure to UV light. Care must be taken to limit these activating influences. The damages are not reversible (Table 7).
Standard guaranteed service life of water pipes in years depending on operation temperature [13, 14, 15, 16, 17, 18, 19, 20, 21].
Tabelle 7: Normative Standzeiten für Wasserrohre in Jahren in Abhängigkeit von der Betriebstemperatur [13, 14, 15, 16, 17, 18, 19, 20, 21].
 |
Thermoplastic polymers have a memory. Even maximum as well as long-term loads are important. The limits for permanent and maximum load must be observed without exception.
The durabily of polymers depends on their resistance against oxygen permeation, too. During decomposition, needed partners must always be present at the point of reaction where radicals are formed. However, low-density and non-crosslinked polyethylenes expand more easily than crosslinked grades. Therefore the oxygen uptake of crosslinked PEX is less than of the noncrosslinked ones and PEX is more oxidation resistant,than other PE grades. Because of this it ia very important whether the thermoplastic material is suitable for the particular application(Table 8).
Application categories and operation conditions of multilayer composite pipes acc.to EN ISO 21003 [18].
Tabelle 8: Anwendungsklassen und Betriebsbedingungen von Mehrschichtverbundrohren nach EN ISO 21003 [18].
 |
Result: Depending on their grade polyethylenes thermally or UV-induced decompose by autooxidation progressively of their own via chain degradation and crosslinking. Along the chains unsaturated bonds as well as aldehydes, ketones, carboxylic acids, anhydrides and esters are formed. The decay is heavy metal catalyzed.
8 Decomposition analysis at the PE inliner by Differential Scanning Calorimetry
The decomposition of polyethylene may be monitored using differential scanning calorimetry (DSC), since its bondings and the type/degree of crosslinking is significantly changed by auto-oxidation. Consequently, the melting temperature and the degree of crystallization change.
For experiment, material was taken from the individual areas of the damaged tube and calorimetrically examined.The plots of 1st and 2nd heating up are shown at Figure 36. The results were compared with commercially available reference PE-tubes used for heating and drinking water applications (Table 3).

Melting temperatures and crystallization degree in several areas of the composite tube.
Bild 36: Kristallschmelztemperaturen und Kristallisationsgrad in verschiedenen Bereichen des Verbundrohrs.
As it is revealed by investigation, the jacket and the inliner of the composite pipe are made of medium-density polyethylene PE-MD. The jacket has hardly come into contact to water and is undamaged.Its characteristics describe the original state of PE-MD. Its melting temperatures in 1st and 2nd cycle are 126 °C. The degree of crystallization is 47 %. At the inliner, similar values are obtained in the low damaged region at 12 o’clock. Melting appears in the 1st and 2nd heating at 126 °C to 127 °C, the degree of crystallization is 48.1 % and 46.4 %.
In the degraded reagion at 6 o’clock, the parameters of the inliner are significantly different. The melting temperature in the 1st heating cycle is 136.7 °C; the crystallization degree is 66.4 %. That results correspond to cross-linked polyethylene PE-X. The PE has obviously been crystallized its PE-strings got reoriented and aligned in the degraded areas. Since the chain degradation proceeds by radical reaction, it can be assumed that some reagions are more crosslinked than others.
The PE gets hardened and is locally embrittled. During auto-oxidation – as confirmed by the plot from the 1st heating – small quantities of other phases arose which have melting points between 152 °C–164 °C. These substances are dissolved in the PE when melting leading in 2nd heating to a decline in melting point to less than 135 °C. The plot in 2nd heating indicates two temperature maxima at 128.5 °C and 132.1 °C. The oxidative decomposition led to two different PE phases. Salehi et al. [34] report a second phase, too, if polyethylene is thermally decomposed (Figure 37–Figure 38). The peak at 128.5 °C correlates to the original non-crosslinked, the peak at 132 °C to the new crosslinked PE-fraction.
![Figure 37 Time dependency of thermooxidative degradation of polyethylene measured by DSC according to Salehi et al. [34].
Bild 37: Zeitabhängigkeit des thermooxidativen Abbaus von Polyethylen gemessen mit DSC nach Salehi et al. [34].](/document/doi/10.1515/pm-2023-0063/asset/graphic/j_pm-2023-0063_fig_037.jpg)
![Figure 38 Appearence of a second phase after thermal oxidation of polyethylene acc.to Salehi et al. [34].
Bild 38: Auftreten einer weiter Phasen bei der Thermo-oxidation von Polyethylen nach Salehi et al. [34].](/document/doi/10.1515/pm-2023-0063/asset/graphic/j_pm-2023-0063_fig_038.jpg)
Test result: By decomposition a second higher-melting (cross-linked) phase is formed
9 Analysis of the decomposition of the PE-Inliner by ATR-IR-Spectroscopy and Raman-Microscopy
If polyethylene is auto-oxidized, several products of decomposition occur, which may be detected by vibrational spectroscopy. In the IR or Raman spectra, the bands of catabolites such as alcohols  , aldehydes
, aldehydes  , ketones
, ketones  , carboxylic acids
, carboxylic acids  , carboxylic acid esters
, carboxylic acid esters  and anhydrides or the C=C double bonded alkens or their correlated hydrogens – depending on the degree of degradation – appear more and more at their spectal positions.
and anhydrides or the C=C double bonded alkens or their correlated hydrogens – depending on the degree of degradation – appear more and more at their spectal positions.
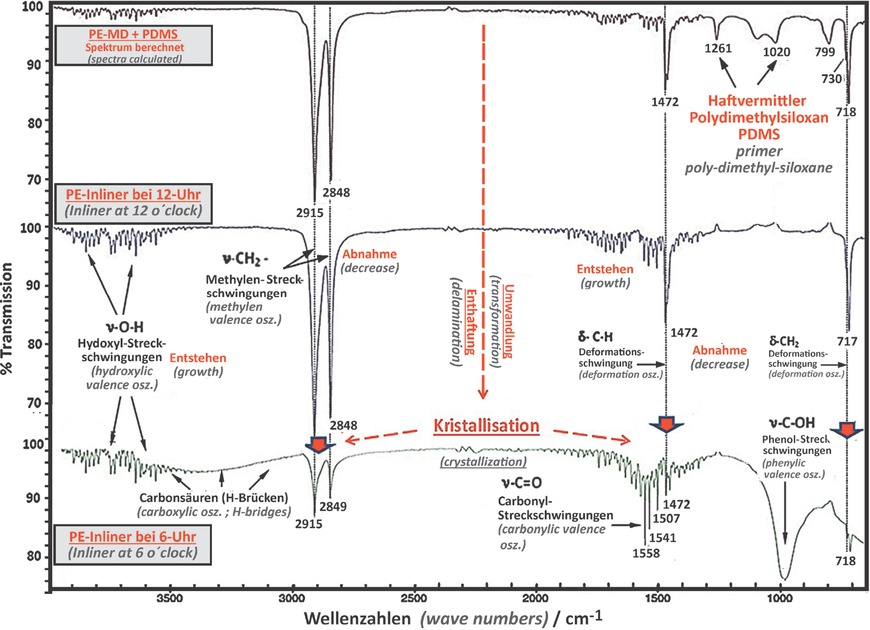
Actually observations were executed in the inliner’s most typical regions in order to track its process of degradation. Figure 39 displays different IR spectra of the PE inliner starting from the water side.

IR-Spektra at 12- and 6 o’clock at the PE-Inliner.
Bild 39: IR-Spektren vom Inliner bei 12- und 6-Uhr.
Spectra 1 (from above) is taken from the top of the pipe at 12-o’clock, where the inliner is uncracked. The PE is water-sided only slightly affected. The spectra is dominated by PE typical signals of ν(CH)2-valences, δ(C-H)2-deformations at 2915/2848 cm-1 and 1463/1472 cm-1 as well as for ρ(CH2)pendulums at 719/730 cm-1. In the range 1300 cm-1–1950 cm-1 there are already small signals indicating catabolites like alcohols, aldehydes, ketones and salts of carboxylic acids as well as unsaturated bonds and of to double bonds conjugated hydrogen or intersticial water that has permeated into the PE.
Spectra 2 is taken at the severely damaged surface area at 6 o’clock, where polyethylene is embrittled and cracked. The chain molecules have degraded in several positions. Therefore, the PE signals at 2915/2848 cm-1 are nearly undetectable and the other PE characteristics are already absent. However, a big number of catabolites appear. Individual signals have merged to broad, non-specific bands at wave numbers from 1500 cm-1 to 1900 cm-1 (CH; C=C; C=O; CHO; COOH) and 2700 cm-1 to 3700 cm-1 (-OH). Hence, individual species cannot be identified.
Spectra 3 was taken at the rear of a piece that fractured from the inliner at the damaged region at 6 o’clock. This area is only medium affected, as the PE there has had only short contact to water and oxygen. PE signals are significantly lower; however, more and higher bands of catabolites appear.
Spectra 4 to 6 are taken nearby 3 o’clock at the crossover of the damaged to the intact region, where the inliner starts to detach. For examination a piece of the PE inliner was stripped from the aluminum barrier.
Spectrum 4 was acquired rear-sided at the pulled off surface of the PE inliner, where polyethylene should be nearly in its initial state. The PE characteristics at 2915/2848 cm-1, 1463/1472 cm-1 and 719/730 cm-1 significantly differ from background. Between 1000 cm-1 and 1300 cm-1 are several signals originating from the primer polydimethylsiloxane PDMS, while the signals of catalolite are almost negligible.
Spectra 5 and 6 are from the gap prior to the tear-off. The large -OH band at 2800 cm-1 to 3700 cm-1 is particularly striking out. It is primarily induced by aluminum hydroxide, which was formed by corrosion in the gap from the diffusion barrier consting of aluminum. At lower wavenumbers, among the the bands of the primer PDMS isolated signals from PE catabolites appear, too, at 1640 cm-1’and at 830 cm-1 that are induced by aldehydes, ketones or unsaturated hydrocarbons at 830 cm-1.
At 12 o’clock, an IR-spectra-pointscan was recorded from the water-sided surface of the inliner to the aluminum barrier along a line perpendicular line to determine the oxidation progress as a function of distance from the water (Figure 40). Nearto the surface (until 100 μm) the inliner is most severely damaged, where the PE is degraded by water. The IR bands of decay compounds -C=O, -COOH and -C-O-C- dominate; however, they also occur with much lower intensity inside the liner. The characteristic PE bands at 2915/2848 cm-1, at 1463/1472 cm-1 and at 719/730 cm-1 are no longer visible at and near the surface. However, their intensity is increasing in relation to the distance to the waterline. The PE inliner is – as confirmed by experiments – already partially oxidized down to depths of 500 μm.

PE-Oxidation according to the distance from waterline (12 o’clock).
Bild 40: Grad der Oxidation mit Abstand vom Wasser bei 12-Uhr.
Raman microscopy has provided additional information from the damaged area at 6 o’clock. Raman microscopy is an alternative vibrational spectroscopic technique that can be used to study polyethylene decomposition. Raman spectroscopy operates with monochromatic laser light. The light beam is scattered at the bonds between atoms and atomic groups. Since IR and Raman are related to different effects of detection (IR absorption, Raman scattering), other vibrational states are activated in each case. Therefore, the different substance-specific signals appear in the spectra at other locations (exclusion principle). Lasers can be linked to the beam path of light microscopes. Raman microscopes exhibit a very high lateral resolution < 1 μm. Therefore Raman microscopy can even be used to determine the properties of unknown surfaces or inclusions and deposits e.g., of damaged components very quickly, in-situ andwith high precision. It is an excellent tool for damage analysis. However, Raman microscopy is also susceptible to disturbances from irradiation and absorption.
In the recent case, Raman examination provides detailed informations from the damaged reagion at 6 o’clock. For this purpose, several positions perpendicular to the pipe axis were examined on the cross section of the damaged multilayer composite pipe. A Renishaw InVia confocal Raman microscope equipped with two lasers (wavelength: 532 nm/633 nm) was used for analysis. The instrument had a lateral resolution of 0.25 μm and an axial resolution of < 1 μm. The scattered light was dispersed by spectrometer and registered by CCD detector. The Raman spectra of the outer jacket and of the inliner at 6 o’clock and 12 o’clock as well are respectively shown in Figure 41, Figure 42 and Figure 45.

Raman-Spectra at external jacket of the composite tube by microscopy.
Bild 41: Spektrum am Außenmantel des Rohrs im Raman-Mikroskop.

RAMAN-Spectra on the inliner at 6 o’clock by microscopy.
Bild 42: Spektrum am Inliner bei 6-Uhr im Raman-Mikroskop.

(sym/antisym)-ratios of the Raman intensities taken from linescans at the inliner at 12 o’clock, at 6 o’clock and at the outer jacket as well.
Bild 43: Verhältnis der Signalintensitäten (sym/antisym.) am Inliner im Linescan bei 12-Uhr, bei 6-Uhr sowie am schadensfreien Außenmantel.
![Figure 44 Change of Raman-Intensities during photo-oxidation of LD-PE acc.to Hiejima et al. [32].
Bild 44: Änderung von Raman-Intensitäten bei der Fotooxidation von LD-PE nach Hiejima et al. [32].](/document/doi/10.1515/pm-2023-0063/asset/graphic/j_pm-2023-0063_fig_044.jpg)

Raman-Linescan at 12 o’clock of inliner from the waterline to the aluminum barrier.
Bild 45: Raman-Linescan senkrecht zur Oberseite des Inliners bei 12-Uhr.
The outer jacket has not been in contact to water. It is completely intact. Signals from catabolites or other substances do not exist. There are only bands arising from polyethylene (Figure 41). For PE typical are the C-C stretchings between carbons among the molecular chains at 1128 cm-1 (νsC-C) and at 1160 cm-1 (νasC-C) as well as the hydrogen valencies C-H of the methylen groups CH2 at 2848 cm-1 (νsCH2) and at 2881 cm-1 (νasCH2). In addition, there are the typical bands of the pendular vibration ρ(C-C) at 2848 cm-1, the C-H torsion τ(CH2) at 1170 cm-1 and three additional signals at 1417 cm-1, 1438 cm-1 and 1463 cm-1resulting from hydrogen deformations δ(CH2) of methylen groups CH2.
The spectra taken at the inliner at 6 o’clock includes additional signals indicating that the polyethylene is oxidized above the leakage (Figure 42). At 1668 cm-1 and 1863 cm-1 there are C=O-valences arising from aldehyde or ketone groups. They were formed by oxidative chain degradation.
Virgin polyethylene is completely saturated by hydrogen atoms. Currently on the opposite, there are bands of desaturated hydrocarbons at 858 cm-1and 939 cm-1 resulting from the hydrogen atoms of C-H pendular vibrations ρ(=C-H) nearto a duplex bonds. Such oscillations indicate that hydrogen atoms have been removed from the molecular chains by radical depolymerization.
In the spectra there are signals between 2980–3020 cm-1 and 3040–3080 cm-1, that arise from H-valencies at methyl groups at the end of hydrocarbons. They are only observed in short-chain polymers if there are more methyl(-CH3) groups at the chain end than methylene(-CH2-) groups on the chain or if – as in the present case – the chains are severely shortened during the decomposition.
According to Hiejima et al. [32] (Figure 44), the molecular chains of polyethylene are more and more stringed and oriented during oxidation. This promotes the oscillations of individual atomic groups, but restricts others. Therefore the correlated signal amplitudes and signal ratios of the symmetric to antisymmetric motions are changed. The likelihood of symmetrical νsCC-oscillations rises with increasing oxidation period or rather those of antisymmetrical oscillations νasCC declines as the hydrocarbon groups can oscillate more easily in the chain direction. Consequently, the ratio νsCC/νasCC grows, too.
During oxidation, the chains are even shortened and cross-linked. Since the molecular chains are then more tightly packed, the inter chain spacings contract and the degree of crystallization increases. In the crystalline regions, there is less space between the hydrocarbon lines; hence, the inter chain mobility is diminished. Subsequently, the likelihood and the signal intensities of the hydrogen valences in the methylene groups (-CH2)change, respectively, as well as the intensity ratio νsCH2/νasCH2.
Modifications also occur for deformation vibrations where a bonding angle is changed. For equal energy input, atoms and atom groups are preferentially excited to vibrate where there is sufficient space between the hydrocarbon strings; motions where groups collide in the interstitial space become less likely. Significant intensity changes are observed for the H-deformations in methylen groups at 1415 cm-1 (δ1415CH2) and at 1460 cm-1 (δ1460CH2). The ratio of the C-H deformations δ1415CH2/δ1460CH2 is significantly increased after oxidation. Therefore, the intensity ratios νsCC/νasCC, νsCH2/νasCH2 and δ1415CH2/δ1460CH2 are indicator parameters that provide depth-dependent information concerning the degree of damage.
At the external jacket, the ratio νsCC/νasCC is 1.04. In native polyethylene the signals of the C-C valencies at 1128 cm-1 (νsC-C) and 1160 cm-1 (νasC-C) are quite similar. So, the likelihood of the C-C stretching oscillations that the carbon atoms in the molecular string oscillate symmetrically or antisymmetrically to each other is equal (Figure 43).
