
Metallographic characterization of a gold-steel composite
-
S. Strobl
Suanne Strobl is working as a scientific officer at the Institute of Chemical Technologies and Analytics (TU-Wien) and is teaching supervisor of metallography. She studied chemistry and her doctoral thesis was about sintered steels.
Wolfgang Scheiblechner Challenges are his specialty and so he has dealt a lot with the Damascene technique. However, he has created unusual composite materials which contain not only carbon steel but also cast iron, chromium-nickel steels, various copper alloys or gold.

Abstract
A gold-steel composite material for decorative applications was manufactured by forging. This procedure can be referred to as modified damascene technique. Sheets made of steel K110 (C-rich cold work steel) and gold sheets were assembled and forged together at approx. 800 °C. The bar was subsequently twisted to obtain the typical torsion pattern. The end portions of this bar were subjected to a metallographic examination.
The steel K110 shows broken carbides which were formed during the forging process. The carbides can be etched using Murakami’s reagent, whereas a 3 % Nital solution can be used to etch the steel matrix.
Gold etching was challenging because many etchants suitable to etch gold preferentially attack the steel. In reference to gold extraction by cyanide leaching, a KCN solution was used as etchant. It could be shown that atmospheric oxygen acting as an oxidant is already sufficient to etch gold. However, using a KCN-H2O2 mixture provides a more efficient etching effect. Gold grains in the gold layers can reach a size of up to 1 mm. A diffusion zone with a thickness of approx. 10 μm can be observed at the steelgold interfaces.
Kurzfassung
Für dekorative Anwendungen wurde ein GoldStahl-Verbundwerkstoff durch Schmieden hergestellt. Dies kann als abgewandelte Damaszenertechnik bezeichnet werden. Bleche aus Stahl K110 (C-reicher Kaltarbeitsstahl) und Goldbleche wurden zusammengesetzt und bei etwa 800 °C geschmiedet. Anschließend wurde dieser Stab verdreht, um das typische Torsionsmuster zu erhalten. Die Endstücke dieses Stabes wurden metallographisch untersucht.
Der Stahl K110 zeigt gebrochene Karbide, welche während des Schmiedens entstanden sind. Mittels Murakami-Ätzung können die Karbide und mit 3 %iger Nital-Lösung kann die Matrix des Stahls geätzt werden.
Die Ätzung des Goldes war herausfordernd, da viele Ätzmittel, die Gold ätzen könnten, bevorzugt den Stahl angreifen. In Anlehnung an die Gewinnung von Gold mittels Cyanidlaugung, wurde eine KCN-Lösung als Ätzmittel verwendet. Es konnte gezeigt werden, dass bereits der Luftsauerstoff als Oxidationsmittel ausreicht, um Gold zu ätzen. Mit einer Mischung aus KCN-H2O2 ist die Ätzwirkung jedoch effektiver. Die Goldkorngrößen in den Goldlagen können bis zu 1 mm erreichen. An den Grenzflächen zwischen Stahl und Gold ist eine ca. 10 μm dicke Diffusionszone zu erkennen.
Translation: Edda Engert
1 Introduction and motivation
Since the 3rd century AD, the damascene technique was used in Europe in the manufacture of high-grade tools and weapons to forge different sorts of steel into a layered composite material [1, 2]. The damascene technique has recently been used for various steel combinations [3, 4, 5, 6]. An interesting experiment was the forging of steel and cast iron [7].
Joining different copper alloys by forging is referred to as the “Mokume Gane technqiue” [8]. It could, however, also be shown that copper and iron sheets can be joined by forging [9].
In this work, a tool steel (K110, material number 1.2379) and gold were joined by forging to obtain a composite material which was subsequently examined.
From a metallographic point of view, two difficulties have to be overcome: the preparation and the use of suitable etchants.
Preparation: When consumables and preparation parameters usually used for hard materials (diamond tipped plane grinding disks, diamond suspensions, appropriate bases/cloths, contact pressures, times) are chosen for the preparation, gold will be profoundly deformed as diamonds are pressed into the soft material. However, applying the common procedures for soft materials, such as abrasives softer than diamond, lower contact pressures, etc., the hard cold work steel is insufficiently prepared. A compromise was therefore sought.
Etchant: Etchants typically used for cold work steel do not react with gold. When appropriate gold etchants are used, it must be assumed that solely the steel, acting like a protective anode, is attacked so that the gold microstructure cannot be revealed. This could be observed for an aqueous KJ-J2 solution intended to etch gold.
2 Experimental procedure
Sheets of K110 steel (Cr- and C-rich cold work steel, Table 1 [10]) with a thickness of approx. 0.8 mm and gold sheets with a thickness of approx. 0.5 mm were assembled and forged together at approx. 800 °C. The bar was subsequently twisted, creating the typical torsion pattern (Figure 1). The bar was cut longitudinally twice to obtain a 4 mm thick slice. The end portions of this bar were subjected to a metallographic examination.

Twisted bar; overall view and longitudinal section with torsion pattern.
Bild 1: Verdrehter Stab Gesamtansicht und Längsschnitt mit Torsionsmuster.