At 6 o’clock the polyethylene has been decomposed. The discrepancies of the intensity ratios demonstrate that in polyethylene at 6 o’clock the spacing between hydrocarbon strings is quite different from that at the non-oxidized PE outer jacket. The ratio νsCC/νasCC is equal to 1.24. The likelihood of symmetrical oscillation in chain directiom is 24 % higher. There is also a higher likelihood of antisymmetric hydrogen oscillation relative to symmetric motion within the methylene groups of the chain. The antisymmetric signal νasCH2 at 2880 cm-1 is higher than for the symmetric motion νsCH2 at 2845 cm-1. Therefore, the ratio νsCH2/νasCH2 of C-H valences drops from 0.8 to 0.6. Further intensity changes happened for H-deformations inside methylene δ1415CH2 at 1415 cm-1 and δ1460CH2 at 1460 cm-1. The ratio δ1415CH2/δ1460CH2 significantly grows from 0.5 to 1.26.
Due to its high lateral resolution, Raman microscopy is particularly well suited for depth-dependent detecting the level of damage that occurs on pipes if they are subjected to long-term operation load. In this study, Raman spectra were taken at a total of 8 points at 12 o’clock along the inliners crosscut dependent of the distance from the waterline. The laser was guided from the inside of the inliner radial to the pipe diameter up to the aluminum border. The spectra in Figure 45 are sequenced in order interface +35 μm, +150 μm, +300 μm, +600 μm, +900 μm, +1080 μm and at the aluminum boundary.
At 12 o’clock the polyethylene is seriously oxidized only at the water interface. There appear almost no PE-typical signals. Just like in the damaged area at the inliner at 6 o’clock, there are in Figure 45 (top) intensively signals of catabolites regarding to C=O valencies (aldehydes, ketones) at 1600 cm-1–1700 cm-1 and C-O-C valencies (anhydrides, ethers, carboxylic acid esters) at 1800 cm-1– 1850 cm-1. There are unsaturated hydrocarbons (C-H pendular oscillation ρ(=C-H)) at 913 cm-1 and methyl valences at 3000 cm-1– 3100 cm-1 that are obtained after shortening molecular chains.
It should be noticed, that C=O and C-O-C valences as well as the C-H pendular oscillations ρ(=C-H) even appear at the further inward sites. The ratio νsC-C/νasC-C=1.2 is increased and νsCH2/νasCH2=0.8 decreased only at the surface. Deeper than 100 μm νsC-C/νasC-C∼1 and νsCH2/νasCH2∼0.93 are approximately constant (Figure 44). δ1415CH2/δ1460CH2 ranges from 0.25–0.4. This effect may only be explained by the fact that oxidation has already started and partially happened before the distances between the molecular chains begin to change. Thus, the water and oxygen uptake and some of the oxidation and re-crosslinking precedes the expansion of the chain distances and the reorientation that occurs either inside or between the molecular chains.
By comparing the 6 o’clock spectrum to that of the outer jacket of the composite pipe, it gots evident that single atoms and atomic groups are realigned within and between the molecular strings upon the auto-oxidation of polyethylene. At 6 o’clock, the decay is easily evidenced from signal ratios. The change in signal magnitudes is substantial at bottom of the liner at 6-o’clock and even larger than in the peripheral region at 12-o’clock. At 6 o’clock, the ratios are νsC-C/νasC-C=1.24, νsCH2/νasCH2=0.63 and δ1415CH2/δ1460CH2=1.26 indicating that internal decay from inside is strongly propagated at 6 o’clock.
Test result: The inliner is made of medium density polyethylene. The MDPE has completely decomposed at 6 o’clock by auto-oxidation. The decay started from the waterside and reached the aluminum interface (Figure 46). The oxygen dissolved in the water oxidized the molecular chains in several places. Hydrogen atoms were removed from the molecular chains, resulting in unsaturated sites with double bonds (alkenes) and other typical catabolites – aldehydes/ketones, carboxylic acids, anhydrides, carboxylic acid esters, which can be detected by IR and Raman spectroscopy. The decay is well advanced at 6 o’clock. Consequently, the inliner is delaminated from the aluminum interface. At the border, hydroxides are detected by IR, which are formed by corrosion of the aluminum.
Water influenced thermo-oxidative decomposition and primer break down.
Bild 46: Autooxidativer Zerfall von Polyethylen MD und Enthaftung unter „medialer Belastung“.
At 12 o’clock, the deterioration of the inliner has already started. The inliner is there only damaged slightly and mainly on the surface to the water. From the water side a few amount of water and oxygen has permeated the polymer. Auto-oxidation has already started, but it not yet leads – as shown by Raman microscopy – to major changes in the distance between the molecular chains.
10 Influence of drinking water substances on autooxidative decay
On the internal surface of the inliner, which was water-filled during operation, there are aluminum- and silicon salts as well as heavy metal deposits of iron, manganese, cobalt, nickel and copper additionally to water constituents evidenced by the electron-optical microscopy and energy-dispersive X-ray fluorescence analysis (Table 9).
Composition of the layer on the inliner at 6 o’clock in At.%.
Tabelle 9: Zusammensetzung des Belags auf dem Inliner bei 6-Uhr in At.%.
| At.% | C | O | Al | Si | Na | K | Ca | Mg | Zn | Cu | Fe | Ni | Co | Mn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Belag / sediment | 35.5 | 43.7 | 2.6 | 3.2 | 0.6 | 0.1 | 0.7 | 0.9 | 5.3 | 1.3 | 3.2 | 1.1 | 0.7 | 0.7 | – |
| Untergrund / matrix | 89.8 | 9.2 | 0.07 | 0.05 | – | – | 0.47 | 0.04 | 0.15 | 0.07 | 0.08 | 0.1 | 0.04 | 0.01 | – |
The aging of thermoplastic materials is catalyzed by heavy metals like titanium, iron, manganese, chromium, vanadium. They accelerate the decomposition by chain degradation.
Ziegler/Natta synthesis of polyethylene happens in anhydrous solvents. In these media, polyethylene is formed from ethylene using titanium tetrachloride TiCl4 catalysts and diethyl aluminum chloride Al(C2H5)2Cl via several intermediate stages in which heavy metals are involved. The property that transition metals like titanium may exist in different staes of oxidation is being used. During synthesis, active intermediates between the heavy metals and the radicals occur. In aqueous media, heavy metals are present there as ions, attached to water in form of hydrate complexes. In water-expanded thermoplastic materials hydrocarbon, oxygen, water and heavy metal ions coexist in the narrow space between the hydrocarbon chains. In this case the decomposition oft he polymer may occur in reverse direction to synthesis via the transition states of heavy metal complexes (Figure 47).

Heavy-metals induced autooxidation of polymers.
Bild 47: Katalyse des auto-oxidativen Zerfalls durch Schwermetallkomplexe.
Actually, heavy metals have catalyzed the decomposition of the composite pipe (Table 9). The decay primarily occurs below the watersided deposits. They evidently have entered the pipe via the potable water. The question therefore is how they got into the water.
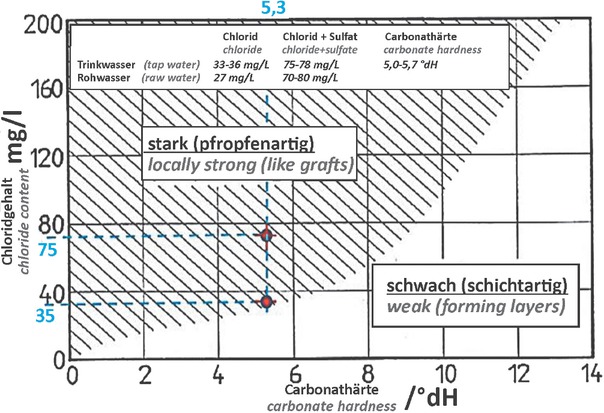
Water analyses for the years 2015–2019 as well as further informations were obtained directly from the public water supplier: Over the time no strong fluctuations are observed (Figure 48). The water complies with the requirements of the Drinking Water Directive. Its composition is acceptable and permanently stable.

Compounds of potable water in annual average 2015–2019 as reported by the supplier.
Bild 48: Inhaltsstoffe im Trinkwasser des Versorgers im Jahresmittel 2015–2019.
The water is nearly oxygen saturated in the water work. There is approx. 9.5 mg/L oxygen dissolved at 11 °C. Oxygen is a strong oxidizing agent causing the corrosion of metals and the aging of polymers. The water contains alternating quantities of suspended organic sediments (TOC ≤ 1.0 mg/L). From time to time, microorganisms of different species are detected in the water samples. The plant therefore is equipped by ultraviolet (UV) water treatment. If required, sodium hypochlorite is added to the tab water for disinfection purposes for a period of several months. It may occasionally carry up to 0.24 mg/liter of free chlorine. As disussed at Chapter 7, chlorine is a radical reaction starter. It, therefore, induces the decay of polyethylene.
The raw water originates from wells. It in annual average contains approx. 30–35 mg/L chloride and approximately 40–50 mg/L sulfate as well as 30–40 mg/L nitrate, obtained from regional agriculture. Raw water is almost pH-neutral and therefore partially corrosive for metals. Its pH value ranges from 6.9 to 7.4. Its pH-value is at the waterworks increased to 7.6–7.9 using calcium carbonate to reduce corrosivity.
While dosing carbonate, the water is being hardened from 8.5° dH (medium) to a total hardness of 11°-12° dH. The drinking water is supplied from the waterworks having an acid capacitance of 1.8–1.9 mmol/L. This quantity of hydrogen carbonate corresponds to a carbonate hardness of approx. 5.0°–5.2° dH. According to its base capacitance KB8.2, approx. 0.06–0.08 mmol/L free carbon dioxide is only present.
In addition to water compounds like sodium, potassium, calcium and magnesium, usually existing as carbonates, the tab water also contains 8.5–9.5 mg/L silicic acid. Sodium, potassium, magnesium, calcium and silicon are therefore detected in the water-sided layers on the inliner.
Small amounts of copper ≤ 0.007 mg/L, zinc ≤ 0.03 mg/L, nickel ≤ 0.01 mg/L, iron ≤ 0.05 mg/L and manganese ≤ 0.002 mg/L are dissolved in the water as it is permitted by legal limits. All of these heavy metals are geogenic. Consequently, to remove larger quantities of it, the supplier periodically adds the flocculant polyaluminum hydroxichloride to the water up to the limit of 0.3 mg/L. Therefore, aluminum, copper, zinc, nickel, iron and manganese salts are even found in the deposits (Table 5).
However, these substances may have enteres the potable water after corrosion. The water is moderately corrosive. According to Turner, the water is sufficiently corrosive for local dezincification of brass parts (Figure 49). By dezincification, zinc escapes from the installation into the water and is deposited as well. For unalloyed and galvanized steel, there is a risk of uniform corrosion – as evidenced by the assessment of corrosion likelihood according to EN 12502 – part 2–part 5. Pipes and fittings made of these metals maybe uniformly corroded by drinking water in some degree. As a result, iron, manganese and nickel also enter the water from the installation, to be detected in the deposits.
Dezincification likelyhood of brass according to Turner inducedby local potable water.
Bild 49: Abschätzung für die Entzinkung von Messing für das örtliche Trinkwasser nach Turner.
Test result: On the interface between inliner and water, there are deposits that, in addition to water components, consist of silicon, aluminum, and heavy metals as well. The metals have either entered the water geogenically or by corrosion.
11 The result – Progress of the Composite Pipe Deterioration
In the instant case, the damage progression could completely be reconstructed. The tube was cracked longitudinally at 6 o’clock; at the bottom of this notch, a transverse crack gap appeared, where water was able to leak out from the inside to the outside. The water from the pipe caused serious damages to the building and to the furnitures.
The multilayer composite pipe was made of medium-density polyethylene, which is not further crosslinked. It failed catalytically by auto-oxidation under “medial stress” caused by water and exposed to heavy-metal cations. The free-radical mechanism of auto-oxidation has already been explained at Chapter 7. The damage started inside the pipe and progressed form inside out by chain degradation of hydrocarbons layer by layer. The polyethylene of the inliner at first expanded by water uptake as soon as it comes into contact of it. During expansion, the distances between the chains are stretched. There is always oxygen dissolved in water. It oxidizes the polymer chains at different points. After decomosition has started, the oxygen penetrates faster and further down into the polyethylene, damaging the whole thermoplast more and more quickly by auto-oxidation.
If oxidation proceeded, the carbon chains are continuously shortened and – as the examinations by GPC established – the molecular weight and the density of polyethylene decreased; in the IR and Raman spectra – as observed – more and more decomposition-typical signals of degradation products occured. The polyethylene – as evidenced by nanoidentation – was embrittled as decomposing. The inliner got both crumbly and more permeable to oxygen and water; the rate of degradation thus exponentially increased until the inliner completely decomposed to dust.
The rate of PE-degradation increases if exposed to UV light and at rising temperature, as these factors promote the formation of “free radicals”. Consequently, the service life of an installation drops if operation temperature is increased or the maximum temperrature load is only short lasting exceeded. The degradation of hydrocarbon chains and the formation of decay products are not reversible. Prior damages dont heal. It even promotes further decay. Therefore, the normative specified limits for temperature and pressure must consequently be observed. In the given case, however, it is not possible – due to missing informations from the client’s side – to check whether partial damage occurred due to short-term temperature overloads whether overloading under continuouos operation, when the pipes were completely water filled.
Composite pipes completely filled with water usually age from inside to outside all around the circumference (Figure 50), since the water attacks all points of the internal surface at the same time. The polyethylene is being oxidized by the oxygen dissolved in the water. The rate of degradation – i.e. the speed of auto-oxidation – is limited by the quantity of oxygen that exists in the polyethylene/water-phase boundary and in the water-expanded area of the PE inliner. For completely filled pipes, only as much oxygen may be consumed as is supplied by diffusion to the polyethylene interface and into the liner.
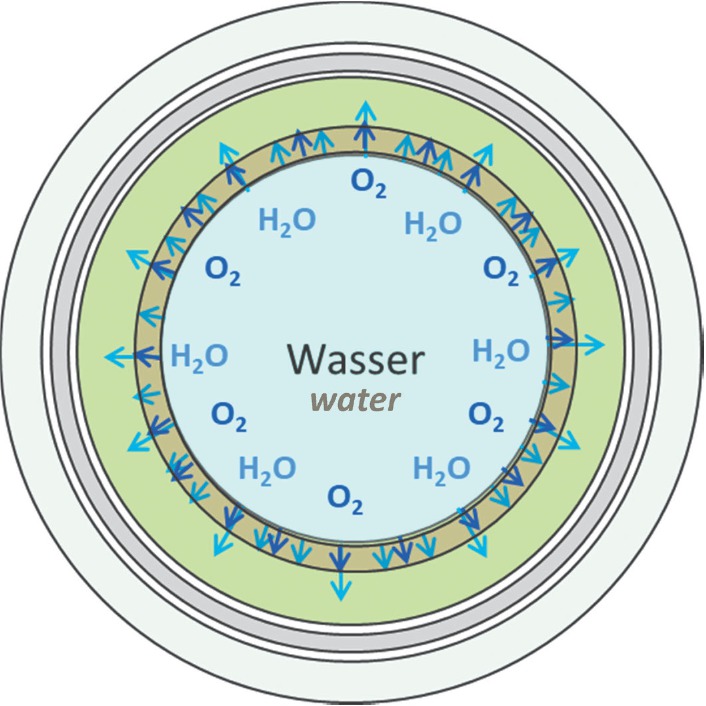
Oxidative disintegration of a completely water-filled composite pipe.
Bild 50: Oxidativer Zerfall eines vollständig wassergefüllten Verbundrohrs.
Actually, the PE inliner of the composite pipe obviously is not uniformly aged all around the circumference, but primarily between 4 and 8 o’clock at the bottom part of the composite pipe (Figure 51).
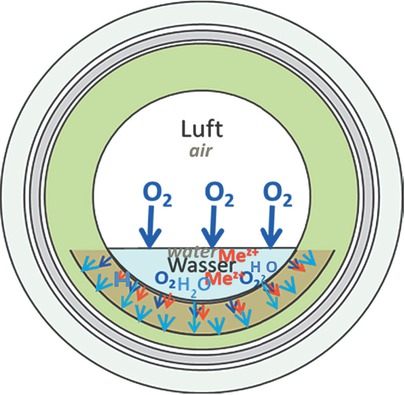
Heavy metal induced decomposition of the partially filled composite pipe.
Bild 51: Schwermetall katalysierter Zerfall des halbgefüllten Verbundrohrs.
The factors related to service, such as temperature or pressure, cannot actually be responsible for the damage. The top of the inliner is only slightly attacked. The decay reached the aluminum barrier at the bottom at 6 o'clock and corroded the welding joint in the overlapping area of the aluminum foil. In this region corrosion caused voluminously aluminum salts; the outer PE-jacket bulged and fractured longitudinally forming a notch and a transverse crack at the base of the notch, where the tap water leaked dropwise outside into the screed.