Chemical composition of K110 (data in wt.%) [10].
Tabelle 1: Chemische Zusammensetzung des K110 (Angaben in Gew.%) [10].
| C | Si | Mn | Cr | Mo | V |
|---|---|---|---|---|---|
| 1.55 | 0.30 | 0.30 | 11.30 | 0.75 | 0.75 |
The samples were cold-embedded and metallographically prepared. Murakami’s reagent, 3 % Nital, and a KCN-H2O2 solution were used as etchants. A light optical microscope (LOM) and a scanning electron microscope (SEM) equipped with energy dispersive X-ray spectroscopy (EDS) were used for the examinations.
Preparation: To reveal the sample’s surface, SiC paper (P800 grit, approx. 20 μm) and, subsequently, a 9 μm and 6 μm diamond film with fixed diamond particles were used. Then, a hard satin woven acetate cloth with medium resilience was used for polishing with a 3 μm diamond suspension. However, diamond powder particles are thus pressed into the soft gold (Figure 2). Finally, the material was polished using a short-pile velvet cloth and a 1 μm diamond suspension until the majority of the impressed diamonds were removed from the gold.
Diamond grains pressed into the gold (prior to final polishing using 1 μm diamond suspension).
Bilder 2a und b: Diamantkörner in Gold eingedrückt (vor der Endpolitur mit 1 μm Diamantsuspension).
Murakami’s reagent was used to etch the cold work steel to reveal the size and distribution of the Cr-rich mixed carbides. 3 % Nital etching is suitable for revealing the remaining microstructure of the steel.
The gold could be selectively etched by applying an aqueous KCN solution (approx. 5 %) to the section’s surface, adding 1 % H2O2 solution dropwise and simultaneous wiping.
3 Results and discussion
3.1 Polished composite
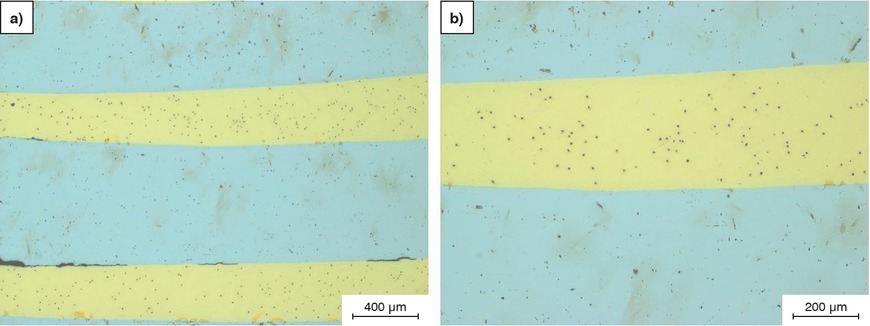
Owing to their respective colors, the gold and steel layers that were forged together can clearly be distinguished after the final polish (Figure 3). In some locations, the two materials could not be joined successfully and cracks and oxides formed (Figure 3b, d). However, the forge welding process was mainly successful (Figure 3c, e). Here and there, diamonds pressed into the gold can still be observed (Figure 3c).
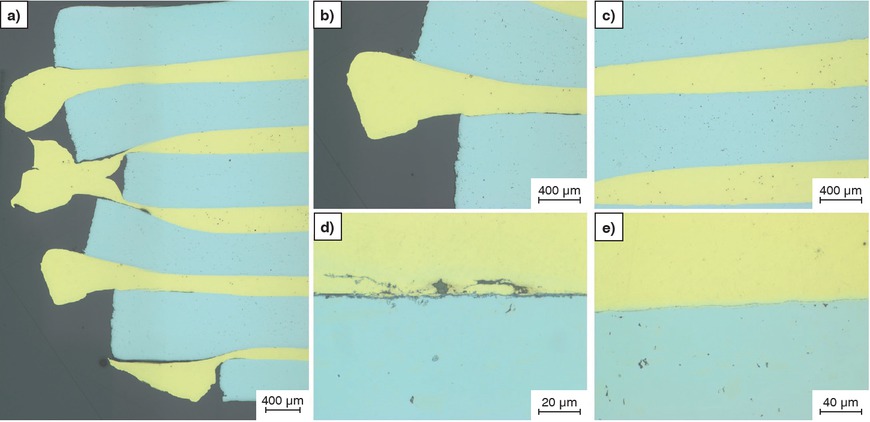
Polished Au-steel composite (LOM). (a) Overview, (b–e) details.
Bilder 3a bis e: Polierter Au-Stahl-Verbund (LOM). (a) Übersicht, (b–e) Details.
3.2 Microstructure of cold work steel K110
The steel K110 is characterized by carbides that were broken during the forging process (Figure 4a, d). This has previously been reported with regard to medical drills [11, 12].