The damage characteristics at 6 o’clock are similar to those of corrosion occurring on metals under deposits or below water residues if pipes are only partially filled. Water residues remaining in pipes after draining are damage critical for the damage of thermoplastic substrates, too.
The rate of auto-oxidation depends in all cases on the quantity of oxygen at the damage site. Among water drops, more oxygen arrives at the PE surface than if the pie is completely filled during conventional operation, due to its short diffusion path. The water is always oxygen saturated beneath water drops. Aging is no longer retarded by oxygen diffusion. At the polyethylene/water/air-3-phase boundary, there is always sufficient oxygen.
Inside water residues there are disolved many compounds that arrive from water supply and water installations. The drinking water obtained from the local water supplier ocassionally is temporaily chlorinated for desindection and treated with calcium carbonate and the flocculant polyhydroxyaluminum chloride for corrosion protection. Calcium carbonate increases the pH value. Chlorine promotes the formation of free radicals. It is well known, that both actions are additional loads that may accelerate the decay of hydrocarbon polymers. The tab water also carried heavy metals like iron, titanium and nickel ions. They were detected at the damaged site by SEM/EDS. All compounds have been enriched during stagnation by evaporating the water from the water drops and simultaneously increasing the pH-value. Such loads are well known to accelerate the decomposition of polymeric.
Result: The damage scenario is the consequence of substantial predamages after and caused by draining the composite pipes. After emptying water puddles remained at the bottom of the PE-Inliner.In such puddles of water, the pH value shifted to alkaline and heavy metals were enriched at 6 o’clock, catalyzing and promoting the aging of PE. The inliner, that was not of adequate PE-quality for this kind of application, but predamaged by emptying, continued to decompose during regular service until finally it- especially all around 6 o'clock – collapsed.
12 Summarizing Evaluation
The composite pipe was made in 2009. It prematurely failed in 2020 after 11 years of service; the standard service life of 50 years was not achieved. The reduced service life indicates, among other criteria, special thermal loads and other critical factors during initial startup and operation.
The damage cause has been completely identified. The multilayer composite pipe has failed around the 6 o’clock position by the “medial stress” of water. Starting from the inside, the polyethylene of the inliner deteriorated faster than usual by auto-oxidation and the catalytic influence of metal ions, getting brittle and ultimately ruptured.
The damages caused on the pipe are substantial. There are planning/execution errors as well as errors during startup or operation of the hot water installation that affected the whole system. It must therefore be concluded that large sections of the installation have been damaged and must be repaired. This is necessary to prevent further damages.
The heavy metal salts entered the damaged pipes from the public water supply as well as after corrosion from the drinking water installation. They have been accumulated at 6 o’clock. The drinking water quality delivered by the public supplier cannot be rejected. It complies at the time of delivery to the requirements of the Drinking Water Regulations. The liability of the water supplier is therefore excluded.
There is no evidence of any manufacturer errors that might justify producer liability. The damaged multi-layer composite pipe is free of cracks, notches, bubbles and inclusions resulting from manufacturing. It was standard compliant labeled when delivered. It is standard compliant designed (type M). It consists of an outer jacket and an inliner made of PE-MD as well of a diffusion barrier fabricated from aluminum foil, that is welded end-to-end in the pipe’s longitudinal direction. Between the polymer and the aluminum there exists an polydimethyl siloxane PDMS primer. There are no defects of fabrication (material defects). The pipe is type-tested and certified; its production is controlled and externally monitored.
The projecting of the hot water installation does not comply to the technical rules. The composite pipe was derolled from a 100 m coil. The manufacturer of the composite pipe is unknown, as the marking left on the pipe doesn’t permit this. It was not supplied by the same company which sold the T-piece that was installed, too. This error in choice by the installer basically excludes any warranty in the scope of the system liability.
There has been a misplanning or an error on the installer’s part. According to DIN EN ISO 21003, the damaged multilayer composite pipe is licensed for underfloor heating (“application class 4”, max. operating temperature 70 °C), but not for hot water (“application class 1” or “2”, long-term load 60 °C or 70 °C maximum operating temperature ≤ 80 °C). Its inliner is made of non-crosslinked medium density polyethylene PE-MD, which is not suitable for hot water applications. The installer was aware of the application limits of the composite pipe. He was not allowed to used this pipe. Therefore, he has to take responsibility for the damage.
The damage patterns indicate errors during initial startup or during the time of operation. The PE-inliner obviosly has disintegrated only at the bottom of the composite pipe near to the 6 o’clock position. This pattern is quite characteristic for damages occurring at water residue if pipes are only partially filled. The cause of the damage was the temporary draining of the installation after initial start-up or later during service.
1 Einleitung
Sachverständige, Sachbearbeiter von Versicherungen oder Rechtsanwälte und Richter müssen sich immer wieder mit Schadensfällen an Mehrschichtverbundrohren aus Polyethen (Polyethylen) PE, Polypropen (Polypropylen) PP oder Polybuten PB beschäftigen. Sie entstehen in Trinkwasserinstallationen sowie in Klima- und Heizungsanlagen unter dem Einfluss eines wässrigen Angriffsmittels und führen teilweise zu erheblichen Schäden am Gebäude. Im Beweissicherungsverfahren wird dann die Frage gestellt, welcher Fehler schadensursächlich war und wer für den Schaden verantwortlich ist. Der vorliegende Beitrag ist ein Grundlagenpapier, das den interessierten Personen helfen wird, Gutachten zu diesem Thema sicher zu lesen und die Schadensabläufe besser zu verstehen.
Die VDI-Richtlinie 3822 „Schadensanalyse“ berücksichtigt den Trend, dass inzwischen viele Leitungen in der Trinkwasser- und Heizungsinstallation aus thermoplastischen Werkstoffen erbaut werden. Sie wurde überarbeitet und um die Blätter „Schäden an thermoplastischen Kunststoffprodukten“ Nr. 2.1.1 bis Nr. 2.1.10 ergänzt. Blatt. 2.1.7 beschäftigt sich mit „Schäden an thermoplastischen Kunststoffprodukten durch mediale Beanspruchung“; dieser Wortlaut vermeidet den Begriff „Korrosion“ im Titel, da DIN EN ISO 8044 „Korrosion als Reaktion eines Metalls mit seiner Umgebung“ definiert.
VDI 3822 zeigt eine Übersicht an Schadensbildern. Die Übereinstimmung eines Schadensbilds mit den Abbildungen in dieser Richtlinie reicht jedoch nicht aus, um die Schadensart und den Schadensablauf zu identifizieren. Zur Beurteilung muss sich jeder Gutachter mit den Produktionsabläufen und mit den normativen Anforderungen vertraut machen, die in den technischen Regelwerken an Verbundrohre gestellt werden. Er muss wissen, wie die Installationen erstellt und in Betrieb genommen werden und welche Belastungen am Schadensort vorliegen. Nur so lassen sich die betriebsbedingten Abnutzungen ausschließen und nach dem Produkthaftungsgesetz Regressansprüche nach Produktions- oder Montagefehlern gegen den Hersteller oder den Installateur begründen.
Die Einleitung zu VDI 3822, Blatt. 2.1.2 weist darauf hin: „Bei der Ermittlung möglicher Schadensursachen ist zu berücksichtigen, dass sehr ähnliche Schadensbilder durch unterschiedliche Ursachen bzw. Beanspruchungsarten entstehen können. Insofern kann nicht davon ausgegangen werden, dass eine Schadensursache eindeutig identifiziert ist, sobald in einem der Beiblätter ein Schadensphänomen mit dem vorliegenden Schadensbild übereinstimmt. Es liegt aufgrund der fehlenden Ein-Eindeutigkeit in der entsprechenden Verantwortung des Anwenders dieser Richtlinie stets alle Beiblätter zu berücksichtigen, sofern nicht das Schadensumfeld Ausschlüsse zulässt.“
VDI 3822 liefert nur eine Übersicht an Untersuchungsmethoden. Eine Prozedur, wie Schadensanalysen im Einzelfall ablaufen, ist nicht enthalten. Die aktuelle Veröffentlichung soll dazu beitragen, diese Lücke zu schließen, und ein mögliches Verfahren für zukünftige Untersuchungen aufzeigen. Im vorliegenden Artikel wird ein Schadensfall vorgestellt, der aus der Trinkwasserinstallation eines Einfamilienhauses stammt und für Schäden an Mehrschichtverbundrohren repräsentativ ist; die Versagensursache und der Versagensablauf werden in zahlreichen Abbildungen veranschaulicht. Die Methoden und Untersuchungen, die zur Aufklärung der Schadensursache führten, werden beispielhaft präsentiert. Weiterführende Informationen erhalten interessierte Personen in den Quellenangaben sowie in der übergeordneten Publikation und in den Exkursen zum Schadensfall, die im Internet bereits veröffentlicht sind.
2 Der Schadensfall – Allgemeine Beschreibung des schadhaften Teils
In dieser Publikation wird über einen Schadensfall berichtet, der im Jahr 2020 an einem Mehrschichtverbundrohr eingetreten ist. Leitungssysteme aus Mehrschichtverbundrohren sind normativ auf 50 Jahre ausgelegt. Im Fokus der Analyse stand daher die Frage, wer für den Schaden verantwortlich ist. Neben der Schadensursache sollte festgestellt werden, ob das Verbundrohr bereits vor der Installation fehlerhaft war, so dass ein Regressanspruch gegen den Rohrhersteller besteht. Außerdem war zu prüfen, ob die Installation inzwischen so stark geschädigt ist, dass alle Leitungen ausgetauscht werden müssen.
So schnell wie diese Fragen gestellt werden, umso aufwendiger ist es, sie zu beantworten. Dem Hersteller müssen Fehler in der Werkstoffbeschaffenheit, Konstruktion, Produktion, Instruktion und Kennzeichnung nachgewiesen werden oder einem Planer Fehler in der Bauteil-/Werkstoffauswahl oder bei der Auslegung der Anlage auf bestimmte Betriebsparameter. Dies geschieht anhand von Normen und von Leistungsbeschreibungen. Oder hat der Installateur, der die Anlage gebaut hat, das Rohr fehlerhaft verarbeitet, montiert oder in Betrieb genommen? Ist der Fehler erst später aufgetreten? Oder Ist die Anlage bereits auf natürlichem Wege abgenutzt? Die reale Betriebsdauer hängt von der maximalen Betriebstemperatur, der Temperatur im Dauerbetrieb, von der Zusammensetzung des Wassers und vom Rohrwerkstoff ab. Haben z.B. schädliche Wasserzusätze, unzulässige Betriebstemperaturen oder die mangelhafte Wartung des Betreibers die Standzeit verkürzt? Um solche Frage zu klären kommt es auf die Informationen an, die der Gutachter von den Parteien erhält.
Im vorliegenden Fall waren dem Auftraggeber die wesentlichen Details unbekannt. Es fehlten Angaben zum Alter, zum Aufbau, zur Inbetriebnahme sowie die Betriebsbedingungen der Installation. Die Prüfstelle erhielt nur das schadhafte Bauteil mit einem Auftragsschreiben und wenige Angaben zur Sache. Sie hatte keine Befugnis Beweis zu erheben. Sie musste das Bildmaterial vom Ortstermin erst vom Auftraggeber anfordern. Andere Informationen mussten erst im Internet und in der Literatur sowie in Normen und Regelwerken recherchiert werden. Die wichtigsten, unabhängigen Informationen liefert aber stets das schadhafte Bauteil selbst. Damit nichts verloren geht, müssen alle Schritte vom Probeneingang bis zum Ergebnis detailliert dokumentiert werden.
Die Prüfstelle erhielt im vorliegenden Fall zwei Abschnitte aus Mehrschichtverbundrohr und ein T-Stück zur Überprüfung. Die Teile stammen nach Angaben des Auftraggebers aus der wärmegedämmten Warmwasserverteilung eines Einfamilienhauses. Sie waren im Kellergeschoss waagerecht unter dem Estrich verlegt (Bild 1). Ein Rohrstück ist undicht. Aus dieser Leckage ist tropfenweise Wasser ausgetreten, das zu einem Wasserschaden geführt hat. Die Feuchtigkeit hat die Wandflächen vom Boden aufsteigend geschädigt und zur Ansiedlung von Schimmelpilzen geführt.
Das T-Stück war nach DIN EN ISO 21003, Teil 3 „Mehrschichtverbund-Rohrleitungssysteme für die Warm- und Kaltwasserinstallation innerhalb von Gebäuden-Rohre“ mit den Anschlussmaßen 20/16/20 und mit dem Werkstoff Polyphenylsulfon PPSU sowie mit dem Herstellerzeichen und dem Zertifizierungszeichen beschriftet (Bild 2). Es ließ sich seinem Anbieter anhand der Kennzeichnung und durch Vergleich mit dem Lieferkatalog zuordnen. Auf die Stützhülsen des T-Stücks waren im geraden Teil der Hauptleitung jeweils DN 20-Verbundrohre aufgeschoben. Sie waren mit Hülsen gefügt; im senkrechten Abzweig war ein kurzes Stück DN 15 Verbundrohr (Innendurchmesser: 11,7 mm, Wanddicke: 2,3 mm) verpresst.
Mehrschichtverbundrohre müssen nach DIN EN ISO 21003-2 in Längsrichtung im Abstand von mindestens 1 m mit dieser Anforderungsnorm, dem Herstellerzeichen, mit Nenndurchmesser × Wanddicke, dem Rohraufbau sowie mit der Anwendungsklasse, Betriebsdruck/Temperatur, der Lichtdurchlässigkeit und den Informationen zur Produktionsstätte und zum Herstellmonat/Jahr beschriftet sein.
Laut Kennzeichnung in Bild 3 ist das defekte Rohr ein Kunststoff/Metall-Polycomposite vom Typ M (Metallverbundrohr „PE-MD/AL/PE-MD“). Es hat einen Mantel und einen Inliner aus Polyethylen mittlerer Dichte sowie eine Diffusionssperre aus Aluminium. Das Rohr ist DN 20. Es hat einen Innendurchmesser von 14,8 mm und eine Wanddicke von 2,5 mm. Es stammt von einer „100 m“-Rolle und wurde in 2009 in Deutschland („Made in Germany“) hergestellt. Das Rohr ist zertifiziert und für den Betrieb bei 8 bar und 70 °C ausgelegt.
Die Rohrstücke sind jedoch zu kurz. Die Beschriftung ist durch Abnutzung und Alterung beschädigt. Da das Teilstück mit der Herstellermarke fehlt, ist der Rohrhersteller nicht mehr festzustellen.
Die Rohre und Formstücke in einer Installation stammen in der Regel vom gleichen Hersteller; da die Produzenten sie in einer geschlossenen Produktlinie als Verbundrohrsystem anbieten. Dann übernimmt der Hersteller des Systems auch die Haftung für die Verbindungstechnik, wenn die Montageanleitung beachtet wird.
Also wurde vom Hersteller des T-Stücks ein Vergleichsrohr mit den Abmessungen DN 20 × 2,5 mm beschafft (Bild 4). Seine Kennzeichnung wurde mit den Schriftzügen auf den schadhaften Rohrstücken verglichen.
Wie die Gegenüberstellung beweist, sind die Schriftzüge auf beiden Rohre formell und inhaltlich ungleich. Das Vergleichsrohr des T-Stückherstellers ist mit „PE-Xc/AL/PE-HD“ beschriftet. Seine Sauerstoff-Diffusionssperre ist zwar aus Aluminium; der Inliner ist jedoch aus Elektronenstrahl vernetztem Polyethylen PE-Xc und der Außenmantel aus Polyethylen hoher Dichte PE-HD. Das Rohr ist „Made in EU“ und für die höheren Anforderungen 8 bar bzw. 10 bar und 95 °C zertifiziert. Dieses Rohr ist also nach DIN EN ISO 21003, Tabelle E 5.2 für die Anwendungsklasse 2 „Trinkwasseranwendungen“ und für Betriebstemperaturen bis 85 °C (maximal: 95 °C) sowie für Druckbelastungen von 8 bar bis 10 bar zugelassen. Die Einsatzgrenze von 70 °C, die in der Beschriftung des schadhaften Rohrs angegeben ist, stimmt hiermit nicht überein. Die Kennzeichnungen „8 bar“ und „70 °C“ auf den schadhaften Rohren beweisen, dass dieses Rohr ursprünglich für die Anwendungsklasse 4 „Fußbodenheizungen und Anschluss von Niedertemperatur-Heizkörper“ vorgesehen war.