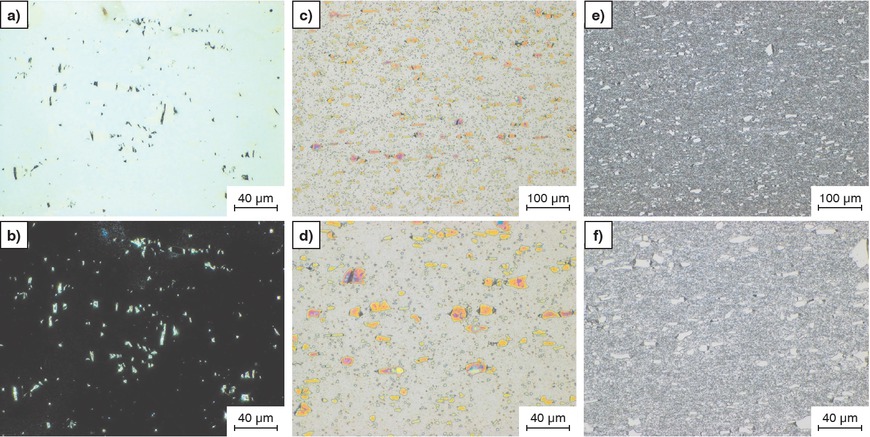
Steel with broken carbides and their distribution and size (LOM): (a, b) polished, (c, d) Murakami, (e, f) 3 % Nital etching.
Bilder 4a bis f: Stahl mit gebrochenen Karbiden, deren Verteilung und Größe (LOM): (a, b) poliert, (c, d) Murakami, (e ,f) 3 % Nital Ätzung.
After Murakami etching, the coarse Cr-rich mixed type (CrFe)7C3 carbides are multicolored and the fine, spherical mixed M23C7 carbides or V-rich mixed MC carbides are only very weakly attacked and hardly recognizable (Figure 4c, d). This etching allows an observation of the distribution and size of the Cr-rich special carbides.
Etching with 3 % Nital reveals the steel’s microstructure. K110 is typically oil- or air-hardened and, depending on the desired hardness, tempered at temperatures up to 500 °C. Forging was done at approx. 800 °C, i. e., this steel’s soft annealing range. As a matter of fact, a spheroidized annealed structure can be observed (Figure 4e, f).
3.3 Etching the composite
After Murakami etching, a selective etchant was sought for gold. In the literature [13], an aqueous KJ-J2 solution is recommended for etching Au. Figure 5 shows the result.
Au-steel composite: (a, b) Murakami and KJ-J2 etching (LOM).
Bilder 5a und b: Au-Stahl-Verbund: (a, b) Murakami und KJ-J2 geätzt (LOM).
The KJ-J2 solution attacks the steel matrix (Figure 5a, b) and the carbides are contoured (“black-white etching”). However, it does not react as desired with the gold and no microstructure can be recognized.
3.4 KCN etching of the gold
In reference to gold extraction by cyanide leaching, a KCN solution was tried as etchant. Gold cyanide leaching is based on the principle that gold is, owing to atmospheric oxygen acting as an oxidant, dissolved as NaAu(CN)2 [14]. As the KCN solution’s pH value is in the alkaline range, the steel should not be attacked.
It could be shown that the atmospheric oxygen acting as an oxidant is already sufficient to etch gold (Figure 6a, b). However, using a KCN-H2O2 mixture provides a more efficient etching effect. The etchant was applied for 3 min (Figure 6c, d) and 5 min (Figure 6e, f), respectively.. In line with expectations, the steel was not attacked.
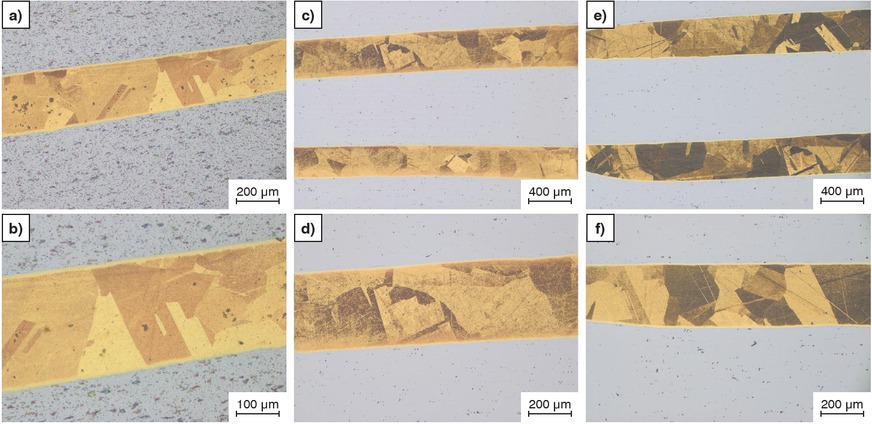
KCN etchings: (a, b) Murakami and KCN in air, 20 min, (c, d) KCNH2O2, 3 min, (e, f) KCN-H2O2, 5 min.
Bilder 6a bis f: KCN Ätzungen: (a, b) Murakami und KCN an Luft, 20 min, (c, d) KCNH2O2, 3 min, (e, f) KCN-H2O2, 5 min.
Gold grains in the gold layers can reach a size of up to 1 mm (Figure 6). It is assumed that, after the forging and deformation, gold recrystallizes while it cools. After the etching, the contrast is increased using polarized light (Figure 7).
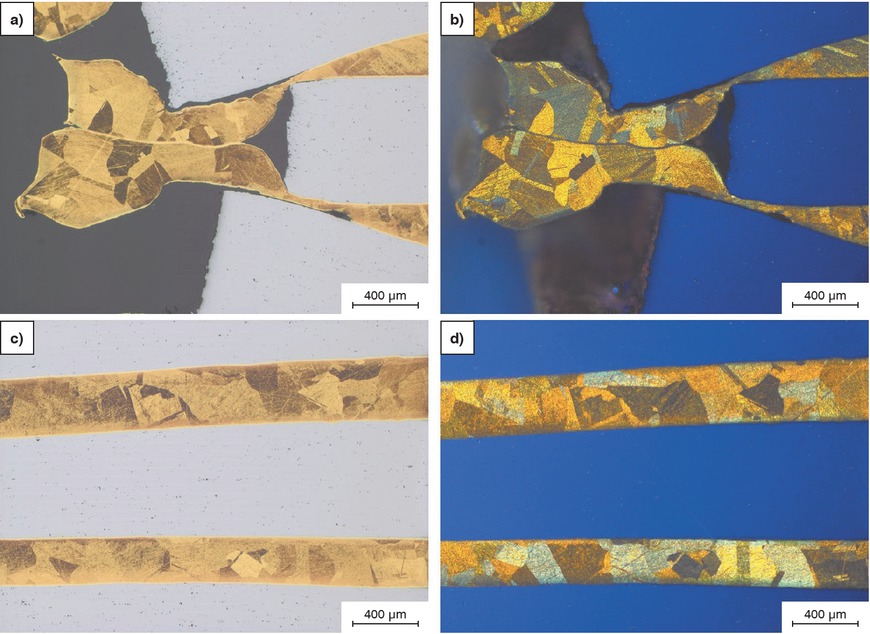
KCN-H2O2 etchings in the LOM: (a, c) bright field, (b, d) polarized light.
Bilder 7a bis d: KCN-H2O2 Ätzungen im LOM: (a, c) Hellfeld, (b, d) polarisiertes Licht.
3.5 Interface gold/K110
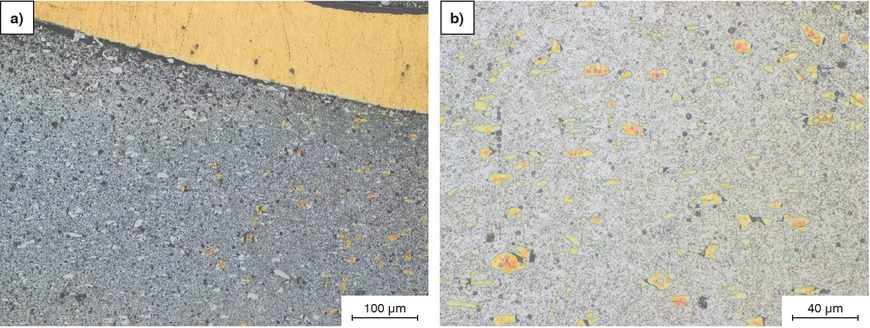
Figure 8 shows the gold-steel interface after etching using Murakami and KCN-H2O2.
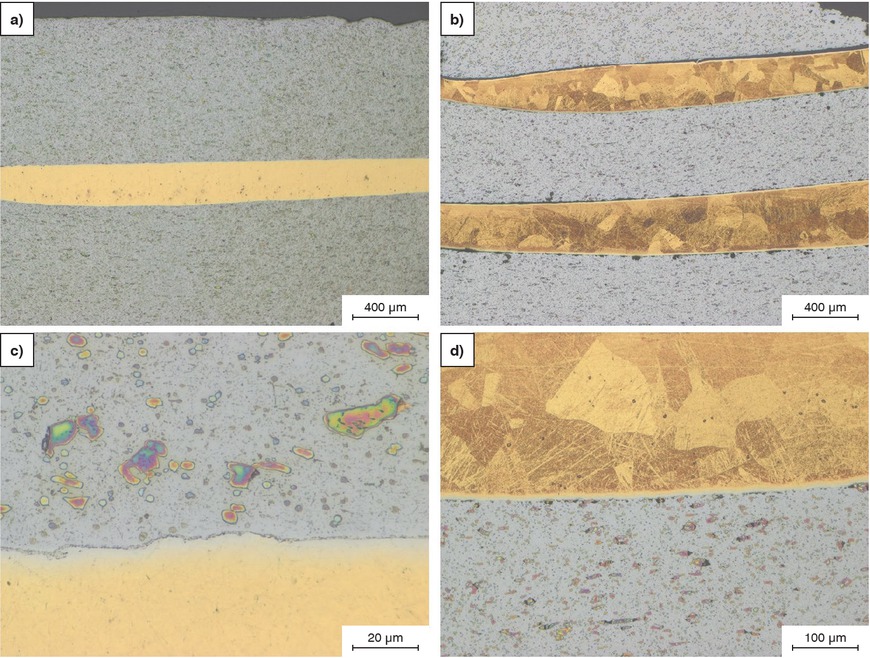
Gold-steel interface: (a, b) Murakami etching. (c, d) Murakami and KCN-H2O2, 3 min.