Die beiden Rohre sind – wie Untersuchungen an ihren Querschliffen beweisen – auch unterschiedlich aufgebaut. Die Abmessungen sind nicht identisch. Das schadhafte Rohr hat eine Wanddicke von 2,5 mm. der MDPE-Inliner ist 1,6 mm dick und erscheint im Tageslicht grün; Auf den Inliner folgt eine 0,3 mm dicke Aluminiumfolie, ein 0,6 mm dicker, weißer MDPE-Mantel bildet den Abschluss (Bild 5a). Das Vergleichsrohr hat hingegen nur eine Wanddicke von 2,3 mm. Sein PEXc-Inliner ist nur 1,1 mm dick. Er erscheint im gleichen Licht gelblich. Auf die Diffusionssperre (0,30 mm) folgt schließlich der weiße, 0,9 mm dicke HDPE-Mantel (Bild 5b).
Prüfergebnis: Das schadhafte Verbundrohr ist nicht für Trinkwasseranwendungen ausgelegt. Der Installateur, der die Warmwasser-Installation errichtete, hat Produkte von verschiedenen Herstellern verwendet. Das Rohr und das T-Stück sind keine Systembauteile des gleichen Herstellers. Ein Anspruch auf Systemhaftung besteht nicht.
3 Bestimmen des themoplastischen Werkstoffs
Grundsätzlich wird bei jeder Auslieferung von einem ordnungsgemäßen Zustand ausgegangen, da die Produktion des Verbundrohrs – wie die Kennzeichnung belegt – zertifiziert ist und fremdüberwacht wird. Wegen der Möglichkeit der Produkthaftung war das schadhafte Rohr jedoch auf Fertigungsmängel zu prüfen. In der Prüfstelle waren bei den visuellen und lichtoptischen Untersuchungen – abgesehen von einer montagebedingten, äußerlichen Abnutzung – keine Riefen, Blasen oder Einschlüsse zu erkennen, die auf Fertigungsmängel hinweisen. Die Abnutzung durch Montage ist nicht schadensrelevant.
Bei Schadensanalysen muss auch der Werkstoff, aus dem das schadhafte Bauteil besteht, durch geeignete Methoden untersucht werden. Im vorliegenden Fall war zu prüfen, ob der Außenmantel und der Inliner des defekten Verbundrohrs – wie vom Hersteller deklariert – aus Polyethylen mittlerer Dichte PE-MD bestehen. Elementaranalysen wie die Spektralanalyse, die Atomabsorptionsanalyse AAS, die ICP-OES oder die ICP-MS sind für solche Untersuchungen nur wenig geeignet, da thermoplastische Werkstoffe fast vollständig aus Kohlenwasserstoffen bestehen. Ihre Eigenschaften werden nicht von ihrer chemischen Zusammensetzung, sondern vom molekularen Aufbau bestimmt. Daher kommen Verfahren zum Einsatz, mit denen sich die Struktur aufklären lässt. In der Regel sind dies schwingungsspektroskopische Methoden wie die IR- und die Raman-Spektroskopie. Bei diesen Verfahren werden die einzelnen Molekülgruppen in den Stoffen durch Strahlung geeigneter Wellenlänge zu Bewegungen angeregt. Dann treten in den IR- und Raman-Spektren bei jeweils typischen Wellenzahlen Signale auf, die Hinweise zum Aufbau liefern. Die meisten thermoplastischen Werkstoffe lassen sich durch Vergleich mit kommerziellen Referenzproben und anhand von Spektren aus Datenbanken identifizieren. Im vorliegenden Fall wurden das T-Stück und das schadhafte Verbundrohr mit der IR-Spektroskopie und der Raman-Mikroskopie untersucht. Das T-Stück besteht – wie der Vergleich seines IR-Spektrums mit kommerziellem Stangenmaterial bestätigt (Bild 6), aus Polyphenylsulfon PPSU.
Am Verbundrohr wurden vom Außenmantel und vom Inliner, wo die Innenschale bei 12-Uhr kaum geschädigt ist, jeweils Proben entnommen und schwingungsspektroskopisch analysiert. Der Außenmantel des schadhaften Rohrs und sein Inliner bestehen – wie der Vergleich mit Literaturdaten [22, 24, 29, 30], mit Stangen und mit neuwertigen Rohren (Bild 7) belegt – aus Polyethylen PE. Die IR-Spektren zeigen die PE-typischen Banden von (C-H)-Streck- und (C-H)-Deformationsschwingungen bei 2919/2850 cm-1 und 1470/1460 cm-1 sowie von (-CH2)-Deformationsschwingungen bei 730/720 cm-1(Tabelle 1). Auch in den Raman-Spektren (Bild 8) erscheinen die typischen Signale von C-C-Streckschwingungen bei 1128 cm-1 (νsC-C) und 1160 cm-1 (νasC-C), die C-C-Pendelschwingung ρ(CC) bei 2848 cm-1, die C-H-Valenzen bei 2848 cm-1 (νsCH2) und 2881 cm-1 (νasCH2) sowie die C-H-Torsion τ(CH2) bei 1170 cm-1 und drei weitere C-H-Deformationen δ(CH2) bei 1417 cm-1, 1438 cm-1 und 1463 cm-1 (Tabelle 2).
Die dynamische Differenzkalorimetrie (engl. Differential Scanning Calorimetry DSC) ist ein thermisches Analysenverfahren. Sie eignet sich für ergänzende Untersuchungen. Bei der DSC wird die Wärmeabsorption beim Aufheizen einer Probe mit definierter Heizrate gemessen und gegen die Temperatur aufgetragen. Phasenumwandlungen wie das Schmelzen, Kristallisieren oder die Strukturänderung beim Glasübergang erzeugen in der Heiz- bzw. Abkühlkurve ein Absorptionssignal. Der Umwandlungspunkt entspricht der Schmelztemperatur bzw. Kristallisationstemperatur einer Phase. Seine Höhe beschreibt den Kristallisationsgrad. In der Regel haben Werkstoffe und manchmal auch die einzelnen Sorten eines Polymers verschiedene Umwandlungspunkte. Dann lassen sich auch Gemische (Blends) charakterisieren. DSC-Analysen sind jedoch nicht stoffspezifisch. Polyethylen lässt sich z.B. nicht von Polybuten-1 unterscheiden, da deren Schmelztemperatur und der Kristallisationsgrad – wie Tabelle 3 belegt – annähernd gleich sind. In diesem Fall ist die Identifizierung nur in Kombination mit der IR- und Raman-Spektroskopie möglich.
Im vorliegenden Fall wurde Material vom Außenmantel des defekten Verbundrohrs und vom Inliner bei 12-Uhr für die Bestimmung entnommen. Mit der DSC wurden zum Vergleich handelsübliche PE-Stangen und verschieden vernetzte Verbundrohre geprüft. Die Kurven im 1. Heizzyklus und 2. Heizzyklus sowie die Abkühlkurve wurden registriert. Aus den Diagrammen ließen sich die Schmelztemperaturen und der Kristallisationsgrad bestimmen. Die Prüfergebnisse sind in Tabelle 3 zu einer Übersicht zusammengestellt.
Das defekte Verbundrohr stammt – wie die Überprüfung mit der DSC beweist – nicht vom Hersteller des T-Stücks. In Bild 9 sind die Aufheizkurven vom Inliner des defekten Rohrs und vom Vergleichsrohr des T-Stück-Produzenten im 1. Heizzyklus und 2. Heizzyklus dargestellt. Die Schmelztemperatur und der Kristallisationsgrad dieser Rohre sind signifikant verschieden. Die Schmelztemperatur liegt beim defekten Rohr zwischen 125,6 °C– 127,2 °C, der Kristallisationsgrad ist 46,4 % – 48,1 %. Am Vergleichsrohr werden im 1. Heizzyklus 132,0 °C und 53,8 %, im 2. Heizzyklus 130,6 °C und 49,6 % gemessen.
Die Schmelztemperatur von vernetztem Polyethylen ist stets größer als 130 °C. Sie liegt im Mittel bei ∼134 °C. Der Kristallisationsgrad ist > 50 % (52 %–54 %). Dies gilt auch für die Stangen aus PE 300, HDPE und PE UHMV (∼135 °C). Beim defekten Rohr ist die Schmelztemperatur < 129 °C. Der Kristallisationsgrad ist ≤ 48,1 %. Diese Messwerte entsprechen am ehesten einem Polyethylen mittlerer Dichte MDPE oder einem handelsüblichen Polyethylen PE-RT (Tabelle 3). Diese PE-Sorten sind nicht quervernetzt (cross linked).
Die elementanalytischen Verfahren sind – sieht man von metallischen und mineralischen Einschlüssen ab – zur Charakterisierung von thermoplastischen Werkstoffen kaum geeignet. Es gibt jedoch Ausnahmen. Quervernetztes Polyethylen PE-Xb ist in der EDX-Analyse anhand des Siliciums zu erkennen, da die Kohlenstoffketten mit Silicium-Brücken vernetzt sind. PEX ist deutlich im Linescan quer zum Inliner eines PE-Xb-Verbundrohrs zu erkennen. Im Linescan erscheint eine Silicium-Linie, die sich deutlich vom Untergrund abhebt. Bei allen anderen Polyethylen-Sorten – wie PERT-II, PEXa, PEXc und PEXd – treten im Scan außer Kohlenstoff keine weiteren Linien auf, da es nur Kohlenstoff-Brücken gibt. Silicium und die anderen Signale liegen hier im Bereich des Detektorrauschens. Im vorliegenden Fall ist also erwiesen, dass der Inliner des defekten Rohrs nicht silanvernetzt ist und nicht aus PEXb besteht.
Das Molekulargewicht, die Dichte, der Kristallisationsgrad und die Quervernetzung zwischen den Kohlenstoffketten üben naturgemäß einen Einfluss auf die Beweglichkeit der Kohlenstoff- und Wasserstoffatome sowie auf die einzelnen Molekülgruppen aus. In höher molekularem Polyethylen oder in einem Polyethylen höherer Dichte sind die Kohlenstoffketten dichter gepackt, der Kristallisationsgrad ist höher. Beim Quervernetzen wird der Abstand zwischen den Ketten erheblich verringert. Die Molekülgruppen werden entlang der Ketten in ihrer chemischen Bindungen fixiert. Dann verändert sich die Beweglichkeit der Atome und Atomgruppen. Daher ändert sich auch die Intensität der Oszillationen und von Signalen in den IR- und Raman-Spektren. Also macht es Sinn, die einzelnen Intensitäten von Signalen in Abhängigkeit von der Polymersorte aufzuzeichnen und solche, die sich entlang gleicher Bindungen besonders stark ändern, zueinander ins Verhältnis zu setzen, um die Sorte durch Vergleichen der Verhältniszahlen zu identifizieren.
Im vorliegenden Fall erfolgten vergleichende Raman-Messungen am defekten Verbundrohr und an kommerziellen PE-Proben. Die Verhältnisse für die Streckschwingungen νs/νas(CC) und νs/νas(CH2) sowie für die Deformationsschwingungen δ1415/δ1460 (CH2) wurden verglichen. So ließ sich das Polyethylen des Mantels und des Inliners bestimmen (Tabelle 4).
Am Außenmantel sind νs/νas(CC) = 1,04, νs/νas (CH2)=0,81 und δ1415/δ1460(CH2) = 0,52 bzw. am Inliner sind νs/νas(CC) = 0,97, νs/νas(CH2) = 0,93 und δ1415/δ1460(CH2) = 0,25. Diese Zahlen liegen in den Grenzen der νs/νas(CC) = 1,0 – 1,1, νs/νas(CH2) = 0,8 – 0,9 sowie δ1415/δ1460(CH2)= 0,4 – 0,5, die an den kommerziellen Vergleichsproben aus Polyethylen mittlerer Dichte MDPE gemessen werden. Es ist daher davon auszugehen, dass der Innen- und der Außenmantel des defekten Verbundrohrs aus MDPE bestehen.
Prüfergebnis: Fertigungsmängel oder Fehler in der Kennzeichnung sind nicht vorhanden. Der Mantel und der Inliner des defekten Mehrschichtverbundrohrs bestehen – wie vom Hersteller angegeben – aus Polyethylen mittlerer Dichte MDPE. Das Polyethylen ist weder mit Silicium, noch nach einem anderen Verfahren quervernetzt und stabilisiert.
4 Schadensbild
Auf der Außenseite der Rohrstücke sind dunkle Wasserablaufspuren zu erkennen, die vom Austritt herrühren und aus den Estrichinhalten bestehen. Bei 6-Uhr gibt es Verformungen und Längsrisse. Der Mantel ist aufgewölbt; die einzelnen Längsrisse sind zu einer Längskerbe aufgebrochen.
Bild 10 zeigt die Leckage an der Unterseite von Rohr 1, wo das Wasser beim Schaden aus dem Verbundrohr ausgetreten ist. Der Mantel ist gequollen; in der Mitte der „Beule“ ist eine Kerbe; am Kerbgrund existiert ein Querriss, der bis zur Wasserseite durchgeht.
An der Schadensstelle wurde ein 55 mm langes Stück abgeschnitten. Die Probe wurde zwischen 3-Uhr und 9-Uhr halbiert, um das Innere unter der Leckage freizulegen (Bild 11). Die Abschnitte wurden an verschiedenen Stellen licht-und elektronenoptisch untersucht. Die Zusammensetzung der Beläge wurde mit der EDX-Analyse bestimmt.
Aus der Ober-und Unterschale wurden Längs- und Querschliffe hergestellt und lichtoptisch untersucht. Die untere Halbschale mit der Leckage unterscheidet sich deutlich von der Hälfte darüber.
Bei 12-Uhr sind der PE-Außenmantel und die Aluminiumsperre intakt. Das Polyethylen haftet vollständig am Aluminium (Bild 12). Der Inliner ist rissfrei. Er ist vom Wasser nur oberflächlich angegriffen. Auf dem Inliner haftet ein feinkörniger, grüner Belag (Bild 13 und Bild 14). Er enthält vor allem Wasserinhaltstoffe (Bild 15) wie 0,2 At% Kalium, 0,6 At% Calcium und 1,2 At% Magnesium (Tabelle 5). Außerdem werden 8,9 At% Zink und 1,8 At% Kupfer sowie 3,5 At% Eisen, 1,8 At% Nickel, 0,7 At% Mangan, 0,9 At% Kobalt und 0,2 At% Titan nachgewiesen. Das sind die Korrosionsprodukte von Messing und Stahl. Der Belag enthält auffällig viel Aluminium (4,2 At.%) und Silizium (4,5 At.%). Einzelne (Aluminiumsilikat-?)Partikel liegen auf den Belägen aus Zinkcarbonat ZnCO3 (Zn: 16,4 At.%/C: 19,4 At.%/O: 49,6 At.%) (Bild 16).
Die Delamination des Inliners vom Aluminium beginnt bei 3-Uhr und 9-Uhr, wo die Wölbung am Außenmantel einsetzt. Der Inliner hat dort schon Risse, die von innen nach außen verlaufen (Bild 17).
Bei 6-Uhr ist die Innenseite rotbraun gefärbt. Sie hat zahlreiche grüne Flecken. Das Polyethylen hat zahlreiche Längs- und Querrisse (Bild 18). Es zerbricht in Stücke, die je aus dem Inliner herausfallen können (Bild 19). Diese Fragmente zerfallen unter Druck zu einem Staub aus Mikroplastik (Bild 20).
Der Inliner hat sich großflächig vom Aluminium abgelöst (Bild 21). Er ist von zahlreichen Bruchstufen durchzogen. Im Querschnitt existieren parallel zum Umfang zeilenförmige Schichten, die im Tageslicht teilweise wachsartig oder aber transparent kristallin sind (Bild 22). Zwischen den Schichten gibt es jeweils scharfkantige, radiale Spalten und senkrecht durch die Schichten verlaufende Bruchstufen. Wasserseitig ist das Polyethylen stark zerfallen. Dort sind feine Lamellen zu erkennen, die sich fadenförmig ablösen und den Kohlenwasserstoffketten folgen (Bild 23).
Im Querschliff lässt sich die Leckage bei 6-Uhr verfolgen (Bild 24–Bild 28). Der Schaden geht von der Innenwand des Inliners aus, die mit Leitungswasser in Kontakt gekommen ist. Das Polyethylen ist dort gequollen und versprödet. Es hat sich lamellenförmig abgehoben. So konnte das Wasser schrittweise eindringen und das Polymer immer weiter schädigen.
Da die Leitung unter Druck steht, waren Zugumfangsspannungen vorhanden, die das Rohr aufgedehnt haben. Sie werden in schadensfreien Polymeren kompensiert. Der versprödete Thermoplast ist jedoch unter der Spannungsbelastung schrittweise aufgerissen. Von innen sind jeweils solange waagerechte Risse und senkrechte Bruchstufen entstanden, bis das Wasser die Aluminiumsperre erreicht hat (Bild 24).
An der Grenze zum Aluminium hat der Haftvermittler versagt, die PE-Innenschale hat sich von der Aluminiumsperre gelöst; So ist ein Spalt entstanden, der mit Wasser, mit Wasserinhaltstoffen sowie mit Aluminium- und Siliciumsalzen gefüllt ist. Die chemische Zusammensetzung der Ablagerungen lässt sich auf der Innenseite von Bruchstücken mit der EDX-Analyse bestimmen.