Bilder 8a bis d: Gold-Stahl Grenzschicht: (a, b) Murakami Ätzung. (c, d) Murakami und KCN-H2O2, 3 min.
At the steel/gold interfaces, a bright, approx. 10 μm thick fringe can be observed in the gold. Moreover, very fine, gray precipitates can be seen (Figure 8b, d). Apparently, a diffusion zone exists between the two materials. Therefore, the element distribution was analyzed using a SEM-EDS line profile (Figure 9). As the gold concentration drops abruptly at the phase boundary and the iron concentration extends further into the gold, it can be assumed that Fe diffuses more rapidly into the Au than Au into the steel. This is consistent with the Au-Fe phase diagram, as, at 800 °C, about 20 wt.% Fe is soluble in Au but only about 3 wt.% Au in Fe [15].
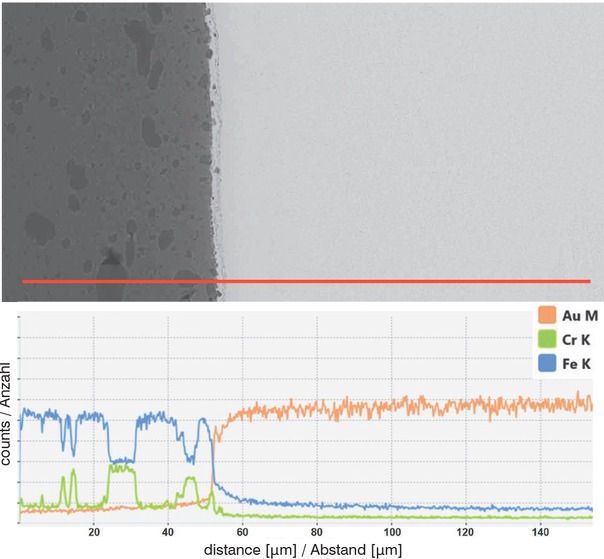
Interface of the Au-Fe composite. SEM-EDS line profile and element distribution.
Bild 9: Grenzfläche der Au-Fe Verbunds. REM-EDXLinienprofil und Elementverteilung.
4 Conclusions
This work shows that a composite material consisting of tool steel and gold can be manufactured by forging. This type of forging can be referred to as a damascene technique. Owing to the diffusion taking place at the interface, the steel-gold composite is characterized by a good bond, which could be confirmed by a SEM-EDS line profile.
It was challenging to find a suitable preparation method and selective etchant to reveal the microstructure. KCN-H2O2 has proven its efficacy for etching Au.
The steel is characterized by a microstructure consisting of a spheroidized annealed structure, as well as coarse and fine Cr-rich special carbides. The coarse carbides show cracks which formed during the forging process.
Gold has a coarse-grained microstructure with grains up to a size of 1 mm. This can probably be attributed to a recrystallization process during cooling from the processing temperature.
1 Einleitung und Motivation
Die Damaszenertechnik wurde in Europa seit dem 3. Jahrhundert n. Chr. zum Schmieden verschiedener Stahlsorten zu einem Schichtverbundwerkstoff eingesetzt, um hochwertige Werkzeuge und Waffen herzustellen [1, 2]. In jüngster Zeit wurde die Damasttechnik für verschiedene Stahlkombinationen angewendet [3, 4, 5, 6]. Ein interessantes Experiment war das Schmieden von Stahl und Gusseisen [7].
Beim Schmieden verschiedener Kupferlegierungen wird die Fügetechnik als „Mokume Gane“ bezeichnet [8], es wurde aber auch gezeigt, dass Kupfer- und Eisenbleche durch Schmieden verbunden werden können [9].
In dieser Arbeit wurde ein Werkzeugstahl (K110 bzw. Wst.Nr. 1.2379) mit Gold zu einem Verbundwerkstoff zusammengeschmiedet und untersucht.
Vom metallographischen Standpunkt sind zwei Schwierigkeiten zu lösen: die Präparation und die Anwendung geeigneter Ätzmittel.
Präparation: Werden bei der Präparation, die für harte Werkstoffe üblichen Verbrauchsmaterialien und Präparationsparameter (Diamant bestückte Planschleifscheiben, Diamantsuspensionen, entsprechende Unterlagen/Tücher, Anpressdrücke, Zeiten) eingesetzt, erzeugt man im Gold starke, tiefe Deformationen und Diamanten werden in den weichen Werkstoff eingedrückt. Wendet man hingegen, die für weiche Materialien üblichen Prozeduren an, z. B. weichere Abrasivstoffe als Diamant, geringere Anpressdrücke, etc., wird der harte Kaltarbeitsstahl unzureichend präpariert. Es wurde daher nach einem Kompromiss gesucht.
Ätzmittel: Die für den Kaltarbeitsstahl üblicherweise verwendeten Ätzmittel zeigen keine Reaktion mit Gold. Beim Einsatz geeigneter Goldätzmittel, muss davon ausgegangen werden, dass der Stahl sich wie eine Schutzanode verhält und alleinig angegriffen wird, so dass die Mikrostruktur des Goldes nicht gezeigt werden kann. Dieses Verhalten wurde bei einer wässrigen KJ-J2- Lösung, welche Gold ätzen sollte, beobachtet.
2 Experimentelles
Bleche aus Stahl K110 (Cr- und C-reicher Kaltarbeitsstahl, Tabelle 1 [10]) mit einer Dicke von etwa 0,8 mm und Goldbleche mit einer Dicke von etwa 0,5 mm wurden zusammengesetzt und bei etwa 800 °C geschmiedet. Anschließend wurde dieser Stab verdreht, wodurch das typische Torsionsmuster entsteht (Bild 1). An diesem Stab wurden zwei Längsschnitte durchgeführt, um eine 4 mm dicke Scheibe zu erhalten. Die Endstücke dieses Stabes wurden metallographisch untersucht.
Die Proben wurden kalt eingebettet und metallographisch präpariert. Als Ätzmittel wurden Murakami, 3 % Nital sowie eine KCN-H2O2-Lösung verwendet. Für die Untersuchungen wurden Lichtmikroskop (LOM) und Rasterelektronenmikroskop (REM) mit energiedispersiver Röntgenanalyse (EDX) eingesetzt.
Präparation: Mit SiC-Papier (Körnung P 800, ca. 20 μm) wurde die Probenoberfläche freigelegt, im Anschluss daran wurde eine 9 μm bzw. eine 6 μm Diamant bestückte Folie eingesetzt. Bei diesen Folien ist der Diamant fixiert. Danach erfolgte der Einsatz eines harten, satingewebten Azetattuches mittlerer Stoßelastizität zum Polieren mit 3 μm Diamantsuspension. Dabei wurde allerdings Diamantpulver in das weiche Gold eingedrückt (Bild 2). Abschließend wurde mit einem kurzflorigen Samttuch und 1 μm Diamantsuspension endpoliert, bis die im Gold eingedrückten Diamanten zum überwiegenden Teil entfern waren.
Zur Ätzung des Kaltarbeitsstahls wurde Murakami verwendet, um die Größe und Verteilung der Cr-reichen Mischkarbide zu erfassen. Durch die Ätzung mit 3 % Nital kann das restliche Gefüge des Stahls entwickelt werden.
Durch die Verwendung einer ca. 5 %igen wässrigen KCN-Lösung, die auf die Schliff oberfläche aufgebracht wurde, und dem Zutropfen einer 1 %igen H2O2-Lösung bei gleichzeitigem Wischen konnte das Gold selektiv geätzt werden.
3 Ergebnisse und Diskussion
3.1 Polierter Verbund
Nach dem Endpolieren können die zusammengeschmiedeten Gold- und Stahllagen aufgrund ihrer Farben deutlich voneinander unterschieden werden (Bild 3). An einigen Stellen ist die Verbindung beider Materialien nicht gelungen, es treten Risse und Oxidbildung auf (Bild 3b, d). Überwiegend ist die Verschweißung jedoch gelungen (Bild 3c, e). Stellenweise kann man noch im Gold eingedrückte Diamanten erkennen (Bild 3c).
3.2 Gefüge des Kaltarbeitsstahls K110
Der Stahl K110 zeigt gebrochene Karbide, welche während des Schmiedes entstanden sind (Bild 4a, d). Dies wurde bereits früher bei medizinischen Bohrern festgestellt [11, 12].
Mittels Murakami-Ätzung werden die groben Cr-reichen Mischkarbide des Typs (CrFe)7C3 bunt gefärbt und die feinen, sphärischen M23C7-Mischkarbide bzw. V-reiche MC-Mischkarbide sind nur sehr schwach angegriffen und kaum zu erkennen (Bild 4c, d). Durch diese Ätzung können Verteilung und Größe der Crreichen Sonderkarbide gezeigt werden.
Mit einer 3 % Nital-Ätzung wird das Gefüge des Stahls entwickelt. K110 wird üblicherweise in Öl bzw. an Luft gehärtet und abhängig von der gewünschten Härte bei Temperaturen bis 500 °C angelassen. Da die Schmiedung bei ca. 800 °C durchgeführt wurde, befindet man sich bei diesem Stahl im Weichglühbereich und tatsächlich kann ein eingeformtes Glühgefüge nachgewiesen werden (Bild 4e, f).
3.3 Ätzung Verbund
Nach der Murakami-Ätzung wurde nach einem selektiven Ätzmittel für Gold gesucht. In der Literatur [13] wird eine wässrige KJ-J2-Lö-sung zum Ätzen von Au empfohlen. In Bild 5 wird das Ergebnis präsentiert. Die KJ-J2-Lösung greift zwar die Stahlmatrix an (Bild 5a, b) und die Karbide werden umrissen („schwarzweiß Ätzung“), Gold jedoch zeigt nicht die gewünschte Reaktion und es ist kein Gefüge erkennbar.