Am Interface zum Aluminium sind erhöhte Aluminium- und Siliziumgehalte zu erwarten. Basisches Aluminiumoxid und -oxidhydrat entstehen dort durch Korrosion von Wasser und Aluminium. Siliciumoxid wird beim Zerfall des Primers Polydimethylsiloxan PDMS erzeugt (Tabelle 5). Das Wasser ist schließlich in den Bereich gelangt, wo die beiden Seiten der Aluminiumfolie parallel überlappen und zu einem Rohr verschweißt sind (Bild 27).
In der Überlappungszone existiert ein enger Bereich, wo die Bedingungen für Spaltkorrosion günstig sind. Das Schweißgut ist korrodiert. So ist Wasser durch die Diffusionssperre nach außen gelangt. Das Aluminium ist auch von außen über und neben dem Durchbruch korrodiert. Es haben sich alkalische Korrosionsprodukte gebildet, die voluminös und wasserhaltig sind. Sie haben den Mantel ausgebeult. Unter der alkalisch-mechanischen Belastung hat der Haftvermittler zwischen dem PE-Mantel und dem Aluminium immer weiter versagt (Bild 25). Das Aluminium hat sich vom Mantel gelöst (Bild 28).
Im Außenspalt sind die Ablagerungen deutlich zu erkennen (Bild 29). Die Salze haben das Polyethylen über der Fügestelle solange ausgebeult, bis der Außenmantel bei 6-Uhr in Längsrichtung zu einer Kerbe aufgerissen ist. Der Kerbgrund hat schließlich eine Tasche mit Korrosionsprodukten erreicht. In der makroskopischen Detailaufnahme von der Außenseite (Bild 10) ist am Kerbgrund ein Querriss zu erkennen, der von der Oberseite der Tasche bis zur Kerbe durchgeht (Bild 28). Hier ist das Wasser aus der Warmwasserleitung ausgetreten.
Prüfergebnis: Der Inliner ist an der Wasserseite vor allem im Umfeld der 6-Uhr-Lage fortschreitend versprödet und gebrochen. Danach hat die Schweißnaht des Aluminiums der Diffusionssperre versagt. Über der Schweißnaht ist der Mantel in Längsrichtung aufgerissen. Am Kerbgrund hat ein Querriss zum Wasseraustritt geführt.
5 Prüfung des Inliners durch Nanoidentierung IEP auf örtliche Versprödung
Die instrumentierte Eindringprüfung IEP ist ein Kleinlast-Härteprüfverfahren. Sie liefert Informationen über die plastischen und elastischen Eigenschaften von Polymeren, von Hartstoffen sowie von Überzügen, Beschichtungen und Lacken. Mit der Nanoindentierung lassen sich sogar kleinräumige Unterschiede im Werkstoff sichtbar machen. Die instrumentierte Eindringprüfung ist daher geeignet, um das lokale Verspröden an Bauteilen aus thermoplastischen Werkstoffen nachzuweisen. Auf den kleinen Flächen des Mantels von Verbundrohren sind Prüfungen wegen des kleinen Eindringkörpers möglich.
Im vorliegenden Fall liefert daher das Prüfergebnis tiefenabhängige Hinweise zum Schädigungsgrad und -verlauf. Es erfolgten jeweils Prüfungen am schadhaften Rohr und zum Vergleich am Rohr des T-Stück-Herstellers. Am Schadensteil wurde jeweils bei 12-Uhr und bei 6-Uhr und dort an der Außen- und Innenkante des PE-Inliners gemessen. Es wurde jeweils an drei benachbarten Stellen geprüft. Die drei Einzelwerte wurden statistisch ausgewertet und zu einem Mittelwert mit Standardabweichung zusammengefasst. Aus den Messergebnissen wurden die Martenshärte HM, die Eindringhärte HIT, das Elastische Eindringmodul EIT, das Eindringkriechen CIT I0,5/30/15 und der ein elastische Anteil an der Eindringarbeit ηIT berechnet.
Im vorliegenden Fall wurde ein pyramidenförmiger Eindringkörper verwendet. Daher lassen sich die Daten in Härten nach Vickers HVIT umwerten. Die Kennzahlen sind in den Diagrammen tabellarisch aufgelistet und den Prüforten zugeordnet.
Im aktuellen Schadensfall werden mit der Nanoidentierung durchweg signifikante Messergebnisse erzielt (Tabelle 6). Die Standardabweichung liegt trotz der wenigen Messwerte jeweils unter 5,5 %. Die jeweiligen Messkurven sowie die Tabelle mit den Prüfergebnissen sind in Bild 30 dargestellt.
Bild 31 zeigt die Prüfkurven, die jeweils am Inliner des Vergleichsrohrs, am Inliner des defekten Rohrs bei 12-Uhr und bei 6-Uhr erhalten werden. Verschiedene Kennwerte sind im Umfeld der 6-Uhr-Lage gegenüber dem fast unbeschädigten Bereich bei 12-Uhr stark erhöht. Die Martenshärte HM, die Eindringhärte HIT bzw. die Härte nach Vickers HVIT sowie der elastische Eindringmodul EIT haben sich fast verdoppelt; andere Parameter sind leicht gesunken. Der elastische Anteil an der Eindringarbeit ηIT ist um 12 % gefallen; die Änderung von 4 % für das Eindringkriechen CIT I0,5/30/15I ist nicht signifikant. Dies bedeutet, dass der Inliner über der Leckage härter ist und mit weniger Arbeit gespalten werden kann.
Bei 6-Uhr gibt es typische Unterschiede je nachdem, wo gemessen wird. (Bild 31, Tabelle 6). An der Rohrinnenwand, wo das PE dem Wasser ausgesetzt war, sind die Härten HM und HIT ca. 8 % sowie der Eindringmodul EIT 14 % höher als innerhalb des Inliners in der Nähe der Diffusionssperre. In Wassernähe ist das Eindringkriechen das CIT ca. 10 % kleiner, das härtere Polyethylen kann die Verformungen durch den Indenter nicht mehr so gut durch plastische Verformung kompensieren.
Die Kennwerte, die am schadhaften Rohrstück außerhalb der Schadenszone gemessen werden, entsprechen annähernd denen des Vergleichsteils. Die Parameter für das plastische Verhalten, wie das Eindringkriechen CIT und der plastische Anteil der Eindringarbeit ηIT sind annähernd gleich. Die Härten HM, HIT und HVIT sind dort nur 8 % bis 10 % höher als beim Vergleichsrohr. Der Eindringmodul EIT ist 10 % größer. Er liegt bei 1100 MPa in einer Größenordnung, die in der Literatur [35, 36, 37] für Polyethylen hoher Dichte PE-HD berichtet wird.
Prüfergebnis: Der Inliner des Verbundrohrs hat sich an der Wasserseite verfestigt, da er dort schädigenden Einflüssen im medialen Kontakt ausgesetzt war. Das Polyethylen des Inliners ist bei 6-Uhr über der Leckage versprödet. Außerhalb der 6-Uhr-Zone ist das Polyethylen nur wenig verändert. Sein Zustand entspricht dort demjenigen, der im Laufe der Zeit durch Alterung eintritt.
6 Zerfallanalyse am Inliner mit der Gelpermeations-Chromatographie GPC
Der Zerfall von Polyethylen lässt sich mit der Gelpermeations-Chromatographie GPC verfolgen. Die GPC ist eine Trenntechnik, mit der hochmolekulare Stoffgemische in ihre einzelnen Komponenten zerlegt werden. Sie nutzt aus, dass Molekülketten, die sich in der Größe und Geometrie unterscheiden, mit einem geeigneten Trägergel, das sich in einer säulenförmigen Anordnung befindet, unterschiedlich stark wechselwirken. Sie werden jeweils zu einem anderen Zeitpunkt aus der Säule herausgespült. Da thermoplastische Werkstoffe bei der oxidativen Alterung in Fraktionen unterschiedlicher Kettenlänge zerfallen, ist die GPC ideal geeignet, um den Zerfall des Polymers bei einem Schaden zu dokumentieren.
Im vorliegenden Fall wurden die Molmassenverteilungen und -mittelwerte mit der Hochtemperatur-Gelpermeations-Chromatographie (HT-GPC) vom Typ PG15 Polymer Char bestimmt. Das System wurde mit einem externen Standard aus 15 Polystyrol-Sorten mit definierten Molekulargewichten (Mp = 266 – 5.090.000) kalibriert.
Die Molekulargewichtsverteilungen werden aus den Elutionskurven in Bild 32 jeweils durch Vergleichen mit der Kalibrierkurve in Bild 33 erhalten. Die Molekulargewichte sind also nur Relativzahlen. Sie entsprechen nicht den wahren Werten, da sich Polystyrol und Polyethylen wegen ihrer anderen Struktur im Elutionsverhalten voneinander unterscheiden. Um den Kettenzerfall zu verfolgen, sind jedoch Absolutwerte nicht notwendig.
Für die Prüfung wurden Stücke des schadhaften Verbundrohrs vom Außenmantel und vom Inliner aus dem intakten Bereich bei 12-Uhr und aus der zerfallenen Zone bei 6-Uhr entnommen. Das Material wurde exakt eingewogen und bei 160 °C in 1,2,4-Trichlorbenzol (TCB) gelöst. Je 200 μl Prüflösung wurden auf den Kopf einer Reihe aus vier Trennsäulen vom Typ PSS POLEFIN gegeben und getrennt (Säulentemperatur: 160 °C). Als mobile Phase diente 1,2,4-Trichlorbenzol (TCB) mit einer Flussrate von 1,0 ml/min. Die Elutionskurven wurden mit einem IR6-CH2-Detektor bestimmt.
Wie Bild 34 belegt, bestehen der Außenmantel und der Inliner des schadhaften Rohrs aus der gleichen Polyethylensorte. Die Verteilungskurven vom Mantel und vom Inliner im kaum geschädigten Bereich bei 12-Uhr sind annähernd deckungsgleich. Das mittlere Molekulargewicht vom PE-Mantel liegt bei 155.000. Der Inliner bei 12-Uhr ist nur geringfügig gealtert. Sein Molekulargewicht von 146.000 ist geringfügig kleiner. Das Ergebnis bestätigt also die Kennzeichnung des Herstellers, wonach Mantel und Inliner gleich beschaffen sind.
Bei 6-Uhr ist das Polyethylen hingegen zerfallen. Die Molekülketten sind wesentlich kürzer geworden. Das Molekulargewicht hat stark abgenommen. Das Maximum der Verteilungskurve ist 22.400. Es liegt bei 14,4 % des Ausgangswerts. Die Kurve entspricht keiner Normalverteilung. Auf dem niedermolekularen Ast der Kurve gibt es Schultern bei 14.500 und 6.000. Sie liegen bei 9,4 % bzw. 3,9 % des ursprünglichen Molekulargewichts und entsprechen kürzeren Molekülen. Diese Submaxima sind kleiner; es gibt also weniger Bruchstücke mit dieser Kettenlänge, die im weiteren Verlauf des Zerfalls entstehen.
Prüfergebnis: Der Zerfall des Polyethylen-Inliners ist vorwiegend bei 6-Uhr unter Abnahme des Molekulargewichts durch schrittweisen Bruch in den Molekülketten erfolgt.
7 Zerfall von Polyethylen durch Autooxidation
Thermoplastische Werkstoffe wie Polyethylen oder Polypropylen sind nicht unverwüstlich – wie allgemein angenommen wird. Diese Polymere bestehen aus langen Kohlenwasserstoffketten. Sie werden durch „Radikalische Polymerisation“ oder in der Ziegler-Natta-Synthese durch „Koordinative Kettenpolymerisation“ künstlich erzeugt. Sie können unter Umkehrung der Synthese auch wieder zerfallen. Der Zerfall erfolgt bei gleichzeitiger Versprödung stets durch Kettenabbau. Der Werkstoff altert. Die Eigenschaften des thermoplastischen Materials verändern sich dabei kontinuierlich. Er wird härter und rissig. Formkörper wie Rohre und Fittings aus diesen Werkstoffen werden brüchig. Sie zerfallen in Fragmente. Am Ende gelangen sehr kleine Partikel als Mikroplastik in die Umwelt. Das Problem ist aktuell in der Diskussion. Das Ausmaß des Schadens durch Mikroplastik an der Biosphäre ist noch nicht abzusehen.
Der Kettenzerfall ist ein natürlicher Vorgang. Er setzt gleich nach der Herstellung ein und ist auch nicht aufzuhalten. Thermoplastische Werkstoffe altern autokatalytisch. Der Mechanismus ist in Bild 35 erläutert. Der Zerfall ist eine Kettenreaktion Sie verläuft nicht – wie im Fall von Korrosion – über Ionen, sondern über atomare Zwischenzustände – sog. „Radikale“. Er ist, sobald er angelaufen ist, nicht mehr zu stoppen. Er lässt sich durch Radikalfänger nur verlangsamen, aber nicht verhindern. Damit ist die allgemeine Meinung, dass Kunststoffe – da sie nicht korrodieren – idealerweise für Trinkwasseranwendungen geeignet sind, widerlegt.
Die „Freien Radikale“ entstehen gleich zu Beginn des Zerfalls. Bei der Aktivierung (1) werden einige Kohlenstoffbindungen in den Molekülen (Bindungslänge: d(C-C) = 1,54 Å (1 Å = 10-10 m)) gelöst oder aber Wasserstoffatome von den Kohlenstoffwasserstoffketten (Bindungslänge: d(C-H) = 1,08 Å) abgespalten.
Die Aktivierung ist endotherm. Die Energie zum Spalten der Bindungen wird von außen thermisch (in Form von Wärme), photochemisch (als Licht) oder durch chemische Reaktionen (chemische Aktivierung) zugeführt. Die Höhe der Bindungsdissoziationsenergie kann variieren. Sie hängt im Molekül von den benachbarten Atomen und Atomgruppen ab. In aliphatischen (gesättigten) Kohlenwasserstoffen beträgt die mittlere C/C-Bindungsenergie von Kohlenstoffatomen 345 KJ/mol. Dies entspricht dem Energiegehalt von UVA-Licht der Wellenlänge 347 nm. Die C/H-Bindungsenergie zur Abspaltung von Wasserstoff ist 413 KJ/mol; diese Energie hat UVB-Strahlung mit der Wellenlänge 290 nm. Die Aktivierung ist nicht auf eine einzige Energieform beschränkt. Es zählt der Gesamtbetrag.
Daher reicht bereits Licht im sichtbaren Bereich aus, um aus thermisch angeregten (oszillierenden) Molekülen Atome abzuspalten. Dann entstehen die ersten „Freien Radikale“. „Radikale“ sind jedoch nur Zwischenzustände. Sie sind instabil. Die Kettenreaktion läuft nur ab, wenn auch geeignete Partner vorhanden sind, mit denen neue Verbindungen unter Energiegewinn gebildet werden. In Trinkwasserinstallationen ist ein solcher Partner der im Wasser gelöste Sauerstoff. Der thermoplastische Rohrwerkstoff ist im Wasser gequollen. Der Sauerstoff kann leicht eindringen und mit den „Radikalen“ abreagieren. Bei jeder Umsetzung entstehen neue Radikale. Dies setzt eine Kettenreaktion (2) in Gang, die zum Zerfall führt. Bei jedem Durchlauf werden dreimal mehr Radikale gebildet als verbraucht. Also steigt die Zerfallsgeschwindigkeit exponentiell. Der Zerfall „galoppiert“ immer schneller, bis der Kohlenwasserstoff in kleinste Stücke bis hin zu Mikroplastik zerfallen ist.
Bei der autokatalytischen Oxidation werden zunächst Alkohole und in den Folgereaktionen (4) auch andere Abbauprodukte wie Aldehyde, Ketone, Carbonsäuren, Anhydride und Ester gebildet. Ihre Menge gibt Auskunft, wo und wie stark das Polymer bereits zerfallen ist. Sie lassen sich mit geeigneten Methoden nachweisen. Wenn der geeignete Bindungspartner zur Kettenreaktion fehlt, kommt es zum Kettenabbruch (3). Dann Rekombinieren die alten Partner (a) – sie kehren in den Ausgangszustand zurück -; es kommt durch Disproportionierung (c) zum Austausch von Wasserstoffatomen. Es entstehen ungesättigte Kohlenwasserstoffe mit Doppelbindungen oder die Moleküle werden durch Dimerisierung (b) verlängert bzw. untereinander vernetzt.
Die Dimerisierung wird technisch genutzt, um aus Polyethylen mittlerer (MDPE) und hoher Dichte (HDPE) durch Aktivieren mit Peroxiden, Elektronenstrahlen oder UV-Licht die vernetzten Sorten PEXa, PEXc bzw. PEXe zu erzeugen. Da die Menge an Radikalen beim Zerfall exponentiell zunimmt, kommt es wesentlich auf die Anzahl an, die gleich zu Beginn gebildet wird.
Die Standzeit von thermoplastischen Bauteilen nimmt bei thermischer Belastung und Exposition mit UV-Licht ab. Daher muss darauf geachtet werden, dass diese aktivierenden Einflüsse begrenzt werden (Tabelle 7).