3.4 KCN Goldätzungen
In Anlehnung an die Gewinnung von Gold mittels Cyanidlaugung, wurde eine KCN-Lösung als Ätzmittel versucht. Die Gold Cyanidlaugung basiert darauf, dass durch Luftsauerstoff als Oxidationsmittel das Gold als NaAu(CN)2 in Lösung geht [14]. Da der pH-Wert einer KCN-Lösung im basischen Bereich liegt, sollte der Stahl nicht angeätzt werden.
Es konnte gezeigt werden, dass bereits der Luftsauerstoff als Oxidationsmittel ausreicht, um das Gold anzuätzen (Bild 6a, b). Mit einer Mischung aus KCN-H2O2 ist die Ätzwirkung jedoch effektiver. Es wurden Ätzzeiten von 3 min (Bild 6c, d) und 5 min angewendet (Bild 6e, f). Erwartungsgemäß wurde der Stahl nicht angeätzt.
Die Goldkorngrößen in den Goldlagen können bis zu 1 mm erreichen (Bild 6). Es wird vermutet, dass Gold beim Abkühlen nach dem Schmieden und Verformen rekristallisiert. Eine Kontrasterhöhung nach der Ätzung wird mit polarisiertem Licht erzielt (Bild 7).
3.5 Grenzfläche Gold/K110
In Bild 8 wird die Gold-Stahl Grenzfläche nach dem Ätzen mit Murakami bzw. KCN-H2O2 gezeigt.
An den Grenzflächen zwischen Stahl und Gold lässt sich ein heller, etwa 10 μm dicker Saum im Gold erkennen. Außerdem sind sehr feine, graue Ausscheidungen zu sehen (Bild 8b, d). Da hier anscheinend eine Diffusionszone zwischen den beiden Werkstoffen vorliegt wurde eine Linienprofil-Elementverteilung mittels REM-EDX durchgeführt (Bild 9). Da die Goldkonzentration an der Phasengrenze abrupt abfällt und die Eisenkonzentration etwas weiter in das Gold reicht ist anzunehmen, dass Fe schneller ins Au diffundiert als und umgekehrt Au in den Stahl. Dies stimmt auch mit dem Au-Fe Phasendiagramm überein, denn bei 800 °C sind etwa 20 Gew.% Fe in Au löslich jedoch nur etwa 3 Gew.% Au in Fe [15].
4 Schlussfolgerungen
In dieser Arbeit wird gezeigt, dass durch Schmieden ein Verbundwerkstoff bestehend aus Werkzeugstahl und Gold hergestellt werden kann. Diese Art des Schmiedens kann zur Damaszenertechnik gezählt werden. Der Verbund Stahl zu Gold ist sehr gut, denn es tritt Diffusion an der Grenzfläche auf, was durch ein REM-EDX Linienprofil bestätigt werden konnte.
Herausfordernd war es, eine geeignete Präparationsmethode und selektive Ätzmittel zur Gefügedarstellung zu finden. Für Au bewährte sich eine KCN-H2O2-Ätzung.
Der Stahl besitzt eine Mikrostruktur bestehend aus eingeformtem Glühgefüge sowie groben und feinen Cr-reichen Sonderkarbiden. Die groben Karbide zeigen Risse, welche durch den Schmiedevorgang entstanden sind.
Gold hat ein grobkörniges Gefüge von bis zu 1 mm Größe, was wahrscheinlich auf Rekristallisation während des Abkühlens von der Bearbeitungstemperatur zurückzuführen ist.
About the authors

Suanne Strobl is working as a scientific officer at the Institute of Chemical Technologies and Analytics (TU-Wien) and is teaching supervisor of metallography. She studied chemistry and her doctoral thesis was about sintered steels.

Wolfgang Scheiblechner Challenges are his specialty and so he has dealt a lot with the Damascene technique. However, he has created unusual composite materials which contain not only carbon steel but also cast iron, chromium-nickel steels, various copper alloys or gold.
Acknowledgement
We would like to thank Mr. J. Holzinger and Mr. M. Luger for their valuable input regarding the preparation and etching. The authors acknowledge TU Wien Bibliothek for financial support through its Open Access Funding Program.
Danksagung
Für wertvolle Anregungen bezüglich der Präparation und des Ätzens wollen wir Herrn Ing. J. Holzinger und Herrn M. Luger danken. Die Autoren danken der TU Wien Bibliothek für die finanzielle Unterstützung durch ihr Open-Access-Förderprogramm.
References / Literatur
[1] Denig, H.: Alte Schmiedekunst, Damaszenerstahl, Arbogast, Otterbach/Pfalz, 1999Search in Google Scholar
[2] Sherby, O. D.; Wadsworth, J.: Ancient blacksmiths, the Iron Age, Damascus steels, Journal of Materials Processing Technology 117 (2001), pp. 347–353 DOI: 10.1016/S0924-0136(01)00794-410.1016/S0924-0136(01)00794-4Search in Google Scholar
[3] Strobl, S.; Haubner, R.: Characterisation of steel composites produced by the Damascus technique, Materials Science Forum 825–826 (2015), pp. 852–859 10.4028/www.scientific.net/MSF.825-826.852Search in Google Scholar
[4] Strobl, S.; Haubner, R.; Scheiblechner, W.: New Steel Combinations Produced by the Damascus Technique, Advanced Engineering Forum 27 (2018), pp. 14–21 10.4028/www.scientific.net/AEF.27.14Search in Google Scholar
[5] Strobl, S.; Haubner, R.: Microstructural Characterization of Ferrous Materials Forged by the Damascus Technique, Materials Performance and Characterization 5 (2016), pp. 617–626 DOI: 10.1520/MPC2016002810.1520/MPC20160028Search in Google Scholar
[6] Strobl, S.; Haubner, R.; Scheiblechner, W.: Damascus Steel Inlay on a Sword Blade – Production and Characterization, Key Engineering Materials 742 (2017), pp. 333–340 10.4028/www.scientific.net/KEM.742.333Search in Google Scholar
[7] Strobl, S.; Haubner, R.: Investigation of the diffusion couple ductile cast iron / iron, Defect and Diffusion Forum 405 (2020), pp. 54–59 10.4028/www.scientific.net/DDF.405.54Search in Google Scholar
[8] B. Derby, Modern materials for Mokume Gane, Materials World 6 (1998), pp. 213–214Search in Google Scholar
[9] Strobl, S.; Scheiblechner, W.; Haubner, R.: Forging of Copper and Iron Plates by the Damascus Technique, Key Engineering Materials 809 (2019), pp. 253–258 10.4028/www.scientific.net/KEM.809.253Search in Google Scholar
[10] Böhler K110, Produktbeschreibung, www.bohleredelstahl.com/de/products/k110/ (2022 06 21)Search in Google Scholar
[11] Haubner, R.; Strobl, S.; Henkel, A.: An Investigation into Porosity in Medical Drills caused by Broken Carbides, Praktische Metallographie 49 (2012), pp. 221–232 DOI: 10.3139/147.11016110.3139/147.110161Search in Google Scholar
[12] Strobl, S.; Haubner, R.: Porosity in Medical Drills Caused by Fractured Carbides – A Review, Practical Metallography 58 (2021), pp. 594–603 DOI: 10.1515/pm-2021-004910.1515/pm-2021-0049Search in Google Scholar
[13] Ätzen von Gold, https://www.microchemicals.com/technische_informationen/gold_aetzen.pdf (2022 06 21)Search in Google Scholar
[14] Stange, W.: The process design of gold leaching and carbon-in-pulp circuits, The Journal of The South African Institute of Mining and Metallurgy (1999), pp. 13–25Search in Google Scholar
[15] Massalski, T. B.: Binary Alloy Phase Diagrams, ASM International, Metals Park OH, 1990Search in Google Scholar
© 2022 Walter de Gruyter GmbH, Berlin/Boston, Germany
This work is licensed under the Creative Commons Attribution 4.0 International License.
Articles in the same Issue
- Contents
- Editorial
- Dear readers
- Microstructural analysis as a requirement for sinter-based additive manufacturing of highly conductive copper
- A heavenly sword – forging a Campo del Cielo meteorite
- Automated color etching of aluminum alloys
- Cryo ion polishing and high-resolution electron microscopy on a layered PEM composite of an automotive fuel cell
- Comparison of preparation techniques used for the identification of microstructural constituents in the microcrystalline structure of the eutectoid cold-work steel 80CrV2 (1.2235) after austempering
- New possibilities for macroscopic imaging in test laboratories – Modern light field objective lenses serving as the basis for large-scale 3D topography reconstruction and quantification
- Characterization of laser-welded structures in glass using acoustic microscopy
- “Metallography to go”: Mobile metallographic examinations directly on components
- Metallographic characterization of a gold-steel composite
- Failure Analysis
- Failure analysis of stainless and heat resisting steels, documented on selected examples
- Picture of the Month
- Picture of the Month
- People
- People
- News
- News
- Meeting Diary
- Meeting diary
Articles in the same Issue
- Contents
- Editorial
- Dear readers
- Microstructural analysis as a requirement for sinter-based additive manufacturing of highly conductive copper
- A heavenly sword – forging a Campo del Cielo meteorite
- Automated color etching of aluminum alloys
- Cryo ion polishing and high-resolution electron microscopy on a layered PEM composite of an automotive fuel cell
- Comparison of preparation techniques used for the identification of microstructural constituents in the microcrystalline structure of the eutectoid cold-work steel 80CrV2 (1.2235) after austempering
- New possibilities for macroscopic imaging in test laboratories – Modern light field objective lenses serving as the basis for large-scale 3D topography reconstruction and quantification
- Characterization of laser-welded structures in glass using acoustic microscopy
- “Metallography to go”: Mobile metallographic examinations directly on components
- Metallographic characterization of a gold-steel composite
- Failure Analysis
- Failure analysis of stainless and heat resisting steels, documented on selected examples
- Picture of the Month
- Picture of the Month
- People
- People
- News
- News
- Meeting Diary
- Meeting diary