Polymere haben ein Gedächtnis. Die bereits vorhandenen Schäden sind nicht reversibel. Daher kommt es neben der Dauerbelastung auch auf die Belastungsspitzen an. Die Grenzwerte für die Dauerbelastung und maximale Belastung sind also unbedingt einzuhalten.
Beim Zerfall müssen am Reaktionsort, wo Radikale entstehen, stets Bindungspartner vorhanden sein. Also hängt die Beständigkeit auch von der Sauerstoffmenge im Polymer und von seiner Sauerstoffdurchlässigkeit ab. Polyethylene niedriger Dichte und unvernetzte Sorten quellen leichter als vernetzte Qualitäten. Sie nehmen also Sauerstoff leichter auf. Daher muss der ausgewählte Werkstoff für die jeweilige Anwendung geeignet sein (Tabelle 8).
Ergebnis: Polyethylen zerfällt durch Autooxidation je nach PE-Sorte unterschiedlich schnell in Gegenwart von Sauerstoff und unter thermischer oder UV-Belastung selbständig und fortschreitend durch Kettenabbau und unter Quervernetzung. In den Ketten entstehen ungesättigte Bindungen sowie Aldehyde, Ketone, Carbonsäuren, Anhydride und Ester. Der Zerfall wird durch Schwermetalle beschleunigt.
8 Analyse des Zerfalls am PE-Inliner mit der dynamischen Differenzkalorimetrie DSC
Der Zerfall von Polyethylen lässt sich auch mit der dynamischen Differenzkalorimetrie DSC verfolgen. Bei der Autooxidation ändern sich die Bindungsverhältnisse und die Art/der Grad der Vernetzung signifikant. Hierdurch ändern sich die Schmelztemperatur und der Kristallisationsgrad.
Für die Prüfungen wurde Material aus den Einzelbereichen des schadhaften Rohrs entnommen und kalorimetrisch untersucht. Die Aufheizkurven im 1. und 2. Heizzyklus sind in Bild 36 dargestellt. Das Prüfergebnis wurde mit handelsüblichen Referenzrohren verglichen (Tabelle 3).
Wie die Untersuchung zeigt, bestehen die Außen- und Innenschale des Rohrs aus Polyethylen mittlerer Dichte PE-MD. Der Mantel ist kaum mit Wasser in Kontakt gekommen und unbeschädigt. Seine Kurve beschreibt das ursprüngliche PE. Die Schmelztemperatur liegt im 1. und 2. Heizzyklus bei ∼126 °C. Der Kristallisationsgrad ist 47 %. Am Inliner werden bei 12-Uhr ähnliche Werte gemessen. Die Schmelztemperatur liegt im 1. und 2. Heizzyklus bei 126 °C – 127 °C; der Kristallisationsgrad bei 48,1 % und 46,4 %.
In den schadhaften Bereichen bei 6-Uhr hat sich der PE-Inliner signifikant verändert. Die Schmelztemperatur ist im 1. Heizzyklus 136,7 °C; der Kristallisationsgrad 66,4 %. Diese Werte entsprechen vernetztem Polyethylen PE-X. Das PE ist dort offensichtlich kristallisiert; seine Ketten haben sich neu orientiert und ausgerichtet. Da der Kettenabbau radikalisch abläuft, ist anzunehmen, dass einzelne PE-Bereiche stärker vernetzt werden als andere. Das PE wird dabei aufgehärtet spröde und brüchig.
Bei der Autooxidation sind – wie Bild 36 belegt – kleine Mengen an weiteren Phasen mit Schmelzpunkten zwischen 152 °C–164 °C entstanden. Diese Stoffe werden beim Aufschmelzen im PE gelöst. Sie führen im 2. Heizzyklus zu einer Absenkung des Schmelzpunkts auf unter 135 °C. Die Kurve hat dort zwei Temperaturmaxima bei 128,5 °C und 132,1 °C. Der oxidative Zerfall führt zu zwei verschiedenen PE-Phasen. Auch Salehi et al [34] berichten beim Zerfall von Polyethylen eine zweite Phase (Bild 37–Bild 38). Das Maximum bei 128,5 °C korreliert mit den unvernetzten, das Maximum bei 132 °C mit den vernetzten Anteilen.
Prüfergebnis: Beim Zerfall entsteht eine weitere, höherschmelzende (wahrscheinlich vernetzte) PE-Phase.
9 Analyse des Zerfalls am PE-Inliner mit ATR-IR-Spektroskopie und Raman-Mikroskopie
Bei der Thermooxidation von Polyethylen entstehen zahlreiche Zerfallsprodukte, die sich schwingungspektroskopisch nachweisen lassen. In den IR- bzw. Raman-Spektren erscheinen entsprechend dem Grad des Zerfalls zunehmend die Banden der Abbauprodukte Alkohole  , Aldehyde
, Aldehyde  , Ketone
, Ketone  sowie Carbonsäuren
sowie Carbonsäuren  , Carbonsäureester
, Carbonsäureester  und Anhydriden oder von C=C-Doppelbindungen bzw. von deren Wasserstoffen.
und Anhydriden oder von C=C-Doppelbindungen bzw. von deren Wasserstoffen.
Im vorliegenden Fall wurden Messungen in den typischen Bereichen des Inliners durchgeführt, um den Zerfall des Polyethylens zu verfolgen. Bild 39 zeigt die verschiedenen IR Spektren von der Wasserseite des PE-Inliners.
Spektrum 1 (von oben) stammt von der Oberseite des Rohrs bei 12-Uhr, wo der Inliner keine Risse hat. Das PE ist von der Wasserseite kaum angegriffen. Das Spektrum zeigt die PE-typischen Signale der ν(CH)2-Valenzen, von Deformationsschwingungen δ(C-H)2 bei 2915/2848 cm-1 und 1463/1472 cm-1 und der ρ(CH2)-Pendelschwingungen bei 719/730 cm-1. Zwischen 1300 cm-1–1950 cm-1 sind bereits kleine Signale vorhanden, die auf Alkohole, Aldehyde, Ketonen und auf Salze von Carbonsäuren, auf ungesättigte und konjugierte Kohlenwasserstoffe in den Ketten sowie auf Waser hinweisen, das ins PE eingedrungen ist.
Spektrum 2 stammt von der stark geschädigten Oberfläche bei 6-Uhr. Das Polyethylen ist dort brüchig und rissig. Die Kettenmoleküle sind an vielen Stellen abgebaut. Daher sind die PE-typischen Signale bei 2915/2848 cm-1 kaum noch zu erkennen, die übrigen PE-Signale fehlen vollständig. Stattdessen sind nur Abbauprodukte vorhanden. Die Einzelsignale haben sich bei den Wellenzahlen 1500 cm-1bis 1900 cm-1 (C-H; C=C; C=O; CHO; COOH) und 2700 cm-1 bis 3700 cm-1 (-OH) zu breiten, unspezifischen Banden vereint. Daher lassen sich spezielle Bindungstypen nicht identifizieren.
Spektrum 3 stammt von der Rückseite eines Fragments, das in der Schadenzone bei 6-Uhr aus dem Inliner herausgebrochen ist. Die Rückseite ist mittelgradig angegriffen, da das PE hier nur kurz mit Sauerstoff und Wasser Kontakt hatte. Die PE-typischen Signale sind signifikant kleiner; stattdessen erscheinen die Banden von verschiedenen Abbauprodukten.
Die Spektren 4 bis 6 stammen vom Übergang zum intakten Bereich bei 3-Uhr/9-Uhr, wo die Delamination des Inliners vom Aluminium beginnt. Für Untersuchungen wurde ein Stück des Inliners von der Aluminiumsperre abgerissen.
Spektrum 4 wurde auf der Rückseite der Abrissfläche des PE-Inliners gemessen. Das Polyethylen ist hier im Ausgangszustand. Die PE-Signale bei 2915/2848 cm-1, bei 1463/1472 cm-1 und bei 719/730 cm-1 heben sich deutlich vom Untergrund ab; Signale von Abbauprodukten sind auf der Abrissfläche kaum vorhanden zwischen 1000 cm-1 bis 1300 cm-1 liegen IR-Banden, die vom Primer Polydimethylsiloxan stammen.
Die Spektren 5 und 6 stammen aus dem Spaltbereich vor dem Abriss. Auffällig ist die breite –OH-Bande bei 2800 cm-1 bis 3700 cm-1. Sie stammt vor allem vom Aluminiumhydroxid, das als Folge der Leckage durch die Korrosion der Aluminiumfolie mit Wasser im Spalt entstanden ist. Bei niedrigeren Wellenzahlen erscheinen zwischen den Banden des Primers PDMS auch einzelne Signale von PE-Abbauprodukten (Aldehyde, Ketone) bei 1640 cm-1 bzw. von ungesättigten Kohlenwasserstoffen bei 830 cm-1.
Bild 40 zeigt einen IR-Punktscan, der bei 12-Uhr entlang einer senkrechten Linie von der Wasserseite bis zur Diffussionssperre aufgezeichnet worden ist, um den Oxidationsverlauf im Abstand zur Wasserlinie zu bestimmen. Das Polyethylen ist an und nahe der Wasserseite bis zu einer Tiefe von 100 μm am stärksten geschädigt. Die PE typischen Banden bei 2915/2848 cm-1, bei 1463/1472 cm-1 und bei 719/730 cm-1 sind an der Wasserlinie nicht mehr zu erkennen. Ihre Intensität nimmt erst mit dem Abstand zu. Bei 12-Uhr dominieren die IR-Banden der Zerfallsprodukte -C=O, -COOH und -C-O-C-; sie treten auch noch mit wesentlich geringerer Intensität im Innern des Inliners auf. Der Inliner ist noch – wie Messungen belegen – teilweise bis zu einer Tiefe von 500 μm oxidiert.
Die Raman-Mikroskopie lieferte zusätzliche Informationen aus dem Schadensbereich bei 6 Uhr. Sie ist eine alternative schwingungsspektroskopische Untersuchungstechnik, mit sich der Polyethylenzerfall untersuchen lässt. Die Raman-Spektroskopie arbeitet mit monochromatischem Laserlicht. Der Lichtstrahl wird an den Bindungen zwischen den Atomen und Atomgruppen gestreut. Da IR und Raman auf verschiedenen Messeffekten beruhen (IR-Absorption, Raman-Streuung), werden jeweils andere Schwingungszustände angeregt. Daher erscheinen die stofftypischen Signale in den Spektren jeweils an anderen Stellen (Ausschlussprinzip). Die Laser lassen sich mit dem Strahlengang von Lichtmikroskopen koppeln. Ramanmikroskope haben eine sehr hohe laterale Auflösung < 1 μm. Daher läßt sich die Materialzusammensetzung von unbekannten Oberflächen oder von Einschlüssen und Ablagerungen sehr schnell, insitu und punktgenau bestimmen. Die Ramanmikroskopie ist also ein ideales Hilfsmittel in der Schadensanalyse. Raman-Messungen sind allerdings auch gegen Einstrahlung/Absorption störanfällig.
Im aktuellen Schadensfall liefern Raman-Untersuchungen detailgetreue Informationen aus der beschädigten 6-Uhr-Zone. Hierfür wurden mehrere Positionen auf der Schnittfläche des schadhaften Inliners senkrecht zur Rohrachse untersucht. Für die Analysen wurde ein konfokales Raman-Mikroskop vom Typ Renishaw InVia mit zwei Lasern (Wellenlängen: 532 nm/633 nm) verwendet. Das Gerät hat eine laterale Auflösung von 0,25 μm sowie eine axiale Auflösung von < 1 μm. Das Streulicht wurde im Spektrometer zerlegt und mit dem CCD-Detektor des Spektrometers registriert. Die Raman-Spektren vom Außenmantel und vom Inliner bei 6-Uhr und 12-Uhr sind in Bild 41 und Bild 42 bzw. Bild 45 dargestellt.
Der Außenmantel ist nicht mit Wasser in Kontakt gekommen. Er ist vollständig intakt. Es treten nur Banden auf, die vom Polyethylen stammen (Bild 41). Signale von Zerfallsprodukten oder anderen Stoffen existieren nicht. Für PE-typisch sind die C-C-Streckschwingungen zwischen Kohlenstoffen der Molekülkette bei 1128 cm-1 (νsCC) und bei 1160 cm-1 (νasCC) sowie die C-H-Valenzen zwischen Wasserstoff und Kohlenstoff in den CH2-Kettenglieder bei 2848 cm-1 (νsCH2) und bei 2881 cm-1 (νasCH2). Daneben existieren die typischen Banden der Pendelschwingung ρ(CC) bei 2848 cm-1, der C-H-Torsion τ(CH2) bei 1170 cm-1 sowie drei weitere Signale für C-H-Deformationen δ(CH2) in den CH2-Kettengliedern bei 1417 cm-1, 1438 cm-1 und 1463 cm-1.
Das Spektrum vom Inliner bei 6-Uhr enthält zusätzliche Signale. Sie beweisen, dass das Polyethylen über der Leckage oxidiert ist (Bild 42). Bei 1668 cm-1 und 1863 cm-1 gibt es C=O-Valenzen, die von Aldehyd- oder Keton-Gruppen stammen. Sie sind beim oxidativen Kettenabbau entstanden.
Neuwertiges Polyethylen ist stets vollständig mit Wasserstoffatomen gesättigt. Im aktuellen Fall treten jedoch Banden von ungesättigten Kohlenwasserstoffen bei 858 cm-1 und 939 cm-1 auf, die von den C-H-Pendelschwingungen ρ(=C-H) an einer Doppelbindung stammen. Sie beweisen, dass beim Zerfall durch radikalische Depolymerisation Wasserstoffatome aus den Molekülketten abgespalten wurden.
Im Spektrum gibt es zwischen 2980–3020 cm-1 und 3040–3080 cm-1 Signale, die von den C-H-Valenzen aus den Methylgruppen am Kettenende stammen. Sie werden nur bei kurzkettigen Kohlenwasserstoffen beobachtet, wenn statistisch am Kettenschluss mehr Methyl(-CH3)- vorliegen als Methylen(-CH2-)-Gruppen in der Kette, oder wenn – wie im vorliegenden Fall – die Ketten durch den Zerfall des Polymers stark verkürzt sind.
Nach Hiejima et al. [32] (Bild 44) werden die Kohlenwasserstoffmoleküle bei der Autooxidation zunehmend gestreckt und ausgerichtet. Hierdurch werden die Bewegungen von einzelnen Atomgruppen gefördert, andere jedoch behindert. Dies führt schließlich zu Änderungen bei den Signalhöhen und zu anderen Signalverhältnissen. Die Wahrscheinlichkeit der symmetrischen νsCC-Schwingungen nimmt mit steigender Oxidationsdauer zu bzw. die der antisymetrischen Schwingung νasCC nimmt ab, da die Kohlenstoffe in Kettenrichtung leichter schwingen können. Also steigt auch das Verhältnis νsCC/νasCC.
Bei der Oxidation werden die Ketten auch verkürzt und quervernetzt. Da die Ketten dann dichter gepackt sind, kontrahieren die Kettenabstände und der Kristallisationsgrad steigt. In den kristallinen Bereichen ist zwischen den Ketten weniger Platz vorhanden; also sinkt die Beweglichkeit in den Kettengliedern. Dann ändern sich die Wahrscheinlichkeiten und die Signalintensitäten der C-H-Valenzen in den (-CH2) Methylengruppen sowie das Intensitätsverhältnis νsCH2/νasCH2.
Auch bei den Deformationsschwingungen, bei denen ein Bindungswinkel geändert wird, treten Änderungen auf. Bei gleicher Energieeinstrahlung werden bevorzugt solche Atome und Gruppen zum Schwingen angeregt, für die ausreichend Raum zwischen den Kohlenwasserstoffketten vorhanden ist; Bewegungen, bei denen Atome/Atomgruppen im Zwischenraum kollidieren, werden unwahrscheinlicher. Signifikante Intensitätsänderungen werden für die C-H-Deformationen bei 1415 cm-1 (δ1415CH2) und bei 1460 cm-1 (δ1460CH2) beobachtet. Das Verhältnis der C-H-Deformationen δ1415CH2/δ1460CH2 nimmt bei der Oxidation deutlich zu. Die Intensitätsverhältnisse νsCC/νasCC, νsCH2/νasCH2 und δ1415CH2/δ1460CH2 sind daher Indikatoren, die tiefenabhängig Auskunft über den Grad der Schädigung geben.
Am Außenmantel liegt das Signalverhältnis νsCC/νasCC liegt bei 1,04. Im schadensfreien Polyethylen ist die Wahrscheinlichkeit der C-C-Streckschwingungen gleich, dass die Kohlenstoffatomen in der Molekülkette symmetrisch zueinander oder antisymmetrisch gegeneinander schwingen. Die Signale der C-C-Valenzen bei 1128 cm-1 (νsCC) und 1160 cm-1 (nasCC) sind fast gleich hoch (Bild 43).
Bei 6-Uhr ist der Inliner zerfallen. Die Änderungen in den Intensitätsverhältnissen belegen, dass dort im Polyethylen ganz andere Abstände zwischen den Kohlenwasserstoffketten existieren als im nicht oxidierten PE-Mantel. Das Verhältnis νsCC/νasCC ist 1,24. Die Wahrscheinlichkeit für die symmetrische Bewegung in Kettenrichtung ist um 24 % größer. Es steigt auch die Wahrscheinlichkeit antisymmetrischen Bewegung der Wasserstoffe gegenüber der symmetrischen Bewegungen in den Methylengruppen der Kette. Das νasCH2 Signal bei 2880 cm-1 ist höher als für νsCH2 bei 2845 cm-1 . Das Signalverhältnis νsCH2/νasCH2 von C-H-Streckschwingungen fällt von 0,8 auf 0,6. Es gibt außerdem Intensitätsänderungen bei den C-H-Deformationen (δ1415CH2) bei 1415 cm-1 und (δ1460CH2) bei 1460 cm-1. Das Verhältnis der C-H-Deformationen [δ1415CH2/δ1460CH2] steigt deutlich von 0,5 auf 1,26.
Die Raman-Mikroskopie ist wegen ihrer hohen lateralen Auflösung besonders geeignet, um am Inliner bei 12-Uhr die Schädigungstiefe im Dauerbetrieb nachzuweisen. Im vorliegenden Fall wurden jeweils Raman-Spektren an insgesamt 8 Punkten als Funktion des Abstands von Grenzfläche zum Wasser gemessen. Dabei wurde der Laser von der Innenseite des Inliners entlang einer Linie radial zum Rohrdurchmesser bis zum Aluminium geführt. In Bild 45 sind die Spektren bei 12-Uhr von oben nach unten ab Wasserlinie in der Reihenfolge +35 μm, +150 μm, +300 μm, +600 μm, +900 μm, +1080 μm und an der Grenze Aluminium wiedergeben.
Bei 12-Uhr ist das Polyethylen nur an der Oberfläche zum Wasser stark oxidiert. Dort sind kaum noch Signale vorhanden, die dem Polyethylen zugeordnet werden. Bild 45 (oben) zeigt – wie in der Schadenszone bei 6-Uhr – die intensiven Signale von C=O-Valenzen (Aldehyde, Ketone) bei 1600 cm-1–1700 cm-1 und von C-O-C-Valenzen (Anhydride, Ether, Carbonsäureester) bei 1800 cm-1–1850 cm-1. Es gibt ungesättigte Kohlenwasserstoffe (C-H-Pendelschwingung ρ(=C-H)) bei 913 cm-1 und Methyl-Valenzen bei 3000 cm-1–3100 cm-1, die bei kurzen Molekülketten erscheinen.
Es fällt auf, dass auch an den weiter innen liegenden Messpunkten C=O- und C-O-C-Valenzen sowie die Signale von C-H-Pendelschwingung ρ(=C-H) auftreten. Allerdings sind die Intensitätsverhältnisse νsC-C/νasC-C∼1 und νsCH2/νasCH2∼0,93 ab Tiefen > 100 μm annähernd konstant. Die Oszillationen sind fast gleich. νsC-C/νasC-C=1,2 ist nur an der Oberfläche erhöht bzw. νsCH2/νasCH2=0,8 herabgesetzt. (Bild 44). δ1415CH2/δ1460CH2 liegt zwischen 0,25–0,4. Dieser Effekt lässt sich nur so erklären, dass die Oxidation schon teilweise erfolgt ist, bevor sich die Abstände zwischen den Molekülketten ändern. Die Wasser- und Sauerstoffaufnahme sowie ein Teil der Oxidation und Neuvernetzung eilen also der Aufweitung des Kettenabstands und der Neuausrichtung innerhalb und zwischen den Molekülketten voraus.
Der Vergleich des 6-Uhr-Spektrums mit dem des Außenmantels am Verbundrohr zeigt, dass sich bei der Autooxidation von Polyethylen einzelne Atome und Atomgruppen innerhalb und zwischen den Molekülsträngen neu ausrichten. Bei 6-Uhr lässt sich der Zerfall deutlich anhand der Signalverhältnisse nachweisen. Die Veränderungen der Signalhöhen sind im Innern bei 6-Uhr beträchtlich und sogar höher als in der Randzone bei 12-Uhr. Bei 6-Uhr ist der Wert νsC-C/νasC-C = 1,24, νsCH2/νasCH2=0,63 und δ1415CH2/δ1460CH2=1,26. Also ist der Zerfall im Innern bei 6-Uhr stark fortgeschritten.
Prüfergebnis: Der Inliner aus Polyethylen mittlerer Dichte ist bei 6-Uhr durch Autooxidation vollständig zerfallen. Der Schaden ist von der Wasserseite ausgegangen. Er hat bei 6-Uhr die Diffusionsbarriere aus Aluminium erreicht (Bild 46). Der im Wasser gelöste Sauerstoff hat die Molekülketten an zahlreichen Stellen oxidiert. Aus den Hauptketten wurden Wasserstoffatome abgespalten; Es entstanden ungesättigte Stellen mit Doppelbindungen (Alkene) und weitere typische Abbauprodukte – Aldehyde/Ketone, Carbonsäuren, Anhydride, Carbonsäureester, die mit der IR- und Raman-Spektroskopie nachgewiesen werden. Der Zerfall ist bei 6-Uhr weit fortgeschritten. Der Inliner ist demzufolge vom Aluminium delaminiert. Am Interface werden mit der IR Hydroxyde nachgewiesen werden, die durch Korrosion des Aluminiums entstanden sind.
Bei 12-Uhr hat die Alterung des Inliners bereits begonnen. Der Inliner ist nur wenig und vor allem an der Oberfläche zum Wasser geschädigt. Von der Wasserseite sind gewisse Menge Wasser und Sauerstoff in den Werkstoff eingedrungen. Die Autooxidation hat bereits eingesetzt. Sie hat jedoch – wie die Ergebnisse der Raman-Mikroskopie belegen – noch nicht zu Veränderungen im Abstand zwischen den Molekülketten geführt.
10 Einfluss von Trinkwasserinhaltsstoffen auf die Autooxidation
Auf der Innenfläche des Inliners, der im Betrieb mit Wasser gefüllt war, gibt es – wie die elektronenoptischen Untersuchungen und die Analyse mit der energiedispersiven Röntgenfluoreszenz belegen – Ablagerungen, die neben Wasserinhaltsstoffen auch Aluminium- und Siliziumsalze und schwermetallhaltige chemische Verbindungen mit Eisen, Mangan, Kobalt, Nickel und Kupfer enthalten (Tabelle 9).
Das Altern von thermoplastischen Werkstoffen wird durch Schwermetalle wie Titan, Eisen, Mangan, Chrom, Vanadium katalysiert. Sie beschleunigen den Zerfall durch Kettenabbau.
Die Ziegler-Synthese von Polyethylen läuft in wasserfreien Lösungsmitteln ab. Dort wird Polyethylen in Gegenwart von Titantetrachlorid TICl4 und Diethyl-Aluminiumchlorid Al(C2H5)2Cl aus Ethylen über mehrere Zwischenstufen hergestellt, an denen Schwermetalle beteiligt sind. Man nutzt die Eigenschaft aus, dass Übergangsmetalle wie Titan in verschiedenen stabilen Oxidationsstufen existieren. Bei der Synthese treten zwischen den Schwermetallen und den Radikalen aktive Zwischenstufen auf. In wässrigen Medien liegen die Schwermetallverbindungen als Ionen vor, die an Wassern gebunden als Hydrat-Komplexe existieren. In einem gequollenen thermoplastischen Werkstoff liegen der Kohlenwasserstoff, Sauerstoff, Wasser und Schwermetallionen zwischen den Kohlewasserstoffketten auf engem Raum vor. Dann kann der Zerfall des Polymers über Schwermetallkomplexe als aktive Übergangszustände in umgekehrter Richtung zur Synthese ablaufen (Bild 47).
Im vorliegenden Fall haben Schwermetalle den Zerfall des Verbundrohrs katalysiert. Der Zerfall tritt vor allem unter den Ablagerungen auf der Wasserseite auf. Die Schwermetalle müssen mit dem Trinkwasser ins Rohr gelangt sein. Es stellt sich also die Frage, wie sie ins Wasser gelangt sind.
Vom lokalen Trinkwasserversorger wurden Trinkwasseranalysen für den Zeitraum 2015– 2019 und ergänzende Informationen zur Aufbereitung des Wassers beschafft. Die Wasserparameter sind über die Zeit in Bild 48 dargestellt. Es treten keine starken Schwankungen auf. Das Wasser entspricht den Anforderungen der Trinkwasserverordnung. Seine Zusammensetzung ist zulässig und langzeitstabil.
Das Wasser ist im Wasserwerk annähernd mit Sauerstoff gesättigt Es sind bei 11 °C ca. 9,5 mg/L Sauerstoff gelöst. Sauerstoff ist ein starkes Oxidationsmittel, das die Korrosion von Metallen und die Alterung von Kunststoffen fördert. Das Wasser enthält wechselnde Mengen an organischen Schwebstoffen (TOC ≤ 1,0 mg/L). Zeitweise werden Keime unterschiedlicher Art in den Wasserproben festgestellt. Das Wasserwerk hat daher eine UV-Anlage. Dem Wasser wird Natriumhypochlorit bei Bedarf zur Entkeimung für mehrere Monate zudosiert. Es kann zeitweise bis zu 0,24 mg/Liter freies Chlor enthalten. Chlor ist nach Kapitel 7 ein Radikalstarter, der das Altern von Polyethylen beschleunigt.
Das Rohwasser wird aus Brunnen gefördert. Es enthält im Jahresmittel ca. 30–35 mg/L Chlorid und ca.40–50 mg/L Sulfat sowie 30–40 mg/L Nitrat, das aus der regionalen Landwirtschaft stammt. Sein pH-Wert liegt zwischen 6,9–7,4. Das Wasser ist annähernd pH-neutral und daher für metallische Werkstoffe bedingt korrosiv. Um die Korrosivität zu senken, wird sein pH-Wert im Wasserwerk mit Calciumcarbonat auf 7,6–7,9 angehoben.
Beim Dosieren wird das Wasser von 8,5° dH (mittel) auf 11°–12° dH aufgehärtet; Das Trinkwasser wird mit einer Säurekapazität von 1,8–1,9 mmol/L vom Wasserwerk geliefert. Diese Menge an Hydrogencarbonat entspricht einer Carbonathärte von ca. 5,0°– 5,2° dH. Laut Basenkapazität KB8,2 sind nur noch ca. 0,06–0,08 mmol/L freie Kohlensäure vorhanden.
Das Wasser enthält neben Wasserinhaltsstoffe wie Natrium, Kalium, Calcium und Magnesium, die in der Regel als Carbonate vorliegen, auch 8,5 – 9,5 mg/L Kieselsäure. In den wasserseitigen Belägen des Inliners werden Natrium, Kalium, Magnesium, Calcium und Silizium nachgewiesen.
Das Wasser enthält Kupfer ≤ 0,007 mg/L, Zink ≤ 0,03 mg/L, Nickel ≤ 0,01 mg/L, Eisen ≤ 0,05 mg/L und Mangan ≤ 0,002 mg/L innerhalb der zulässigen Grenzen geringe Mengen. Diese Schwermetalle sind geogen. Daher wird dem Wasser von Zeit zu Zeit bis zu einer Obergrenze von 0,3 mg/L das Flockungsmittel Polyaluminiumhydroxichlorid zugesetzt, um größere Mengen an solchen Schwermetallen zu entfernen. In den Belägen des Inliners sind daher sowohl Aluminium- wie auch Kupfer-, Zink-, Nickel-, Eisen- und Mangansalze vorhanden.
Die Schwermetalle können auch Stoffe durch Korrosion ins Trinkwasser gelangt sein. Das Wasser ist schwach korrosiv. Das Wasser ist nach Turner ausreichend korrosiv, um Bauteile aus Messing lokal zu entzinken (Bild 49). So ist Zink durch Korrosion aus der Installation ins Wasser und in die Beläge gelangt. Für unlegierten und verzinkten Stahl besteht- wie die Abschätzung der Korrosionswahrscheinlichkeit nach DIN EN 12502, Teil 2–Teil 5 belegt – das Risiko für Flächenkorrosion. Rohre und Fittings aus solchen Werkstoffen werden daher vom Trinkwasser oberflächlich korrodiert. Daher können auch aus der Installation Eisen, Mangan und Nickel als Korrosionsprodukte ins Wasser gelangen.
Prüfergebnis: Auf der Grenzfläche des Inliners zum Wasser existieren Beläge, die neben Wasserinhaltsstoffen auch Silizium und Aluminium sowie Schwermetalle enthalten Diese Stoffe stammen aus dem Wasser. Die Schwermetalle im Wasser sind entweder geogen oder durch Korrosion entstanden und mit dem Wasser zum Schadensort gelangt.
11 Das Ergebnis – Verlauf des Verbundrohrzerfalls
Der Schadensablauf konnte im vorliegenden Fall vollständig nachvollzogen werden. Das Rohr ist bei 6- Uhr in Längsrichtung aufgerissen; am Grund des Längsrisses ist ein Querriss entstanden, wo Wasser von innen nach außen austreten konnte. Das Leitungswasser hat zu größeren Schäden am Gebäude und am Mobiliar geführt.
Das Mehrschichtverbundrohr besteht aus Polyethylen mittlerer Dichte, das nicht weiter vernetzt ist. Es hat durch Autooxidation unter „medialer Beeinflussung“ durch Wasser und Metallionen katalysiert versagt. Der radikalische Zerfallsmechanismus der Autooxidation ist in Kapitel 7 erklärt. Der Schaden ist von der Rohrinnenseite ausgegangen. Das Polyethylen des Inliners ist gequollen, sobald es mit Wasser in Kontakt gekommen ist. Beim Quellen werden die Abstände zwischen den Ketten erweitert. Der Zerfall ist von innen nach außen durch den schichtweisen Abbau von Kohlenwasserstoffketten fortgeschritten. Im Wasser ist Sauerstoff gelöst. Durch ihn werden die Molekülketten oxidiert. Der Sauerstoff kann nach dem Einsetzen des Zerfalls immer weiter ins Polyethylen eindringen und den thermoplastischen Werkstoff durch Autooxidation immer schneller schädigen.
Wenn die Oxidation fortschreitet, werden die Kohlenstoffketten immer kürzer; wie die Prüfungen mit der GPC beweisen – nehmen das Molekulargewicht und die Dichte von Polyethylen ab; In den IR- und Raman-Spektren erscheinen – wie beobachtet – immer mehr zerfallstypische Signale von Abbauprodukten. Das Polyethylen versprödet beim Zerfallen – wie die Messungen mit der Nanoidentierung beweisen. Der Inliner wird brüchig und gleichzeitig durchlässiger für Sauerstoff und Wasser; die Zerfallsgeschwindigkeit steigt exponentiell, bis der Inliner vollständig zu Staub zerfallen ist.
Die PE-Zerfallsrate steigt bei Bestrahlen mit UV-Licht und mit steigender Temperatur, da diese Faktoren das Entstehen von „Freien Radikalen“ fördern. Somit nimmt die Standzeit einer Installation mit Zunahme der Betriebstemperatur und bei kurzen Überschreitungen der max. Temperaturbelastung ab. Der Abbau von Kohlenwasserstoffketten und die Bildung von Zerfallsprodukten sind nicht reversibel. Die Schäden heilen nicht aus. Sie fördern den weiteren Zerfall. Daher müssen die normativen Einsatzgrenzen für Temperatur und Druck stets eingehalten werden. Im vorliegenden Fall lässt sich jedoch – wegen fehlender Informationen seitens des Auftraggebers – nicht prüfen, ob es zu einer Teilschädigung durch kurzzeitige Temperaturüberschreitungen oder zu einer Überlastung im Dauerbetrieb gekommen ist. Rohrleitungen sind im Betrieb vollständig wassergefüllt.
Vollständig mit Wasser gefüllte Verbundrohre altern üblicherweise über den ganzen Umfang von innen nach außen (Bild 50), da das Wasser an allen Stellen der Innenoberfläche gleichzeitig angreift. Das Polyethylen wird vom im Wasser gelösten Sauerstoff oxidiert. Die Zerfallsrate – die Geschwindigkeit der Autooxidation – ist durch die Menge an Sauerstoff begrenzt, die in der Phasengrenze Polyethylen/ Wasser und in der Quellzone des PE-Inliners vorhanden ist. Bei vollständig gefüllten Rohren kann nur so viel Sauerstoff verbraucht werden, wie aus dem Wasser durch Diffusion zum Polyethylen und in den Inliner nachgeliefert wird.
Im aktuellen Fall ist der PE-Inliner des Verbundrohrs offensichtlich nicht gleichmäßig über den ganzen Umfang, sondern vor allem an der Unterseite des Verbundrohrs zwischen 4:00 Uhr und 8:00 Uhr zerfallen (Bild 51).
Die betriebsabhängigen Faktoren wie die Temperatur können im vorliegenden Fall nicht allein schadensauslösend gewesen sein. Die obere Hälfte des Inliners ist nur wenig angegriffen. Der Zerfall hat nur bei 6:00 Uhr die Sauerstoff-Diffusionssperre aus Aluminium erreicht und die Schweißnaht der Aluminiumfolie im Überlappungsbereich korrodiert. Am Aluminium sind durch Korrosion voluminöse Aluminiumsalze entstanden; der Außenmantel hat sich ausgebeult. Er ist über der Schweißnaht nach außen in Längsrichtung zu einer Kerbe auf gebrochen; durch einen Querriss im Kerbgrund ist schließlich tropfenweise Leitungswasser in den Estrich ausgetreten.
Der Zerfall des Rohrs bei 6-Uhr ähnelt dem Schadensbild einer Korrosion, die an Metallrohren unter Ablagerungen oder bei nur teilweiser Befüllung unter den Wasserresten auftritt. Wasserreste, die nach dem Ablassen in den Leitungen verbleiben, sind auch für thermoplastische Werkstoffe schadenskritisch. Die Geschwindigkeit der Autooxidation hängt jeweils von der Sauerstoffmenge am Schadensort ab.
Unter Tropfen gelangt aufgrund des kurzen Diffusionswegs mehr Sauerstoff zur PE-Oberfläche als im Dauerbetrieb. Das Wasser ist in Wasserlachen stets sauerstoffgesättigt. Die Alterung wird nicht durch Sauerstoffdiffusion gebremst. In der 3-Phasen-Grenze Polyethylen/Wasser/Luft ist immer ausreichend Sauerstoff vorhanden.
Die Wasserreste enthalten außerdem verschiedene Inhaltsstoffe, die aus der Wasserversorgung und der Trinkwasserinstallation stammen und den Zerfall beschleunigen. Das Trinkwasser wird vom örtlichen Wasserversorger geliefert. Es wird zur Entkeimung zeitweise gechlort und aus Korrosionsschutzgründen mit Calciumcarbonat und mit dem Flockungsmittel Polyhydroxyaluminiumchlorid behandelt. Chlor fördert das Entstehen von freien Radikalen. Calciumcarbonat hebt den pH-Wert ins Alkalische an. Alkalien fördern das Verspröden von Polyethylen, indem sie Peroxide stabilisieren. Das Leitungswasser enthält Schwermetalle als Eisen-, Titan- und NickelIonen. Sie wurden an der beschädigten Stelle mittels REM/EDX nachgewiesen. Die Bestandteile des Wassers wurden während der Stagnation in den Wassertropfen durch Verdunstung und gleichzeitiger Erhöhung des pH-Wertes angereichert. Es ist erwiesen, dass solche Belastungen, den Zerfall von polymeren Kohlenwasserstoffen beschleunigen.
Ergebnis: Der Schaden ist die Folge einer erheblichen Vorschädigung durch Entleeren der Verbundrohre. Beim Entleeren sind Wasserreste bei 6-Uhr zurückgeblieben. In den Wasserlachen hat sich der pH-Wert ins alkalische verschoben und es haben sich Schwermetalle angereichert, die den Zerfall des PE-Inliners bei 6-Uhr katalysiert und vorangetrieben haben. Das für den Anwendungsfall ungeeignete, aber so vorgeschädigte Material ist danach im Regelbetrieb – vor allem bei 6-Uhr – bis zum endgültigen Versagen zerfallen.
12 Abschließende Bewertung
Das Verbundrohr wurde in 2009 produziert. Es hat in 2020 nach 11 Jahren Betriebsdauer vorzeitig versagt. Die normgerechte Standzeit von 50 Jahren wurde nicht erreicht. Die verkürzte Standzeit weist u.a. auf besondere thermische Belastungen und auf weitere, kritische Faktoren bei der Inbetriebnahme und im Betrieb hin.
Die Schadensursache ist vollständig geklärt. Das Mehrschichtverbundrohr hat im Umfeld der 6-Uhr-Lage unter dem „medialen Einfluss“ von Wasser versagt. Das Polyethylen des Inliners ist von innen ausgehend unter dem katalytischen Einfluss von Metallionen durch Autooxidation schneller als üblich gealtert, versprödet und letztlich aufgerissen.
Der Schaden am Rohr ist erheblich. Planungs-/Ausführungsmängel sowie Fehler bei der Inbetriebnahme bzw. im Betrieb der Warmwasserinstallation haben sich systemweit ausgewirkt. Also ist davon auszugehen, dass weite Teile der Rohrleitung befallen sind und saniert werden müssen. Nur so lassen sich weitere Schäden verhindern.
Die Schwermetalle sind mit dem Wasser aus der öffentlichen Wasserversorgung und nach Korrosion aus der in den geschädigten Rohrabschnitt gelangt. Sie haben sich dort bei 6-Uhr angereichert. Das Trinkwasser, das vom Wasserwerk geliefert wird, ist nicht zu beanstanden. Es entspricht bei der Anlieferung den Anforderungen der Trinkwasserverordnung TwVO. Die Haftung des Wasserversorgers ist ausgeschlossen.
Es lassen sich keine Herstellerfehler nachweisen, die eine Produzentenhaftung rechtfertigen. Das schadhafte Mehrschichtverbundrohr ist frei von herstellungsbedingten Rissen, Kerben, Blasen und Einschlüssen. Das Rohr war bei der Auslieferung normgerecht gekennzeichnet. Es ist von normgerechter Bauart (Typ M). Es hat einen Außenmantel und einen Inliner aus PE-MD sowie eine Diffusionssperre aus Aluminiumfolie, die in Längsrichtung durchgängig verschweißt ist. Zwischen dem Polymer und dem Aluminium befindet sich ein Primer aus Polydimethylsiloxan PDMS. Es existieren keine Fertigungsfehler (Materialfehler). Das Rohr ist bauartgeprüft und zertifiziert; seine Produktion ist kontrolliert und fremdüberwacht.
Die Planung und Auslegung der Warmwasserinstallation entspricht nicht den technischen Regeln. Das Verbundrohr ist Bulk-Material von einer 100 m Rolle. Der Hersteller des Verbundrohrs ist nicht zu ermitteln, da dies die noch vorhandenen Reste der Kennzeichnung nicht hergeben. Es stammt nicht vom gleichen Lieferanten, der das ebenfalls verbaute T-Stück vertreibt. Dieser Auswahlfehler des Installateurs schließt grundsätzlich jede Gewährleistung im Rahmen der Systemhaftung aus.
Es liegt ein Planungsfehler bzw. Fehler des Installateurs vor. Das schadhafte Mehrschichtverbundrohr ist nach DIN EN ISO 21003 für Fußbodenheizungen („Anwendungsklasse 4“, maximale Betriebstemperatur 70 °C), aber nicht für Warmwasser („Anwendungsklasse 1“ bzw. „2“, Dauerbelastung 60 °C bzw. 70 °C. max. Betriebstemperatur ≤ 80 °C) zugelassen. Sein Inliner besteht aus unvernetztem Polyethylen mittlerer Dichte PE-MD, das nicht für Warmwasseranwendungen geeignet ist. Der Installateur muss sich diesen Fehler vorhalten lassen. Ihm waren die Einsatzgrenzen des Verbundrohrs bekannt. Er hätte diese Rohrqualität nicht verwenden dürfen.
Das aktuelle Schadensbild weist auf Fehler bei der Inbetriebnahme oder auf Mängel im Anlagenbetrieb hin. Es fällt auf, dass die PE-Innenschale nur an der Unterseite des Verbundrohrs im Umfeld der 6-Uhr-Lage zerfallen ist. Dieses Bild ist für Schäden typisch, die unter Wasserresten bei nur teilweiser Befüllung auftreten. Schadensursächlich war die zeitweise Entleerung des Systems nach der Inbetriebnahme oder später während des Betriebes.
About the author
ist Leiter des Sachgebiets „Schadensanalyse“ am MPA NRW. Seit mehr als 30 Jahren erforscht er Versagensabläufe an Bauteilen aus der Trinkwasserinstallation und dem Bauwesen unter den Belastungen des jeweiligen Einsatzfalls. Er ist ein anerkannter Experte für Werkstofftechnik, Korrosion, nachwachsende Brennstoffe und Abgastechnik sowie Sachverständiger für öffentliche und private Auftraggeber.
References / Literatur
[1] Pajonk, G.; „Korrosion” an Mehrschichtverbundrohren – der Schadensfall, Proc. Eurocorr 2022, Berlin; https://docplayer.org/229643147-Korrosion-an-mehrschichtverbundrohren-derschadensfall-1-2.htmlSuche in Google Scholar
[2] Pajonk, G.; Fehlerdefinition und Haftung, excursus 1 of [1] , Proc. Eurocorr 2022, Berlin; https://docplayer.org/229651273-Fehlerdefinition-und-haftung-zum-beitrag-korrosion-an-mehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[3] Pajonk, G.; Polyethylen-Qualitäten für Trinkwasseranwendungen, excursus 2 of [1], Proc. Eurocorr 2022, Berlin; https://docplayer.org/229651289-Zum-beitrag-korrosion-anmehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[4] Pajonk, G.; Mechanismen der Synthese und des oxidativen Abbaus von Polyolefine, excursus 3 of [1], Proc. Eurocorr 2022, Berlin;Suche in Google Scholar
[5] https://docplayer.org/229651293-Mechanismender-synthese-und-des-oxidativen-abbausvon-polyolefinen-zum-beitrag-korrosion-anmehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[6] Pajonk, G.; Verbundrohr-Typen und deren Herstellung, excursus 4 of [1], Proc. Eurocorr 2022, Berlin; https://docplayer.org/229669454-Verbundrohr-typen-und-deren-herstellungzum-beitrag-korrosion-an-mehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[7] Pajonk, G.; Normative Anforderungen an Mehrschichtverbundrohre, excursus 5 of [1], Proc. Eurocorr 2022, Berlin; https://docplayer.org/229662030-Normative-anforderungenan-mehrschichtverbundrohre-zum-beitrag-korrosion-an-mehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[8] Pajonk, G.; Methoden zur Analyse von thermoplastischen Werkstoffen, excursus 6 of [1], Proc. Eurocorr 2022, Berlin; https://docplayer.org/229686951-Methoden-zur-analyse-von-thermoplastischen-werkstoffen-zum-beitrag-korrosion-an-mehrschichtverbundrohren-der-schadensfall.htmlSuche in Google Scholar
[9] EN ISO 8044, Corrosion of metals and alloys – Vocabulary, Beuth publishing, Berlin 8/2020Suche in Google Scholar
[10] VDI 3822-1, Failure analysis – Fundamentals and performance of failure analysis, VDI publishing, Düsseldorf, 11/2011Suche in Google Scholar
[11] VDI 3822-2.1-2.10, Failure analysis – Defects of thermoplastic products, sheet 2.1-2.10, VDI publishing, Düsseldorf, 1/2012Suche in Google Scholar
[12] DVGW W 542, Multilayser composite pipes für drinking water installastions – requirements and testing, DVGW- publishing, Bonn, 8/2009Suche in Google Scholar
[13] DIN 8075, Polyethylene (PE) pipes – PE 80, PE 100 – General quality requirements, testing, Beuth publishing, Berlin 8/2018Suche in Google Scholar
[14] DIN 16833, Polyethylene pipes of raised temperature resistance (PE-RT) – PE-RT Type I and PE-RT Type II – General quality requirements, testing, Beuth publishing, Berlin 9/2009Suche in Google Scholar
[15] DIN 16836, Multilayer pipes – Polyolefin-Aluminium-Multilayer pipes – General requirements and testing, Beuth publishing, Berlin 8/2005Suche in Google Scholar
[16] DIN 16892, Crosslinked polyethylene (PE-X) pipes – General quality requirements, testing, Beuth publishing, Berlin 10/2019Suche in Google Scholar
[17] DIN 16894, Pipes of crosslinked medium density polyethylene (PE-MDX) – General quality requirements and testing, Beuth publishing, Berlin 4/2011Suche in Google Scholar
[18] EN ISO 21003, Multilayer piping systems for hot and cold water installations inside buildings, part 1 -5, Beuth publishing, Berlin 11/2008Suche in Google Scholar
[19] EN ISO 15874, Plastics piping systems for hot and cold water installations – Polypropylene (PP)– part 1 -5, Beuth publishing, Berlin 10/2022Suche in Google Scholar
[20] EN ISO 15875, Plastics piping systems for hot and cold water installations – Crosslinked polyethylene (PE-X)– part 1–5, Beuth publishing, Berlin 3/2021Suche in Google Scholar
[21] EN ISO 22391, Plastics piping systems for hot and cold water installations – Polyethylene of raised temperature resistance (PE-RT) – part 1–5, Beuth publishing, Berlin 3/2021–5/2022Suche in Google Scholar
[22] Spektrenkurs: IR-spectroscoy of organic molecules, https://docplayer.org/storage/26/8549308/1655897166/wpSQ4m7H-s0SOGHXvaIa7Q/8549308.pdfSuche in Google Scholar
[23] Infrared Spectroscopy, Lexikon der Chemie, Spektrum.de, Spektrum academic printing, Heidelberg, 1998Suche in Google Scholar
[24] Guide to Infrared Spectroscopy, Bruker Corporation, Billerica, MA/USA 2022,Suche in Google Scholar
[25] Th. Lehmann, IR-spectroscopy, Independent University Berlin, institute of chemistry and biochemistry, Berlin 1996/2010Suche in Google Scholar
[26] ATR-Spectroscopy, Lexikon, Chemie.deLUMITOS AG, Ernst-Augustin-Str. 2, BerlinSuche in Google Scholar
[27] Introduction to FTIR spectroscopy, ThermoFisher ScientificSuche in Google Scholar
[28] Microscopy & Analysis – Raman Microscopy“, Thermoscientific-Essential Knowledge Briefings, First Edition, 2017, John Wiley & Sons LTD., The Atrium, Southern Gate, Chichester, West Sussex PO19 8SQ, UKSuche in Google Scholar
[29] Raman Data and Analysis – Raman Spectroscopy for Analysis and Monitoring, Horiba Jobin Yvon S.A.S. Rue de Lille, Villenueve d’Ascq, FranceSuche in Google Scholar
[30] Fran Adar, Introduction to Interpretation of Raman Spectra Using Database Searching and Functional Group Detection and Identification, MJH Life Science and Spectroscopy online 2022 DOI:10.56530/spectroscopy.lo2270l510.56530/spectroscopy.lo2270l5Suche in Google Scholar
[31] Hyun Suk Wang et. al., Reversing RAFT Polymerisation: Near-Quantitative Monomer Generation Via a Catalyst-Free Depolimerization Approach, Journal of the American Chemical Society, Vol. 144 (2022), pp. 4678-4684 DOI:10.1021/jacs.2c0096310.1021/jacs.2c00963Suche in Google Scholar PubMed PubMed Central
[32] Yusuke Hiejima et. al., During photodegradation of low-density polyethylene detected by Raman spectroscopy, Polymer Degradation and Stability, Vol. 150 (4.2018), pp. 67-4672 DOI:10.1016/j.polymdegradstab.2018.02.01010.1016/j.polymdegradstab.2018.02.010Suche in Google Scholar
[33] Heinzmann G., Introduction in Gel Permeation Chromatography, www.analytik-news.de, 04.06.2014Suche in Google Scholar
[34] Amirmehdi Salehi,Gholamreza Pircheraghi, Thermo-oxidative degradation during sintering of polyethylene particles, Journal of Applied Polymer Science, Vol. 138 (5.2021) DOI:10.1002/app.5037310.1002/app.50373Suche in Google Scholar
[35] Polyethylene, Lexikon-Chemie.de, LUMITOS AG, Ernst-Augustin-Str. 2, BerlinSuche in Google Scholar
[36] data sheet Polyethylene of high desity (PE-HD), Kern GmbH-Kunststoffwerk, Clemens-Kern-Straße , GroßmaischeidSuche in Google Scholar
[37] data sheet PE HD – Polyethylene, König GmbH Kunststoffprodukte, Zeppelinstr. 14, Gilching, 06/2016Suche in Google Scholar
© 2023 Gunther Pajonk, published by De Gruyter
This work is licensed under the Creative Commons Attribution 4.0 International License.
Artikel in diesem Heft
- Inhalt
- Editorial
- Editorial
- Additive manufacturing of a lightweight Al-Ca alloy by direct energy deposition and laser powder bed fusion
- “Corrosion” on multi-layer composite pipes – the case of damage
- Picture of the Month
- Picture of the Month
- News
- News
- Meeting Diary
- Meeting Diary
Artikel in diesem Heft
- Inhalt
- Editorial
- Editorial
- Additive manufacturing of a lightweight Al-Ca alloy by direct energy deposition and laser powder bed fusion
- “Corrosion” on multi-layer composite pipes – the case of damage
- Picture of the Month
- Picture of the Month
- News
- News
- Meeting Diary
- Meeting Diary